
枢動自在なプレスブレード及び枢動自在なプレスカバーを備えた、任意の所望の種類の材料を処理するためのプレス
全ての種類の材料(3)を処理する、たとえば、プレスする、または、ブリケッティングする、及び/または、剪断するためのプレスであって、材料(3)をプレスし送り込むベッド(1)と、それに続く、スタンド(2)と、制御ブロック(5.1)を有する油圧制御ユニットと、油圧シリンダ(1.1.1,1.2.1,1.3.1,2.2.1,2.2.2)を動作させるパイプ(5.2)とを備えるプレスにおいて、機能プロセスは、材料(3)の供給で始まる、コンパクトな構造内における選択されたコンポーネントの相互作用によって新規なプロセスステップを実施するために、最適な態様で組み合わされる。そのために、ベッド(1)は、L形断面を有する基体であって、その上で、プレスブレード(1.1)及びプレスカバー(1.2)が、対角線方向に対向する旋回軸に配列される基体と、旋回軸の影響の範囲内に設けられたプレスブレード(1.1)及びプレスカバー(1.2)を位置特定する手段とを備える。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、任意の所望の種類の材料、特に、金属スクラップまたは廃棄物を、プレスする、及び/または、剪断する等、処理するためのプレスに関する。材料は、枢動自在なプレスブレード及び枢動自在なプレスカバーによってストランド(strand)に形成される。
【背景技術】
【0002】
特許文献1によるプレスが知られており、そのプレスは、本質的に、
圧縮及び吐出ステップを進める第1油圧シリンダによって、プレスし、及び/または、剪断する等、更に処理するために、材料を、充填し、ストランドのように圧縮すると共に送出するためのベッドと、
(少なくとも)1つのラムを有する下流スタンドであって、ラムは、下流スタンド内で案内され、また、スタンドのクロスヘッドに締結されおり、テーブルに対して、材料を更に圧縮し、及び/または、押さえつけるための第2油圧シリンダによって駆動される、下流スタンドと、
テーブルに対して材料をプレスする、及び/または、剪断する等、仕上げ処理するための少なくとも1つの第3油圧シリンダと、
前記油圧シリンダを動作させるための、制御ブロック及びパイプラインを有する油圧制御装置とを備える。
【0003】
特許文献2は、あるプレスを既に提案しており、そのプレスでは、
a)ベッドは、壁の底部と、壁に平行な、油圧シリンダを有するサイドスライドの底部上で変位することができるプレスプレートと、少なくとも1つの油圧シリンダを有する、壁に枢動自在に取り付けられるプレスカバーと、プレスプレートの方向に横方向の、油圧シリンダを有するスライドの底部で変位することができる送りプレートと、ペデスタルと、装填ホッパ(charging hopper)から形成され、機能的に制御されたサイクルシーケンスにおいて、プレスプレート及びプレスカバーを有するサイドスライドは、ストランドのように圧縮された材料の断面を形成し、送りプレートを有するスライドは、スタンド内でプレスする、及び/または、剪断する等、仕上げ処理するための送りの意味で、こうして形成された材料を吐出し、
b)スタンドは、側面部分を接続するクロスヘッド、及び、発生する反応力を吸収する閉じた剛性フレームとしてのテーブルから形成され、ベッドの接続のために構築され、
c)ピストンを有する油圧シリンダは、サイクルに適合した、最適化された動作シーケンス及び/または材料処理プロセスのための、動作状態、及び/または、材料の、1つの機械部分の、少なくとも運動状態(kinematic state)の、移動(travel)、速度、加速度、及び/または圧力を機能的に統合して測定するための、基準点及び/または基準量に相当する手段を備え、
d)少なくとも、油圧シリンダのうちの1つの油圧シリンダにおいて、作業ストロークの端で、いわゆる、切断ストローク(cutting stroke)及び/または最終ストロークをダンピングするため等のダンピング圧力を生成する手段が、油圧制御装置に設けられ、
e)トーションシャフトは、ベッドにまたはベッド内に取り付けられ、また、接続用ロッド様リンクを介してレバー等の少なくとも1つの運動学的メカニズムによってプレスプレートに柔軟に接続され、それにより、サイドスライドのプレスプレートが傾斜することを防止するために、レバーとリンクを有するトーションシャフトは、材料に水平で平行なスラストを加え、同時に、プレスプレートが上昇することを防止するために、ベッドの底部の方に力成分を加え、
f)プレスカバーは、
− プレスカバーが、壁及び/または底部の周りで少なくとも部分的に案内されることができ、また、油圧シリンダに接続され、好ましくは、底部の下で関節運動する力腕(force arm)を備えるように、
− プレスカバーが、材料に作用し、また、実際のプレスカバーによって形成されるプレス腕を備え、プレスカバーのピボットピンが、壁の上側縁に沿って延びるように、
− プレスカバーが、力腕及び油圧シリンダ並びにプレス腕がそれぞれのロケーションになる状態で、また、材料に垂直に作用する圧縮を行使できる状態で形成され、それにより、材料の圧縮を行うプレス腕の力の、回転運動によって導入される大きさは、壁に関して、プレスカバーの角度位置0°で始まり、約40°〜60°の角度位置まで増加し、約100°の角度位置に達した後、作用する力は、回転運動の始めにおいて材料に作用する力より依然として大きく、その結果、>0°の各位置における材料のストランドの形成に作用する力は、0°で作用する力の倍数である。
【0004】
この点で、ベッドは、
a)少なくとも1つの技術的に同一のアセンブリに関して、ベッド上の平面図で観察された、左側実施用か右側実施用のいずれかのアセンブリの観点から分けられ、
b)互いに構造的に同じであり、また、それぞれ多数ある場合、少なくとも1つのアセンブリの寸法に相当する、磨耗プレートと整列され、
c)少なくとも1つの磨耗プレート内で、磨耗状態を指示する手段を設けられる。
【0005】
このプレスが、いわゆる、スクラップ剪断機(scrap shear)として構築されたときの、機能的項目と構造的項目の対応(corresponding in functional and structural terms)。
a)カッタを保持する垂直可動カートリッジは、スタンド内で案内され、そのカッタは、テーブル内の固定カッタに押し付けられて働き、ベッド内でストランドのように前プレスされた材料の送り方向で観察されると、前記カッタは、材料が、ラムによって更に圧縮される、及び/または押さえつけられた後に材料を切断し、
b)キャリッジは、内側の固定ガイドと外側の調整可能ガイドとの間のスタンドの両側で案内される。
【0006】
運動状態の移動、速度、加速度、及び/または圧力を機能的に統合して測定する手段が、このプレスで実施される。
【0007】
従って、この公知のプレスは、特に、スクラップ剪断機として構築されるときに補われることができる。
【0008】
実際には、枢動自在なプレスカバーの機構及び構成に関連するベッドの構成は、特に重要であることが明らかになった。これは、一般に、サイドスライド及びスライドとタイミングをとって相互作用するブレードとして既に構成されている。
【0009】
いわゆる、公知のブレードベッドプレスまたは剪断機は、ベッド設計において、スクラップスタンドをプレスするための別の原理に従う。この点で、サイドスライドをなしで済ますと、長方形断面のストランドは、最初に回転し、ある程度までサイドスライドを置き換えるブレード、及び、その後、内側に回転するカバーによって形成される。この原理は、比較的小さな構造のプレスまたは剪断機にとって特に効果的であることがわかった。
【0010】
回転運動の結果として、運動学及び力の観点から決定的である最後に述べたタイプの問題は、一方では、効率を増すことにあり、他方では、この種のベッドによってプレスまたは剪断機をコンパクトに構築することにある。
【0011】
たとえば、プレスブレードを用いる特許文献3等によるスクラッププレスの解決策は、前記ブレードベッドプレスまたは剪断機を改善することができる方法に関して何の提案も提供しない。
【0012】
ブレードベッドプレスまたは剪断機に関する実施された国内の従来技術を参照すると、欠点は、以下の通りに要約することができる。欠点とは、
− 設計の構築が複雑なこと、
− プレスまたは剪断のために、技術的シーケンス及びストランドの送りが好ましくないこと、
− 油圧ポンプの比較的高い体積流量による比較的速い位置決め速度の制御がない結果として、機械の総合機能において、アセンブリ及びサイクルシーケンスの位置決め及び適応が難しいこと、
− ラムが材料ストランドに当たるときに、高圧の発生があり、その後、材料が分離されると(break away)圧力が消失し(breakdown)、それにより、キャビテーション形成及び機械的衝撃に関する油圧シリンダの機能上の欠点がもたらされること、
− 材料ストランドが形成されると、カバー及びブレードのシリンダ内で高圧の発生があり、材料が分離されることにより、キャビテーション形成及び機械的衝撃に関する油圧シリンダの機能上の欠点がもたらされること、
− シリンダの機構が保護されない、
− 必要なオーバストロークの結果として、カバーとブレードとスライドとの間に材料が入り込むことが多いことである。
【特許文献1】独国特許発明第3439002号明細書
【特許文献2】国際公開第03/080323号パンフレット
【特許文献3】独国特許発明第3917293号明細書
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、最適に組み合わされた機能シーケンスを持った状態で、コンパクトな構築形態を有し、選択されたコンポーネントと協調して新しい方法ステップを実行することが可能な、先に述べたタイプの新しいプレスを提供することによって、材料の充填から、擬似ストランドの形成を介して、ストランドをプレスし、及び/または、切断することまでのこれらの欠点をなくす、すなわち複合的な観点からなくすことである。
【課題を解決するための手段】
【0014】
これは、請求項1から30の特徴による本発明によって達成される。
【0015】
本発明は、ブレードベッドプレスの図面に基づく実施形態に関して詳細に述べられる。
【発明を実施するための最良の形態】
【0016】
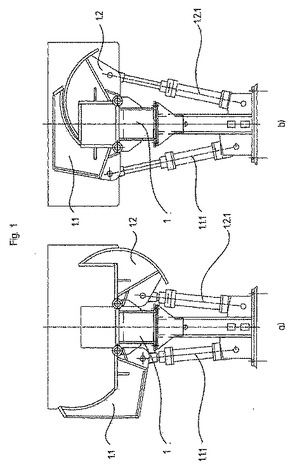
(a)従来のブレードベッドプレス/剪断機の、公知のベッド1は、図1により断面で示される。プレスブレード1.1及びプレスカバー1.2が、それぞれ、外に回転した状態の、材料3(図示されない)を収容するロケーションは、位置a)に示され、プレスブレード1.1及びプレスカバー1.2が、それぞれ、内に回転した状態のロケーションは、位置b)に示され、後者のロケーションでは、材料3は、ストランドに形成される。第1油圧シリンダ1.1.1及び第2油圧シリンダ1.2.1は、回転し、プレス力(pressing force)を加えるために設けられる。
【0017】
本設計は、構造と図6によって示される示力図(force diagram)の両方に関して、プレスブレード(旧)及びプレスカバー(旧)を開示し、特に、プレスブレード1.1及びプレスカバー1.2並びに駆動のための油圧シリンダ1.1.1及び1.2.1の機能シーケンスに関して、とりわけ、従来技術の欠点が最初に述べられる。
【0018】
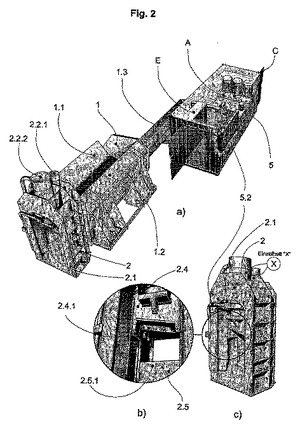
完全な機構またはシステム、この場合、とりわけ、スタンド2、スライド1.3、制御ブロック5.1とパイプライン5.2を有する油圧制御装置5等の関連アセンブリを有するブレードベッド剪断機は、図2による全体構成で図面a)に示される。図面b)は、図面c)のスタンド2からのセグメントによって、上部カッタ2.4.1を有するカッタキャリッジ2.4及び底部カッタ2.5.1を有するテーブル2.5等の詳細を示す。
【0019】
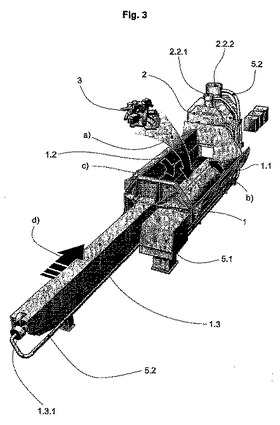
図3は、本発明によるブレードベッドの機能シーケンスを示す。シーケンスは、すなわち、垂直矢印で指示されるa)、材料3(図示されない)の装填と、水平矢印で表されるb)、プレスブレード1.1のその後の回転と、下方を指す対角線方向矢印で指示されるc)、プレスカバー1.2の回転(その回転により、材料3のストランドが形成される)と、最後に、対角線方向上方を指す矢印によって示されるd)、材料3のストランドを圧縮し、第3油圧シリンダ1.3.1によって、スタンド2内で処理するために、材料3のストランドを吐出するスライド1.3の送り機能からなる。
【0020】
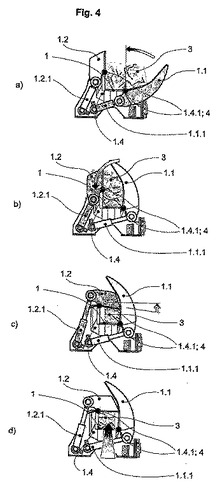
この基本的な図は、図4で分解されて、材料3の充填が示される位置a)と、プレスブレード1.1が予備圧縮する位置b)と、プレスカバー1.2が2次圧縮を実施する位置c)と、材料に応じて、有利であることがわかっているオーバストロークをプレスカバー1.2が実行するオプションと、最後に、スライド1.3が、材料3の成形ストランドを更にベッド1の長手方向に圧縮する位置d)になる。(注記:プレスカバーは、オーバストロークを有し、プレスチャネルの輪郭内に移動する。結果:スライドが前進するときの、カバーと材料との間の力の防止または低減。)
【0021】
ベッド1は、基体1.4を備え、基体1.4はL形断面を有し、基体1.4において、互いに対角線方向に反対に延びる、プレスブレード1.1及びプレスカバー1.2用のピボットピン1.4.1が配設され、プレスブレード1.1及びプレスカバー1.2のそれぞれのロケーションを位置決めする手段4が、ピボットピン1.4.1の作動範囲内に設けられる点で、本発明によるきわめて重要な特徴は、ここで、既にはっきり認めることができる。
【0022】
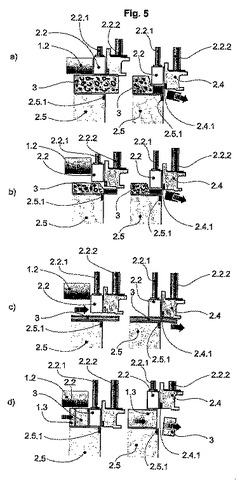
図5によれば、ベッド1の下流に配設されるスタンド2内に統合される機能が、異なる機能的位相で、すなわち、ラム2.2、上部カッタ2.4.1、及び底部カッタ2.5.1の本発明による相互作用において、詳細に示される。
【0023】
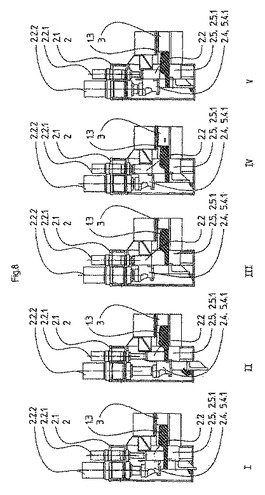
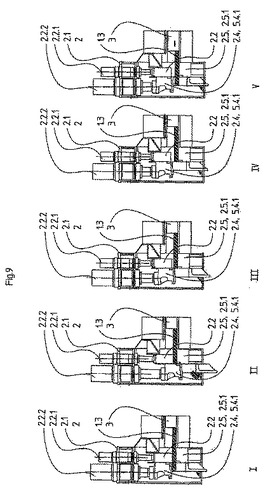
図面a)は、ストランドになるよう形成された材料3が、いわゆる、「フルストローク」で切断されることを示す。ここで、ラム2.2及び上部カッタ2.4.1は、材料3がスライド1.3によって送り込まれる前に、上部端位置に最初に移動する(図2及び図3)。材料3(ストランド)は、次に、最大開口高さを通過し、その後、ラム2.2によって圧縮され、上部カッタ2.4.1及び底部カッタ2.5.1等のツールによって切断される。フルストロークの個々の位相は、図8において、I、II、III、IV、及びVによって示される。
【0024】
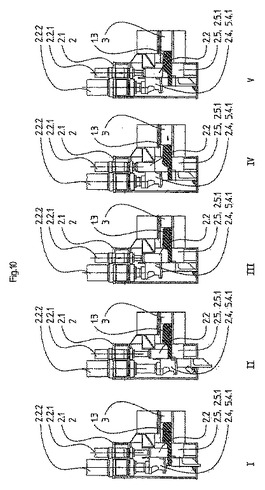
図面b)並びに図10の位相I〜Vは、ストランドが、いわゆる、「部分ストローク」で切断されることを示す。ここでは、上部カッタ2.4.1だけは、上部端位置に移動するのではなく、記号で表される中間位置に移動し、それにより、低い開口高さだけが、ストランドに利用可能である。
【0025】
ここでは、図面c)並びに図9の位相I〜Vが示すように、ラム2.2及び上部カッタ2.4.1は、上部端位置に移動しない。
【0026】
図面d)は、更なる普遍的な機能、すなわち、材料3から梱(bale)が形成されるときの、すなわち、切断なしの「梱包(baling)」を示す。
【0027】
この場合、ラム2.2及び上部カッタ2.4.1は、完全に下方に移動し、スライド1.3は、ラム2.2に対して材料3を圧縮して梱にし、上部カッタ2.4.1は、次に、支持するように働く。ラム2.2及び上部カッタ2.4.1が、上昇した後、スライド1.3は、材料3の梱を前進運動で排出する。
【0028】
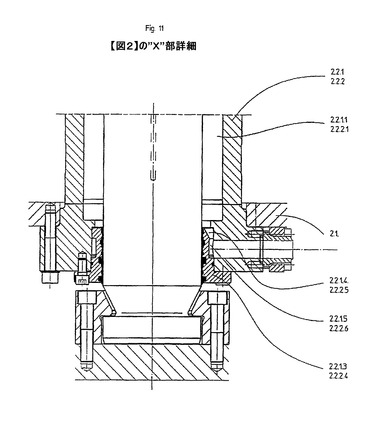
図5に関連する詳細「X」は、全体の高さを減らすための、スタンド2またはクロスヘッド2.1に締結された第4及び/または第5油圧シリンダ2.2.1、2.2.2の特別な構成を示す。このために、少なくとも1つの回転式溝2.2.1.5、2.2.2.6を有するスタッフィングボックス(stuffing box)2.2.1.3、2.2.2.4が設けられ、環状チャンバへのオイルの供給が、スタッフィングボックス2.2.1.3、2.2.2.4内の溝2.2.1.4、2.2.2.5を介して保証される。
【0029】
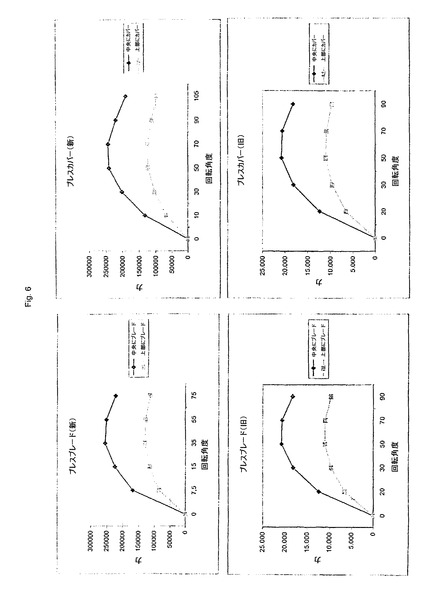
本発明のきわめて重要な利点は、図6による、従来技術に関する、プレスブレード1.1とプレスカバー1.2の作用のグラフに示される比較(旧−新)が考慮される場合に、特に示される。
【0030】
ピボットピン1.4における取り付け、並びに、2腕レバーとしての形成、及び、第1及び第2油圧シリンダ1.1.1、1.2.1による駆動によって、プレスブレード1.1及びプレスカバー1.2は、関数、すなわち、「回転角度に関連する力」でグラフ的に表される、特に効率の高い方法でプレス力を生成する。
【0031】
更に、ベッド1が、材料3で充填された後に、及び、任意選択で、オーバストローク後に、プレスブレード1.1は、材料3を予備圧縮する垂直位置にあり、ベッドの側壁(図示されない)を形成する。
【0032】
最初、垂直である、プレスカバー1.2は、任意選択で、オーバストローク後に、水平となり、水平ロケーションにおいて、垂直のプレスブレード1.1と一緒になって、形成される材料3のストランドを収容する断面を形成する。
【0033】
プレスブレード1.1及びプレスカバー1.2は、好都合なことに、機能的作用を補助するために、剛性を増し、質量を減らす中空セクションとして形成される。
【0034】
全体の機械の合理的な再配置(rational relocation)のために、これは、任意選択で、図示しない伸張式支持体(extensible supports)を有する。
【0035】
図示されないか、または、スライド1.3に一体化されるカバーはまた、第3油圧シリンダ1.3.1を損傷から保護するために設けられる。
【0036】
最後に、スライド1.3は、スライドのプレート(図示されない)において、材料3のストランドを上部で固定し、隣接させるラグ(図示されない)を有する。
【0037】
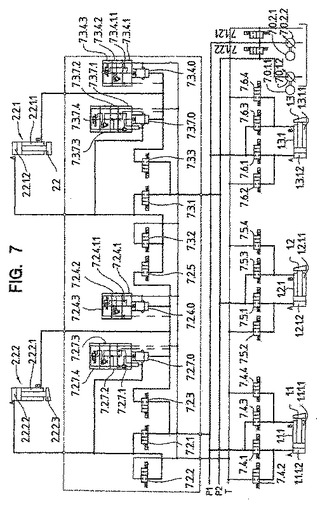
図7に示される油圧制御装置の図は、本発明によるプレスの複雑な動作を決定し、これは、以下に示される。
【0038】
少なくとも1つのポンプ7.0.1.2または7.0.2.2の体積流量は、有利には、ここでは、切断ツール(parting tool)2.2.2.3、ラム2.2、プレスブレード1.1、プレスカバー1.2、及びスライド1.3等のツールとして示される作動手段の必要とされる速度に適合することができる。これは、可変容量形ポンプ(variable displacement pumps)を制御すること、可変容量形ポンプの駆動モータ速度を変えること、または、定容量形ポンプ(fixed displacement pump)の速度を変えることによって可能である。油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1及び1.3.1、並びに、前記ツール2.2.2.3、2.2、1.1、1.2及び1.3の運動シーケンスは、結果として、処理技術要件に応じて最適化されることができる。
【0039】
駆動ユニットは、弁7.1.2.2を介して一緒に結合されることができる、モータ7.0.1.1、7.0.2.1及びポンプ7.0.1.2、7.0.2.2からなる、少なくとも2つのポンプドライブの別個の圧力システムP1及びP2内の油圧能力を制御装置に提供する。これは、少なくとも2つツール2.2.2.3、2.2、1.1、1.2及び1.3の、制御された同時の移動の可能性を提供する。
【0040】
油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1の少なくとも2つは、油圧ストロークダンピングを生成する回路を装備する。処理される材料3が、切断されるか、または、分離されるとき、対抗圧力(counterpressure)が、その瞬間の直前に未装填状態になる、それぞれのシリンダチャンバ内で生成し、従って、それぞれの加速されるツール及びシリンダの可動部(mobile parts)を制動する。
【0041】
プレスがスクラップ剪断機として働く場合、従って、ツール2.2.2.3、2.2、1.1、1.2及び1.3は、材料の剪断または破断に続いて、シリンダの接続されたピストンによって加速される。その要因は、油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの底部チャンバ2.2.2.2、2.2.1.2、1.1.1.2、1.2.1.2、及び1.3.1.2内での、切断の直前までの高い圧力である。油圧媒体の圧縮された体積は、エネルギー貯蔵部の役目を果たす。これは、それぞれのツール2.2.2.3、2.2、1.1、1.2及び1.3に関してそれぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1を加速する。それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1、及び1.3.1.1は、切断または破断の前に圧力が逃がされる。ツール2.2.2.3、2.2、1.1、1.2及び1.3の加速並びに加速から生じる油圧ストロークに対抗するために、油圧ストロークをダンピングさせることが可能な対抗圧力が、関連する油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1及び1.3.1.1内で生成される。
【0042】
たとえば、材料の切断または破断等の、ツールの端位置にある直前の瞬間に、本発明による更なる要素として、それぞれの底部チャンバ2.2.2.2、2.2.1.2、1.1.1.2、1.2.1.2、及び1.3.1.2とP1またはP2との間の弁7.2.1、7.3.1、7.4.1、7.5.1、及び7.6.1並びにパイロット弁7.2.4.3、7.3.4.3または弁7.4.4、7.5.4、及び7.6.4の対応する要素は、切換えられた位置にある。それぞれの底部チャンバ2.2.2.2、2.2.1.2、1.1.1.2、1.2.1.2、及び1.3.1.2は、結果として、それぞれの弁7.2.1、7.3.1、7.4.1、7.5.1、及び7.6.1を介して、油圧ポンプ7.0.1.2及び/または7.0.2.2によって送り込まれる、圧力供給部P1またはP2の接続部に接続される。
【0043】
それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1の環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1、及び1.3.1.1は、それぞれのキャップ7.2.4.1、7.3.4.1または弁7.4.4、7.5.4、及び7.6.4の対応する要素を有する、第1主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素を介してタンク(T)の方へ圧力を逃がす。
【0044】
油圧ポンプ7.0.1.2または7.0.2.2の駆動モータ7.0.1.1または7.0.2.1は、ポンプの能力を適切に制限すること、または、モータの速度を調整することによって過負荷から保護される。この能力の制限は、高圧での油圧媒体の低い送出率(delivery rate)を設定し、それにより、油圧能力に相当する圧力と体積流量の積は、実際上一定のままになる。油圧媒体の体積流量は、低圧における体積流量と比較して高圧で相応して低い。その結果、それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1の速度もまた、低圧より高圧で低い。
【0045】
主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素の開放移動は、図示しない一体化ばね(integrated spring)によって、関係する弁を介して体積流量に適合する。
【0046】
(上述したように)それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のピストンの突然の急速な運動が発生した場合、それぞれの主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素は、ノズル7.2.4.1.1、7.3.4.1.1(本発明にとって非常に重要である)または弁7.4.4、7.5.4、及び7.6.4の対応する要素によって、開放運動が遅延させられる。関連する油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1、及び1.3.1.1内の圧力は、第1主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素のパイロット制御として、圧力制御弁7.2.4.2、7.3.4.2または弁7.4.4、7.5.4、及び7.6.4の対応する要素によって、圧力制御弁7.2.4.2、7.3.4.2または弁7.4.4、7.5.4、及び7.6.4の対応する要素に設定された圧力に同時に制限される。それぞれの主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素の開放の遅延は、制限された対抗圧力を生成するために、従って、(切断)ストロークダンピングのために、非常に単純で且つ十分である。
【0047】
その結果、それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1、及び1.3.1.1に作用する最大対抗圧力は、単純な手段によって設定されることができ、また、有利には、対抗圧力を生成するための公知の解決策におけるより高く、それにより、この部分的な解決策は、低い構造的費用で実施されることもできる。
【0048】
上述した油圧制御装置に加えて、プレスは、特に、「部分ストロークまたは相対ストローク」と共に、先に示した動作モードによる動作モードの事前選択を可能にするプログラムを含む。スライド1.3が、スラスト運動すなわち前方向移動においてブロックする場合、ラム2.2及び上部カッタ2.4.1は、(上述したように)上部端位置に進み、材料3によるベッド1の差し迫った残りの充填が行われ、更なる機能シーケンスがその後実施され、そして、「フルストローク」モードでの切断が行われる。
【0049】
図7による油圧制御装置と動作モードを事前選択するプログラムは共に、好ましくは、角度エンコーダである、プレスブレード1.1とプレスカバー1.2を位置決めする技術的手段4、及び、スライド1.3の位置を特定する集積化変位測定システム(これはまた、レーザ位置特定による)、並びに、プレスの機能を実施する上述した油圧駆動式ツールより広い意味で定義される、プレスブレード1.1、プレスカバー1.2、スライド1.3、ラム2.2、及び切断ツール2.2.2.3または上部カッタ2.4.1等の作動コンポーネントの機能シーケンスをリンクし、協調させるための、第4及び第5油圧シリンダ2.2.1、2.2.2の機能を使用する。
【0050】
システムのコンパクトさに関して、図2a)により、駆動ユニットAと電気制御装置Eが、容器C内に収容され、また、こうして送られ、動作することができる場合、有利である。プレス及び容器C(容器Cは、オイルパンとしても形成される)は、結合が容易である電気ライン及び油圧ラインによって前組み立てされ、動作中に一緒に接続される。油圧制御装置のシステム用の、直ぐ接続できるパイプライン5.2及び/または制御ブロック5.1(図示されない)は、このために、とりわけ、ベッド1の領域に据え付けられる。
【0051】
タッチスクリーン及び設定値機能(setpoint function)を有するスクリーン(ディスプレイ)は、油圧制御装置及び述べたプログラムによるプレスのユーザフレンドリな動作のために設けられ、スクリーンは、制御パネル内の通常スイッチ、キー、及びインジケータ光に加えて、述べた機能及び設定が、選択され、処理されることを可能にする。この点で、動作機能が、メニュー内で組み合わされ、また、プログラムを選択するための、また、ステータス要求または試験のための個々のサブメニューを、主メニューから選択する可能性を提供することが非常に重要である。
【0052】
工業用途への適用性(susceptibility of industrial application)
こうして構築されるプレス、特に、ブレードベッド剪断機は、最初に論評した欠点をなくし、また、動作時に、
− 合理的に構築されることができるコンパクトな設計、
− プレスまたは剪断のための、好ましい技術的シーケンス及びストランドの送り、
− 合理的に使用することができる油圧ポンプの体積流量による比較的速い位置決め速度の制御の結果として、機械の総合機能において、作動アセンブリ及びサイクルシーケンスの協調した位置決め及び適応、
− カバー及びブレードの力の比較的高い効率による、キャビテーション形成及び機械的衝撃並びに程度の高い磨耗の防止、
− シリンダの保護された機構、及び、
− オーバストロークが必要であるにかかわらず、カバーとブレードとの間にもはや材料が入り込まないこと、
− 更に、ユニット及び電気制御装置が、機械的損傷及び熱的影響から保護する容器内に収容され、最大の保守の容易さを示すこと、等の利点を達成する。
【図面の簡単な説明】
【0053】
【図1】従来のブレードベッドプレスの設計原理の断面図である。
【図2】本発明によるブレードベッドプレスのアセンブリの斜視図であり、a)は完全なシステムを、b)はカッタ機構の詳細を、c)は剪断スタンドを、d)は詳細X(図11)を示す。
【図3】本発明によるブレードベッドにおける機能a)、b)、c)、及びd)のシーケンスを示す更なる斜視図である。
【図4】本発明によるブレードベッドプレスの断面図でであって、a)は充填状態の位置にある図を、b)は予備圧縮する位置にある図を、c)はプレスカバーが2次圧縮を実施する位置にある図を、d)はスライドが圧縮する位置にある図を示す。
【図5】ブレードベッドプレスの下流に配設された、剪断スタンドの、ラム、上部カッタ、及び底部カッタの相互作用を示す基本的な図であり、a)はフルストロークの切断機能を、b)は部分ストロークの切断機能を、c)は相対ストロークの切断機能を、d)は梱包(切断なし)機能を示す。
【図6】公知の構成の作用する力(旧)と比較した、プレスブレード/カバーの本発明に従って作用する力(新)のグラフである。
【図7】油圧制御装置を示す図である。
【図8】図5a)によるフルストロークの位相I〜Vにおける位置の図であって、(I)は位相Iにおける位置を、(II)は位相IIにおける位置を、(III)は位相IIIにおける位置を、(IV)は位相IVにおける位置を、(V)は位相Vにおける位置を示す。
【図9】図5c)による相対ストロークの位相I〜Vにおける位置の図であって、(I)は位相Iにおける位置を、(II)は位相IIにおける位置を、(III)は位相IIIにおける位置を、(IV)は位相IVにおける位置を、(V)は位相Vにおける位置を示す。
【図10】図5b)による部分ストロークの位相I〜Vにおける位置の図であって、(I)は位相Iにおける位置を、(II)は位相IIにおける位置を、(III)は位相IIIにおける位置を、(IV)は位相IVにおける位置を、(V)は位相Vにおける位置を示す。
【図11】図2の詳細「X」を示す図である。
【符号の説明】
【0054】
1 ベッド
1.1 プレスブレード
1.2 プレスカバー
1.3 スライド
1.1.1 第1油圧シリンダ
1.2.1 第2油圧シリンダ
1.3.1 第3油圧シリンダ
2.2.1 第4油圧シリンダ
2.2.2 第5油圧シリンダ
2.2.1.5,2.2.2.6 回転式溝
2.2.2.1,2.2.1.3,2.2.2.4 スタッフィングボックス
1.4 基体
1.4.1 ピボットピン
2 下流スタンド
2.1 クロスヘッド
2.2 ラム
2.2.2.3 切断ツール
2.4 カッタキャリッジ
2.4.1 上部カッタ
2.5 テーブル
2.5.1 底部カッタ
3 材料
4 位置決めする(検出する)手段
5 油圧制御装置
5.1 制御ブロック
5.2 パイプライン
7.0.1.2,7.0.2.2 油圧ポンプ
2.2 ポンプ
7.1.2.2 弁
2.2.2.1,2.2.1.1,1.1.1.1,1.2.1.1,1.3.1.1 環状チャンバ
2.2.2.2,2.2.1.2,1.1.1.2,1.2.1.2,1.3.1.2 底部チャンバ
7.2.1,7.3.1,7.4.1,7.5.1,7.6.1 弁
7.2.4.3,7.3.4.3 パイロット弁
7.0.1.2,7.0.2.2 油圧ポンプ
7.2.4.1,7.3.4.1 キャップ
7.4.4,7.5.4,7.6.4 弁
7.2.4.0,7.3.4.0 第1主弁体
7.0.1.1,7.0.2.1 駆動モータ
7.2.4.1.1,7.3.4.1.1 ノズル
7.2.4.2,7.3.4.2 圧力制御弁
A 油圧駆動ユニット
C 容器
E 電気制御装置
L 電線及び油圧ライン
P1,P2 圧力システム
【技術分野】
【0001】
本発明は、任意の所望の種類の材料、特に、金属スクラップまたは廃棄物を、プレスする、及び/または、剪断する等、処理するためのプレスに関する。材料は、枢動自在なプレスブレード及び枢動自在なプレスカバーによってストランド(strand)に形成される。
【背景技術】
【0002】
特許文献1によるプレスが知られており、そのプレスは、本質的に、
圧縮及び吐出ステップを進める第1油圧シリンダによって、プレスし、及び/または、剪断する等、更に処理するために、材料を、充填し、ストランドのように圧縮すると共に送出するためのベッドと、
(少なくとも)1つのラムを有する下流スタンドであって、ラムは、下流スタンド内で案内され、また、スタンドのクロスヘッドに締結されおり、テーブルに対して、材料を更に圧縮し、及び/または、押さえつけるための第2油圧シリンダによって駆動される、下流スタンドと、
テーブルに対して材料をプレスする、及び/または、剪断する等、仕上げ処理するための少なくとも1つの第3油圧シリンダと、
前記油圧シリンダを動作させるための、制御ブロック及びパイプラインを有する油圧制御装置とを備える。
【0003】
特許文献2は、あるプレスを既に提案しており、そのプレスでは、
a)ベッドは、壁の底部と、壁に平行な、油圧シリンダを有するサイドスライドの底部上で変位することができるプレスプレートと、少なくとも1つの油圧シリンダを有する、壁に枢動自在に取り付けられるプレスカバーと、プレスプレートの方向に横方向の、油圧シリンダを有するスライドの底部で変位することができる送りプレートと、ペデスタルと、装填ホッパ(charging hopper)から形成され、機能的に制御されたサイクルシーケンスにおいて、プレスプレート及びプレスカバーを有するサイドスライドは、ストランドのように圧縮された材料の断面を形成し、送りプレートを有するスライドは、スタンド内でプレスする、及び/または、剪断する等、仕上げ処理するための送りの意味で、こうして形成された材料を吐出し、
b)スタンドは、側面部分を接続するクロスヘッド、及び、発生する反応力を吸収する閉じた剛性フレームとしてのテーブルから形成され、ベッドの接続のために構築され、
c)ピストンを有する油圧シリンダは、サイクルに適合した、最適化された動作シーケンス及び/または材料処理プロセスのための、動作状態、及び/または、材料の、1つの機械部分の、少なくとも運動状態(kinematic state)の、移動(travel)、速度、加速度、及び/または圧力を機能的に統合して測定するための、基準点及び/または基準量に相当する手段を備え、
d)少なくとも、油圧シリンダのうちの1つの油圧シリンダにおいて、作業ストロークの端で、いわゆる、切断ストローク(cutting stroke)及び/または最終ストロークをダンピングするため等のダンピング圧力を生成する手段が、油圧制御装置に設けられ、
e)トーションシャフトは、ベッドにまたはベッド内に取り付けられ、また、接続用ロッド様リンクを介してレバー等の少なくとも1つの運動学的メカニズムによってプレスプレートに柔軟に接続され、それにより、サイドスライドのプレスプレートが傾斜することを防止するために、レバーとリンクを有するトーションシャフトは、材料に水平で平行なスラストを加え、同時に、プレスプレートが上昇することを防止するために、ベッドの底部の方に力成分を加え、
f)プレスカバーは、
− プレスカバーが、壁及び/または底部の周りで少なくとも部分的に案内されることができ、また、油圧シリンダに接続され、好ましくは、底部の下で関節運動する力腕(force arm)を備えるように、
− プレスカバーが、材料に作用し、また、実際のプレスカバーによって形成されるプレス腕を備え、プレスカバーのピボットピンが、壁の上側縁に沿って延びるように、
− プレスカバーが、力腕及び油圧シリンダ並びにプレス腕がそれぞれのロケーションになる状態で、また、材料に垂直に作用する圧縮を行使できる状態で形成され、それにより、材料の圧縮を行うプレス腕の力の、回転運動によって導入される大きさは、壁に関して、プレスカバーの角度位置0°で始まり、約40°〜60°の角度位置まで増加し、約100°の角度位置に達した後、作用する力は、回転運動の始めにおいて材料に作用する力より依然として大きく、その結果、>0°の各位置における材料のストランドの形成に作用する力は、0°で作用する力の倍数である。
【0004】
この点で、ベッドは、
a)少なくとも1つの技術的に同一のアセンブリに関して、ベッド上の平面図で観察された、左側実施用か右側実施用のいずれかのアセンブリの観点から分けられ、
b)互いに構造的に同じであり、また、それぞれ多数ある場合、少なくとも1つのアセンブリの寸法に相当する、磨耗プレートと整列され、
c)少なくとも1つの磨耗プレート内で、磨耗状態を指示する手段を設けられる。
【0005】
このプレスが、いわゆる、スクラップ剪断機(scrap shear)として構築されたときの、機能的項目と構造的項目の対応(corresponding in functional and structural terms)。
a)カッタを保持する垂直可動カートリッジは、スタンド内で案内され、そのカッタは、テーブル内の固定カッタに押し付けられて働き、ベッド内でストランドのように前プレスされた材料の送り方向で観察されると、前記カッタは、材料が、ラムによって更に圧縮される、及び/または押さえつけられた後に材料を切断し、
b)キャリッジは、内側の固定ガイドと外側の調整可能ガイドとの間のスタンドの両側で案内される。
【0006】
運動状態の移動、速度、加速度、及び/または圧力を機能的に統合して測定する手段が、このプレスで実施される。
【0007】
従って、この公知のプレスは、特に、スクラップ剪断機として構築されるときに補われることができる。
【0008】
実際には、枢動自在なプレスカバーの機構及び構成に関連するベッドの構成は、特に重要であることが明らかになった。これは、一般に、サイドスライド及びスライドとタイミングをとって相互作用するブレードとして既に構成されている。
【0009】
いわゆる、公知のブレードベッドプレスまたは剪断機は、ベッド設計において、スクラップスタンドをプレスするための別の原理に従う。この点で、サイドスライドをなしで済ますと、長方形断面のストランドは、最初に回転し、ある程度までサイドスライドを置き換えるブレード、及び、その後、内側に回転するカバーによって形成される。この原理は、比較的小さな構造のプレスまたは剪断機にとって特に効果的であることがわかった。
【0010】
回転運動の結果として、運動学及び力の観点から決定的である最後に述べたタイプの問題は、一方では、効率を増すことにあり、他方では、この種のベッドによってプレスまたは剪断機をコンパクトに構築することにある。
【0011】
たとえば、プレスブレードを用いる特許文献3等によるスクラッププレスの解決策は、前記ブレードベッドプレスまたは剪断機を改善することができる方法に関して何の提案も提供しない。
【0012】
ブレードベッドプレスまたは剪断機に関する実施された国内の従来技術を参照すると、欠点は、以下の通りに要約することができる。欠点とは、
− 設計の構築が複雑なこと、
− プレスまたは剪断のために、技術的シーケンス及びストランドの送りが好ましくないこと、
− 油圧ポンプの比較的高い体積流量による比較的速い位置決め速度の制御がない結果として、機械の総合機能において、アセンブリ及びサイクルシーケンスの位置決め及び適応が難しいこと、
− ラムが材料ストランドに当たるときに、高圧の発生があり、その後、材料が分離されると(break away)圧力が消失し(breakdown)、それにより、キャビテーション形成及び機械的衝撃に関する油圧シリンダの機能上の欠点がもたらされること、
− 材料ストランドが形成されると、カバー及びブレードのシリンダ内で高圧の発生があり、材料が分離されることにより、キャビテーション形成及び機械的衝撃に関する油圧シリンダの機能上の欠点がもたらされること、
− シリンダの機構が保護されない、
− 必要なオーバストロークの結果として、カバーとブレードとスライドとの間に材料が入り込むことが多いことである。
【特許文献1】独国特許発明第3439002号明細書
【特許文献2】国際公開第03/080323号パンフレット
【特許文献3】独国特許発明第3917293号明細書
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、最適に組み合わされた機能シーケンスを持った状態で、コンパクトな構築形態を有し、選択されたコンポーネントと協調して新しい方法ステップを実行することが可能な、先に述べたタイプの新しいプレスを提供することによって、材料の充填から、擬似ストランドの形成を介して、ストランドをプレスし、及び/または、切断することまでのこれらの欠点をなくす、すなわち複合的な観点からなくすことである。
【課題を解決するための手段】
【0014】
これは、請求項1から30の特徴による本発明によって達成される。
【0015】
本発明は、ブレードベッドプレスの図面に基づく実施形態に関して詳細に述べられる。
【発明を実施するための最良の形態】
【0016】
(a)従来のブレードベッドプレス/剪断機の、公知のベッド1は、図1により断面で示される。プレスブレード1.1及びプレスカバー1.2が、それぞれ、外に回転した状態の、材料3(図示されない)を収容するロケーションは、位置a)に示され、プレスブレード1.1及びプレスカバー1.2が、それぞれ、内に回転した状態のロケーションは、位置b)に示され、後者のロケーションでは、材料3は、ストランドに形成される。第1油圧シリンダ1.1.1及び第2油圧シリンダ1.2.1は、回転し、プレス力(pressing force)を加えるために設けられる。
【0017】
本設計は、構造と図6によって示される示力図(force diagram)の両方に関して、プレスブレード(旧)及びプレスカバー(旧)を開示し、特に、プレスブレード1.1及びプレスカバー1.2並びに駆動のための油圧シリンダ1.1.1及び1.2.1の機能シーケンスに関して、とりわけ、従来技術の欠点が最初に述べられる。
【0018】
完全な機構またはシステム、この場合、とりわけ、スタンド2、スライド1.3、制御ブロック5.1とパイプライン5.2を有する油圧制御装置5等の関連アセンブリを有するブレードベッド剪断機は、図2による全体構成で図面a)に示される。図面b)は、図面c)のスタンド2からのセグメントによって、上部カッタ2.4.1を有するカッタキャリッジ2.4及び底部カッタ2.5.1を有するテーブル2.5等の詳細を示す。
【0019】
図3は、本発明によるブレードベッドの機能シーケンスを示す。シーケンスは、すなわち、垂直矢印で指示されるa)、材料3(図示されない)の装填と、水平矢印で表されるb)、プレスブレード1.1のその後の回転と、下方を指す対角線方向矢印で指示されるc)、プレスカバー1.2の回転(その回転により、材料3のストランドが形成される)と、最後に、対角線方向上方を指す矢印によって示されるd)、材料3のストランドを圧縮し、第3油圧シリンダ1.3.1によって、スタンド2内で処理するために、材料3のストランドを吐出するスライド1.3の送り機能からなる。
【0020】
この基本的な図は、図4で分解されて、材料3の充填が示される位置a)と、プレスブレード1.1が予備圧縮する位置b)と、プレスカバー1.2が2次圧縮を実施する位置c)と、材料に応じて、有利であることがわかっているオーバストロークをプレスカバー1.2が実行するオプションと、最後に、スライド1.3が、材料3の成形ストランドを更にベッド1の長手方向に圧縮する位置d)になる。(注記:プレスカバーは、オーバストロークを有し、プレスチャネルの輪郭内に移動する。結果:スライドが前進するときの、カバーと材料との間の力の防止または低減。)
【0021】
ベッド1は、基体1.4を備え、基体1.4はL形断面を有し、基体1.4において、互いに対角線方向に反対に延びる、プレスブレード1.1及びプレスカバー1.2用のピボットピン1.4.1が配設され、プレスブレード1.1及びプレスカバー1.2のそれぞれのロケーションを位置決めする手段4が、ピボットピン1.4.1の作動範囲内に設けられる点で、本発明によるきわめて重要な特徴は、ここで、既にはっきり認めることができる。
【0022】
図5によれば、ベッド1の下流に配設されるスタンド2内に統合される機能が、異なる機能的位相で、すなわち、ラム2.2、上部カッタ2.4.1、及び底部カッタ2.5.1の本発明による相互作用において、詳細に示される。
【0023】
図面a)は、ストランドになるよう形成された材料3が、いわゆる、「フルストローク」で切断されることを示す。ここで、ラム2.2及び上部カッタ2.4.1は、材料3がスライド1.3によって送り込まれる前に、上部端位置に最初に移動する(図2及び図3)。材料3(ストランド)は、次に、最大開口高さを通過し、その後、ラム2.2によって圧縮され、上部カッタ2.4.1及び底部カッタ2.5.1等のツールによって切断される。フルストロークの個々の位相は、図8において、I、II、III、IV、及びVによって示される。
【0024】
図面b)並びに図10の位相I〜Vは、ストランドが、いわゆる、「部分ストローク」で切断されることを示す。ここでは、上部カッタ2.4.1だけは、上部端位置に移動するのではなく、記号で表される中間位置に移動し、それにより、低い開口高さだけが、ストランドに利用可能である。
【0025】
ここでは、図面c)並びに図9の位相I〜Vが示すように、ラム2.2及び上部カッタ2.4.1は、上部端位置に移動しない。
【0026】
図面d)は、更なる普遍的な機能、すなわち、材料3から梱(bale)が形成されるときの、すなわち、切断なしの「梱包(baling)」を示す。
【0027】
この場合、ラム2.2及び上部カッタ2.4.1は、完全に下方に移動し、スライド1.3は、ラム2.2に対して材料3を圧縮して梱にし、上部カッタ2.4.1は、次に、支持するように働く。ラム2.2及び上部カッタ2.4.1が、上昇した後、スライド1.3は、材料3の梱を前進運動で排出する。
【0028】
図5に関連する詳細「X」は、全体の高さを減らすための、スタンド2またはクロスヘッド2.1に締結された第4及び/または第5油圧シリンダ2.2.1、2.2.2の特別な構成を示す。このために、少なくとも1つの回転式溝2.2.1.5、2.2.2.6を有するスタッフィングボックス(stuffing box)2.2.1.3、2.2.2.4が設けられ、環状チャンバへのオイルの供給が、スタッフィングボックス2.2.1.3、2.2.2.4内の溝2.2.1.4、2.2.2.5を介して保証される。
【0029】
本発明のきわめて重要な利点は、図6による、従来技術に関する、プレスブレード1.1とプレスカバー1.2の作用のグラフに示される比較(旧−新)が考慮される場合に、特に示される。
【0030】
ピボットピン1.4における取り付け、並びに、2腕レバーとしての形成、及び、第1及び第2油圧シリンダ1.1.1、1.2.1による駆動によって、プレスブレード1.1及びプレスカバー1.2は、関数、すなわち、「回転角度に関連する力」でグラフ的に表される、特に効率の高い方法でプレス力を生成する。
【0031】
更に、ベッド1が、材料3で充填された後に、及び、任意選択で、オーバストローク後に、プレスブレード1.1は、材料3を予備圧縮する垂直位置にあり、ベッドの側壁(図示されない)を形成する。
【0032】
最初、垂直である、プレスカバー1.2は、任意選択で、オーバストローク後に、水平となり、水平ロケーションにおいて、垂直のプレスブレード1.1と一緒になって、形成される材料3のストランドを収容する断面を形成する。
【0033】
プレスブレード1.1及びプレスカバー1.2は、好都合なことに、機能的作用を補助するために、剛性を増し、質量を減らす中空セクションとして形成される。
【0034】
全体の機械の合理的な再配置(rational relocation)のために、これは、任意選択で、図示しない伸張式支持体(extensible supports)を有する。
【0035】
図示されないか、または、スライド1.3に一体化されるカバーはまた、第3油圧シリンダ1.3.1を損傷から保護するために設けられる。
【0036】
最後に、スライド1.3は、スライドのプレート(図示されない)において、材料3のストランドを上部で固定し、隣接させるラグ(図示されない)を有する。
【0037】
図7に示される油圧制御装置の図は、本発明によるプレスの複雑な動作を決定し、これは、以下に示される。
【0038】
少なくとも1つのポンプ7.0.1.2または7.0.2.2の体積流量は、有利には、ここでは、切断ツール(parting tool)2.2.2.3、ラム2.2、プレスブレード1.1、プレスカバー1.2、及びスライド1.3等のツールとして示される作動手段の必要とされる速度に適合することができる。これは、可変容量形ポンプ(variable displacement pumps)を制御すること、可変容量形ポンプの駆動モータ速度を変えること、または、定容量形ポンプ(fixed displacement pump)の速度を変えることによって可能である。油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1及び1.3.1、並びに、前記ツール2.2.2.3、2.2、1.1、1.2及び1.3の運動シーケンスは、結果として、処理技術要件に応じて最適化されることができる。
【0039】
駆動ユニットは、弁7.1.2.2を介して一緒に結合されることができる、モータ7.0.1.1、7.0.2.1及びポンプ7.0.1.2、7.0.2.2からなる、少なくとも2つのポンプドライブの別個の圧力システムP1及びP2内の油圧能力を制御装置に提供する。これは、少なくとも2つツール2.2.2.3、2.2、1.1、1.2及び1.3の、制御された同時の移動の可能性を提供する。
【0040】
油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1の少なくとも2つは、油圧ストロークダンピングを生成する回路を装備する。処理される材料3が、切断されるか、または、分離されるとき、対抗圧力(counterpressure)が、その瞬間の直前に未装填状態になる、それぞれのシリンダチャンバ内で生成し、従って、それぞれの加速されるツール及びシリンダの可動部(mobile parts)を制動する。
【0041】
プレスがスクラップ剪断機として働く場合、従って、ツール2.2.2.3、2.2、1.1、1.2及び1.3は、材料の剪断または破断に続いて、シリンダの接続されたピストンによって加速される。その要因は、油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの底部チャンバ2.2.2.2、2.2.1.2、1.1.1.2、1.2.1.2、及び1.3.1.2内での、切断の直前までの高い圧力である。油圧媒体の圧縮された体積は、エネルギー貯蔵部の役目を果たす。これは、それぞれのツール2.2.2.3、2.2、1.1、1.2及び1.3に関してそれぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1を加速する。それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1、及び1.3.1.1は、切断または破断の前に圧力が逃がされる。ツール2.2.2.3、2.2、1.1、1.2及び1.3の加速並びに加速から生じる油圧ストロークに対抗するために、油圧ストロークをダンピングさせることが可能な対抗圧力が、関連する油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1及び1.3.1.1内で生成される。
【0042】
たとえば、材料の切断または破断等の、ツールの端位置にある直前の瞬間に、本発明による更なる要素として、それぞれの底部チャンバ2.2.2.2、2.2.1.2、1.1.1.2、1.2.1.2、及び1.3.1.2とP1またはP2との間の弁7.2.1、7.3.1、7.4.1、7.5.1、及び7.6.1並びにパイロット弁7.2.4.3、7.3.4.3または弁7.4.4、7.5.4、及び7.6.4の対応する要素は、切換えられた位置にある。それぞれの底部チャンバ2.2.2.2、2.2.1.2、1.1.1.2、1.2.1.2、及び1.3.1.2は、結果として、それぞれの弁7.2.1、7.3.1、7.4.1、7.5.1、及び7.6.1を介して、油圧ポンプ7.0.1.2及び/または7.0.2.2によって送り込まれる、圧力供給部P1またはP2の接続部に接続される。
【0043】
それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1の環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1、及び1.3.1.1は、それぞれのキャップ7.2.4.1、7.3.4.1または弁7.4.4、7.5.4、及び7.6.4の対応する要素を有する、第1主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素を介してタンク(T)の方へ圧力を逃がす。
【0044】
油圧ポンプ7.0.1.2または7.0.2.2の駆動モータ7.0.1.1または7.0.2.1は、ポンプの能力を適切に制限すること、または、モータの速度を調整することによって過負荷から保護される。この能力の制限は、高圧での油圧媒体の低い送出率(delivery rate)を設定し、それにより、油圧能力に相当する圧力と体積流量の積は、実際上一定のままになる。油圧媒体の体積流量は、低圧における体積流量と比較して高圧で相応して低い。その結果、それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1の速度もまた、低圧より高圧で低い。
【0045】
主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素の開放移動は、図示しない一体化ばね(integrated spring)によって、関係する弁を介して体積流量に適合する。
【0046】
(上述したように)それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のピストンの突然の急速な運動が発生した場合、それぞれの主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素は、ノズル7.2.4.1.1、7.3.4.1.1(本発明にとって非常に重要である)または弁7.4.4、7.5.4、及び7.6.4の対応する要素によって、開放運動が遅延させられる。関連する油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1、及び1.3.1.1内の圧力は、第1主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素のパイロット制御として、圧力制御弁7.2.4.2、7.3.4.2または弁7.4.4、7.5.4、及び7.6.4の対応する要素によって、圧力制御弁7.2.4.2、7.3.4.2または弁7.4.4、7.5.4、及び7.6.4の対応する要素に設定された圧力に同時に制限される。それぞれの主弁体7.2.4.0、7.3.4.0または弁7.4.4、7.5.4、及び7.6.4の対応する要素の開放の遅延は、制限された対抗圧力を生成するために、従って、(切断)ストロークダンピングのために、非常に単純で且つ十分である。
【0047】
その結果、それぞれの油圧シリンダ2.2.2、2.2.1、1.1.1、1.2.1、及び1.3.1のそれぞれの環状チャンバ2.2.2.1、2.2.1.1、1.1.1.1、1.2.1.1、及び1.3.1.1に作用する最大対抗圧力は、単純な手段によって設定されることができ、また、有利には、対抗圧力を生成するための公知の解決策におけるより高く、それにより、この部分的な解決策は、低い構造的費用で実施されることもできる。
【0048】
上述した油圧制御装置に加えて、プレスは、特に、「部分ストロークまたは相対ストローク」と共に、先に示した動作モードによる動作モードの事前選択を可能にするプログラムを含む。スライド1.3が、スラスト運動すなわち前方向移動においてブロックする場合、ラム2.2及び上部カッタ2.4.1は、(上述したように)上部端位置に進み、材料3によるベッド1の差し迫った残りの充填が行われ、更なる機能シーケンスがその後実施され、そして、「フルストローク」モードでの切断が行われる。
【0049】
図7による油圧制御装置と動作モードを事前選択するプログラムは共に、好ましくは、角度エンコーダである、プレスブレード1.1とプレスカバー1.2を位置決めする技術的手段4、及び、スライド1.3の位置を特定する集積化変位測定システム(これはまた、レーザ位置特定による)、並びに、プレスの機能を実施する上述した油圧駆動式ツールより広い意味で定義される、プレスブレード1.1、プレスカバー1.2、スライド1.3、ラム2.2、及び切断ツール2.2.2.3または上部カッタ2.4.1等の作動コンポーネントの機能シーケンスをリンクし、協調させるための、第4及び第5油圧シリンダ2.2.1、2.2.2の機能を使用する。
【0050】
システムのコンパクトさに関して、図2a)により、駆動ユニットAと電気制御装置Eが、容器C内に収容され、また、こうして送られ、動作することができる場合、有利である。プレス及び容器C(容器Cは、オイルパンとしても形成される)は、結合が容易である電気ライン及び油圧ラインによって前組み立てされ、動作中に一緒に接続される。油圧制御装置のシステム用の、直ぐ接続できるパイプライン5.2及び/または制御ブロック5.1(図示されない)は、このために、とりわけ、ベッド1の領域に据え付けられる。
【0051】
タッチスクリーン及び設定値機能(setpoint function)を有するスクリーン(ディスプレイ)は、油圧制御装置及び述べたプログラムによるプレスのユーザフレンドリな動作のために設けられ、スクリーンは、制御パネル内の通常スイッチ、キー、及びインジケータ光に加えて、述べた機能及び設定が、選択され、処理されることを可能にする。この点で、動作機能が、メニュー内で組み合わされ、また、プログラムを選択するための、また、ステータス要求または試験のための個々のサブメニューを、主メニューから選択する可能性を提供することが非常に重要である。
【0052】
工業用途への適用性(susceptibility of industrial application)
こうして構築されるプレス、特に、ブレードベッド剪断機は、最初に論評した欠点をなくし、また、動作時に、
− 合理的に構築されることができるコンパクトな設計、
− プレスまたは剪断のための、好ましい技術的シーケンス及びストランドの送り、
− 合理的に使用することができる油圧ポンプの体積流量による比較的速い位置決め速度の制御の結果として、機械の総合機能において、作動アセンブリ及びサイクルシーケンスの協調した位置決め及び適応、
− カバー及びブレードの力の比較的高い効率による、キャビテーション形成及び機械的衝撃並びに程度の高い磨耗の防止、
− シリンダの保護された機構、及び、
− オーバストロークが必要であるにかかわらず、カバーとブレードとの間にもはや材料が入り込まないこと、
− 更に、ユニット及び電気制御装置が、機械的損傷及び熱的影響から保護する容器内に収容され、最大の保守の容易さを示すこと、等の利点を達成する。
【図面の簡単な説明】
【0053】
【図1】従来のブレードベッドプレスの設計原理の断面図である。
【図2】本発明によるブレードベッドプレスのアセンブリの斜視図であり、a)は完全なシステムを、b)はカッタ機構の詳細を、c)は剪断スタンドを、d)は詳細X(図11)を示す。
【図3】本発明によるブレードベッドにおける機能a)、b)、c)、及びd)のシーケンスを示す更なる斜視図である。
【図4】本発明によるブレードベッドプレスの断面図でであって、a)は充填状態の位置にある図を、b)は予備圧縮する位置にある図を、c)はプレスカバーが2次圧縮を実施する位置にある図を、d)はスライドが圧縮する位置にある図を示す。
【図5】ブレードベッドプレスの下流に配設された、剪断スタンドの、ラム、上部カッタ、及び底部カッタの相互作用を示す基本的な図であり、a)はフルストロークの切断機能を、b)は部分ストロークの切断機能を、c)は相対ストロークの切断機能を、d)は梱包(切断なし)機能を示す。
【図6】公知の構成の作用する力(旧)と比較した、プレスブレード/カバーの本発明に従って作用する力(新)のグラフである。
【図7】油圧制御装置を示す図である。
【図8】図5a)によるフルストロークの位相I〜Vにおける位置の図であって、(I)は位相Iにおける位置を、(II)は位相IIにおける位置を、(III)は位相IIIにおける位置を、(IV)は位相IVにおける位置を、(V)は位相Vにおける位置を示す。
【図9】図5c)による相対ストロークの位相I〜Vにおける位置の図であって、(I)は位相Iにおける位置を、(II)は位相IIにおける位置を、(III)は位相IIIにおける位置を、(IV)は位相IVにおける位置を、(V)は位相Vにおける位置を示す。
【図10】図5b)による部分ストロークの位相I〜Vにおける位置の図であって、(I)は位相Iにおける位置を、(II)は位相IIにおける位置を、(III)は位相IIIにおける位置を、(IV)は位相IVにおける位置を、(V)は位相Vにおける位置を示す。
【図11】図2の詳細「X」を示す図である。
【符号の説明】
【0054】
1 ベッド
1.1 プレスブレード
1.2 プレスカバー
1.3 スライド
1.1.1 第1油圧シリンダ
1.2.1 第2油圧シリンダ
1.3.1 第3油圧シリンダ
2.2.1 第4油圧シリンダ
2.2.2 第5油圧シリンダ
2.2.1.5,2.2.2.6 回転式溝
2.2.2.1,2.2.1.3,2.2.2.4 スタッフィングボックス
1.4 基体
1.4.1 ピボットピン
2 下流スタンド
2.1 クロスヘッド
2.2 ラム
2.2.2.3 切断ツール
2.4 カッタキャリッジ
2.4.1 上部カッタ
2.5 テーブル
2.5.1 底部カッタ
3 材料
4 位置決めする(検出する)手段
5 油圧制御装置
5.1 制御ブロック
5.2 パイプライン
7.0.1.2,7.0.2.2 油圧ポンプ
2.2 ポンプ
7.1.2.2 弁
2.2.2.1,2.2.1.1,1.1.1.1,1.2.1.1,1.3.1.1 環状チャンバ
2.2.2.2,2.2.1.2,1.1.1.2,1.2.1.2,1.3.1.2 底部チャンバ
7.2.1,7.3.1,7.4.1,7.5.1,7.6.1 弁
7.2.4.3,7.3.4.3 パイロット弁
7.0.1.2,7.0.2.2 油圧ポンプ
7.2.4.1,7.3.4.1 キャップ
7.4.4,7.5.4,7.6.4 弁
7.2.4.0,7.3.4.0 第1主弁体
7.0.1.1,7.0.2.1 駆動モータ
7.2.4.1.1,7.3.4.1.1 ノズル
7.2.4.2,7.3.4.2 圧力制御弁
A 油圧駆動ユニット
C 容器
E 電気制御装置
L 電線及び油圧ライン
P1,P2 圧力システム
【特許請求の範囲】
【請求項1】
任意所望のタイプの材料(3)、特に、金属スクラップまたは廃棄物を、プレスする/梱包する、及び/または、剪断する等、処理するためのプレスであって、
− それぞれの場合に、プレスし、及び/または、剪断する等、更に処理するために、スライド(1.3)によって、前記材料(3)を、充填し、ストランドのように圧縮すると共に送出するための少なくとも1つの枢動自在なプレスブレード(1.1)及び/またはプレスカバー(1.2)を有するベッド(1)であって、前記プレスブレード(1.1)、前記プレスカバー(1.2)、及び前記スライド(1.3)を駆動するための、第1、第2、及び第3油圧シリンダ(1.1.1,1.2.1,1.3.1)を備える、ベッドと、
− 少なくとも1つのラム(2.2)を有する下流スタンド(2)であって、該ラム(2.2)は、下流スタンド内で案内され、また、該スタンド(2)のクロスヘッド(2.1)に締結されており、ストランドのように予備成形され、送り込まれる前記材料(3)を、テーブル(2.5)に対して、更に圧縮し、及び/または、押さえつけるための第4油圧シリンダ(2.2.1)、並びに、前記テーブル(2.5)に対して前記材料(3)をプレスするか、または、剪断する等、仕上げ処理するための少なくとも第5油圧シリンダ(2.2.2)によって駆動される、下流スタンドと、
− 前記油圧シリンダ(1.1.1,1.2.1,1.3.1,2.2.1,2.2.2)を動作させるための、制御ブロック(5.1)及びパイプライン(5.2)を有する油圧制御装置(5)と、を備えるプレスにおいて、
前記ベッド(1)は、L形断面、並びに、互いに対角線方向に反対に延びる、前記プレスブレード(1.1)及び前記プレスカバー(1.2)用のピボットピン(1.4.1)を有する基体(1.4)を備え、前記プレスブレード(1.1)及び前記プレスカバー(1.2)のそれぞれのロケーションを位置決めする(検出する)手段(4)は、前記ピボットピン(1.4.1)の作動範囲内に設けられることを特徴とするプレス。
【請求項2】
前記ピボットピン(1.4)における取り付け、前記第1油圧シリンダ(1.1.1)による駆動、及び2腕レバーとしての形成によって、前記プレスブレード(1.1)は、図6、プレスブレード(新)によるグラフに対応する関数に従ってプレス力を生成すること、及び、対角線方向に対向して存在する前記ピボットピン(1.4)における取り付け、前記第2油圧シリンダ(1.2.1)による駆動、及び2腕レバーとしての形成によって、前記プレスカバー(1.2)は、図6、プレスカバー(新)によるグラフに対応する関数に従ってプレス力を生成することを特徴とする請求項1に記載のプレス。
【請求項3】
前記ベッド(1)が、材料(3)で充填された後に、及び、任意選択で、オーバストローク後に、前記プレスブレード(1.1)は、前記材料(3)を予備圧縮する垂直位置にあり、前記ベッド(1)の側壁(図示されない)を形成することを特徴とする請求項1または2に記載のプレス。
【請求項4】
最初、垂直である、前記プレスカバー(1.2)は、任意選択で、オーバストローク後に、水平となり、該水平ロケーションにおいて、前記垂直のプレスブレード(1.1)と一緒になって、形成される前記材料(3)のストランドを収容する断面を形成することを特徴とする請求項1から3のいずれか一項に記載のプレス。
【請求項5】
前記プレスブレード(1.1)及び前記プレスカバー(1.2)のそれぞれの位置を特定する手段は、図示されない角度エンコーダであることを特徴とする請求項1から4のいずれか一項に記載のプレス。
【請求項6】
前記ベッド(1)、前記プレスブレード(1.1)、及び前記プレスカバー(1.2)は、剛性を増し、質量を減らす中空セクションとして形成されることを特徴とする請求項1から5のいずれか一項に記載のプレス。
【請求項7】
前記ベッド(1)は、図示されない伸張式支持体を有することを特徴とする請求項1から6のいずれか一項に記載のプレス。
【請求項8】
図示されないカバーは、前記第3油圧シリンダ(1.3.1)を保護するために設けられることを特徴とする請求項1から7のいずれか一項に記載のプレス。
【請求項9】
前記スライド(1.3)は、該スライドの図示されないプレートにおいて、前記材料(3)のストランドを上部で固定するラグ(図示されない)を有することを特徴とする請求項1から8のいずれか一項に記載のプレス。
【請求項10】
前記スライド(1.3)は、それぞれの位置を特定するための、図示されない変位測定システムを備えることを特徴とする請求項1から9のいずれか一項に記載のプレス。
【請求項11】
油圧式制御装置(5)のシステム用の、直ぐ接続できるパイプライン(5.2)及び/または制御ブロック(5.1)は、前記ベッド(1)の領域に据え付けられることを特徴とする請求項1から10のいずれか一項に記載のプレス。
【請求項12】
前記スタンド(2)または前記クロスヘッド(2.1)に締結された前記第4及び第5油圧シリンダ(2.2.1,2.2.2)は、全体の高さを減らすための、少なくとも1つの回転式溝(2.2.1.5,2.2.2.6)を有するスタッフィングボックス(2.2.2.1)を備え、該スタッフィングボックス(2.2.1.3,2.2.2.4)内の溝(2.2.1.4,2.2.2.5)を介してそれぞれの環状チャンバにオイルを供給するための接続部が存在することを特徴とする請求項1から11のいずれか一項に記載のプレス。
【請求項13】
前記ラム(2.2)及び該ラム(2.2)内に締結された上部カッタ(2.4.1)を有するカッタキャリッジ(2.4)は、前記材料(3)が送り込まれる前に、いわゆる、「フルストローク」用の、通常開口高さを有する上部端位置に進み、前記ラム(2.2)及び前記上部カッタ(2.4.1)は、前記材料(3)が送り込まれた後に前記材料(3)上に降下することができ、この時、該ラム(2.2)は該上部カッタ(2.4.1)に先行し、該ラムが圧縮し、前記材料(3)は、前記テーブル(2.5)の前記底部カッタ(2.5.1)に押し付けられて該上部カッタ(2.4.1)によって切断され、該位置は、切断後に再現可能であることを特徴とする請求項1から12のいずれか一項に記載のプレス。
【請求項14】
前記ラム(2.2)及び前記上部カッタ(2.4.1)を有するカッタキャリッジ(2.4)は、いわゆる、「部分ストローク」または「相対ストローク」用の、低い開口高さを有する中間位置にあり、該位置は、切断後に再現可能であり、前記いわゆる「部分ストローク」では、前記上部カッタ(2.4.1)だけは、前記上部端位置に移動せずに、むしろ、記号で表される中間位置に移動し、それにより、低い開口高さだけが、前記ストランドに利用可能であり、一方、前記いわゆる「相対ストローク」では、前記ラム(2.2)及び前記上部カッタ(2.4.1)は、前記上部端位置に移動しないことを特徴とする請求項1から12のいずれか一項に記載のプレス。
【請求項15】
前記ラム(2.2)及び前記上部カッタ(2.4.1)は、梱包するために下方に移動し、前記スライド(1.3)は、前記カッタキャリッジ(2.4)に当たって同様に支持される、前記ラム(2.2)に対して材料(3)の梱を圧縮し、前記スライド(1.3)は、前記ラム(2.2)及び前記上部カッタ(2.4.1)が上昇した後に前進運動状態で前記材料(3)の梱を排出することを特徴とする請求項1から12のいずれか一項に記載のプレス。
【請求項16】
可変容量形ポンプを制御すること、可変容量形ポンプに関して駆動モータ速度を変えること、または、定容量形ポンプに関して駆動モータ速度を変えることによって処理されることになる前記材料の技術的要件または処理技術要件に応じた、前記油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,1.3.1)、並びに、それによって作動する、切断ツール(2.2.2.3)または前記上部カッタ(2.4.1)等のツールの運動シーケンスの最適化によって、請求項1から15のいずれか一項に記載のプレスを動作させる油圧制御装置であって、少なくとも1つのポンプ(7.0.1.2,7.0.2.2)の体積流量は、前記ツールの要求される速度に適合することができることを特徴とする油圧制御装置。
【請求項17】
請求項16に記載の前記ツールの少なくとも2つのツールの、制御され、且つ、同時の移動のためのものであり、前記油圧能力は、弁(7.1.2.2)を介して一緒に結合されることができる、モータ(7.0.1.1,7.0.2.1)及びポンプ(7.0.1.2,7.0.2.2)からなる、少なくとも2つのポンプドライブの2つの別個の圧力システム(P1,P2)内の油圧制御装置の駆動ユニットによって生成することができることを特徴とする請求項1から15のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項18】
前記油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,1.3.1)の少なくとも2つの油圧シリンダの回路による油圧ストロークダンピングの制御された生成のためのものであり、たとえば、処理される材料(3)が、切断されるか、または、分離されるとき等、シリンダチャンバが未装填状態になる、及び/または、前記油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,1.3.1)の可動部が加速する直前に、対抗圧力が、前記関連する油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)の前記それぞれの環状チャンバ(2.2.2.1,2.2.1.1,1.1.1.1,1.2.1.1及び1.3.1.1)内で生成され、該対抗圧力は、前記油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,1.3.1)の前記可動部によって、前記切断ツール(2.2.2.3)、ラム(2.2)、プレスブレード(1.1)、プレスカバー(1.2)、及びスライド(1.3)等の前記それぞれの加速されたツールを制動することを特徴とする請求項1から15のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項19】
前記それぞれの底部チャンバ(2.2.2.2,2.2.1.2,1.1.1.2,1.2.1.2,及び1.3.1.2)と圧力供給部(P1及び/またはP2)との間の弁(7.2.1,7.3.1,7.4.1,7.5.1,及び7.6.1)並びにパイロット弁(7.2.4.3,7.3.4.3)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素は、前記切換えられた位置にあり、それにより、前記それぞれの底部チャンバ(2.2.2.2,2.2.1.2,1.1.1.2,1.2.1.2,及び1.3.1.2)は、前記それぞれの弁(7.2.1,7.3.1,7.4.1,7.5.1,及び7.6.1)を介して、前記油圧ポンプ(7.0.1.2及び/または7.0.2.2)によって送り込まれる、前記圧力供給部(P1及び/またはP2)の接続部に接続されることを特徴とする請求項1から18のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項20】
前記それぞれの油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)の前記環状チャンバ(2.2.2.1,2.2.1.1,1.1.1.1,1.2.1.1,及び1.3.1.1)は、それぞれのキャップ(7.2.4.1,7.3.4.1)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素を有する、第1主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素を介してタンク(T)の方へ圧力を逃がすことができることを特徴とする請求項1から19のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項21】
前記油圧ポンプ(7.0.1.2及び/または7.0.2.2)の駆動モータ(7.0.1.1及び/または7.0.2.1)は、該ポンプの能力を適切に制限すること、または、該モータの速度を調整することによって過負荷から保護され、該能力の制限は、高圧での油圧媒体の低い送出率を設定し、それにより、前記油圧能力に相当する圧力と体積流量の積は、実際上一定のままであることを特徴とする請求項1から20のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項22】
前記油圧媒体の体積流量は、低圧における体積流量と比較して高圧で低く、前記それぞれの油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)の速度もまた、低圧より高圧で低いことを特徴とする請求項1から21のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項23】
前記主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素の開放移動は、図示されない一体化ばねによって、関係する弁を介して前記体積流量に適合することを特徴とする請求項1から22のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項24】
前記それぞれの油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)のピストンの突然の急速な運動が発生した場合、前記それぞれの主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素は、ノズル(7.2.4.1.1,7.3.4.1.1)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素によって、開放運動が遅延させられ、前記関連する油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)の前記それぞれの環状チャンバ(2.2.2.1,2.2.1.1,1.1.1.1,1.2.1.1及び1.3.1.1)内の圧力は、前記第1主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素のパイロット制御として、前記圧力制御弁(7.2.4.2,7.3.4.2)及び/または前記弁(7.4.4,7.5.4、及び7.6.4)の対応する要素によって、前記圧力制御弁(7.2.4.2,7.3.4.2)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素に設定された圧力に同時に制限されることを特徴とする請求項1から23のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項25】
前記それぞれの主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素の開放の遅延は、制限された対抗圧力の生成、従って、(切断)ストロークダンピングに適合することを特徴とする請求項1から24のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項26】
請求項13、14、及び15に記載の動作モードの事前選択を特徴とする請求項1から25のいずれか一項に記載のプレスを動作させるプログラム。
【請求項27】
前記スライド(1.3)が、スラスト運動すなわち前方向移動においてブロックする場合、前記ラム(2.2)及び前記上部カッタ(2.4.1)が前記上部端位置に移動する機能の事前選択、材料(3)による前記ベッド(1)の差し迫った残りの充填、及び更なる機能シーケンスがその後実施されること、そして、「フルストローク」モードでの切断が行われることを特徴とする請求項1から26のいずれか一項に記載のプレスを動作させるプログラム。
【請求項28】
請求項1から27のいずれか一項に記載の前記プレスを動作させる油圧制御装置によって、任意所望のタイプの材料(3)、特に、金属スクラップまたは廃棄物を、プレスする/梱包する、及び/または、剪断する等、処理するためのプレスの機構であって、油圧駆動ユニット(A)及び電気制御装置(E)は、容器(C)内に収容され、該容器(C)及び前記プレスは、電線及び/または油圧ライン(L)によって容易に接続されることができることを特徴とするプレスの機構。
【請求項29】
請求項1から28のいずれか一項に記載の前記プレスを動作させる油圧制御装置によって、任意所望のタイプの材料(3)、特に、金属スクラップまたは廃棄物を、プレスする/梱包する、及び/または、剪断する等、処理するためのプレスの機構であって、前記容器(C)は、オイルパンとして形成されることを特徴とするプレスの機構。
【請求項30】
請求項1から29のいずれか一項に記載の前記プレスを動作させる油圧制御装置によって、任意所望のタイプの材料(3)、特に、金属スクラップまたは廃棄物を、プレスする/梱包する、及び/または、剪断する等、処理するためのプレスの機構であって、タッチスクリーン及び設定値機能を有する図示されないスクリーン(ディスプレイ)が設けられ、該スクリーンは、前記プレスの前記機能及び設定が、制御パネルにおいて選択され、処理されることを可能にし、前記動作機能は、メニュー内で組み合わされ、所望のプログラムを選択するための、また、ステータス要求及び/または試験のための個々のサブメニューは、主メニューから利用可能であることを特徴とするプレスの機構。
【請求項1】
任意所望のタイプの材料(3)、特に、金属スクラップまたは廃棄物を、プレスする/梱包する、及び/または、剪断する等、処理するためのプレスであって、
− それぞれの場合に、プレスし、及び/または、剪断する等、更に処理するために、スライド(1.3)によって、前記材料(3)を、充填し、ストランドのように圧縮すると共に送出するための少なくとも1つの枢動自在なプレスブレード(1.1)及び/またはプレスカバー(1.2)を有するベッド(1)であって、前記プレスブレード(1.1)、前記プレスカバー(1.2)、及び前記スライド(1.3)を駆動するための、第1、第2、及び第3油圧シリンダ(1.1.1,1.2.1,1.3.1)を備える、ベッドと、
− 少なくとも1つのラム(2.2)を有する下流スタンド(2)であって、該ラム(2.2)は、下流スタンド内で案内され、また、該スタンド(2)のクロスヘッド(2.1)に締結されており、ストランドのように予備成形され、送り込まれる前記材料(3)を、テーブル(2.5)に対して、更に圧縮し、及び/または、押さえつけるための第4油圧シリンダ(2.2.1)、並びに、前記テーブル(2.5)に対して前記材料(3)をプレスするか、または、剪断する等、仕上げ処理するための少なくとも第5油圧シリンダ(2.2.2)によって駆動される、下流スタンドと、
− 前記油圧シリンダ(1.1.1,1.2.1,1.3.1,2.2.1,2.2.2)を動作させるための、制御ブロック(5.1)及びパイプライン(5.2)を有する油圧制御装置(5)と、を備えるプレスにおいて、
前記ベッド(1)は、L形断面、並びに、互いに対角線方向に反対に延びる、前記プレスブレード(1.1)及び前記プレスカバー(1.2)用のピボットピン(1.4.1)を有する基体(1.4)を備え、前記プレスブレード(1.1)及び前記プレスカバー(1.2)のそれぞれのロケーションを位置決めする(検出する)手段(4)は、前記ピボットピン(1.4.1)の作動範囲内に設けられることを特徴とするプレス。
【請求項2】
前記ピボットピン(1.4)における取り付け、前記第1油圧シリンダ(1.1.1)による駆動、及び2腕レバーとしての形成によって、前記プレスブレード(1.1)は、図6、プレスブレード(新)によるグラフに対応する関数に従ってプレス力を生成すること、及び、対角線方向に対向して存在する前記ピボットピン(1.4)における取り付け、前記第2油圧シリンダ(1.2.1)による駆動、及び2腕レバーとしての形成によって、前記プレスカバー(1.2)は、図6、プレスカバー(新)によるグラフに対応する関数に従ってプレス力を生成することを特徴とする請求項1に記載のプレス。
【請求項3】
前記ベッド(1)が、材料(3)で充填された後に、及び、任意選択で、オーバストローク後に、前記プレスブレード(1.1)は、前記材料(3)を予備圧縮する垂直位置にあり、前記ベッド(1)の側壁(図示されない)を形成することを特徴とする請求項1または2に記載のプレス。
【請求項4】
最初、垂直である、前記プレスカバー(1.2)は、任意選択で、オーバストローク後に、水平となり、該水平ロケーションにおいて、前記垂直のプレスブレード(1.1)と一緒になって、形成される前記材料(3)のストランドを収容する断面を形成することを特徴とする請求項1から3のいずれか一項に記載のプレス。
【請求項5】
前記プレスブレード(1.1)及び前記プレスカバー(1.2)のそれぞれの位置を特定する手段は、図示されない角度エンコーダであることを特徴とする請求項1から4のいずれか一項に記載のプレス。
【請求項6】
前記ベッド(1)、前記プレスブレード(1.1)、及び前記プレスカバー(1.2)は、剛性を増し、質量を減らす中空セクションとして形成されることを特徴とする請求項1から5のいずれか一項に記載のプレス。
【請求項7】
前記ベッド(1)は、図示されない伸張式支持体を有することを特徴とする請求項1から6のいずれか一項に記載のプレス。
【請求項8】
図示されないカバーは、前記第3油圧シリンダ(1.3.1)を保護するために設けられることを特徴とする請求項1から7のいずれか一項に記載のプレス。
【請求項9】
前記スライド(1.3)は、該スライドの図示されないプレートにおいて、前記材料(3)のストランドを上部で固定するラグ(図示されない)を有することを特徴とする請求項1から8のいずれか一項に記載のプレス。
【請求項10】
前記スライド(1.3)は、それぞれの位置を特定するための、図示されない変位測定システムを備えることを特徴とする請求項1から9のいずれか一項に記載のプレス。
【請求項11】
油圧式制御装置(5)のシステム用の、直ぐ接続できるパイプライン(5.2)及び/または制御ブロック(5.1)は、前記ベッド(1)の領域に据え付けられることを特徴とする請求項1から10のいずれか一項に記載のプレス。
【請求項12】
前記スタンド(2)または前記クロスヘッド(2.1)に締結された前記第4及び第5油圧シリンダ(2.2.1,2.2.2)は、全体の高さを減らすための、少なくとも1つの回転式溝(2.2.1.5,2.2.2.6)を有するスタッフィングボックス(2.2.2.1)を備え、該スタッフィングボックス(2.2.1.3,2.2.2.4)内の溝(2.2.1.4,2.2.2.5)を介してそれぞれの環状チャンバにオイルを供給するための接続部が存在することを特徴とする請求項1から11のいずれか一項に記載のプレス。
【請求項13】
前記ラム(2.2)及び該ラム(2.2)内に締結された上部カッタ(2.4.1)を有するカッタキャリッジ(2.4)は、前記材料(3)が送り込まれる前に、いわゆる、「フルストローク」用の、通常開口高さを有する上部端位置に進み、前記ラム(2.2)及び前記上部カッタ(2.4.1)は、前記材料(3)が送り込まれた後に前記材料(3)上に降下することができ、この時、該ラム(2.2)は該上部カッタ(2.4.1)に先行し、該ラムが圧縮し、前記材料(3)は、前記テーブル(2.5)の前記底部カッタ(2.5.1)に押し付けられて該上部カッタ(2.4.1)によって切断され、該位置は、切断後に再現可能であることを特徴とする請求項1から12のいずれか一項に記載のプレス。
【請求項14】
前記ラム(2.2)及び前記上部カッタ(2.4.1)を有するカッタキャリッジ(2.4)は、いわゆる、「部分ストローク」または「相対ストローク」用の、低い開口高さを有する中間位置にあり、該位置は、切断後に再現可能であり、前記いわゆる「部分ストローク」では、前記上部カッタ(2.4.1)だけは、前記上部端位置に移動せずに、むしろ、記号で表される中間位置に移動し、それにより、低い開口高さだけが、前記ストランドに利用可能であり、一方、前記いわゆる「相対ストローク」では、前記ラム(2.2)及び前記上部カッタ(2.4.1)は、前記上部端位置に移動しないことを特徴とする請求項1から12のいずれか一項に記載のプレス。
【請求項15】
前記ラム(2.2)及び前記上部カッタ(2.4.1)は、梱包するために下方に移動し、前記スライド(1.3)は、前記カッタキャリッジ(2.4)に当たって同様に支持される、前記ラム(2.2)に対して材料(3)の梱を圧縮し、前記スライド(1.3)は、前記ラム(2.2)及び前記上部カッタ(2.4.1)が上昇した後に前進運動状態で前記材料(3)の梱を排出することを特徴とする請求項1から12のいずれか一項に記載のプレス。
【請求項16】
可変容量形ポンプを制御すること、可変容量形ポンプに関して駆動モータ速度を変えること、または、定容量形ポンプに関して駆動モータ速度を変えることによって処理されることになる前記材料の技術的要件または処理技術要件に応じた、前記油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,1.3.1)、並びに、それによって作動する、切断ツール(2.2.2.3)または前記上部カッタ(2.4.1)等のツールの運動シーケンスの最適化によって、請求項1から15のいずれか一項に記載のプレスを動作させる油圧制御装置であって、少なくとも1つのポンプ(7.0.1.2,7.0.2.2)の体積流量は、前記ツールの要求される速度に適合することができることを特徴とする油圧制御装置。
【請求項17】
請求項16に記載の前記ツールの少なくとも2つのツールの、制御され、且つ、同時の移動のためのものであり、前記油圧能力は、弁(7.1.2.2)を介して一緒に結合されることができる、モータ(7.0.1.1,7.0.2.1)及びポンプ(7.0.1.2,7.0.2.2)からなる、少なくとも2つのポンプドライブの2つの別個の圧力システム(P1,P2)内の油圧制御装置の駆動ユニットによって生成することができることを特徴とする請求項1から15のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項18】
前記油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,1.3.1)の少なくとも2つの油圧シリンダの回路による油圧ストロークダンピングの制御された生成のためのものであり、たとえば、処理される材料(3)が、切断されるか、または、分離されるとき等、シリンダチャンバが未装填状態になる、及び/または、前記油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,1.3.1)の可動部が加速する直前に、対抗圧力が、前記関連する油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)の前記それぞれの環状チャンバ(2.2.2.1,2.2.1.1,1.1.1.1,1.2.1.1及び1.3.1.1)内で生成され、該対抗圧力は、前記油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,1.3.1)の前記可動部によって、前記切断ツール(2.2.2.3)、ラム(2.2)、プレスブレード(1.1)、プレスカバー(1.2)、及びスライド(1.3)等の前記それぞれの加速されたツールを制動することを特徴とする請求項1から15のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項19】
前記それぞれの底部チャンバ(2.2.2.2,2.2.1.2,1.1.1.2,1.2.1.2,及び1.3.1.2)と圧力供給部(P1及び/またはP2)との間の弁(7.2.1,7.3.1,7.4.1,7.5.1,及び7.6.1)並びにパイロット弁(7.2.4.3,7.3.4.3)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素は、前記切換えられた位置にあり、それにより、前記それぞれの底部チャンバ(2.2.2.2,2.2.1.2,1.1.1.2,1.2.1.2,及び1.3.1.2)は、前記それぞれの弁(7.2.1,7.3.1,7.4.1,7.5.1,及び7.6.1)を介して、前記油圧ポンプ(7.0.1.2及び/または7.0.2.2)によって送り込まれる、前記圧力供給部(P1及び/またはP2)の接続部に接続されることを特徴とする請求項1から18のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項20】
前記それぞれの油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)の前記環状チャンバ(2.2.2.1,2.2.1.1,1.1.1.1,1.2.1.1,及び1.3.1.1)は、それぞれのキャップ(7.2.4.1,7.3.4.1)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素を有する、第1主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素を介してタンク(T)の方へ圧力を逃がすことができることを特徴とする請求項1から19のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項21】
前記油圧ポンプ(7.0.1.2及び/または7.0.2.2)の駆動モータ(7.0.1.1及び/または7.0.2.1)は、該ポンプの能力を適切に制限すること、または、該モータの速度を調整することによって過負荷から保護され、該能力の制限は、高圧での油圧媒体の低い送出率を設定し、それにより、前記油圧能力に相当する圧力と体積流量の積は、実際上一定のままであることを特徴とする請求項1から20のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項22】
前記油圧媒体の体積流量は、低圧における体積流量と比較して高圧で低く、前記それぞれの油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)の速度もまた、低圧より高圧で低いことを特徴とする請求項1から21のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項23】
前記主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素の開放移動は、図示されない一体化ばねによって、関係する弁を介して前記体積流量に適合することを特徴とする請求項1から22のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項24】
前記それぞれの油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)のピストンの突然の急速な運動が発生した場合、前記それぞれの主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素は、ノズル(7.2.4.1.1,7.3.4.1.1)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素によって、開放運動が遅延させられ、前記関連する油圧シリンダ(2.2.2,2.2.1,1.1.1,1.2.1,及び1.3.1)の前記それぞれの環状チャンバ(2.2.2.1,2.2.1.1,1.1.1.1,1.2.1.1及び1.3.1.1)内の圧力は、前記第1主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素のパイロット制御として、前記圧力制御弁(7.2.4.2,7.3.4.2)及び/または前記弁(7.4.4,7.5.4、及び7.6.4)の対応する要素によって、前記圧力制御弁(7.2.4.2,7.3.4.2)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素に設定された圧力に同時に制限されることを特徴とする請求項1から23のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項25】
前記それぞれの主弁体(7.2.4.0,7.3.4.0)及び/または前記弁(7.4.4,7.5.4,及び7.6.4)の対応する要素の開放の遅延は、制限された対抗圧力の生成、従って、(切断)ストロークダンピングに適合することを特徴とする請求項1から24のいずれか一項に記載のプレスを動作させる油圧制御装置。
【請求項26】
請求項13、14、及び15に記載の動作モードの事前選択を特徴とする請求項1から25のいずれか一項に記載のプレスを動作させるプログラム。
【請求項27】
前記スライド(1.3)が、スラスト運動すなわち前方向移動においてブロックする場合、前記ラム(2.2)及び前記上部カッタ(2.4.1)が前記上部端位置に移動する機能の事前選択、材料(3)による前記ベッド(1)の差し迫った残りの充填、及び更なる機能シーケンスがその後実施されること、そして、「フルストローク」モードでの切断が行われることを特徴とする請求項1から26のいずれか一項に記載のプレスを動作させるプログラム。
【請求項28】
請求項1から27のいずれか一項に記載の前記プレスを動作させる油圧制御装置によって、任意所望のタイプの材料(3)、特に、金属スクラップまたは廃棄物を、プレスする/梱包する、及び/または、剪断する等、処理するためのプレスの機構であって、油圧駆動ユニット(A)及び電気制御装置(E)は、容器(C)内に収容され、該容器(C)及び前記プレスは、電線及び/または油圧ライン(L)によって容易に接続されることができることを特徴とするプレスの機構。
【請求項29】
請求項1から28のいずれか一項に記載の前記プレスを動作させる油圧制御装置によって、任意所望のタイプの材料(3)、特に、金属スクラップまたは廃棄物を、プレスする/梱包する、及び/または、剪断する等、処理するためのプレスの機構であって、前記容器(C)は、オイルパンとして形成されることを特徴とするプレスの機構。
【請求項30】
請求項1から29のいずれか一項に記載の前記プレスを動作させる油圧制御装置によって、任意所望のタイプの材料(3)、特に、金属スクラップまたは廃棄物を、プレスする/梱包する、及び/または、剪断する等、処理するためのプレスの機構であって、タッチスクリーン及び設定値機能を有する図示されないスクリーン(ディスプレイ)が設けられ、該スクリーンは、前記プレスの前記機能及び設定が、制御パネルにおいて選択され、処理されることを可能にし、前記動作機能は、メニュー内で組み合わされ、所望のプログラムを選択するための、また、ステータス要求及び/または試験のための個々のサブメニューは、主メニューから利用可能であることを特徴とするプレスの機構。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2008−531295(P2008−531295A)
【公表日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願番号】特願2008−500045(P2008−500045)
【出願日】平成18年4月24日(2006.4.24)
【国際出願番号】PCT/DE2006/000707
【国際公開番号】WO2006/111157
【国際公開日】平成18年10月26日(2006.10.26)
【出願人】(507298429)メッツォ・リンデマン・ゲーエムベーハー (5)
【Fターム(参考)】
【公表日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願日】平成18年4月24日(2006.4.24)
【国際出願番号】PCT/DE2006/000707
【国際公開番号】WO2006/111157
【国際公開日】平成18年10月26日(2006.10.26)
【出願人】(507298429)メッツォ・リンデマン・ゲーエムベーハー (5)
【Fターム(参考)】
[ Back to top ]