
柿果実用発泡トレー
【課題】柿果実を見栄え良く展示させ得る柿果実用発泡トレーを提供することを課題としている。
【解決手段】クッション性を有する樹脂発泡シートで形成され、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されており、該収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられていることを特徴とする柿果実用発泡トレーを提供する。
【解決手段】クッション性を有する樹脂発泡シートで形成され、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されており、該収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられていることを特徴とする柿果実用発泡トレーを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、柿果実用発泡トレーに関し、より詳しくは、樹脂発泡シートで形成された柿果実用発泡トレーに関する。
【背景技術】
【0002】
従来、ポリスチレン系樹脂発泡シート、架橋ポリエチレン樹脂発泡シート、ポリプロピレン系樹脂発泡シートなどのクッション性を有する熱可塑性樹脂発泡シートを、プレス成形、真空成形、圧空成形といったシート成形法によって成形加工する方法が、インジェクション成形などの成形方法などに比べて簡便であるため、容器などの樹脂成形品を作製する方法として広く行われている。
例えば、りんご、梨、桃、トマト、柿など青果物の緩衝包装用に複数の収納凹部を有する発泡トレーなどの容器が熱可塑性樹脂発泡シートによって作製されている(例えば、下記特許文献1参照)。
【0003】
これらの発泡トレーは、通常、紙箱などに整然と並べられた状態で果実を配置してその見栄えを向上させるべく用いられており、その全体的な形状は、収容させる紙箱の内寸に相当する形状とされ、前記紙箱に収容させた際に、全ての収納凹部が、その開口を上方に向けて配列された状態となるように形成されている。
すなわち、このような発泡トレーは、傷による果実の商品価値の低下を防ぐことのみならず購買者に対する購買意欲を向上させるべく、果実を見栄え良く展示させることが求められている。
【0004】
例えば、下記特許文献1には開口の直径が78mmで深さが36mmの半球状の収納凹部を形成させるための金型が図1に示されているが、このような収納凹部を有する発泡トレーは、りんごや梨といった、大き目の果実を陳列すべく用いられるもので、果実をその半分程度収納凹部に収容させて、果実の上部側を購買者に展示させるべく用いられるものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平8−231748号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、果実は、通常、生産者からの出荷段階で、その大きさごとに、例えば、“特大”、“大”などといった分類がされており、この大きさごとに販売がなされている。
したがって、一つの発泡トレーには大きさの揃った果実が陳列されることとなる。
なお、りんごや梨では、通常、蔕部を上側にして発泡トレー上に陳列されるが、これらの果実は、蔕部が深く凹入された状態となっており、この蔕部側から見た果実の外観は凹凸が大きく形成された状態となっているため、陳列されている果実の大きさにある程度のばらつきが生じていたとしてもそのことが目立ち難いというメリットを有する。
一方で、柿果実などでは、蔕側から見た様子も、蔕部を下側にして先端側から見た様子も比較的平坦な外観を呈することから一つの発泡トレーに陳列される果実の大きさのばらつきを目立たせ易い。
【0007】
例えば、収納凹部の開口から上側に露出される部分の果実の高さを異ならせた場合、りんごや梨では、一つ一つの果実の見た目の凹凸が激しいことから、隣り合う果実の高さが異なることに気付き難いが、柿果実では、見た目が平坦であるために陳列されている果実の高さに違いを有していることが目に付き易く購買者の購買意欲を低下させるおそれを有する。
【0008】
上記のような事柄については、これまでほとんど考慮されておらず、本発明者は、この点に着目して検討を行った。
先の特許文献1に示されているような収納凹部には、開口径(78mm)よりも小さな30mmの直径の円形の底面部が備えられており、この底面部と開口縁との間に曲面状の周壁部が形成されている。
そして、通常、青果用の発泡トレーは、この曲面状の周壁部で果実を下側から支えるように形成されている。
【0009】
ところで、柿果実のみならず、一般に果実は、その大きさが大きくなるほど重量が増大する。
したがって、この果実を支える周壁部を薄肉にさせるなどして変形し易いようにすれば、大きな重たい柿果実は、小さくて軽い柿果実よりも収納凹部に深く沈み込む形で収容され、高さを揃えた状態で展示させることができる。
【0010】
しかし、柿果実が接する箇所を薄肉に形成させるとそれだけクッション性(緩衝性)が損なわれることになって、柿果実の傷付き防止という発泡トレーの本来の目的が損なわれるおそれを有する。
このようなことから、従来の柿果実用発泡トレーでは、柿果実を見栄え良く展示させることが難しい状況となっており、本発明は、このような問題を解決し、柿果実を見栄え良く展示させ得る柿果実用発泡トレーを提供することを課題としている。
【課題を解決するための手段】
【0011】
本発明者は、周壁部よりも内側に設けられている底面部を周壁部に対して一段凹入された状態となるように形成させることで、周壁部の下端に底面部に向けて曲がる角が形成され、周壁部が受ける柿果実の重みをこの曲がり角に作用させて、大きな柿果実ほど沈み込む深さが深くなるように機能させ得ることを見出して本発明の完成に至ったのである。
【0012】
すなわち、柿果実用発泡トレーに係る本発明は、クッション性を有する樹脂発泡シートで形成され、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されており、該収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられていることを特徴としている。
【発明の効果】
【0013】
本発明の柿果実用発泡トレーによれば、底面部を凹入させることで形成される周壁部の下端の角に柿果実の重量を作用させて、大きな柿果実ほど沈み込む深さが深くなるため、周壁部厚みを減じることなく柿果実の高さを調整することができ、柿果実を見栄え良く展示させ得る。
【図面の簡単な説明】
【0014】
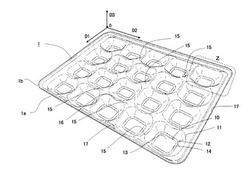
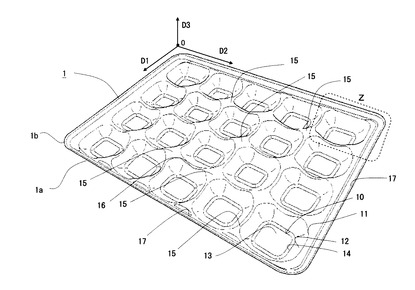
【図1】本実施形態に係る柿果実用発泡トレーの構造を示す斜視図。
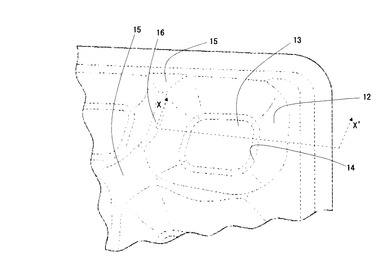
【図2】図1の部分拡大図。
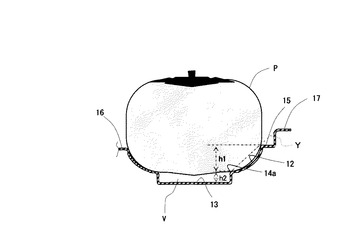
【図3】図2のX−X’線矢視断面図。
【図4】柿果実収容時における作用を示す要部拡大断面図。
【図5】他実施形態に係る柿果実用発泡トレーの構造を示す斜視図。
【発明を実施するための形態】
【0015】
以下に、本発明の好ましい実施の形態について図を参照しつつ説明する。
図1は、本実施形態に係る柿果実用発泡トレー(以下、単に、「発泡トレー」又は「トレー」ともいう)の斜視図であり、図2は、図1における破線領域Zを拡大した図である。
また、図3は、図2におけるX−X’線矢視断面図であり、柿果実を収納凹部に収容させたときの様子を示したものである。
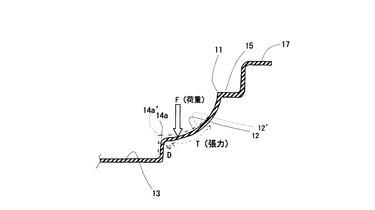
さらに、図4は、この断面図(図3)の正面視右側部分を拡大したもので、柿果実を収納凹部に収容させた際における作用を説明するための図である。
【0016】
本実施形態の柿果実用発泡トレーは、クッション性を有する樹脂発泡シートで形成されており、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されている。
そして、この収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が前記底面部の外周を周回する状態で備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられている。
【0017】
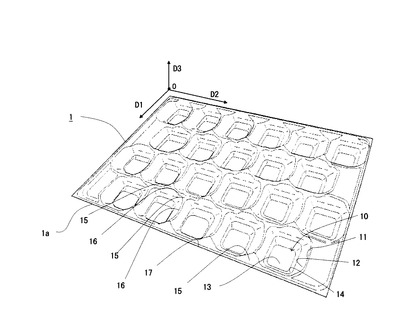
より、具体的には、図に示すように、本実施形態の発泡トレー1は、上面視における輪郭線を為す外周縁1aが略長方形となっており、該長方形の4つの角部1bが丸みを帯びた状態となって形成されている。
この発泡トレー1は、収容する柿果実の大きさや数などによって適宜大きさが調整されうるものであるが、図においては、上面視における輪郭線を為す長方形の短辺方向D1の寸法が25〜35cmで、長辺方向D2の寸法が40〜50cmのものを例示している。
また、図においては、高さ方向D3の寸法が4〜8cmのものを例示している。
【0018】
この発泡トレー1は、収納凹部10が、短辺方向D1に4個、長辺方向D2に5個並んで配列されており、合計20個の柿果実を陳列し得るように形成されている。
この収納凹部10は、四つの角部に丸みを持たせた矩形状に開口しており、該開口の縁部11(以下、「開口縁11」ともいう)の内側に曲面を形成して収納凹部10の凹入方向に縮径する周壁部12と、該周壁部12よりも内側となる収納凹部10の最底部に、上面視における形状が前記開口縁11と相似する形状に形成された底面部13を備えている。
【0019】
この発泡トレー1は、前記収納凹部10の開口縁11の外側に形成され、当該開口縁11を画定する、トレーの基準面となる基準平面部15を有している。
ただし、本実施形態の収納凹部10は、前後左右の収納凹部10とその開口縁11どうしを重なり合わせた状態となっており、前記収納凹部10の4つの角に相当する部分において高さが揃った基準平面部15を有している一方で開口縁11の重なり部分においては、発泡シートの位置が前記基準平面部15よりも下方に下がった状態となっており、カテナリ曲線状に発泡シートの位置(高さ)を変化させた稜線部16が形成されている。
【0020】
また、本実施形態の発泡トレー1には、その外縁部において、この基準平面部15よりも一段高く隆起された隆起部17が形成されており、該隆起部17が発泡トレー1の外周を周回する状態で備えられて、隆起部17の先端によって前記外周縁1aが画定されている。
この隆起部17の基準平面部15からの高さについては、通常、5〜10mm程度とされる。
【0021】
本実施形態の発泡トレー1に4個×5個となるように配列されている前記収納凹部10は、その開口縁11の縦横の寸法が、通常、5〜10cmとされ、前記底面部13は、その2/3程度の大きさとされる。
したがって、例えば、前記開口縁11の縦横の寸法がそれぞれ7.5cmで、前記底面部13の縦横の寸法が5cmであるとすると、前記周壁部12は、開口縁11から底面部13にかけて約1.3cm((7.5cm−5cm)/2=1.25cm)径が縮むような状態で形成されることとなる。
この周壁部12は、前記底面部13を取り巻くように形成されており、前述のように開口縁11の側から底面部13の側にかけて曲面を形成させて縮径する状態に形成されている。
そして、周壁部12は、収納凹部10の断面においては、開口縁11から底面部13の外縁14に向けて引いた直線(仮想線Y)よりも外側に膨らんだ曲線を描いて縮径している。
この開口縁11から底面部13に向けて形成されている周壁部12の深さ(垂直深さ:h1)は、通常、10〜20mmとされる。
【0022】
また、前記底面部13は、この周壁部12の下端よりもさらに一段下方に凹入された状態となっており、この底面部13の外縁14においては周壁部12との間に略直角の角14aが形成されている。
この周壁部12の下端からの底面部13の凹入深さ(h2)は、通常3〜10mm程度とされる。
【0023】
そして、この収納凹部10に柿果実Pを収納させた際には、前記周壁部12に柿果実Pの下面側が当接され、この周壁部12に柿果実の重みによって下向きの力が作用することとなる。
この下向きの力は周壁部12に開口縁11の側から底面部13の側にかけての張力Tを発生し、該張力Tが前記角14aに作用することとなる。
そして、凹入している底面部13の外縁14において周壁部12に向けて立設されている箇所が外向きに倒伏される形となって周壁部12が外側に広がる作用を発揮する。
【0024】
すなわち、この底面部13が凹入されていることでその外縁14における角14aが外に移動し周壁部12が拡張されるため、大きな重い柿果実は、小さくて軽い柿果実に比べて収納凹部10に深く収納されることとなり、大きさにばらつきがある複数の柿果実を一つの発泡トレーに収容させても収納凹部10から上側に露出する部分の高さが均等化され、見栄えの良好なる展示状態とさせうる。
【0025】
このときの機能について、図4を参照しつつさらに説明すると、柿果実の収納によって周壁部12に作用する荷重Fは、前記張力Tとなって底面部13の外縁14に形成された周壁部12の下端との間の角14aに作用する。
したがって、荷重Fが加えられる前の角14a’は、前記荷重Fによって、その位置から外側斜め下方向に移動されることとなる。
これは、角14a’が前記張力Tによって外側に引っ張られることによって、先述のように底面部13の外縁14においてこの角14a’に向けて立設されている部分が矢印“D”で示すように外向きに倒伏されるためである。
そして、周壁部12も、荷重Fが加えられる前の状態(周壁部12’)から、荷重Fによって外側に広げられることとなる。
なお、荷重Fの大きさが大きくなるほど、角14a、及び周壁部12の変位量も大きくなるため、大きな重い柿果実は、小さくて軽い柿果実に比べて収納凹部10に深く収納されることになる。
このような機能は、周壁部12の厚みによって左右され難く、柿果実を保護するために十分な厚みを周壁部12に付与させたとしても前記機能が損なわれるおそれが低い。
【0026】
しかも、蔕部を上にして柿果実を収容させた場合に、底面部13が一段下がっていることで柿果実の先端部が他の果実に比べて突出しているようなものが混ざっていたとしても、収納凹部10から上側に露出する部分の高さに影響を及ぼすおそれが低い。
なお、この底面部13と柿果実との間には、通常、空隙Vが形成されることとなる。
また、この底面部13の裏面側は、通常、この発泡トレー1を紙箱などに収容させた際に、発泡トレー1を支持する支持点となって紙箱に当接される箇所となる。
あるいは、紙箱などに収容させること無く、机上などに発泡トレー1を載置した場合に、この底面部13の裏面側は、机の天板に接する箇所となる。
【0027】
したがって、柿果実を収容した発泡トレー1を、机に置いたり、紙箱に収容させたりする際に生じる衝撃に対して、この底面部13と柿果実との間の空隙Vに緩衝作用を期待することができる。
あるいは、柿果実が発泡トレー1に載置されて収容されている紙箱に対して振動が与えられた場合も同様である。
例えば、特許文献1に記載されている金型で形成されるような形状のものであれば、先端部がやや突出気味の柿果実の場合、その先端部が底面部に接触された状態となりやすく、場合によっては、収容時に真っ先にこの先端部が接触して、収納凹部10から上側に露出する部分の高さを高くさせてしまうばかりか衝撃が加えられた場合にこの先端部を傷めてしまうおそれを有する。
一方で、本実施形態における発泡トレー1は、そのような問題が発生することを回避させ得る。
【0028】
また、本実施形態においては、縦横に収納凹部が“4×5”に整列しているものを例示しているが、収納凹部の縦横の数はこのような場合に限定されるものではない。
また、例えば、図5の斜視図に示すように偶数列と奇数列とで位置をずらせた配置とすることもできる。
【0029】
こうした発泡トレー1の形成には、優れたクッション性を有する樹脂発泡シートを好適に用いうる。
次いで、この発泡トレー1の形成に好適な樹脂発泡シートについて説明する。
本実施形態における樹脂発泡シートとしては、ポリスチレン系樹脂発泡シート、架橋ポリエチレン樹脂発泡シート、ポリプロピレン系樹脂発泡シートなどのクッション性を有する熱可塑性樹脂発泡シートが用いられ得る。
なかでも、ポリスチレン系樹脂発泡シートが好ましい。
以下に、このポリスチレン系樹脂発泡シート(以下、単に「発泡シート」ともいう)について説明する。
【0030】
ポリスチレン系樹脂発泡シートとしては、
(a)ポリスチレン系樹脂;
(b)密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂;
(c)スチレンと共役ジエンとの共重合体またはその水素添加物;
を含む樹脂組成物(i)が押出し発泡されてなるものが好適に用いられ得る。
なお、この「(c)スチレンと共役ジエンとの共重合体またはその水素添加物」としては、デュロメータタイプA硬度の値HDAが90以下となるものが好適である。
【0031】
また、発泡シートとしては、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となることが好ましい。
【0032】
このポリスチレン系樹脂発泡シートに用いられるポリスチレン系樹脂(a)は、ポリスチレン樹脂またはポリスチレン樹脂を主成分とするポリスチレン系樹脂混合物が用いられる。
特にポリスチレンホモポリマー単体であるか、又は、ポリスチレンホモポリマー50質量%以上、90質量%以下、及び、耐衝撃性ポリスチレン樹脂、若しくは、スチレン−アクリル酸エステル共重合体10質量%以上、50質量%以下からなる樹脂であることが好ましい。
ポリスチレンホモポリマーに耐衝撃性ポリスチレンを加えると、柔軟性向上に効果があるが、耐衝撃性ポリスチレンの配合量が高くなると、発泡剤ガスの保持性が低下して成形性が悪くなったり、樹脂中に含まれるゴム成分のために耐候性が低下したりすることがあり、成形品を長期保管しておいた場合などに、柔軟性の低下、成形品の割れ欠けなどの問題が発生しやすくなる。
このため、耐衝撃性ポリスチレンの配合量はポリスチレン系樹脂(a)全体の50質量%以下とするのが好ましく、40質量%以下とするのがより好ましく、30質量%以下とするのがさらに好ましい。
【0033】
スチレン−アクリル酸エステル共重合体としては、スチレンモノマーとアクリル酸エステルとの共重合体が挙げられ、このアクリル酸エステルとしては、アクリル酸エチル、アクリル酸ブチルなどのアクリル酸と炭素数が1〜10のアルコールとのエステルが好ましい。
このような共重合体は、スチレン−アクリル酸ブチルが柔軟性向上効果の上で好ましい。
本実施形態で使用するスチレン−アクリル酸エステル共重合体中の、アクリル酸エステル含有量は、通常、1質量%以上、40質量%以下であり、好ましくは1質量%以上、30質量%以下である。
スチレン−アクリル酸エステル共重合体は、アクリル酸エステルの含有量に応じて、樹脂の耐熱性が低下するため、原料としてスチレン−アクリル酸エステル共重合体を多量に配合すると、発泡シートの耐熱性が低下しすぎる場合があり、その場合、発泡シートどうしの融着性の問題や、成形品の熱変形等の問題が生じやすくなる。
そのため、総じてスチレン−アクリル酸エステル共重合体を配合する場合、その配合量は、ポリスチレン系樹脂(a)全体の50質量%以下とするのが好ましく、40質量%以下とするのがより好ましく、30質量%以下とするのがさらに好ましい。
【0034】
本実施形態において好ましく使用されるポリエチレン系樹脂(b)は、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂である。
ポリエチレン系樹脂(b)の密度が0.87g/cm3より低いと発泡シートに付与される柔軟性を向上させる効果に比べ、融着性の問題が大きくなるために好ましくない。
密度が0.92g/cm3を超えるようなポリエチレン系樹脂では、エチレン−酢酸ビニル共重合体などを除き、柔軟性向上効果が小さく、多量に配合しなくてはならなくなり、好ましくない。
本実施形態で使用するポリエチレン系樹脂(b)の密度は、0.88g/cm3以上、0.92g/cm3以下の範囲がより好ましく、0.88g/cm3以上、0.89g/cm3以下の範囲がさらに好ましい。
【0035】
前記ポリエチレン系樹脂としては、例えば低密度ポリエチレン、直鎖状低密度ポリエチレン、超低密度ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−αオレフィン共重合体、エチレン−メチルメタアクリレート共重合体、エチレン−アクリル酸エチル共重合体等、またはその他エチレンと共重合可能なビニル系モノマーと、エチレンとの共重合体が挙げられる。
これらの内、エチレン−酢酸ビニル共重合体は、酢酸ビニル含有量が増えると柔軟性向上効果が高くなり、樹脂密度も上昇する。
酢酸ビニル含有量が15質量%を超えるような樹脂は、柔軟性向上効果は高いが、臭気の問題や融着性の問題が生じやすくなり好ましくない。
そのためエチレン−酢酸ビニル共重合体は、酢酸ビニル含有量が15質量%以下のものが好ましい。
【0036】
本実施形態において発泡シートの形成材料として使用する、スチレンと共役ジエンとの共重合体またはその水素添加物(c)は、デュロメータタイプA硬度の値HDAが90以下であることが好ましい。
共重合体の種類としては、ブロック共重合体でもランダム共重合体でもよい。
共役ジエンとしては、例えばブタジエン、イソプレン、2−エチルブタジエンなどの炭素数4〜10の共役ジエンが挙げられる。
好ましいスチレン−共役ジエン共重合体またはその水素添加共重合体としては、スチレン−イソプレンブロック共重合体またはその水素添加物、スチレン−ブタジエンブロック共重合体またはその水素添加物である。
これら共重合体の完全飽和型構造は、例えばスチレン−エチレン・ブチレン共重合体、スチレン−エチレン・ブチレン−スチレンブロック共重合体、スチレン−エチレン・プロピレン共重合体、スチレン−エチレン・プロピレン−スチレンブロック共重合体などである。
【0037】
また、発泡シート及びその成形品の耐候性の悪化を防ぐためには、上記共重合体の中でも特に水素添加によって分子鎖内にある二重結合の数がより少ない共重合体が好ましい。
本実施形態において用いられる発泡シートにあっては、上記スチレンと共役ジエンとの共重合体またはその水素添加物の1種単独でも、2種以上を混合しても良い。
【0038】
さらに本実施形態においては、スチレンと共役ジエンとの共重合体またはその水素添加物(c)はデュロメータタイプA硬度の値HDAが90以下、好ましくは20以上、80以下、より好ましくは20以上、70以下の範囲のものを使用する。
HDAの値が90より高いものは、柔軟性向上効果が小さく、発泡シートの柔軟性を満足させるためには多量に配合しなければならず、発泡性や融着性の問題が生じたり、コストが上昇したりするので好ましくない。
HDAが20未満のものは、樹脂粘度が下がりすぎて発泡性が低下したり、発泡体の耐熱性が低下したりする可能性がある。
【0039】
なお、デュロメータタイプA硬度(HDA)は、例えば、高分子計器株式会社製デュロメータASKER A型と10Nの荷重がかけられる定圧荷重器を用いて、JIS K7215に準拠し、その瞬時値を測定することで求めることができる。
なお、発泡シートの厚みが十分でない場合は、規定以上の厚みとなるように複数枚を重ね合わせて測定することができる。
また、通常、測定は複数回(例えば、6回)実施し、得られた値を平均してその樹脂のデュロメータタイプA硬度の値(HDA)とすることができる。
【0040】
このようなスチレンと共役ジエンとの共重合体またはその水素添加物(c)としては、とりわけ、スチレンブロックと、スチレン/ブタジエンランダム共重合体ブロックとの共重合構造を有するスチレン−スチレン・ブタジエンブロック共重合体の水素添加物(水素添加率:95%以上)が好ましい。
そして、密度が、0.97g/cm3以上、1.01/cm3以下のものが好ましい。
また、メルトフローレート(JIS K 7210:230℃、2.16kgf)が、2.4g/10min以上、2.8g/10min以下のものが好ましい。
さらに、100%、200%、300%の引張りモジュラス(JIS K6251:3号ダンベル試験片、試験速度500mm/min)がそれぞれ、4.8〜5.4MPa、6.6〜7.2MPa、7.5〜8.5MPaとなり、引張り強さが11.0〜13.0MPaで、切断時伸びが430%以上、530%以下となるものが好ましい。
【0041】
なかでも、デュロメータタイプA硬度の値HDAが75以上、85以下で、BS903に準拠した「ダンロップ反撥弾性率」が常温(23℃)において、10%以上、14%以下となるものが好適である。
さらには、旧JIS K6301に準拠した圧縮永久歪み(70℃、22時間)の値が、90%以上、110%以下、JIS K6723に準拠した加熱変形率(1kgf、120℃×1h)が89%以上、95%以下となるものが上記(c)成分として好ましい。
【0042】
加えて、スチレンと共役ジエンとの共重合体またはその水素添加物(c)としては、荷重500gfでカナキン3号綿布を摩耗材とし、摩耗面をR形状(幅19.5mm)とした学振摩耗試験(サンプル形状:皮シボ)を実施した場合に、摩耗回数1万回での減量(ml)が、0.0005〜0.005mlとなるものが好適である。
【0043】
本実施形態の発泡シートは、上記ポリスチレン系樹脂(a)と、ポリエチレン系樹脂(b)と、スチレンと共役ジエンとの共重合体またはその水素添加物(c)とを含む樹脂組成物(i)と、発泡剤(ii)とを混合した原料樹脂を押出発泡して得られ、上記樹脂組成物(i)は、ポリスチレン系樹脂(a)50質量%以上、90質量%以下、ポリエチレン系樹脂(b)3質量%以上、20質量%以下、スチレンと共役ジエンとの共重合体またはその水素添加物(c)3質量%以上、47質量%以下(ただし、ポリエチレン系樹脂(b)+スチレンと共役ジエンとの共重合体またはその水素添加物(c)=10質量%以上、50質量%以下の範囲である)の組成を有することが好ましい。
【0044】
この樹脂組成物(i)中のポリエチレン系樹脂(b)の配合量は、3質量%以上、20質量%以下の範囲であり、5質量%以上、20質量%以下の範囲とするのが好ましく、5質量%以上、15質量%以下の範囲とするのがさらに好ましい。
ポリエチレン系樹脂(b)の配合量が3質量%以下である場合、ポリエチレン系樹脂(b)による柔軟性向上効果が不十分となり、発泡トレー等の成形品の柔軟性が不足する場合がある。
一方ポリエチレン系樹脂(b)の配合量が20質量%を超えると、発泡シート内に残っている発泡剤ガスの大気中への逸散が早くなり、そのために熱成形時の二次発泡性が悪くなり、結果として成形性が悪くなるので好ましくない。
【0045】
この樹脂組成物(i)中のスチレンと共役ジエンとの共重合体またはその水素添加物(c)の配合量は、通常、3質量%以上、47質量%以下の範囲であり、5質量%以上、35質量%以下の範囲が好ましく、5質量%以上、25質量%以下の範囲がより好ましい。
スチレンと共役ジエンとの共重合体またはその水素添加物(c)の配合量が3質量%より少ないと、ポリスチレン系樹脂(a)とポリエチレン系樹脂(b)との相溶性が低下し、またスチレンと共役ジエンとの共重合体またはその水素添加物(c)による柔軟性向上効果も小さくなり、好ましくない。
一方、スチレンと共役ジエンとの共重合体またはその水素添加物(c)の配合量が47質量%を超えると、樹脂粘度の低下による連続気泡率の上昇や、成形性の悪化、発泡シートの耐熱性低下などの問題が生じるため、好ましくない。
【0046】
好ましい実施形態において、上記ポリエチレン系樹脂(b)とスチレンと共役ジエンとの共重合体またはその水素添加物(c)とは、(b)と(c)との合計量が10質量%以上、50質量%以下の範囲、好ましくは20質量%以上、40質量%以下、より好ましくは25質量%以上、35質量%以下の範囲となるように、樹脂生成物(i)中に配合される。
ポリエチレン系樹脂(b)とスチレンと共役ジエンとの共重合体またはその水素添加物(c)との合計量が10質量%より少ないと、柔軟性向上効果が小さくなり好ましくない。
一方、合計量が50質量%を超えると、発泡性や熱成形性が悪くなったり、融着性が悪くなったりするため、好ましくない。
【0047】
この発泡シートは、上記の樹脂組成物が押出発泡されて、密度0.03g/cm3以上、0.2g/cm3以下の押出発泡シートとされ、その発泡シートの1kgf荷重時の部分圧縮変位量が0.60mm以上とされることが好ましい。
発泡シートの密度は、より低密度にすることによって、発泡シートの柔軟性を向上させることはできる。
しかしながら、ポリスチレン系樹脂とポリエチレン系樹脂、さらにはスチレンと共役ジエンとの共重合体またはその水素添加物それぞれについて熱成形特性が異なるため、発泡シートが低密度になると熱成形時の成形性が悪くなることから、発泡シートの密度は0.03g/cm3以上、0.2g/cm3以下の範囲とすることが好ましい。
また、発泡シートの密度は、成形性と柔軟性、そして成形品の強度の点で、0.04g/cm3以上、0.1g/cm3以下の範囲とすることがより好ましい。
【0048】
なお、発泡シート密度については、発泡シートから所定の形状の試験片を切り出し、この試験片の体積V(cm3)をノギスで測定し、そのサンプルの重量W(g)から下記式を用いて求めることができる。
発泡シート密度(単位:g/cm3)=W/V
この場合も、複数枚(例えば、5枚)の試験片について測定を実施し、得られた値を平均してその発泡シートの密度とすることができる。
【0049】
発泡シートの1kgf荷重時の部分圧縮変位量は、シート成形法における成形加工の容易さの指標となるばかりでなく発泡シートを指で摘まんだ時の感触を良く表わしており、1kgf荷重時の部分圧縮変位量が0.60mm以上、好ましくは0.65mm以上、3.00mm以下、特に好ましくは0.70mm以上、2.00mm以下であるような発泡シートを熱成形して発泡トレーとすることで、感触にも優れ、特に柔軟性を要求される桃等の青果物に対する優れた緩衝性を有する発泡トレーを製造することができる。
この部分圧縮変位量が0.60mm未満の柔軟性に乏しい発泡シートを成形した発泡トレーでは、輸送中に青果表面に傷が付きやすくなり、好ましくない。
また、圧縮変位量が3.00mmを超える非常に柔軟性のあるシートの場合、成形した発泡トレーに剛性が無く、自動選果機を使用する場合に上手くトレーを運べないなどの不具合が発生する場合がある。
本実施形態の発泡シートは、1kgf荷重時の部分圧縮変位量が0.60mm以上であるので、底面部13の外縁14において周壁部12の下端に向けて立設されている箇所の倒伏(収納凹部10の拡縮)が容易となって、開口縁11から上方に露出する柿果実の高さ調整機能に優れた発泡トレーを形成させることができる。
【0050】
この、発泡シートの1kgf荷重時の部分圧縮変位量については、例えば、オリエンテック社製 テンシロンUCT−10を使用し、以下のようにして測定することができる。
まず、試料となる発泡シートを10cm×10cmに切り抜き、測定サンプルとする。
部分圧縮変位量測定には最大荷重25kgfのロードセルを用い、ロードセルに先端がR=10mmの半球形状をしたφ20mm、長さ25mmの直棒形状の押し治具を装着して常温(23℃)で圧縮試験を行う。
測定サンプルは、積層せずに1枚だけを、測定装置荷台に隙間ができないように、測定装置荷台に密着させてセットし、測定サンプルの厚み方向上端部に押し治具下端部が接触した状態を基点とし、押し治具を速度20mm/minにて降下させ、測定サンプルを圧縮する。
その際、測定サンプルへの荷重が1kgf時の治具の基点からの変位(mm)を試料発泡シートの1kgf荷重時の部分圧縮変位量とすることができる。
なお、測定に際しては、通常、複数のサンプル数(例えば、5枚)から得られた測定値について、その平均値を計算して、この平均値を発泡シートの1kgf荷重時の部分圧縮変位量とすることができる。
【0051】
この発泡シートの製造方法は、例えば、押出機内で上記樹脂組成物(i)と発泡剤(ii)とを溶融混練し、押出機の先端に取付けた金型から大気中へ押出すことにより発泡シートを得る方法が挙げられる。
この製造方法では、押出機先端にTダイを取り付け、そこから押出発泡した発泡シートを冷却ロールで成形する発泡シートの製造方法と、サーキュラー金型を取り付け、円環状の発泡体をマンドレルで成形した後、切開してシート状とする押出発泡シートの製造方法のどちらも適用することができるが、サーキュラー金型を取付けて行う押出発泡シートの製造方法は広幅の発泡シートを作りやすく、また発泡シートの厚みを制御しやすいため、より好適である。
また、得られた発泡シートをロール状に巻き取る場合は、巻き締まり防止のため、できるだけテンションをかけずに巻き取ることが望ましい。
【0052】
この発泡シートを製造する製造方法で使用する発泡剤(ii)としては、公知の化学発泡剤、物理発泡剤のいずれも使用できる。化学発泡剤としては、例えばアゾジカルボンアミドなどの分解型のもの、重曹−クエン酸などの分解型のものが挙げられる。物理発泡剤としては、例えば、プロパン、ブタン、ペンタンなどの炭化水素、窒素、二酸化炭素などの不活性ガス、ジメチルエーテル、ジエチルエーテルなどのエーテル、テトラフルオロエタン、クロオジフルオロエタン、ジフルオロエタンなどのハロゲン化炭化水素などが挙げられる。
【0053】
この発泡シートを製造する製造方法では、樹脂組成物(i)に気泡調整剤、着色剤、収縮防止剤、難燃剤、滑剤、劣化防止剤など公知の添加剤を適宜加えることができる。気泡調整剤としては、タルク、雲母、マイカ、モンモリロナイトなどの無機フィラー、フッ素樹脂などの有機微粒子、またはアゾジカルボンアミドなどの分解型化学発泡剤、重曹−クエン酸などの反応型化学発泡剤、窒素や二酸化炭素などの不活性ガスなどが使用できる。
収縮防止剤としては、ステアリン酸モノグリセライドなどの脂肪酸と多価アルコールとのエステル化合物などが、本実施形態におけるポリエチレン系樹脂成分や、スチレンと共役ジエンとの共重合体またはその水素添加物成分に対する発泡剤ガス逸散速度抑制効果が期待できるので好ましい。
【0054】
この製造方法によって得られる発泡シートの連続気泡率は、20容量%以下とするのが好ましく、15容量%以下とするのがより好ましい。
20容量%を超えたものは、発泡シートの熱成形時における二次発泡性が悪くなり、成形性に劣るため好ましくない。
この連続気泡率としては、例えば、東京サイエンス(株)社製、空気比較式比重計を用いて測定することができ、発泡シートによって作製された試験片の体積Vと、ノギスで測定した同じサンプルの体積V0から下記式より求めることができる。
連続気泡率(単位:容量%)=(V0−V)/V0×100
【0055】
また得られる発泡シートの厚みは、1mm以上、10mm以下の範囲が好ましく、1.5mm以上、5mm以下の範囲がより好ましく、1.5mm以上、3mm以下の範囲がさらに好ましい。
発泡シートの厚みが1mm未満の場合は、成形性が悪く好ましくない。10mmを超えるものは、成形性が悪くなるので好ましくない。
この発泡シートのシート厚みは、例えば、発泡シートの厚みをシート幅方向に5点、厚みゲージで測定し、その平均値を計算して求めることができる。
【0056】
この方法で得られる発泡シートは、その片面もしくは両面に公知の技術により熱可塑性樹脂フィルム、あるいは熱可塑性樹脂繊維からなる不織布を積層させることができる。
熱可塑性フィルムとしては、例えば、ポリエチレン系樹脂フィルム、ポリプロピレン系樹脂フィルムなどのオレフィン系樹脂フィルム、不織布としては、例えば、PET樹脂などのエステル系樹脂繊維不織布や、ポリプロピレン樹脂などのオレフィン系樹脂繊維不織布などが挙げられる。
好ましくはこれらフィルムや不織布は、本実施形態で得られる発泡シート及び成形品の片面に積層するのが望ましい。特に成形品の外側に積層するのが、本実施形態における柔軟性の確保と、成形品の強度向上の点で好ましい。
【0057】
ここで得られる発泡シートは、公知の技術でそれどうし、もしくは他の発泡シートと積層することができる。特に他の発泡シートに積層する場合、本実施形態で得られる発泡シートを成形品の内側(被包装物接触面)に来るように積層するのが、内容物への緩衝性の面で好ましい。また、このようにして得られる発泡シートどうしを積層させ厚みを増やすこともできる。この場合、発泡シートを作製後、複数のシートを重ねて熱融着させてもよいし、円筒状に押出発泡させたシートを上下から潰して熱融着させてもよい。
【0058】
上記の方法で得られる発泡シートの気泡径は、0.05mm以上、1.0mm以下の範囲が好ましい。気泡径が0.05mm未満の場合、発泡シートの連続気泡率が上昇しやすく、また成形性も悪くなるため、好ましくない。気泡径が1.0mmを超える場合、発泡シートの柔軟性が悪くなるために好ましくない。
なお、気泡径は、ASTM D−2842−69に準拠して測定することができる。
発泡シートのMD、TD、VD方向の各平均気泡径を測定した後、その各方向の平均気泡径の平均をもって、その発泡シートの気泡径とすることができる。
【0059】
本実施形態の発泡シートは、従来公知の、プレス成形、真空成形、圧空成形、真空圧空成型といったシート成形法によって収納凹部を形成させて発泡シートに加工されうる。
【0060】
このような、ポリスチレン系樹脂発泡シートは、上記シート成形法による成形加工も容易であり、柿果実用発泡トレーに優れたクッション性と、柿果実の見栄えの向上とをより顕著に発揮させ得るのみならずその生産性の向上にも寄与しうるものである。
【0061】
なお、ここでは詳述しないが、本実施形態の柿果実用発泡トレーは、このようなポリスチレン系樹脂発泡シートのみならず架橋ポリエチレン樹脂発泡シート、ポリプロピレン系樹脂発泡シートなどのクッション性を有する熱可塑性樹脂発泡シートによっても形成されうる。
また、本発明は、柿果実用発泡トレーを、上記例示のものに限定するものではなく、上記例示の事項に従来公知の技術事項を付加したり、上記例示の事項の一部、又は全部を転換したりして本発明の柿果実用発泡トレーとすることも可能である。
また、上記例示の事項から、不要な事項を削除して本発明の柿果実用発泡トレーとすることも可能である。
【符号の説明】
【0062】
1 柿果実用発泡トレー
1a 外周縁
1b 角部
10 収納凹部
11 開口縁
12 周壁部
13 底面部
14 角
15 基準平面部
16 稜線部
17 隆起部
D1 短辺方向
D2 長辺方向
D3 高さ方向
F 荷重
P 柿果実
T 張力
【技術分野】
【0001】
本発明は、柿果実用発泡トレーに関し、より詳しくは、樹脂発泡シートで形成された柿果実用発泡トレーに関する。
【背景技術】
【0002】
従来、ポリスチレン系樹脂発泡シート、架橋ポリエチレン樹脂発泡シート、ポリプロピレン系樹脂発泡シートなどのクッション性を有する熱可塑性樹脂発泡シートを、プレス成形、真空成形、圧空成形といったシート成形法によって成形加工する方法が、インジェクション成形などの成形方法などに比べて簡便であるため、容器などの樹脂成形品を作製する方法として広く行われている。
例えば、りんご、梨、桃、トマト、柿など青果物の緩衝包装用に複数の収納凹部を有する発泡トレーなどの容器が熱可塑性樹脂発泡シートによって作製されている(例えば、下記特許文献1参照)。
【0003】
これらの発泡トレーは、通常、紙箱などに整然と並べられた状態で果実を配置してその見栄えを向上させるべく用いられており、その全体的な形状は、収容させる紙箱の内寸に相当する形状とされ、前記紙箱に収容させた際に、全ての収納凹部が、その開口を上方に向けて配列された状態となるように形成されている。
すなわち、このような発泡トレーは、傷による果実の商品価値の低下を防ぐことのみならず購買者に対する購買意欲を向上させるべく、果実を見栄え良く展示させることが求められている。
【0004】
例えば、下記特許文献1には開口の直径が78mmで深さが36mmの半球状の収納凹部を形成させるための金型が図1に示されているが、このような収納凹部を有する発泡トレーは、りんごや梨といった、大き目の果実を陳列すべく用いられるもので、果実をその半分程度収納凹部に収容させて、果実の上部側を購買者に展示させるべく用いられるものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平8−231748号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、果実は、通常、生産者からの出荷段階で、その大きさごとに、例えば、“特大”、“大”などといった分類がされており、この大きさごとに販売がなされている。
したがって、一つの発泡トレーには大きさの揃った果実が陳列されることとなる。
なお、りんごや梨では、通常、蔕部を上側にして発泡トレー上に陳列されるが、これらの果実は、蔕部が深く凹入された状態となっており、この蔕部側から見た果実の外観は凹凸が大きく形成された状態となっているため、陳列されている果実の大きさにある程度のばらつきが生じていたとしてもそのことが目立ち難いというメリットを有する。
一方で、柿果実などでは、蔕側から見た様子も、蔕部を下側にして先端側から見た様子も比較的平坦な外観を呈することから一つの発泡トレーに陳列される果実の大きさのばらつきを目立たせ易い。
【0007】
例えば、収納凹部の開口から上側に露出される部分の果実の高さを異ならせた場合、りんごや梨では、一つ一つの果実の見た目の凹凸が激しいことから、隣り合う果実の高さが異なることに気付き難いが、柿果実では、見た目が平坦であるために陳列されている果実の高さに違いを有していることが目に付き易く購買者の購買意欲を低下させるおそれを有する。
【0008】
上記のような事柄については、これまでほとんど考慮されておらず、本発明者は、この点に着目して検討を行った。
先の特許文献1に示されているような収納凹部には、開口径(78mm)よりも小さな30mmの直径の円形の底面部が備えられており、この底面部と開口縁との間に曲面状の周壁部が形成されている。
そして、通常、青果用の発泡トレーは、この曲面状の周壁部で果実を下側から支えるように形成されている。
【0009】
ところで、柿果実のみならず、一般に果実は、その大きさが大きくなるほど重量が増大する。
したがって、この果実を支える周壁部を薄肉にさせるなどして変形し易いようにすれば、大きな重たい柿果実は、小さくて軽い柿果実よりも収納凹部に深く沈み込む形で収容され、高さを揃えた状態で展示させることができる。
【0010】
しかし、柿果実が接する箇所を薄肉に形成させるとそれだけクッション性(緩衝性)が損なわれることになって、柿果実の傷付き防止という発泡トレーの本来の目的が損なわれるおそれを有する。
このようなことから、従来の柿果実用発泡トレーでは、柿果実を見栄え良く展示させることが難しい状況となっており、本発明は、このような問題を解決し、柿果実を見栄え良く展示させ得る柿果実用発泡トレーを提供することを課題としている。
【課題を解決するための手段】
【0011】
本発明者は、周壁部よりも内側に設けられている底面部を周壁部に対して一段凹入された状態となるように形成させることで、周壁部の下端に底面部に向けて曲がる角が形成され、周壁部が受ける柿果実の重みをこの曲がり角に作用させて、大きな柿果実ほど沈み込む深さが深くなるように機能させ得ることを見出して本発明の完成に至ったのである。
【0012】
すなわち、柿果実用発泡トレーに係る本発明は、クッション性を有する樹脂発泡シートで形成され、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されており、該収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられていることを特徴としている。
【発明の効果】
【0013】
本発明の柿果実用発泡トレーによれば、底面部を凹入させることで形成される周壁部の下端の角に柿果実の重量を作用させて、大きな柿果実ほど沈み込む深さが深くなるため、周壁部厚みを減じることなく柿果実の高さを調整することができ、柿果実を見栄え良く展示させ得る。
【図面の簡単な説明】
【0014】
【図1】本実施形態に係る柿果実用発泡トレーの構造を示す斜視図。
【図2】図1の部分拡大図。
【図3】図2のX−X’線矢視断面図。
【図4】柿果実収容時における作用を示す要部拡大断面図。
【図5】他実施形態に係る柿果実用発泡トレーの構造を示す斜視図。
【発明を実施するための形態】
【0015】
以下に、本発明の好ましい実施の形態について図を参照しつつ説明する。
図1は、本実施形態に係る柿果実用発泡トレー(以下、単に、「発泡トレー」又は「トレー」ともいう)の斜視図であり、図2は、図1における破線領域Zを拡大した図である。
また、図3は、図2におけるX−X’線矢視断面図であり、柿果実を収納凹部に収容させたときの様子を示したものである。
さらに、図4は、この断面図(図3)の正面視右側部分を拡大したもので、柿果実を収納凹部に収容させた際における作用を説明するための図である。
【0016】
本実施形態の柿果実用発泡トレーは、クッション性を有する樹脂発泡シートで形成されており、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されている。
そして、この収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が前記底面部の外周を周回する状態で備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられている。
【0017】
より、具体的には、図に示すように、本実施形態の発泡トレー1は、上面視における輪郭線を為す外周縁1aが略長方形となっており、該長方形の4つの角部1bが丸みを帯びた状態となって形成されている。
この発泡トレー1は、収容する柿果実の大きさや数などによって適宜大きさが調整されうるものであるが、図においては、上面視における輪郭線を為す長方形の短辺方向D1の寸法が25〜35cmで、長辺方向D2の寸法が40〜50cmのものを例示している。
また、図においては、高さ方向D3の寸法が4〜8cmのものを例示している。
【0018】
この発泡トレー1は、収納凹部10が、短辺方向D1に4個、長辺方向D2に5個並んで配列されており、合計20個の柿果実を陳列し得るように形成されている。
この収納凹部10は、四つの角部に丸みを持たせた矩形状に開口しており、該開口の縁部11(以下、「開口縁11」ともいう)の内側に曲面を形成して収納凹部10の凹入方向に縮径する周壁部12と、該周壁部12よりも内側となる収納凹部10の最底部に、上面視における形状が前記開口縁11と相似する形状に形成された底面部13を備えている。
【0019】
この発泡トレー1は、前記収納凹部10の開口縁11の外側に形成され、当該開口縁11を画定する、トレーの基準面となる基準平面部15を有している。
ただし、本実施形態の収納凹部10は、前後左右の収納凹部10とその開口縁11どうしを重なり合わせた状態となっており、前記収納凹部10の4つの角に相当する部分において高さが揃った基準平面部15を有している一方で開口縁11の重なり部分においては、発泡シートの位置が前記基準平面部15よりも下方に下がった状態となっており、カテナリ曲線状に発泡シートの位置(高さ)を変化させた稜線部16が形成されている。
【0020】
また、本実施形態の発泡トレー1には、その外縁部において、この基準平面部15よりも一段高く隆起された隆起部17が形成されており、該隆起部17が発泡トレー1の外周を周回する状態で備えられて、隆起部17の先端によって前記外周縁1aが画定されている。
この隆起部17の基準平面部15からの高さについては、通常、5〜10mm程度とされる。
【0021】
本実施形態の発泡トレー1に4個×5個となるように配列されている前記収納凹部10は、その開口縁11の縦横の寸法が、通常、5〜10cmとされ、前記底面部13は、その2/3程度の大きさとされる。
したがって、例えば、前記開口縁11の縦横の寸法がそれぞれ7.5cmで、前記底面部13の縦横の寸法が5cmであるとすると、前記周壁部12は、開口縁11から底面部13にかけて約1.3cm((7.5cm−5cm)/2=1.25cm)径が縮むような状態で形成されることとなる。
この周壁部12は、前記底面部13を取り巻くように形成されており、前述のように開口縁11の側から底面部13の側にかけて曲面を形成させて縮径する状態に形成されている。
そして、周壁部12は、収納凹部10の断面においては、開口縁11から底面部13の外縁14に向けて引いた直線(仮想線Y)よりも外側に膨らんだ曲線を描いて縮径している。
この開口縁11から底面部13に向けて形成されている周壁部12の深さ(垂直深さ:h1)は、通常、10〜20mmとされる。
【0022】
また、前記底面部13は、この周壁部12の下端よりもさらに一段下方に凹入された状態となっており、この底面部13の外縁14においては周壁部12との間に略直角の角14aが形成されている。
この周壁部12の下端からの底面部13の凹入深さ(h2)は、通常3〜10mm程度とされる。
【0023】
そして、この収納凹部10に柿果実Pを収納させた際には、前記周壁部12に柿果実Pの下面側が当接され、この周壁部12に柿果実の重みによって下向きの力が作用することとなる。
この下向きの力は周壁部12に開口縁11の側から底面部13の側にかけての張力Tを発生し、該張力Tが前記角14aに作用することとなる。
そして、凹入している底面部13の外縁14において周壁部12に向けて立設されている箇所が外向きに倒伏される形となって周壁部12が外側に広がる作用を発揮する。
【0024】
すなわち、この底面部13が凹入されていることでその外縁14における角14aが外に移動し周壁部12が拡張されるため、大きな重い柿果実は、小さくて軽い柿果実に比べて収納凹部10に深く収納されることとなり、大きさにばらつきがある複数の柿果実を一つの発泡トレーに収容させても収納凹部10から上側に露出する部分の高さが均等化され、見栄えの良好なる展示状態とさせうる。
【0025】
このときの機能について、図4を参照しつつさらに説明すると、柿果実の収納によって周壁部12に作用する荷重Fは、前記張力Tとなって底面部13の外縁14に形成された周壁部12の下端との間の角14aに作用する。
したがって、荷重Fが加えられる前の角14a’は、前記荷重Fによって、その位置から外側斜め下方向に移動されることとなる。
これは、角14a’が前記張力Tによって外側に引っ張られることによって、先述のように底面部13の外縁14においてこの角14a’に向けて立設されている部分が矢印“D”で示すように外向きに倒伏されるためである。
そして、周壁部12も、荷重Fが加えられる前の状態(周壁部12’)から、荷重Fによって外側に広げられることとなる。
なお、荷重Fの大きさが大きくなるほど、角14a、及び周壁部12の変位量も大きくなるため、大きな重い柿果実は、小さくて軽い柿果実に比べて収納凹部10に深く収納されることになる。
このような機能は、周壁部12の厚みによって左右され難く、柿果実を保護するために十分な厚みを周壁部12に付与させたとしても前記機能が損なわれるおそれが低い。
【0026】
しかも、蔕部を上にして柿果実を収容させた場合に、底面部13が一段下がっていることで柿果実の先端部が他の果実に比べて突出しているようなものが混ざっていたとしても、収納凹部10から上側に露出する部分の高さに影響を及ぼすおそれが低い。
なお、この底面部13と柿果実との間には、通常、空隙Vが形成されることとなる。
また、この底面部13の裏面側は、通常、この発泡トレー1を紙箱などに収容させた際に、発泡トレー1を支持する支持点となって紙箱に当接される箇所となる。
あるいは、紙箱などに収容させること無く、机上などに発泡トレー1を載置した場合に、この底面部13の裏面側は、机の天板に接する箇所となる。
【0027】
したがって、柿果実を収容した発泡トレー1を、机に置いたり、紙箱に収容させたりする際に生じる衝撃に対して、この底面部13と柿果実との間の空隙Vに緩衝作用を期待することができる。
あるいは、柿果実が発泡トレー1に載置されて収容されている紙箱に対して振動が与えられた場合も同様である。
例えば、特許文献1に記載されている金型で形成されるような形状のものであれば、先端部がやや突出気味の柿果実の場合、その先端部が底面部に接触された状態となりやすく、場合によっては、収容時に真っ先にこの先端部が接触して、収納凹部10から上側に露出する部分の高さを高くさせてしまうばかりか衝撃が加えられた場合にこの先端部を傷めてしまうおそれを有する。
一方で、本実施形態における発泡トレー1は、そのような問題が発生することを回避させ得る。
【0028】
また、本実施形態においては、縦横に収納凹部が“4×5”に整列しているものを例示しているが、収納凹部の縦横の数はこのような場合に限定されるものではない。
また、例えば、図5の斜視図に示すように偶数列と奇数列とで位置をずらせた配置とすることもできる。
【0029】
こうした発泡トレー1の形成には、優れたクッション性を有する樹脂発泡シートを好適に用いうる。
次いで、この発泡トレー1の形成に好適な樹脂発泡シートについて説明する。
本実施形態における樹脂発泡シートとしては、ポリスチレン系樹脂発泡シート、架橋ポリエチレン樹脂発泡シート、ポリプロピレン系樹脂発泡シートなどのクッション性を有する熱可塑性樹脂発泡シートが用いられ得る。
なかでも、ポリスチレン系樹脂発泡シートが好ましい。
以下に、このポリスチレン系樹脂発泡シート(以下、単に「発泡シート」ともいう)について説明する。
【0030】
ポリスチレン系樹脂発泡シートとしては、
(a)ポリスチレン系樹脂;
(b)密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂;
(c)スチレンと共役ジエンとの共重合体またはその水素添加物;
を含む樹脂組成物(i)が押出し発泡されてなるものが好適に用いられ得る。
なお、この「(c)スチレンと共役ジエンとの共重合体またはその水素添加物」としては、デュロメータタイプA硬度の値HDAが90以下となるものが好適である。
【0031】
また、発泡シートとしては、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となることが好ましい。
【0032】
このポリスチレン系樹脂発泡シートに用いられるポリスチレン系樹脂(a)は、ポリスチレン樹脂またはポリスチレン樹脂を主成分とするポリスチレン系樹脂混合物が用いられる。
特にポリスチレンホモポリマー単体であるか、又は、ポリスチレンホモポリマー50質量%以上、90質量%以下、及び、耐衝撃性ポリスチレン樹脂、若しくは、スチレン−アクリル酸エステル共重合体10質量%以上、50質量%以下からなる樹脂であることが好ましい。
ポリスチレンホモポリマーに耐衝撃性ポリスチレンを加えると、柔軟性向上に効果があるが、耐衝撃性ポリスチレンの配合量が高くなると、発泡剤ガスの保持性が低下して成形性が悪くなったり、樹脂中に含まれるゴム成分のために耐候性が低下したりすることがあり、成形品を長期保管しておいた場合などに、柔軟性の低下、成形品の割れ欠けなどの問題が発生しやすくなる。
このため、耐衝撃性ポリスチレンの配合量はポリスチレン系樹脂(a)全体の50質量%以下とするのが好ましく、40質量%以下とするのがより好ましく、30質量%以下とするのがさらに好ましい。
【0033】
スチレン−アクリル酸エステル共重合体としては、スチレンモノマーとアクリル酸エステルとの共重合体が挙げられ、このアクリル酸エステルとしては、アクリル酸エチル、アクリル酸ブチルなどのアクリル酸と炭素数が1〜10のアルコールとのエステルが好ましい。
このような共重合体は、スチレン−アクリル酸ブチルが柔軟性向上効果の上で好ましい。
本実施形態で使用するスチレン−アクリル酸エステル共重合体中の、アクリル酸エステル含有量は、通常、1質量%以上、40質量%以下であり、好ましくは1質量%以上、30質量%以下である。
スチレン−アクリル酸エステル共重合体は、アクリル酸エステルの含有量に応じて、樹脂の耐熱性が低下するため、原料としてスチレン−アクリル酸エステル共重合体を多量に配合すると、発泡シートの耐熱性が低下しすぎる場合があり、その場合、発泡シートどうしの融着性の問題や、成形品の熱変形等の問題が生じやすくなる。
そのため、総じてスチレン−アクリル酸エステル共重合体を配合する場合、その配合量は、ポリスチレン系樹脂(a)全体の50質量%以下とするのが好ましく、40質量%以下とするのがより好ましく、30質量%以下とするのがさらに好ましい。
【0034】
本実施形態において好ましく使用されるポリエチレン系樹脂(b)は、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂である。
ポリエチレン系樹脂(b)の密度が0.87g/cm3より低いと発泡シートに付与される柔軟性を向上させる効果に比べ、融着性の問題が大きくなるために好ましくない。
密度が0.92g/cm3を超えるようなポリエチレン系樹脂では、エチレン−酢酸ビニル共重合体などを除き、柔軟性向上効果が小さく、多量に配合しなくてはならなくなり、好ましくない。
本実施形態で使用するポリエチレン系樹脂(b)の密度は、0.88g/cm3以上、0.92g/cm3以下の範囲がより好ましく、0.88g/cm3以上、0.89g/cm3以下の範囲がさらに好ましい。
【0035】
前記ポリエチレン系樹脂としては、例えば低密度ポリエチレン、直鎖状低密度ポリエチレン、超低密度ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−αオレフィン共重合体、エチレン−メチルメタアクリレート共重合体、エチレン−アクリル酸エチル共重合体等、またはその他エチレンと共重合可能なビニル系モノマーと、エチレンとの共重合体が挙げられる。
これらの内、エチレン−酢酸ビニル共重合体は、酢酸ビニル含有量が増えると柔軟性向上効果が高くなり、樹脂密度も上昇する。
酢酸ビニル含有量が15質量%を超えるような樹脂は、柔軟性向上効果は高いが、臭気の問題や融着性の問題が生じやすくなり好ましくない。
そのためエチレン−酢酸ビニル共重合体は、酢酸ビニル含有量が15質量%以下のものが好ましい。
【0036】
本実施形態において発泡シートの形成材料として使用する、スチレンと共役ジエンとの共重合体またはその水素添加物(c)は、デュロメータタイプA硬度の値HDAが90以下であることが好ましい。
共重合体の種類としては、ブロック共重合体でもランダム共重合体でもよい。
共役ジエンとしては、例えばブタジエン、イソプレン、2−エチルブタジエンなどの炭素数4〜10の共役ジエンが挙げられる。
好ましいスチレン−共役ジエン共重合体またはその水素添加共重合体としては、スチレン−イソプレンブロック共重合体またはその水素添加物、スチレン−ブタジエンブロック共重合体またはその水素添加物である。
これら共重合体の完全飽和型構造は、例えばスチレン−エチレン・ブチレン共重合体、スチレン−エチレン・ブチレン−スチレンブロック共重合体、スチレン−エチレン・プロピレン共重合体、スチレン−エチレン・プロピレン−スチレンブロック共重合体などである。
【0037】
また、発泡シート及びその成形品の耐候性の悪化を防ぐためには、上記共重合体の中でも特に水素添加によって分子鎖内にある二重結合の数がより少ない共重合体が好ましい。
本実施形態において用いられる発泡シートにあっては、上記スチレンと共役ジエンとの共重合体またはその水素添加物の1種単独でも、2種以上を混合しても良い。
【0038】
さらに本実施形態においては、スチレンと共役ジエンとの共重合体またはその水素添加物(c)はデュロメータタイプA硬度の値HDAが90以下、好ましくは20以上、80以下、より好ましくは20以上、70以下の範囲のものを使用する。
HDAの値が90より高いものは、柔軟性向上効果が小さく、発泡シートの柔軟性を満足させるためには多量に配合しなければならず、発泡性や融着性の問題が生じたり、コストが上昇したりするので好ましくない。
HDAが20未満のものは、樹脂粘度が下がりすぎて発泡性が低下したり、発泡体の耐熱性が低下したりする可能性がある。
【0039】
なお、デュロメータタイプA硬度(HDA)は、例えば、高分子計器株式会社製デュロメータASKER A型と10Nの荷重がかけられる定圧荷重器を用いて、JIS K7215に準拠し、その瞬時値を測定することで求めることができる。
なお、発泡シートの厚みが十分でない場合は、規定以上の厚みとなるように複数枚を重ね合わせて測定することができる。
また、通常、測定は複数回(例えば、6回)実施し、得られた値を平均してその樹脂のデュロメータタイプA硬度の値(HDA)とすることができる。
【0040】
このようなスチレンと共役ジエンとの共重合体またはその水素添加物(c)としては、とりわけ、スチレンブロックと、スチレン/ブタジエンランダム共重合体ブロックとの共重合構造を有するスチレン−スチレン・ブタジエンブロック共重合体の水素添加物(水素添加率:95%以上)が好ましい。
そして、密度が、0.97g/cm3以上、1.01/cm3以下のものが好ましい。
また、メルトフローレート(JIS K 7210:230℃、2.16kgf)が、2.4g/10min以上、2.8g/10min以下のものが好ましい。
さらに、100%、200%、300%の引張りモジュラス(JIS K6251:3号ダンベル試験片、試験速度500mm/min)がそれぞれ、4.8〜5.4MPa、6.6〜7.2MPa、7.5〜8.5MPaとなり、引張り強さが11.0〜13.0MPaで、切断時伸びが430%以上、530%以下となるものが好ましい。
【0041】
なかでも、デュロメータタイプA硬度の値HDAが75以上、85以下で、BS903に準拠した「ダンロップ反撥弾性率」が常温(23℃)において、10%以上、14%以下となるものが好適である。
さらには、旧JIS K6301に準拠した圧縮永久歪み(70℃、22時間)の値が、90%以上、110%以下、JIS K6723に準拠した加熱変形率(1kgf、120℃×1h)が89%以上、95%以下となるものが上記(c)成分として好ましい。
【0042】
加えて、スチレンと共役ジエンとの共重合体またはその水素添加物(c)としては、荷重500gfでカナキン3号綿布を摩耗材とし、摩耗面をR形状(幅19.5mm)とした学振摩耗試験(サンプル形状:皮シボ)を実施した場合に、摩耗回数1万回での減量(ml)が、0.0005〜0.005mlとなるものが好適である。
【0043】
本実施形態の発泡シートは、上記ポリスチレン系樹脂(a)と、ポリエチレン系樹脂(b)と、スチレンと共役ジエンとの共重合体またはその水素添加物(c)とを含む樹脂組成物(i)と、発泡剤(ii)とを混合した原料樹脂を押出発泡して得られ、上記樹脂組成物(i)は、ポリスチレン系樹脂(a)50質量%以上、90質量%以下、ポリエチレン系樹脂(b)3質量%以上、20質量%以下、スチレンと共役ジエンとの共重合体またはその水素添加物(c)3質量%以上、47質量%以下(ただし、ポリエチレン系樹脂(b)+スチレンと共役ジエンとの共重合体またはその水素添加物(c)=10質量%以上、50質量%以下の範囲である)の組成を有することが好ましい。
【0044】
この樹脂組成物(i)中のポリエチレン系樹脂(b)の配合量は、3質量%以上、20質量%以下の範囲であり、5質量%以上、20質量%以下の範囲とするのが好ましく、5質量%以上、15質量%以下の範囲とするのがさらに好ましい。
ポリエチレン系樹脂(b)の配合量が3質量%以下である場合、ポリエチレン系樹脂(b)による柔軟性向上効果が不十分となり、発泡トレー等の成形品の柔軟性が不足する場合がある。
一方ポリエチレン系樹脂(b)の配合量が20質量%を超えると、発泡シート内に残っている発泡剤ガスの大気中への逸散が早くなり、そのために熱成形時の二次発泡性が悪くなり、結果として成形性が悪くなるので好ましくない。
【0045】
この樹脂組成物(i)中のスチレンと共役ジエンとの共重合体またはその水素添加物(c)の配合量は、通常、3質量%以上、47質量%以下の範囲であり、5質量%以上、35質量%以下の範囲が好ましく、5質量%以上、25質量%以下の範囲がより好ましい。
スチレンと共役ジエンとの共重合体またはその水素添加物(c)の配合量が3質量%より少ないと、ポリスチレン系樹脂(a)とポリエチレン系樹脂(b)との相溶性が低下し、またスチレンと共役ジエンとの共重合体またはその水素添加物(c)による柔軟性向上効果も小さくなり、好ましくない。
一方、スチレンと共役ジエンとの共重合体またはその水素添加物(c)の配合量が47質量%を超えると、樹脂粘度の低下による連続気泡率の上昇や、成形性の悪化、発泡シートの耐熱性低下などの問題が生じるため、好ましくない。
【0046】
好ましい実施形態において、上記ポリエチレン系樹脂(b)とスチレンと共役ジエンとの共重合体またはその水素添加物(c)とは、(b)と(c)との合計量が10質量%以上、50質量%以下の範囲、好ましくは20質量%以上、40質量%以下、より好ましくは25質量%以上、35質量%以下の範囲となるように、樹脂生成物(i)中に配合される。
ポリエチレン系樹脂(b)とスチレンと共役ジエンとの共重合体またはその水素添加物(c)との合計量が10質量%より少ないと、柔軟性向上効果が小さくなり好ましくない。
一方、合計量が50質量%を超えると、発泡性や熱成形性が悪くなったり、融着性が悪くなったりするため、好ましくない。
【0047】
この発泡シートは、上記の樹脂組成物が押出発泡されて、密度0.03g/cm3以上、0.2g/cm3以下の押出発泡シートとされ、その発泡シートの1kgf荷重時の部分圧縮変位量が0.60mm以上とされることが好ましい。
発泡シートの密度は、より低密度にすることによって、発泡シートの柔軟性を向上させることはできる。
しかしながら、ポリスチレン系樹脂とポリエチレン系樹脂、さらにはスチレンと共役ジエンとの共重合体またはその水素添加物それぞれについて熱成形特性が異なるため、発泡シートが低密度になると熱成形時の成形性が悪くなることから、発泡シートの密度は0.03g/cm3以上、0.2g/cm3以下の範囲とすることが好ましい。
また、発泡シートの密度は、成形性と柔軟性、そして成形品の強度の点で、0.04g/cm3以上、0.1g/cm3以下の範囲とすることがより好ましい。
【0048】
なお、発泡シート密度については、発泡シートから所定の形状の試験片を切り出し、この試験片の体積V(cm3)をノギスで測定し、そのサンプルの重量W(g)から下記式を用いて求めることができる。
発泡シート密度(単位:g/cm3)=W/V
この場合も、複数枚(例えば、5枚)の試験片について測定を実施し、得られた値を平均してその発泡シートの密度とすることができる。
【0049】
発泡シートの1kgf荷重時の部分圧縮変位量は、シート成形法における成形加工の容易さの指標となるばかりでなく発泡シートを指で摘まんだ時の感触を良く表わしており、1kgf荷重時の部分圧縮変位量が0.60mm以上、好ましくは0.65mm以上、3.00mm以下、特に好ましくは0.70mm以上、2.00mm以下であるような発泡シートを熱成形して発泡トレーとすることで、感触にも優れ、特に柔軟性を要求される桃等の青果物に対する優れた緩衝性を有する発泡トレーを製造することができる。
この部分圧縮変位量が0.60mm未満の柔軟性に乏しい発泡シートを成形した発泡トレーでは、輸送中に青果表面に傷が付きやすくなり、好ましくない。
また、圧縮変位量が3.00mmを超える非常に柔軟性のあるシートの場合、成形した発泡トレーに剛性が無く、自動選果機を使用する場合に上手くトレーを運べないなどの不具合が発生する場合がある。
本実施形態の発泡シートは、1kgf荷重時の部分圧縮変位量が0.60mm以上であるので、底面部13の外縁14において周壁部12の下端に向けて立設されている箇所の倒伏(収納凹部10の拡縮)が容易となって、開口縁11から上方に露出する柿果実の高さ調整機能に優れた発泡トレーを形成させることができる。
【0050】
この、発泡シートの1kgf荷重時の部分圧縮変位量については、例えば、オリエンテック社製 テンシロンUCT−10を使用し、以下のようにして測定することができる。
まず、試料となる発泡シートを10cm×10cmに切り抜き、測定サンプルとする。
部分圧縮変位量測定には最大荷重25kgfのロードセルを用い、ロードセルに先端がR=10mmの半球形状をしたφ20mm、長さ25mmの直棒形状の押し治具を装着して常温(23℃)で圧縮試験を行う。
測定サンプルは、積層せずに1枚だけを、測定装置荷台に隙間ができないように、測定装置荷台に密着させてセットし、測定サンプルの厚み方向上端部に押し治具下端部が接触した状態を基点とし、押し治具を速度20mm/minにて降下させ、測定サンプルを圧縮する。
その際、測定サンプルへの荷重が1kgf時の治具の基点からの変位(mm)を試料発泡シートの1kgf荷重時の部分圧縮変位量とすることができる。
なお、測定に際しては、通常、複数のサンプル数(例えば、5枚)から得られた測定値について、その平均値を計算して、この平均値を発泡シートの1kgf荷重時の部分圧縮変位量とすることができる。
【0051】
この発泡シートの製造方法は、例えば、押出機内で上記樹脂組成物(i)と発泡剤(ii)とを溶融混練し、押出機の先端に取付けた金型から大気中へ押出すことにより発泡シートを得る方法が挙げられる。
この製造方法では、押出機先端にTダイを取り付け、そこから押出発泡した発泡シートを冷却ロールで成形する発泡シートの製造方法と、サーキュラー金型を取り付け、円環状の発泡体をマンドレルで成形した後、切開してシート状とする押出発泡シートの製造方法のどちらも適用することができるが、サーキュラー金型を取付けて行う押出発泡シートの製造方法は広幅の発泡シートを作りやすく、また発泡シートの厚みを制御しやすいため、より好適である。
また、得られた発泡シートをロール状に巻き取る場合は、巻き締まり防止のため、できるだけテンションをかけずに巻き取ることが望ましい。
【0052】
この発泡シートを製造する製造方法で使用する発泡剤(ii)としては、公知の化学発泡剤、物理発泡剤のいずれも使用できる。化学発泡剤としては、例えばアゾジカルボンアミドなどの分解型のもの、重曹−クエン酸などの分解型のものが挙げられる。物理発泡剤としては、例えば、プロパン、ブタン、ペンタンなどの炭化水素、窒素、二酸化炭素などの不活性ガス、ジメチルエーテル、ジエチルエーテルなどのエーテル、テトラフルオロエタン、クロオジフルオロエタン、ジフルオロエタンなどのハロゲン化炭化水素などが挙げられる。
【0053】
この発泡シートを製造する製造方法では、樹脂組成物(i)に気泡調整剤、着色剤、収縮防止剤、難燃剤、滑剤、劣化防止剤など公知の添加剤を適宜加えることができる。気泡調整剤としては、タルク、雲母、マイカ、モンモリロナイトなどの無機フィラー、フッ素樹脂などの有機微粒子、またはアゾジカルボンアミドなどの分解型化学発泡剤、重曹−クエン酸などの反応型化学発泡剤、窒素や二酸化炭素などの不活性ガスなどが使用できる。
収縮防止剤としては、ステアリン酸モノグリセライドなどの脂肪酸と多価アルコールとのエステル化合物などが、本実施形態におけるポリエチレン系樹脂成分や、スチレンと共役ジエンとの共重合体またはその水素添加物成分に対する発泡剤ガス逸散速度抑制効果が期待できるので好ましい。
【0054】
この製造方法によって得られる発泡シートの連続気泡率は、20容量%以下とするのが好ましく、15容量%以下とするのがより好ましい。
20容量%を超えたものは、発泡シートの熱成形時における二次発泡性が悪くなり、成形性に劣るため好ましくない。
この連続気泡率としては、例えば、東京サイエンス(株)社製、空気比較式比重計を用いて測定することができ、発泡シートによって作製された試験片の体積Vと、ノギスで測定した同じサンプルの体積V0から下記式より求めることができる。
連続気泡率(単位:容量%)=(V0−V)/V0×100
【0055】
また得られる発泡シートの厚みは、1mm以上、10mm以下の範囲が好ましく、1.5mm以上、5mm以下の範囲がより好ましく、1.5mm以上、3mm以下の範囲がさらに好ましい。
発泡シートの厚みが1mm未満の場合は、成形性が悪く好ましくない。10mmを超えるものは、成形性が悪くなるので好ましくない。
この発泡シートのシート厚みは、例えば、発泡シートの厚みをシート幅方向に5点、厚みゲージで測定し、その平均値を計算して求めることができる。
【0056】
この方法で得られる発泡シートは、その片面もしくは両面に公知の技術により熱可塑性樹脂フィルム、あるいは熱可塑性樹脂繊維からなる不織布を積層させることができる。
熱可塑性フィルムとしては、例えば、ポリエチレン系樹脂フィルム、ポリプロピレン系樹脂フィルムなどのオレフィン系樹脂フィルム、不織布としては、例えば、PET樹脂などのエステル系樹脂繊維不織布や、ポリプロピレン樹脂などのオレフィン系樹脂繊維不織布などが挙げられる。
好ましくはこれらフィルムや不織布は、本実施形態で得られる発泡シート及び成形品の片面に積層するのが望ましい。特に成形品の外側に積層するのが、本実施形態における柔軟性の確保と、成形品の強度向上の点で好ましい。
【0057】
ここで得られる発泡シートは、公知の技術でそれどうし、もしくは他の発泡シートと積層することができる。特に他の発泡シートに積層する場合、本実施形態で得られる発泡シートを成形品の内側(被包装物接触面)に来るように積層するのが、内容物への緩衝性の面で好ましい。また、このようにして得られる発泡シートどうしを積層させ厚みを増やすこともできる。この場合、発泡シートを作製後、複数のシートを重ねて熱融着させてもよいし、円筒状に押出発泡させたシートを上下から潰して熱融着させてもよい。
【0058】
上記の方法で得られる発泡シートの気泡径は、0.05mm以上、1.0mm以下の範囲が好ましい。気泡径が0.05mm未満の場合、発泡シートの連続気泡率が上昇しやすく、また成形性も悪くなるため、好ましくない。気泡径が1.0mmを超える場合、発泡シートの柔軟性が悪くなるために好ましくない。
なお、気泡径は、ASTM D−2842−69に準拠して測定することができる。
発泡シートのMD、TD、VD方向の各平均気泡径を測定した後、その各方向の平均気泡径の平均をもって、その発泡シートの気泡径とすることができる。
【0059】
本実施形態の発泡シートは、従来公知の、プレス成形、真空成形、圧空成形、真空圧空成型といったシート成形法によって収納凹部を形成させて発泡シートに加工されうる。
【0060】
このような、ポリスチレン系樹脂発泡シートは、上記シート成形法による成形加工も容易であり、柿果実用発泡トレーに優れたクッション性と、柿果実の見栄えの向上とをより顕著に発揮させ得るのみならずその生産性の向上にも寄与しうるものである。
【0061】
なお、ここでは詳述しないが、本実施形態の柿果実用発泡トレーは、このようなポリスチレン系樹脂発泡シートのみならず架橋ポリエチレン樹脂発泡シート、ポリプロピレン系樹脂発泡シートなどのクッション性を有する熱可塑性樹脂発泡シートによっても形成されうる。
また、本発明は、柿果実用発泡トレーを、上記例示のものに限定するものではなく、上記例示の事項に従来公知の技術事項を付加したり、上記例示の事項の一部、又は全部を転換したりして本発明の柿果実用発泡トレーとすることも可能である。
また、上記例示の事項から、不要な事項を削除して本発明の柿果実用発泡トレーとすることも可能である。
【符号の説明】
【0062】
1 柿果実用発泡トレー
1a 外周縁
1b 角部
10 収納凹部
11 開口縁
12 周壁部
13 底面部
14 角
15 基準平面部
16 稜線部
17 隆起部
D1 短辺方向
D2 長辺方向
D3 高さ方向
F 荷重
P 柿果実
T 張力
【特許請求の範囲】
【請求項1】
クッション性を有する樹脂発泡シートで形成され、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されており、該収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられていることを特徴とする柿果実用発泡トレー。
【請求項2】
前記樹脂発泡シートは、ポリスチレン系樹脂(a)、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂(b)及びスチレンと共役ジエンとの共重合体またはその水素添加物(c)を含む樹脂組成物(i)が押出し発泡されて形成されたものであり、しかも、前記スチレンと共役ジエンとの共重合体またはその水素添加物(c)としてデュロメータタイプA硬度の値HDAが90以下のものが用いられており、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となるようにされている請求項1記載の柿果実用発泡トレー。
【請求項3】
前記ポリスチレン系樹脂(a)が、ポリスチレンホモポリマー単体であるか、又は、ポリスチレンホモポリマー50質量%以上、90質量%以下、及び、耐衝撃性ポリスチレン樹脂、若しくは、スチレン−アクリル酸エステル共重合体10質量%以上、50質量%以下からなる樹脂であるかのいずれかである請求項1又は2に記載の柿果実用発泡トレー。
【請求項1】
クッション性を有する樹脂発泡シートで形成され、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されており、該収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられていることを特徴とする柿果実用発泡トレー。
【請求項2】
前記樹脂発泡シートは、ポリスチレン系樹脂(a)、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂(b)及びスチレンと共役ジエンとの共重合体またはその水素添加物(c)を含む樹脂組成物(i)が押出し発泡されて形成されたものであり、しかも、前記スチレンと共役ジエンとの共重合体またはその水素添加物(c)としてデュロメータタイプA硬度の値HDAが90以下のものが用いられており、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となるようにされている請求項1記載の柿果実用発泡トレー。
【請求項3】
前記ポリスチレン系樹脂(a)が、ポリスチレンホモポリマー単体であるか、又は、ポリスチレンホモポリマー50質量%以上、90質量%以下、及び、耐衝撃性ポリスチレン樹脂、若しくは、スチレン−アクリル酸エステル共重合体10質量%以上、50質量%以下からなる樹脂であるかのいずれかである請求項1又は2に記載の柿果実用発泡トレー。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−73695(P2011−73695A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−224948(P2009−224948)
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
[ Back to top ]