
梱包用テープ
【課題】重ね貼りができ、梱包容器のリサイクル性を阻害しない梱包用テープを提供することを目的とする。
【解決手段】本発明の梱包用テープは、基材と、基材の一方の面側の離型層と、基材の他方の面側の粘着剤層とを有する梱包用テープであって、前記基材は基材表面と平行な剥離し易い面を有する層間剥離原紙からなることよりなる。前記層間剥離原紙は、層間剥離原紙のうち前記剥離し易い面の離型層側の層である離型層側層と、粘着剤層側の層である粘着剤層側層との坪量の比率が、離型層側層の坪量/粘着剤層側層の坪量=1/1〜3/1であることが好ましく、離型層側層の坪量が50〜60g/m2で、かつ粘着剤層側層の坪量が20〜50g/m2であることが好ましい。
【解決手段】本発明の梱包用テープは、基材と、基材の一方の面側の離型層と、基材の他方の面側の粘着剤層とを有する梱包用テープであって、前記基材は基材表面と平行な剥離し易い面を有する層間剥離原紙からなることよりなる。前記層間剥離原紙は、層間剥離原紙のうち前記剥離し易い面の離型層側の層である離型層側層と、粘着剤層側の層である粘着剤層側層との坪量の比率が、離型層側層の坪量/粘着剤層側層の坪量=1/1〜3/1であることが好ましく、離型層側層の坪量が50〜60g/m2で、かつ粘着剤層側層の坪量が20〜50g/m2であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は梱包用テープに関する。
【背景技術】
【0002】
梱包用の粘着テープ(梱包用テープ)は、製品流通等に用いられる段ボール箱等の封緘材として、広く利用されている。梱包用テープは、基材の片方の面に離型層を有し、他方の面にのみ粘着剤層を有し、巻取状として製造・流通されるのが一般的である。梱包用テープの基材にはクラフト紙やセロハン、OPP、布、和紙、ビニル等が用いられることが一般的である。
梱包用テープのユーザによる使用方法や環境も様々であり、テープの基材が白色のものや、重ね貼りができ字が書けるもの、低温下で粘着性の良いもの等、ユーザニーズに応える機能商品も増えてきている(例えば、非特許文献1)。
【非特許文献1】日本粘着テープ工業会、粘着ハンドブック編集委員会編集、「粘着ハンドブック」、日本粘着テープ工業会、第2版、1995年10月12日、P.354−361
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、現状の梱包用テープは、離型層があるために、重ね貼りしても容易に剥がれてしまい、段ボール等の封緘用としても不都合があった。また、重ね貼り可能とされているものであっても、ロール状からの繰り出し時の剥離性と、自背面への粘着性とのバランス調整が難しいという問題もあった。
加えて、紙製の包装テープ、例えばクラフトテープは離型層があり、離型層にはポリエチレン等を用いる場合が多いため、紙製の包装テープが粘着されたままの段ボールは、古紙市場へのリサイクルには適当ではなかった。
本発明では、重ね貼りができ、梱包容器のリサイクル性を阻害しない梱包用テープを提供することを目的とする。
【課題を解決するための手段】
【0004】
本発明の梱包用テープは、基材と、基材の一方の面側の離型層と、基材の他方の面側の粘着剤層とを有する梱包用テープであって、前記基材は基材表面と平行な剥離し易い面を有する層間剥離原紙からなることを特徴とする。
前記層間剥離原紙は、層間剥離原紙のうち前記剥離し易い面の離型層側の層である離型層側層と、粘着剤層側の層である粘着剤層側層との基材の坪量の比率が、離型層側層の坪量/粘着剤層側層の坪量=1/1〜3/1であることが好ましく、離型層側層の坪量が50〜60g/m2で、かつ粘着剤層側層の坪量が20〜50g/m2であることが好ましい。
【発明の効果】
【0005】
本発明によれば、重ね貼りができ、梱包容器のリサイクル性を阻害しない梱包用テープを提供することができる。
【発明を実施するための最良の形態】
【0006】
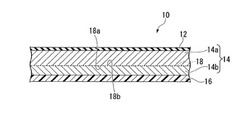
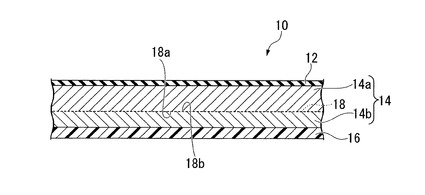
本発明の一実施形態について図1を用いて説明する。図1は本実施形態の梱包用テープ10の断面図である。
本実施形態の梱包用テープ10は、基材14の一方の面側に離型層12が積層され、他方の面側に粘着剤層16が積層されている。
なお、本明細書の以下の説明において、「剥離強度」とは、特段の断りがない限り、JIS−Z−0237に基づいて、23℃、65%RH、剥離速度300mm/分の条件で測定した180度剥離強度のことである。
【0007】
(基材)
基材14は、層間剥離原紙である。層間剥離原紙とは、二層の湿紙を抄き合わせたもので、抄き合わせ面に易剥離面18を形成させたものである。
市販されている商品としては、ピグメントスプレー紙(商品名、北越製紙株式会社)等が挙げられる。
基材14は、梱包用テープ10とした際に易剥離面18の離型層12側となる離型層側層14aと、粘着剤層16側となる粘着剤層側層14bが、接合されて形成されている。
【0008】
基材14の易剥離面18は、基材14表面と平行な剥離し易い面である。易剥離面18における剥離強度は、通常の段ボール箱に梱包用テープ10を貼着した場合に、段ボール箱に対する粘着剤層16の剥離強度よりも低い剥離強度を発揮し、かつ粘着剤層16の離型層12に対する剥離強度よりも高い剥離強度を発揮するものである。
易剥離面18の剥離強度は、JIS−Z−0237に基づいて、23℃、65%RH、剥離速度300mm/分の条件で測定した90度剥離強度が、20〜50N/mであり、好ましくは20〜45N/m、より好ましくは20〜40N/m、さらに好ましくは20〜38N/m、特に好ましくは20〜35N/mである。20N/m未満であると、テープを繰り出す際に、易剥離面18が剥離してしまうおそれがあり、50N/mを超えると、離型層側層14aと粘着剤層側層14bとが剥離しにくくなるためである。
【0009】
層間剥離原紙の材質は紙であれば特に限定されることなく、例えば、各種化学パルプ、セミケミカルパルプ、機械パルプ(砕木パルプ)、またはこれらのパルプの混合物等のいずれを用いた紙でも良く、古紙を含んでいても良い。強度の点を考慮すると、化学パルプを主成分とする紙が好ましく、化学パルプの中でもクラフトパルプを主成分とするクラフト紙が、強度の面から好ましい。具体的にはクラフト紙の他、上質紙、中質紙、下級紙、雑種紙(建築用原紙、容器原紙、グラシン紙)、クレーコート紙、紙管原紙、板紙、段ボール原紙、中芯原紙、再生紙等が挙げられる。
また、パルプ材には各種添加剤を添加することができる。例えば、顔料としては、タルク、炭酸カルシウム、クレー、カオリン、焼成カオリン、シリカ、ゼオライト等が挙げられる。
離型層側層14aと粘着剤層側層14bの材質は異なっても良いが、生産性の観点からは同一材質であることが好ましい。
【0010】
基材14全体の坪量は、40〜160g/m2が好ましく、70〜110g/m2が特に好ましい。40g/m2未満であると強度が弱く、160g/m2を超えるとロールの巻径が大きくなり、巻き取りが短くなるためである。
【0011】
離型層側層14aの坪量と、粘着剤層側層14bの坪量との比率は、離型層側層14aの坪量/粘着剤層側層14bの坪量=1/1〜3/1であることが好ましく、より好ましくは5/3〜3/1である。
離型層側層14aの坪量/粘着剤層側層14bの坪量が1/1未満であると、離型層側層14aを剥離する際、離型層側層14aが破れ、離型層12が被着体に残存しやすくなる。一方、3/1を超える比率であると、被着体から剥離した際に、粘着剤層側層14bが破れて粘着剤層16が露出するおそれがあるためである。
【0012】
離型層側層14aの坪量は特に限定されないが、30〜80g/m2であることが好ましく、50〜60g/m2がより好ましい。離型層側層14aが30g/m2未満であると、離型層側層14aを剥離する際に把持しにくくなり、離型層側層14aが破れて離型層12が被着体に残存し易くなるためである。
粘着剤層側層14bの坪量は特に限定されないが、20〜50g/m2であることが好ましく、20〜30g/m2がより好ましい。粘着剤層側層14bが20g/m2未満であると粘着剤が露出するおそれがあり、50g/m2を超えると手切れ性が悪くなる可能性があるためである。
【0013】
(離型層)
離型層12は、粘着剤層16が基材14に貼着することを防止するための層である。離型層12は、基材14側の目止め層と、目止め層の表面側の剥離剤層とからなることが好ましい。なお、本発明の目的を損なわなければ、離型層12は目止め層を省略し、剥離剤層のみで構成されていても良い。
目止め層は、剥離剤層の成分が基材14に浸透することを防ぎ、均一でピンホール等のない剥離剤層を形成するための層である。目止め層としては、水溶性樹脂を含有する塗工液を塗工してなる塗工タイプのものや、非水溶性樹脂フィルムのラミネートタイプのものが挙げられる。
【0014】
塗工タイプの場合に使用される水溶性樹脂としては、ポリビニルアルコール、ポリビニルピロリドン、ポリエチレンイミン、ポリアクリル酸塩、澱粉類、セルロース誘導体、ウレタン樹脂、アクリル樹脂、ポリエステル樹脂、アルキッド樹脂、メラミン樹脂、スチレンブタジエン共重合体ラテックスエマルジョン、スチレンアクリル共重合体ラテックスエマルジョンおよびアクリル酸エステル樹脂系等の水性樹脂が挙げられ、これらの2以上を混合して用いることもできる。
塗工タイプの場合、水溶性樹脂に顔料を混合して用いることができる。さらに、必要に応じて分散剤、耐水化剤、潤滑剤、消泡剤、着色剤、防腐剤等の少量添加剤を配合することもできる。
塗工タイプの場合、目止め層の乾燥重量は0.5〜5g/m2であることが好ましい。乾燥重量が0.5g/m2に満たない場合、原紙表面を目止め層が充分被覆することが困難であり、剥離剤層の成分が基材14に浸透することを抑制し難い。また、乾燥重量が5g/m2を超えると、目止めの効果は飽和し、原価面で不利となるのみでなく、過剰の塗布液により乾燥が不充分となる。
【0015】
ラミネートタイプの場合に使用される非水溶性樹脂としては、ポリエチレン、ポリプロピレン等が挙げられるが、塗工性が良く安価であることから、ポリエチレンが好ましい。
ラミネートタイプの場合、目止め層の乾燥重量は5〜30g/m2であることが好ましい。乾燥重量が5g/m2に満たない場合、原紙表面を目止め層が充分被覆することが困難であり、剥離剤層の成分が基材14に浸透することを抑制し難い。また、乾燥重量が30g/m2を超えると、目止めの効果は飽和し、原価面で不利となるのみでなく、過剰の塗布液により乾燥が不充分となる。
【0016】
剥離剤層を構成する剥離剤としては、例えば、汎用の付加型もしくは縮合型のシリコーン系剥離剤や長鎖アルキル基含有化合物が用いられる。特に、反応性が高い付加型シリコーン系剥離剤が好ましく用いられる。
シリコーン系剥離剤としては、具体的には、東レ・ダウコーニング株式会社製のBY24−4527、SD−7234等や、信越化学工業株式会社製のKS−3600、KS−774、X62−2600等が挙げられる。また、シリコーン系剥離剤中にSiO2単位と(CH3)3SiO1/2単位あるいはCH2=CH(CH3)SiO1/2単位を有する有機珪素化合物であるシリコーンレジンを含有することが好ましい。シリコーンレジンの具体例としては、東レ・ダウコーニング株式会社製のBY24−843、SD−7292、SHR−1404等や、信越化学工業株式会社製のKS−3800、X92−183等が挙げられる。
【0017】
(粘着剤層)
粘着剤層16を構成する粘着剤としては、通常の段ボール箱に貼着した場合に、充分な貼着力を発揮でき、かつ易剥離面18の剥離強度よりも高い剥離強度が得られるものであれば特に限定されず、例えば、ゴム系、アクリル系、ウレタン系、ホットメルト型等の任意の粘着剤を使用できる。これらの中でも、リサイクル性の観点からは、再離解できるアクリル系粘着剤が特に好ましい。アクリル系粘着剤としては、親水性基を有する水溶性またはエマルジョン型粘着剤等が挙げられる。
ここで、前記充分な貼着力とは、易剥離面18の剥離強度よりも高い剥離強度を示すものであれば特に限定されないが、例えばステンレス板に貼着した時の剥離強度が150N/m以上であることが好ましい。
【0018】
粘着剤層16は、必要に応じて他の任意成分を含有してもよい。他の任意成分としては、粘着性微球体、増粘剤、pH調整剤、消泡剤、防腐防黴剤、顔料、無機充填剤、安定剤、濡れ剤、湿潤剤等が挙げられる。
さらに、粘着剤層16には、剥離強度の引っ張り速度依存性を変えたり、オレフィン系樹脂に対する剥離強度を向上させるために、タッキファイヤーを含有させることもできる。タッキファイヤーとしては、ロジン系樹脂、テルペン系樹脂、脂肪族系石油樹脂、芳香族系石油樹脂、水添石油樹脂、スチレン系樹脂、アルキルフェノール樹脂等が挙げられる。ポリオレフィンに対する接着性が良好である点では、ロジン系樹脂が好ましい。ロジン系樹脂としては、ロジン、重合ロジン、水添ロジン、ロジンエステル、水添ロジンエステル等が挙げられる。
さらに、本発明の目的を阻害しない範囲で、洗浄水に対する濡れ(なじみ)を向上させるために、界面活性剤を添加してもよい。
【0019】
粘着剤層16の厚さは特に限定されることはないが、5〜100μmであることが好ましい。5μm以上であれば、粘着剤層16の剥離強度を充分に確保でき、100μm以下であれば、必要以上に粘着剤層16が厚くならないため、低コストにできるためである。
【0020】
(製造方法)
梱包用テープ10の製造方法を以下に説明する。梱包用テープ10の製造方法は、易剥離面18を有する基材14を製造し(基材製造工程)、該基剤14の一方の面上に離型層12を形成し(離型層形成工程)、該基材14の他方の面に粘着剤層16を形成(粘着剤層形成工程)し、さらにロール状に巻き取る(ロール巻き取り工程)ことにより製造できる。
【0021】
<基材製造工程>
基材14には、層間剥離原紙を用いる。層間剥離原紙の製造工程は、表層と裏層との界面に、顔料を含む塗液を塗布して抄き合わせる製造方法が好ましい。具体的な層間剥離原紙の製造方法としては、例えば、特願2007−28879号に記載された方法を挙げることができる。
易剥離面18の剥離強度をコントロールする方法として、例えば塗液中の顔料と水溶性樹脂との比率において、顔料比率を増やすと、剥離強度が低くなり、顔料比率を減らすと、剥離強度が高くなる。さらに顔料の種類、水溶性樹脂の種類を代えること等により、剥離強度をコントロールすることができる。
【0022】
<離型層形成工程>
離型層形成工程は、基材14の一方の面に目止め層を形成した後、さらに剥離剤層を形成する工程であることが好ましい。
[目止め層]
目止め層が塗工タイプの場合、塗工方式は特に限定されることはなく、例えばグラビアダイレクト法、グラビアリバース法、バー塗工法等が挙げられる。
目止め層がラミネートタイプの場合、ラミネート方式に特は限定されることはなく、例えば貼り合わせ、押し出しラミネート等が挙げられる。
[剥離剤層]
剥離剤層を形成するための塗工方式は特に限定されず、例えば、ロールコーター、ナイフコーター、バーコーター、エアーナイフコーター、グラビアコーター、カーテンコーター、リップコーター、ダイコーター等の公知の塗工機を使用できる。
剥離剤塗料の塗布速度は、乾燥工程にて剥離剤塗料を乾燥できると共にシリコーンをキュアさせることのできる範囲内で、できる限り速くすることが、生産性の点から好ましい。また硬化させる温度は塗工されるシリコーンの種類、乾燥装置によって異なるが、60〜150℃が好ましい。
【0023】
<粘着剤層形成工程>
粘着剤層を形成するための粘着剤を塗布する方法としては特に制限されず、上述した剥離剤塗料を塗布する塗布機を適用することができる。
【0024】
<ロール巻取り工程>
基材14に離型層12および粘着剤層16を設けた後、任意の幅のロール状とするロール巻取り工程を行う。
ロール巻取り工程の具体的方法は特に限定されず、既存の方法を用いることができる。例えば、予め基準長さの小巻き取り(ログロール)を作成し、それを所定の幅に裁断する方法や、ロール巻き取りをスリッターのような装置で巻戻しながら所定のテープ幅に断裁しながらロール状にする方法等が挙げられる。
【0025】
(梱包用テープの第1の使用例)
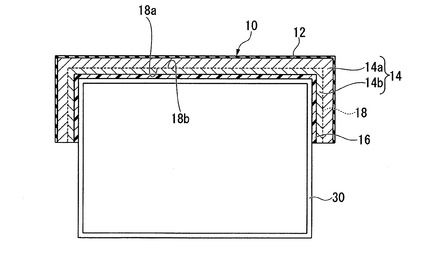
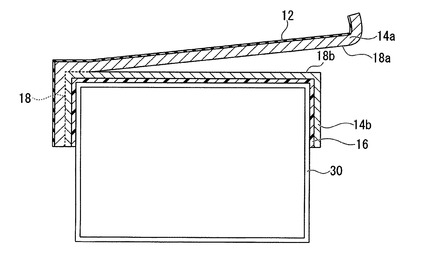
本発明の梱包用テープの第1の使用例を図2、図3を用いて具体的に説明する。
図2は梱包用テープ10により段ボール30を封緘した状態の断面図であり、図3は図2の段ボール30から離型層12を伴って離型層側層14aを剥離する途中の断面図である。
なお、説明の便宜上、梱包用テープ10は厚み方向に強調されている。
【0026】
段ボール30を梱包用テープ10で封緘するには、ロール状となっている梱包用テープ10を、粘着剤層16と離型層12とを剥離しながら繰り出して、段ボール30の天面に貼着する。この際、易剥離面18の剥離強度は、粘着剤層16の離型層12に対する剥離強度よりも高いため、基材14における易剥離面18での剥離は発生しにくい。
段ボール30の内容物を取り出す際には、梱包用テープ10の端部を持って、段ボール30から離れる方向に牽引する。これにより、基材14は易剥離面18において、離型層側層14aと粘着剤層側層14bに別れ、離型層側層14aの面18aと、粘着剤層側層14bの面18bがそれぞれ露出する。易剥離面18の界面で剥離するのは、粘着剤層16と段ボール30との通常の剥離強度よりも、易剥離面18における剥離強度の方が低いためである。そして、図3のように粘着剤層16と粘着剤層側層14bが段ボール30に貼着されたまま、離型層側層14aが離型層12を伴って剥離・除去される。
段ボール30には粘着剤層側層14bが残存するが、残存した粘着剤層側層14bは、基材14と比較して坪量が小さいので、離型層12を剥離する前の基材14に比べて強度が低くなっている。そのために、容易に破って、段ボール30の内容物を取り出すことができる。粘着剤層側層14bの坪量が小さいほど、段ボール30の内容物の取り出し作業は容易となる。
また、段ボール30の表面に露出する面18bには剥離剤層が存在しない。そのため、その上に別途の梱包用テープを重ね貼りしても、高い剥離強度を発揮することができ、重ね貼り可能である。そのため、再度、内容物を段ボール30に収納して封緘することができる。さらに、離型層12は除去されて、段ボール30上に残らないので、最終的に段ボール30を処分するときに段ボール30のリサイクルを阻害しない。
【0027】
(梱包用テープの第2の使用例)
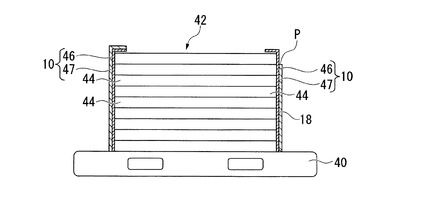
本発明の梱包用テープの第2の使用例を、図4を用いて具体的に説明する。
図4はパレット40に載置された、平版紙束44を積層した平版紙束積層体42を梱包用テープ10で固定し、その後梱包用テープ10の一部を剥離した状態の断面図である。以下、図示の便宜上、図1〜3における離型層側層14aと離型層12とを合わせて除去層47と、粘着剤層側層14bと粘着剤層16とを合わせて残存層46と称して説明する。
本実施形態において、平版紙束44とは、平版紙が積層され、クラフト紙等で包装されたものであり、平版紙束積層体42は平版紙束44が任意の段数に積層されて形成されたものである。
本実施形態では、梱包用テープ10を平版紙束積層体42の側面の一部に複数個所、例えば平版紙束積層体42の4つの各側面の中央部に、平版紙束積層体42の天面から、パレット40に接している平版紙束44に掛けて貼着する。このようにして、平版紙束積層体42は固定され、輸送・保管中の崩落が防止できる。なお、第1の使用例で説明したように、梱包用テープ10は易剥離面18を剥離させることなく繰り出して使用できる。
【0028】
次に、平版紙束積層体42の最上段に位置する平版紙束44を取り出す手順を説明する。まず、平版紙束積層体42の天面に貼着されている梱包用テープ10の、除去層47の端部を把持し、除去層47を位置Pまで剥離する(図4)。位置Pは平版紙積層体42の最上段の平版紙束44と、隣接する2段目の平版紙束44との境界地点である。除去層47が除去され、残存層46のみとなった部分では、梱包用テープ10の基材よりも坪量が小さくなり、強度が低くなるため、位置Pで残存層46を容易に切断することができる。同様に、平版紙束積層体42の他の面に貼着されている梱包用テープ10についても、除去層47を、最上段の平版紙束44と隣接する平版紙束44との境界地点まで剥離して残存層46を切断する。こうして、平版紙束積層体42の最上段の平版紙束44のみを取り出すことができる。上記作業は、残存層46を平版紙束44から剥離する作業を必要としないので、平版紙束44の包装紙を破損することなく、最上段の平版紙束44を取り出すことができる。
なお、取り出した平版紙束44と接していた2段目の平版紙束44は、梱包用テープ48によって3段目以降の平版紙束44と固定されたままなので、崩落防止が維持される。同様にして、2段目以下に位置する平版紙束44も順次取り出しが可能である。
【0029】
本発明の梱包用テープは、被着体に貼着されている梱包用テープの離型層側層の端部を把持して剥離した際、易剥離面の存在により離型層を伴って離型層側層が、粘着剤層側層から剥離する。結果、離型層を有さない粘着剤層側層が露出することで、梱包用テープを重ね貼りした場合でも、充分な粘着力を発揮できる。また、粘着剤層側層は基材に比べて強度が低く破れ易いため、離型層と共に離型層側層を除去した後は、梱包容器の開梱が容易となる。加えて、離型層を取り除けるため、被着体の段ボール等梱包容器のリサイクルを阻害しない。
【実施例】
【0030】
以下に、実施例を挙げて本発明をより具体的に説明するが、本発明はこれらに限定されるものではない。なお、例中の「部」および「%」は、特に断らない限りそれぞれ「質量部」および「質量%」を意味する。
(実験例1)
<層間剥離原紙の製造>
クラフトパルプ100%(濃度0.5%、フリーネス230ml)を常法により長網上に流して水分85%の湿紙層を得、その片面に0.2%の顔料(炭酸カルシウム)を含む、澱粉塗液の0.4%水溶液を、常法により湿紙単位面積(m2)当り10mlの割で噴霧した後、粘着剤側層(裏層)を得た。その後、公知のカットオフロールを用いて常法により離型層側層(表層)を積層し巻き取り、層配分(表/裏)が5/5の層間剥離原紙A(坪量80g/m2)を得た。得られた層間剥離原紙Aの、引張強さ、引裂強さ、透気度、90度剥離強度を測定し、その結果を表1に示す。
【0031】
<再離解可能な粘着剤の製造>
まず乳化モノマー混合液として、
アクリル酸−2−エチルヘキシル:250部
アクリル酸:35部
(メタ)アクリル酸メチル:20部
アクリル酸メトキシエチル:75部
酢酸ビニル:20部
アニオン系乳化剤(エマールNC−35、花王株式会社製):6部
イオン交換水:150部
を混合し、乳化剤とイオン交換水を除く(以下同じ)全モノマー混合物に対してポリエチレングリコールジメタクリレート(NKエステルA−4G、新中村化学工業株式会社製)を0.9%添加して、調製した。
【0032】
次に、撹拌機、クーラー、滴下ロート、窒素吸入管、温度計を付帯したフラスコに、イオン交換水150部、過硫酸カリウム3部、オクチルメルカプタン3部を仕込み、窒素置換しながら80℃に昇温した後、上記乳化モノマー混合液を1/6量滴下した。反応率が90%に達した時点で残りのモノマー混合液を3時間かけて滴下し重合を行った。滴下終了後、80℃で3時間熟成して反応を完結させた。次にフラスコ内容物を40℃に冷却し、トリエタノールアミンを、共重合体中のカルボキシル基の50モル%添加して、中和反応を行い、反応終了後に強撹拌して使用する粘着剤Aを製造した。
【0033】
<粘着テープの製造>
次に、層間剥離原紙Aに離型剤を塗布し、乾燥して離型層を形成させた。また、剥離シート上に上記で得られた粘着剤Aを乾燥質量で25g/m2となるように塗布し、乾燥させた後、上記で得られた坪量80g/m2の層間剥離原紙Aと貼り合わせて粘着テープAを得た。得られた粘着テープAについて、手剥がし性の評価を行い、その結果を表1に記す。
【0034】
(実験例2)
クラフトパルプ100%(濃度0.5%、フリーネス230ml)を常法により長網上に流して、水分85%の湿紙層を得、その片面に0.2%の顔料(炭酸カルシウム)を含む、澱粉塗液の0.4%水溶液を、常法により湿紙単位面積(m2)当り10mlの割で噴霧した後、粘着剤側層(裏層)を得た。その後、公知のカットオフロールを用いて常法により離型層側層(表層)を積層し巻き取り、層配分(表/裏)が4/6の層間剥離原紙B(坪量80g/m2)を得た。以下、同様にして粘着テープBを得た。得られた層間剥離原紙Bの引張強さ、引裂強さ、透気度、90度剥離強度を測定し、得られた粘着テープBについて、手剥がし性の評価を行い、その結果を表1に記す。
【0035】
(実験例3)
クラフトパルプ100%(濃度0.5%、フリーネス230ml)を常法により長網上に流して、水分85%の湿紙層を得、その片面に0.2%の顔料(炭酸カルシウム)を含む、澱粉塗液の0.4%水溶液を、常法により湿紙単位面積(m2)当り10mlの割で噴霧した後、粘着剤側層(裏層)を得た。その後、公知のカットオフロールを用いて常法により離型層側層(表層)を積層し巻き取り、層配分(表/裏)が6/4の層間剥離原紙C(坪量80g/m2)を得た。以下、同様にして粘着テープCを得た。得られた層間剥離原紙Cの引張強さ、引裂強さ、透気度、90度剥離強度を測定し、得られた粘着テープCについて、手剥がし性の評価を行い、その結果を表1に記す。
得られた粘着テープCについて、手剥がし性の評価を行い、その結果を表1に記す。
【0036】
(実験例4)
特開昭和51−32806号公報と同様の方法により、クラフトパルプ100%(濃度0.5%、フリーネス230ml)を常法により長網上に流して、水分85%の湿紙層を得、その片面に澱粉塗液の0.4%水溶液を常法により湿紙単位面積(m2)当り10mlの割で噴霧して、基材A(坪量80g/m2)を得た。以下同様にして粘着テープDを得た。得られた粘着テープDについて、手剥がし性の評価を行い、その結果を表1に記す。
【0037】
(試験方法)
<引張強さ、引裂強さ、90度剥離強度>
基材の引張強さ、引裂強さ、90度剥離強度は、JIS−Z−0237に基づいて、測定を行った。
【0038】
<透気度>
基材の透気度は、JIS−P−8117に基づいて、測定を行った。
【0039】
<手剥がし性評価方法>
手剥がし性は、粘着テープを段ボールに貼着し、表層のみを被着体に対して180度方向に剥がした際の剥離状態を、下記の基準により評価した。
◎:表層と裏層とが剥がれやすく、表層の残存はなかった
○:表層と裏層とが剥がれたが、表層の一部が残存した
△:剥離しにくく、破れやすかった
×:剥離しなかった
【0040】
【表1】

【0041】
表1に示すとおり、層間剥離原紙A〜Cを用いた実験例1〜3では、表層と裏層が剥離することがわかった。また、層配分(表/裏)を6/4とした実験例3では、極めて良好な手剥がし性であった。
【図面の簡単な説明】
【0042】
【図1】本発明の梱包用テープの断面図である。
【図2】本発明の梱包用テープの第1の使用例を説明する図である。
【図3】本発明の梱包用テープの第1の使用例を説明する図である。
【図4】本発明の梱包用テープの第2の使用例を説明する図である。
【符号の説明】
【0043】
10 梱包用テープ
12 離型層
14 基材
14a 離型層側層
14b 粘着剤層側層
16 粘着剤層
18 易剥離面
【技術分野】
【0001】
本発明は梱包用テープに関する。
【背景技術】
【0002】
梱包用の粘着テープ(梱包用テープ)は、製品流通等に用いられる段ボール箱等の封緘材として、広く利用されている。梱包用テープは、基材の片方の面に離型層を有し、他方の面にのみ粘着剤層を有し、巻取状として製造・流通されるのが一般的である。梱包用テープの基材にはクラフト紙やセロハン、OPP、布、和紙、ビニル等が用いられることが一般的である。
梱包用テープのユーザによる使用方法や環境も様々であり、テープの基材が白色のものや、重ね貼りができ字が書けるもの、低温下で粘着性の良いもの等、ユーザニーズに応える機能商品も増えてきている(例えば、非特許文献1)。
【非特許文献1】日本粘着テープ工業会、粘着ハンドブック編集委員会編集、「粘着ハンドブック」、日本粘着テープ工業会、第2版、1995年10月12日、P.354−361
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、現状の梱包用テープは、離型層があるために、重ね貼りしても容易に剥がれてしまい、段ボール等の封緘用としても不都合があった。また、重ね貼り可能とされているものであっても、ロール状からの繰り出し時の剥離性と、自背面への粘着性とのバランス調整が難しいという問題もあった。
加えて、紙製の包装テープ、例えばクラフトテープは離型層があり、離型層にはポリエチレン等を用いる場合が多いため、紙製の包装テープが粘着されたままの段ボールは、古紙市場へのリサイクルには適当ではなかった。
本発明では、重ね貼りができ、梱包容器のリサイクル性を阻害しない梱包用テープを提供することを目的とする。
【課題を解決するための手段】
【0004】
本発明の梱包用テープは、基材と、基材の一方の面側の離型層と、基材の他方の面側の粘着剤層とを有する梱包用テープであって、前記基材は基材表面と平行な剥離し易い面を有する層間剥離原紙からなることを特徴とする。
前記層間剥離原紙は、層間剥離原紙のうち前記剥離し易い面の離型層側の層である離型層側層と、粘着剤層側の層である粘着剤層側層との基材の坪量の比率が、離型層側層の坪量/粘着剤層側層の坪量=1/1〜3/1であることが好ましく、離型層側層の坪量が50〜60g/m2で、かつ粘着剤層側層の坪量が20〜50g/m2であることが好ましい。
【発明の効果】
【0005】
本発明によれば、重ね貼りができ、梱包容器のリサイクル性を阻害しない梱包用テープを提供することができる。
【発明を実施するための最良の形態】
【0006】
本発明の一実施形態について図1を用いて説明する。図1は本実施形態の梱包用テープ10の断面図である。
本実施形態の梱包用テープ10は、基材14の一方の面側に離型層12が積層され、他方の面側に粘着剤層16が積層されている。
なお、本明細書の以下の説明において、「剥離強度」とは、特段の断りがない限り、JIS−Z−0237に基づいて、23℃、65%RH、剥離速度300mm/分の条件で測定した180度剥離強度のことである。
【0007】
(基材)
基材14は、層間剥離原紙である。層間剥離原紙とは、二層の湿紙を抄き合わせたもので、抄き合わせ面に易剥離面18を形成させたものである。
市販されている商品としては、ピグメントスプレー紙(商品名、北越製紙株式会社)等が挙げられる。
基材14は、梱包用テープ10とした際に易剥離面18の離型層12側となる離型層側層14aと、粘着剤層16側となる粘着剤層側層14bが、接合されて形成されている。
【0008】
基材14の易剥離面18は、基材14表面と平行な剥離し易い面である。易剥離面18における剥離強度は、通常の段ボール箱に梱包用テープ10を貼着した場合に、段ボール箱に対する粘着剤層16の剥離強度よりも低い剥離強度を発揮し、かつ粘着剤層16の離型層12に対する剥離強度よりも高い剥離強度を発揮するものである。
易剥離面18の剥離強度は、JIS−Z−0237に基づいて、23℃、65%RH、剥離速度300mm/分の条件で測定した90度剥離強度が、20〜50N/mであり、好ましくは20〜45N/m、より好ましくは20〜40N/m、さらに好ましくは20〜38N/m、特に好ましくは20〜35N/mである。20N/m未満であると、テープを繰り出す際に、易剥離面18が剥離してしまうおそれがあり、50N/mを超えると、離型層側層14aと粘着剤層側層14bとが剥離しにくくなるためである。
【0009】
層間剥離原紙の材質は紙であれば特に限定されることなく、例えば、各種化学パルプ、セミケミカルパルプ、機械パルプ(砕木パルプ)、またはこれらのパルプの混合物等のいずれを用いた紙でも良く、古紙を含んでいても良い。強度の点を考慮すると、化学パルプを主成分とする紙が好ましく、化学パルプの中でもクラフトパルプを主成分とするクラフト紙が、強度の面から好ましい。具体的にはクラフト紙の他、上質紙、中質紙、下級紙、雑種紙(建築用原紙、容器原紙、グラシン紙)、クレーコート紙、紙管原紙、板紙、段ボール原紙、中芯原紙、再生紙等が挙げられる。
また、パルプ材には各種添加剤を添加することができる。例えば、顔料としては、タルク、炭酸カルシウム、クレー、カオリン、焼成カオリン、シリカ、ゼオライト等が挙げられる。
離型層側層14aと粘着剤層側層14bの材質は異なっても良いが、生産性の観点からは同一材質であることが好ましい。
【0010】
基材14全体の坪量は、40〜160g/m2が好ましく、70〜110g/m2が特に好ましい。40g/m2未満であると強度が弱く、160g/m2を超えるとロールの巻径が大きくなり、巻き取りが短くなるためである。
【0011】
離型層側層14aの坪量と、粘着剤層側層14bの坪量との比率は、離型層側層14aの坪量/粘着剤層側層14bの坪量=1/1〜3/1であることが好ましく、より好ましくは5/3〜3/1である。
離型層側層14aの坪量/粘着剤層側層14bの坪量が1/1未満であると、離型層側層14aを剥離する際、離型層側層14aが破れ、離型層12が被着体に残存しやすくなる。一方、3/1を超える比率であると、被着体から剥離した際に、粘着剤層側層14bが破れて粘着剤層16が露出するおそれがあるためである。
【0012】
離型層側層14aの坪量は特に限定されないが、30〜80g/m2であることが好ましく、50〜60g/m2がより好ましい。離型層側層14aが30g/m2未満であると、離型層側層14aを剥離する際に把持しにくくなり、離型層側層14aが破れて離型層12が被着体に残存し易くなるためである。
粘着剤層側層14bの坪量は特に限定されないが、20〜50g/m2であることが好ましく、20〜30g/m2がより好ましい。粘着剤層側層14bが20g/m2未満であると粘着剤が露出するおそれがあり、50g/m2を超えると手切れ性が悪くなる可能性があるためである。
【0013】
(離型層)
離型層12は、粘着剤層16が基材14に貼着することを防止するための層である。離型層12は、基材14側の目止め層と、目止め層の表面側の剥離剤層とからなることが好ましい。なお、本発明の目的を損なわなければ、離型層12は目止め層を省略し、剥離剤層のみで構成されていても良い。
目止め層は、剥離剤層の成分が基材14に浸透することを防ぎ、均一でピンホール等のない剥離剤層を形成するための層である。目止め層としては、水溶性樹脂を含有する塗工液を塗工してなる塗工タイプのものや、非水溶性樹脂フィルムのラミネートタイプのものが挙げられる。
【0014】
塗工タイプの場合に使用される水溶性樹脂としては、ポリビニルアルコール、ポリビニルピロリドン、ポリエチレンイミン、ポリアクリル酸塩、澱粉類、セルロース誘導体、ウレタン樹脂、アクリル樹脂、ポリエステル樹脂、アルキッド樹脂、メラミン樹脂、スチレンブタジエン共重合体ラテックスエマルジョン、スチレンアクリル共重合体ラテックスエマルジョンおよびアクリル酸エステル樹脂系等の水性樹脂が挙げられ、これらの2以上を混合して用いることもできる。
塗工タイプの場合、水溶性樹脂に顔料を混合して用いることができる。さらに、必要に応じて分散剤、耐水化剤、潤滑剤、消泡剤、着色剤、防腐剤等の少量添加剤を配合することもできる。
塗工タイプの場合、目止め層の乾燥重量は0.5〜5g/m2であることが好ましい。乾燥重量が0.5g/m2に満たない場合、原紙表面を目止め層が充分被覆することが困難であり、剥離剤層の成分が基材14に浸透することを抑制し難い。また、乾燥重量が5g/m2を超えると、目止めの効果は飽和し、原価面で不利となるのみでなく、過剰の塗布液により乾燥が不充分となる。
【0015】
ラミネートタイプの場合に使用される非水溶性樹脂としては、ポリエチレン、ポリプロピレン等が挙げられるが、塗工性が良く安価であることから、ポリエチレンが好ましい。
ラミネートタイプの場合、目止め層の乾燥重量は5〜30g/m2であることが好ましい。乾燥重量が5g/m2に満たない場合、原紙表面を目止め層が充分被覆することが困難であり、剥離剤層の成分が基材14に浸透することを抑制し難い。また、乾燥重量が30g/m2を超えると、目止めの効果は飽和し、原価面で不利となるのみでなく、過剰の塗布液により乾燥が不充分となる。
【0016】
剥離剤層を構成する剥離剤としては、例えば、汎用の付加型もしくは縮合型のシリコーン系剥離剤や長鎖アルキル基含有化合物が用いられる。特に、反応性が高い付加型シリコーン系剥離剤が好ましく用いられる。
シリコーン系剥離剤としては、具体的には、東レ・ダウコーニング株式会社製のBY24−4527、SD−7234等や、信越化学工業株式会社製のKS−3600、KS−774、X62−2600等が挙げられる。また、シリコーン系剥離剤中にSiO2単位と(CH3)3SiO1/2単位あるいはCH2=CH(CH3)SiO1/2単位を有する有機珪素化合物であるシリコーンレジンを含有することが好ましい。シリコーンレジンの具体例としては、東レ・ダウコーニング株式会社製のBY24−843、SD−7292、SHR−1404等や、信越化学工業株式会社製のKS−3800、X92−183等が挙げられる。
【0017】
(粘着剤層)
粘着剤層16を構成する粘着剤としては、通常の段ボール箱に貼着した場合に、充分な貼着力を発揮でき、かつ易剥離面18の剥離強度よりも高い剥離強度が得られるものであれば特に限定されず、例えば、ゴム系、アクリル系、ウレタン系、ホットメルト型等の任意の粘着剤を使用できる。これらの中でも、リサイクル性の観点からは、再離解できるアクリル系粘着剤が特に好ましい。アクリル系粘着剤としては、親水性基を有する水溶性またはエマルジョン型粘着剤等が挙げられる。
ここで、前記充分な貼着力とは、易剥離面18の剥離強度よりも高い剥離強度を示すものであれば特に限定されないが、例えばステンレス板に貼着した時の剥離強度が150N/m以上であることが好ましい。
【0018】
粘着剤層16は、必要に応じて他の任意成分を含有してもよい。他の任意成分としては、粘着性微球体、増粘剤、pH調整剤、消泡剤、防腐防黴剤、顔料、無機充填剤、安定剤、濡れ剤、湿潤剤等が挙げられる。
さらに、粘着剤層16には、剥離強度の引っ張り速度依存性を変えたり、オレフィン系樹脂に対する剥離強度を向上させるために、タッキファイヤーを含有させることもできる。タッキファイヤーとしては、ロジン系樹脂、テルペン系樹脂、脂肪族系石油樹脂、芳香族系石油樹脂、水添石油樹脂、スチレン系樹脂、アルキルフェノール樹脂等が挙げられる。ポリオレフィンに対する接着性が良好である点では、ロジン系樹脂が好ましい。ロジン系樹脂としては、ロジン、重合ロジン、水添ロジン、ロジンエステル、水添ロジンエステル等が挙げられる。
さらに、本発明の目的を阻害しない範囲で、洗浄水に対する濡れ(なじみ)を向上させるために、界面活性剤を添加してもよい。
【0019】
粘着剤層16の厚さは特に限定されることはないが、5〜100μmであることが好ましい。5μm以上であれば、粘着剤層16の剥離強度を充分に確保でき、100μm以下であれば、必要以上に粘着剤層16が厚くならないため、低コストにできるためである。
【0020】
(製造方法)
梱包用テープ10の製造方法を以下に説明する。梱包用テープ10の製造方法は、易剥離面18を有する基材14を製造し(基材製造工程)、該基剤14の一方の面上に離型層12を形成し(離型層形成工程)、該基材14の他方の面に粘着剤層16を形成(粘着剤層形成工程)し、さらにロール状に巻き取る(ロール巻き取り工程)ことにより製造できる。
【0021】
<基材製造工程>
基材14には、層間剥離原紙を用いる。層間剥離原紙の製造工程は、表層と裏層との界面に、顔料を含む塗液を塗布して抄き合わせる製造方法が好ましい。具体的な層間剥離原紙の製造方法としては、例えば、特願2007−28879号に記載された方法を挙げることができる。
易剥離面18の剥離強度をコントロールする方法として、例えば塗液中の顔料と水溶性樹脂との比率において、顔料比率を増やすと、剥離強度が低くなり、顔料比率を減らすと、剥離強度が高くなる。さらに顔料の種類、水溶性樹脂の種類を代えること等により、剥離強度をコントロールすることができる。
【0022】
<離型層形成工程>
離型層形成工程は、基材14の一方の面に目止め層を形成した後、さらに剥離剤層を形成する工程であることが好ましい。
[目止め層]
目止め層が塗工タイプの場合、塗工方式は特に限定されることはなく、例えばグラビアダイレクト法、グラビアリバース法、バー塗工法等が挙げられる。
目止め層がラミネートタイプの場合、ラミネート方式に特は限定されることはなく、例えば貼り合わせ、押し出しラミネート等が挙げられる。
[剥離剤層]
剥離剤層を形成するための塗工方式は特に限定されず、例えば、ロールコーター、ナイフコーター、バーコーター、エアーナイフコーター、グラビアコーター、カーテンコーター、リップコーター、ダイコーター等の公知の塗工機を使用できる。
剥離剤塗料の塗布速度は、乾燥工程にて剥離剤塗料を乾燥できると共にシリコーンをキュアさせることのできる範囲内で、できる限り速くすることが、生産性の点から好ましい。また硬化させる温度は塗工されるシリコーンの種類、乾燥装置によって異なるが、60〜150℃が好ましい。
【0023】
<粘着剤層形成工程>
粘着剤層を形成するための粘着剤を塗布する方法としては特に制限されず、上述した剥離剤塗料を塗布する塗布機を適用することができる。
【0024】
<ロール巻取り工程>
基材14に離型層12および粘着剤層16を設けた後、任意の幅のロール状とするロール巻取り工程を行う。
ロール巻取り工程の具体的方法は特に限定されず、既存の方法を用いることができる。例えば、予め基準長さの小巻き取り(ログロール)を作成し、それを所定の幅に裁断する方法や、ロール巻き取りをスリッターのような装置で巻戻しながら所定のテープ幅に断裁しながらロール状にする方法等が挙げられる。
【0025】
(梱包用テープの第1の使用例)
本発明の梱包用テープの第1の使用例を図2、図3を用いて具体的に説明する。
図2は梱包用テープ10により段ボール30を封緘した状態の断面図であり、図3は図2の段ボール30から離型層12を伴って離型層側層14aを剥離する途中の断面図である。
なお、説明の便宜上、梱包用テープ10は厚み方向に強調されている。
【0026】
段ボール30を梱包用テープ10で封緘するには、ロール状となっている梱包用テープ10を、粘着剤層16と離型層12とを剥離しながら繰り出して、段ボール30の天面に貼着する。この際、易剥離面18の剥離強度は、粘着剤層16の離型層12に対する剥離強度よりも高いため、基材14における易剥離面18での剥離は発生しにくい。
段ボール30の内容物を取り出す際には、梱包用テープ10の端部を持って、段ボール30から離れる方向に牽引する。これにより、基材14は易剥離面18において、離型層側層14aと粘着剤層側層14bに別れ、離型層側層14aの面18aと、粘着剤層側層14bの面18bがそれぞれ露出する。易剥離面18の界面で剥離するのは、粘着剤層16と段ボール30との通常の剥離強度よりも、易剥離面18における剥離強度の方が低いためである。そして、図3のように粘着剤層16と粘着剤層側層14bが段ボール30に貼着されたまま、離型層側層14aが離型層12を伴って剥離・除去される。
段ボール30には粘着剤層側層14bが残存するが、残存した粘着剤層側層14bは、基材14と比較して坪量が小さいので、離型層12を剥離する前の基材14に比べて強度が低くなっている。そのために、容易に破って、段ボール30の内容物を取り出すことができる。粘着剤層側層14bの坪量が小さいほど、段ボール30の内容物の取り出し作業は容易となる。
また、段ボール30の表面に露出する面18bには剥離剤層が存在しない。そのため、その上に別途の梱包用テープを重ね貼りしても、高い剥離強度を発揮することができ、重ね貼り可能である。そのため、再度、内容物を段ボール30に収納して封緘することができる。さらに、離型層12は除去されて、段ボール30上に残らないので、最終的に段ボール30を処分するときに段ボール30のリサイクルを阻害しない。
【0027】
(梱包用テープの第2の使用例)
本発明の梱包用テープの第2の使用例を、図4を用いて具体的に説明する。
図4はパレット40に載置された、平版紙束44を積層した平版紙束積層体42を梱包用テープ10で固定し、その後梱包用テープ10の一部を剥離した状態の断面図である。以下、図示の便宜上、図1〜3における離型層側層14aと離型層12とを合わせて除去層47と、粘着剤層側層14bと粘着剤層16とを合わせて残存層46と称して説明する。
本実施形態において、平版紙束44とは、平版紙が積層され、クラフト紙等で包装されたものであり、平版紙束積層体42は平版紙束44が任意の段数に積層されて形成されたものである。
本実施形態では、梱包用テープ10を平版紙束積層体42の側面の一部に複数個所、例えば平版紙束積層体42の4つの各側面の中央部に、平版紙束積層体42の天面から、パレット40に接している平版紙束44に掛けて貼着する。このようにして、平版紙束積層体42は固定され、輸送・保管中の崩落が防止できる。なお、第1の使用例で説明したように、梱包用テープ10は易剥離面18を剥離させることなく繰り出して使用できる。
【0028】
次に、平版紙束積層体42の最上段に位置する平版紙束44を取り出す手順を説明する。まず、平版紙束積層体42の天面に貼着されている梱包用テープ10の、除去層47の端部を把持し、除去層47を位置Pまで剥離する(図4)。位置Pは平版紙積層体42の最上段の平版紙束44と、隣接する2段目の平版紙束44との境界地点である。除去層47が除去され、残存層46のみとなった部分では、梱包用テープ10の基材よりも坪量が小さくなり、強度が低くなるため、位置Pで残存層46を容易に切断することができる。同様に、平版紙束積層体42の他の面に貼着されている梱包用テープ10についても、除去層47を、最上段の平版紙束44と隣接する平版紙束44との境界地点まで剥離して残存層46を切断する。こうして、平版紙束積層体42の最上段の平版紙束44のみを取り出すことができる。上記作業は、残存層46を平版紙束44から剥離する作業を必要としないので、平版紙束44の包装紙を破損することなく、最上段の平版紙束44を取り出すことができる。
なお、取り出した平版紙束44と接していた2段目の平版紙束44は、梱包用テープ48によって3段目以降の平版紙束44と固定されたままなので、崩落防止が維持される。同様にして、2段目以下に位置する平版紙束44も順次取り出しが可能である。
【0029】
本発明の梱包用テープは、被着体に貼着されている梱包用テープの離型層側層の端部を把持して剥離した際、易剥離面の存在により離型層を伴って離型層側層が、粘着剤層側層から剥離する。結果、離型層を有さない粘着剤層側層が露出することで、梱包用テープを重ね貼りした場合でも、充分な粘着力を発揮できる。また、粘着剤層側層は基材に比べて強度が低く破れ易いため、離型層と共に離型層側層を除去した後は、梱包容器の開梱が容易となる。加えて、離型層を取り除けるため、被着体の段ボール等梱包容器のリサイクルを阻害しない。
【実施例】
【0030】
以下に、実施例を挙げて本発明をより具体的に説明するが、本発明はこれらに限定されるものではない。なお、例中の「部」および「%」は、特に断らない限りそれぞれ「質量部」および「質量%」を意味する。
(実験例1)
<層間剥離原紙の製造>
クラフトパルプ100%(濃度0.5%、フリーネス230ml)を常法により長網上に流して水分85%の湿紙層を得、その片面に0.2%の顔料(炭酸カルシウム)を含む、澱粉塗液の0.4%水溶液を、常法により湿紙単位面積(m2)当り10mlの割で噴霧した後、粘着剤側層(裏層)を得た。その後、公知のカットオフロールを用いて常法により離型層側層(表層)を積層し巻き取り、層配分(表/裏)が5/5の層間剥離原紙A(坪量80g/m2)を得た。得られた層間剥離原紙Aの、引張強さ、引裂強さ、透気度、90度剥離強度を測定し、その結果を表1に示す。
【0031】
<再離解可能な粘着剤の製造>
まず乳化モノマー混合液として、
アクリル酸−2−エチルヘキシル:250部
アクリル酸:35部
(メタ)アクリル酸メチル:20部
アクリル酸メトキシエチル:75部
酢酸ビニル:20部
アニオン系乳化剤(エマールNC−35、花王株式会社製):6部
イオン交換水:150部
を混合し、乳化剤とイオン交換水を除く(以下同じ)全モノマー混合物に対してポリエチレングリコールジメタクリレート(NKエステルA−4G、新中村化学工業株式会社製)を0.9%添加して、調製した。
【0032】
次に、撹拌機、クーラー、滴下ロート、窒素吸入管、温度計を付帯したフラスコに、イオン交換水150部、過硫酸カリウム3部、オクチルメルカプタン3部を仕込み、窒素置換しながら80℃に昇温した後、上記乳化モノマー混合液を1/6量滴下した。反応率が90%に達した時点で残りのモノマー混合液を3時間かけて滴下し重合を行った。滴下終了後、80℃で3時間熟成して反応を完結させた。次にフラスコ内容物を40℃に冷却し、トリエタノールアミンを、共重合体中のカルボキシル基の50モル%添加して、中和反応を行い、反応終了後に強撹拌して使用する粘着剤Aを製造した。
【0033】
<粘着テープの製造>
次に、層間剥離原紙Aに離型剤を塗布し、乾燥して離型層を形成させた。また、剥離シート上に上記で得られた粘着剤Aを乾燥質量で25g/m2となるように塗布し、乾燥させた後、上記で得られた坪量80g/m2の層間剥離原紙Aと貼り合わせて粘着テープAを得た。得られた粘着テープAについて、手剥がし性の評価を行い、その結果を表1に記す。
【0034】
(実験例2)
クラフトパルプ100%(濃度0.5%、フリーネス230ml)を常法により長網上に流して、水分85%の湿紙層を得、その片面に0.2%の顔料(炭酸カルシウム)を含む、澱粉塗液の0.4%水溶液を、常法により湿紙単位面積(m2)当り10mlの割で噴霧した後、粘着剤側層(裏層)を得た。その後、公知のカットオフロールを用いて常法により離型層側層(表層)を積層し巻き取り、層配分(表/裏)が4/6の層間剥離原紙B(坪量80g/m2)を得た。以下、同様にして粘着テープBを得た。得られた層間剥離原紙Bの引張強さ、引裂強さ、透気度、90度剥離強度を測定し、得られた粘着テープBについて、手剥がし性の評価を行い、その結果を表1に記す。
【0035】
(実験例3)
クラフトパルプ100%(濃度0.5%、フリーネス230ml)を常法により長網上に流して、水分85%の湿紙層を得、その片面に0.2%の顔料(炭酸カルシウム)を含む、澱粉塗液の0.4%水溶液を、常法により湿紙単位面積(m2)当り10mlの割で噴霧した後、粘着剤側層(裏層)を得た。その後、公知のカットオフロールを用いて常法により離型層側層(表層)を積層し巻き取り、層配分(表/裏)が6/4の層間剥離原紙C(坪量80g/m2)を得た。以下、同様にして粘着テープCを得た。得られた層間剥離原紙Cの引張強さ、引裂強さ、透気度、90度剥離強度を測定し、得られた粘着テープCについて、手剥がし性の評価を行い、その結果を表1に記す。
得られた粘着テープCについて、手剥がし性の評価を行い、その結果を表1に記す。
【0036】
(実験例4)
特開昭和51−32806号公報と同様の方法により、クラフトパルプ100%(濃度0.5%、フリーネス230ml)を常法により長網上に流して、水分85%の湿紙層を得、その片面に澱粉塗液の0.4%水溶液を常法により湿紙単位面積(m2)当り10mlの割で噴霧して、基材A(坪量80g/m2)を得た。以下同様にして粘着テープDを得た。得られた粘着テープDについて、手剥がし性の評価を行い、その結果を表1に記す。
【0037】
(試験方法)
<引張強さ、引裂強さ、90度剥離強度>
基材の引張強さ、引裂強さ、90度剥離強度は、JIS−Z−0237に基づいて、測定を行った。
【0038】
<透気度>
基材の透気度は、JIS−P−8117に基づいて、測定を行った。
【0039】
<手剥がし性評価方法>
手剥がし性は、粘着テープを段ボールに貼着し、表層のみを被着体に対して180度方向に剥がした際の剥離状態を、下記の基準により評価した。
◎:表層と裏層とが剥がれやすく、表層の残存はなかった
○:表層と裏層とが剥がれたが、表層の一部が残存した
△:剥離しにくく、破れやすかった
×:剥離しなかった
【0040】
【表1】
【0041】
表1に示すとおり、層間剥離原紙A〜Cを用いた実験例1〜3では、表層と裏層が剥離することがわかった。また、層配分(表/裏)を6/4とした実験例3では、極めて良好な手剥がし性であった。
【図面の簡単な説明】
【0042】
【図1】本発明の梱包用テープの断面図である。
【図2】本発明の梱包用テープの第1の使用例を説明する図である。
【図3】本発明の梱包用テープの第1の使用例を説明する図である。
【図4】本発明の梱包用テープの第2の使用例を説明する図である。
【符号の説明】
【0043】
10 梱包用テープ
12 離型層
14 基材
14a 離型層側層
14b 粘着剤層側層
16 粘着剤層
18 易剥離面
【特許請求の範囲】
【請求項1】
基材と、基材の一方の面側の離型層と、基材の他方の面側の粘着剤層とを有する梱包用テープであって、前記基材は基材表面と平行な剥離し易い面を有する層間剥離原紙からなることを特徴とする、梱包用テープ。
【請求項2】
前記層間剥離原紙は、層間剥離原紙のうち前記剥離し易い面の離型層側の層である離型層側層と、粘着剤層側の層である粘着剤層側層との坪量の比率が、離型層側層の坪量/粘着剤層側層の坪量=1/1〜3/1である、請求項1に記載の梱包用テープ。
【請求項3】
前記層間剥離原紙は、層間剥離原紙のうち前記剥離し易い面の離型層側の層である離型層側層の坪量が50〜60g/m2で、かつ前記剥離し易い面の粘着剤層側の層である粘着剤層側層の坪量が20〜50g/m2であることを特徴とする、請求項1または2に記載の梱包用テープ。
【請求項1】
基材と、基材の一方の面側の離型層と、基材の他方の面側の粘着剤層とを有する梱包用テープであって、前記基材は基材表面と平行な剥離し易い面を有する層間剥離原紙からなることを特徴とする、梱包用テープ。
【請求項2】
前記層間剥離原紙は、層間剥離原紙のうち前記剥離し易い面の離型層側の層である離型層側層と、粘着剤層側の層である粘着剤層側層との坪量の比率が、離型層側層の坪量/粘着剤層側層の坪量=1/1〜3/1である、請求項1に記載の梱包用テープ。
【請求項3】
前記層間剥離原紙は、層間剥離原紙のうち前記剥離し易い面の離型層側の層である離型層側層の坪量が50〜60g/m2で、かつ前記剥離し易い面の粘着剤層側の層である粘着剤層側層の坪量が20〜50g/m2であることを特徴とする、請求項1または2に記載の梱包用テープ。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−138133(P2009−138133A)
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2007−317170(P2007−317170)
【出願日】平成19年12月7日(2007.12.7)
【出願人】(595178748)王子タック株式会社 (76)
【出願人】(000241810)北越製紙株式会社 (196)
【出願人】(592181004)国際紙パルプ商事株式会社 (5)
【Fターム(参考)】
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年12月7日(2007.12.7)
【出願人】(595178748)王子タック株式会社 (76)
【出願人】(000241810)北越製紙株式会社 (196)
【出願人】(592181004)国際紙パルプ商事株式会社 (5)
【Fターム(参考)】
[ Back to top ]