
枠体の補強構造及び該構造を備えた電子機器
【課題】例えば、切欠き部の形成箇所であっても十分な剛性を確保する。
【解決手段】フロントケースの補強構造において、切欠き部9のみでなく、近傍領域15,16に近接する領域も、折返し加工により形成された横ヘミング曲げ部18が配置されていることにより、切欠き部9の近傍領域15,16で、側端縁に沿って、横ヘミング曲げ部18と、側壁部7とが重複する箇所が設けられ、補強されている。これにより、切欠き部9においても、十分な剛性が確保される。
【解決手段】フロントケースの補強構造において、切欠き部9のみでなく、近傍領域15,16に近接する領域も、折返し加工により形成された横ヘミング曲げ部18が配置されていることにより、切欠き部9の近傍領域15,16で、側端縁に沿って、横ヘミング曲げ部18と、側壁部7とが重複する箇所が設けられ、補強されている。これにより、切欠き部9においても、十分な剛性が確保される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、枠体の補強構造及び該構造を備えた電子機器に係り、例えば、携帯電話機等の電子機器の薄型の筐体を構成する枠体において用いられ、合成樹脂と金属板とが、インサート成形により一体化され成形されてなる枠体の補強構造、及び該構造を備えた電子機器に関する。
【背景技術】
【0002】
近年、移動中や外出先でも使用可能であるという高い利便性によって、携帯電話機等の携帯型の電子機器が広く普及してきている。
また、携帯電話機として、本来の通話機能のみならず、電子メールの送受信やインターネットに接続してホームページの閲覧が可能なデータ通信機能を有するものが普及している。
【0003】
さらに、最近は、インターネットを介した楽曲や映像等の配信サービスが普及してきており、楽曲や映像等の情報をダウンロードし、ダウンロードした情報を、ハードディスク等のほか、例えば、可搬型の電子記録媒体としての小型のメモリカードに記録したり、情報が記録されたメモリカードから読み出すことが可能となっており、高度に多機能化されてきている。
【0004】
一方、携帯電話機には、小型化や薄型化も求められており、これらの要請に対応しながら、所定の剛性を確保するために、例えば、合成樹脂成形体と、薄く、かつ、剛性の高い金属板とを、インサート成形により一体的に成形した複合筐体を用いて、剛性を確保することも行われている(例えば、特許文献1等参照。)。
【0005】
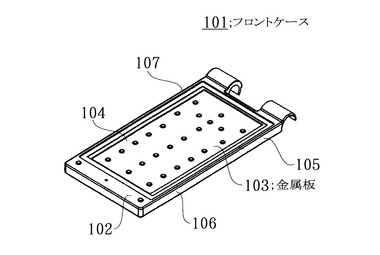
このような筐体を構成する例えばフロントケース101は、図19乃至図23に示すように、合成樹脂製のケース体102と、略平板状の金属板103とが、インサート成形により一体化され成形されてなると共に、平板状の部品搭載部104と、部品搭載部104の周縁を囲むように形成された枠状部105とを有してなっている。枠状部105は、一対の側壁部106,107を有している。
【0006】
金属板103は、例えば、板状部材が折曲加工されて作製され、図24及び図25に示すように、部品搭載部104を構成する平板部108と、側壁部106,107を構成し、平板部108の両側部に、平板部108に対して略直角に折曲されて形成された側板部109,110とを有している。
なお、図19乃至図23に示すフロントケース101は、上部筐体と下部筐体とが、折畳可能なようにヒンジ部で相互に結合されてなる筐体を構成している。
【0007】
ところが、携帯電話機は、上述した多機能化に伴って、その筐体には、外部メモリの挿入口や、キーボタン(サイドキー)、ヘッドフォンのジャック部、充電ケーブル等の接続コネクタ等を配置するために、側壁部には切欠き部の形成が、不回避となっている。
すなわち、このようなフロントケース201は、図26及び図27に示すように、合成樹脂製のケース体202と、略平板状の金属板203とが、インサート成形により一体化され成形されてなると共に、平板状の部品搭載部204と、部品搭載部204の周縁を囲むように形成された枠状部205とを有してなっている。
枠状部205は、一対の側壁部206,207を有し、例えば一方の側壁部206の所定の部位に、切欠き部208が形成されている。
この切欠き部208は、リアケースの対応する箇所に形成された切欠き部と、組み合わされ、挿入口等を構成することとなる。
【0008】
金属板203は、例えば、板状部材が折曲加工されて作製され、図26乃至図29に示すように、部品搭載部204を構成する平板部209と、側壁部206,207を構成し、平板部209の両側部に、平板部209に対して略直角に折曲されて形成された側板部210,211とを有している。
一方の側板部210は、図28及び図29に示すように、側壁部206のうち、切欠き部208において除去されている。
【0009】
しかしながら、このように複合筐体を用いても、切欠き箇所では、金属板も除かれるので、この箇所で筐体の剛性が著しく低下する。
剛性確保のためには、切欠き箇所はできる限り設けない形状の筐体を採用する方が良いが、上述したように、多機能化の実現のためには、切欠き箇所の形成は不可避である。
このため、筐体内部に補強部材を取り付ける等の剛性確保のための対策が必要であるが、小型化や薄型化のために不利であった。
【0010】
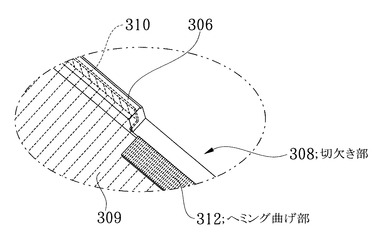
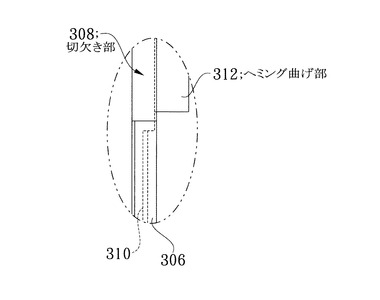
このため、切欠き部で、金属板の従来切り離していた領域を折り返す(折り重ねる)ヘミング曲げ加工を施して、剛性を高める技術が提案されている(例えば、特許文献2等参照。)。
このようなフロントケース301は、図30及び図31に示すように、合成樹脂製のケース体302と、略平板状の金属板303とが、インサート成形により一体化され成形されてなると共に、平板状の部品搭載部304と、平板状部304の周縁を囲むように形成された枠状部305とを有してなっている。枠状部305は、一対の側壁部306,307を有し、例えば一方の側壁部306の所定の部位に、切欠き部308が形成されている。
この切欠き部308は、リアケースの対応する箇所に形成された切欠き部と、組み合わされ、挿入口等を構成することとなる。
【0011】
金属板303は、例えば、板状部材が折曲加工されて作製され、図30乃至図33に示すように、部品搭載部304を構成する平板部309と、側壁部306,307を構成し、平板部309の両側部に、平板部309に対して略直角に折曲されて形成された側板部310,311とを有している。
【0012】
一方の側板部310は、図32及び図33に示すように、側壁部306のうち、切欠き部308において除去され、平板部309は、その側縁部の切欠き部308に近接する領域が、ヘミング曲げ加工により、略側板部310の高さ分折り返されて(折り重ねられて)、側端縁から略側板部310の高さ分の幅は、補強部材の厚さが実質的に2倍の厚さとされたヘミング曲げ部312とされている。
【特許文献1】特開2004−228238号公報
【特許文献2】特開2005−303136号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
解決しようとする問題点は、上記従来技術では、依然として、十分な剛性の確保が困難であるという点である。
すなわち、側壁部に沿って、側壁部の切欠き部側の端部と、ヘミング曲げ部の端部との間には、間隙が生じてしまう。言い換えれば、側端縁に沿って、側壁部も、ヘミング曲げ部も存在しない領域が生じてしまう。そして、この箇所で局所的に剛性が低下し、落下衝撃等で、筐体が破損したり、変形してしまう虞がある。
【0014】
この発明は、上述の事情に鑑みてなされたもので、例えば、切欠き部や開口部の形成箇所においても、筐体の薄型化を実現しつつ、十分な剛性を確保することができる枠体の補強構造、及び該構造を備えた電子機器を提供することを目的としている。
【課題を解決するための手段】
【0015】
上記課題を解決するために、請求項1記載の発明は、枠体に形成された角形の切欠き部又は開口部の縁端を構成する少なくとも一辺が折り返し構造のヘミング縁端部とされた枠体の補強構造に係り、上記切欠き部又は上記開口部の上記縁端を構成する少なくとも上記一辺の始点及び終点を越えて、上記ヘミング縁端部が延設されていることを特徴としている。
【0016】
また、請求項2記載の発明は、請求項1記載の枠体の補強構造に係り、上記枠体が、底板部と、該底板部の縁端部にて折曲立設される側壁部とを備えてなると共に、上記側壁部には、少なくとも上記一辺が、上記底板部の縁端部と一致する態様で、上記切欠き部又は上記開口部が形成されていることを特徴としている。
【0017】
また、請求項3記載の発明は、請求項1又は2記載の枠体の補強構造に係り、上記枠体が、樹脂と金属板とからなることを特徴としている。
【0018】
また、請求項4記載の発明は、請求項3記載の枠体の補強構造に係り、上記金属板は、上記底板部を構成する平板部と、上記側壁部を構成し、上記平板部の側部に、上記平板部の縁端部にて折曲立設された側板部とを有し、上記平板部の端縁領域が折り返されて第1のヘミング縁端部が形成されていることを特徴としている。
【0019】
また、請求項5記載の発明は、請求項3又は4記載の枠体の補強構造に係り、上記切欠き部又は上記開口部の近傍の上記側壁部には、上記側板部の端縁領域が折り返えされて第2のヘミング縁端部が配置されていることを特徴としている。
【0020】
また、請求項6記載の発明は、請求項4又は5記載の枠体の補強構造に係り、上記切欠き部又は上記開口部の近傍で、上記平板部の上記第1のヘミング縁端部と、上記側板部とが、互いに一部で重なるように配置されていることを特徴としている。
【0021】
また、請求項7記載の発明は、請求項4、5又は6記載の枠体の補強構造に係り、上記平板部の上記第1のヘミング縁端部を含む折り返し構造の領域と、上記平板部の単層の非折り返し構造の領域との境界領域では、絞り加工が施されていることを特徴としている。
【0022】
また、請求項8記載の発明は、請求項7記載の枠体の補強構造に係り、上記平板部の上記折り返し構造の領域の内面と、上記平板部の上記非折り返し構造の領域の内面とが、略同一平面上に配置されるように絞り加工されていることを特徴としている。
【0023】
また、請求項9記載の発明は、請求項1乃至8のいずれか1に記載の枠体の補強構造に係り、上記樹脂と上記金属板とが、インサート成形により一体化され成形されてなっていることを特徴としている。
【0024】
また、請求項10記載の発明は、カードスロット又はメモリスロットを備える電子機器に係り、請求項1乃至9のいずれか1に記載の枠体の補強構造が上記カードスロット又は上記メモリスロットに適用されていることを特徴としている。
【発明の効果】
【0025】
この発明の構成によれば、切欠き部又は開口部の縁端を構成する少なくとも一辺の始点及び終点を越えて、ヘミング縁端部が延設されているので、例えば、切欠き部や開口部においても、筐体の薄型化を実現しつつ、十分な剛性を確保することができる。
【発明を実施するための最良の形態】
【0026】
切欠き部又は開口部の縁端を構成する少なくとも一辺の始点及び終点を越えて、ヘミング縁端部が延設されていることによって、例えば、切欠き部や開口部においても、筐体の薄型化を実現しつつ、十分な剛性を確保するという目的を実現した。
【実施例1】
【0027】
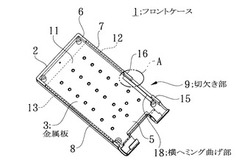
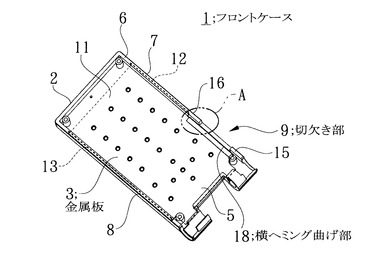
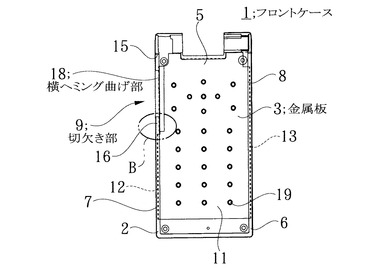
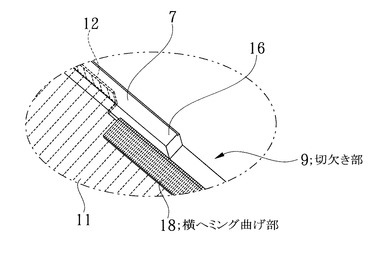
図1は、この発明の第1の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図、図2は、同フロントケースの構成を示す平面図、図3は、図1のA部を拡大して示す部分拡大図、図4は、図2のB部を拡大して示す部分拡大図、また、図5及び図6は、同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【0028】
この例のフロントケース1は、電子機器としての携帯電話機の筐体(複合筐体)を構成し、図1及び図2に示すように、枠状の合成樹脂製のケース体(樹脂成形体)2と、略平板状の金属板(板金)3とが、インサート成形により一体化され成形されてなっている。
上記携帯電話機は、上部ユニットと下部ユニットとが、折畳可能なようにヒンジ部で相互に結合されて構成されている。
【0029】
上部ユニットは、扁平な上部筐体に、例えば液晶表示装置からなる表示部や、通話時に受話音声を出力する受話部等が実装されて概略構成され、下部ユニットは、扁平な下部筐体に、CPU(中央処理装置)等からなる制御部や、ROM、RAM等の半導体メモリからなる記憶部、通話やデータ通信を行うための無線通信部、各種操作キー等からなる操作部、送話音声を入力する送話部、電池パックを有する電源部等が実装されて概略構成されている。
上部筐体及び下部筐体は、それぞれ、内面側を構成するフロントケースと、外面側を構成するリアケースとを有し、組み合されたフロントケースとリアケースとが、リブにおける嵌合によって、又は雌ねじや雄ねじ等の固定具による締付けによって、組み立てられてなっている。
【0030】
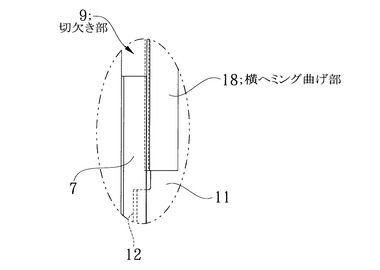
この例のフロントケース1は、上記下部筐体を構成し、図1及び図2に示すように、平板状の部品搭載部5と、部品搭載部5の周縁を囲むように形成された枠状部6とを有してなっている。枠状部6は、一対の側壁部7,8を有し、この例では、一方の側壁部7の所定の部位に、切欠き部9が形成されている。
この切欠き部9は、リアケースの対応する箇所に形成された切欠き部と、組み合わされ、挿入口等を構成することとなる。
【0031】
ケース体2は、例えば、ABS樹脂やポリカーボネート等の合成樹脂成形品からなっている。
金属板3は、例えば、ステンレス鋼製の板状部材が折曲加工されて作製され、部品搭載部5を構成する平板部11と、側壁部7,8を構成し、平板部11の両側部に、平板部11に対して略直角に折曲されて形成された側板部12,13とを有している。
【0032】
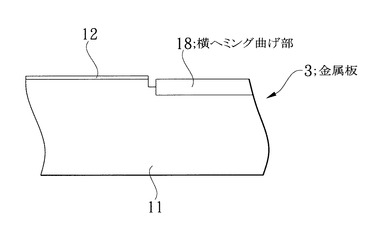
一方の側板部12は、図1乃至図4に示すように、側壁部7のうち、切欠き部9と、切欠き部9の両側の近傍領域15,16において除去され、平板部11は、その側縁部の切欠き部9及び切欠き部9の両側の近傍領域15,16に近接する領域が、ヘミング曲げ加工により、略側板部7の高さ分折り返されて、側端縁から略側板部7の高さ分の幅は、実質的に2倍の厚さとされた横ヘミング曲げ部18とされている。
【0033】
また、金属板3の内面には、上記操作部を構成するメタルドームシートを支持するための微小な複数の突起部19が形成されている。メタルドームシートは、キーシートの下方に配置され、ドーム状に突起しスイッチを構成する金属板接点が設けられている。
なお、図3において、等間隔の点線群が描かれた領域は、金属板3を示している。
【0034】
このように、この例のフロントケースの補強構造(枠体の補強構造)は、金属板3の平板部11が、その側縁部の切欠き部9及び切欠き部9の両側の近傍領域15,16に近接する領域が、ヘミング曲げ加工により、略側板部7の高さ分折り返されて、横ヘミング曲げ部18とされ、切欠き部9の近傍領域15,16において、側壁部7に沿って、横ヘミング曲げ部18と、側壁部7とが重複する箇所を設けて概略構成されている。
すなわち、側方から見て、切欠き部9の3つの縁端のうち、平板部11の縁端に含まれる縁端は、横ヘミング曲げ部18の縁端部に含まれると共に、この切欠き部9の縁端の始点及び終点を端部とする側壁部7の側の領域(すなわち、近傍領域15,16)と、横ヘミング曲げ部18の縁端部とは重なっている。
【0035】
このように、切欠き部9のみでなく、近傍領域15,16に近接する領域も、横ヘミング曲げ部18とされていることにより、切欠き部9の近傍領域15,16において、側壁部7に沿って、横ヘミング曲げ部18と、側壁部(この例では、樹脂成形部のみ)7とが重複(オーバーラップ)する箇所を設けて、補強を施している。
【0036】
リアケースの対応する箇所にも、切欠き部が形成され、組み合されることで、SDカード等の外部メモリの挿入口(スロット)や、サイドキーボタンを露出させるための開口、ヘッドフォン等のジャック部、充電ケーブル等の接続コネクタを露出させるための開口等とされる。
【0037】
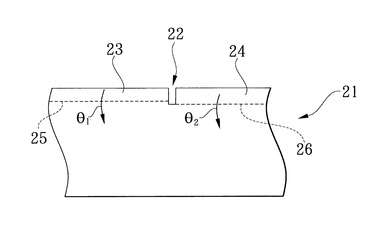
この例のフロントケース1を製造するには、まず、図5に示すように、平板状の金属製(合金製)部材21の側縁部の所定の部位に、切込み部22を形成して、側板部形成領域23と、ヘミング曲げ部形成領域24とを分離する。この切込み部22は、金属板の曲げ加工のために必要とされるもので、この例では、0.5mm〜1.0mm程度の幅とされる。
【0038】
次に、側板部形成用の折曲げ線25に沿って、側板部形成領域23を、折曲角θ1が、(θ1=90°)となるように、内側に折曲させて、図6に示すように、側板部12を形成し、ヘミング曲げ部形成用の折曲げ線26に沿って、ヘミング曲げ部形成領域24を、折曲角θ2が、(θ2=180°)となるように、内側に折り返して(折り重ねて)、横ヘミング曲げ部18を形成する。側板部13も、同様にして、側板部形成用の折曲げ線に沿って、側板部形成領域を、90°内側に折曲させて、形成する。こうして、金属板3を作製する。
【0039】
次に、上型と下型とからなる金型を用意し、上型と下型とを合わせることで内部に形成された空洞内に、金属板3を収納した状態で、上型と下型とを締結する。
この状態で、ゲートに射出成形機の先端部を配置し、射出成形機を運転して、ゲートから溶融樹脂を上記空洞内に注入していく。
上記空洞内が溶融樹脂によって満たされると、注入が停止され、冷却後、離型して、金属板とケース体(樹脂成形体)とが一体的に成形されたフロントケース1を取り出す。
【0040】
この例のフロントケースの補強構造において、切欠き部9のみでなく、近傍領域15,16に近接する領域も、横ヘミング曲げ部18とされていることにより、切欠き部9の近傍領域15,16で、側壁部7に沿って、横ヘミング曲げ部18と、側壁部7とが重複する箇所が設けられ、補強されている。これにより、切欠き部9においても、十分な剛性が確保される。
【0041】
このように、この例の構成によれば、切欠き部9において、金属板3の平板部11は、その側縁部が、ヘミング曲げ加工により、略側板部7の高さ分折り返されて、側端縁から略側板部7の高さ分の幅は、実質的に2倍の厚さとされた横ヘミング曲げ部18とされているので、切欠き部9において、剛性が十分な確保される。
【0042】
さらに、切欠き部9のみでなく、近傍領域15,16に近接する領域も、横ヘミング曲げ部18とされていることにより、切欠き部9の近傍領域15,16で、側壁部7に沿って、横ヘミング曲げ部18と、側壁部7とが重複する(オーバーラップする)箇所が設けられて、補強されているので、薄型化を実現しつつ、一段と剛性を向上させることができる。
【実施例2】
【0043】
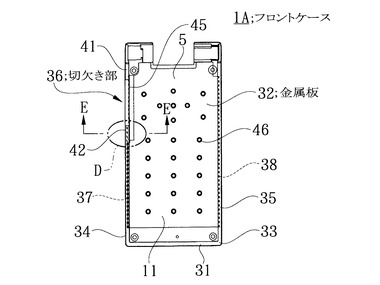
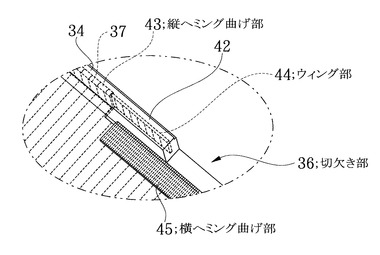
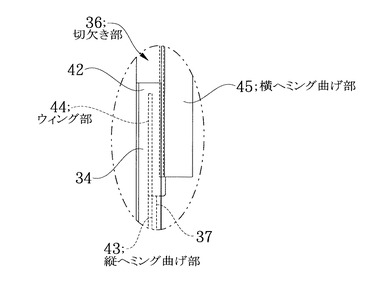
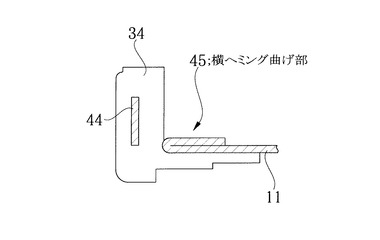
図7は、この発明の第2の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図、図8は、同フロントケースの構成を示す平面図、図9は、図7のC部を拡大して示す部分拡大図、図10は、図8のD部を拡大して示す部分拡大図、図11は、図8のE−E線に沿った断面図、また、図12及び図13は、同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【0044】
この例が上述した第1の実施例と大きく異なるところは、側壁部の切欠き部の近傍領域にも、金属板の側板部を配置するように構成した点である。
これ以外の構成は、上述した第1の実施例の構成と略同一であるので、第1の実施例と同一の構成要素については、例えば、図7乃至図10において、図1乃至図4で用いた符号と同一の符号を用いて、その説明を簡略にする。
【0045】
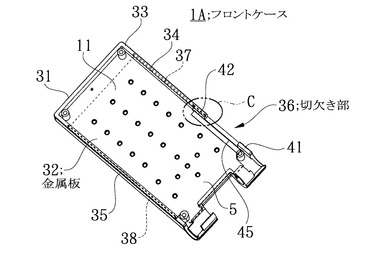
この例のフロントケース1Aは、図7及び図8に示すように、枠状のケース体31と、金属板32とが、インサート成形により一体化され成形されてなり、部品搭載部5と、部品搭載部5の周縁を囲むように形成された枠状部33とを有している。
枠状部33は、一対の側壁部34,35を有し、この例では、一方の側壁部34の所定の部位に、切欠き部36が形成されている。
【0046】
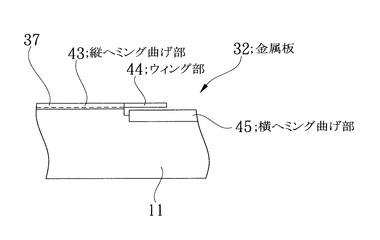
金属板32は、部品搭載部5を構成する平板部11と、側壁部34,35を構成し、平板部11の両側部に、平板部11に対して略直角に折曲されて形成された側板部37,38とを有している。
一方の側板部37は、図7乃至図10に示すように、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、切欠き部36において除去され、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされている。
【0047】
また、平板部11は、その側縁部の切欠き部36及び切欠き部36の両側の近傍領域41,42に近接する領域が、ヘミング折返し加工により、略側板部37の高さ分折り返されて、側端縁から略側板部37の高さ分の幅は、実質的に2倍の厚さとされた横ヘミング曲げ部45とされている。
また、金属板32の内面には、操作部を構成するメタルドームシートを支持するための微小な複数の突起部46が形成されている。
【0048】
このように、この例のフロントケースの補強構造(枠体の補強構造)は、金属板32の平板部11が、その側縁部の切欠き部36及び切欠き部36の両側の近傍領域41,42に近接する領域が、ヘミング折返し加工により、略側板部37の高さ分折り返されて、横ヘミング曲げ部45とされ、側板部37が、切欠き部36及び近傍領域41,42を除いて、その側縁部が折り返されて縦ヘミング曲げ部43とされ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされて概略構成されている。
【0049】
ここで、切欠き部36のみでなく、近傍領域41,42に近接する領域も、横ヘミング曲げ部45とされていることにより、切欠き部36の近傍領域41,42において、側壁部34に沿って、横ヘミング曲げ部45と、側壁部34が重複する箇所を設けて、補強を施している。
【0050】
さらに、側壁部34のうち、切欠き部36及びその両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ延設されるように、非ヘミング曲げ部としてのウィング部44とされて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されている、
【0051】
リアケースの対応する箇所にも、切欠き部が形成され、組み合されることで、SDカード等の外部メモリの挿入口(スロット)や、サイドキーボタンを露出させるための開口、ヘッドフォン等のジャック部、充電ケーブル等の接続コネクタを露出させるための開口等とされる。
【0052】
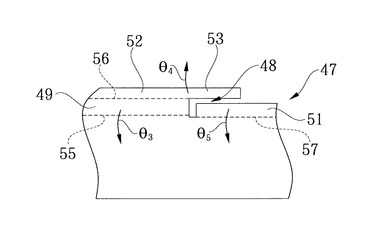
この例のフロントケース1Aを製造するには、まず、図12に示すように、平板状の金属製部材47の側縁部の所定の部位に、L字状(鉤形)の切込み部48を形成して、側板部形成領域49と、横ヘミング曲げ部形成領域51とを分離する。
側板部形成領域49は、縦ヘミング曲げ部形成領域52と、ウィング部形成領域53とからなっている。
【0053】
次に、横ヘミング曲げ部形成用の折曲げ線57に沿って、横ヘミング曲げ部形成領域51を、折曲角θ5が、(θ5=180°)となるように、内側に折り返して(折り重ねて)、図13に示すように、横ヘミング曲げ部45を形成する。
【0054】
次に、縦ヘミング曲げ部形成用の折曲げ線56に沿って、縦ヘミング曲げ部形成領域52を、折曲角θ4が、(θ4=180°)となるように、外側に折り返した後、側板部形成用の折曲げ線55に沿って、側板部形成領域49を、折曲角θ3が、(θ3=90°)となるように、内側に折曲させて、図13に示すように、縦ヘミング曲げ部43と、ウィング部44とを形成する。こうして、金属板32を作製する。この後、金型を用いて、インサート成形により、金属板とケース体(樹脂成形体)とが一体的に成形されたフロントケース1Aを製造する。
【0055】
この例のリアケースの補強構造において、切欠き部36のみでなく、近傍領域41,42に近接する領域も、横ヘミング曲げ部45とされていることにより、切欠き部36の近傍領域41,42において、側壁部34に沿って、横ヘミング曲げ部45と、側壁部34が重複する箇所を設けられ、補強されている。これにより、切欠き部36においても、十分な剛性が確保される。
【0056】
さらに、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されている。
【0057】
また、ウィング部44を設けることにより、第1の実施例におけるように、側壁部で、側板部が設けられた領域と、側板部が除かれた領域とで、剛性が大きく異なるようなことがなく、局所的な変形が発生するようなことがない。
【0058】
また、ウィング部44を設けることにより、側壁部34のうち、側板部37の外面から側壁部34の外面(意匠面)までの樹脂の厚さが均一となる。すなわち、第1の実施例におけるように、側壁部で、側板部が設けられた領域と、側板部が除かれた領域とで、樹脂の厚さが大きく異なるようなことがない。
このため、樹脂成形品を製造する際に、肉厚が非均一な箇所で、冷却速度の差異によって、材料が金型から引っ込んで表面に発生する欠陥としての窪み(所謂「ひけ」)が発生することがない。
【0059】
この例の構成によれば、上述した第1の実施例と略同様の効果を得ることができる。
加えて、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44が配置されて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されているので、一段と剛性を向上させることができる。
また、側壁部34の樹脂部分の肉厚を均一とすることができるので、外観に、所謂「ひけ」が発生することがなく、美感を保つことができる。
【実施例3】
【0060】
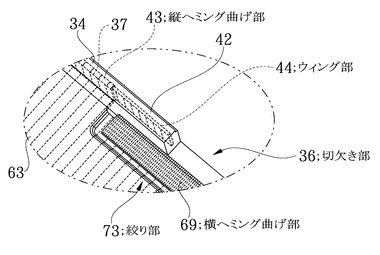
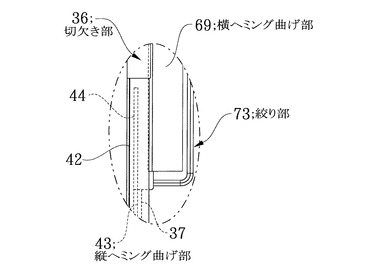
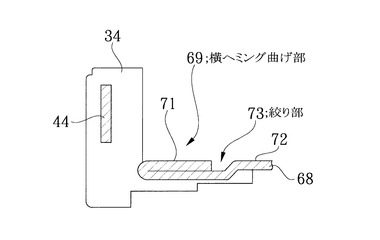
図14は、この発明の第3の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図、図15は、同フロントケースの構成を示す平面図、図16は、図14のF部を拡大して示す部分拡大図、図17は、図15のG部を拡大して示す部分拡大図、また、図18は、図15のH−H線に沿った断面図である。
【0061】
この例が上述した第2の実施例と大きく異なるところは、横ヘミング曲げ部において、絞り部を設けた点である。
これ以外の構成は、上述した第2の実施例の構成と略同一であるので、第2の実施例と同一の構成要素については、例えば、図14乃至図17において、図7乃至図10で用いた符号と同一の符号を用いて、その説明を簡略にする。
【0062】
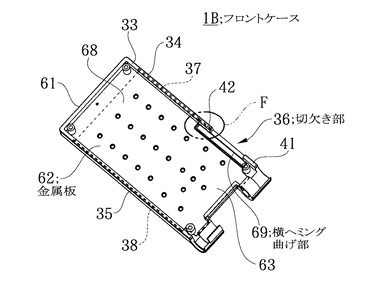
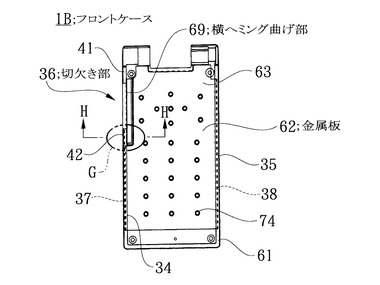
この例のフロントケース1Bは、図14及び図15に示すように、枠状のケース体61と、金属板62とが、インサート成形により一体化され成形されてなり、部品搭載部63と、部品搭載部63の周縁を囲むように形成された枠状部33とを有している。
枠状部33は、一対の側壁部34,35を有し、この例では、一方の側壁部34の所定の部位に、切欠き部36が形成されている。
【0063】
金属板62は、部品搭載部63を構成する平板部68と、側壁部34,35を構成し、平板部68の両側部に、平板部68に対して略直角に折曲されて形成された側板部37,38とを有している。
一方の側板部37は、図14至図18に示すように、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、切欠き部36において除去され、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされている。
【0064】
また、平板部68は、その側縁部の切欠き部36及び切欠き部36の両側の近傍領域41,42に近接する領域が、ヘミング曲げ加工により、略側板部37の高さ分折り返されて、側端縁から略側板部37の高さ分の幅は、実質的に2倍の厚さとされた横ヘミング曲げ部69とされている。
【0065】
この例では、さらに、平板部68において、横ヘミング曲げ部69の2層とされた板部材の上層側の内面71と、非ヘミング曲げ部位の単層の板部材の内面72とが、略同一平面上に配置されるように、横ヘミング曲げ部69と平板部本体との境界領域に、絞り加工が施された絞り部73が形成されている。
また、金属板62の内面には、操作部を構成するメタルドームシートを支持するための微小な複数の突起部74が形成されている。
【0066】
このように、この例のフロントアケースの補強構造(枠体の補強構造)は、金属板32の平板部11が、その側縁部の切欠き部36及び切欠き部36の両側の近傍領域41,42に近接する領域が、ヘミング曲げ加工により、略側板部37の高さ分折り返されて、横ヘミング曲げ部45とされ、さらに、横ヘミング曲げ部69と平板部本体との境界領域に、絞り加工が施された絞り部73が形成され、側板部37が、切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて縦ヘミング曲げ部43とされ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされて概略構成されている。
【0067】
ここで、切欠き部36のみでなく、近傍領域41,42に近接する領域も、横ヘミング曲げ部45とされていることにより、切欠き部36の近傍領域41,42において、側壁部34に沿って、横ヘミング曲げ部45と、側壁部34が重複する箇所を設けて、補強を施している。
【0068】
また、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除く領域においては、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ延設されるように、非ヘミング曲げ部としてのウィング部44とされて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されている。
さらに、横ヘミング曲げ部69と平板部本体との境界領域に、絞り加工が施された絞り部73が形成されて、剛性が高められている。
【0069】
リアケースの対応する箇所にも、切欠き部が形成され、組み合されることで、SDカード等の外部メモリの挿入口(スロット)や、サイドキーボタンを露出させるための開口、ヘッドフォン等のジャック部、充電ケーブル等の接続コネクタを露出させるための開口等とされる。
【0070】
この例のフロントケース1Bを製造するには、まず、平板状の金属製部材47の側縁部の所定の部位に、L字状(鉤形)の切込み部48を形成して、側板部形成領域49と、横ヘミング曲げ部形成領域51とを分離する。側板部形成領域49は、縦ヘミング曲げ部形成領域52と、ウィング部形成領域53とからなっている。
【0071】
次に、横ヘミング曲げ部形成用の折曲げ線57に沿って、横ヘミング曲げ部形成領域51を、折曲角θ5が、(θ5=180°)となるように、内側に折り返して(折り重ねて)、横ヘミング曲げ部45を形成する。
次に、横ヘミング曲げ部69の2層とされた板部材の上層側の内面71と、非ヘミング曲げ部位の単層の板部材の内面72とが、略同一平面上に配置されるように、横ヘミング曲げ部69と平板部本体との境界領域に、絞り加工を施して、絞り部73を形成する。
【0072】
次に、縦ヘミング曲げ部形成用の折曲げ線56に沿って、縦ヘミング曲げ部形成領域52を、折曲角θ4が、(θ4=180°)となるように、外側に折り返した後、側板部形成用の折曲げ線55に沿って、側板部形成領域49を、折曲角θ3が、(θ3=90°)となるように、内側に折曲させて、図13に示すように、縦ヘミング曲げ部43と、ウィング部44とを形成する。
こうして、金属板62を作製する。この後、金型を用いて、インサート成形により、金属板とケース体(樹脂成形体)とが一体的に成形されたフロントケース1Bを製造する。
【0073】
この例のリアケースの補強構造において、切欠き部36のみでなく、近傍領域41,42に近接する領域も、横ヘミング曲げ部45とされていることにより、切欠き部36の近傍領域41,42において、側壁部34に沿って、横ヘミング曲げ部45と、側壁部34が重複する箇所を設けられ、補強されている。
【0074】
さらに、横ヘミング曲げ部69の2層とされた板部材の上層側の内面71と、非ヘミング曲げ部位の単層の板部材の内面72とが、略同一平面上に配置されるように、横ヘミング曲げ部69と平板部本体との境界領域に、絞り部73が形成されていることにより、これにより、切欠き部36においても、一段と剛性が高められると共に、フロントケース1B内の実装効率を向上させることができる。
【0075】
なお、横ヘミング曲げ部69(すなわち、平板部68の側端部)の外面側(意匠面側)に凸状部が形成されることとなるが、横ヘミング曲げ部69を、例えば、キー実装エリア等の樹脂厚が比較的厚い箇所に対応させて形成することによって、美感に悪影響を与えることが回避される。
【0076】
また、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除く領域においては、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ延設されるように、非ヘミング曲げ部としてのウィング部44とされて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されている。
【0077】
また、ウィング部44を設けることにより、側壁部34のうち、側板部37の外面から側壁部34の外面までの樹脂の厚さが均一となる。このため、樹脂成形品を製造する際に、肉厚が非均一な箇所で、冷却速度の差異によって、材料が金型から引っ込んで表面に発生する欠陥としての窪み(所謂「ひけ」)が発生することがない。
【0078】
この例の構成によれば、上述した第2の実施例と略同様の効果を得ることができる。
加えて、横ヘミング曲げ部69と平板部本体との境界領域に、絞り部73を形成したので、一段と剛性を向上させることができる。
また、横ヘミング曲げ部69の2層とされた板部材の上層側の内面71と、非ヘミング曲げ部位の単層の板部材の内面72とが、略同一平面上に配置されるように、絞り部73が形成され、横ヘミング曲げ部69(すなわち、平板部68の側端部)の内面側の凸状部が平坦化されているので、フロントケース1B内の構成部品の実装エリアを確保し、実装効率を向上させることができる。
【0079】
以上、この発明の実施例を図面を参照して詳述してきたが、具体的な構成はこの実施例に限られるものではなく、この発明の要旨を逸脱しない範囲の設計の変更等があってもこの発明に含まれる。
例えば、上述した実施例では、筐体を構成するフロントケースにヘミング曲げ部を設ける場合について述べたが、フロントケースに対応するリアケースにも、フロントケースと同様に、ヘミング曲げ部を設けても良い。
【0080】
また、切欠き部の形状は、矩形状に限らず、他の多角形状や、半円形状、半楕円形等でも良い。また、切欠き部に限らず、開口部が形成された箇所にも適用できる。ここで、開口部の形状とししては、矩形状のほか、他の多角形状や、円形状、楕円形等等であっても良い。また、切欠き部や開口部が、側壁部に限らず、部品搭載部に形成されている場合にも適用できる。
【0081】
また、金属板の側端部での折返し回数を1回とする場合について述べたが、2回以上折り返すようにしても良い。これにより、金属板の実質的な厚さが3倍以上とすることができる。
また、側端部を裏面側とするように折り返しても良い。また、金属板を複数に分割して配置するようにしても良い。
また、金属板は、ステンレス鋼製に限らず、他の金属を用いても良いし、マグネシウム合金等の合金製としても良い。
【産業上の利用可能性】
【0082】
携帯端末としては 携帯型の電子機器としての携帯電話機に適用することもできるし、簡易型携帯電話(PHS)端末や、携帯情報端末(PDA)等に適用することもできる。また、開閉可能な折畳式の携帯電話機にも適用できるし、2軸ヒンジの携帯電話機にも適用できるし、折畳式以外のストレートタイプの携帯電話機にも適用できる。
【図面の簡単な説明】
【0083】
【図1】この発明の第1の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図である。
【図2】同フロントケースの構成を示す平面図である。
【図3】図1のA部を拡大して示す部分拡大図である。
【図4】図2のB部を拡大して示す部分拡大図である。
【図5】同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【図6】同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【図7】この発明の第2の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図である。
【図8】同フロントケースの構成を示す平面図である。
【図9】図7のC部を拡大して示す部分拡大図である。
【図10】図8のD部を拡大して示す部分拡大図である。
【図11】図8のE−E線に沿った断面図である。
【図12】同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【図13】同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【図14】この発明の第3の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図である。
【図15】同フロントケースの構成を示す平面図である。
【図16】図14のF部を拡大して示す部分拡大図である。
【図17】図15のG部を拡大して示す部分拡大図である。
【図18】図15のH−H線に沿った断面図である。
【図19】従来技術を説明するための説明図である。
【図20】従来技術を説明するための説明図である。
【図21】従来技術を説明するための説明図である。
【図22】従来技術を説明するための説明図である。
【図23】従来技術を説明するための説明図であって、図22のI−I線に沿った断面図である。
【図24】従来技術を説明するための説明図である。
【図25】従来技術を説明するための説明図である。
【図26】従来技術を説明するための説明図である。
【図27】従来技術を説明するための説明図である。
【図28】従来技術を説明するための説明図であって、図26のJ部を拡大して示す部分拡大図である。
【図29】従来技術を説明するための説明図であって、図27のK部を拡大して示す部分拡大図である。
【図30】従来技術を説明するための説明図である。
【図31】従来技術を説明するための説明図である。
【図32】従来技術を説明するための説明図であって、図30のL部を拡大して示す部分拡大図である。
【図33】従来技術を説明するための説明図であって、図31のM部を拡大して示す部分拡大図である。
【符号の説明】
【0084】
1,1A,1B,1C フロントケース
2 ケース体(樹脂)
3,32,62 金属板
5 部品搭載部(底板部)
6 枠状部(周縁部)
7,8 側壁部
9.36 切欠き部
11 平板部
12 側板部
18,45,62 横ヘミング曲げ部(ヘミング縁端部、第1のヘミング縁端部)
43 縦ヘミング曲げ部(第2のヘミング縁端部)
44 ウィング部
73 絞り部
【技術分野】
【0001】
この発明は、枠体の補強構造及び該構造を備えた電子機器に係り、例えば、携帯電話機等の電子機器の薄型の筐体を構成する枠体において用いられ、合成樹脂と金属板とが、インサート成形により一体化され成形されてなる枠体の補強構造、及び該構造を備えた電子機器に関する。
【背景技術】
【0002】
近年、移動中や外出先でも使用可能であるという高い利便性によって、携帯電話機等の携帯型の電子機器が広く普及してきている。
また、携帯電話機として、本来の通話機能のみならず、電子メールの送受信やインターネットに接続してホームページの閲覧が可能なデータ通信機能を有するものが普及している。
【0003】
さらに、最近は、インターネットを介した楽曲や映像等の配信サービスが普及してきており、楽曲や映像等の情報をダウンロードし、ダウンロードした情報を、ハードディスク等のほか、例えば、可搬型の電子記録媒体としての小型のメモリカードに記録したり、情報が記録されたメモリカードから読み出すことが可能となっており、高度に多機能化されてきている。
【0004】
一方、携帯電話機には、小型化や薄型化も求められており、これらの要請に対応しながら、所定の剛性を確保するために、例えば、合成樹脂成形体と、薄く、かつ、剛性の高い金属板とを、インサート成形により一体的に成形した複合筐体を用いて、剛性を確保することも行われている(例えば、特許文献1等参照。)。
【0005】
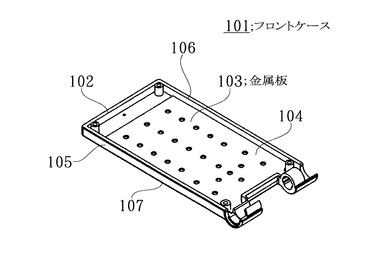
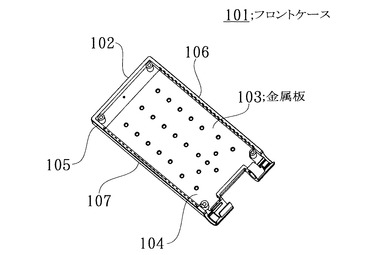
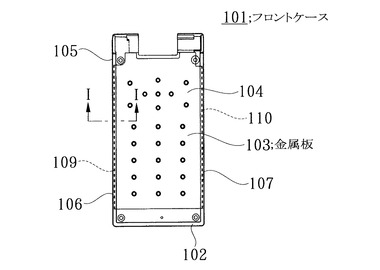
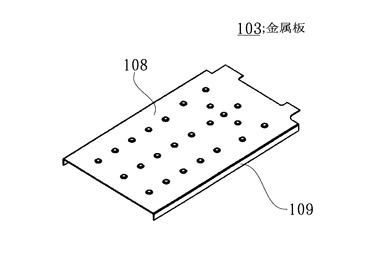
このような筐体を構成する例えばフロントケース101は、図19乃至図23に示すように、合成樹脂製のケース体102と、略平板状の金属板103とが、インサート成形により一体化され成形されてなると共に、平板状の部品搭載部104と、部品搭載部104の周縁を囲むように形成された枠状部105とを有してなっている。枠状部105は、一対の側壁部106,107を有している。
【0006】
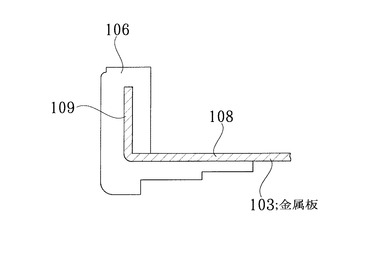
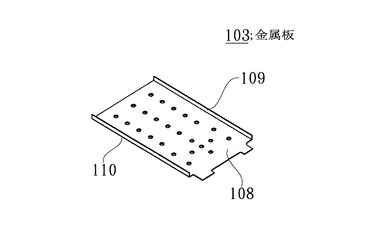
金属板103は、例えば、板状部材が折曲加工されて作製され、図24及び図25に示すように、部品搭載部104を構成する平板部108と、側壁部106,107を構成し、平板部108の両側部に、平板部108に対して略直角に折曲されて形成された側板部109,110とを有している。
なお、図19乃至図23に示すフロントケース101は、上部筐体と下部筐体とが、折畳可能なようにヒンジ部で相互に結合されてなる筐体を構成している。
【0007】
ところが、携帯電話機は、上述した多機能化に伴って、その筐体には、外部メモリの挿入口や、キーボタン(サイドキー)、ヘッドフォンのジャック部、充電ケーブル等の接続コネクタ等を配置するために、側壁部には切欠き部の形成が、不回避となっている。
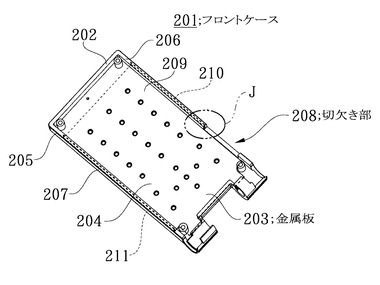
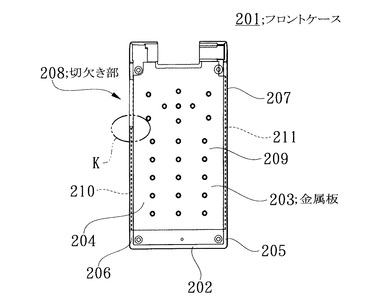
すなわち、このようなフロントケース201は、図26及び図27に示すように、合成樹脂製のケース体202と、略平板状の金属板203とが、インサート成形により一体化され成形されてなると共に、平板状の部品搭載部204と、部品搭載部204の周縁を囲むように形成された枠状部205とを有してなっている。
枠状部205は、一対の側壁部206,207を有し、例えば一方の側壁部206の所定の部位に、切欠き部208が形成されている。
この切欠き部208は、リアケースの対応する箇所に形成された切欠き部と、組み合わされ、挿入口等を構成することとなる。
【0008】
金属板203は、例えば、板状部材が折曲加工されて作製され、図26乃至図29に示すように、部品搭載部204を構成する平板部209と、側壁部206,207を構成し、平板部209の両側部に、平板部209に対して略直角に折曲されて形成された側板部210,211とを有している。
一方の側板部210は、図28及び図29に示すように、側壁部206のうち、切欠き部208において除去されている。
【0009】
しかしながら、このように複合筐体を用いても、切欠き箇所では、金属板も除かれるので、この箇所で筐体の剛性が著しく低下する。
剛性確保のためには、切欠き箇所はできる限り設けない形状の筐体を採用する方が良いが、上述したように、多機能化の実現のためには、切欠き箇所の形成は不可避である。
このため、筐体内部に補強部材を取り付ける等の剛性確保のための対策が必要であるが、小型化や薄型化のために不利であった。
【0010】
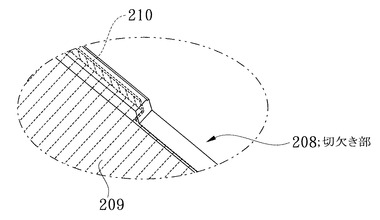
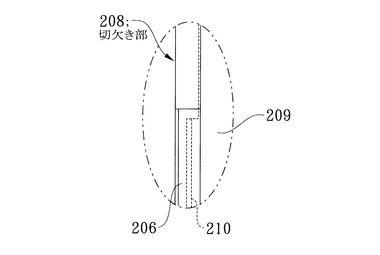
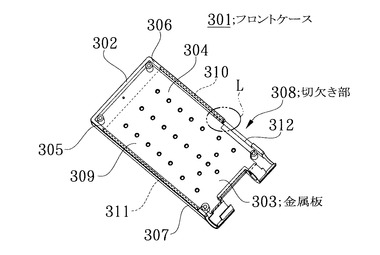
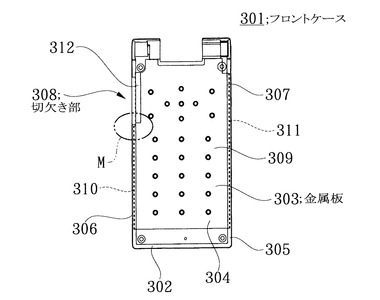
このため、切欠き部で、金属板の従来切り離していた領域を折り返す(折り重ねる)ヘミング曲げ加工を施して、剛性を高める技術が提案されている(例えば、特許文献2等参照。)。
このようなフロントケース301は、図30及び図31に示すように、合成樹脂製のケース体302と、略平板状の金属板303とが、インサート成形により一体化され成形されてなると共に、平板状の部品搭載部304と、平板状部304の周縁を囲むように形成された枠状部305とを有してなっている。枠状部305は、一対の側壁部306,307を有し、例えば一方の側壁部306の所定の部位に、切欠き部308が形成されている。
この切欠き部308は、リアケースの対応する箇所に形成された切欠き部と、組み合わされ、挿入口等を構成することとなる。
【0011】
金属板303は、例えば、板状部材が折曲加工されて作製され、図30乃至図33に示すように、部品搭載部304を構成する平板部309と、側壁部306,307を構成し、平板部309の両側部に、平板部309に対して略直角に折曲されて形成された側板部310,311とを有している。
【0012】
一方の側板部310は、図32及び図33に示すように、側壁部306のうち、切欠き部308において除去され、平板部309は、その側縁部の切欠き部308に近接する領域が、ヘミング曲げ加工により、略側板部310の高さ分折り返されて(折り重ねられて)、側端縁から略側板部310の高さ分の幅は、補強部材の厚さが実質的に2倍の厚さとされたヘミング曲げ部312とされている。
【特許文献1】特開2004−228238号公報
【特許文献2】特開2005−303136号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
解決しようとする問題点は、上記従来技術では、依然として、十分な剛性の確保が困難であるという点である。
すなわち、側壁部に沿って、側壁部の切欠き部側の端部と、ヘミング曲げ部の端部との間には、間隙が生じてしまう。言い換えれば、側端縁に沿って、側壁部も、ヘミング曲げ部も存在しない領域が生じてしまう。そして、この箇所で局所的に剛性が低下し、落下衝撃等で、筐体が破損したり、変形してしまう虞がある。
【0014】
この発明は、上述の事情に鑑みてなされたもので、例えば、切欠き部や開口部の形成箇所においても、筐体の薄型化を実現しつつ、十分な剛性を確保することができる枠体の補強構造、及び該構造を備えた電子機器を提供することを目的としている。
【課題を解決するための手段】
【0015】
上記課題を解決するために、請求項1記載の発明は、枠体に形成された角形の切欠き部又は開口部の縁端を構成する少なくとも一辺が折り返し構造のヘミング縁端部とされた枠体の補強構造に係り、上記切欠き部又は上記開口部の上記縁端を構成する少なくとも上記一辺の始点及び終点を越えて、上記ヘミング縁端部が延設されていることを特徴としている。
【0016】
また、請求項2記載の発明は、請求項1記載の枠体の補強構造に係り、上記枠体が、底板部と、該底板部の縁端部にて折曲立設される側壁部とを備えてなると共に、上記側壁部には、少なくとも上記一辺が、上記底板部の縁端部と一致する態様で、上記切欠き部又は上記開口部が形成されていることを特徴としている。
【0017】
また、請求項3記載の発明は、請求項1又は2記載の枠体の補強構造に係り、上記枠体が、樹脂と金属板とからなることを特徴としている。
【0018】
また、請求項4記載の発明は、請求項3記載の枠体の補強構造に係り、上記金属板は、上記底板部を構成する平板部と、上記側壁部を構成し、上記平板部の側部に、上記平板部の縁端部にて折曲立設された側板部とを有し、上記平板部の端縁領域が折り返されて第1のヘミング縁端部が形成されていることを特徴としている。
【0019】
また、請求項5記載の発明は、請求項3又は4記載の枠体の補強構造に係り、上記切欠き部又は上記開口部の近傍の上記側壁部には、上記側板部の端縁領域が折り返えされて第2のヘミング縁端部が配置されていることを特徴としている。
【0020】
また、請求項6記載の発明は、請求項4又は5記載の枠体の補強構造に係り、上記切欠き部又は上記開口部の近傍で、上記平板部の上記第1のヘミング縁端部と、上記側板部とが、互いに一部で重なるように配置されていることを特徴としている。
【0021】
また、請求項7記載の発明は、請求項4、5又は6記載の枠体の補強構造に係り、上記平板部の上記第1のヘミング縁端部を含む折り返し構造の領域と、上記平板部の単層の非折り返し構造の領域との境界領域では、絞り加工が施されていることを特徴としている。
【0022】
また、請求項8記載の発明は、請求項7記載の枠体の補強構造に係り、上記平板部の上記折り返し構造の領域の内面と、上記平板部の上記非折り返し構造の領域の内面とが、略同一平面上に配置されるように絞り加工されていることを特徴としている。
【0023】
また、請求項9記載の発明は、請求項1乃至8のいずれか1に記載の枠体の補強構造に係り、上記樹脂と上記金属板とが、インサート成形により一体化され成形されてなっていることを特徴としている。
【0024】
また、請求項10記載の発明は、カードスロット又はメモリスロットを備える電子機器に係り、請求項1乃至9のいずれか1に記載の枠体の補強構造が上記カードスロット又は上記メモリスロットに適用されていることを特徴としている。
【発明の効果】
【0025】
この発明の構成によれば、切欠き部又は開口部の縁端を構成する少なくとも一辺の始点及び終点を越えて、ヘミング縁端部が延設されているので、例えば、切欠き部や開口部においても、筐体の薄型化を実現しつつ、十分な剛性を確保することができる。
【発明を実施するための最良の形態】
【0026】
切欠き部又は開口部の縁端を構成する少なくとも一辺の始点及び終点を越えて、ヘミング縁端部が延設されていることによって、例えば、切欠き部や開口部においても、筐体の薄型化を実現しつつ、十分な剛性を確保するという目的を実現した。
【実施例1】
【0027】
図1は、この発明の第1の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図、図2は、同フロントケースの構成を示す平面図、図3は、図1のA部を拡大して示す部分拡大図、図4は、図2のB部を拡大して示す部分拡大図、また、図5及び図6は、同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【0028】
この例のフロントケース1は、電子機器としての携帯電話機の筐体(複合筐体)を構成し、図1及び図2に示すように、枠状の合成樹脂製のケース体(樹脂成形体)2と、略平板状の金属板(板金)3とが、インサート成形により一体化され成形されてなっている。
上記携帯電話機は、上部ユニットと下部ユニットとが、折畳可能なようにヒンジ部で相互に結合されて構成されている。
【0029】
上部ユニットは、扁平な上部筐体に、例えば液晶表示装置からなる表示部や、通話時に受話音声を出力する受話部等が実装されて概略構成され、下部ユニットは、扁平な下部筐体に、CPU(中央処理装置)等からなる制御部や、ROM、RAM等の半導体メモリからなる記憶部、通話やデータ通信を行うための無線通信部、各種操作キー等からなる操作部、送話音声を入力する送話部、電池パックを有する電源部等が実装されて概略構成されている。
上部筐体及び下部筐体は、それぞれ、内面側を構成するフロントケースと、外面側を構成するリアケースとを有し、組み合されたフロントケースとリアケースとが、リブにおける嵌合によって、又は雌ねじや雄ねじ等の固定具による締付けによって、組み立てられてなっている。
【0030】
この例のフロントケース1は、上記下部筐体を構成し、図1及び図2に示すように、平板状の部品搭載部5と、部品搭載部5の周縁を囲むように形成された枠状部6とを有してなっている。枠状部6は、一対の側壁部7,8を有し、この例では、一方の側壁部7の所定の部位に、切欠き部9が形成されている。
この切欠き部9は、リアケースの対応する箇所に形成された切欠き部と、組み合わされ、挿入口等を構成することとなる。
【0031】
ケース体2は、例えば、ABS樹脂やポリカーボネート等の合成樹脂成形品からなっている。
金属板3は、例えば、ステンレス鋼製の板状部材が折曲加工されて作製され、部品搭載部5を構成する平板部11と、側壁部7,8を構成し、平板部11の両側部に、平板部11に対して略直角に折曲されて形成された側板部12,13とを有している。
【0032】
一方の側板部12は、図1乃至図4に示すように、側壁部7のうち、切欠き部9と、切欠き部9の両側の近傍領域15,16において除去され、平板部11は、その側縁部の切欠き部9及び切欠き部9の両側の近傍領域15,16に近接する領域が、ヘミング曲げ加工により、略側板部7の高さ分折り返されて、側端縁から略側板部7の高さ分の幅は、実質的に2倍の厚さとされた横ヘミング曲げ部18とされている。
【0033】
また、金属板3の内面には、上記操作部を構成するメタルドームシートを支持するための微小な複数の突起部19が形成されている。メタルドームシートは、キーシートの下方に配置され、ドーム状に突起しスイッチを構成する金属板接点が設けられている。
なお、図3において、等間隔の点線群が描かれた領域は、金属板3を示している。
【0034】
このように、この例のフロントケースの補強構造(枠体の補強構造)は、金属板3の平板部11が、その側縁部の切欠き部9及び切欠き部9の両側の近傍領域15,16に近接する領域が、ヘミング曲げ加工により、略側板部7の高さ分折り返されて、横ヘミング曲げ部18とされ、切欠き部9の近傍領域15,16において、側壁部7に沿って、横ヘミング曲げ部18と、側壁部7とが重複する箇所を設けて概略構成されている。
すなわち、側方から見て、切欠き部9の3つの縁端のうち、平板部11の縁端に含まれる縁端は、横ヘミング曲げ部18の縁端部に含まれると共に、この切欠き部9の縁端の始点及び終点を端部とする側壁部7の側の領域(すなわち、近傍領域15,16)と、横ヘミング曲げ部18の縁端部とは重なっている。
【0035】
このように、切欠き部9のみでなく、近傍領域15,16に近接する領域も、横ヘミング曲げ部18とされていることにより、切欠き部9の近傍領域15,16において、側壁部7に沿って、横ヘミング曲げ部18と、側壁部(この例では、樹脂成形部のみ)7とが重複(オーバーラップ)する箇所を設けて、補強を施している。
【0036】
リアケースの対応する箇所にも、切欠き部が形成され、組み合されることで、SDカード等の外部メモリの挿入口(スロット)や、サイドキーボタンを露出させるための開口、ヘッドフォン等のジャック部、充電ケーブル等の接続コネクタを露出させるための開口等とされる。
【0037】
この例のフロントケース1を製造するには、まず、図5に示すように、平板状の金属製(合金製)部材21の側縁部の所定の部位に、切込み部22を形成して、側板部形成領域23と、ヘミング曲げ部形成領域24とを分離する。この切込み部22は、金属板の曲げ加工のために必要とされるもので、この例では、0.5mm〜1.0mm程度の幅とされる。
【0038】
次に、側板部形成用の折曲げ線25に沿って、側板部形成領域23を、折曲角θ1が、(θ1=90°)となるように、内側に折曲させて、図6に示すように、側板部12を形成し、ヘミング曲げ部形成用の折曲げ線26に沿って、ヘミング曲げ部形成領域24を、折曲角θ2が、(θ2=180°)となるように、内側に折り返して(折り重ねて)、横ヘミング曲げ部18を形成する。側板部13も、同様にして、側板部形成用の折曲げ線に沿って、側板部形成領域を、90°内側に折曲させて、形成する。こうして、金属板3を作製する。
【0039】
次に、上型と下型とからなる金型を用意し、上型と下型とを合わせることで内部に形成された空洞内に、金属板3を収納した状態で、上型と下型とを締結する。
この状態で、ゲートに射出成形機の先端部を配置し、射出成形機を運転して、ゲートから溶融樹脂を上記空洞内に注入していく。
上記空洞内が溶融樹脂によって満たされると、注入が停止され、冷却後、離型して、金属板とケース体(樹脂成形体)とが一体的に成形されたフロントケース1を取り出す。
【0040】
この例のフロントケースの補強構造において、切欠き部9のみでなく、近傍領域15,16に近接する領域も、横ヘミング曲げ部18とされていることにより、切欠き部9の近傍領域15,16で、側壁部7に沿って、横ヘミング曲げ部18と、側壁部7とが重複する箇所が設けられ、補強されている。これにより、切欠き部9においても、十分な剛性が確保される。
【0041】
このように、この例の構成によれば、切欠き部9において、金属板3の平板部11は、その側縁部が、ヘミング曲げ加工により、略側板部7の高さ分折り返されて、側端縁から略側板部7の高さ分の幅は、実質的に2倍の厚さとされた横ヘミング曲げ部18とされているので、切欠き部9において、剛性が十分な確保される。
【0042】
さらに、切欠き部9のみでなく、近傍領域15,16に近接する領域も、横ヘミング曲げ部18とされていることにより、切欠き部9の近傍領域15,16で、側壁部7に沿って、横ヘミング曲げ部18と、側壁部7とが重複する(オーバーラップする)箇所が設けられて、補強されているので、薄型化を実現しつつ、一段と剛性を向上させることができる。
【実施例2】
【0043】
図7は、この発明の第2の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図、図8は、同フロントケースの構成を示す平面図、図9は、図7のC部を拡大して示す部分拡大図、図10は、図8のD部を拡大して示す部分拡大図、図11は、図8のE−E線に沿った断面図、また、図12及び図13は、同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【0044】
この例が上述した第1の実施例と大きく異なるところは、側壁部の切欠き部の近傍領域にも、金属板の側板部を配置するように構成した点である。
これ以外の構成は、上述した第1の実施例の構成と略同一であるので、第1の実施例と同一の構成要素については、例えば、図7乃至図10において、図1乃至図4で用いた符号と同一の符号を用いて、その説明を簡略にする。
【0045】
この例のフロントケース1Aは、図7及び図8に示すように、枠状のケース体31と、金属板32とが、インサート成形により一体化され成形されてなり、部品搭載部5と、部品搭載部5の周縁を囲むように形成された枠状部33とを有している。
枠状部33は、一対の側壁部34,35を有し、この例では、一方の側壁部34の所定の部位に、切欠き部36が形成されている。
【0046】
金属板32は、部品搭載部5を構成する平板部11と、側壁部34,35を構成し、平板部11の両側部に、平板部11に対して略直角に折曲されて形成された側板部37,38とを有している。
一方の側板部37は、図7乃至図10に示すように、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、切欠き部36において除去され、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされている。
【0047】
また、平板部11は、その側縁部の切欠き部36及び切欠き部36の両側の近傍領域41,42に近接する領域が、ヘミング折返し加工により、略側板部37の高さ分折り返されて、側端縁から略側板部37の高さ分の幅は、実質的に2倍の厚さとされた横ヘミング曲げ部45とされている。
また、金属板32の内面には、操作部を構成するメタルドームシートを支持するための微小な複数の突起部46が形成されている。
【0048】
このように、この例のフロントケースの補強構造(枠体の補強構造)は、金属板32の平板部11が、その側縁部の切欠き部36及び切欠き部36の両側の近傍領域41,42に近接する領域が、ヘミング折返し加工により、略側板部37の高さ分折り返されて、横ヘミング曲げ部45とされ、側板部37が、切欠き部36及び近傍領域41,42を除いて、その側縁部が折り返されて縦ヘミング曲げ部43とされ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされて概略構成されている。
【0049】
ここで、切欠き部36のみでなく、近傍領域41,42に近接する領域も、横ヘミング曲げ部45とされていることにより、切欠き部36の近傍領域41,42において、側壁部34に沿って、横ヘミング曲げ部45と、側壁部34が重複する箇所を設けて、補強を施している。
【0050】
さらに、側壁部34のうち、切欠き部36及びその両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ延設されるように、非ヘミング曲げ部としてのウィング部44とされて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されている、
【0051】
リアケースの対応する箇所にも、切欠き部が形成され、組み合されることで、SDカード等の外部メモリの挿入口(スロット)や、サイドキーボタンを露出させるための開口、ヘッドフォン等のジャック部、充電ケーブル等の接続コネクタを露出させるための開口等とされる。
【0052】
この例のフロントケース1Aを製造するには、まず、図12に示すように、平板状の金属製部材47の側縁部の所定の部位に、L字状(鉤形)の切込み部48を形成して、側板部形成領域49と、横ヘミング曲げ部形成領域51とを分離する。
側板部形成領域49は、縦ヘミング曲げ部形成領域52と、ウィング部形成領域53とからなっている。
【0053】
次に、横ヘミング曲げ部形成用の折曲げ線57に沿って、横ヘミング曲げ部形成領域51を、折曲角θ5が、(θ5=180°)となるように、内側に折り返して(折り重ねて)、図13に示すように、横ヘミング曲げ部45を形成する。
【0054】
次に、縦ヘミング曲げ部形成用の折曲げ線56に沿って、縦ヘミング曲げ部形成領域52を、折曲角θ4が、(θ4=180°)となるように、外側に折り返した後、側板部形成用の折曲げ線55に沿って、側板部形成領域49を、折曲角θ3が、(θ3=90°)となるように、内側に折曲させて、図13に示すように、縦ヘミング曲げ部43と、ウィング部44とを形成する。こうして、金属板32を作製する。この後、金型を用いて、インサート成形により、金属板とケース体(樹脂成形体)とが一体的に成形されたフロントケース1Aを製造する。
【0055】
この例のリアケースの補強構造において、切欠き部36のみでなく、近傍領域41,42に近接する領域も、横ヘミング曲げ部45とされていることにより、切欠き部36の近傍領域41,42において、側壁部34に沿って、横ヘミング曲げ部45と、側壁部34が重複する箇所を設けられ、補強されている。これにより、切欠き部36においても、十分な剛性が確保される。
【0056】
さらに、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されている。
【0057】
また、ウィング部44を設けることにより、第1の実施例におけるように、側壁部で、側板部が設けられた領域と、側板部が除かれた領域とで、剛性が大きく異なるようなことがなく、局所的な変形が発生するようなことがない。
【0058】
また、ウィング部44を設けることにより、側壁部34のうち、側板部37の外面から側壁部34の外面(意匠面)までの樹脂の厚さが均一となる。すなわち、第1の実施例におけるように、側壁部で、側板部が設けられた領域と、側板部が除かれた領域とで、樹脂の厚さが大きく異なるようなことがない。
このため、樹脂成形品を製造する際に、肉厚が非均一な箇所で、冷却速度の差異によって、材料が金型から引っ込んで表面に発生する欠陥としての窪み(所謂「ひけ」)が発生することがない。
【0059】
この例の構成によれば、上述した第1の実施例と略同様の効果を得ることができる。
加えて、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44が配置されて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されているので、一段と剛性を向上させることができる。
また、側壁部34の樹脂部分の肉厚を均一とすることができるので、外観に、所謂「ひけ」が発生することがなく、美感を保つことができる。
【実施例3】
【0060】
図14は、この発明の第3の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図、図15は、同フロントケースの構成を示す平面図、図16は、図14のF部を拡大して示す部分拡大図、図17は、図15のG部を拡大して示す部分拡大図、また、図18は、図15のH−H線に沿った断面図である。
【0061】
この例が上述した第2の実施例と大きく異なるところは、横ヘミング曲げ部において、絞り部を設けた点である。
これ以外の構成は、上述した第2の実施例の構成と略同一であるので、第2の実施例と同一の構成要素については、例えば、図14乃至図17において、図7乃至図10で用いた符号と同一の符号を用いて、その説明を簡略にする。
【0062】
この例のフロントケース1Bは、図14及び図15に示すように、枠状のケース体61と、金属板62とが、インサート成形により一体化され成形されてなり、部品搭載部63と、部品搭載部63の周縁を囲むように形成された枠状部33とを有している。
枠状部33は、一対の側壁部34,35を有し、この例では、一方の側壁部34の所定の部位に、切欠き部36が形成されている。
【0063】
金属板62は、部品搭載部63を構成する平板部68と、側壁部34,35を構成し、平板部68の両側部に、平板部68に対して略直角に折曲されて形成された側板部37,38とを有している。
一方の側板部37は、図14至図18に示すように、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、切欠き部36において除去され、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされている。
【0064】
また、平板部68は、その側縁部の切欠き部36及び切欠き部36の両側の近傍領域41,42に近接する領域が、ヘミング曲げ加工により、略側板部37の高さ分折り返されて、側端縁から略側板部37の高さ分の幅は、実質的に2倍の厚さとされた横ヘミング曲げ部69とされている。
【0065】
この例では、さらに、平板部68において、横ヘミング曲げ部69の2層とされた板部材の上層側の内面71と、非ヘミング曲げ部位の単層の板部材の内面72とが、略同一平面上に配置されるように、横ヘミング曲げ部69と平板部本体との境界領域に、絞り加工が施された絞り部73が形成されている。
また、金属板62の内面には、操作部を構成するメタルドームシートを支持するための微小な複数の突起部74が形成されている。
【0066】
このように、この例のフロントアケースの補強構造(枠体の補強構造)は、金属板32の平板部11が、その側縁部の切欠き部36及び切欠き部36の両側の近傍領域41,42に近接する領域が、ヘミング曲げ加工により、略側板部37の高さ分折り返されて、横ヘミング曲げ部45とされ、さらに、横ヘミング曲げ部69と平板部本体との境界領域に、絞り加工が施された絞り部73が形成され、側板部37が、切欠き部36の両側の近傍領域41,42を除いて、その側縁部が折り返されて縦ヘミング曲げ部43とされ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ向けて延設されるように、非ヘミング曲げ部としてのウィング部44とされて概略構成されている。
【0067】
ここで、切欠き部36のみでなく、近傍領域41,42に近接する領域も、横ヘミング曲げ部45とされていることにより、切欠き部36の近傍領域41,42において、側壁部34に沿って、横ヘミング曲げ部45と、側壁部34が重複する箇所を設けて、補強を施している。
【0068】
また、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除く領域においては、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ延設されるように、非ヘミング曲げ部としてのウィング部44とされて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されている。
さらに、横ヘミング曲げ部69と平板部本体との境界領域に、絞り加工が施された絞り部73が形成されて、剛性が高められている。
【0069】
リアケースの対応する箇所にも、切欠き部が形成され、組み合されることで、SDカード等の外部メモリの挿入口(スロット)や、サイドキーボタンを露出させるための開口、ヘッドフォン等のジャック部、充電ケーブル等の接続コネクタを露出させるための開口等とされる。
【0070】
この例のフロントケース1Bを製造するには、まず、平板状の金属製部材47の側縁部の所定の部位に、L字状(鉤形)の切込み部48を形成して、側板部形成領域49と、横ヘミング曲げ部形成領域51とを分離する。側板部形成領域49は、縦ヘミング曲げ部形成領域52と、ウィング部形成領域53とからなっている。
【0071】
次に、横ヘミング曲げ部形成用の折曲げ線57に沿って、横ヘミング曲げ部形成領域51を、折曲角θ5が、(θ5=180°)となるように、内側に折り返して(折り重ねて)、横ヘミング曲げ部45を形成する。
次に、横ヘミング曲げ部69の2層とされた板部材の上層側の内面71と、非ヘミング曲げ部位の単層の板部材の内面72とが、略同一平面上に配置されるように、横ヘミング曲げ部69と平板部本体との境界領域に、絞り加工を施して、絞り部73を形成する。
【0072】
次に、縦ヘミング曲げ部形成用の折曲げ線56に沿って、縦ヘミング曲げ部形成領域52を、折曲角θ4が、(θ4=180°)となるように、外側に折り返した後、側板部形成用の折曲げ線55に沿って、側板部形成領域49を、折曲角θ3が、(θ3=90°)となるように、内側に折曲させて、図13に示すように、縦ヘミング曲げ部43と、ウィング部44とを形成する。
こうして、金属板62を作製する。この後、金型を用いて、インサート成形により、金属板とケース体(樹脂成形体)とが一体的に成形されたフロントケース1Bを製造する。
【0073】
この例のリアケースの補強構造において、切欠き部36のみでなく、近傍領域41,42に近接する領域も、横ヘミング曲げ部45とされていることにより、切欠き部36の近傍領域41,42において、側壁部34に沿って、横ヘミング曲げ部45と、側壁部34が重複する箇所を設けられ、補強されている。
【0074】
さらに、横ヘミング曲げ部69の2層とされた板部材の上層側の内面71と、非ヘミング曲げ部位の単層の板部材の内面72とが、略同一平面上に配置されるように、横ヘミング曲げ部69と平板部本体との境界領域に、絞り部73が形成されていることにより、これにより、切欠き部36においても、一段と剛性が高められると共に、フロントケース1B内の実装効率を向上させることができる。
【0075】
なお、横ヘミング曲げ部69(すなわち、平板部68の側端部)の外面側(意匠面側)に凸状部が形成されることとなるが、横ヘミング曲げ部69を、例えば、キー実装エリア等の樹脂厚が比較的厚い箇所に対応させて形成することによって、美感に悪影響を与えることが回避される。
【0076】
また、側壁部34のうち、切欠き部36及び切欠き部36の両側の近傍領域41,42を除く領域においては、その側縁部が折り返されて実質的に2倍の厚さとされた縦ヘミング曲げ部43とされ、かつ、切欠き部36の両側の近傍領域41,42においては、縦ヘミング曲げ部43から切欠き部36へ延設されるように、非ヘミング曲げ部としてのウィング部44とされて、側壁部34に沿って横ヘミング曲げ部45と重複する箇所においても側板部37が配置されて補強されている。
【0077】
また、ウィング部44を設けることにより、側壁部34のうち、側板部37の外面から側壁部34の外面までの樹脂の厚さが均一となる。このため、樹脂成形品を製造する際に、肉厚が非均一な箇所で、冷却速度の差異によって、材料が金型から引っ込んで表面に発生する欠陥としての窪み(所謂「ひけ」)が発生することがない。
【0078】
この例の構成によれば、上述した第2の実施例と略同様の効果を得ることができる。
加えて、横ヘミング曲げ部69と平板部本体との境界領域に、絞り部73を形成したので、一段と剛性を向上させることができる。
また、横ヘミング曲げ部69の2層とされた板部材の上層側の内面71と、非ヘミング曲げ部位の単層の板部材の内面72とが、略同一平面上に配置されるように、絞り部73が形成され、横ヘミング曲げ部69(すなわち、平板部68の側端部)の内面側の凸状部が平坦化されているので、フロントケース1B内の構成部品の実装エリアを確保し、実装効率を向上させることができる。
【0079】
以上、この発明の実施例を図面を参照して詳述してきたが、具体的な構成はこの実施例に限られるものではなく、この発明の要旨を逸脱しない範囲の設計の変更等があってもこの発明に含まれる。
例えば、上述した実施例では、筐体を構成するフロントケースにヘミング曲げ部を設ける場合について述べたが、フロントケースに対応するリアケースにも、フロントケースと同様に、ヘミング曲げ部を設けても良い。
【0080】
また、切欠き部の形状は、矩形状に限らず、他の多角形状や、半円形状、半楕円形等でも良い。また、切欠き部に限らず、開口部が形成された箇所にも適用できる。ここで、開口部の形状とししては、矩形状のほか、他の多角形状や、円形状、楕円形等等であっても良い。また、切欠き部や開口部が、側壁部に限らず、部品搭載部に形成されている場合にも適用できる。
【0081】
また、金属板の側端部での折返し回数を1回とする場合について述べたが、2回以上折り返すようにしても良い。これにより、金属板の実質的な厚さが3倍以上とすることができる。
また、側端部を裏面側とするように折り返しても良い。また、金属板を複数に分割して配置するようにしても良い。
また、金属板は、ステンレス鋼製に限らず、他の金属を用いても良いし、マグネシウム合金等の合金製としても良い。
【産業上の利用可能性】
【0082】
携帯端末としては 携帯型の電子機器としての携帯電話機に適用することもできるし、簡易型携帯電話(PHS)端末や、携帯情報端末(PDA)等に適用することもできる。また、開閉可能な折畳式の携帯電話機にも適用できるし、2軸ヒンジの携帯電話機にも適用できるし、折畳式以外のストレートタイプの携帯電話機にも適用できる。
【図面の簡単な説明】
【0083】
【図1】この発明の第1の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図である。
【図2】同フロントケースの構成を示す平面図である。
【図3】図1のA部を拡大して示す部分拡大図である。
【図4】図2のB部を拡大して示す部分拡大図である。
【図5】同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【図6】同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【図7】この発明の第2の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図である。
【図8】同フロントケースの構成を示す平面図である。
【図9】図7のC部を拡大して示す部分拡大図である。
【図10】図8のD部を拡大して示す部分拡大図である。
【図11】図8のE−E線に沿った断面図である。
【図12】同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【図13】同フロントケースを構成する金属板の加工方法を説明するための説明図である。
【図14】この発明の第3の実施例である携帯電話機の下部ユニットのフロントケースの構成を示す斜視図であって、裏面側から見た図である。
【図15】同フロントケースの構成を示す平面図である。
【図16】図14のF部を拡大して示す部分拡大図である。
【図17】図15のG部を拡大して示す部分拡大図である。
【図18】図15のH−H線に沿った断面図である。
【図19】従来技術を説明するための説明図である。
【図20】従来技術を説明するための説明図である。
【図21】従来技術を説明するための説明図である。
【図22】従来技術を説明するための説明図である。
【図23】従来技術を説明するための説明図であって、図22のI−I線に沿った断面図である。
【図24】従来技術を説明するための説明図である。
【図25】従来技術を説明するための説明図である。
【図26】従来技術を説明するための説明図である。
【図27】従来技術を説明するための説明図である。
【図28】従来技術を説明するための説明図であって、図26のJ部を拡大して示す部分拡大図である。
【図29】従来技術を説明するための説明図であって、図27のK部を拡大して示す部分拡大図である。
【図30】従来技術を説明するための説明図である。
【図31】従来技術を説明するための説明図である。
【図32】従来技術を説明するための説明図であって、図30のL部を拡大して示す部分拡大図である。
【図33】従来技術を説明するための説明図であって、図31のM部を拡大して示す部分拡大図である。
【符号の説明】
【0084】
1,1A,1B,1C フロントケース
2 ケース体(樹脂)
3,32,62 金属板
5 部品搭載部(底板部)
6 枠状部(周縁部)
7,8 側壁部
9.36 切欠き部
11 平板部
12 側板部
18,45,62 横ヘミング曲げ部(ヘミング縁端部、第1のヘミング縁端部)
43 縦ヘミング曲げ部(第2のヘミング縁端部)
44 ウィング部
73 絞り部
【特許請求の範囲】
【請求項1】
枠体に形成された角形の切欠き部又は開口部の縁端を構成する少なくとも一辺が折り返し構造のヘミング縁端部とされた枠体の補強構造であって、
前記切欠き部又は前記開口部の前記縁端を構成する少なくとも前記一辺の始点及び終点を越えて、前記ヘミング縁端部が延設されていることを特徴とする枠体の補強構造。
【請求項2】
前記枠体が、底板部と、該底板部の縁端部にて折曲立設される側壁部とを備えてなると共に、前記側壁部には、少なくとも前記一辺が、前記底板部の縁端部と一致する態様で、前記切欠き部又は前記開口部が形成されていることを特徴とする請求項1記載の枠体の補強構造。
【請求項3】
前記枠体が、樹脂と金属板とからなることを特徴とする請求項1又は2記載の枠体の補強構造。
【請求項4】
前記金属板は、前記底板部を構成する平板部と、前記側壁部を構成し、前記平板部の側部に、前記平板部の縁端部にて折曲立設された側板部とを有し、前記平板部の端縁領域が折り返されて第1のヘミング縁端部が形成されていることを特徴とする請求項3記載の枠体の補強構造。
【請求項5】
前記切欠き部又は前記開口部の近傍の前記側壁部には、前記側板部の端縁領域が折り返えされて第2のヘミング縁端部が配置されていることを特徴とする請求項3又は4記載の枠体の補強構造。
【請求項6】
前記切欠き部又は前記開口部の近傍で、前記平板部の前記第1のヘミング縁端部と、前記側板部とが、互いに一部で重なるように配置されていることを特徴とする請求項4又は5記載の枠体の補強構造。
【請求項7】
前記平板部の前記第1のヘミング縁端部を含む折り返し構造の領域と、前記平板部の単層の非折り返し構造の領域との境界領域では、絞り加工が施されていることを特徴とする請求項4、5又は6記載の枠体の補強構造。
【請求項8】
前記平板部の前記折り返し構造の領域の内面と、前記平板部の前記非折り返し構造の領域の内面とが、略同一平面上に配置されるように絞り加工されていることを特徴とする請求項7記載の枠体の補強構造。
【請求項9】
前記樹脂と前記金属板とが、インサート成形により一体化され成形されてなっていることを特徴とする請求項1乃至8のいずれか1に記載の枠体の補強構造。
【請求項10】
カードスロット又はメモリスロットを備える電子機器であって、
請求項1乃至9のいずれか1に記載の枠体の補強構造が前記カードスロット又は前記メモリスロットに適用されていることを特徴とする電子機器。
【請求項1】
枠体に形成された角形の切欠き部又は開口部の縁端を構成する少なくとも一辺が折り返し構造のヘミング縁端部とされた枠体の補強構造であって、
前記切欠き部又は前記開口部の前記縁端を構成する少なくとも前記一辺の始点及び終点を越えて、前記ヘミング縁端部が延設されていることを特徴とする枠体の補強構造。
【請求項2】
前記枠体が、底板部と、該底板部の縁端部にて折曲立設される側壁部とを備えてなると共に、前記側壁部には、少なくとも前記一辺が、前記底板部の縁端部と一致する態様で、前記切欠き部又は前記開口部が形成されていることを特徴とする請求項1記載の枠体の補強構造。
【請求項3】
前記枠体が、樹脂と金属板とからなることを特徴とする請求項1又は2記載の枠体の補強構造。
【請求項4】
前記金属板は、前記底板部を構成する平板部と、前記側壁部を構成し、前記平板部の側部に、前記平板部の縁端部にて折曲立設された側板部とを有し、前記平板部の端縁領域が折り返されて第1のヘミング縁端部が形成されていることを特徴とする請求項3記載の枠体の補強構造。
【請求項5】
前記切欠き部又は前記開口部の近傍の前記側壁部には、前記側板部の端縁領域が折り返えされて第2のヘミング縁端部が配置されていることを特徴とする請求項3又は4記載の枠体の補強構造。
【請求項6】
前記切欠き部又は前記開口部の近傍で、前記平板部の前記第1のヘミング縁端部と、前記側板部とが、互いに一部で重なるように配置されていることを特徴とする請求項4又は5記載の枠体の補強構造。
【請求項7】
前記平板部の前記第1のヘミング縁端部を含む折り返し構造の領域と、前記平板部の単層の非折り返し構造の領域との境界領域では、絞り加工が施されていることを特徴とする請求項4、5又は6記載の枠体の補強構造。
【請求項8】
前記平板部の前記折り返し構造の領域の内面と、前記平板部の前記非折り返し構造の領域の内面とが、略同一平面上に配置されるように絞り加工されていることを特徴とする請求項7記載の枠体の補強構造。
【請求項9】
前記樹脂と前記金属板とが、インサート成形により一体化され成形されてなっていることを特徴とする請求項1乃至8のいずれか1に記載の枠体の補強構造。
【請求項10】
カードスロット又はメモリスロットを備える電子機器であって、
請求項1乃至9のいずれか1に記載の枠体の補強構造が前記カードスロット又は前記メモリスロットに適用されていることを特徴とする電子機器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【公開番号】特開2008−147407(P2008−147407A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−332667(P2006−332667)
【出願日】平成18年12月8日(2006.12.8)
【出願人】(390010179)埼玉日本電気株式会社 (1,228)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月8日(2006.12.8)
【出願人】(390010179)埼玉日本電気株式会社 (1,228)
【Fターム(参考)】
[ Back to top ]