
根元部の製造
【課題】風車のロータブレードの根元端部の高められた製造の可能性を提供する。
【解決手段】本発明は、風車のロータブレード(41)の根元部を製造する方法に関する。方法は、実質的に円形の風車のハブインタフェースに対するインタフェース部(17)を備えた複数の支持ロッド(1)を、該支持ロッドの間に間隙(33)が存在するように組み立てるステップ(A)と、前記間隙に、第1の繊維であって、該第1の繊維は射出成形材料と物理的及び/又は化学的に適合性である、第1の繊維(31)を配置するステップ(B)と、円形の外面に沿って第1の成形ツール(35)を配置しかつ円形の内面に沿って第2の成形ツールを配置するステップ(C)と、射出成形材料が前記第1の繊維(31)と結合するように前記射出成形材料を処理するステップ(D)と、を含む。本発明は、支持ロッド保持配列(39)及びロータブレード(41)の根元部にも関する。
【解決手段】本発明は、風車のロータブレード(41)の根元部を製造する方法に関する。方法は、実質的に円形の風車のハブインタフェースに対するインタフェース部(17)を備えた複数の支持ロッド(1)を、該支持ロッドの間に間隙(33)が存在するように組み立てるステップ(A)と、前記間隙に、第1の繊維であって、該第1の繊維は射出成形材料と物理的及び/又は化学的に適合性である、第1の繊維(31)を配置するステップ(B)と、円形の外面に沿って第1の成形ツール(35)を配置しかつ円形の内面に沿って第2の成形ツールを配置するステップ(C)と、射出成形材料が前記第1の繊維(31)と結合するように前記射出成形材料を処理するステップ(D)と、を含む。本発明は、支持ロッド保持配列(39)及びロータブレード(41)の根元部にも関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、風車のロータブレードの根元部を製造する方法に関する。本発明は、このような目的のための支持ロッド保持配列、及び風車のロータブレードの根元部にも関する。
【背景技術】
【0002】
風車において、風車のロータハブへのロータブレードの根元部の取付けは極めて重要なジョイントである。この場合、根元部は、風車ブレードからハブへ力を伝達するように十分に安定していることが保証されなければならない。ハブへのインタフェースとして、根元部のまさに端部に挿入又はその他の形式で取り付けられた金属部品を使用することが知られている。例えば、米国特許第4915590号明細書には、いわゆるサッカーロッドを使用することが開示されており、これらのサッカーロッドは、ロータブレードの本体の内部に配置されており、サッカーロッド内にボルトを螺入することができ、このボルトが、ハブのインタフェース部をロータブレード自体と結合する。このようなサッカーロッドは、例えば本体に接着することができる。サッカーロッドは、ハブから延びているボルトを収容するために内側にねじ山を有する。
【0003】
同様のロッド取付けのためにねじ穴を有する円錐形シリンダを使用することも知られている。次いで、ロータブレードは、金属根元部と直接に接触して硬化ラミネートを接着又は配置することによって、円錐形シリンダに付着させられる。円錐形シリンダは、例えば、アルミニウムから製造されていてよい。
【0004】
風車の今日のロータブレードは、通常、繊維強化プラスチックから形成されている。30メートルの長さを超えるブレードの場合、しばしば、主要な強化繊維がロータブレードの長手方向に延びているという問題がある。僅かな繊維のみが周方向に延びており、これは、ブレードが、このブレードを製造した成形ツールから取り出されると、根元端部(根元リングとも称呼される)の楕円化につながる。ブレードが、支持を有することなく重力を受けると、楕円化が生じる。これは、ブレードを風車のハブに取り付ける時、又は根元端部のさらなる機械的加工、例えば穴の穿孔が行われる時、問題を生じる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第4915590号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、風車のロータブレードの根元端部の高められた製造の可能性を提供することである。
【課題を解決するための手段】
【0007】
前記課題は、請求項1記載の方法、及び請求項9記載の支持ロッド保持配列によって達成される。
【0008】
したがって、上記方法に関して、以下のステップにより高められる:
・実質的に円形の風車のハブインタフェースに対するインタフェース部を備えた複数の支持ロッドを、支持ロッドの間に間隙が存在するように組み立て、
・第1の繊維であって、第1の繊維は、射出成形材料と物理的及び/又は化学的に適合性である第1の繊維を、間隙に配置し、
・円形の外面に沿って第1の成形ツールを配置し、円形の内面に沿って第2の成形ツールを配置し、
・射出成形材料が第1の繊維と結合するように、射出成形材料を処理する。
【0009】
円形の円形延長部に沿った支持ロッドの間に、間隙が存在し、これにより、好適には長手方向に関して互いに平行に整合させられた支持ロッドは、互いから離れて保持される。これらの間隙は、ロータブレードの本体を構成する射出成形材料、例えば樹脂を支持ロッドの間に導入することができるスペースとして働く。実質的に円形とは、最大直径と最小直径との差が30%までの範囲で変化する楕円形も含む。
【0010】
ロータブレードの長手方向で所望の安定性を提供するために、繊維が間隙内に充填される。この場合、支持ロッドは、第1に、支持ロッドの間の第1の繊維のための支持体として働き、第2に、ハブに対するインタフェース部のための一種の保持構造として働く。つまり、繊維は、成形プロセスの間、支持ロッドによって所定の位置に保持され、これは、射出成形材料が処理される、つまり活性化される間、繊維の向きが保たれることを保証する。
【0011】
これは、射出成形材料が成形プロセスにおいて繊維と直接に結合することを意味する。このような直接の結合は、特に望まれる。なぜならば、既に前もって成形プロセスが行われた繊維は、より高価であり、このようなプレパッケージと、後から射出される射出成形材料の残りとの相互接続は、確立するのがより困難であり、概してより弱いからである。したがって、このような予め射出成形されていない繊維は、より安価に供給され、また驚くべきことに製造プロセスにおいて著しくより容易に取り扱うことができるので、最も好ましいと結論づけることができる。
【0012】
射出成形材料、好適には樹脂と、繊維とは、互いに物理的及び/又は化学的に適合性であり、これは、繊維と射出成形材料との間の堅固な結合が可能であり、かつ繊維強化プラスチック合成物が、射出成形材料の処理プロセスの結果として得られることを意味する。これに関して、射出成形材料は、成形ツールの間で射出されてよいが、真空によってこのスペース内に吸い込まれてもよいか、又は実際には例えばいわゆるプリプレグ(射出成形材料によって既に浸潤された繊維)を使用することによって既に所定の位置に配置されていてよい。いずれの場合にも、射出成形材料は、繊維の間に移動しかつ次いで繊維と堅固に結合するために硬化させられるよう、十分に液体に形成されている。
【0013】
支持ロッドの間における、ひいては支持ロッドのインタフェース部に沿った繊維の整合は、インタフェース部との繊維プラスチック複合材の極めて安定した結合を提供し、これにより、ロータブレードの作動において強い力に耐えることができる。つまり、特に、根元端部の楕円化を、問題なく回避することができる。
【0014】
第1及び第2の成形ツールは、ソリッドフォームを有してよく、例えば、形成される風車ロータブレード(又は実際にはその根元端部のみ)の内面及び外面に対応した表面形状を備えた金属シェルとして構成されていてよい。しかしながら、成形ツールのうちの少なくとも一方は、空気及び射出成形材料に対して密のバッグとして実現されてもよく、このバッグを、圧力及び/又は真空によって膨張させることができ、これにより、バッグは、円形の各々の面に対して堅固に押し付けられる。第1及び第2の成形ツールの延長部は、ロータブレードの根元端部の外面及び内面を制限する。
【0015】
言い換えれば、支持ロッドと、支持ロッドの間の繊維とは一緒に、円形に沿って配置され、ロータブレードの根元端部を形成するために働くインサート成形プロセスを受ける。これに関して、根元端部は好適には一体に、つまり完全に円形の構造体として製造されることに注意すべきである。しかしながら、「根元端部」という表現は、最終的に根元端部全体を形成するように根元端部の別の部分に組み付けられる根元端部の一部も指す。したがって、「円形」という表現は、円形の一部、例えば半円又は同様のものも指す。
【0016】
製造プロセスは、好適には、各支持ロッドの第1の長手方向端部においてインタフェース部が根元端部の本体から突出するようになっている。このようなインタフェース部は、概して、風車のハブのインタフェースへのロータブレードの取付けに適した接続手段(例えばブシュ)を含む。これらの接続手段はアクセス可能なままでなければならないか、又は製造プロセスの後に、例えば接続手段へのアクセス部を穿孔することによって、容易なアクセスが可能にされなければならない。
【0017】
本発明は、風車のロータブレードの根元部を製造するための支持ロッド保持配列にも関する。本発明によれば、このような支持ロッド保持配列は、
・支持ロッドの間に間隙が存在するように、実質的に円形の風車のハブインタフェースに対するインタフェース部を備えた複数の支持ロッドのアセンブリと、
・間隙における第1の繊維であって、第1の繊維は、射出成形材料と物理的及び/又は化学的に適合性である、第1の繊維と、
・実質的に円形に支持ロッドを保持する保持装置と、を備える。
【0018】
基本的に、支持ロッド保持配列は、支持ロッドと、支持ロッドの間の間隙における第1の繊維と、支持ロッド、ひいては、間接的に第1の繊維を円形に保持するために働く保持装置とから形成されている。この保持装置は、上述のように、インサート成形プロセスのために必要である。
【0019】
これにより、保持装置は、支持ロッドを所定の位置に保つために、指定されたように働く、支持ツールとして実現することができる。このような支持ツールの特に好適な実施の形態は、以下の記載に関連して明らかになるであろう。しかしながら、保持装置は、第1及び又は第2の成形ツール、又は、実際には、あらゆるその他の付加的な成形ツールを含んでいてもよい。このような場合、各々の成形ツールは、例えば接着剤などの付加的な固定手段によって助けられながら、成形ツールの内側形状又は外側形状に沿って支持ロッドを整合させるために働く。
【0020】
最後に、本発明は、本発明による方法によって製造された風車のロータブレードの根元端部に関する。この場合、根元端部は、ロータブレード全体の一体の部分であってもよい。上記で概説したように、製造プロセスにかかる時間が短縮され、また、材料及び経費にかかるコストが削減されるということの他に、このような根元端部が特に安定するように製造することができる。
【0021】
発明の特に有利な実施の形態及び特徴は、以下の説明において示されるように、従属請求項によって提供される。この場合、方法に関して示される特徴は、支持ロッド保持配列に関して実現されてもよく、また、その逆であってもよい。
【0022】
好適には、円形の外面と第1の成形ツールとの間のスペース及び/又は円形の内面と第2の成形ツールとの間のスペースは、射出成形材料と物理的及び/又は化学的に適合性の第2の繊維で充填される。最も好適には、第1の繊維及び第2の繊維は同じ材料から成り、このことは、これらの繊維をより適合性にする。第2の繊維は、概して、根元端部の付加的な強化として機能し、有利には、第1の繊維とは異なる方向に向きづけることができる。例えば、第2の繊維は、根元端部の周方向延びに沿って整合及び向き付けすることができる。これは、根元端部が成形ツールから取り出されたときに根元端部の楕円化を防止することを付加的に助けることができる特定の強化を提供する。言い換えれば、繊維は、強化プラスチック材料の内側領域に配置されているだけでなく、ほぼロータブレードの表面に達することもでき、その結果、ロータブレードの作動中、力に対するより強い抵抗を提供することができる。第2の繊維、例えば繊維マット(ガラス繊維マット)及び/又はロービングは、例えば真空によって成形ツールのいずれかに固定されてよい。
【0023】
第1の繊維がガラス繊維材料から成ると特に有利であることが分かっている。これは、成形プロセス後に極めて安定した複合材料を提供する。
【0024】
概して、第1の繊維は、様々な異なる方向に向けられていてよく、支持ロッドの間に緩く組み付けられただけの短繊維として使用されてよい。しかしながら、繊維は、実質的に1つの主方向に向けられた繊維を有する繊維ロービングから成ることが好ましい。このような繊維ロービングは、市場において容易に入手することができる標準的な材料である。繊維ロービングは、さらに、外側を繊維構造で包囲されていてよく、これにより、内側の方向づけられた繊維を備えた一種の管状構造が提供される。繊維の主方向は、支持ロッドの間の繊維の全て又はほとんどを容易に方向づけることを可能にする。また、繊維ロービングは、特定の予め設定された寸法で利用することができるという利点を有し、これにより、支持ロッドの間の間隙の寸法を、実際には、利用できる繊維ロービングの寸法に応じて選択することができる。
【0025】
繊維が、繊維ロービングの形態ではなく、短繊維の形態で供給されるとしても、繊維は実質的に1つの主方向に方向づけられていることが好ましい。概して、つまり繊維ロービングに関しても、主方向は好適には支持ロッドの長手方向軸線に対して平行である。これは、好適には長手方向の向きに関して平行に整合させられた支持ロッドが、繊維の向きの主方向をも提供することを意味する。つまり、支持ロッドは、繊維を最適に支持することができ、このような配列は、支持ロッドの間の間隙を完全にかつ適切に充填することを助ける。
【0026】
さらに、場合によっては、支持ロッドを充填エレメントによって包囲することが有効であり、この充填エレメントは好適には繊維及び/又はプラスチックチューブから成る。これは、例えば支持ロッドの金属表面の場合よりも繊維とより適合性の支持ロッドの表面を提供することによって、第1の繊維と支持ロッド(特にインタフェース部)との結合をより強くするのを助ける。
【0027】
上記で概説したように、支持ロッドを円形に整合させるために、保持装置を使用することが好ましい。これに関連して最も好適であるのは、支持ツールの使用であり、これにより、好適には、本発明による方法は、支持ロッドのインタフェース部を支持ツールに一時的に固定するステップであって、前記支持ツールは最も好適には根元フランジを有し、支持ロッドが根元フランジに固定される、ステップを有する。このような根元フランジは、好適には、支持ロッドが後で有する円形に対応する、実質的な円形を有する。根元フランジのこのような形状は、支持ロッドをフランジに円形に取り付けるための穴のような固定構造を配置することによって実現することもできる。実際には、支持ツールの根元フランジの幾何学的形状は、好適には、各々の根元端部が後で取り付けられる風車のハブの根元フランジの幾何学的形状に対応している。言い換えれば、支持ツールの根元フランジの幾何学的形状及び/又は固定構造の幾何学的形状は、指定された風車の根元フランジの幾何学的形状と合致する。
【0028】
本発明に関連する支持ロッドに関して、支持ロッドは、中空形状を有し、インタフェース部の反対側の外側長手方向端部において開放していることが好ましい。これにより、支持ロッドは、構造的に特に軽量であることができ、射出成形材料を支持ロッドの内部に導入することもできる。つまり、射出成形材料と支持ロッドとの間のより優れた接続又は結合効果を達成することができる。
【0029】
さらに、支持ロッドは好適には、ブシュなどのような根元端部、概して言えば、ハブに結合されたファスナを収容するためのインタフェースと、主要部とを有する。根元端部と主要部とは、移行領域を介して互いに結合されている。これにより、ハブに対する安定したインタフェースを形成するために、根元端部を特に安定させることができる一方、主要部は、必ずしも根元端部ほど安定していない。なぜならば、主要部は、製造プロセス中、まさに第1の繊維を保持するためだけに働くからである。
【0030】
このような場合、主要部は、好適には、移行領域において根元端部の内側に挿入されている。これは、別々に製造し、次いで移行領域において相互接続することができる両部分の確実な相互接続を提供する。
【0031】
根元端部は、ロータブレードの作動中に最大の荷重に耐える支持ロッドの部分であるので、根元端部は、好適には、少なくとも部分的に繊維材料に埋め込まれている。これは、第1の(及び第2の)繊維材料、及び射出成形材料とのより優れた結合を提供し、これにより、全てのこれらの複合材料と、根元端部との間の極めて確実な結合を達成することができる。これは、支持ロッドの根元端部を介してロータブレードからの力をハブに容易に伝達することができることを意味する。
【0032】
好適な実施の形態によれば、根元端部は、鋼、好適にはステンレス鋼から成り、かつ/又は主要部はアルミニウムから成る。このように、根元端部はやはり特に安定して形成されるのに対し、主要部は特に軽量であり、これは、一方ではできるだけ軽量であり、他方では必要なだけ安定したロータブレードを構成することを助ける。
【0033】
本発明のその他の課題及び特徴は、添付の図面に関連して考慮される以下の詳細な説明から明らかになるであろう。しかしながら、図面は、例示のためだけに描かれており、発明の範囲の定義として描かれているのではない。
【0034】
図面において、同じ参照符号は、全体を通じて同じ対象を示す。図面における対象は、必ずしも実寸で描かれていない。
【図面の簡単な説明】
【0035】
【図1】本発明の1つの実施の形態による支持ロッド保持配列を形成するための配列の斜視図である。
【図2】図1の配列の根元フランジの斜視図である。
【図3】図2に示したものと同じ根元フランジのより詳細な斜視図である。
【図4】図1による配列に関連して使用することができる支持ロッドの根元端部の側面図である。
【図5】図4に示したものと同じ根元端部の断面図である。
【図6】図1の配列に関連して使用することができる支持ロッドの主要部の斜視図である。
【図7】図1の配列を使用する、発明の第1の実施の形態による支持ロッド保持配列の斜視図である。
【図8】第1の成形ツール内の、図7に示したものと同じ支持ロッド保持配列の斜視図である。
【図9】第1の成形ツール内の、第2の実施の形態による支持ロッド保持配列の斜視図である。
【図10】発明の1つの実施の形態によるロータブレードを示す断面図である。
【図11】本発明による方法の1つの実施の形態の間の一連のステップを示すブロック線図である。
【発明を実施するための形態】
【0036】
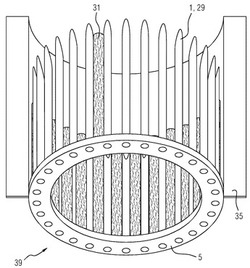
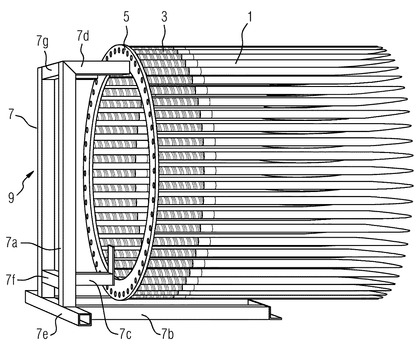
図1は、根元端部3を備えた支持ロッド1が円形に整合させられている配列を示している。このために、根元端部3は、円形の根元フランジ5に挿入されている。図2及び図3を参照すると、根元フランジ5は穴11を有し、この穴11に、根元端部5を、穴11の中の内側フランジ13の箇所まで導入することができることを見ることができる。これにより、成形プロセス中に、支持ロッド1を所定の位置に一時的に保持することができる。
【0037】
根元フランジ5は、ビーム構造体7から成る支持ツール9の一部である。このビーム構造体7は、2つの鉛直方向ビーム7aを有し、これらの鉛直方向ビーム7aは、3つの水平方向ビーム7e,7f,7gによって相互接続されており、これらの水平方向ビームから、底側において2つの支持ビーム7bが突出しており、さらに上方において第1の保持ビーム7cが突出しており、またさらに上方の根元フランジ5の上端部において、さらに2つの保持ビーム7dが突出している。したがって、ビーム構造体7は、安定した構造を提供し、この安定した構造に、根元フランジ5が、第1の保持ビーム7cと第2の保持ビーム7dとを介して取り付けられている。支持ビーム7bと、最も下側の支持ロッド1との間には、間隙が設けられており、この間隙に第1の成形ツールを導入することができる。
【0038】
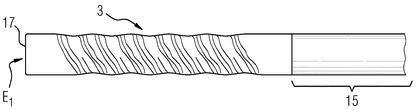
図4は、支持ロッド1の根元端部4を示している。第1の長手方向端部E1において、根元端部3は、風車のハブに対するインタフェース17を有し、このインタフェース17はこの場合、ブシュであって、その外面が滑らかでかつ湾曲していないブシュとして実現されている。外側長手方向端部において、根元端部3は、支持ロッド1の主要部(図示せず)への移行領域15を有する。
【0039】
同じものが図5における断面図に示されている。根元端部3は、複数の内側部分を有する。第1に、遠位根元端部25は、ロータブレードを、例えばハブのピッチ軸受部材に固定するブレードボルトを収容するよう構成されている。この遠位根元端部25は、ブレードボルト自体よりも大きな直径を有し、つまり、この部分とボルトとの間には結合を生じることができない。遠位根元端部25に隣接して、ブレードボルトを収容するために構成された、ねじ山が設けられた中間部27が設けられており、このねじ山が設けられた中間部27に隣接して、傾斜部23が配置されており、この傾斜部23は、根元端部3の端部に向かって面しており、かつこの領域において急激な移行が形成されないことを保証する機能を有し、これにより、傾斜部23は、一種の剛性移行部又は剛性適応部として作用する。外側において、根元端部3のこれらの言及されたエレメント23,25,27は繊維21によって包囲されている。これらの繊維は、根元端部3に湾曲した表面を提供し、この湾曲した表面は、ロータブレードの射出成形材料に容易に接続又は結合することができる。湾曲した表面は、成形複合プラスチック材料への確実な接続が得られ、かつ根元端部3とプラスチック材料とが支持ロッド1の長手方向で互いから離れるように滑る及び摺動することができないことを保証する。見て取られるように、移行領域15は、繊維21を部分的に被覆しており、滑らかな、中断されないインタフェースが存在するように、根元端部3から支持ロッド1の主要部19の領域へさらに突出している。つまり、支持ロッド1の主要部19は、移行領域15に挿入され、この移行領域15は、単に中空の金属シャフト15として実現されており、この金属シャフト15には、例えばPUフォームが充填されてよい。根元端部3の前記内側部分23,25,27は、これらの内側部分を剛性でかつ安定したものにする鋼から形成されているが、支持ロッド1の主要部19は、この主要部19をより軽量にするアルミニウムから形成されている。支持ロッドの主要部19のためのその他の可能な材料は、鉄、ステンレス鋼又はPVCを含む。
【0040】
図6は、第2の長手方向端部E2、つまり図4及び図5に示された第1の長手方向端部E1とは反対側の長手方向端部を備えた支持ロッド1の主要部19を斜視図で示している。主要部19は、第2の長手方向端部E2に向かって開放したアルミニウム管から形成されており、このアルミニウム管の形状は、ナイフブレードの形状と同様である。
【0041】
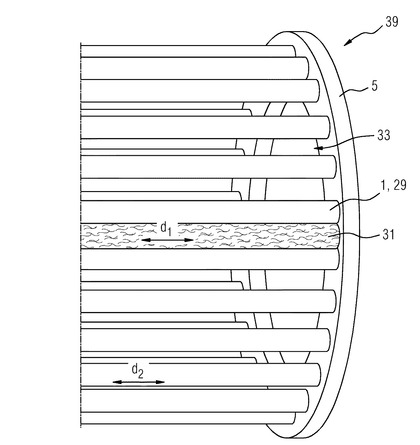
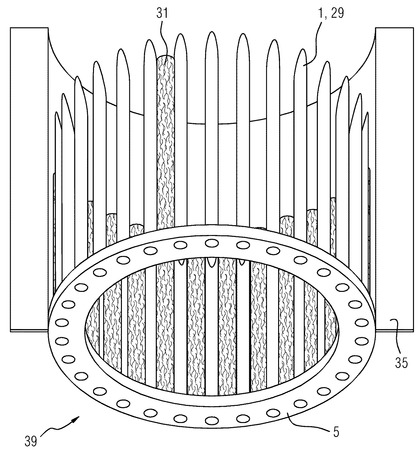
図7は、支持ロッド1と、幾つかの付加的な細部を備えた、図1に示したような配列とを示している。第1に、支持ロッド1は、この場合、後で支持ロッド1の周囲に噴射される射出成形材料に対するより優れた結合性を提供するためにプラスチック管29によって包囲されており、第2に、支持ロッド1の間に間隙33を見て取ることができる。これらの間隙のうちの1つに、繊維31が挿入されている。これらの繊維31は、繊維パッケージング材料によって包囲された繊維ロービング31の形態で供給されている。繊維ロービング31は、第2の主方向d2、つまり支持ロッド1の長手方向軸線に対して平行な第1の主要な主方向d1で長手方向に向けられている(この場合、支持ロッド1も全て平行に整合させられていることに注意されたい)。これらの繊維ロービング31は、後で、樹脂のような射出成形材料と結合させられ、次いで、ロータブレードの本体又はロータブレードの根元部を構成する複合材を形成する。繊維31が挿入された図1の配列は、ここで、発明の第1の実施の形態による支持ロッド保持配列39を構成している。
【0042】
図8において、図7の支持ロッド保持配列39が、第1の成形ツール35の形状の内部に配置されているのを見て取ることができる。間隙33のうちのほとんどに今では、方向づけられた繊維ロービング31が挿入されている。成形プロセスを開始する前に、残りの間隙33も、方向づけられた繊維ロービング31で充填される。ここで、支持ロッド保持配列39の内部に、第2の成形ツール、例えば、支持ロッド1の円形の内面まで膨張するプラスチックバッグを配置すると、2つの成形ツールの間に射出成形材料を射出又はさもなければ作動させることができる。このために、この場合は、第1の成形ツール35の形状の第3の成形ツールが、反対向きで第1の成形ツール35の上方に配置されなければならない。
【0043】
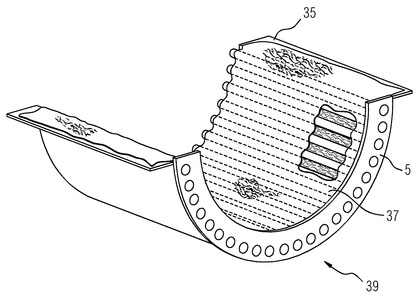
図9は、支持ロッド保持配列39の第2の実施の形態を示しており、図8に示された実施の形態との違いは、半円形のみを有するということである。さらに加えて、この図において、支持ロッド1の領域において、支持ロッド保持配列39の内面に第2の繊維37が配置されており、繊維が、支持ロッドを被覆していることを見て取ることができ、ここでは繊維の内部に支持ロッドが見えている。これは、製造される根元端部の高められた強度を提供する。同じことを、他方の側、つまり、第1の成形ツール35に面した支持ロッド1の側において、行うことができる。
【0044】
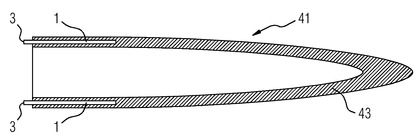
図10は、本発明による風車のロータブレード41を示している。分かりやすくするために、ロータブレード41の"根元端部"という表現は、ここでは、ロータブレード41全体にも当てはまる。なぜならば、ロータブレード41は、ここでは一体に製造されるからである。ロータブレード41は、繊維と、この繊維に堅固に接続、すなわち結合された射出成形材料とを含む複合材料から形成された本体43を有する。ロータブレード41の左側の端部には2つの支持ロッド1を見て取ることができ、これらの支持ロッド1は、本体43内に入れて成形されており、本体43に堅固に結合されている。根元端部3のみが本体43から突出しており、これらの根元端部3を風車ハブに結合することができるようになっている。
【0045】
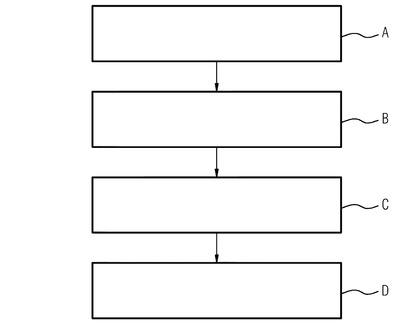
図11は、本発明による方法の1つの実施の形態の主なステップをブロック図で示している。第1のステップAにおいて、図4から図6までに示した種類の複数の支持ロッド1が、支持ロッド1の間に間隙33が設けられるように、実質的に円形に沿って組み付けられる。次いで、第2のステップBにおいて、間隙に繊維31が導入される。これらの繊維31は、射出成形材料、例えば樹脂と物理的及び/又は化学的に適合性であり、これにより、繊維と、射出成形材料とは互いに堅固に結合する。第3のステップCにおいて、第1の成形ツール35が、円形の外面に沿って配置され、第2の成形ツールが、円形の内面に沿って配置される。第4のステップDにおいて、このような射出成形材料は、繊維31と堅固に結合するように処理される。このような処理は、射出成形材料を加熱、特に溶融させる、及び/又は射出成形材料を射出する、及び/又は2つの成形ツールの間の間隙に射出成形材料を吸入することを含むことができる。
【0046】
本発明は、好適な実施の形態及び好適な実施の形態における変更の形態で開示されているが、発明の範囲から逸脱することなく、実施の形態に対して多くの付加的な変化及び変更を加えることができることが理解されるであろう。上述のように、根元端部を1つの部分又は複数の部分として製造することができ、支持ロッドの実施の形態は、1つの有利な例ではあるが、この例は多くの形式で変更することができる。
【0047】
明確にするために、本明細書における単数の使用は、複数を排除せず、「含む」とは、その他のステップ又はエレメントを排除しないことを理解すべきである。
【符号の説明】
【0048】
1 支持ロッド、 3 根元端部、 5 根元フランジ、 7 ビーム構造体、 7a 鉛直方向ビーム、 7b 支持ビーム、 7e,7f,7g 水平方向ビーム、 11 穴、 13 内側フランジ、 15 移行領域、 17 インタフェース、 19 主要部、 21 繊維、 23 傾斜部、 25 遠位根元端部、 27 中間部、 29 プラスチック管、 31 繊維、 33 間隙、 35 第1の成形ツール、 37 第2の繊維、 39 支持ロッド保持配列、 41 ロータブレード、 43 本体
【技術分野】
【0001】
本発明は、風車のロータブレードの根元部を製造する方法に関する。本発明は、このような目的のための支持ロッド保持配列、及び風車のロータブレードの根元部にも関する。
【背景技術】
【0002】
風車において、風車のロータハブへのロータブレードの根元部の取付けは極めて重要なジョイントである。この場合、根元部は、風車ブレードからハブへ力を伝達するように十分に安定していることが保証されなければならない。ハブへのインタフェースとして、根元部のまさに端部に挿入又はその他の形式で取り付けられた金属部品を使用することが知られている。例えば、米国特許第4915590号明細書には、いわゆるサッカーロッドを使用することが開示されており、これらのサッカーロッドは、ロータブレードの本体の内部に配置されており、サッカーロッド内にボルトを螺入することができ、このボルトが、ハブのインタフェース部をロータブレード自体と結合する。このようなサッカーロッドは、例えば本体に接着することができる。サッカーロッドは、ハブから延びているボルトを収容するために内側にねじ山を有する。
【0003】
同様のロッド取付けのためにねじ穴を有する円錐形シリンダを使用することも知られている。次いで、ロータブレードは、金属根元部と直接に接触して硬化ラミネートを接着又は配置することによって、円錐形シリンダに付着させられる。円錐形シリンダは、例えば、アルミニウムから製造されていてよい。
【0004】
風車の今日のロータブレードは、通常、繊維強化プラスチックから形成されている。30メートルの長さを超えるブレードの場合、しばしば、主要な強化繊維がロータブレードの長手方向に延びているという問題がある。僅かな繊維のみが周方向に延びており、これは、ブレードが、このブレードを製造した成形ツールから取り出されると、根元端部(根元リングとも称呼される)の楕円化につながる。ブレードが、支持を有することなく重力を受けると、楕円化が生じる。これは、ブレードを風車のハブに取り付ける時、又は根元端部のさらなる機械的加工、例えば穴の穿孔が行われる時、問題を生じる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第4915590号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、風車のロータブレードの根元端部の高められた製造の可能性を提供することである。
【課題を解決するための手段】
【0007】
前記課題は、請求項1記載の方法、及び請求項9記載の支持ロッド保持配列によって達成される。
【0008】
したがって、上記方法に関して、以下のステップにより高められる:
・実質的に円形の風車のハブインタフェースに対するインタフェース部を備えた複数の支持ロッドを、支持ロッドの間に間隙が存在するように組み立て、
・第1の繊維であって、第1の繊維は、射出成形材料と物理的及び/又は化学的に適合性である第1の繊維を、間隙に配置し、
・円形の外面に沿って第1の成形ツールを配置し、円形の内面に沿って第2の成形ツールを配置し、
・射出成形材料が第1の繊維と結合するように、射出成形材料を処理する。
【0009】
円形の円形延長部に沿った支持ロッドの間に、間隙が存在し、これにより、好適には長手方向に関して互いに平行に整合させられた支持ロッドは、互いから離れて保持される。これらの間隙は、ロータブレードの本体を構成する射出成形材料、例えば樹脂を支持ロッドの間に導入することができるスペースとして働く。実質的に円形とは、最大直径と最小直径との差が30%までの範囲で変化する楕円形も含む。
【0010】
ロータブレードの長手方向で所望の安定性を提供するために、繊維が間隙内に充填される。この場合、支持ロッドは、第1に、支持ロッドの間の第1の繊維のための支持体として働き、第2に、ハブに対するインタフェース部のための一種の保持構造として働く。つまり、繊維は、成形プロセスの間、支持ロッドによって所定の位置に保持され、これは、射出成形材料が処理される、つまり活性化される間、繊維の向きが保たれることを保証する。
【0011】
これは、射出成形材料が成形プロセスにおいて繊維と直接に結合することを意味する。このような直接の結合は、特に望まれる。なぜならば、既に前もって成形プロセスが行われた繊維は、より高価であり、このようなプレパッケージと、後から射出される射出成形材料の残りとの相互接続は、確立するのがより困難であり、概してより弱いからである。したがって、このような予め射出成形されていない繊維は、より安価に供給され、また驚くべきことに製造プロセスにおいて著しくより容易に取り扱うことができるので、最も好ましいと結論づけることができる。
【0012】
射出成形材料、好適には樹脂と、繊維とは、互いに物理的及び/又は化学的に適合性であり、これは、繊維と射出成形材料との間の堅固な結合が可能であり、かつ繊維強化プラスチック合成物が、射出成形材料の処理プロセスの結果として得られることを意味する。これに関して、射出成形材料は、成形ツールの間で射出されてよいが、真空によってこのスペース内に吸い込まれてもよいか、又は実際には例えばいわゆるプリプレグ(射出成形材料によって既に浸潤された繊維)を使用することによって既に所定の位置に配置されていてよい。いずれの場合にも、射出成形材料は、繊維の間に移動しかつ次いで繊維と堅固に結合するために硬化させられるよう、十分に液体に形成されている。
【0013】
支持ロッドの間における、ひいては支持ロッドのインタフェース部に沿った繊維の整合は、インタフェース部との繊維プラスチック複合材の極めて安定した結合を提供し、これにより、ロータブレードの作動において強い力に耐えることができる。つまり、特に、根元端部の楕円化を、問題なく回避することができる。
【0014】
第1及び第2の成形ツールは、ソリッドフォームを有してよく、例えば、形成される風車ロータブレード(又は実際にはその根元端部のみ)の内面及び外面に対応した表面形状を備えた金属シェルとして構成されていてよい。しかしながら、成形ツールのうちの少なくとも一方は、空気及び射出成形材料に対して密のバッグとして実現されてもよく、このバッグを、圧力及び/又は真空によって膨張させることができ、これにより、バッグは、円形の各々の面に対して堅固に押し付けられる。第1及び第2の成形ツールの延長部は、ロータブレードの根元端部の外面及び内面を制限する。
【0015】
言い換えれば、支持ロッドと、支持ロッドの間の繊維とは一緒に、円形に沿って配置され、ロータブレードの根元端部を形成するために働くインサート成形プロセスを受ける。これに関して、根元端部は好適には一体に、つまり完全に円形の構造体として製造されることに注意すべきである。しかしながら、「根元端部」という表現は、最終的に根元端部全体を形成するように根元端部の別の部分に組み付けられる根元端部の一部も指す。したがって、「円形」という表現は、円形の一部、例えば半円又は同様のものも指す。
【0016】
製造プロセスは、好適には、各支持ロッドの第1の長手方向端部においてインタフェース部が根元端部の本体から突出するようになっている。このようなインタフェース部は、概して、風車のハブのインタフェースへのロータブレードの取付けに適した接続手段(例えばブシュ)を含む。これらの接続手段はアクセス可能なままでなければならないか、又は製造プロセスの後に、例えば接続手段へのアクセス部を穿孔することによって、容易なアクセスが可能にされなければならない。
【0017】
本発明は、風車のロータブレードの根元部を製造するための支持ロッド保持配列にも関する。本発明によれば、このような支持ロッド保持配列は、
・支持ロッドの間に間隙が存在するように、実質的に円形の風車のハブインタフェースに対するインタフェース部を備えた複数の支持ロッドのアセンブリと、
・間隙における第1の繊維であって、第1の繊維は、射出成形材料と物理的及び/又は化学的に適合性である、第1の繊維と、
・実質的に円形に支持ロッドを保持する保持装置と、を備える。
【0018】
基本的に、支持ロッド保持配列は、支持ロッドと、支持ロッドの間の間隙における第1の繊維と、支持ロッド、ひいては、間接的に第1の繊維を円形に保持するために働く保持装置とから形成されている。この保持装置は、上述のように、インサート成形プロセスのために必要である。
【0019】
これにより、保持装置は、支持ロッドを所定の位置に保つために、指定されたように働く、支持ツールとして実現することができる。このような支持ツールの特に好適な実施の形態は、以下の記載に関連して明らかになるであろう。しかしながら、保持装置は、第1及び又は第2の成形ツール、又は、実際には、あらゆるその他の付加的な成形ツールを含んでいてもよい。このような場合、各々の成形ツールは、例えば接着剤などの付加的な固定手段によって助けられながら、成形ツールの内側形状又は外側形状に沿って支持ロッドを整合させるために働く。
【0020】
最後に、本発明は、本発明による方法によって製造された風車のロータブレードの根元端部に関する。この場合、根元端部は、ロータブレード全体の一体の部分であってもよい。上記で概説したように、製造プロセスにかかる時間が短縮され、また、材料及び経費にかかるコストが削減されるということの他に、このような根元端部が特に安定するように製造することができる。
【0021】
発明の特に有利な実施の形態及び特徴は、以下の説明において示されるように、従属請求項によって提供される。この場合、方法に関して示される特徴は、支持ロッド保持配列に関して実現されてもよく、また、その逆であってもよい。
【0022】
好適には、円形の外面と第1の成形ツールとの間のスペース及び/又は円形の内面と第2の成形ツールとの間のスペースは、射出成形材料と物理的及び/又は化学的に適合性の第2の繊維で充填される。最も好適には、第1の繊維及び第2の繊維は同じ材料から成り、このことは、これらの繊維をより適合性にする。第2の繊維は、概して、根元端部の付加的な強化として機能し、有利には、第1の繊維とは異なる方向に向きづけることができる。例えば、第2の繊維は、根元端部の周方向延びに沿って整合及び向き付けすることができる。これは、根元端部が成形ツールから取り出されたときに根元端部の楕円化を防止することを付加的に助けることができる特定の強化を提供する。言い換えれば、繊維は、強化プラスチック材料の内側領域に配置されているだけでなく、ほぼロータブレードの表面に達することもでき、その結果、ロータブレードの作動中、力に対するより強い抵抗を提供することができる。第2の繊維、例えば繊維マット(ガラス繊維マット)及び/又はロービングは、例えば真空によって成形ツールのいずれかに固定されてよい。
【0023】
第1の繊維がガラス繊維材料から成ると特に有利であることが分かっている。これは、成形プロセス後に極めて安定した複合材料を提供する。
【0024】
概して、第1の繊維は、様々な異なる方向に向けられていてよく、支持ロッドの間に緩く組み付けられただけの短繊維として使用されてよい。しかしながら、繊維は、実質的に1つの主方向に向けられた繊維を有する繊維ロービングから成ることが好ましい。このような繊維ロービングは、市場において容易に入手することができる標準的な材料である。繊維ロービングは、さらに、外側を繊維構造で包囲されていてよく、これにより、内側の方向づけられた繊維を備えた一種の管状構造が提供される。繊維の主方向は、支持ロッドの間の繊維の全て又はほとんどを容易に方向づけることを可能にする。また、繊維ロービングは、特定の予め設定された寸法で利用することができるという利点を有し、これにより、支持ロッドの間の間隙の寸法を、実際には、利用できる繊維ロービングの寸法に応じて選択することができる。
【0025】
繊維が、繊維ロービングの形態ではなく、短繊維の形態で供給されるとしても、繊維は実質的に1つの主方向に方向づけられていることが好ましい。概して、つまり繊維ロービングに関しても、主方向は好適には支持ロッドの長手方向軸線に対して平行である。これは、好適には長手方向の向きに関して平行に整合させられた支持ロッドが、繊維の向きの主方向をも提供することを意味する。つまり、支持ロッドは、繊維を最適に支持することができ、このような配列は、支持ロッドの間の間隙を完全にかつ適切に充填することを助ける。
【0026】
さらに、場合によっては、支持ロッドを充填エレメントによって包囲することが有効であり、この充填エレメントは好適には繊維及び/又はプラスチックチューブから成る。これは、例えば支持ロッドの金属表面の場合よりも繊維とより適合性の支持ロッドの表面を提供することによって、第1の繊維と支持ロッド(特にインタフェース部)との結合をより強くするのを助ける。
【0027】
上記で概説したように、支持ロッドを円形に整合させるために、保持装置を使用することが好ましい。これに関連して最も好適であるのは、支持ツールの使用であり、これにより、好適には、本発明による方法は、支持ロッドのインタフェース部を支持ツールに一時的に固定するステップであって、前記支持ツールは最も好適には根元フランジを有し、支持ロッドが根元フランジに固定される、ステップを有する。このような根元フランジは、好適には、支持ロッドが後で有する円形に対応する、実質的な円形を有する。根元フランジのこのような形状は、支持ロッドをフランジに円形に取り付けるための穴のような固定構造を配置することによって実現することもできる。実際には、支持ツールの根元フランジの幾何学的形状は、好適には、各々の根元端部が後で取り付けられる風車のハブの根元フランジの幾何学的形状に対応している。言い換えれば、支持ツールの根元フランジの幾何学的形状及び/又は固定構造の幾何学的形状は、指定された風車の根元フランジの幾何学的形状と合致する。
【0028】
本発明に関連する支持ロッドに関して、支持ロッドは、中空形状を有し、インタフェース部の反対側の外側長手方向端部において開放していることが好ましい。これにより、支持ロッドは、構造的に特に軽量であることができ、射出成形材料を支持ロッドの内部に導入することもできる。つまり、射出成形材料と支持ロッドとの間のより優れた接続又は結合効果を達成することができる。
【0029】
さらに、支持ロッドは好適には、ブシュなどのような根元端部、概して言えば、ハブに結合されたファスナを収容するためのインタフェースと、主要部とを有する。根元端部と主要部とは、移行領域を介して互いに結合されている。これにより、ハブに対する安定したインタフェースを形成するために、根元端部を特に安定させることができる一方、主要部は、必ずしも根元端部ほど安定していない。なぜならば、主要部は、製造プロセス中、まさに第1の繊維を保持するためだけに働くからである。
【0030】
このような場合、主要部は、好適には、移行領域において根元端部の内側に挿入されている。これは、別々に製造し、次いで移行領域において相互接続することができる両部分の確実な相互接続を提供する。
【0031】
根元端部は、ロータブレードの作動中に最大の荷重に耐える支持ロッドの部分であるので、根元端部は、好適には、少なくとも部分的に繊維材料に埋め込まれている。これは、第1の(及び第2の)繊維材料、及び射出成形材料とのより優れた結合を提供し、これにより、全てのこれらの複合材料と、根元端部との間の極めて確実な結合を達成することができる。これは、支持ロッドの根元端部を介してロータブレードからの力をハブに容易に伝達することができることを意味する。
【0032】
好適な実施の形態によれば、根元端部は、鋼、好適にはステンレス鋼から成り、かつ/又は主要部はアルミニウムから成る。このように、根元端部はやはり特に安定して形成されるのに対し、主要部は特に軽量であり、これは、一方ではできるだけ軽量であり、他方では必要なだけ安定したロータブレードを構成することを助ける。
【0033】
本発明のその他の課題及び特徴は、添付の図面に関連して考慮される以下の詳細な説明から明らかになるであろう。しかしながら、図面は、例示のためだけに描かれており、発明の範囲の定義として描かれているのではない。
【0034】
図面において、同じ参照符号は、全体を通じて同じ対象を示す。図面における対象は、必ずしも実寸で描かれていない。
【図面の簡単な説明】
【0035】
【図1】本発明の1つの実施の形態による支持ロッド保持配列を形成するための配列の斜視図である。
【図2】図1の配列の根元フランジの斜視図である。
【図3】図2に示したものと同じ根元フランジのより詳細な斜視図である。
【図4】図1による配列に関連して使用することができる支持ロッドの根元端部の側面図である。
【図5】図4に示したものと同じ根元端部の断面図である。
【図6】図1の配列に関連して使用することができる支持ロッドの主要部の斜視図である。
【図7】図1の配列を使用する、発明の第1の実施の形態による支持ロッド保持配列の斜視図である。
【図8】第1の成形ツール内の、図7に示したものと同じ支持ロッド保持配列の斜視図である。
【図9】第1の成形ツール内の、第2の実施の形態による支持ロッド保持配列の斜視図である。
【図10】発明の1つの実施の形態によるロータブレードを示す断面図である。
【図11】本発明による方法の1つの実施の形態の間の一連のステップを示すブロック線図である。
【発明を実施するための形態】
【0036】
図1は、根元端部3を備えた支持ロッド1が円形に整合させられている配列を示している。このために、根元端部3は、円形の根元フランジ5に挿入されている。図2及び図3を参照すると、根元フランジ5は穴11を有し、この穴11に、根元端部5を、穴11の中の内側フランジ13の箇所まで導入することができることを見ることができる。これにより、成形プロセス中に、支持ロッド1を所定の位置に一時的に保持することができる。
【0037】
根元フランジ5は、ビーム構造体7から成る支持ツール9の一部である。このビーム構造体7は、2つの鉛直方向ビーム7aを有し、これらの鉛直方向ビーム7aは、3つの水平方向ビーム7e,7f,7gによって相互接続されており、これらの水平方向ビームから、底側において2つの支持ビーム7bが突出しており、さらに上方において第1の保持ビーム7cが突出しており、またさらに上方の根元フランジ5の上端部において、さらに2つの保持ビーム7dが突出している。したがって、ビーム構造体7は、安定した構造を提供し、この安定した構造に、根元フランジ5が、第1の保持ビーム7cと第2の保持ビーム7dとを介して取り付けられている。支持ビーム7bと、最も下側の支持ロッド1との間には、間隙が設けられており、この間隙に第1の成形ツールを導入することができる。
【0038】
図4は、支持ロッド1の根元端部4を示している。第1の長手方向端部E1において、根元端部3は、風車のハブに対するインタフェース17を有し、このインタフェース17はこの場合、ブシュであって、その外面が滑らかでかつ湾曲していないブシュとして実現されている。外側長手方向端部において、根元端部3は、支持ロッド1の主要部(図示せず)への移行領域15を有する。
【0039】
同じものが図5における断面図に示されている。根元端部3は、複数の内側部分を有する。第1に、遠位根元端部25は、ロータブレードを、例えばハブのピッチ軸受部材に固定するブレードボルトを収容するよう構成されている。この遠位根元端部25は、ブレードボルト自体よりも大きな直径を有し、つまり、この部分とボルトとの間には結合を生じることができない。遠位根元端部25に隣接して、ブレードボルトを収容するために構成された、ねじ山が設けられた中間部27が設けられており、このねじ山が設けられた中間部27に隣接して、傾斜部23が配置されており、この傾斜部23は、根元端部3の端部に向かって面しており、かつこの領域において急激な移行が形成されないことを保証する機能を有し、これにより、傾斜部23は、一種の剛性移行部又は剛性適応部として作用する。外側において、根元端部3のこれらの言及されたエレメント23,25,27は繊維21によって包囲されている。これらの繊維は、根元端部3に湾曲した表面を提供し、この湾曲した表面は、ロータブレードの射出成形材料に容易に接続又は結合することができる。湾曲した表面は、成形複合プラスチック材料への確実な接続が得られ、かつ根元端部3とプラスチック材料とが支持ロッド1の長手方向で互いから離れるように滑る及び摺動することができないことを保証する。見て取られるように、移行領域15は、繊維21を部分的に被覆しており、滑らかな、中断されないインタフェースが存在するように、根元端部3から支持ロッド1の主要部19の領域へさらに突出している。つまり、支持ロッド1の主要部19は、移行領域15に挿入され、この移行領域15は、単に中空の金属シャフト15として実現されており、この金属シャフト15には、例えばPUフォームが充填されてよい。根元端部3の前記内側部分23,25,27は、これらの内側部分を剛性でかつ安定したものにする鋼から形成されているが、支持ロッド1の主要部19は、この主要部19をより軽量にするアルミニウムから形成されている。支持ロッドの主要部19のためのその他の可能な材料は、鉄、ステンレス鋼又はPVCを含む。
【0040】
図6は、第2の長手方向端部E2、つまり図4及び図5に示された第1の長手方向端部E1とは反対側の長手方向端部を備えた支持ロッド1の主要部19を斜視図で示している。主要部19は、第2の長手方向端部E2に向かって開放したアルミニウム管から形成されており、このアルミニウム管の形状は、ナイフブレードの形状と同様である。
【0041】
図7は、支持ロッド1と、幾つかの付加的な細部を備えた、図1に示したような配列とを示している。第1に、支持ロッド1は、この場合、後で支持ロッド1の周囲に噴射される射出成形材料に対するより優れた結合性を提供するためにプラスチック管29によって包囲されており、第2に、支持ロッド1の間に間隙33を見て取ることができる。これらの間隙のうちの1つに、繊維31が挿入されている。これらの繊維31は、繊維パッケージング材料によって包囲された繊維ロービング31の形態で供給されている。繊維ロービング31は、第2の主方向d2、つまり支持ロッド1の長手方向軸線に対して平行な第1の主要な主方向d1で長手方向に向けられている(この場合、支持ロッド1も全て平行に整合させられていることに注意されたい)。これらの繊維ロービング31は、後で、樹脂のような射出成形材料と結合させられ、次いで、ロータブレードの本体又はロータブレードの根元部を構成する複合材を形成する。繊維31が挿入された図1の配列は、ここで、発明の第1の実施の形態による支持ロッド保持配列39を構成している。
【0042】
図8において、図7の支持ロッド保持配列39が、第1の成形ツール35の形状の内部に配置されているのを見て取ることができる。間隙33のうちのほとんどに今では、方向づけられた繊維ロービング31が挿入されている。成形プロセスを開始する前に、残りの間隙33も、方向づけられた繊維ロービング31で充填される。ここで、支持ロッド保持配列39の内部に、第2の成形ツール、例えば、支持ロッド1の円形の内面まで膨張するプラスチックバッグを配置すると、2つの成形ツールの間に射出成形材料を射出又はさもなければ作動させることができる。このために、この場合は、第1の成形ツール35の形状の第3の成形ツールが、反対向きで第1の成形ツール35の上方に配置されなければならない。
【0043】
図9は、支持ロッド保持配列39の第2の実施の形態を示しており、図8に示された実施の形態との違いは、半円形のみを有するということである。さらに加えて、この図において、支持ロッド1の領域において、支持ロッド保持配列39の内面に第2の繊維37が配置されており、繊維が、支持ロッドを被覆していることを見て取ることができ、ここでは繊維の内部に支持ロッドが見えている。これは、製造される根元端部の高められた強度を提供する。同じことを、他方の側、つまり、第1の成形ツール35に面した支持ロッド1の側において、行うことができる。
【0044】
図10は、本発明による風車のロータブレード41を示している。分かりやすくするために、ロータブレード41の"根元端部"という表現は、ここでは、ロータブレード41全体にも当てはまる。なぜならば、ロータブレード41は、ここでは一体に製造されるからである。ロータブレード41は、繊維と、この繊維に堅固に接続、すなわち結合された射出成形材料とを含む複合材料から形成された本体43を有する。ロータブレード41の左側の端部には2つの支持ロッド1を見て取ることができ、これらの支持ロッド1は、本体43内に入れて成形されており、本体43に堅固に結合されている。根元端部3のみが本体43から突出しており、これらの根元端部3を風車ハブに結合することができるようになっている。
【0045】
図11は、本発明による方法の1つの実施の形態の主なステップをブロック図で示している。第1のステップAにおいて、図4から図6までに示した種類の複数の支持ロッド1が、支持ロッド1の間に間隙33が設けられるように、実質的に円形に沿って組み付けられる。次いで、第2のステップBにおいて、間隙に繊維31が導入される。これらの繊維31は、射出成形材料、例えば樹脂と物理的及び/又は化学的に適合性であり、これにより、繊維と、射出成形材料とは互いに堅固に結合する。第3のステップCにおいて、第1の成形ツール35が、円形の外面に沿って配置され、第2の成形ツールが、円形の内面に沿って配置される。第4のステップDにおいて、このような射出成形材料は、繊維31と堅固に結合するように処理される。このような処理は、射出成形材料を加熱、特に溶融させる、及び/又は射出成形材料を射出する、及び/又は2つの成形ツールの間の間隙に射出成形材料を吸入することを含むことができる。
【0046】
本発明は、好適な実施の形態及び好適な実施の形態における変更の形態で開示されているが、発明の範囲から逸脱することなく、実施の形態に対して多くの付加的な変化及び変更を加えることができることが理解されるであろう。上述のように、根元端部を1つの部分又は複数の部分として製造することができ、支持ロッドの実施の形態は、1つの有利な例ではあるが、この例は多くの形式で変更することができる。
【0047】
明確にするために、本明細書における単数の使用は、複数を排除せず、「含む」とは、その他のステップ又はエレメントを排除しないことを理解すべきである。
【符号の説明】
【0048】
1 支持ロッド、 3 根元端部、 5 根元フランジ、 7 ビーム構造体、 7a 鉛直方向ビーム、 7b 支持ビーム、 7e,7f,7g 水平方向ビーム、 11 穴、 13 内側フランジ、 15 移行領域、 17 インタフェース、 19 主要部、 21 繊維、 23 傾斜部、 25 遠位根元端部、 27 中間部、 29 プラスチック管、 31 繊維、 33 間隙、 35 第1の成形ツール、 37 第2の繊維、 39 支持ロッド保持配列、 41 ロータブレード、 43 本体
【特許請求の範囲】
【請求項1】
風車のロータブレード(41)の根元部を製造する方法であって、該方法は、
(a)実質的に円形の風車のハブインタフェースに対するインタフェース部(17)を備えた複数の支持ロッド(1)を、該支持ロッド(1)の間に間隙(33)が存在するように組み立てるステップ(A)と、
(b)前記間隙(33)に、第1の繊維(31)であって、該第1の繊維は射出成形材料と物理的及び/又は化学的に適合性である、第1の繊維(31)を配置するステップ(B)と、
(c)円形の外面に沿って第1の成形ツール(35)を配置しかつ円形の内面に沿って第2の成形ツールを配置するステップ(C)と、
(d)前記射出成形材料が前記第1の繊維(31)と結合するように前記射出成形材料を処理するステップ(D)と、を含むことを特徴とする、方法。
【請求項2】
前記円形の外面と前記第1の成形ツール(35)との間及び/又は前記円形の内面と前記第2の成形ツールとの間のスペースに、前記射出成形材料と物理的及び/又は化学的に適合性である第2の繊維(37)を充填する、請求項1記載の方法。
【請求項3】
前記第1の繊維(31)及び前記第2の繊維(37)は、同じ材料から成る、請求項2記載の方法。
【請求項4】
前記第1の繊維(31)は、ガラス繊維材料から成る、請求項1から3までのいずれか1項記載の方法。
【請求項5】
前記繊維は、実質的に1つの主方向(d1)に向けられた繊維を備えた繊維ロービングから成る、請求項1から4までのいずれか1項記載の方法。
【請求項6】
前記繊維は実質的に、前記支持ロッド(1)の長手方向軸線(d2)に対して実質的に平行な1つの主方向(d1)に向けられている、請求項4又は5記載の方法。
【請求項7】
前記支持ロッド(1)は、充填エレメント(29)によって包囲されており、該充填エレメントは、好適には、繊維及び/又はプラスチックチューブ(29)から成る、請求項1から6までのいずれか1項記載の方法。
【請求項8】
前記支持ロッド(1)の少なくとも1つの前記インタフェース部(17)を、支持ツール(9)であって、根元フランジ(5)を有し、前記支持ロッド(1)は前記根元フランジ(5)に固定される支持ツール(9)に、一時的に固定するステップを含む、請求項1から7までのいずれか1項記載の方法。
【請求項9】
風車のロータブレード(41)の根元部を製造するための支持ロッド保持配列(39)であって、
(a)実質的に円形の風車のハブインタフェースに対するインタフェース部(17)を備えた複数の支持ロッド(1)のアセンブリであって、前記支持ロッド(1)の間に間隙(33)が存在する、アセンブリと、
(b)前記間隙における第1の繊維(31)であって、該第1の繊維(31)は、射出成形材料と物理的及び/又は化学的に適合性である、第1の繊維(31)と、
(c)実質的に円形に前記支持ロッド(1)を保持する保持装置(5,35)と、を備えることを特徴とする、支持ロッド保持配列(39)。
【請求項10】
前記支持ロッド(1)の少なくとも1つは、中空の形状を有し、前記インタフェース部(17)とは反対側の外側長手方向端部(E2)において開放している、請求項9記載の支持ロッド保持配列。
【請求項11】
前記支持ロッド(1)の少なくとも1つは、移行領域(15)を介して互いに結合された、根元端部(3)と、主要部(19)とを有する、請求項9又は10記載の支持ロッド保持配列。
【請求項12】
前記移行領域において前記主要部(19)は前記根元端部(3)の内側に挿入されている、請求項11記載の支持ロッド保持配列。
【請求項13】
前記根元端部(3)は、繊維材料(21)に少なくとも部分的に埋め込まれている、請求項11又は12記載の支持ロッド保持配列。
【請求項14】
前記根元端部(3)は、鋼、好適にはステンレス鋼から成る、及び/又は前記主要部(19)はアルミニウムから成る、請求項11から13までのいずれか1項記載の支持ロッド。
【請求項15】
請求項1から8までのいずれか1項記載の方法により製造された風車のロータブレードの根元端部。
【請求項1】
風車のロータブレード(41)の根元部を製造する方法であって、該方法は、
(a)実質的に円形の風車のハブインタフェースに対するインタフェース部(17)を備えた複数の支持ロッド(1)を、該支持ロッド(1)の間に間隙(33)が存在するように組み立てるステップ(A)と、
(b)前記間隙(33)に、第1の繊維(31)であって、該第1の繊維は射出成形材料と物理的及び/又は化学的に適合性である、第1の繊維(31)を配置するステップ(B)と、
(c)円形の外面に沿って第1の成形ツール(35)を配置しかつ円形の内面に沿って第2の成形ツールを配置するステップ(C)と、
(d)前記射出成形材料が前記第1の繊維(31)と結合するように前記射出成形材料を処理するステップ(D)と、を含むことを特徴とする、方法。
【請求項2】
前記円形の外面と前記第1の成形ツール(35)との間及び/又は前記円形の内面と前記第2の成形ツールとの間のスペースに、前記射出成形材料と物理的及び/又は化学的に適合性である第2の繊維(37)を充填する、請求項1記載の方法。
【請求項3】
前記第1の繊維(31)及び前記第2の繊維(37)は、同じ材料から成る、請求項2記載の方法。
【請求項4】
前記第1の繊維(31)は、ガラス繊維材料から成る、請求項1から3までのいずれか1項記載の方法。
【請求項5】
前記繊維は、実質的に1つの主方向(d1)に向けられた繊維を備えた繊維ロービングから成る、請求項1から4までのいずれか1項記載の方法。
【請求項6】
前記繊維は実質的に、前記支持ロッド(1)の長手方向軸線(d2)に対して実質的に平行な1つの主方向(d1)に向けられている、請求項4又は5記載の方法。
【請求項7】
前記支持ロッド(1)は、充填エレメント(29)によって包囲されており、該充填エレメントは、好適には、繊維及び/又はプラスチックチューブ(29)から成る、請求項1から6までのいずれか1項記載の方法。
【請求項8】
前記支持ロッド(1)の少なくとも1つの前記インタフェース部(17)を、支持ツール(9)であって、根元フランジ(5)を有し、前記支持ロッド(1)は前記根元フランジ(5)に固定される支持ツール(9)に、一時的に固定するステップを含む、請求項1から7までのいずれか1項記載の方法。
【請求項9】
風車のロータブレード(41)の根元部を製造するための支持ロッド保持配列(39)であって、
(a)実質的に円形の風車のハブインタフェースに対するインタフェース部(17)を備えた複数の支持ロッド(1)のアセンブリであって、前記支持ロッド(1)の間に間隙(33)が存在する、アセンブリと、
(b)前記間隙における第1の繊維(31)であって、該第1の繊維(31)は、射出成形材料と物理的及び/又は化学的に適合性である、第1の繊維(31)と、
(c)実質的に円形に前記支持ロッド(1)を保持する保持装置(5,35)と、を備えることを特徴とする、支持ロッド保持配列(39)。
【請求項10】
前記支持ロッド(1)の少なくとも1つは、中空の形状を有し、前記インタフェース部(17)とは反対側の外側長手方向端部(E2)において開放している、請求項9記載の支持ロッド保持配列。
【請求項11】
前記支持ロッド(1)の少なくとも1つは、移行領域(15)を介して互いに結合された、根元端部(3)と、主要部(19)とを有する、請求項9又は10記載の支持ロッド保持配列。
【請求項12】
前記移行領域において前記主要部(19)は前記根元端部(3)の内側に挿入されている、請求項11記載の支持ロッド保持配列。
【請求項13】
前記根元端部(3)は、繊維材料(21)に少なくとも部分的に埋め込まれている、請求項11又は12記載の支持ロッド保持配列。
【請求項14】
前記根元端部(3)は、鋼、好適にはステンレス鋼から成る、及び/又は前記主要部(19)はアルミニウムから成る、請求項11から13までのいずれか1項記載の支持ロッド。
【請求項15】
請求項1から8までのいずれか1項記載の方法により製造された風車のロータブレードの根元端部。
【図1】


【図2】

【図3】

【図4】
【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−96417(P2013−96417A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−242581(P2012−242581)
【出願日】平成24年11月2日(2012.11.2)
【出願人】(390039413)シーメンス アクチエンゲゼルシヤフト (2,104)
【氏名又は名称原語表記】Siemens Aktiengesellschaft
【住所又は居所原語表記】Wittelsbacherplatz 2, D−80333 Muenchen, Germany
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2012−242581(P2012−242581)
【出願日】平成24年11月2日(2012.11.2)
【出願人】(390039413)シーメンス アクチエンゲゼルシヤフト (2,104)
【氏名又は名称原語表記】Siemens Aktiengesellschaft
【住所又は居所原語表記】Wittelsbacherplatz 2, D−80333 Muenchen, Germany
【Fターム(参考)】
[ Back to top ]