
架橋フッ素樹脂複合材料の製造方法
【課題】放射線の照射による架橋法によって、耐摩耗性が顕著に向上し、基材との密着性にも優れた架橋フッ素樹脂層を有する架橋フッ素樹脂複合材料の製造方法を提供すること。
【解決手段】基材上にフッ素樹脂層を形成する工程1;フッ素樹脂層を焼成する工程2;未架橋フッ素樹脂層の温度を、フッ素樹脂の融点より60℃低い温度から該融点より1℃低い温度までの範囲内の温度に調整する工程3;及び温度調整した未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する工程4;を含む架橋フッ素樹脂複合材料の製造方法。
【解決手段】基材上にフッ素樹脂層を形成する工程1;フッ素樹脂層を焼成する工程2;未架橋フッ素樹脂層の温度を、フッ素樹脂の融点より60℃低い温度から該融点より1℃低い温度までの範囲内の温度に調整する工程3;及び温度調整した未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する工程4;を含む架橋フッ素樹脂複合材料の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基材上に、電子線などの放射線の照射によって架橋されたフッ素樹脂層を有する架橋フッ素樹脂複合材料の製造方法に関する。
【背景技術】
【0002】
ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)などのフッ素樹脂は、非粘着性、耐薬品性、耐熱性などの特性に優れている、そのため、フッ素樹脂は、例えば、炊飯器の内釜、ホットプレート、フライパンなどの調理具の被覆層;電子写真方式または静電記録方式の複写機、レーザープリンタなどの画像形成装置に配置されている定着ローラのトップコート層;などを形成する樹脂材料として汎用されている。
【0003】
基材上にフッ素樹脂層を設けたフッ素樹脂複合材料は、フッ素樹脂層の耐摩耗性や基材に対する密着性が十分ではないという欠点を有している。フッ素樹脂複合材料は、基材上に設けられた薄いフッ素樹脂層が摩耗すると、非粘着性の機能が損なわれる。フッ素樹脂層が早期に摩滅するのを緩和するために、その厚みを厚くすると、フッ素樹脂層の焼成時やフッ素樹脂複合材料のプレス加工時に、該フッ素樹脂層にクラックが生じやすくなる。
【0004】
基材表面をエッチングやサンドブラストなどの表面処理を行う方法により、基材に対するフッ素樹脂層の密着性を向上させることができる。しかし、密着性を十分に向上させるために、表面処理によって基材の表面粗さを過度に大きくすると、フッ素樹脂層表面の平坦性が損なわれる。基材上にプライマー層を介してフッ素樹脂層を設ける方法により、基材とフッ素樹脂層との間の密着性を向上させることができる。しかし、耐熱性が不十分なプライマー層が、基材とフッ素樹脂層との間に介在すると、フッ素樹脂複合材料の耐熱性が低下する。
【0005】
フッ素樹脂に電子線やγ線などの放射線を照射して架橋させると、機械特性、耐クリープ性、耐放射線性、耐摩耗性、他材に対する密着性などの特性が向上することが知られている。フッ素樹脂は、化学的に安定であり、常温で放射線を照射すると容易に分解する。フッ素樹脂に、低酸素濃度下、その融点以上の温度で電子線やγ線などの放射線を照射すると、網目状の架橋構造を導入することができる。そこで、放射線の照射によってフッ素樹脂を架橋する場合、フッ素樹脂を所望の形状に賦形して焼成した後、その融点以上の温度に加熱し、かつ、酸素の不存在下または低酸素濃度下に、放射線を照射する方法が提案されている。
【0006】
特開平9−278907号公報(特許文献1)には、電離性放射線を照射したフッ素樹脂からなる摺動部材が開示されている。特許文献1には、フッ素樹脂から所定形状の予備成型品を製造し、これを焼成した後、酸素不存在下かつフッ素樹脂の結晶融点以上の温度に加熱した状態で、電離性放射線を照射する方法が開示されている。
【0007】
特許第3317452号公報(特許文献2)には、PTFEをその結晶融点以上の温度のもとで、酸素不存在下において、1kGy以上の電離性放射線を照射する改質PTFEの製造方法が開示されている。
【0008】
特開平11−147291号公報(特許文献3)には、フッ素樹脂に、不活性ガス雰囲気下、かつ、その融点以上の温度に加熱した状態で、電離性放射線を照射線量1kGy〜10Mgyの範囲内で照射した改質フッ素樹脂と他の部材との複合材料が開示されている。
【0009】
特開2002−225204号公報(特許文献4)には、基材表面をフッ素樹脂で被覆し、次いで、フッ素樹脂被膜の表面に電離性放射線を照射することにより、フッ素樹脂の架橋反応とフッ素樹脂と基材表面との化学反応を同時に生じさせ、それによって両者の強固な接着を達成する改質フッ素樹脂被覆材の製造方法が開示されている。該特許文献4の実施例1〜3には、各種基材の表面にPTFEディスパージョンを塗布した後、塗工膜を340℃で焼成して予備成形体を作製し、次いで、該予備成形体を、アルゴンガス雰囲気下、340℃で電子線を照射して架橋させて被覆材を得たことが示されている。
【0010】
特許第3659039号公報(特許文献5)及び特許第3729078号公報(特許文献6)には、未架橋のフッ素樹脂シートまたは粉体を、低酸素濃度雰囲気中、その融点または融点近傍の温度に加熱して移動させつつ、放射線を照射して架橋させる改質フッ素樹脂の製造方法が開示されている。特許文献5及び6に開示されている方法は、フッ素樹脂シートまたは粉体の改質方法であって、フッ素樹脂層と他部材との複合材料の製造方法に関するものではない。さらに、特許文献5及び6には、改質フッ素樹脂の製造方法に関する具体的な実験例は示されていない。
【0011】
このように、フッ素樹脂の放射線架橋に関する従来技術では、フッ素樹脂を所定形状に予備成型し、次いで、該予備成形物を焼成した後、その融点以上の温度に加熱しながら放射線を照射するのが通常であった。
【0012】
従来技術において、基材上に放射線の照射により架橋したフッ素樹脂層を有する複合材料を製造する場合には、フッ素樹脂層を焼成した後、該フッ素樹脂の融点以上の温度に加熱して放射線を照射する方法が採用されている。フッ素樹脂層は、一般に、フッ素樹脂粒子がコロイド状に分散したフッ素樹脂ディスパージョンの塗工により形成されるため、塗膜の焼成によってフッ素樹脂粒子を溶融させて、均一で平坦なフッ素樹脂膜とする。フッ素樹脂の融点以上の温度でフッ素樹脂層に放射線を照射する理由は、溶融状態での分子鎖の運動性向上によって、照射により誘起されたアルキルラジカルと分子鎖末端ラジカルとの間で再結合が促進され、網目構造を形成すると考えられていたためである。
【0013】
しかし、前記の如き従来法に従って、基材上に架橋フッ素樹脂層が形成された架橋フッ素樹脂複合材料を製造するには、基材上にフッ素樹脂の薄い塗膜を形成した後、該フッ素樹脂の融点以上の高温に加熱して焼成し、さらに、放射線の照射時にも、該フッ素樹脂の融点以上の高温に加熱する必要があるため、フッ素樹脂の熱劣化が生じたり、加熱によるエネルギー消費量の増大を招いたりする。さらに、本発明者らの研究結果によれば、焼成したフッ素樹脂層に、該フッ素樹脂の融点以上の温度で放射線を照射して架橋させる従来法では、架橋フッ素樹脂層の耐摩耗性の更なる向上を図ることが困難なことが判明した。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開平9−278907号公報
【特許文献2】特許第3317452号公報
【特許文献3】特開平11−147291号公報
【特許文献4】特開2002−225204号公報
【特許文献5】特許第3659039号公報
【特許文献6】特許第3729078号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、放射線の照射による架橋法によって、耐摩耗性が顕著に向上し、基材との密着性にも優れた架橋フッ素樹脂層を有する架橋フッ素樹脂複合材料の製造方法を提供することにある。
【0016】
本発明者らは、前記課題を解決するために鋭意研究を行った結果、基材上に未焼成かつ未架橋のフッ素樹脂層を形成した後、該フッ素樹脂の融点以上の温度で焼成し、次いで、焼成した未架橋フッ素樹脂層を、低酸素濃度雰囲気下、該フッ素樹脂の融点未満の特定の範囲内の温度で、かつ、特定の照射線量の放射線を照射する方法により、耐摩耗性が顕著に改善された架橋フッ素樹脂層を形成できることを見出した。
【0017】
このような選択された複数の条件の組み合わせを採用することによって、フッ素樹脂の融点未満の温度で放射線を照射しても、フッ素樹脂層の架橋が効果的に生じ、しかも耐摩耗性が顕著に向上した架橋フッ素樹脂層を形成できる。この結果は、従来技術水準からは到底予測することができない驚くべきことである。本発明は、これらの知見に基づいて完成するに至ったものである。
【課題を解決するための手段】
【0018】
本発明によれば、基材上に架橋フッ素樹脂層が形成された架橋フッ素樹脂複合材料の製造方法において、
(1)基材上に、未焼成かつ未架橋のフッ素樹脂層を形成する工程1;
(2)該フッ素樹脂層を、該フッ素樹脂の融点(Tm)から該融点より150℃高い温度(Tm+150℃)までの範囲内の温度に加熱して焼成する工程2;
(3)焼成した未架橋フッ素樹脂層の温度を、該フッ素樹脂の融点(Tm)より60℃低い温度(Tm−60℃)から該融点より1℃低い温度(Tm−1℃)までの範囲内の温度に調整する工程3;及び
(4)温度調整した該未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する工程4;
を含む架橋フッ素樹脂複合材料の製造方法が提供される。
【発明の効果】
【0019】
本発明の製造方法によれば、耐摩耗性が顕著に向上した架橋フッ素樹脂層を有する架橋フッ素樹脂複合材料が提供される。具体的に、フッ素樹脂層の耐摩耗性は、後記の回転摩耗試験により評価することができる。従来法では、基材上のフッ素樹脂層を焼成した後、該フッ素樹脂の融点以上の温度で放射線を照射して架橋していた。フッ素樹脂としてPTFEを用いた場合、従来法により得られた架橋PTFE複合材料は、回転摩耗試験において、積算回転数が2万回まで高度の耐摩耗性を示すものの、積算回転数が5万回以上になると、架橋PTFE層の摩耗量が増大する傾向を示す。これに対して、本発明の製造方法により得られた架橋PTFE複合材料は、積算回転数を10万回とした場合でも、架橋PTFE層の摩耗量がゼロまたは極めて低い値を示す。
【0020】
本発明の製造方法により得られた架橋フッ素樹脂複合材料は、耐摩耗性が顕著に優れる上、架橋フッ素樹脂層にクラックの発生がなく、架橋フッ素樹脂層と基材との間の密着性にも優れている。本発明の製造方法によれば、フッ素樹脂の融点より低い温度で放射線の照射による架橋を行うことができるため、照射工程でのフッ素樹脂層の熱劣化と熱エネルギーの消費量を抑制することができる。本発明の製造方法によれば、放射線として電子線を用いる場合、連続的な照射工程でフッ素樹脂層の架橋を行うことができる。
【0021】
本発明の製造方法により、アルミニウムまたはアルミニウム合金からなる基材上に架橋フッ素樹脂層を形成した複合材料は、プレス加工による深絞り成型が可能である。例えば、円板状のアルミニウム基材上に架橋フッ素樹脂層を形成した複合材料は、プレス加工によって、炊飯器の内釜などの所望の形状に二次加工することができる。
【図面の簡単な説明】
【0022】
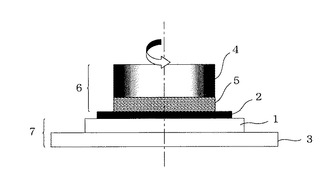
【図1】図1は、回転摩耗試験の説明図である。
【発明を実施するための形態】
【0023】
本発明で使用するフッ素樹脂としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、及びテトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)が挙げられる。これらのフッ素樹脂は、それぞれ単独で、あるいは2種以上を組み合わせて用いることができる。
【0024】
これらのフッ素樹脂の中でも、耐熱性と耐摩耗性の観点から、PTFE、PFA、及びこれらの混合物が好ましく、PTFE単独、及びPTFEとPFAとの混合物がより好ましい。高度の耐摩耗性を有する架橋フッ素樹脂層を形成するには、PTFE単独の使用が特に好ましい。PTFEとPFAを組み合わせて使用する場合、両者の質量比は、好ましくは10:90〜90:10、より好ましくは30:70〜70:30、特に好ましくは40:60〜60:40の範囲内である。
【0025】
フッ素樹脂としては、基材上への塗工性の観点から、水系媒体中にフッ素樹脂粒子がコロイド状に分散しているPTFEディスパージョン、PFAディスパージョン、FEPディスパージョンなどのディスパージョンの形態で用いることが好ましい。これらのフッ素樹脂ディスパージョンは、2種以上のフッ素樹脂を含有するものであってもよい。フッ素樹脂として、所望により、粉体塗料を使用することもできる。
【0026】
フッ素樹脂としては、未焼成かつ未架橋のものを使用する。フッ素樹脂の融点は、示差走査熱量計(DSC)を用いて、10℃/分の昇温速度で昇温したときに融解ピークとして検出される結晶融点(Tm)を意味する。各フッ素樹脂の代表的な融点は、以下の通りである。PTFEの融点は、327℃である。PFAの融点は、310℃である。FEPの融点は、275℃である。
【0027】
各フッ素樹脂が少量の第二成分または第三成分を共重合成分として含む共重合体である場合には、その融点は、上記の代表的な融点の値から変動することがある。本発明において、2種以上のフッ素樹脂を組み合わせて用いる場合、その融点は、それらのフッ素樹脂の融点の中で最も高い融点を意味する。例えば、PTFEとPFAとの混合物からなるフッ素樹脂を用いる場合、フッ素樹脂の融点とは、PTFEの融点(Tm=327℃)を意味するものとする。
【0028】
本発明において、フッ素樹脂の融点(Tm)とは、出発原料として使用する未焼成かつ未架橋のフッ素樹脂の融点として定義される。フッ素樹脂は、焼成や架橋などによって、その融点が変動することがあるが、焼成温度及び照射温度を決定する際の融点とは、原料として使用する未焼成かつ未架橋のフッ素樹脂の融点を意味するものとする。
【0029】
フッ素樹脂には、所望により、有機または無機の充填剤、着色剤、可塑剤、安定剤などの添加剤成分を含有させることができる。フッ素樹脂の非粘着性、ノンブリード性、耐薬品性、耐熱性などの特性を維持しながら、架橋フッ素樹脂層の耐摩耗性を大幅に向上させるには、充填剤等の添加剤成分を含有しないフッ素樹脂を用いることが好ましい。
【0030】
基材としては、一般に、焼成温度と照射温度で熱的安定性を示す材質からなるものが用いられる。基材を構成する材質としては、アルミニウム、鉄、銅、ステンレスなどの金属;酸化アルミニウム、窒化ケイ素、炭化ケイ素、タングステンカーバイトなどのセラミックス;ガラス;ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルエーテルケトン樹脂などの耐熱性樹脂;などが挙げられる。金属は、合金であってもよい。ステンレスとしては、磁性または非磁性のステンレスを用いることができる。
【0031】
本発明の製造方法によれば、照射温度をフッ素樹脂の融点未満の温度とすることができ、かつ、短時間の照射工程を採用することができるため、基材の材質として、フッ素ゴム、シリコーンゴム、熱可塑性エラストマーなどのゴム材料を用いることもできる。
【0032】
基材の形状は、特に限定されず、例えば、フィルム、シート、板、ロッド、ブロック、円筒、円柱、エンドレスベルト、容器など任意である。基材は、単層であっても、それぞれ材質の異なる複数の層を有する多層であってもよい。多層基材としては、例えば、金属ローラ上にゴム層を形成したゴム被覆ローラ、アルミニウム/ステンレスの層構成を持つ複合基材などを挙げることができる。
【0033】
本発明の製造方法は、アルミニウムまたはアルミニウム合金からなるアルミニウム基材を用いて、その上に架橋フッ素樹脂層を形成するのに特に適している。アルミニウム基材は、熱伝導性と成形加工性に優れるため、調理器具の用途に好適である。アルミニウム基材としては、JIS−3003、3004、3005などのAl−Mn系アルミニウム合金が好ましい。アルミニウムまたはアルミニウム合金からなる円板上に架橋フッ素樹脂層を形成した複合材料は、プレス加工によって、例えば、内面に架橋フッ素樹脂層を有する炊飯器の内釜の形状に深絞り成型することができる。
【0034】
基材は、表面処理を行うことなく使用することができる。基材と架橋フッ素樹脂層との間の密着性を高めるために、基材の表面をエッチング処理またはサンドブラスト処理することができる。化学的または電気化学的なエッチング処理により、基材の表面に微細な凹凸を形成して、未架橋フッ素樹脂層及び架橋フッ素樹脂層と基材との間の密着性を高めることができる。
【0035】
金属基材は、その表面にエッチング処理することが好ましいことが多い。例えば、アルミニウム基材を用いる場合、該アルミニウム基材を陽極とし、塩化アンモニウム水溶液中で通電することにより、電気化学的エッチング処理を行うことができる。基材の表面処理法として、サンドブラスト処理法を採用することができる。表面処理に代えて、基材の表面にプライマーを塗布することによっても、基材と架橋フッ素樹脂層との間の密着性を高めることができる。ただし、高度の耐熱性が求められる技術分野では、プライマー処理は適していない。
【0036】
表面処理によって、基材の表面粗さが過度に大きくなると、架橋フッ素樹脂層の表面粗さが大きくなりすぎて、非粘着性が低下する。基材の表面処理を行う場合には、基材の表面粗さRa(JIS B 0601)を0.5〜5μmの範囲内に調整することが好ましい。
【0037】
本発明の架橋フッ素樹脂複合材料の製造方法は、以下の工程1乃至4を含有するものである。
【0038】
(1)基材上に、未焼成かつ未架橋のフッ素樹脂層を形成する工程1;
(2)該フッ素樹脂層を、該フッ素樹脂の融点(Tm)から該融点より150℃高い温度(Tm+150℃)までの範囲内の温度に加熱して焼成する工程2;
(3)焼成した未架橋フッ素樹脂層の温度を、該フッ素樹脂の融点(Tm)より60℃低い温度(Tm−60℃)から該融点より1℃低い温度(Tm−1℃)までの範囲内の温度に調整する工程3;及び
(4)温度調整した該未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する工程4。
【0039】
工程1では、基材上に、未焼成かつ未架橋のフッ素樹脂層を形成する。基材上にフッ素樹脂層を形成するには、通常、フッ素樹脂ディスパージョンをディッピング法、スピンコーティング法、スプレーコーティング法などにより基材上に塗工し、乾燥する方法が採用される。基材上にフッ素樹脂の粉体塗料を塗工する方法によっても、フッ素樹脂層を形成することができる。粉体塗料の塗工法としては、静電塗装法や流動浸漬法などが挙げられる。均一で薄い塗膜を形成しやすい点で、フッ素樹脂ディスパージョンの塗工法を採用することが好ましい。
【0040】
フッ素樹脂層の厚みは、電子線などの放射線が透過して均一な架橋構造を形成することができる範囲内とすることが好ましい。フッ素樹脂層の厚みは、架橋フッ素樹脂複合材料の用途に応じて必要とされる耐摩耗性、機械物性などの特性を十分に発揮し得る範囲内とすることが望ましい。フッ素樹脂層の厚みは、通常、1〜150μm、好ましくは3〜70μm、より好ましくは4〜50μm、特に好ましくは5〜30μmの範囲内である。放射線の照射によって架橋したフッ素樹脂層は、耐摩耗性に優れるため、その厚みを薄くすることができる。
【0041】
工程2では、基材上のフッ素樹脂層を、該フッ素樹脂の融点(Tm)から該融点より150℃高い温度(Tm+150℃)までの範囲内の温度に加熱して焼成する。この温度は、焼成温度と呼ばれる。
【0042】
焼成温度は、Tm〜(Tm+150℃)、好ましくは(Tm+5℃)〜(Tm+135℃)、より好ましくは(Tm+10℃)〜(Tm+125℃)の範囲内である。フッ素樹脂がPTFE(Tm=327℃)である場合、該焼成温度は、327〜477℃、好ましくは332〜462℃、より好ましくは337〜452℃の範囲内である。焼成温度が低すぎると、均一で平坦なフッ素樹脂層を形成することが困難となり、架橋フッ素樹脂層にクラックが生じるおそれもある。他方、焼成温度が高すぎると、フッ素樹脂の熱劣化が生じやすくなる。
【0043】
焼成時間は、焼成温度にもよるが、通常、1〜60分間、好ましくは5〜40分間、より好ましくは10〜30分間の範囲内である。焼成時間が短すぎると、厚みが均一で、表面が平坦なフッ素樹脂層を形成することが困難となる。焼成時間が長すぎると、フッ素樹脂が熱劣化することに加えて、生産効率やエネルギー効率が低下する。焼成により、照射工程後、耐摩耗性と基材に対する密着性に優れた架橋フッ素樹脂層を形成することができる。
【0044】
焼成は、未焼成かつ未架橋のフッ素樹脂層を形成した基材を、焼成温度に保持した加熱炉内に保持する方法により、バッチ式で行うことができる。フッ素樹脂層を形成した基材をホットプレート上に載置し、所定温度で所定時間加熱する方法により、焼成してもよい。フッ素樹脂層が形成された基材を、該基材側でホットプレート上に載せて、ホットプレートに内蔵した加熱ヒータに通電するか、外部の加熱手段によってホットプレートを加熱する。ホットプレートを用いることにより、フッ素樹脂層の温度を所望の範囲内に正確に設定することができる。
【0045】
焼成を連続的工程で行う場合には、未焼成かつ未架橋のフッ素樹脂層を形成した基材をコンベアベルトに載せて走行させながら、加熱炉(焼成炉)内の加熱ゾーンを通過させる方法を採用することができる。加熱ゾーンとしては、上下に対向して配置した加熱ヒータのセットを、コンベアベルトの走行方向に沿って複数個配置した構造のものを例示することができる。フッ素樹脂層が形成された基材をホットプレート上に載せて、これを更にコンベアベルトに載せて走行させる方法を採用することもできる。
【0046】
工程3では、前記工程2で焼成した未架橋フッ素樹脂層の温度を、該フッ素樹脂の融点(Tm)より60℃低い温度(Tm−60℃)から該融点より1℃低い温度(Tm−1℃)までの範囲内の温度に調整する。この温度は、照射温度と呼ばれる。すなわち、工程3は、未架橋フッ素樹脂層を所定の照射温度に設定するための工程である。
【0047】
照射温度は、(Tm−60℃)〜(Tm−1℃)の範囲内であるが、耐摩耗性の観点から、好ましくは(Tm−57℃)〜(Tm−2℃)、より好ましくは(Tm−40℃)〜(Tm−3℃)、特に好ましくは(Tm−25℃)〜(Tm−5℃)の範囲内である。
【0048】
フッ素樹脂がPTFEの場合、照射温度は、267〜326℃、好ましくは270〜325℃、より好ましくは287〜324℃、特に好ましくは302〜322℃の範囲内である。フッ素樹脂がPTFEの場合、照射温度が305〜320℃の範囲内で最良の結果を得ることができる。フッ素樹脂がPTFEとPFAとの混合物である場合も、上記範囲内の照射温度とすることが好ましい。
【0049】
照射温度が低すぎると、架橋フッ素樹脂層の耐クラック性、基材との密着性、耐摩耗性などが不十分となりやすい。照射温度が高すぎると、熱劣化が生じるおそれがある上、耐摩耗性が低下傾向を示す。照射温度をフッ素樹脂の融点以上の温度に設定すると、後記する回転摩耗試験において、積算回転数を2万回以上、さらには5万回以上に増加させると、摩耗量が増大する傾向を示す。
【0050】
焼成した未架橋フッ素樹脂層を照射温度に調整するには、未架橋フッ素樹脂層が形成された基材(複合材料)を所定の温度に維持した加熱炉内で保持するか、基材側でホットプレート上に載せて、ホットプレートに内蔵した加熱ヒータに通電するか、外部の加熱手段によってホットプレートを加熱する。ホットプレートを用いると、未架橋フッ素樹脂層の温度を所望の範囲内の照射温度に正確に設定することができる。
【0051】
焼成した未架橋フッ素樹脂層を連続的な工程で照射温度に調整するには、焼成した未架橋フッ素樹脂層が形成された基材をコンベアベルトに載せて走行させながら、加熱炉内の加熱ゾーンを通過させる方法を採用することができる。加熱ゾーンとしては、上下に対向して配置した加熱ヒータのセットを、コンベアベルトの走行方向に沿って複数個配置した構造のものを例示することができる。この連続的な加熱工程は、前記の連続的な焼成工程に続く工程として配置することが好ましい。この場合、加熱炉内の加熱ゾーンの前半部分の加熱ヒータの温度を焼成温度に設定し、後半部分の加熱ヒータの温度を照射温度に設定する。未架橋フッ素樹脂層が形成された基材をホットプレート上に載せて、これを更にコンベアベルトに載せて走行させる方法を採用することもできる。
【0052】
焼成した未架橋フッ素樹脂層は、既に高温に加熱された状態にあるため、照射温度に調整する時間を短くすることができる。照射温度に調整する時間は、未架橋フッ素樹脂層の厚みや焼成温度、照射温度、放射線の種類などにもよるが、通常、3〜60秒間、好ましくは5〜40秒間、より好ましくは10〜30秒間の範囲内である。このように、照射温度に調整する時間は、短くすることができ、かつ、短いほど効率的であるが、所望により、その上限を5分間または30分間程度にすることができる。
【0053】
工程4では、照射温度に温度調整した未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する。この工程4によって、放射線の照射により架橋されたフッ素樹脂を含有する架橋フッ素樹脂層を形成する。
【0054】
放射線としては、α線(α崩壊を行う放射性核種から放出されるヘリウム−4の原子核の粒子線)、β線(原子核から放出される陰電子及び陽電子)、電子線(ほぼ一定の運動エネルギーを持つ電子ビーム;一般に、熱電子を真空中で加速してつくる)などの粒子線;γ線(原子核、素粒子のエネルギー準位間の遷移や素粒子の対消滅、対生成などによって放出・吸収される波長の短い電磁波)などの電離放射線を用いることができる。
【0055】
これらの放射線の中でも、架橋効率や操作性の観点から、電子線及びγ線が好ましく、電子線がより好ましい。特に電子線は、電子線照射装置が入手しやすいこと、照射操作が簡単であること、連続的な照射工程を採用することができることなどの利点を有している。
【0056】
焼成後の未架橋フッ素樹脂層の温度を照射温度にまで調整した後、直ちに放射線を照射することが、熱劣化を避け、エネルギー効率を高める上で好ましい。放射線の照射線量は、50〜250kGyの範囲内である。照射線量は、耐摩耗性の観点から、好ましくは55〜230kGy、より好ましくは60〜200kGyの範囲内である。
【0057】
照射線量は、引張破断伸びが大きく、可撓性や二次加工性に優れた架橋フッ素樹脂層を得る観点からは、好ましくは50〜130kGy、より好ましくは55〜110kGy、特に好ましくは60〜100kGyの範囲内に設定することが望ましい。照射線量を、これらの範囲内に設定することにより、伸び(縦方向)を90%以上、好ましくは95%以上とすることができ、それによって、良好な深絞り成型加工性を有する架橋フッ素樹脂複合材料を得ることができる。
【0058】
照射線量を増大させると、一般に、架橋フッ素樹脂層の引張強さ(降伏点強度)を向上させることができる。ただし、本発明の製造方法によれば、照射温度をフッ素樹脂の融点未満の温度に設定していることもあって、照射線量を低くしても、架橋フッ素樹脂層の強度の低下を抑制することができる。
【0059】
照射線量が少なすぎると、架橋密度を十分に高くすることができないため、架橋フッ素樹脂層の基材に対する密着性や耐摩耗性を十分に向上させることが困難となる。照射線量が多すぎると、架橋フッ素樹脂層の基材に対する密着性や耐摩耗性は向上するものの、架橋フッ素樹脂層の伸びが低下して、プレス加工時にクラックが発生するおそれがある。
【0060】
放射線の照射領域の雰囲気を、酸素濃度1,000ppm以下とすることが架橋反応を進行させる上で重要である。照射領域の雰囲気中の酸素濃度は、好ましくは800ppm以下、さらに好ましくは500ppm以下、特に好ましくは300ppm以下である。酸素濃度の下限値は、通常、0.1ppm、多くの場合1ppm程度である。
【0061】
放射線の照射領域の酸素濃度を上記範囲内に保持するには、例えば、照射領域を密閉して真空引きするか、照射領域に窒素ガスなどの不活性ガスを流すか、あるいは照射領域の空気を真空引きして除いた後、不活性ガスを流す方法を採用することができる。不活性ガスとしては、酸素濃度が低い窒素ガスを用いることが効率的で、コスト面でも有利である。
【0062】
より具体的に、放射線の照射領域の酸素濃度を上記範囲内に保持する方法としては、上面にチタン箔からなる照射窓を設けたチャンバーを用いて、該チャンバー内を真空引きして空気を除去する方法;該チャンバー内を真空引きした後に、不活性ガスを流す方法;該チャンバー内に不活性ガスを流す方法;などを挙げることができる。不活性ガスを流しながら、チャンバー内に被照射物(焼成後、照射温度に加熱した未架橋フッ素樹脂層を有する基材)を連続的に搬送して、電子線を照射すれば、連続的工程で照射架橋を行うことができる。被照射物を連続的に搬送するには、コンベアベルトを用いることができる。被照射物をホットプレート上に載置して、照射温度に精密に制御しながら、コンベアベルトで順次搬送する方法を採用することもできる。
【0063】
連続的な工程で照射を行う他の方法としては、連続焼成炉を用いる方法を挙げることができる。連続焼成炉としては、上下に対向して配置した加熱ヒータのセットを、コンベアベルトの走行方向に沿って複数個配置した構造のものを例示することができる。加熱ゾーンの前半部分の加熱ヒータ温度を焼成温度に設定し、後半部分の加熱ヒータ温度を照射温度に設定する。加熱ゾーンの終端に照射装置を配置する。照射装置の後には、冷却部を設ける。
【0064】
加熱ゾーン、照射領域、及び冷却部の全体をハウジングまたはチャンバーで囲み、その内部に不活性ガスを流しながら、焼成工程と照射工程を連続的に実施する。照射領域では、チタン箔からなる照射窓を配置して、外部の空気が流れ込まないようにする。
【0065】
照射領域に、ガスボンベから酸素濃度が低い窒素ガスなどの不活性ガスを流し続けても、外部環境からの微量の空気の混入を根絶することは困難である。そのため、例えば、窒素ガスボンベとして、酸素濃度が0.1ppmの窒素ガスを流しても、照射領域での酸素ガス濃度は、1〜5ppm程度になることがある。酸素濃度が1ppm、10ppm、及び100ppmの窒素ガスボンベを用いた場合には、照射領域の酸素濃度は、それぞれ50〜100ppm、70〜150ppm、及び150〜300ppm程度になることがある。そのため、照射領域の酸素濃度は、使用する不活性ガス中の酸素濃度と照射領域での酸素濃度の実測値に基づいて制御することが好ましい。
【0066】
照射領域の酸素濃度は、架橋フッ素樹脂層の耐摩耗性と必ずしも比例関係にはない。照射領域の酸素濃度が高すぎても低すぎても、耐摩耗性が低下傾向を示すことがある。しかし、本発明の製造方法によれば、架橋フッ素樹脂層の耐摩耗性は、照射領域の酸素濃度に対する依存性が低く、例えば、照射領域の酸素濃度を低くしても、高度の耐摩耗性を示す架橋フッ素樹脂層を形成することができる。これに対して、従来法によれば、照射領域の酸素濃度が低すぎても高すぎても、耐摩耗性が低下傾向にある。
【0067】
基材が、平坦なフィルム、シート、板など以外の立体的な形状を持つものである場合には、例えば、基材を回転させながら、電子線などの放射線を未架橋フッ素樹脂層全体に均一に照射することが望ましい。照射時間は、走査型電子線照射装置を用いると、実質的に瞬時である。
【0068】
本発明の架橋フッ素樹脂複合材料は、架橋フッ素樹脂層の耐摩耗性が顕著に優れる上、架橋フッ素樹脂層の耐クラック性、基材と架橋フッ素樹脂層との間の密着性にも優れている。そのため、例えば、アルミニウム基材上に架橋フッ素樹脂層を形成した複合材料は、プレス加工によって炊飯器の内釜などの容器の形状に深絞り成形しても、架橋フッ素樹脂層にクラックが発生したり、架橋フッ素樹脂層が剥離したりすることがない。
【0069】
基材と架橋フッ素樹脂層との間の密着性は、碁盤目試験〔JIS K 5400(1998年版)〕によって評価することができる。碁盤目試験は、フッ素樹脂層に1mm角の大きさの貫通傷を付けて、100個の碁盤目を作製し、その上に粘着テープを貼り付けて、剥がす操作を行う試験である。本発明の架橋フッ素樹脂複合材料は、碁盤目試験を300回繰り返しても、100個の碁盤目が剥離することがない。
【0070】
架橋フッ素樹脂層の耐摩耗性は、回転摩耗試験により評価することができる。回転摩耗試験は、複合材料の基材を固定し、架橋フッ素樹脂層の上に3M社製のスコッチブライト(登録商標)#3000と2kgの重りをこの順で載せ、スコッチブライト#3000と重りを200rpmで回転させて、積算回転数(回)と摩耗による膜厚減少量との関係を測定する試験法である。スコッチブライトとは、ナイロン不織布に研磨砥粒(酸化アルミニウムまたはシリコンカーバイト)を均一に塗布し接着させた3次元構造を持つ研磨材である。
【0071】
本発明の架橋フッ素樹脂複合材料は、回転摩耗試験での積算回転数を10万回とした場合でも、架橋フッ素樹脂層の膜厚減少量が、通常5.0μm以下、好ましくは4.0μm以下、より好ましくは3.0μm以下、特に好ましくは2.0μm以下であり、顕著に優れた耐摩耗性を示す。フッ素樹脂がPTFEの場合、照射温度を305〜320℃の範囲内に設定することにより、回転摩耗試験での積算回転数を10万回とした場合でも、架橋フッ素樹脂層の膜厚減少量を実質的にゼロとすることが可能である。
【0072】
本発明の架橋フッ素樹脂複合材料は、基材と架橋フッ素樹脂層との間の密着性に優れる上、適度の照射線量による照射条件を選択することによって、架橋フッ素樹脂層の伸びを過度に低下させることがないため、二次加工によって該架橋フッ素樹脂層が剥離したり、クラックが発生したりするのを防ぐことができる。例えば、アルミニウム基材(円板)上に架橋フッ素樹脂層を形成した複合材料は、プレス加工によって炊飯器の内釜に深絞り成形することができる。
【実施例】
【0073】
以下、実施例及び比較例を挙げて、本発明についてより具体的に説明する。各種物性及び特性の測定法と評価法は、下記のとおりである。
【0074】
(1)クラック
放射線の照射によって架橋した架橋フッ素樹脂層を目視で観察し、クラックの発生の有無を評価した。未架橋のフッ素樹脂層についても同様に評価した。
【0075】
(2)碁盤目試験
日本工業規格のJIS K 5400(1998年版)の規定に従って、碁盤目試験を行った。基材上の架橋フッ素樹脂層に1mm角の大きさの貫通傷を付けて100個の碁盤目を作製し、その上に粘着テープ〔ニチバン(株)製CT405AP−18〕を貼り付け、剥がす操作を行った。各試料毎に粘着テープの貼付と剥離の操作を300回行い、300回目の碁盤目の残存枚数(枚/100)を調べた。
【0076】
(3)回転摩耗試験
図1に示す方法により、回転摩耗試験を行った。基材1上に架橋フッ素樹脂層2を形成した複合材料を、該基材1側で固定部材3の上にビス止めした。固定部材3と基材1と架橋フッ素樹脂層2とで固定部7を構成する。架橋フッ素樹脂層2の上に、研磨材5〔3M社製スコッチブライト#3000(登録商標)〕と2kgの重り4をこの順に載せる。研磨材5と重り4とで回転部6を構成する。回転部6を200rpm(毎分回転数)で回転させる。積算回転数が各所定値となった時点で架橋フッ素樹脂層の厚みの減少量を測定した。架橋フッ素樹脂層の厚みの減少量は、0.1μmの厚みの変化を検知し得る渦電流式デジタル式肉厚計〔(株)サンコウ電子研究所製EDY−II〕を用いて測定した。未架橋フッ素樹脂層の場合も同様に評価した。
【0077】
(4)プレス加工性
実施例及び比較例で得られた複合材料を、冷間にて、炊飯器用金型を用いて凹状にプレス加工して、深さ120mm、直径190mmの内釜の形状に深絞り成型した。このようにして、内面に架橋フッ素樹脂層を有する内釜を作製した。この内釜の架橋フッ素樹脂層を目視で観察し、以下の基準で評価した。未架橋フッ素樹脂層の場合も同様に評価した。
A:架橋フッ素樹脂層の基材からの剥離、クラックの発生、傷の発生などの問題がない、
B:架橋フッ素樹脂層の剥離、クラック、傷などの内の少なくともいずれかが観察される。
【0078】
(5)伸び及び強度
基材から架橋フッ素樹脂層を剥離して測定用試料とし、日本工業規格のJIS K 6301の規定に従って、引張速度100mm/分の条件で、引張破断伸び(%)及び引張強さ(降伏点強度)(kg/mm2)を測定した。
【0079】
[実施例1]
基材として、アルミニウム合金(JIS−3003;Al−Mn系合金)から形成された直径360mm、厚み1.7mmの円板を用いた。アルミニウム円板を陽極とし、塩化アンモニウム水溶液中、25クーロン/cm2の電気量で電気化学的エッチングを行い、アルミニウム円板の表面に微細な凹凸を形成させた。
【0080】
表面処理したアルミニウム円板上に、PTFEディスパージョン(ダイキン社製D−10FE)をスピンコートし、乾燥して、厚み11μmの未焼成かつ未架橋のPTFE層を形成した。この未架橋PTFE層を有する複合材料を、340℃に保持した加熱炉内で20分間保持して焼成した。
【0081】
焼成した未架橋PTFE層を有する基材をホットプレート上に載置し、270℃の温度に調整した。このホットプレートをコンベアベルトにより、NHVコーポレーション社製コンベア式電子線照射装置の照射領域に搬送した。電子線照射装置のチャンバー内は、酸素濃度0.1ppmの窒素ガスを流して、照射領域の酸素濃度を3.4ppmに維持させた。加速電圧1.16MeVの電子線を、照射線量が60kGyとなるように、未架橋PTFE層上から照射してPTFEを架橋した。架橋PTFE層の厚みは、11μmであった。結果を表1に示す。
【0082】
[実施例2〜7、及び比較例1〜5]
PTFE層の厚みと照射温度を表1及び2に示すように変更したこと以外は、実施例1と同様に操作した。結果を表1及び2に示す。
【0083】
【表1】

【0084】
【表2】
【0085】
(考察)
表1及び2の結果から以下のことが分かる。
【0086】
(1)照射温度が低すぎる場合(比較例1及び2)は、複合材料の回転摩耗試験において積算回転数が50,000回の時点で、摩耗量が5μmを超えて多くなっている。そのため、比較例1及び2の複合材料については、プレス加工性の評価を行わなかった。
【0087】
(2)照射温度がPTFEの結晶融点(327℃)以上の場合(比較例3〜5)は、複合材料の回転摩耗試験において積算回転数が50,000回以上になると摩耗量が増大する傾向を示す。特に、照射温度が高い比較例4及び5の場合は、積算回転数が100,000回の時点での摩耗量が5μmを超える多さになったので、プレス加工性の評価を行わなかった。
【0088】
(3)これに対して、照射温度を(Tm−60℃)〜(Tm−1℃)の範囲内(267〜326℃)に調整した場合(実施例1〜7)には、複合材料の回転摩耗試験において積算回転数が100,000回の時点での摩耗量が5μm未満、さらには4μm未満となり、耐摩耗性が顕著に向上していることが分かる。
【0089】
特に、照射温度を(Tm−25℃)〜(Tm−5℃)の範囲内(302〜322℃)に調整した場合(実施例3〜6)には、積算回転数が100,000回の時点での摩耗量がゼロであり、耐摩耗性の改善効果が最も著しいことが分かる。
【0090】
本発明の製造方法により得られた架橋PTFE複合材料(実施例1〜7)は、耐クラック性、基材と架橋フッ素樹脂層との間の密着性、及びプレス加工性に優れている。
【0091】
[実施例8]
基材として、アルミニウム合金(JIS−3004;Al−Mn系合金)から形成された直径360mm、厚み1.2mmの円板を用いた。このアルミニウム円板上に、PTFEディスパージョン(ダイキン社製D−10FE)をスピンコートし、乾燥して、厚み11μmの未焼成かつ未架橋のPTFE層を形成した。この未架橋PTFE層を有する複合材料を、340℃に保持した加熱炉内で20分間保持して焼成した。
【0092】
焼成した未架橋PTFE層を有する基材をホットプレート上に載置し、310℃の温度に調整した。このホットプレートをコンベアベルトにより、NHVコーポレーション社製コンベア式電子線照射装置の照射領域に搬送した。電子線照射装置のチャンバー内は、酸素濃度0.1ppmの窒素ガスを流して、照射領域の酸素濃度を3.4ppmに維持させた。加速電圧1.16MeVの電子線を、照射線量が60kGyとなるように、未架橋PTFE層上から照射してPTFEを架橋した。架橋PTFE層の厚みは、11μmであった。結果を表3に示す。
【0093】
[実施例9〜12]
照射線量を表3に示すとおりに変更したこと以外は、実施例8と同様に操作した。結果を表3に示す。
【0094】
[比較例6]
電子線を照射しなかったこと以外は、実施例8と同様に操作した。結果を表3に示す。
【0095】
[比較例7及び8]
照射線量を表3に示すとおりに変更したこと以外は、実施例8と同様に操作した。結果を表3に示す。
【0096】
【表3】
【0097】
(考察)
表3の結果から明らかなように、電子線を照射しなかった場合(比較例6)には、耐摩耗性の悪いことが分かる。また、照射線量が少なすぎる場合(比較例7及び8)には、耐摩耗性の改善効果が小さなことが分かる。比較例6〜8で得られた複合材料については、碁盤目試験を行わなかった。
【0098】
これに対して、照射線量が50〜250kGyの範囲内の放射線を照射した場合(実施例8〜12)には、基材の表面処理を行わなくても、優れた耐摩耗性を示す複合材料が得られる。
【0099】
[実施例13]
基材として、アルミニウム合金(JIS−3004;Al−Mn系合金)から形成された直径360mm、厚み1.2mmの円板を用いた。このアルミニウム円板上に、PTFEディスパージョン(ダイキン社製D−10FE)をスピンコートし、乾燥して、厚み12μmの未焼成かつ未架橋のPTFE層を形成した。この未架橋PTFE層を有する複合材料を、450℃に保持した加熱炉内で15分間保持して焼成した。
【0100】
焼成した未架橋PTFE層を有する基材をホットプレート上に載置し、320℃の温度に調整した。このホットプレートをコンベアベルトにより、NHVコーポレーション社製コンベア式電子線照射装置の照射領域に搬送した。電子線照射装置のチャンバー内は、酸素濃度0.1ppmの窒素ガスを流して、照射領域の酸素濃度を3.4ppmに維持させた。加速電圧1.16MeVの電子線を、照射線量が60kGyとなるように、未架橋PTFE層上から照射してPTFEを架橋した。架橋PTFE層の厚みは、12μmであった。結果を表4に示す。
【0101】
[実施例15〜16、及び比較例9]
照射線量を表4に示すとおりに変更したこと以外は、実施例13と同様に操作した。結果を表4に示す。
【0102】
【表4】
【0103】
(考察)
表4の結果から、照射線量を制御することによって、架橋フッ素樹脂層の伸びを調整できることが分かる。特に、可撓性や二次加工性に優れた架橋フッ素樹脂層を得る観点からは、照射線量を、好ましくは50〜130kGy、より好ましくは55〜110kGy、特に好ましくは60〜100kGyの範囲内に設定することが望ましいことが分かる。照射線量を上記範囲内に設定することにより、伸び(縦方向)を90%以上、好ましくは95%以上とすることができ、それによって、良好な深絞り成型加工性を有する架橋フッ素樹脂複合材料を得ることができる。伸びの上限値は、180%程度である。他方、本発明の製造方法によれば、照射線量の変動によって、架橋フッ素樹脂層の強度があまり影響を受けないことが分かる。
【産業上の利用可能性】
【0104】
本発明の製造方法により得られる架橋フッ素樹脂複合材料は、例えば、フッ素樹脂被覆層を形成した炊飯器の内釜、ホットプレート、フライパンなどの調理具;フッ素樹脂トップコートを形成した電子写真方式または静電記録方式の複写機やレーザープリンタなどに配置されている定着ローラなどの技術分野で好適に利用することができる。
【符号の説明】
【0105】
1 基材
2 架橋フッ素樹脂層
3 固定部材
4 重り
5 研磨材
6 回転部
7 固定部
【技術分野】
【0001】
本発明は、基材上に、電子線などの放射線の照射によって架橋されたフッ素樹脂層を有する架橋フッ素樹脂複合材料の製造方法に関する。
【背景技術】
【0002】
ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)などのフッ素樹脂は、非粘着性、耐薬品性、耐熱性などの特性に優れている、そのため、フッ素樹脂は、例えば、炊飯器の内釜、ホットプレート、フライパンなどの調理具の被覆層;電子写真方式または静電記録方式の複写機、レーザープリンタなどの画像形成装置に配置されている定着ローラのトップコート層;などを形成する樹脂材料として汎用されている。
【0003】
基材上にフッ素樹脂層を設けたフッ素樹脂複合材料は、フッ素樹脂層の耐摩耗性や基材に対する密着性が十分ではないという欠点を有している。フッ素樹脂複合材料は、基材上に設けられた薄いフッ素樹脂層が摩耗すると、非粘着性の機能が損なわれる。フッ素樹脂層が早期に摩滅するのを緩和するために、その厚みを厚くすると、フッ素樹脂層の焼成時やフッ素樹脂複合材料のプレス加工時に、該フッ素樹脂層にクラックが生じやすくなる。
【0004】
基材表面をエッチングやサンドブラストなどの表面処理を行う方法により、基材に対するフッ素樹脂層の密着性を向上させることができる。しかし、密着性を十分に向上させるために、表面処理によって基材の表面粗さを過度に大きくすると、フッ素樹脂層表面の平坦性が損なわれる。基材上にプライマー層を介してフッ素樹脂層を設ける方法により、基材とフッ素樹脂層との間の密着性を向上させることができる。しかし、耐熱性が不十分なプライマー層が、基材とフッ素樹脂層との間に介在すると、フッ素樹脂複合材料の耐熱性が低下する。
【0005】
フッ素樹脂に電子線やγ線などの放射線を照射して架橋させると、機械特性、耐クリープ性、耐放射線性、耐摩耗性、他材に対する密着性などの特性が向上することが知られている。フッ素樹脂は、化学的に安定であり、常温で放射線を照射すると容易に分解する。フッ素樹脂に、低酸素濃度下、その融点以上の温度で電子線やγ線などの放射線を照射すると、網目状の架橋構造を導入することができる。そこで、放射線の照射によってフッ素樹脂を架橋する場合、フッ素樹脂を所望の形状に賦形して焼成した後、その融点以上の温度に加熱し、かつ、酸素の不存在下または低酸素濃度下に、放射線を照射する方法が提案されている。
【0006】
特開平9−278907号公報(特許文献1)には、電離性放射線を照射したフッ素樹脂からなる摺動部材が開示されている。特許文献1には、フッ素樹脂から所定形状の予備成型品を製造し、これを焼成した後、酸素不存在下かつフッ素樹脂の結晶融点以上の温度に加熱した状態で、電離性放射線を照射する方法が開示されている。
【0007】
特許第3317452号公報(特許文献2)には、PTFEをその結晶融点以上の温度のもとで、酸素不存在下において、1kGy以上の電離性放射線を照射する改質PTFEの製造方法が開示されている。
【0008】
特開平11−147291号公報(特許文献3)には、フッ素樹脂に、不活性ガス雰囲気下、かつ、その融点以上の温度に加熱した状態で、電離性放射線を照射線量1kGy〜10Mgyの範囲内で照射した改質フッ素樹脂と他の部材との複合材料が開示されている。
【0009】
特開2002−225204号公報(特許文献4)には、基材表面をフッ素樹脂で被覆し、次いで、フッ素樹脂被膜の表面に電離性放射線を照射することにより、フッ素樹脂の架橋反応とフッ素樹脂と基材表面との化学反応を同時に生じさせ、それによって両者の強固な接着を達成する改質フッ素樹脂被覆材の製造方法が開示されている。該特許文献4の実施例1〜3には、各種基材の表面にPTFEディスパージョンを塗布した後、塗工膜を340℃で焼成して予備成形体を作製し、次いで、該予備成形体を、アルゴンガス雰囲気下、340℃で電子線を照射して架橋させて被覆材を得たことが示されている。
【0010】
特許第3659039号公報(特許文献5)及び特許第3729078号公報(特許文献6)には、未架橋のフッ素樹脂シートまたは粉体を、低酸素濃度雰囲気中、その融点または融点近傍の温度に加熱して移動させつつ、放射線を照射して架橋させる改質フッ素樹脂の製造方法が開示されている。特許文献5及び6に開示されている方法は、フッ素樹脂シートまたは粉体の改質方法であって、フッ素樹脂層と他部材との複合材料の製造方法に関するものではない。さらに、特許文献5及び6には、改質フッ素樹脂の製造方法に関する具体的な実験例は示されていない。
【0011】
このように、フッ素樹脂の放射線架橋に関する従来技術では、フッ素樹脂を所定形状に予備成型し、次いで、該予備成形物を焼成した後、その融点以上の温度に加熱しながら放射線を照射するのが通常であった。
【0012】
従来技術において、基材上に放射線の照射により架橋したフッ素樹脂層を有する複合材料を製造する場合には、フッ素樹脂層を焼成した後、該フッ素樹脂の融点以上の温度に加熱して放射線を照射する方法が採用されている。フッ素樹脂層は、一般に、フッ素樹脂粒子がコロイド状に分散したフッ素樹脂ディスパージョンの塗工により形成されるため、塗膜の焼成によってフッ素樹脂粒子を溶融させて、均一で平坦なフッ素樹脂膜とする。フッ素樹脂の融点以上の温度でフッ素樹脂層に放射線を照射する理由は、溶融状態での分子鎖の運動性向上によって、照射により誘起されたアルキルラジカルと分子鎖末端ラジカルとの間で再結合が促進され、網目構造を形成すると考えられていたためである。
【0013】
しかし、前記の如き従来法に従って、基材上に架橋フッ素樹脂層が形成された架橋フッ素樹脂複合材料を製造するには、基材上にフッ素樹脂の薄い塗膜を形成した後、該フッ素樹脂の融点以上の高温に加熱して焼成し、さらに、放射線の照射時にも、該フッ素樹脂の融点以上の高温に加熱する必要があるため、フッ素樹脂の熱劣化が生じたり、加熱によるエネルギー消費量の増大を招いたりする。さらに、本発明者らの研究結果によれば、焼成したフッ素樹脂層に、該フッ素樹脂の融点以上の温度で放射線を照射して架橋させる従来法では、架橋フッ素樹脂層の耐摩耗性の更なる向上を図ることが困難なことが判明した。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開平9−278907号公報
【特許文献2】特許第3317452号公報
【特許文献3】特開平11−147291号公報
【特許文献4】特開2002−225204号公報
【特許文献5】特許第3659039号公報
【特許文献6】特許第3729078号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、放射線の照射による架橋法によって、耐摩耗性が顕著に向上し、基材との密着性にも優れた架橋フッ素樹脂層を有する架橋フッ素樹脂複合材料の製造方法を提供することにある。
【0016】
本発明者らは、前記課題を解決するために鋭意研究を行った結果、基材上に未焼成かつ未架橋のフッ素樹脂層を形成した後、該フッ素樹脂の融点以上の温度で焼成し、次いで、焼成した未架橋フッ素樹脂層を、低酸素濃度雰囲気下、該フッ素樹脂の融点未満の特定の範囲内の温度で、かつ、特定の照射線量の放射線を照射する方法により、耐摩耗性が顕著に改善された架橋フッ素樹脂層を形成できることを見出した。
【0017】
このような選択された複数の条件の組み合わせを採用することによって、フッ素樹脂の融点未満の温度で放射線を照射しても、フッ素樹脂層の架橋が効果的に生じ、しかも耐摩耗性が顕著に向上した架橋フッ素樹脂層を形成できる。この結果は、従来技術水準からは到底予測することができない驚くべきことである。本発明は、これらの知見に基づいて完成するに至ったものである。
【課題を解決するための手段】
【0018】
本発明によれば、基材上に架橋フッ素樹脂層が形成された架橋フッ素樹脂複合材料の製造方法において、
(1)基材上に、未焼成かつ未架橋のフッ素樹脂層を形成する工程1;
(2)該フッ素樹脂層を、該フッ素樹脂の融点(Tm)から該融点より150℃高い温度(Tm+150℃)までの範囲内の温度に加熱して焼成する工程2;
(3)焼成した未架橋フッ素樹脂層の温度を、該フッ素樹脂の融点(Tm)より60℃低い温度(Tm−60℃)から該融点より1℃低い温度(Tm−1℃)までの範囲内の温度に調整する工程3;及び
(4)温度調整した該未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する工程4;
を含む架橋フッ素樹脂複合材料の製造方法が提供される。
【発明の効果】
【0019】
本発明の製造方法によれば、耐摩耗性が顕著に向上した架橋フッ素樹脂層を有する架橋フッ素樹脂複合材料が提供される。具体的に、フッ素樹脂層の耐摩耗性は、後記の回転摩耗試験により評価することができる。従来法では、基材上のフッ素樹脂層を焼成した後、該フッ素樹脂の融点以上の温度で放射線を照射して架橋していた。フッ素樹脂としてPTFEを用いた場合、従来法により得られた架橋PTFE複合材料は、回転摩耗試験において、積算回転数が2万回まで高度の耐摩耗性を示すものの、積算回転数が5万回以上になると、架橋PTFE層の摩耗量が増大する傾向を示す。これに対して、本発明の製造方法により得られた架橋PTFE複合材料は、積算回転数を10万回とした場合でも、架橋PTFE層の摩耗量がゼロまたは極めて低い値を示す。
【0020】
本発明の製造方法により得られた架橋フッ素樹脂複合材料は、耐摩耗性が顕著に優れる上、架橋フッ素樹脂層にクラックの発生がなく、架橋フッ素樹脂層と基材との間の密着性にも優れている。本発明の製造方法によれば、フッ素樹脂の融点より低い温度で放射線の照射による架橋を行うことができるため、照射工程でのフッ素樹脂層の熱劣化と熱エネルギーの消費量を抑制することができる。本発明の製造方法によれば、放射線として電子線を用いる場合、連続的な照射工程でフッ素樹脂層の架橋を行うことができる。
【0021】
本発明の製造方法により、アルミニウムまたはアルミニウム合金からなる基材上に架橋フッ素樹脂層を形成した複合材料は、プレス加工による深絞り成型が可能である。例えば、円板状のアルミニウム基材上に架橋フッ素樹脂層を形成した複合材料は、プレス加工によって、炊飯器の内釜などの所望の形状に二次加工することができる。
【図面の簡単な説明】
【0022】
【図1】図1は、回転摩耗試験の説明図である。
【発明を実施するための形態】
【0023】
本発明で使用するフッ素樹脂としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、及びテトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)が挙げられる。これらのフッ素樹脂は、それぞれ単独で、あるいは2種以上を組み合わせて用いることができる。
【0024】
これらのフッ素樹脂の中でも、耐熱性と耐摩耗性の観点から、PTFE、PFA、及びこれらの混合物が好ましく、PTFE単独、及びPTFEとPFAとの混合物がより好ましい。高度の耐摩耗性を有する架橋フッ素樹脂層を形成するには、PTFE単独の使用が特に好ましい。PTFEとPFAを組み合わせて使用する場合、両者の質量比は、好ましくは10:90〜90:10、より好ましくは30:70〜70:30、特に好ましくは40:60〜60:40の範囲内である。
【0025】
フッ素樹脂としては、基材上への塗工性の観点から、水系媒体中にフッ素樹脂粒子がコロイド状に分散しているPTFEディスパージョン、PFAディスパージョン、FEPディスパージョンなどのディスパージョンの形態で用いることが好ましい。これらのフッ素樹脂ディスパージョンは、2種以上のフッ素樹脂を含有するものであってもよい。フッ素樹脂として、所望により、粉体塗料を使用することもできる。
【0026】
フッ素樹脂としては、未焼成かつ未架橋のものを使用する。フッ素樹脂の融点は、示差走査熱量計(DSC)を用いて、10℃/分の昇温速度で昇温したときに融解ピークとして検出される結晶融点(Tm)を意味する。各フッ素樹脂の代表的な融点は、以下の通りである。PTFEの融点は、327℃である。PFAの融点は、310℃である。FEPの融点は、275℃である。
【0027】
各フッ素樹脂が少量の第二成分または第三成分を共重合成分として含む共重合体である場合には、その融点は、上記の代表的な融点の値から変動することがある。本発明において、2種以上のフッ素樹脂を組み合わせて用いる場合、その融点は、それらのフッ素樹脂の融点の中で最も高い融点を意味する。例えば、PTFEとPFAとの混合物からなるフッ素樹脂を用いる場合、フッ素樹脂の融点とは、PTFEの融点(Tm=327℃)を意味するものとする。
【0028】
本発明において、フッ素樹脂の融点(Tm)とは、出発原料として使用する未焼成かつ未架橋のフッ素樹脂の融点として定義される。フッ素樹脂は、焼成や架橋などによって、その融点が変動することがあるが、焼成温度及び照射温度を決定する際の融点とは、原料として使用する未焼成かつ未架橋のフッ素樹脂の融点を意味するものとする。
【0029】
フッ素樹脂には、所望により、有機または無機の充填剤、着色剤、可塑剤、安定剤などの添加剤成分を含有させることができる。フッ素樹脂の非粘着性、ノンブリード性、耐薬品性、耐熱性などの特性を維持しながら、架橋フッ素樹脂層の耐摩耗性を大幅に向上させるには、充填剤等の添加剤成分を含有しないフッ素樹脂を用いることが好ましい。
【0030】
基材としては、一般に、焼成温度と照射温度で熱的安定性を示す材質からなるものが用いられる。基材を構成する材質としては、アルミニウム、鉄、銅、ステンレスなどの金属;酸化アルミニウム、窒化ケイ素、炭化ケイ素、タングステンカーバイトなどのセラミックス;ガラス;ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルエーテルケトン樹脂などの耐熱性樹脂;などが挙げられる。金属は、合金であってもよい。ステンレスとしては、磁性または非磁性のステンレスを用いることができる。
【0031】
本発明の製造方法によれば、照射温度をフッ素樹脂の融点未満の温度とすることができ、かつ、短時間の照射工程を採用することができるため、基材の材質として、フッ素ゴム、シリコーンゴム、熱可塑性エラストマーなどのゴム材料を用いることもできる。
【0032】
基材の形状は、特に限定されず、例えば、フィルム、シート、板、ロッド、ブロック、円筒、円柱、エンドレスベルト、容器など任意である。基材は、単層であっても、それぞれ材質の異なる複数の層を有する多層であってもよい。多層基材としては、例えば、金属ローラ上にゴム層を形成したゴム被覆ローラ、アルミニウム/ステンレスの層構成を持つ複合基材などを挙げることができる。
【0033】
本発明の製造方法は、アルミニウムまたはアルミニウム合金からなるアルミニウム基材を用いて、その上に架橋フッ素樹脂層を形成するのに特に適している。アルミニウム基材は、熱伝導性と成形加工性に優れるため、調理器具の用途に好適である。アルミニウム基材としては、JIS−3003、3004、3005などのAl−Mn系アルミニウム合金が好ましい。アルミニウムまたはアルミニウム合金からなる円板上に架橋フッ素樹脂層を形成した複合材料は、プレス加工によって、例えば、内面に架橋フッ素樹脂層を有する炊飯器の内釜の形状に深絞り成型することができる。
【0034】
基材は、表面処理を行うことなく使用することができる。基材と架橋フッ素樹脂層との間の密着性を高めるために、基材の表面をエッチング処理またはサンドブラスト処理することができる。化学的または電気化学的なエッチング処理により、基材の表面に微細な凹凸を形成して、未架橋フッ素樹脂層及び架橋フッ素樹脂層と基材との間の密着性を高めることができる。
【0035】
金属基材は、その表面にエッチング処理することが好ましいことが多い。例えば、アルミニウム基材を用いる場合、該アルミニウム基材を陽極とし、塩化アンモニウム水溶液中で通電することにより、電気化学的エッチング処理を行うことができる。基材の表面処理法として、サンドブラスト処理法を採用することができる。表面処理に代えて、基材の表面にプライマーを塗布することによっても、基材と架橋フッ素樹脂層との間の密着性を高めることができる。ただし、高度の耐熱性が求められる技術分野では、プライマー処理は適していない。
【0036】
表面処理によって、基材の表面粗さが過度に大きくなると、架橋フッ素樹脂層の表面粗さが大きくなりすぎて、非粘着性が低下する。基材の表面処理を行う場合には、基材の表面粗さRa(JIS B 0601)を0.5〜5μmの範囲内に調整することが好ましい。
【0037】
本発明の架橋フッ素樹脂複合材料の製造方法は、以下の工程1乃至4を含有するものである。
【0038】
(1)基材上に、未焼成かつ未架橋のフッ素樹脂層を形成する工程1;
(2)該フッ素樹脂層を、該フッ素樹脂の融点(Tm)から該融点より150℃高い温度(Tm+150℃)までの範囲内の温度に加熱して焼成する工程2;
(3)焼成した未架橋フッ素樹脂層の温度を、該フッ素樹脂の融点(Tm)より60℃低い温度(Tm−60℃)から該融点より1℃低い温度(Tm−1℃)までの範囲内の温度に調整する工程3;及び
(4)温度調整した該未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する工程4。
【0039】
工程1では、基材上に、未焼成かつ未架橋のフッ素樹脂層を形成する。基材上にフッ素樹脂層を形成するには、通常、フッ素樹脂ディスパージョンをディッピング法、スピンコーティング法、スプレーコーティング法などにより基材上に塗工し、乾燥する方法が採用される。基材上にフッ素樹脂の粉体塗料を塗工する方法によっても、フッ素樹脂層を形成することができる。粉体塗料の塗工法としては、静電塗装法や流動浸漬法などが挙げられる。均一で薄い塗膜を形成しやすい点で、フッ素樹脂ディスパージョンの塗工法を採用することが好ましい。
【0040】
フッ素樹脂層の厚みは、電子線などの放射線が透過して均一な架橋構造を形成することができる範囲内とすることが好ましい。フッ素樹脂層の厚みは、架橋フッ素樹脂複合材料の用途に応じて必要とされる耐摩耗性、機械物性などの特性を十分に発揮し得る範囲内とすることが望ましい。フッ素樹脂層の厚みは、通常、1〜150μm、好ましくは3〜70μm、より好ましくは4〜50μm、特に好ましくは5〜30μmの範囲内である。放射線の照射によって架橋したフッ素樹脂層は、耐摩耗性に優れるため、その厚みを薄くすることができる。
【0041】
工程2では、基材上のフッ素樹脂層を、該フッ素樹脂の融点(Tm)から該融点より150℃高い温度(Tm+150℃)までの範囲内の温度に加熱して焼成する。この温度は、焼成温度と呼ばれる。
【0042】
焼成温度は、Tm〜(Tm+150℃)、好ましくは(Tm+5℃)〜(Tm+135℃)、より好ましくは(Tm+10℃)〜(Tm+125℃)の範囲内である。フッ素樹脂がPTFE(Tm=327℃)である場合、該焼成温度は、327〜477℃、好ましくは332〜462℃、より好ましくは337〜452℃の範囲内である。焼成温度が低すぎると、均一で平坦なフッ素樹脂層を形成することが困難となり、架橋フッ素樹脂層にクラックが生じるおそれもある。他方、焼成温度が高すぎると、フッ素樹脂の熱劣化が生じやすくなる。
【0043】
焼成時間は、焼成温度にもよるが、通常、1〜60分間、好ましくは5〜40分間、より好ましくは10〜30分間の範囲内である。焼成時間が短すぎると、厚みが均一で、表面が平坦なフッ素樹脂層を形成することが困難となる。焼成時間が長すぎると、フッ素樹脂が熱劣化することに加えて、生産効率やエネルギー効率が低下する。焼成により、照射工程後、耐摩耗性と基材に対する密着性に優れた架橋フッ素樹脂層を形成することができる。
【0044】
焼成は、未焼成かつ未架橋のフッ素樹脂層を形成した基材を、焼成温度に保持した加熱炉内に保持する方法により、バッチ式で行うことができる。フッ素樹脂層を形成した基材をホットプレート上に載置し、所定温度で所定時間加熱する方法により、焼成してもよい。フッ素樹脂層が形成された基材を、該基材側でホットプレート上に載せて、ホットプレートに内蔵した加熱ヒータに通電するか、外部の加熱手段によってホットプレートを加熱する。ホットプレートを用いることにより、フッ素樹脂層の温度を所望の範囲内に正確に設定することができる。
【0045】
焼成を連続的工程で行う場合には、未焼成かつ未架橋のフッ素樹脂層を形成した基材をコンベアベルトに載せて走行させながら、加熱炉(焼成炉)内の加熱ゾーンを通過させる方法を採用することができる。加熱ゾーンとしては、上下に対向して配置した加熱ヒータのセットを、コンベアベルトの走行方向に沿って複数個配置した構造のものを例示することができる。フッ素樹脂層が形成された基材をホットプレート上に載せて、これを更にコンベアベルトに載せて走行させる方法を採用することもできる。
【0046】
工程3では、前記工程2で焼成した未架橋フッ素樹脂層の温度を、該フッ素樹脂の融点(Tm)より60℃低い温度(Tm−60℃)から該融点より1℃低い温度(Tm−1℃)までの範囲内の温度に調整する。この温度は、照射温度と呼ばれる。すなわち、工程3は、未架橋フッ素樹脂層を所定の照射温度に設定するための工程である。
【0047】
照射温度は、(Tm−60℃)〜(Tm−1℃)の範囲内であるが、耐摩耗性の観点から、好ましくは(Tm−57℃)〜(Tm−2℃)、より好ましくは(Tm−40℃)〜(Tm−3℃)、特に好ましくは(Tm−25℃)〜(Tm−5℃)の範囲内である。
【0048】
フッ素樹脂がPTFEの場合、照射温度は、267〜326℃、好ましくは270〜325℃、より好ましくは287〜324℃、特に好ましくは302〜322℃の範囲内である。フッ素樹脂がPTFEの場合、照射温度が305〜320℃の範囲内で最良の結果を得ることができる。フッ素樹脂がPTFEとPFAとの混合物である場合も、上記範囲内の照射温度とすることが好ましい。
【0049】
照射温度が低すぎると、架橋フッ素樹脂層の耐クラック性、基材との密着性、耐摩耗性などが不十分となりやすい。照射温度が高すぎると、熱劣化が生じるおそれがある上、耐摩耗性が低下傾向を示す。照射温度をフッ素樹脂の融点以上の温度に設定すると、後記する回転摩耗試験において、積算回転数を2万回以上、さらには5万回以上に増加させると、摩耗量が増大する傾向を示す。
【0050】
焼成した未架橋フッ素樹脂層を照射温度に調整するには、未架橋フッ素樹脂層が形成された基材(複合材料)を所定の温度に維持した加熱炉内で保持するか、基材側でホットプレート上に載せて、ホットプレートに内蔵した加熱ヒータに通電するか、外部の加熱手段によってホットプレートを加熱する。ホットプレートを用いると、未架橋フッ素樹脂層の温度を所望の範囲内の照射温度に正確に設定することができる。
【0051】
焼成した未架橋フッ素樹脂層を連続的な工程で照射温度に調整するには、焼成した未架橋フッ素樹脂層が形成された基材をコンベアベルトに載せて走行させながら、加熱炉内の加熱ゾーンを通過させる方法を採用することができる。加熱ゾーンとしては、上下に対向して配置した加熱ヒータのセットを、コンベアベルトの走行方向に沿って複数個配置した構造のものを例示することができる。この連続的な加熱工程は、前記の連続的な焼成工程に続く工程として配置することが好ましい。この場合、加熱炉内の加熱ゾーンの前半部分の加熱ヒータの温度を焼成温度に設定し、後半部分の加熱ヒータの温度を照射温度に設定する。未架橋フッ素樹脂層が形成された基材をホットプレート上に載せて、これを更にコンベアベルトに載せて走行させる方法を採用することもできる。
【0052】
焼成した未架橋フッ素樹脂層は、既に高温に加熱された状態にあるため、照射温度に調整する時間を短くすることができる。照射温度に調整する時間は、未架橋フッ素樹脂層の厚みや焼成温度、照射温度、放射線の種類などにもよるが、通常、3〜60秒間、好ましくは5〜40秒間、より好ましくは10〜30秒間の範囲内である。このように、照射温度に調整する時間は、短くすることができ、かつ、短いほど効率的であるが、所望により、その上限を5分間または30分間程度にすることができる。
【0053】
工程4では、照射温度に温度調整した未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する。この工程4によって、放射線の照射により架橋されたフッ素樹脂を含有する架橋フッ素樹脂層を形成する。
【0054】
放射線としては、α線(α崩壊を行う放射性核種から放出されるヘリウム−4の原子核の粒子線)、β線(原子核から放出される陰電子及び陽電子)、電子線(ほぼ一定の運動エネルギーを持つ電子ビーム;一般に、熱電子を真空中で加速してつくる)などの粒子線;γ線(原子核、素粒子のエネルギー準位間の遷移や素粒子の対消滅、対生成などによって放出・吸収される波長の短い電磁波)などの電離放射線を用いることができる。
【0055】
これらの放射線の中でも、架橋効率や操作性の観点から、電子線及びγ線が好ましく、電子線がより好ましい。特に電子線は、電子線照射装置が入手しやすいこと、照射操作が簡単であること、連続的な照射工程を採用することができることなどの利点を有している。
【0056】
焼成後の未架橋フッ素樹脂層の温度を照射温度にまで調整した後、直ちに放射線を照射することが、熱劣化を避け、エネルギー効率を高める上で好ましい。放射線の照射線量は、50〜250kGyの範囲内である。照射線量は、耐摩耗性の観点から、好ましくは55〜230kGy、より好ましくは60〜200kGyの範囲内である。
【0057】
照射線量は、引張破断伸びが大きく、可撓性や二次加工性に優れた架橋フッ素樹脂層を得る観点からは、好ましくは50〜130kGy、より好ましくは55〜110kGy、特に好ましくは60〜100kGyの範囲内に設定することが望ましい。照射線量を、これらの範囲内に設定することにより、伸び(縦方向)を90%以上、好ましくは95%以上とすることができ、それによって、良好な深絞り成型加工性を有する架橋フッ素樹脂複合材料を得ることができる。
【0058】
照射線量を増大させると、一般に、架橋フッ素樹脂層の引張強さ(降伏点強度)を向上させることができる。ただし、本発明の製造方法によれば、照射温度をフッ素樹脂の融点未満の温度に設定していることもあって、照射線量を低くしても、架橋フッ素樹脂層の強度の低下を抑制することができる。
【0059】
照射線量が少なすぎると、架橋密度を十分に高くすることができないため、架橋フッ素樹脂層の基材に対する密着性や耐摩耗性を十分に向上させることが困難となる。照射線量が多すぎると、架橋フッ素樹脂層の基材に対する密着性や耐摩耗性は向上するものの、架橋フッ素樹脂層の伸びが低下して、プレス加工時にクラックが発生するおそれがある。
【0060】
放射線の照射領域の雰囲気を、酸素濃度1,000ppm以下とすることが架橋反応を進行させる上で重要である。照射領域の雰囲気中の酸素濃度は、好ましくは800ppm以下、さらに好ましくは500ppm以下、特に好ましくは300ppm以下である。酸素濃度の下限値は、通常、0.1ppm、多くの場合1ppm程度である。
【0061】
放射線の照射領域の酸素濃度を上記範囲内に保持するには、例えば、照射領域を密閉して真空引きするか、照射領域に窒素ガスなどの不活性ガスを流すか、あるいは照射領域の空気を真空引きして除いた後、不活性ガスを流す方法を採用することができる。不活性ガスとしては、酸素濃度が低い窒素ガスを用いることが効率的で、コスト面でも有利である。
【0062】
より具体的に、放射線の照射領域の酸素濃度を上記範囲内に保持する方法としては、上面にチタン箔からなる照射窓を設けたチャンバーを用いて、該チャンバー内を真空引きして空気を除去する方法;該チャンバー内を真空引きした後に、不活性ガスを流す方法;該チャンバー内に不活性ガスを流す方法;などを挙げることができる。不活性ガスを流しながら、チャンバー内に被照射物(焼成後、照射温度に加熱した未架橋フッ素樹脂層を有する基材)を連続的に搬送して、電子線を照射すれば、連続的工程で照射架橋を行うことができる。被照射物を連続的に搬送するには、コンベアベルトを用いることができる。被照射物をホットプレート上に載置して、照射温度に精密に制御しながら、コンベアベルトで順次搬送する方法を採用することもできる。
【0063】
連続的な工程で照射を行う他の方法としては、連続焼成炉を用いる方法を挙げることができる。連続焼成炉としては、上下に対向して配置した加熱ヒータのセットを、コンベアベルトの走行方向に沿って複数個配置した構造のものを例示することができる。加熱ゾーンの前半部分の加熱ヒータ温度を焼成温度に設定し、後半部分の加熱ヒータ温度を照射温度に設定する。加熱ゾーンの終端に照射装置を配置する。照射装置の後には、冷却部を設ける。
【0064】
加熱ゾーン、照射領域、及び冷却部の全体をハウジングまたはチャンバーで囲み、その内部に不活性ガスを流しながら、焼成工程と照射工程を連続的に実施する。照射領域では、チタン箔からなる照射窓を配置して、外部の空気が流れ込まないようにする。
【0065】
照射領域に、ガスボンベから酸素濃度が低い窒素ガスなどの不活性ガスを流し続けても、外部環境からの微量の空気の混入を根絶することは困難である。そのため、例えば、窒素ガスボンベとして、酸素濃度が0.1ppmの窒素ガスを流しても、照射領域での酸素ガス濃度は、1〜5ppm程度になることがある。酸素濃度が1ppm、10ppm、及び100ppmの窒素ガスボンベを用いた場合には、照射領域の酸素濃度は、それぞれ50〜100ppm、70〜150ppm、及び150〜300ppm程度になることがある。そのため、照射領域の酸素濃度は、使用する不活性ガス中の酸素濃度と照射領域での酸素濃度の実測値に基づいて制御することが好ましい。
【0066】
照射領域の酸素濃度は、架橋フッ素樹脂層の耐摩耗性と必ずしも比例関係にはない。照射領域の酸素濃度が高すぎても低すぎても、耐摩耗性が低下傾向を示すことがある。しかし、本発明の製造方法によれば、架橋フッ素樹脂層の耐摩耗性は、照射領域の酸素濃度に対する依存性が低く、例えば、照射領域の酸素濃度を低くしても、高度の耐摩耗性を示す架橋フッ素樹脂層を形成することができる。これに対して、従来法によれば、照射領域の酸素濃度が低すぎても高すぎても、耐摩耗性が低下傾向にある。
【0067】
基材が、平坦なフィルム、シート、板など以外の立体的な形状を持つものである場合には、例えば、基材を回転させながら、電子線などの放射線を未架橋フッ素樹脂層全体に均一に照射することが望ましい。照射時間は、走査型電子線照射装置を用いると、実質的に瞬時である。
【0068】
本発明の架橋フッ素樹脂複合材料は、架橋フッ素樹脂層の耐摩耗性が顕著に優れる上、架橋フッ素樹脂層の耐クラック性、基材と架橋フッ素樹脂層との間の密着性にも優れている。そのため、例えば、アルミニウム基材上に架橋フッ素樹脂層を形成した複合材料は、プレス加工によって炊飯器の内釜などの容器の形状に深絞り成形しても、架橋フッ素樹脂層にクラックが発生したり、架橋フッ素樹脂層が剥離したりすることがない。
【0069】
基材と架橋フッ素樹脂層との間の密着性は、碁盤目試験〔JIS K 5400(1998年版)〕によって評価することができる。碁盤目試験は、フッ素樹脂層に1mm角の大きさの貫通傷を付けて、100個の碁盤目を作製し、その上に粘着テープを貼り付けて、剥がす操作を行う試験である。本発明の架橋フッ素樹脂複合材料は、碁盤目試験を300回繰り返しても、100個の碁盤目が剥離することがない。
【0070】
架橋フッ素樹脂層の耐摩耗性は、回転摩耗試験により評価することができる。回転摩耗試験は、複合材料の基材を固定し、架橋フッ素樹脂層の上に3M社製のスコッチブライト(登録商標)#3000と2kgの重りをこの順で載せ、スコッチブライト#3000と重りを200rpmで回転させて、積算回転数(回)と摩耗による膜厚減少量との関係を測定する試験法である。スコッチブライトとは、ナイロン不織布に研磨砥粒(酸化アルミニウムまたはシリコンカーバイト)を均一に塗布し接着させた3次元構造を持つ研磨材である。
【0071】
本発明の架橋フッ素樹脂複合材料は、回転摩耗試験での積算回転数を10万回とした場合でも、架橋フッ素樹脂層の膜厚減少量が、通常5.0μm以下、好ましくは4.0μm以下、より好ましくは3.0μm以下、特に好ましくは2.0μm以下であり、顕著に優れた耐摩耗性を示す。フッ素樹脂がPTFEの場合、照射温度を305〜320℃の範囲内に設定することにより、回転摩耗試験での積算回転数を10万回とした場合でも、架橋フッ素樹脂層の膜厚減少量を実質的にゼロとすることが可能である。
【0072】
本発明の架橋フッ素樹脂複合材料は、基材と架橋フッ素樹脂層との間の密着性に優れる上、適度の照射線量による照射条件を選択することによって、架橋フッ素樹脂層の伸びを過度に低下させることがないため、二次加工によって該架橋フッ素樹脂層が剥離したり、クラックが発生したりするのを防ぐことができる。例えば、アルミニウム基材(円板)上に架橋フッ素樹脂層を形成した複合材料は、プレス加工によって炊飯器の内釜に深絞り成形することができる。
【実施例】
【0073】
以下、実施例及び比較例を挙げて、本発明についてより具体的に説明する。各種物性及び特性の測定法と評価法は、下記のとおりである。
【0074】
(1)クラック
放射線の照射によって架橋した架橋フッ素樹脂層を目視で観察し、クラックの発生の有無を評価した。未架橋のフッ素樹脂層についても同様に評価した。
【0075】
(2)碁盤目試験
日本工業規格のJIS K 5400(1998年版)の規定に従って、碁盤目試験を行った。基材上の架橋フッ素樹脂層に1mm角の大きさの貫通傷を付けて100個の碁盤目を作製し、その上に粘着テープ〔ニチバン(株)製CT405AP−18〕を貼り付け、剥がす操作を行った。各試料毎に粘着テープの貼付と剥離の操作を300回行い、300回目の碁盤目の残存枚数(枚/100)を調べた。
【0076】
(3)回転摩耗試験
図1に示す方法により、回転摩耗試験を行った。基材1上に架橋フッ素樹脂層2を形成した複合材料を、該基材1側で固定部材3の上にビス止めした。固定部材3と基材1と架橋フッ素樹脂層2とで固定部7を構成する。架橋フッ素樹脂層2の上に、研磨材5〔3M社製スコッチブライト#3000(登録商標)〕と2kgの重り4をこの順に載せる。研磨材5と重り4とで回転部6を構成する。回転部6を200rpm(毎分回転数)で回転させる。積算回転数が各所定値となった時点で架橋フッ素樹脂層の厚みの減少量を測定した。架橋フッ素樹脂層の厚みの減少量は、0.1μmの厚みの変化を検知し得る渦電流式デジタル式肉厚計〔(株)サンコウ電子研究所製EDY−II〕を用いて測定した。未架橋フッ素樹脂層の場合も同様に評価した。
【0077】
(4)プレス加工性
実施例及び比較例で得られた複合材料を、冷間にて、炊飯器用金型を用いて凹状にプレス加工して、深さ120mm、直径190mmの内釜の形状に深絞り成型した。このようにして、内面に架橋フッ素樹脂層を有する内釜を作製した。この内釜の架橋フッ素樹脂層を目視で観察し、以下の基準で評価した。未架橋フッ素樹脂層の場合も同様に評価した。
A:架橋フッ素樹脂層の基材からの剥離、クラックの発生、傷の発生などの問題がない、
B:架橋フッ素樹脂層の剥離、クラック、傷などの内の少なくともいずれかが観察される。
【0078】
(5)伸び及び強度
基材から架橋フッ素樹脂層を剥離して測定用試料とし、日本工業規格のJIS K 6301の規定に従って、引張速度100mm/分の条件で、引張破断伸び(%)及び引張強さ(降伏点強度)(kg/mm2)を測定した。
【0079】
[実施例1]
基材として、アルミニウム合金(JIS−3003;Al−Mn系合金)から形成された直径360mm、厚み1.7mmの円板を用いた。アルミニウム円板を陽極とし、塩化アンモニウム水溶液中、25クーロン/cm2の電気量で電気化学的エッチングを行い、アルミニウム円板の表面に微細な凹凸を形成させた。
【0080】
表面処理したアルミニウム円板上に、PTFEディスパージョン(ダイキン社製D−10FE)をスピンコートし、乾燥して、厚み11μmの未焼成かつ未架橋のPTFE層を形成した。この未架橋PTFE層を有する複合材料を、340℃に保持した加熱炉内で20分間保持して焼成した。
【0081】
焼成した未架橋PTFE層を有する基材をホットプレート上に載置し、270℃の温度に調整した。このホットプレートをコンベアベルトにより、NHVコーポレーション社製コンベア式電子線照射装置の照射領域に搬送した。電子線照射装置のチャンバー内は、酸素濃度0.1ppmの窒素ガスを流して、照射領域の酸素濃度を3.4ppmに維持させた。加速電圧1.16MeVの電子線を、照射線量が60kGyとなるように、未架橋PTFE層上から照射してPTFEを架橋した。架橋PTFE層の厚みは、11μmであった。結果を表1に示す。
【0082】
[実施例2〜7、及び比較例1〜5]
PTFE層の厚みと照射温度を表1及び2に示すように変更したこと以外は、実施例1と同様に操作した。結果を表1及び2に示す。
【0083】
【表1】
【0084】
【表2】
【0085】
(考察)
表1及び2の結果から以下のことが分かる。
【0086】
(1)照射温度が低すぎる場合(比較例1及び2)は、複合材料の回転摩耗試験において積算回転数が50,000回の時点で、摩耗量が5μmを超えて多くなっている。そのため、比較例1及び2の複合材料については、プレス加工性の評価を行わなかった。
【0087】
(2)照射温度がPTFEの結晶融点(327℃)以上の場合(比較例3〜5)は、複合材料の回転摩耗試験において積算回転数が50,000回以上になると摩耗量が増大する傾向を示す。特に、照射温度が高い比較例4及び5の場合は、積算回転数が100,000回の時点での摩耗量が5μmを超える多さになったので、プレス加工性の評価を行わなかった。
【0088】
(3)これに対して、照射温度を(Tm−60℃)〜(Tm−1℃)の範囲内(267〜326℃)に調整した場合(実施例1〜7)には、複合材料の回転摩耗試験において積算回転数が100,000回の時点での摩耗量が5μm未満、さらには4μm未満となり、耐摩耗性が顕著に向上していることが分かる。
【0089】
特に、照射温度を(Tm−25℃)〜(Tm−5℃)の範囲内(302〜322℃)に調整した場合(実施例3〜6)には、積算回転数が100,000回の時点での摩耗量がゼロであり、耐摩耗性の改善効果が最も著しいことが分かる。
【0090】
本発明の製造方法により得られた架橋PTFE複合材料(実施例1〜7)は、耐クラック性、基材と架橋フッ素樹脂層との間の密着性、及びプレス加工性に優れている。
【0091】
[実施例8]
基材として、アルミニウム合金(JIS−3004;Al−Mn系合金)から形成された直径360mm、厚み1.2mmの円板を用いた。このアルミニウム円板上に、PTFEディスパージョン(ダイキン社製D−10FE)をスピンコートし、乾燥して、厚み11μmの未焼成かつ未架橋のPTFE層を形成した。この未架橋PTFE層を有する複合材料を、340℃に保持した加熱炉内で20分間保持して焼成した。
【0092】
焼成した未架橋PTFE層を有する基材をホットプレート上に載置し、310℃の温度に調整した。このホットプレートをコンベアベルトにより、NHVコーポレーション社製コンベア式電子線照射装置の照射領域に搬送した。電子線照射装置のチャンバー内は、酸素濃度0.1ppmの窒素ガスを流して、照射領域の酸素濃度を3.4ppmに維持させた。加速電圧1.16MeVの電子線を、照射線量が60kGyとなるように、未架橋PTFE層上から照射してPTFEを架橋した。架橋PTFE層の厚みは、11μmであった。結果を表3に示す。
【0093】
[実施例9〜12]
照射線量を表3に示すとおりに変更したこと以外は、実施例8と同様に操作した。結果を表3に示す。
【0094】
[比較例6]
電子線を照射しなかったこと以外は、実施例8と同様に操作した。結果を表3に示す。
【0095】
[比較例7及び8]
照射線量を表3に示すとおりに変更したこと以外は、実施例8と同様に操作した。結果を表3に示す。
【0096】
【表3】
【0097】
(考察)
表3の結果から明らかなように、電子線を照射しなかった場合(比較例6)には、耐摩耗性の悪いことが分かる。また、照射線量が少なすぎる場合(比較例7及び8)には、耐摩耗性の改善効果が小さなことが分かる。比較例6〜8で得られた複合材料については、碁盤目試験を行わなかった。
【0098】
これに対して、照射線量が50〜250kGyの範囲内の放射線を照射した場合(実施例8〜12)には、基材の表面処理を行わなくても、優れた耐摩耗性を示す複合材料が得られる。
【0099】
[実施例13]
基材として、アルミニウム合金(JIS−3004;Al−Mn系合金)から形成された直径360mm、厚み1.2mmの円板を用いた。このアルミニウム円板上に、PTFEディスパージョン(ダイキン社製D−10FE)をスピンコートし、乾燥して、厚み12μmの未焼成かつ未架橋のPTFE層を形成した。この未架橋PTFE層を有する複合材料を、450℃に保持した加熱炉内で15分間保持して焼成した。
【0100】
焼成した未架橋PTFE層を有する基材をホットプレート上に載置し、320℃の温度に調整した。このホットプレートをコンベアベルトにより、NHVコーポレーション社製コンベア式電子線照射装置の照射領域に搬送した。電子線照射装置のチャンバー内は、酸素濃度0.1ppmの窒素ガスを流して、照射領域の酸素濃度を3.4ppmに維持させた。加速電圧1.16MeVの電子線を、照射線量が60kGyとなるように、未架橋PTFE層上から照射してPTFEを架橋した。架橋PTFE層の厚みは、12μmであった。結果を表4に示す。
【0101】
[実施例15〜16、及び比較例9]
照射線量を表4に示すとおりに変更したこと以外は、実施例13と同様に操作した。結果を表4に示す。
【0102】
【表4】
【0103】
(考察)
表4の結果から、照射線量を制御することによって、架橋フッ素樹脂層の伸びを調整できることが分かる。特に、可撓性や二次加工性に優れた架橋フッ素樹脂層を得る観点からは、照射線量を、好ましくは50〜130kGy、より好ましくは55〜110kGy、特に好ましくは60〜100kGyの範囲内に設定することが望ましいことが分かる。照射線量を上記範囲内に設定することにより、伸び(縦方向)を90%以上、好ましくは95%以上とすることができ、それによって、良好な深絞り成型加工性を有する架橋フッ素樹脂複合材料を得ることができる。伸びの上限値は、180%程度である。他方、本発明の製造方法によれば、照射線量の変動によって、架橋フッ素樹脂層の強度があまり影響を受けないことが分かる。
【産業上の利用可能性】
【0104】
本発明の製造方法により得られる架橋フッ素樹脂複合材料は、例えば、フッ素樹脂被覆層を形成した炊飯器の内釜、ホットプレート、フライパンなどの調理具;フッ素樹脂トップコートを形成した電子写真方式または静電記録方式の複写機やレーザープリンタなどに配置されている定着ローラなどの技術分野で好適に利用することができる。
【符号の説明】
【0105】
1 基材
2 架橋フッ素樹脂層
3 固定部材
4 重り
5 研磨材
6 回転部
7 固定部
【特許請求の範囲】
【請求項1】
基材上に架橋フッ素樹脂層が形成された架橋フッ素樹脂複合材料の製造方法において、
(1)基材上に、未焼成かつ未架橋のフッ素樹脂層を形成する工程1;
(2)該フッ素樹脂層を、該フッ素樹脂の融点(Tm)から該融点より150℃高い温度(Tm+150℃)までの範囲内の温度に加熱して焼成する工程2;
(3)焼成した未架橋フッ素樹脂層の温度を、該フッ素樹脂の融点(Tm)より60℃低い温度(Tm−60℃)から該融点より1℃低い温度(Tm−1℃)までの範囲内の温度に調整する工程3;及び
(4)温度調整した該未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する工程4;
を含む架橋フッ素樹脂複合材料の製造方法。
【請求項2】
該フッ素樹脂が、ポリテトラフルオロエチレン、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、及びテトラフルオロエチレン−ヘキサフルオロプロピレン共重合体からなる群より選ばれる少なくとも一種のフッ素樹脂である請求項1記載の製造方法。
【請求項3】
該フッ素樹脂が、ポリテトラフルオロエチレン、またはポリテトラフルオロエチレンとテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体との混合物である請求項1記載の製造方法。
【請求項4】
該放射線が、電子線である請求項1記載の製造方法。
【請求項5】
該基材が、アルミニウムまたはアルミニウム合金からなる板材である請求項1記載の製造方法。
【請求項1】
基材上に架橋フッ素樹脂層が形成された架橋フッ素樹脂複合材料の製造方法において、
(1)基材上に、未焼成かつ未架橋のフッ素樹脂層を形成する工程1;
(2)該フッ素樹脂層を、該フッ素樹脂の融点(Tm)から該融点より150℃高い温度(Tm+150℃)までの範囲内の温度に加熱して焼成する工程2;
(3)焼成した未架橋フッ素樹脂層の温度を、該フッ素樹脂の融点(Tm)より60℃低い温度(Tm−60℃)から該融点より1℃低い温度(Tm−1℃)までの範囲内の温度に調整する工程3;及び
(4)温度調整した該未架橋フッ素樹脂層に、酸素濃度1,000ppm以下の雰囲気下、照射線量が50〜250kGyの範囲内の放射線を照射して、未架橋フッ素樹脂を架橋する工程4;
を含む架橋フッ素樹脂複合材料の製造方法。
【請求項2】
該フッ素樹脂が、ポリテトラフルオロエチレン、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、及びテトラフルオロエチレン−ヘキサフルオロプロピレン共重合体からなる群より選ばれる少なくとも一種のフッ素樹脂である請求項1記載の製造方法。
【請求項3】
該フッ素樹脂が、ポリテトラフルオロエチレン、またはポリテトラフルオロエチレンとテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体との混合物である請求項1記載の製造方法。
【請求項4】
該放射線が、電子線である請求項1記載の製造方法。
【請求項5】
該基材が、アルミニウムまたはアルミニウム合金からなる板材である請求項1記載の製造方法。
【図1】

【公開番号】特開2013−27875(P2013−27875A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−235682(P2012−235682)
【出願日】平成24年10月25日(2012.10.25)
【分割の表示】特願2009−445(P2009−445)の分割
【原出願日】平成21年1月5日(2009.1.5)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成24年10月25日(2012.10.25)
【分割の表示】特願2009−445(P2009−445)の分割
【原出願日】平成21年1月5日(2009.1.5)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【Fターム(参考)】
[ Back to top ]