
梱包体及び梱包方法
【課題】粘稠体の漏れを確実に防止でき、容易に開封できる梱包体を提供すること。
【解決手段】包装体は、フィルムを湾曲させて筒状とし、重なり合う縦端部に縦シール部を設けた筒状フィルム内に内容物を充填し、筒状フィルムの前後の両横端部にそれぞれ横シール部を設けて封をし、横シール部の少なくとも一方が筒状フィルムの横端部を横方向全体に渡ってシールする直線形状の第1横シール部と、第1横シール部よりも一定距離離れた内容物側に第1横シール部と平行に横方向全体に渡ってシールする第2横シール部と、からなり、第1横シール部と第2横シール部との間の横方向全体に渡って非シール領域が設けられており、外箱は、包装体の縦シール部の全長から、第1横シール部の幅寸法、一定距離、及び前記第2横シール部の幅寸法を除いた寸法の整数倍毎に仕切られた複数の収容部が設けられている。
【解決手段】包装体は、フィルムを湾曲させて筒状とし、重なり合う縦端部に縦シール部を設けた筒状フィルム内に内容物を充填し、筒状フィルムの前後の両横端部にそれぞれ横シール部を設けて封をし、横シール部の少なくとも一方が筒状フィルムの横端部を横方向全体に渡ってシールする直線形状の第1横シール部と、第1横シール部よりも一定距離離れた内容物側に第1横シール部と平行に横方向全体に渡ってシールする第2横シール部と、からなり、第1横シール部と第2横シール部との間の横方向全体に渡って非シール領域が設けられており、外箱は、包装体の縦シール部の全長から、第1横シール部の幅寸法、一定距離、及び前記第2横シール部の幅寸法を除いた寸法の整数倍毎に仕切られた複数の収容部が設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、梱包体及び梱包方法に関し、更に詳しくは、内容物が充填された包装体を外箱に収納しても内容物の漏れを確実に防止でき、容易に開封できると共に、開封の際の衛生面にも優れる梱包体及び梱包方法に関する。
【背景技術】
【0002】
マヨネーズ、クリーム、ジャム等の粘稠性の食品等(以下「粘稠体」という。)は、一般に包装体に充填されて搬送される。
【0003】
このような包装体としては、例えば、内側フィルムと外側フィルムとで二枚重ねにし、内側フィルムの内側面と外側フィルムの内側面とを高ブロッキング性とし、内側フィルムの外側面と外側フィルムの外側面とを低ブロッキング性とした二重袋包装体(包装体)や(例えば、特許文献1参照)、チューブ状のフィルムを扁平状にして二枚重ね状にし、対面する2枚のフィルムの両端面を袋状に閉じて溶着することにより背シール部を構成し、内側フィルムと外側フィルムの端縁を溶着することにより横シール部を構成した多重袋(包装体)が知られている(例えば、特許文献2参照)。
【0004】
ところで、特許文献1又は特許文献2に記載の包装体においては、開封する際に粘稠体が手に触れる場合があり、不衛生となる欠点がある。
【0005】
そこで、上記欠点を解消するために、フィルムを筒状に折り返して両側縁部を重ね合わせた重ね合わせ部分を熱溶着した縦シール部と、両端縁部を熱溶着した横シール部とを有し、重ね合わせ部分の内側側縁部側に、横シール部と縦シール部に跨って被収容物が収納された部分から隔離する区画領域を熱溶着したシール部を形成した易開封性袋(包装体)が知られている(例えば、特許文献3参照)。
【0006】
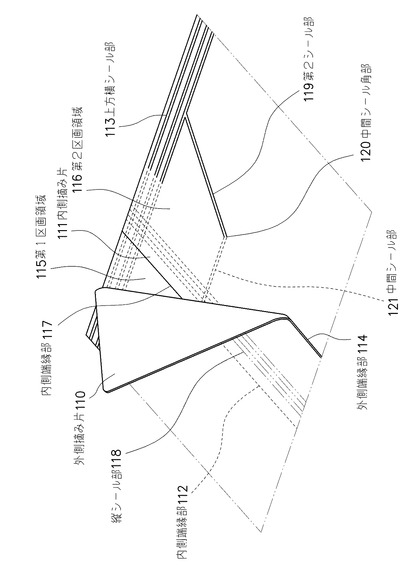
図11は、特許文献3に開示された従来の易開封性袋(包装体)において、重ね合わせ部分の内側側縁部117側に、上方横シール部113と縦シール部118に跨って被収容物が収納された部分から隔離する第1区画領域115、第2区画領域116を熱溶着したシール部を形成した易開封性袋(包装体)の斜視図である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−026234号公報
【特許文献2】特許第4490045号公報
【特許文献3】特開2007−261675号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記特許文献3に記載の包装体は、搬送中等の振動や衝撃により、粘稠体の流動性に基づく振幅が増大し、その液圧により、区画領域115、116を熱溶着したシール部121が破れる場合がある。特に、特許文献3における区画領域115、116を熱溶着したシール部119、121は、第2シール部119と中間シール部121との交点(中間シール角部120)に応力が集中しやすいため、剥離を起こしやすく問題となっていた。
【0009】
また、外箱などの梱包時において、横シール部113が包装袋と外箱とで擦れて剥離しやすく、粘稠体が搬送時に漏れ出すという問題が生じていた。
【0010】
そこで本発明は、上記従来の問題点に鑑みてなされたもので、搬送時におけるシール部の剥離を防止する梱包体及び梱包方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明における梱包体は、内容物が充填された包装体と、前記内容物が充填された包装体を収納する外箱とからなる梱包体であって、前記包装体は、フィルムを湾曲させて筒状とし、重なり合う縦端部に縦シール部を設けた筒状フィルム内に、前記内容物を充填し、前記筒状フィルムの前後の両横端部にそれぞれ横シール部を設けて封をし、前記横シール部の少なくとも一方が、前記筒状フィルムの横端部を横方向全体に渡ってシールする直線形状の第1横シール部と、該第1横シール部よりも一定距離離れた内容物側に前記第1横シール部と平行に横方向全体に渡ってシールする第2横シール部と、からなり、前記第1横シール部と前記第2横シール部との間の横方向全体に渡って非シール領域が設けられており、前記外箱は、前記包装体の前記縦シール部の全長から、前記第1横シール部の幅寸法、前記一定距離、及び前記第2横シール部の幅寸法を除いた寸法の整数倍毎に仕切られた収容部が設けられていることを特徴とする。
【発明の効果】
【0012】
本発明によれば、包装体を外箱に収納する際には、第2横シール部で折り畳んで収納することができるため、包装体を取り出しやすくなり、非シール領域と外箱の壁や仕切りとが接触することにより非シール領域が粘稠体に対してクッションの働きをする。このため、搬送時における外箱の側壁と包装体との摩擦による包装体の破損が防止される。
【図面の簡単な説明】
【0013】
【図1】図1の(a)及び(b)は、本発明の実施形態に係る包装体を製造する方法の概略を説明するための斜視図である。
【図2】図2は、本発明の実施形態に係る包装体の一例を示す斜視図である。
【図3】図3は、図1の(b)の部分Pを拡大して示した部分断面図である。
【図4】図4の(a)〜(c)は、本発明の実施形態に係る包装体の開封方法を説明するための説明図であり、(d)〜(f)はそれぞれ、対応する図4の(a)〜(c)の部分断面図である。
【図5】図5の(a)は、本発明の実施形態に係る包装体を外箱に収納した状態を模式的に示す断面図であり、(b)は、図5の(a)の部分Qを拡大して示した部分断面図である。
【図6】図6は、本発明の実施形態に係る包装体を複数個外箱に収納した状態を模式的に示す断面図である。
【図7】図7は、ピロー包装機を用いた本発明の実施形態に係る包装体100の製造方法を説明するための概略図である。
【図8】図8は、図7のピロー包装機における横シール機のシールバーを示す部分断面図である。
【図9】図9(a)〜(c)は、二層のチューブを折りたたんで二重体とし、筒状フィルムを形成する工程を説明するための説明図である。
【図10】図10(a)〜(c)は、二枚のフィルムを重ねて二重体とし、筒状フィルムを形成する工程を説明するための説明図である。
【図11】従来の易開封性袋(包装体)において、重ね合わせ部分の内側側縁部側に、横シール部と縦シール部に跨って被収容物が収納された部分から隔離する区画領域を熱溶着したシール部を形成した易開封性袋(包装体)の斜視図である。
【発明を実施するための形態】
【0014】
次に、本発明を実施するための形態について図面を参照して詳細に説明する。なお、各図中、同一又は相当する部分には同一の符号を付しており、その重複説明は適宜に簡略化乃至省略する。また、図面の寸法比率は図示の比率に限られるものではない。
【0015】
本発明の実施形態に係る包装体は、フィルム1を筒状にし、粘稠体などの内容物を充填し、所定の位置にシールすることにより得られる。なお、シールされた箇所は開封容易な易開封性からなるイージーピールであることが好ましい。フィルム1としては、ポリエチレン、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート、ポリスチレン、ポリカーボネート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリアクリロニトリル、エチレン−α−オレフィン共重合体、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体等、目的に応じて種々の樹脂を用いることができる。これらは単独で用いても、複数を用いて共重合体としても良い。なお、フィルム1には、難燃剤、防腐剤、着色剤、滑材等の添加剤を含んでも良い。また、フィルム1は、プラズマ処理、コロナ処理等が施されていてもよい。なお、フィルム1は、凝集破壊するイージーピールを形成可能な熱可塑性樹脂からなることが好ましく、たとえば直鎖状低密度ポリエチレン(LLDPE)とポリプロピレン(PP)の組成物、LLDPEとポリブテンの組成物、低密度ポリエチレン(LDPE)とPPの組成物、エチレン−酢酸ビニル共重合体(EVA)とPPの組成物等が挙げられ、本発明においてはこれらに限定されることなく、イージーピールを形成可能な樹脂を適宜選択して用いることができる。粘稠体とは、粘り気のある液体を意味し、具体的には、マヨネーズ、ドレッシング、ケチャップ等が挙げられる。また、バターやマーガリン、チーズ等、固形化するものも内容物として用いることができる。
【0016】
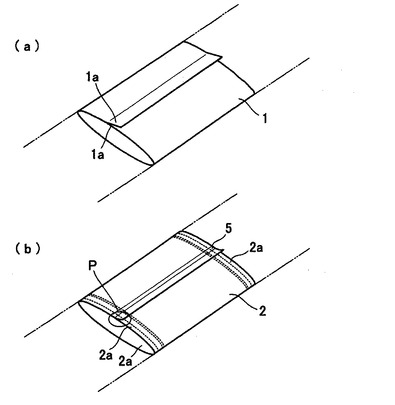
図1の(a)及び(b)は、本発明の実施形態に係る包装体を製造する方法の概略を説明するための斜視図である。まず、図1の(a)に示すように、1枚のフィルム1の両側の縦端部1a同士が重なるように湾曲させる。そして、フィルム1の重なり合う縦端部1a同士をシールすることにより、図1の(b)に示すように、縦シール部5が設けられた筒状フィルム2とする。
【0017】
次に、筒状フィルム2内に、粘稠体を充填し、筒状フィルムの前方の開口部の上下の横端部2a、及び後方の開口部の上下の横端部2a、をそれぞれシールして横シール部を設けることにより、粘稠体を密封する。これにより、縦シール部5及び横シール部が設けられ、粘稠体が充填された包装体が得られる。
【0018】
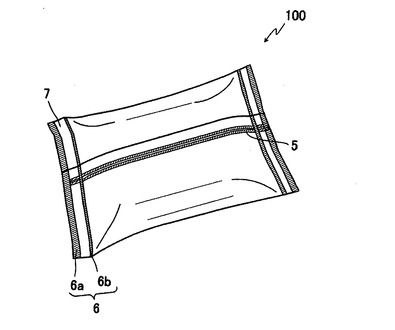
図2は、本発明の実施形態に係る包装体の一例を示す斜視図である。図2に示すように、本実施形態に係る包装体100は、上述したように、フィルム1から製造されており、JIS K6854によるヒートシール強度が10N/15mm幅未満のイージーピールからなる縦シール部5と、横シール部6とを備える。包装体100は、縦シール部5を剥がすと、同時に、横シール部6を剥がすことも可能となっている。このため、容易に開封することができる。
【0019】
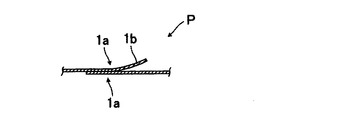
図3は、図1の(b)の部分Pを拡大して示した部分断面図である。図3に示すように、筒状フィルム2の縦シール部5(部分P)は、重ねた縦端部1aのうち、外方の縦端部1aの端が、シールされる部分よりも延長させた縦最端部1bを更に有することが好ましい。この場合、縦最端部1bを摘んで引っ張ることにより、縦シール部5を更に容易に剥がせるようになる。
【0020】
図2に戻り、横シール部6は、包装体100の端部に沿って直線状に設けられる第1横シール部6aと、該第1横シール部6aよりも一定距離離れた内側に設けられた第2横シール部6bとからなる。なお、第2横シール部6bは、片側のみに設けても、両側に設けても良い。
【0021】
包装体100において、第1横シール部6aと第2横シール部6bとは、平行になるように設けられている。また、縦シール部5と、第1横シール部6a及び第2横シール部6bとは垂直な方向に形成されている。このため、搬送中等の振動や衝撃による粘稠体の液圧が第2横シール部6b又は第1横シール部6aに対して均等且つ垂直に生じるので、横シール部6に局所的に負荷がかかることを抑制でき、第2横シール部6bが容易に剥離することなく、非シール領域7に内容物が移行することなく、容易に開封することができる。
【0022】
第1横シール部6aは、筒状フィルム2の前方及び後方の開口部の上下の横端部2a(図1)を横方向全体に渡ってシールすることにより形成される。なお、第1横シール部6aは、1ラインからなる幅広のシールであってもよく、複数の細いラインからなるシール(以下「ライン状シール」ともいう。)であってもよい。
【0023】
第1横シール部6aの縦幅は、5mm以上30mm以下であることが好ましい。なお、第1横シール部6aがライン状シールの集合体である場合、第1横シール部6aの縦幅は、ライン状シールの集合体全体の縦幅をいう。第1横シール部6aの縦幅が5mm未満であると、縦幅が上記範囲内にある場合と比較して、第2横シール部6bが剥がれた場合、充填された粘稠体の漏れを十分に防止できない可能性がある。また、第1横シール部6aの縦幅が30mmを超えると、縦幅が上記範囲内にある場合と比較して、包装体100を開封しにくくなる欠点がある。
【0024】
第2横シール部6bは、筒状フィルム2の前方及び後方の第1横シール部6aよりも一定距離離れた内側の上下の横端部2a(図1)を横方向全体に渡ってシールすることにより形成される。なお、第2横シール部6bは、ベタのシールであってもよく、縦幅が約2mmのライン状シールの集合体であってもよい。また、第1横シール部6aと第2横シール部6bとは、同時に形成しても別々に形成してもよい。
【0025】
第2横シール部6bの縦幅は、0.5mm以上5mm未満であることが好ましい。なお、第2横シール部6bがライン状シールの集合体である場合、第2横シール部6bの縦幅は、ライン状シールの集合体全体の縦幅をいう。第2横シール部6bの縦幅が0.5mm未満であると、縦幅が上記範囲内にある場合と比較して、充填された粘稠体によりシールが剥がれてしまう恐れがある。
【0026】
また、第2横シール部6bの縦幅が5mm以上であると、縦幅が上記範囲内にある場合と比較して、包装体100を外箱の側壁に収納する際に、第2横シール部6bが擦れる恐れがある。すなわち、包装体100を外箱の側壁に収納すると、第2横シール部6bで折り畳んで収納されることになるところ、第2横シール部6bの縦幅が5mm以上であると、第2横シール部6b同士が擦れ、破れてしまう恐れがある。
【0027】
包装体100において、第2横シール部6bは、第1横シール部6aのシール強度よりも小さくなっていることが好ましい。この場合、開封性が良好になるという利点がある。なお、シール強度は、シール時の圧力や温度を調整することで変化させることができる。また、シールの幅を小さくすることによって第2横シール部6bを第1横シール部6aよりも弱くすることも可能である。
【0028】
包装体100において、第1横シール部6aと第2横シール部6bとの間には、非シール領域7が設けられている。なお、非シール領域7は、シールされておらず、内容物も充填されていない。これにより、第1横シール部6aと第2横シール部6bとが連続してベタにシールされている場合よりも開封が容易となり、また、包装体100を開封する際、非シール領域7に指を挿入して、下のフィルムを押さえて、上のフィルムを引き剥がすことができるので、開封がより容易となる。
【0029】
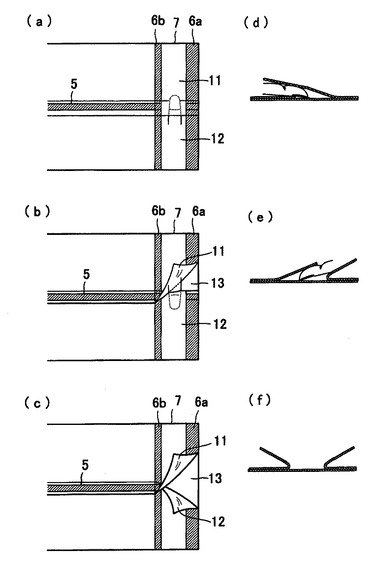
ここで、包装体100の開封方法の一例について説明する。図4の(a)〜(c)は、本発明の実施形態に係る包装体の開封方法を説明するための説明図であり、(d)〜(f)はそれぞれ、対応する図4の(a)〜(c)の部分断面図である。図4の(a)及び(d)に示すように、包装体100を開封方法は、まず、非シール領域7において、一方側の上のフィルム(以下「第1上フィルム」という。)11と、他方側の上のフィルム(以下「第2上フィルム」という。)12とがシールされた縦シール部5を剥し、指を第1上フィルム11と、その下側にある下フィルム13との間に挿入する。そして、下フィルム13を押さえながら、第1上フィルム11を剥がす。
【0030】
次に、図4の(b)及び(e)に示すように、非シール領域7において、指を第2上フィルム12と下フィルム13との間に挿入する。そして、下フィルム13を押さえながら、第2上フィルム12を剥がす。これにより、図4の(c)及び(f)に示すように、包装体100が開封される。このように、包装体100は、開封の際に、粘稠体に触れずに開封できる。このため、衛生面に優れる。
【0031】
ここで、非シール領域7の縦幅は、指の挿入性及び後述する容器の側壁に対する緩衝性の観点から、10mm以上であることが好ましく、10mm以上50mm以下であることがより好ましい。
【0032】
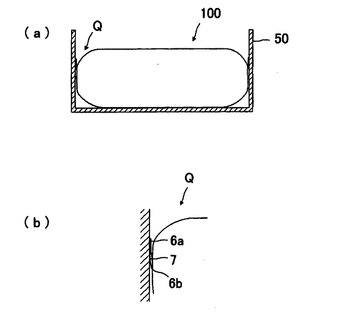
次に、本発明の実施形態に係る包装体の収納方法について説明する。図5の(a)は、本発明の実施形態に係る包装体を外箱に収納した状態を模式的に示す断面図であり、(b)は、図5の(a)の部分Qを拡大して示した部分断面図である。図5の(a)及び(b)に示すように、包装体100は、外箱50に収納する際、第2横シール部6bで折り畳み、横シール部6が上方に向くようにして外箱に収納される。これにより、横シール部6を摘むことで、包装体を取り出し易くなる。なお、このときのシール部としては、イージーピールに限定されることなく、強接着されていても良い。
【0033】
また、包装体100は、非シール領域7を備えるので、非シール領域7がクッションの働きをし、外箱50の側壁と包装体100と、或いは包装体100同士の摩擦による包装体100の破損が防止される。すなわち、包装体100と外箱50の側壁との間の非シール領域7が緩衝材となるので、外箱50の側壁と包装体100との摩擦が少なくなる。
【0034】
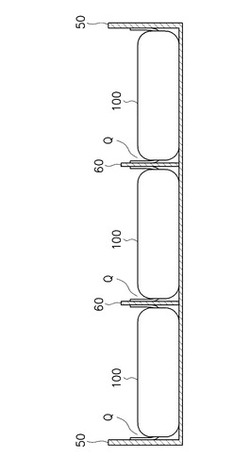
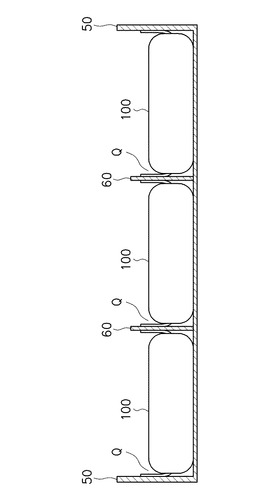
次に、粘稠体が充填された包装体を複数個外箱に収容した場合について説明する。図6は、本発明の実施形態に係る包装体を複数個外箱に収納した状態を模式的に示す断面図である。上述したように、包装体100は、外箱50に収納する際、第2横シール部6bで折り畳み、横シール部6が上方に向くようにして外箱に収納される。そして、外箱50には、予め、包装体の縦シールの全長から、第1横シール部6aの幅寸法、第1横シール部6aと第2横シール部6bとの間の距離、及び第2横シール部6bの幅寸法を除く粘稠体が充填された部分の長さ(以下、「包装寸法」という。)毎に仕切り60が設けられており、仕切り60により仕切られた複数の収容部に包装体100を収納することができる。なお、図6においては、包装寸法の略整数倍の箇所に仕切り60が設けられている場合について説明しているが、仕切り60が設けられていることは必須ではなく、外箱50の収容部が包装寸法の整数倍の大きさを有していれば良く、その場合には、両端に配置される包装袋の外箱50との接触面以外は、隣り合う包装袋の非シール部同士が接触することになる。この場合においても、最端部の横シール部6aが擦れることはなく、横シール部6aが剥離して内容物が漏れ出すことを防止できる。
【0035】
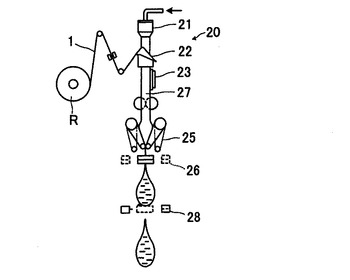
次に、本発明の実施形態に係る包装体100の製造方法について説明する。図7は、ピロー包装機を用いた本発明の実施形態に係る包装体100の製造方法を説明するための概略図である。図7に示すように、ピロー包装機20は、粘稠体が投入されるホッパ21と、該ホッパ21の内部が連通している筒状体27と、筒状体27に設けられたフォーマ22と、該フォーマ22の下方に設けられ縦シール部5を設ける縦シール機23と、筒状フィルム2をしごき、筒状フィルム2内に粘稠体を投入する開閉可能なしごきロール25と、筒状フィルム2に横シール部6を設ける横シール機26と、を備える。
【0036】
包装体100の製造方法においては、長尺状のフィルム1が巻回されたロール状原反Rからフィルム1が搬送され、フォーマ22によってフィルム1が湾曲されて筒状となる。そして、筒状にしたフィルム1の重なり合う縦端部に、縦シール機23にて縦シール部5を設け筒状フィルム2とする。
【0037】
次に、筒状フィルム2を下方に送り、しごきロール25を閉じることにより、筒状フィルム2をしごくと共に、筒状フィルム2に横シール機26にて横シール部6を設ける。そして、上方のホッパ21から投入された粘稠体を、筒状体27の内部に流通させ、筒状体27の下部から吐出して、筒状フィルム2内に投入し、充填する。
【0038】
その後、しごきロール25を開き、筒状フィルム2を下方に送る。そして、再び、しごきロール25を閉じることにより、筒状フィルム2をしごくと共に、筒状フィルム2に横シール機26にて横シール部6を設ける。また、設けられた隣合う横シール部6同士の間をカッター28で切断することにより、前後の両横端部にそれぞれ横シール部6を設けて封をした包装体100が得られる。これらの操作が繰り返されることにより、連続して粘稠体が充填された包装体100が順次得られる。
【0039】
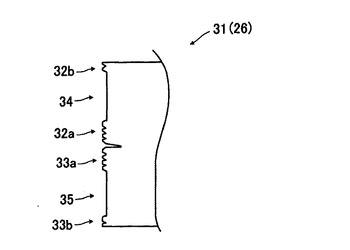
ここで、横シール機26は、一対のシールバー31を備える。すなわち、一対のシールバー31でフィルム1を挟持することにより、同時に、第1横シール部、非シール領域、第2横シール部が2つ形成される。図8は、図7のピロー包装機における横シール機のシールバーを示す部分断面図である。
【0040】
図8に示すように、シールバー31は、上方から順に、第2刃部32b、平坦部34、第1刃部32a、第1刃部33a、平坦部35、及び第2刃部33bを備える。すなわち、一対のシールバー31でフィルム1を挟持すると、第1刃部32a、33aが第1横シール部を形成し、第2刃部32b、33bが第2横シール部を形成し、平坦部34、35が非シール領域を形成する。したがって、第1刃部32aと第1刃部33aとの間において、カッター28で切断することになる。なお、第1刃部32a、33a、第2刃部32b、33b、平坦部34、35は、幅を適宜変更することが可能となっている。
【0041】
以上、本発明の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。
【0042】
例えば、本実施形態に係る包装体100においては、1枚のフィルムを用いているが、内容物と接する内側フィルムと、内容物と接しない外側フィルムとの二層構成としてもよい。すなわち、内側フィルムと、外側フィルムとからなる二層フィルムを重ね合わせた後に筒状とし、重なり合う縦端部に縦シール部を設けた筒状フィルム内に、粘稠体を充填し、筒状フィルムの前後の両横端部にそれぞれ横シール部を設けて封をして包装体としてもよい。また、特許文献2のように1枚の筒状に押出されたフィルムを二層になるように折り畳んでそれを筒状にして粘稠体を充填し、包装体を形成しても良い。
【0043】
このとき、内側フィルムが、ポリエチレン樹脂からなるフィルムであり、外側フィルムが、ポリエチレン層と、ポリアミド層とが積層された多層フィルムであることが好ましい。内側フィルムが、ポリエチレンフィルムであると、屈曲性に優れるので、粘稠体等の流動体を包装するのに適している。また、外側フィルムが、ポリエチレン層と、ポリアミド層とが積層された多層フィルムであると、擦れ等に対する強度が極めて向上する。
【0044】
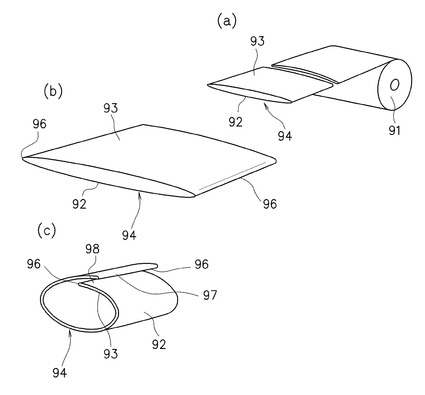
図9(a)〜(c)は、二層のチューブを折りたたんで二重袋とし、筒状フィルムを形成する工程を説明するための説明図である。図9において、包装体100は、内側フィルム92と外側フィルム93を二枚重ねにして折り畳み多重フィルム94で構成されたものである。図9の(a)に示すように、多重フィルム94は、チューブ上のフィルムを扁平状に折り畳んだ多重フィルムを巻いてあるロール状フィルム91から包装体100の製造工程に対し、内側フィルム92と外側フィルム93が二枚重ねに供給される。よって、包装体100の製造工程に供給される多重フィルム94は、その押出方向と平行する内側フィルム92と外側フィルム93の両側端縁96、96が互いに連続しているものである。
【0045】
包装体100の製袋工程において、このように供給された多重フィルム94は、円筒状等のように筒状に湾曲され、湾曲により立ち上がり状に重ね合わされた部位97、98は溶着によりシールされ、縦シール部5が形成される。
【0046】
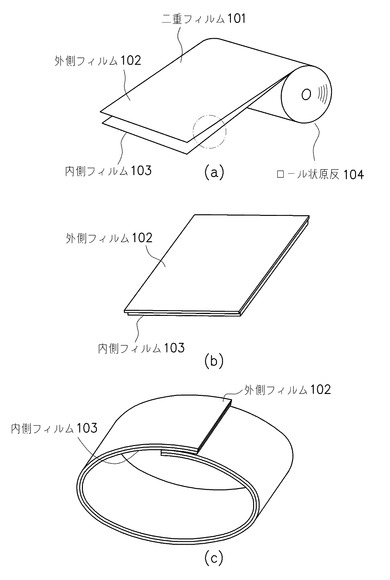
また、図10(a)〜(c)は、二枚のフィルムを重ねてラミネートして二重袋とし、筒状フィルムを形成する工程を説明するための説明図である。図10に示すロール状原反104は、二重フィルム101を構成する外側フィルム102及び内側フィルム103は、両者が単層フィルムからなるもの、両者が多層フィルムからなるもの、いずれか一方が単層フィルムからなり他方が積層フィルムからなるもののうち何れでも良い。
【0047】
ロール状原反104から引き出されたフィルムを重ね、重ねたフィルムの内側フィルム103と外側フィルム102を直接接触して把持した状態で横方向に移動しながらシールして、包装体100を製造するものである。
【0048】
また、本実施形態に係る包装体100においては、前後にそれぞれ第1横シール部6a、非シール領域7、第2横シール部6bが設けられているが、いずれか一方であってもよい。すなわち、他方が第1横シール部のみであってもよい。
【0049】
また、本発明によれば、包装体は、横シール部として、第1横シール部と、第2横シール部とを横方向全体に渡って有しているので、応力集中することなく、区画領域を形成するシール部が剥離せず、容易に開封することができる。
【0050】
さらに、包装体は、縦シール部を剥がすと同時に、横シール部を剥がすことも可能となっているので、開封性が極めて優れる。このとき、包装体においては、第1横シール部と第2横シール部との間に、非シール領域が設けられているので、非シール領域に指を挿入し、フィルムを押さえて縦シール部を引き剥がすことができる。このため、開封の際の衛生面にも優れる。なお、非シール領域の縦幅は、少なくとも指を1本以上入れることができるように10mm以上であることが好ましい。
【0051】
また、包装体においては、第1横シール部と第2横シール部とが平行になっている場合、搬送中等の振動や衝撃による粘稠体の振幅が均等に生じるので、縦シール部や横シール部に局所的に負荷がかかることを抑制できる。
【0052】
そして、包装体においては、第2横シール部が第1横シール部のシール強度よりも小さい場合、第1横シール部より第2横シール部の強度が弱くなり、開封性が良好になる。
【0053】
また、包装体においては、フィルムが、内側フィルムと、外側フィルムとからなる二層フィルムである場合、強度が向上する。特に、内側フィルムが、ポリエチレンフィルムであると、屈曲性に優れるので、粘稠体等の流動体を包装するのに適している。また、外側フィルムが、ポリエチレン層と、ポリアミド層とが積層された多層フィルムであると、擦れ等に対する強度が極めて向上する。
【0054】
本発明によれば、上述した梱包体を用いているので、粘稠体の漏れを確実に防止できる梱包方法を得ることができる。また、横シール部で折り畳み、横シール部が上方に向くようにして外箱に収納することにより、包装体を取り出しやすくなる。
【0055】
以上、本発明の好適な実施の形態により本発明を説明した。ここでは特定の具体例を示して本発明を説明したが、特許請求の範囲に定義された本発明の広範囲な趣旨及び範囲から逸脱することなく、これら具体例に様々な修正及び変更が可能である。
【産業上の利用可能性】
【0056】
本発明に係る包装体は、マヨネーズ、ドレッシング等の粘稠性物質や水、油等の液体を搬送する際に用いられる梱包体として好適に用いられる。本発明に係る梱包体及び梱包方法によれば、搬送時の粘稠体の漏れを確実に防止でき、容易に開封できると共に、開封の際の衛生面にも優れる。
【符号の説明】
【0057】
1 フィルム
1a 縦端部
1b 縦最端部
2 筒状フィルム
2a 横端部
5 縦シール部
6 横シール部
6a 第1横シール部
6b 第2横シール部
7 非シール領域
11 第1上フィルム(フィルム)
12 第2上フィルム(フィルム)
13 下フィルム(フィルム)
20 ピロー包装機
21 ホッパ
22 フォーマ
23 縦シール機
25 しごきロール
26 横シール機
27 筒状体
28 カッター
31 シールバー
32a、33a 第1刃部
32b、33b 第2刃部
34、35 平坦部
50 外箱
60 仕切り
91 ロール状フィルム
92、103 内側フィルム
93、102 外側フィルム
94 多重フィルム
96 端縁
97、98 部位
100 包装体
101 二重フィルム
104 ロール状原反
P、Q 部分
【技術分野】
【0001】
本発明は、梱包体及び梱包方法に関し、更に詳しくは、内容物が充填された包装体を外箱に収納しても内容物の漏れを確実に防止でき、容易に開封できると共に、開封の際の衛生面にも優れる梱包体及び梱包方法に関する。
【背景技術】
【0002】
マヨネーズ、クリーム、ジャム等の粘稠性の食品等(以下「粘稠体」という。)は、一般に包装体に充填されて搬送される。
【0003】
このような包装体としては、例えば、内側フィルムと外側フィルムとで二枚重ねにし、内側フィルムの内側面と外側フィルムの内側面とを高ブロッキング性とし、内側フィルムの外側面と外側フィルムの外側面とを低ブロッキング性とした二重袋包装体(包装体)や(例えば、特許文献1参照)、チューブ状のフィルムを扁平状にして二枚重ね状にし、対面する2枚のフィルムの両端面を袋状に閉じて溶着することにより背シール部を構成し、内側フィルムと外側フィルムの端縁を溶着することにより横シール部を構成した多重袋(包装体)が知られている(例えば、特許文献2参照)。
【0004】
ところで、特許文献1又は特許文献2に記載の包装体においては、開封する際に粘稠体が手に触れる場合があり、不衛生となる欠点がある。
【0005】
そこで、上記欠点を解消するために、フィルムを筒状に折り返して両側縁部を重ね合わせた重ね合わせ部分を熱溶着した縦シール部と、両端縁部を熱溶着した横シール部とを有し、重ね合わせ部分の内側側縁部側に、横シール部と縦シール部に跨って被収容物が収納された部分から隔離する区画領域を熱溶着したシール部を形成した易開封性袋(包装体)が知られている(例えば、特許文献3参照)。
【0006】
図11は、特許文献3に開示された従来の易開封性袋(包装体)において、重ね合わせ部分の内側側縁部117側に、上方横シール部113と縦シール部118に跨って被収容物が収納された部分から隔離する第1区画領域115、第2区画領域116を熱溶着したシール部を形成した易開封性袋(包装体)の斜視図である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−026234号公報
【特許文献2】特許第4490045号公報
【特許文献3】特開2007−261675号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記特許文献3に記載の包装体は、搬送中等の振動や衝撃により、粘稠体の流動性に基づく振幅が増大し、その液圧により、区画領域115、116を熱溶着したシール部121が破れる場合がある。特に、特許文献3における区画領域115、116を熱溶着したシール部119、121は、第2シール部119と中間シール部121との交点(中間シール角部120)に応力が集中しやすいため、剥離を起こしやすく問題となっていた。
【0009】
また、外箱などの梱包時において、横シール部113が包装袋と外箱とで擦れて剥離しやすく、粘稠体が搬送時に漏れ出すという問題が生じていた。
【0010】
そこで本発明は、上記従来の問題点に鑑みてなされたもので、搬送時におけるシール部の剥離を防止する梱包体及び梱包方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明における梱包体は、内容物が充填された包装体と、前記内容物が充填された包装体を収納する外箱とからなる梱包体であって、前記包装体は、フィルムを湾曲させて筒状とし、重なり合う縦端部に縦シール部を設けた筒状フィルム内に、前記内容物を充填し、前記筒状フィルムの前後の両横端部にそれぞれ横シール部を設けて封をし、前記横シール部の少なくとも一方が、前記筒状フィルムの横端部を横方向全体に渡ってシールする直線形状の第1横シール部と、該第1横シール部よりも一定距離離れた内容物側に前記第1横シール部と平行に横方向全体に渡ってシールする第2横シール部と、からなり、前記第1横シール部と前記第2横シール部との間の横方向全体に渡って非シール領域が設けられており、前記外箱は、前記包装体の前記縦シール部の全長から、前記第1横シール部の幅寸法、前記一定距離、及び前記第2横シール部の幅寸法を除いた寸法の整数倍毎に仕切られた収容部が設けられていることを特徴とする。
【発明の効果】
【0012】
本発明によれば、包装体を外箱に収納する際には、第2横シール部で折り畳んで収納することができるため、包装体を取り出しやすくなり、非シール領域と外箱の壁や仕切りとが接触することにより非シール領域が粘稠体に対してクッションの働きをする。このため、搬送時における外箱の側壁と包装体との摩擦による包装体の破損が防止される。
【図面の簡単な説明】
【0013】
【図1】図1の(a)及び(b)は、本発明の実施形態に係る包装体を製造する方法の概略を説明するための斜視図である。
【図2】図2は、本発明の実施形態に係る包装体の一例を示す斜視図である。
【図3】図3は、図1の(b)の部分Pを拡大して示した部分断面図である。
【図4】図4の(a)〜(c)は、本発明の実施形態に係る包装体の開封方法を説明するための説明図であり、(d)〜(f)はそれぞれ、対応する図4の(a)〜(c)の部分断面図である。
【図5】図5の(a)は、本発明の実施形態に係る包装体を外箱に収納した状態を模式的に示す断面図であり、(b)は、図5の(a)の部分Qを拡大して示した部分断面図である。
【図6】図6は、本発明の実施形態に係る包装体を複数個外箱に収納した状態を模式的に示す断面図である。
【図7】図7は、ピロー包装機を用いた本発明の実施形態に係る包装体100の製造方法を説明するための概略図である。
【図8】図8は、図7のピロー包装機における横シール機のシールバーを示す部分断面図である。
【図9】図9(a)〜(c)は、二層のチューブを折りたたんで二重体とし、筒状フィルムを形成する工程を説明するための説明図である。
【図10】図10(a)〜(c)は、二枚のフィルムを重ねて二重体とし、筒状フィルムを形成する工程を説明するための説明図である。
【図11】従来の易開封性袋(包装体)において、重ね合わせ部分の内側側縁部側に、横シール部と縦シール部に跨って被収容物が収納された部分から隔離する区画領域を熱溶着したシール部を形成した易開封性袋(包装体)の斜視図である。
【発明を実施するための形態】
【0014】
次に、本発明を実施するための形態について図面を参照して詳細に説明する。なお、各図中、同一又は相当する部分には同一の符号を付しており、その重複説明は適宜に簡略化乃至省略する。また、図面の寸法比率は図示の比率に限られるものではない。
【0015】
本発明の実施形態に係る包装体は、フィルム1を筒状にし、粘稠体などの内容物を充填し、所定の位置にシールすることにより得られる。なお、シールされた箇所は開封容易な易開封性からなるイージーピールであることが好ましい。フィルム1としては、ポリエチレン、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート、ポリスチレン、ポリカーボネート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリアクリロニトリル、エチレン−α−オレフィン共重合体、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体等、目的に応じて種々の樹脂を用いることができる。これらは単独で用いても、複数を用いて共重合体としても良い。なお、フィルム1には、難燃剤、防腐剤、着色剤、滑材等の添加剤を含んでも良い。また、フィルム1は、プラズマ処理、コロナ処理等が施されていてもよい。なお、フィルム1は、凝集破壊するイージーピールを形成可能な熱可塑性樹脂からなることが好ましく、たとえば直鎖状低密度ポリエチレン(LLDPE)とポリプロピレン(PP)の組成物、LLDPEとポリブテンの組成物、低密度ポリエチレン(LDPE)とPPの組成物、エチレン−酢酸ビニル共重合体(EVA)とPPの組成物等が挙げられ、本発明においてはこれらに限定されることなく、イージーピールを形成可能な樹脂を適宜選択して用いることができる。粘稠体とは、粘り気のある液体を意味し、具体的には、マヨネーズ、ドレッシング、ケチャップ等が挙げられる。また、バターやマーガリン、チーズ等、固形化するものも内容物として用いることができる。
【0016】
図1の(a)及び(b)は、本発明の実施形態に係る包装体を製造する方法の概略を説明するための斜視図である。まず、図1の(a)に示すように、1枚のフィルム1の両側の縦端部1a同士が重なるように湾曲させる。そして、フィルム1の重なり合う縦端部1a同士をシールすることにより、図1の(b)に示すように、縦シール部5が設けられた筒状フィルム2とする。
【0017】
次に、筒状フィルム2内に、粘稠体を充填し、筒状フィルムの前方の開口部の上下の横端部2a、及び後方の開口部の上下の横端部2a、をそれぞれシールして横シール部を設けることにより、粘稠体を密封する。これにより、縦シール部5及び横シール部が設けられ、粘稠体が充填された包装体が得られる。
【0018】
図2は、本発明の実施形態に係る包装体の一例を示す斜視図である。図2に示すように、本実施形態に係る包装体100は、上述したように、フィルム1から製造されており、JIS K6854によるヒートシール強度が10N/15mm幅未満のイージーピールからなる縦シール部5と、横シール部6とを備える。包装体100は、縦シール部5を剥がすと、同時に、横シール部6を剥がすことも可能となっている。このため、容易に開封することができる。
【0019】
図3は、図1の(b)の部分Pを拡大して示した部分断面図である。図3に示すように、筒状フィルム2の縦シール部5(部分P)は、重ねた縦端部1aのうち、外方の縦端部1aの端が、シールされる部分よりも延長させた縦最端部1bを更に有することが好ましい。この場合、縦最端部1bを摘んで引っ張ることにより、縦シール部5を更に容易に剥がせるようになる。
【0020】
図2に戻り、横シール部6は、包装体100の端部に沿って直線状に設けられる第1横シール部6aと、該第1横シール部6aよりも一定距離離れた内側に設けられた第2横シール部6bとからなる。なお、第2横シール部6bは、片側のみに設けても、両側に設けても良い。
【0021】
包装体100において、第1横シール部6aと第2横シール部6bとは、平行になるように設けられている。また、縦シール部5と、第1横シール部6a及び第2横シール部6bとは垂直な方向に形成されている。このため、搬送中等の振動や衝撃による粘稠体の液圧が第2横シール部6b又は第1横シール部6aに対して均等且つ垂直に生じるので、横シール部6に局所的に負荷がかかることを抑制でき、第2横シール部6bが容易に剥離することなく、非シール領域7に内容物が移行することなく、容易に開封することができる。
【0022】
第1横シール部6aは、筒状フィルム2の前方及び後方の開口部の上下の横端部2a(図1)を横方向全体に渡ってシールすることにより形成される。なお、第1横シール部6aは、1ラインからなる幅広のシールであってもよく、複数の細いラインからなるシール(以下「ライン状シール」ともいう。)であってもよい。
【0023】
第1横シール部6aの縦幅は、5mm以上30mm以下であることが好ましい。なお、第1横シール部6aがライン状シールの集合体である場合、第1横シール部6aの縦幅は、ライン状シールの集合体全体の縦幅をいう。第1横シール部6aの縦幅が5mm未満であると、縦幅が上記範囲内にある場合と比較して、第2横シール部6bが剥がれた場合、充填された粘稠体の漏れを十分に防止できない可能性がある。また、第1横シール部6aの縦幅が30mmを超えると、縦幅が上記範囲内にある場合と比較して、包装体100を開封しにくくなる欠点がある。
【0024】
第2横シール部6bは、筒状フィルム2の前方及び後方の第1横シール部6aよりも一定距離離れた内側の上下の横端部2a(図1)を横方向全体に渡ってシールすることにより形成される。なお、第2横シール部6bは、ベタのシールであってもよく、縦幅が約2mmのライン状シールの集合体であってもよい。また、第1横シール部6aと第2横シール部6bとは、同時に形成しても別々に形成してもよい。
【0025】
第2横シール部6bの縦幅は、0.5mm以上5mm未満であることが好ましい。なお、第2横シール部6bがライン状シールの集合体である場合、第2横シール部6bの縦幅は、ライン状シールの集合体全体の縦幅をいう。第2横シール部6bの縦幅が0.5mm未満であると、縦幅が上記範囲内にある場合と比較して、充填された粘稠体によりシールが剥がれてしまう恐れがある。
【0026】
また、第2横シール部6bの縦幅が5mm以上であると、縦幅が上記範囲内にある場合と比較して、包装体100を外箱の側壁に収納する際に、第2横シール部6bが擦れる恐れがある。すなわち、包装体100を外箱の側壁に収納すると、第2横シール部6bで折り畳んで収納されることになるところ、第2横シール部6bの縦幅が5mm以上であると、第2横シール部6b同士が擦れ、破れてしまう恐れがある。
【0027】
包装体100において、第2横シール部6bは、第1横シール部6aのシール強度よりも小さくなっていることが好ましい。この場合、開封性が良好になるという利点がある。なお、シール強度は、シール時の圧力や温度を調整することで変化させることができる。また、シールの幅を小さくすることによって第2横シール部6bを第1横シール部6aよりも弱くすることも可能である。
【0028】
包装体100において、第1横シール部6aと第2横シール部6bとの間には、非シール領域7が設けられている。なお、非シール領域7は、シールされておらず、内容物も充填されていない。これにより、第1横シール部6aと第2横シール部6bとが連続してベタにシールされている場合よりも開封が容易となり、また、包装体100を開封する際、非シール領域7に指を挿入して、下のフィルムを押さえて、上のフィルムを引き剥がすことができるので、開封がより容易となる。
【0029】
ここで、包装体100の開封方法の一例について説明する。図4の(a)〜(c)は、本発明の実施形態に係る包装体の開封方法を説明するための説明図であり、(d)〜(f)はそれぞれ、対応する図4の(a)〜(c)の部分断面図である。図4の(a)及び(d)に示すように、包装体100を開封方法は、まず、非シール領域7において、一方側の上のフィルム(以下「第1上フィルム」という。)11と、他方側の上のフィルム(以下「第2上フィルム」という。)12とがシールされた縦シール部5を剥し、指を第1上フィルム11と、その下側にある下フィルム13との間に挿入する。そして、下フィルム13を押さえながら、第1上フィルム11を剥がす。
【0030】
次に、図4の(b)及び(e)に示すように、非シール領域7において、指を第2上フィルム12と下フィルム13との間に挿入する。そして、下フィルム13を押さえながら、第2上フィルム12を剥がす。これにより、図4の(c)及び(f)に示すように、包装体100が開封される。このように、包装体100は、開封の際に、粘稠体に触れずに開封できる。このため、衛生面に優れる。
【0031】
ここで、非シール領域7の縦幅は、指の挿入性及び後述する容器の側壁に対する緩衝性の観点から、10mm以上であることが好ましく、10mm以上50mm以下であることがより好ましい。
【0032】
次に、本発明の実施形態に係る包装体の収納方法について説明する。図5の(a)は、本発明の実施形態に係る包装体を外箱に収納した状態を模式的に示す断面図であり、(b)は、図5の(a)の部分Qを拡大して示した部分断面図である。図5の(a)及び(b)に示すように、包装体100は、外箱50に収納する際、第2横シール部6bで折り畳み、横シール部6が上方に向くようにして外箱に収納される。これにより、横シール部6を摘むことで、包装体を取り出し易くなる。なお、このときのシール部としては、イージーピールに限定されることなく、強接着されていても良い。
【0033】
また、包装体100は、非シール領域7を備えるので、非シール領域7がクッションの働きをし、外箱50の側壁と包装体100と、或いは包装体100同士の摩擦による包装体100の破損が防止される。すなわち、包装体100と外箱50の側壁との間の非シール領域7が緩衝材となるので、外箱50の側壁と包装体100との摩擦が少なくなる。
【0034】
次に、粘稠体が充填された包装体を複数個外箱に収容した場合について説明する。図6は、本発明の実施形態に係る包装体を複数個外箱に収納した状態を模式的に示す断面図である。上述したように、包装体100は、外箱50に収納する際、第2横シール部6bで折り畳み、横シール部6が上方に向くようにして外箱に収納される。そして、外箱50には、予め、包装体の縦シールの全長から、第1横シール部6aの幅寸法、第1横シール部6aと第2横シール部6bとの間の距離、及び第2横シール部6bの幅寸法を除く粘稠体が充填された部分の長さ(以下、「包装寸法」という。)毎に仕切り60が設けられており、仕切り60により仕切られた複数の収容部に包装体100を収納することができる。なお、図6においては、包装寸法の略整数倍の箇所に仕切り60が設けられている場合について説明しているが、仕切り60が設けられていることは必須ではなく、外箱50の収容部が包装寸法の整数倍の大きさを有していれば良く、その場合には、両端に配置される包装袋の外箱50との接触面以外は、隣り合う包装袋の非シール部同士が接触することになる。この場合においても、最端部の横シール部6aが擦れることはなく、横シール部6aが剥離して内容物が漏れ出すことを防止できる。
【0035】
次に、本発明の実施形態に係る包装体100の製造方法について説明する。図7は、ピロー包装機を用いた本発明の実施形態に係る包装体100の製造方法を説明するための概略図である。図7に示すように、ピロー包装機20は、粘稠体が投入されるホッパ21と、該ホッパ21の内部が連通している筒状体27と、筒状体27に設けられたフォーマ22と、該フォーマ22の下方に設けられ縦シール部5を設ける縦シール機23と、筒状フィルム2をしごき、筒状フィルム2内に粘稠体を投入する開閉可能なしごきロール25と、筒状フィルム2に横シール部6を設ける横シール機26と、を備える。
【0036】
包装体100の製造方法においては、長尺状のフィルム1が巻回されたロール状原反Rからフィルム1が搬送され、フォーマ22によってフィルム1が湾曲されて筒状となる。そして、筒状にしたフィルム1の重なり合う縦端部に、縦シール機23にて縦シール部5を設け筒状フィルム2とする。
【0037】
次に、筒状フィルム2を下方に送り、しごきロール25を閉じることにより、筒状フィルム2をしごくと共に、筒状フィルム2に横シール機26にて横シール部6を設ける。そして、上方のホッパ21から投入された粘稠体を、筒状体27の内部に流通させ、筒状体27の下部から吐出して、筒状フィルム2内に投入し、充填する。
【0038】
その後、しごきロール25を開き、筒状フィルム2を下方に送る。そして、再び、しごきロール25を閉じることにより、筒状フィルム2をしごくと共に、筒状フィルム2に横シール機26にて横シール部6を設ける。また、設けられた隣合う横シール部6同士の間をカッター28で切断することにより、前後の両横端部にそれぞれ横シール部6を設けて封をした包装体100が得られる。これらの操作が繰り返されることにより、連続して粘稠体が充填された包装体100が順次得られる。
【0039】
ここで、横シール機26は、一対のシールバー31を備える。すなわち、一対のシールバー31でフィルム1を挟持することにより、同時に、第1横シール部、非シール領域、第2横シール部が2つ形成される。図8は、図7のピロー包装機における横シール機のシールバーを示す部分断面図である。
【0040】
図8に示すように、シールバー31は、上方から順に、第2刃部32b、平坦部34、第1刃部32a、第1刃部33a、平坦部35、及び第2刃部33bを備える。すなわち、一対のシールバー31でフィルム1を挟持すると、第1刃部32a、33aが第1横シール部を形成し、第2刃部32b、33bが第2横シール部を形成し、平坦部34、35が非シール領域を形成する。したがって、第1刃部32aと第1刃部33aとの間において、カッター28で切断することになる。なお、第1刃部32a、33a、第2刃部32b、33b、平坦部34、35は、幅を適宜変更することが可能となっている。
【0041】
以上、本発明の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。
【0042】
例えば、本実施形態に係る包装体100においては、1枚のフィルムを用いているが、内容物と接する内側フィルムと、内容物と接しない外側フィルムとの二層構成としてもよい。すなわち、内側フィルムと、外側フィルムとからなる二層フィルムを重ね合わせた後に筒状とし、重なり合う縦端部に縦シール部を設けた筒状フィルム内に、粘稠体を充填し、筒状フィルムの前後の両横端部にそれぞれ横シール部を設けて封をして包装体としてもよい。また、特許文献2のように1枚の筒状に押出されたフィルムを二層になるように折り畳んでそれを筒状にして粘稠体を充填し、包装体を形成しても良い。
【0043】
このとき、内側フィルムが、ポリエチレン樹脂からなるフィルムであり、外側フィルムが、ポリエチレン層と、ポリアミド層とが積層された多層フィルムであることが好ましい。内側フィルムが、ポリエチレンフィルムであると、屈曲性に優れるので、粘稠体等の流動体を包装するのに適している。また、外側フィルムが、ポリエチレン層と、ポリアミド層とが積層された多層フィルムであると、擦れ等に対する強度が極めて向上する。
【0044】
図9(a)〜(c)は、二層のチューブを折りたたんで二重袋とし、筒状フィルムを形成する工程を説明するための説明図である。図9において、包装体100は、内側フィルム92と外側フィルム93を二枚重ねにして折り畳み多重フィルム94で構成されたものである。図9の(a)に示すように、多重フィルム94は、チューブ上のフィルムを扁平状に折り畳んだ多重フィルムを巻いてあるロール状フィルム91から包装体100の製造工程に対し、内側フィルム92と外側フィルム93が二枚重ねに供給される。よって、包装体100の製造工程に供給される多重フィルム94は、その押出方向と平行する内側フィルム92と外側フィルム93の両側端縁96、96が互いに連続しているものである。
【0045】
包装体100の製袋工程において、このように供給された多重フィルム94は、円筒状等のように筒状に湾曲され、湾曲により立ち上がり状に重ね合わされた部位97、98は溶着によりシールされ、縦シール部5が形成される。
【0046】
また、図10(a)〜(c)は、二枚のフィルムを重ねてラミネートして二重袋とし、筒状フィルムを形成する工程を説明するための説明図である。図10に示すロール状原反104は、二重フィルム101を構成する外側フィルム102及び内側フィルム103は、両者が単層フィルムからなるもの、両者が多層フィルムからなるもの、いずれか一方が単層フィルムからなり他方が積層フィルムからなるもののうち何れでも良い。
【0047】
ロール状原反104から引き出されたフィルムを重ね、重ねたフィルムの内側フィルム103と外側フィルム102を直接接触して把持した状態で横方向に移動しながらシールして、包装体100を製造するものである。
【0048】
また、本実施形態に係る包装体100においては、前後にそれぞれ第1横シール部6a、非シール領域7、第2横シール部6bが設けられているが、いずれか一方であってもよい。すなわち、他方が第1横シール部のみであってもよい。
【0049】
また、本発明によれば、包装体は、横シール部として、第1横シール部と、第2横シール部とを横方向全体に渡って有しているので、応力集中することなく、区画領域を形成するシール部が剥離せず、容易に開封することができる。
【0050】
さらに、包装体は、縦シール部を剥がすと同時に、横シール部を剥がすことも可能となっているので、開封性が極めて優れる。このとき、包装体においては、第1横シール部と第2横シール部との間に、非シール領域が設けられているので、非シール領域に指を挿入し、フィルムを押さえて縦シール部を引き剥がすことができる。このため、開封の際の衛生面にも優れる。なお、非シール領域の縦幅は、少なくとも指を1本以上入れることができるように10mm以上であることが好ましい。
【0051】
また、包装体においては、第1横シール部と第2横シール部とが平行になっている場合、搬送中等の振動や衝撃による粘稠体の振幅が均等に生じるので、縦シール部や横シール部に局所的に負荷がかかることを抑制できる。
【0052】
そして、包装体においては、第2横シール部が第1横シール部のシール強度よりも小さい場合、第1横シール部より第2横シール部の強度が弱くなり、開封性が良好になる。
【0053】
また、包装体においては、フィルムが、内側フィルムと、外側フィルムとからなる二層フィルムである場合、強度が向上する。特に、内側フィルムが、ポリエチレンフィルムであると、屈曲性に優れるので、粘稠体等の流動体を包装するのに適している。また、外側フィルムが、ポリエチレン層と、ポリアミド層とが積層された多層フィルムであると、擦れ等に対する強度が極めて向上する。
【0054】
本発明によれば、上述した梱包体を用いているので、粘稠体の漏れを確実に防止できる梱包方法を得ることができる。また、横シール部で折り畳み、横シール部が上方に向くようにして外箱に収納することにより、包装体を取り出しやすくなる。
【0055】
以上、本発明の好適な実施の形態により本発明を説明した。ここでは特定の具体例を示して本発明を説明したが、特許請求の範囲に定義された本発明の広範囲な趣旨及び範囲から逸脱することなく、これら具体例に様々な修正及び変更が可能である。
【産業上の利用可能性】
【0056】
本発明に係る包装体は、マヨネーズ、ドレッシング等の粘稠性物質や水、油等の液体を搬送する際に用いられる梱包体として好適に用いられる。本発明に係る梱包体及び梱包方法によれば、搬送時の粘稠体の漏れを確実に防止でき、容易に開封できると共に、開封の際の衛生面にも優れる。
【符号の説明】
【0057】
1 フィルム
1a 縦端部
1b 縦最端部
2 筒状フィルム
2a 横端部
5 縦シール部
6 横シール部
6a 第1横シール部
6b 第2横シール部
7 非シール領域
11 第1上フィルム(フィルム)
12 第2上フィルム(フィルム)
13 下フィルム(フィルム)
20 ピロー包装機
21 ホッパ
22 フォーマ
23 縦シール機
25 しごきロール
26 横シール機
27 筒状体
28 カッター
31 シールバー
32a、33a 第1刃部
32b、33b 第2刃部
34、35 平坦部
50 外箱
60 仕切り
91 ロール状フィルム
92、103 内側フィルム
93、102 外側フィルム
94 多重フィルム
96 端縁
97、98 部位
100 包装体
101 二重フィルム
104 ロール状原反
P、Q 部分
【特許請求の範囲】
【請求項1】
内容物が充填された包装体と、前記内容物が充填された包装体を収納する外箱とからなる梱包体であって、
前記包装体は、
フィルムを湾曲させて筒状とし、重なり合う縦端部に縦シール部を設けた筒状フィルム内に、前記内容物を充填し、前記筒状フィルムの前後の両横端部にそれぞれ横シール部を設けて封をし、前記横シール部の少なくとも一方が、前記筒状フィルムの横端部を横方向全体に渡ってシールする直線形状の第1横シール部と、該第1横シール部よりも一定距離離れた内容物側に前記第1横シール部と平行に横方向全体に渡ってシールする第2横シール部と、からなり、前記第1横シール部と前記第2横シール部との間の横方向全体に渡って非シール領域が設けられており、
前記外箱は、
前記包装体の前記縦シール部の全長から、前記第1横シール部の幅寸法、前記一定距離、及び前記第2横シール部の幅寸法を除いた寸法の整数倍毎に仕切られた収容部が設けられていることを特徴とする梱包体。
【請求項2】
前記第2横シール部のシール強度は、前記第1横シール部のシール強度よりも小さいことを特徴とする請求項1記載の梱包体。
【請求項3】
前記包装体は、二層のチューブを偏平状に折り畳んだ多重フィルムからなることを特徴とする請求項1又は2に記載の梱包体。
【請求項4】
請求項1から3のいずれか1項に記載の梱包体の梱包方法であって、
前記粘稠体が充填された包装体は、前記第2横シール部で折り畳まれ、前記第1横シール部が上方に向くようにして前記収容部に収納されることを特徴とする包装体の梱包方法。
【請求項1】
内容物が充填された包装体と、前記内容物が充填された包装体を収納する外箱とからなる梱包体であって、
前記包装体は、
フィルムを湾曲させて筒状とし、重なり合う縦端部に縦シール部を設けた筒状フィルム内に、前記内容物を充填し、前記筒状フィルムの前後の両横端部にそれぞれ横シール部を設けて封をし、前記横シール部の少なくとも一方が、前記筒状フィルムの横端部を横方向全体に渡ってシールする直線形状の第1横シール部と、該第1横シール部よりも一定距離離れた内容物側に前記第1横シール部と平行に横方向全体に渡ってシールする第2横シール部と、からなり、前記第1横シール部と前記第2横シール部との間の横方向全体に渡って非シール領域が設けられており、
前記外箱は、
前記包装体の前記縦シール部の全長から、前記第1横シール部の幅寸法、前記一定距離、及び前記第2横シール部の幅寸法を除いた寸法の整数倍毎に仕切られた収容部が設けられていることを特徴とする梱包体。
【請求項2】
前記第2横シール部のシール強度は、前記第1横シール部のシール強度よりも小さいことを特徴とする請求項1記載の梱包体。
【請求項3】
前記包装体は、二層のチューブを偏平状に折り畳んだ多重フィルムからなることを特徴とする請求項1又は2に記載の梱包体。
【請求項4】
請求項1から3のいずれか1項に記載の梱包体の梱包方法であって、
前記粘稠体が充填された包装体は、前記第2横シール部で折り畳まれ、前記第1横シール部が上方に向くようにして前記収容部に収納されることを特徴とする包装体の梱包方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−95483(P2013−95483A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239769(P2011−239769)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000104674)キョーラク株式会社 (292)
【Fターム(参考)】
[ Back to top ]