
棒材のラック挿入方法及びそのシステム
【課題】小ラックに形成されている多数の支持孔に棒材を挿入する棒材のラック挿入工程の短縮化を図る。
【解決手段】棒材のラック挿入システムは、大ラック押出台上の大ラックから、棒材押込機14の押込みロッド15によって押出された棒材26が、小ラック挿入台上の小ラック24の支持孔38に押込まれる際に、短くて奥まで押込まれないときでも、大ラック押出台と小ラック挿入台の間のピンチローラ装置18により、押込みロッド15を更に駆動して、棒材26の先端部27が小ラック24の端部24Aから突出するように押込み、その先端部27を、頭揃え装置20の棒材ストッパ20Aによって一定量押し込み、全ての棒材26の先端を揃える頭揃えを行なう。
【解決手段】棒材のラック挿入システムは、大ラック押出台上の大ラックから、棒材押込機14の押込みロッド15によって押出された棒材26が、小ラック挿入台上の小ラック24の支持孔38に押込まれる際に、短くて奥まで押込まれないときでも、大ラック押出台と小ラック挿入台の間のピンチローラ装置18により、押込みロッド15を更に駆動して、棒材26の先端部27が小ラック24の端部24Aから突出するように押込み、その先端部27を、頭揃え装置20の棒材ストッパ20Aによって一定量押し込み、全ての棒材26の先端を揃える頭揃えを行なう。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ラックに設けられた複数の挿入孔に棒材を一本ずつ挿入するための棒材のラック挿入方法及びそのシステムに関する。
【背景技術】
【0002】
棒材、例えば電極用炭素棒、機械加工の材料としての金属棒などを、ラックに形成された多数の挿入孔に一本ずつ挿入、セットしておいて、加工工程で用いるために一体で運搬したり、加工工程における必要に応じて挿入孔から一本ずつあるいは複数本押し出して使用することがある。
【0003】
このような方法及びシステムにおいては、同じ形状、長さ、材質、仕様等の棒材を、管理し易いように、より多数の挿入孔が形成された大ラックの各挿入孔に予め挿入、保管しておき、これを、押出機構により一本ずつあるいは複数本押し出すことにより、次工程における加工順序、長さ、仕様、本数等の必要に応じた配列に変更して、小さなラックに形成された支持孔に挿入してセットするようにしている。
【0004】
ここで、例えば図7に示されるラック挿入システム101(非公知)がある。このラック挿入システム101では、予め棒材が挿入、セットされた大ラックLRを、大ラック押出台102上に載置した状態で、棒材押込機103により棒材を一本ずつ押出し、この押し出した棒材を、小ラック挿入台104上の小ラックSRの支持孔に挿入するようにされている。
【0005】
ここで、棒材押込機103の押込みロッドが充分に長ければ、押込みストロークが充分であり、棒材が短くても、一回の押込み動作によって棒材の先端を最も奥まで押込んで先端を揃える、いわゆる、頭揃えをすることができる。
【0006】
しかしながら、棒材押込機103の押込みストロークを充分に長くすると、棒材押込機103の背後のスペースを大きく取らなければならない。このように大きな背後のスペースをとると、工場内に無駄なスペースが発生してしまう。実際上は、図7に示されるように、棒材押込機103の背後には壁109が接近していて、充分なスペースをとることができない。
【0007】
このような場合、棒材が短いとき、棒材押込機による押込みが不充分であるので、棒材の挿入が終了した小ラックSRを、小ラック挿入台104から小ラック移載台105を経て、小ラック待機台106上に移し、ここで棒材第2押込機107によって棒材を更に押込んで、棒材の先端を揃える(頭揃え)ようにしている。
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように、棒材が短いときに棒材第2押込機によって小ラック内の棒材の頭揃えをする必要があるため、この頭揃えのための工程及び時間が必要となり、タクトタイムが長くなってしまうという問題点があった。
【0009】
この発明は、上記問題点に鑑みてなされたものであって、棒材第2押込機を用いることなく、従って棒材第2押込機による頭揃えのための小ラック移載工程が不要で、棒材の頭揃えをすることができ、且つ、無駄なスペースの生じないようにした棒材のラック挿入方法及びシステムを提供することを課題とする。
【課題を解決するための手段】
【0010】
以下の各実施例により上記課題を解決することができる。
【0011】
(1)複数の棒材を、その長手方向に出し入れが可能に平行に保持する大ラックを、載置可能な大ラック押出台と、この大ラック押出台の、前記長手方向に隣接して配置され、前記長手方向に進退自在の押込みロッドを備え、前記大ラック押出台上の前記大ラックに挿入されている前記棒材を長手方向に押出し可能な棒材押込機と、前記大ラック押出台の、前記長手方向における前記棒材押込機と反対側に配置され、これに押出された前記棒材の挿入のための多数の挿入孔を備えた小ラックを載置可能な小ラック挿入台と、前記大ラック押出台と小ラック挿入台との間に配置され、該大ラック押出台を挿通した前記押込みロッドを挟み込んで前記長手方向に送り、且つ、戻すピンチローラ装置と、前記小ラック挿入台の、前記大ラック押出台と反対側の端部に配置され、前記小ラック挿入台上の前記小ラックに挿入されている棒材の、前記大ラック押出台と反対側の端部から突出する先端部の位置を長手方向に揃える頭揃え装置と、を有してなり、前記ピンチローラ装置は、前記小ラック挿入台上の前記小ラックの挿入孔に挿入される棒材を、その先端部が前記小ラックの端部から突出するまで押出し可能とされたことを特徴とする棒材のラック挿入システム。
【0012】
(2)前記頭揃え装置は、前記小ラック挿入台上の前記小ラックに挿入されている前記棒材の長手方向と直交する面内に配置されていて、前記棒材の先端部が当接可能な棒材ストッパと、この棒材ストッパを、当接している前記棒材を押し戻す方向に駆動可能な頭揃えシリンダと、を有してなることを特徴とする(1)に記載の棒材のラック挿入システム。
【0013】
(3)前記頭揃え装置は、前記小ラック挿入台上の前記小ラックに挿入される前記棒材の、前記小ラック挿入台から突出する先端部を検出する先端センサと、この先端センサによる前記先端部の検出信号にもとづいて、前記棒材押込機による棒材押込みを停止させる突出量制御装置と、を有してなることを特徴とする(2)に記載の棒材のラック挿入システム。
【0014】
(4)複数の棒材を、その長手方向に挿入可能な大ラックを、大ラック押出台上に移載する工程と、前記大ラック押出台の、前記長手方向に隣接して配置された棒材押込機の押込みロッドにより、前記大ラック押出台上の前記大ラックに挿入されている前記棒材を長手方向に押出す工程と、この棒材を押出している前記押込みロッドをピンチローラ装置により挟み込んで、前記棒材が、前記大ラック押出台の、前記長手方向における前記棒材押込機と反対側に配置された小ラック挿入台上の小ラックの挿入孔に、前記大ラック押出台と反対側の端部から先端部が突出するまで押込む工程と、前記小ラック挿入台上の前記小ラックに挿入されている棒材の、前記突出している先端部の位置を長手方向に揃える工程と、を有してなる棒材のラック挿入方法。
【0015】
(5)前記先端部の位置を長手方向に揃える工程は、前記突出している先端部を、多くとも前記小ラックの前記先端部まで押し戻す工程を含むことを特徴とする(4)に記載の棒材のラック挿入方法。
【0016】
(6)前記棒材押込機の押込みロッドにより、長手方向に押出す工程の途中で前記ピンチローラ装置により挟み込まれた状態での前記棒材を、前記棒材押込機及び前記ピンチローラ装置を逆転させて、大ラックに戻してから、他の棒材を前記棒材押込機の押込みロッドにより押出す工程に戻ることを特徴とする(4)又は(5)に記載の棒材のラック挿入方法。
【発明の効果】
【0017】
この発明によれば、短い棒材であっても、第2押込みをすることなく棒材を頭揃えして小ラックに挿入することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施例に係る棒材のラック挿入システムの概略を示す平面図
【図2】棒材を貯蔵しておく大ラックを示す斜視図
【図3】棒材が挿入される小ラックを示す図2と同様の斜視図
【図4】本発明の実施例に係る棒材のラック挿入システムに用いられる頭揃え装置及びその周辺を示す斜視図
【図5】同実施例における大ラック押出台及び小ラック挿入台の共通のフォークを示す側面図
【図6】本発明の実施例に係る棒材のラック挿入方法を示すフローチャート
【図7】本発明による改良前の棒材のラック挿入システムの概略を示すブロック図
【発明を実施するための形態】
【0019】
以下本発明の実施例について図面を参照して詳細に説明する。
【実施例1】
【0020】
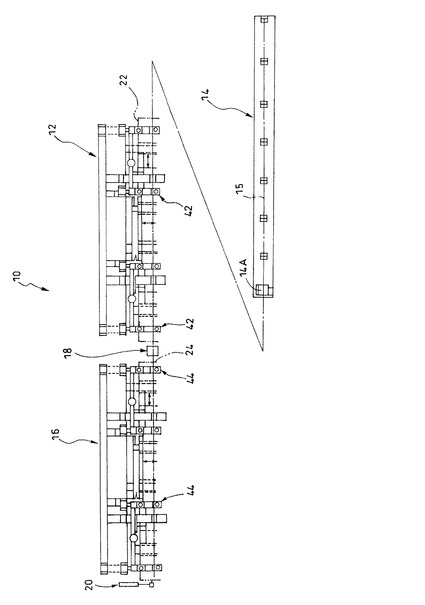
図1に示されるように、この実施例1に係る棒材のラック挿入システム10は、大ラック押出台12と、棒材押込機14と、小ラック挿入台16と、ピンチローラ装置18と、頭揃え装置20と、を備えて構成されている。
【0021】
又、この棒材のラック挿入システム10は、複数の棒材が挿入されている大ラック22から棒材を、棒材押込機14により一本ずつ押出し、ピンチローラ装置18と協動して小ラック24に挿入し、複数の棒材の挿入セットが完了した小ラック24を搬出するものである。
【0022】
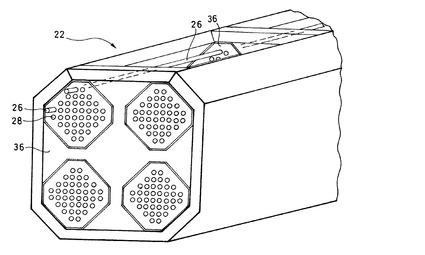
大ラック22(図2参照;詳細後述)は、多数の棒材26を一本ずつ平行に挿入、保持する保持孔28を有し、ここに予め棒材26が挿入セットされている。
【0023】
大ラック押出台12は、大ラック22を載置可能とされ、棒材押込機14は、大ラック押出台12の保持孔28と平行な長手方向に隣接して配置されていて、ピンチローラ14Aにより駆動されて、同長手方向に進退自在の押込みロッド15を有し、この押込みロッド15により、大ラック押出台12上の大ラック22に挿入されている棒材26を長手方向に一本ずつ押出し可能とされている。
【0024】
小ラック挿入台16は、大ラック押出台12の、長手方向における棒材押込機14と反対側に配置され、これにより押し出された棒材26が挿入され得る小ラック24(図3参照;詳細後述)を載置可能とされている。
【0025】
ピンチローラ装置18は、大ラック押出台12と小ラック挿入台16との間に配置され、棒材押込機14の押込みロッド15により押出された棒材26を挟み込んで、その先端部27が、小ラック24における、大ラック押出台12と反対側の端部24Aから突出するまで押込むようにされている。又、このピンチローラ装置18は、大ラック押出台12上の大ラック22から突出した押込みロッド15又は棒材26を上下から挟み込むピンチローラ18A、18Bと、これらの一方又は両方を駆動するためのモータ18Cとから構成されている。
【0026】
ここで、押込みロッド15の長さは、棒材押込機14による突出方向にストロークエンドとなったとき、先端がピンチローラ装置18に到達できる程度とされている。
【0027】
頭揃え装置20は、小ラック挿入台16の、大ラック押出台12と反対側の端部に配置され、図4に拡大して示されるように、小ラック挿入台16上の小ラック24に挿入されている棒材26の、大ラック押出台12と反対側の端部24Aから突出している先端部27を、多くとも、小ラック24の前記端部24Aまで押し戻して、先端部27の長手方向に揃えるようにされている。
【0028】
一方、棒材押込機14は、突出量制御装置30により、小ラック挿入台16上の小ラック24に挿入される棒材26を、その長さが十分であれば棒材26の先端部27が小ラック24の端部24Aから突出するまで押し出し可能とされている。
【0029】
棒材26の長さが不十分(短い)であれば、棒材押込機14のみによって棒材26の先端部27を、小ラック24の端部24Aから突出させることができない。
【0030】
この実施例では、ピンチローラ装置18によって、短い棒材26でも、棒材押込機14の押込みストロークを越えて押込みロッド15を突出させることにより、先端部27が、小ラック24の端部24Aから突出するまで押出すことができる。
【0031】
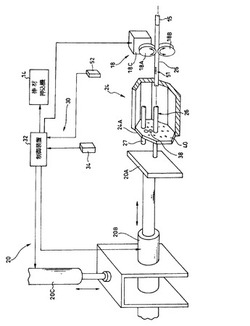
具体的には、図4に示されるように、突出量制御装置30は、ピンチローラ装置18のモータ18Cを制御する制御装置32と、小ラック挿入台16上の、前記端部24A近傍に配置され、棒材26が、小ラック挿入台16上の小ラック24から突出したことを検知する光検出器等からなる先端センサ34とにより構成されていて、棒材26の先端部27が、小ラック24の端部24Aから突出したとき、棒材押込機14のピンチローラ14A及びピンチローラ装置18による押込みを停止するようにされている。なお、ピンチローラ装置18は2つのピンチローラ18A、18Bを、棒材26を挟み込む状態と、相互に離間して、更に小ラック24と干渉しない位置まで退避できるようにされている。
【0032】
又、頭揃え装置20は、小ラック挿入台16上の小ラック24に挿入されている棒材26の長手方向と直交する面内に配置された板状体からなる棒材ストッパ20Aと、この棒材ストッパ20Aを、棒材26の先端部27を押し戻す方向に駆動可能な頭揃えシリンダ20Bと、この頭揃えシリンダ20Bの上下方向位置を調節する上下シリンダ20Cとを備えて構成されている。頭揃えシリンダ20B及び上下シリンダ20Cは、制御装置32によって制御されるようになっている。
【0033】
この実施例では、小ラック24への押込み工程の途中で、挿入を停止し、又、途中まで挿入された棒材26を、大ラック22内に引き戻すことができるようにされている。
【0034】
具体的には、棒材26に、予め、バーコードなどのID51を刻印あるいは印字しておき、これを、ピンチローラ装置18の出側に隣接した位置に設けられたID読取装置52によって読み取り、読み取り結果を制御装置32に出力し、制御装置32では、読み取ったIDから不都合があれば押込機17及びピンチローラ装置18を停止し、更に、これらを、棒材26を小ラック24から引き戻す方向に駆動させ、ピンチローラ装置18によって、棒材26を小ラック24から引き戻し、その一部又は全部を大ラック22に戻すことができるようにされている。
【0035】
ここで、ID51は、例えばバーコードからなり、棒材の、形状、長さ、材質、仕様などの情報とされ、これらの情報が、予め制御装置32に入力されている棒材の情報と異なる場合は、制御装置32は、棒材26が不都合であると判断して、上記のように、棒材26を小ラック24から引き戻すようにしている。
【0036】
上記棒材のラック挿入システム10を構成する各装置及び大ラック22、小ラック24及び棒材26について更に詳細に説明する。ピンチローラ装置18については上記のように説明した。
【0037】
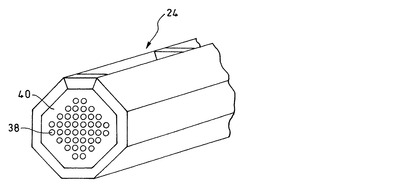
図2及び3に示されるように、大ラック22及び小ラック24は、それぞれ、大ラック押出台12及び小ラック挿入台16とほぼ同一長さの、上面が開口された八角箱形状とされ、その内部に、保持孔28が形成された、複数の支持板36が配置されて、保持孔28に棒材26が挿入可能とされている。又、この支持板36は、例えば棒材26を略6角形に40本配列したものを4組保持できるようにされている。又、小ラック24は、例えば棒材26を略6角形に40本を挿入可能な、支持孔38を有する支持板40を複数有している。
【0038】
棒材押込機14は、押込みロッド15を、ピンチローラ14Aにより挟み込んだ状態でその軸方向に送ることによって、大ラック22の保持孔28に保持された棒材26を1本ずつ押し出して、ピンチローラ装置18を通って隣接する小ラック挿入台16上の空又は一部挿入されている小ラック24における空いている支持孔38に挿入するようにされている。
【0039】
図1、図5に示されるように、大ラック押出台12、小ラック挿入台16は、いずれも、大ラック22又は小ラック24を水平方向に保持し、且つ、これをその長手方向と直交する水平方向及び垂直方向に移動可能なフォーク42、44をそれぞれ2組有し、同方向に大ラック22、小ラック24を出入れできるようにされている。
【0040】
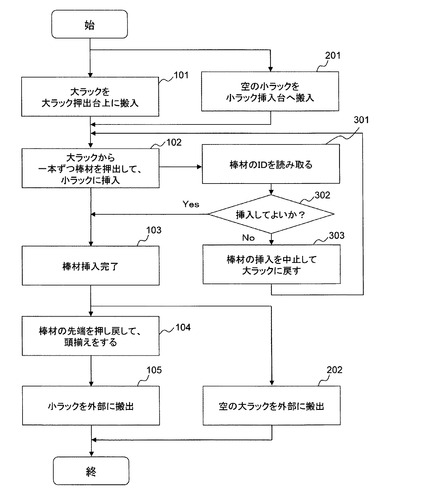
次に、図6を参照して、上記棒材のラック挿入システム10において、棒材26を、大ラック22から押出し、小ラック24に挿入して搬出するまでの過程について説明する。
【0041】
ステップ101において予め、棒材26が挿入、保持された大ラック22が、大ラック押出台12上に搬入され、次のステップ102に進む。
【0042】
同時に、ステップ201において、空又は一部棒材26が挿入されている小ラック24は、小ラック挿入台16上に搬入され、次のステップ102に進む。
【0043】
ステップ102では、棒材押込機14の押込みロッド15をピンチローラ14Aにより往復駆動することによって、大ラック22の支持板36の保持孔28に保持されている棒材26を、1本ずつ、大ラック22から押し出して、ピンチローラ装置18を経て隣接する小ラック挿入台16上の空又は一部棒材26が挿入されている小ラック24の各支持孔38に順次挿入していく。
【0044】
このとき、棒材押込機14の押込みロッド15は、押込まれる棒材26が充分長ければ、一回の押込み動作で、棒材26の先端部27が、先端センサ34に検出され、その棒材26の押し込みが停止されるまで押込むことができる。棒材26が充分に長くない場合、押込みロッド15による押込みがストロークエンドとなった後は、ピンチローラ装置18により押込みロッド15が駆動されて、棒材26が送られその先端部27が、先端センサ34に検出されたとき、その棒材26の押し込みが停止される。
【0045】
棒材押込機14及びピンチローラ装置18により棒材26が小ラック24に押込まれる過程で、棒材26に予め設けられているID51がID読取装置52によって読み取られ(ステップ301参照)、その信号が制御装置32に出力される。
【0046】
制御装置32においては、読み取ったID51から、棒材26を小ラック24に挿入して良いかどうかを判定する(ステップ302参照)。
【0047】
判定の結果、Yesであれば、ステップ103に進む。Noであれば、ステップ303に進み、棒材26の押込みを中止して、ピンチローラ装置18を駆動して、棒材26を逆進させ、小ラック24から大ラック22に戻して、ステップ102に戻る。このとき、棒材押込機14も駆動されて押込みロッド15が棒材26の逆進を邪魔しないようにする。
【0048】
なお、棒材26は、ピンチローラ装置18よりも大ラック22方向に戻すことができないので、完全に大ラック22内に挿入されることはない。
【0049】
大ラック22の支持板36における6組のうちの1組の40本の棒材26が押出された後は、フォーク42により大ラック22が1組分上下左右に移動され、他の組の棒材26の押出が可能とされる。
【0050】
このようにして、小ラック24の全ての支持孔38に、棒材26を、その先端部27が突出した状態で挿入され(ステップ103)、次のステップ104及び202に進む。
【0051】
ステップ104においては、制御装置32によって、頭揃えシリンダ20Bが駆動されて、棒材ストッパ20Aが、小ラック24から突出している棒材26の先端部27に当接して、更にこれを一定量だけ小ラック24内に押し戻して頭揃えする。押し戻し量は、予め、全ての棒材26の先端部27が押込まれるように、且つ、最大で、棒材ストッパ20Aが小ラック24の端部24Aに接触するまでに設定しておく。
【0052】
次のステップ105においては、棒材26が頭揃えされた状態で挿入された小ラック24が、小ラック挿入台16のフォーク44によって、外部に搬出される。
【0053】
ステップ202においては、挿入を終えた大ラック22が、大ラック押出台12から、そのフォーク42によって外部に搬出される。なお、大ラック22は小ラック24の4基分の棒材26を保持しているので、小ラック24の4基につき1回の交換となる。
【0054】
以上のような構成であるので、従来の、棒材押込機の押込みロッドの押込みストロークを充分に取れない場合では、棒材の長さが不十分なとき、棒材が挿入された小ラックを小ラック移載台から直ちに搬出しないで、小ラック待機台に移載してから、棒材第2押込機による2度目の押込みをするが、この実施例においては、棒材押込機の押込みロッドの押込みストロークを充分に取れない場合で、且つ、棒材が短いときでも2度目の押込みなしで奥まで押込むことができるので、棒材挿入後の小ラックの、小ラック待機台への出し入れが不要となり、工程全体として、作業時間を数%低減させることができた。
【0055】
又、工場スペースの点からは、押込みロッドが短くてもよく、且つ、棒材第2押込機が不要であるので、省スペース化、面積効率の向上を図ることができる。
【0056】
なお、上記実施例において、大ラック押出台12、小ラック挿入台16はフォーク42、44を有し、このフォークによって、大ラックあるいは小ラックを受け入れたり搬出したりするようにされているが、これは、他の手段によって移載したり受け入れるようにしても良い。
【0057】
更に、頭揃え装置20は、実施例においては板状の棒材ストッパ20Aと、頭揃えシリンダ20Bとから構成されていて、小ラック24に全ての棒材26が挿入された状態でそれらの先端部27を棒材ストッパ20Aにより押し込んで頭揃えをするようにされているが、棒材ストッパは板状に限定されず棒材26を押込むことができれば他の形状であってもよい。又、棒材ストッパ20Aを、棒材26を、その挿入の都度1本ずつ押し込むようにしても良い。更に、先端センサ34により棒材26の先端部27を検出して、その検出信号により突出量制御装置30を介して、棒材押込機14及び/又はピンチローラ装置18による押込みを一定位置で停止させることにより頭揃えをする頭揃え装置を構成してもよい。
【0058】
更に又、大ラック及び小ラックは略八角筒形状の箱体から構成されているが、本発明は八角形に限定されるものでなく、4角形、6角形あるいは円形であってもよい。
【産業上の利用可能性】
【0059】
この発明は、棒材をラックの支持孔に挿入する際に、棒材の頭揃えの工程を短縮できるので、棒材ラックの挿入に利用することができる。
【符号の説明】
【0060】
10…棒材のラック挿入システム
12…大ラック押出台
14…棒材押込機
14A、18A、18B…ピンチローラ
15…押込みロッド
16…小ラック挿入台
18…ピンチローラ装置
20…頭揃え装置
20A…棒材ストッパ
20B…頭揃えシリンダ
20C…上下シリンダ
22…大ラック
24…小ラック
24A…端部
26…棒材
27…先端部
28…保持孔
30…突出量制御装置
32…制御装置
34…先端センサ
36、40…支持板
38…支持孔
42、44…フォーク
51…ID
52…ID読取装置
【技術分野】
【0001】
本発明は、ラックに設けられた複数の挿入孔に棒材を一本ずつ挿入するための棒材のラック挿入方法及びそのシステムに関する。
【背景技術】
【0002】
棒材、例えば電極用炭素棒、機械加工の材料としての金属棒などを、ラックに形成された多数の挿入孔に一本ずつ挿入、セットしておいて、加工工程で用いるために一体で運搬したり、加工工程における必要に応じて挿入孔から一本ずつあるいは複数本押し出して使用することがある。
【0003】
このような方法及びシステムにおいては、同じ形状、長さ、材質、仕様等の棒材を、管理し易いように、より多数の挿入孔が形成された大ラックの各挿入孔に予め挿入、保管しておき、これを、押出機構により一本ずつあるいは複数本押し出すことにより、次工程における加工順序、長さ、仕様、本数等の必要に応じた配列に変更して、小さなラックに形成された支持孔に挿入してセットするようにしている。
【0004】
ここで、例えば図7に示されるラック挿入システム101(非公知)がある。このラック挿入システム101では、予め棒材が挿入、セットされた大ラックLRを、大ラック押出台102上に載置した状態で、棒材押込機103により棒材を一本ずつ押出し、この押し出した棒材を、小ラック挿入台104上の小ラックSRの支持孔に挿入するようにされている。
【0005】
ここで、棒材押込機103の押込みロッドが充分に長ければ、押込みストロークが充分であり、棒材が短くても、一回の押込み動作によって棒材の先端を最も奥まで押込んで先端を揃える、いわゆる、頭揃えをすることができる。
【0006】
しかしながら、棒材押込機103の押込みストロークを充分に長くすると、棒材押込機103の背後のスペースを大きく取らなければならない。このように大きな背後のスペースをとると、工場内に無駄なスペースが発生してしまう。実際上は、図7に示されるように、棒材押込機103の背後には壁109が接近していて、充分なスペースをとることができない。
【0007】
このような場合、棒材が短いとき、棒材押込機による押込みが不充分であるので、棒材の挿入が終了した小ラックSRを、小ラック挿入台104から小ラック移載台105を経て、小ラック待機台106上に移し、ここで棒材第2押込機107によって棒材を更に押込んで、棒材の先端を揃える(頭揃え)ようにしている。
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように、棒材が短いときに棒材第2押込機によって小ラック内の棒材の頭揃えをする必要があるため、この頭揃えのための工程及び時間が必要となり、タクトタイムが長くなってしまうという問題点があった。
【0009】
この発明は、上記問題点に鑑みてなされたものであって、棒材第2押込機を用いることなく、従って棒材第2押込機による頭揃えのための小ラック移載工程が不要で、棒材の頭揃えをすることができ、且つ、無駄なスペースの生じないようにした棒材のラック挿入方法及びシステムを提供することを課題とする。
【課題を解決するための手段】
【0010】
以下の各実施例により上記課題を解決することができる。
【0011】
(1)複数の棒材を、その長手方向に出し入れが可能に平行に保持する大ラックを、載置可能な大ラック押出台と、この大ラック押出台の、前記長手方向に隣接して配置され、前記長手方向に進退自在の押込みロッドを備え、前記大ラック押出台上の前記大ラックに挿入されている前記棒材を長手方向に押出し可能な棒材押込機と、前記大ラック押出台の、前記長手方向における前記棒材押込機と反対側に配置され、これに押出された前記棒材の挿入のための多数の挿入孔を備えた小ラックを載置可能な小ラック挿入台と、前記大ラック押出台と小ラック挿入台との間に配置され、該大ラック押出台を挿通した前記押込みロッドを挟み込んで前記長手方向に送り、且つ、戻すピンチローラ装置と、前記小ラック挿入台の、前記大ラック押出台と反対側の端部に配置され、前記小ラック挿入台上の前記小ラックに挿入されている棒材の、前記大ラック押出台と反対側の端部から突出する先端部の位置を長手方向に揃える頭揃え装置と、を有してなり、前記ピンチローラ装置は、前記小ラック挿入台上の前記小ラックの挿入孔に挿入される棒材を、その先端部が前記小ラックの端部から突出するまで押出し可能とされたことを特徴とする棒材のラック挿入システム。
【0012】
(2)前記頭揃え装置は、前記小ラック挿入台上の前記小ラックに挿入されている前記棒材の長手方向と直交する面内に配置されていて、前記棒材の先端部が当接可能な棒材ストッパと、この棒材ストッパを、当接している前記棒材を押し戻す方向に駆動可能な頭揃えシリンダと、を有してなることを特徴とする(1)に記載の棒材のラック挿入システム。
【0013】
(3)前記頭揃え装置は、前記小ラック挿入台上の前記小ラックに挿入される前記棒材の、前記小ラック挿入台から突出する先端部を検出する先端センサと、この先端センサによる前記先端部の検出信号にもとづいて、前記棒材押込機による棒材押込みを停止させる突出量制御装置と、を有してなることを特徴とする(2)に記載の棒材のラック挿入システム。
【0014】
(4)複数の棒材を、その長手方向に挿入可能な大ラックを、大ラック押出台上に移載する工程と、前記大ラック押出台の、前記長手方向に隣接して配置された棒材押込機の押込みロッドにより、前記大ラック押出台上の前記大ラックに挿入されている前記棒材を長手方向に押出す工程と、この棒材を押出している前記押込みロッドをピンチローラ装置により挟み込んで、前記棒材が、前記大ラック押出台の、前記長手方向における前記棒材押込機と反対側に配置された小ラック挿入台上の小ラックの挿入孔に、前記大ラック押出台と反対側の端部から先端部が突出するまで押込む工程と、前記小ラック挿入台上の前記小ラックに挿入されている棒材の、前記突出している先端部の位置を長手方向に揃える工程と、を有してなる棒材のラック挿入方法。
【0015】
(5)前記先端部の位置を長手方向に揃える工程は、前記突出している先端部を、多くとも前記小ラックの前記先端部まで押し戻す工程を含むことを特徴とする(4)に記載の棒材のラック挿入方法。
【0016】
(6)前記棒材押込機の押込みロッドにより、長手方向に押出す工程の途中で前記ピンチローラ装置により挟み込まれた状態での前記棒材を、前記棒材押込機及び前記ピンチローラ装置を逆転させて、大ラックに戻してから、他の棒材を前記棒材押込機の押込みロッドにより押出す工程に戻ることを特徴とする(4)又は(5)に記載の棒材のラック挿入方法。
【発明の効果】
【0017】
この発明によれば、短い棒材であっても、第2押込みをすることなく棒材を頭揃えして小ラックに挿入することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施例に係る棒材のラック挿入システムの概略を示す平面図
【図2】棒材を貯蔵しておく大ラックを示す斜視図
【図3】棒材が挿入される小ラックを示す図2と同様の斜視図
【図4】本発明の実施例に係る棒材のラック挿入システムに用いられる頭揃え装置及びその周辺を示す斜視図
【図5】同実施例における大ラック押出台及び小ラック挿入台の共通のフォークを示す側面図
【図6】本発明の実施例に係る棒材のラック挿入方法を示すフローチャート
【図7】本発明による改良前の棒材のラック挿入システムの概略を示すブロック図
【発明を実施するための形態】
【0019】
以下本発明の実施例について図面を参照して詳細に説明する。
【実施例1】
【0020】
図1に示されるように、この実施例1に係る棒材のラック挿入システム10は、大ラック押出台12と、棒材押込機14と、小ラック挿入台16と、ピンチローラ装置18と、頭揃え装置20と、を備えて構成されている。
【0021】
又、この棒材のラック挿入システム10は、複数の棒材が挿入されている大ラック22から棒材を、棒材押込機14により一本ずつ押出し、ピンチローラ装置18と協動して小ラック24に挿入し、複数の棒材の挿入セットが完了した小ラック24を搬出するものである。
【0022】
大ラック22(図2参照;詳細後述)は、多数の棒材26を一本ずつ平行に挿入、保持する保持孔28を有し、ここに予め棒材26が挿入セットされている。
【0023】
大ラック押出台12は、大ラック22を載置可能とされ、棒材押込機14は、大ラック押出台12の保持孔28と平行な長手方向に隣接して配置されていて、ピンチローラ14Aにより駆動されて、同長手方向に進退自在の押込みロッド15を有し、この押込みロッド15により、大ラック押出台12上の大ラック22に挿入されている棒材26を長手方向に一本ずつ押出し可能とされている。
【0024】
小ラック挿入台16は、大ラック押出台12の、長手方向における棒材押込機14と反対側に配置され、これにより押し出された棒材26が挿入され得る小ラック24(図3参照;詳細後述)を載置可能とされている。
【0025】
ピンチローラ装置18は、大ラック押出台12と小ラック挿入台16との間に配置され、棒材押込機14の押込みロッド15により押出された棒材26を挟み込んで、その先端部27が、小ラック24における、大ラック押出台12と反対側の端部24Aから突出するまで押込むようにされている。又、このピンチローラ装置18は、大ラック押出台12上の大ラック22から突出した押込みロッド15又は棒材26を上下から挟み込むピンチローラ18A、18Bと、これらの一方又は両方を駆動するためのモータ18Cとから構成されている。
【0026】
ここで、押込みロッド15の長さは、棒材押込機14による突出方向にストロークエンドとなったとき、先端がピンチローラ装置18に到達できる程度とされている。
【0027】
頭揃え装置20は、小ラック挿入台16の、大ラック押出台12と反対側の端部に配置され、図4に拡大して示されるように、小ラック挿入台16上の小ラック24に挿入されている棒材26の、大ラック押出台12と反対側の端部24Aから突出している先端部27を、多くとも、小ラック24の前記端部24Aまで押し戻して、先端部27の長手方向に揃えるようにされている。
【0028】
一方、棒材押込機14は、突出量制御装置30により、小ラック挿入台16上の小ラック24に挿入される棒材26を、その長さが十分であれば棒材26の先端部27が小ラック24の端部24Aから突出するまで押し出し可能とされている。
【0029】
棒材26の長さが不十分(短い)であれば、棒材押込機14のみによって棒材26の先端部27を、小ラック24の端部24Aから突出させることができない。
【0030】
この実施例では、ピンチローラ装置18によって、短い棒材26でも、棒材押込機14の押込みストロークを越えて押込みロッド15を突出させることにより、先端部27が、小ラック24の端部24Aから突出するまで押出すことができる。
【0031】
具体的には、図4に示されるように、突出量制御装置30は、ピンチローラ装置18のモータ18Cを制御する制御装置32と、小ラック挿入台16上の、前記端部24A近傍に配置され、棒材26が、小ラック挿入台16上の小ラック24から突出したことを検知する光検出器等からなる先端センサ34とにより構成されていて、棒材26の先端部27が、小ラック24の端部24Aから突出したとき、棒材押込機14のピンチローラ14A及びピンチローラ装置18による押込みを停止するようにされている。なお、ピンチローラ装置18は2つのピンチローラ18A、18Bを、棒材26を挟み込む状態と、相互に離間して、更に小ラック24と干渉しない位置まで退避できるようにされている。
【0032】
又、頭揃え装置20は、小ラック挿入台16上の小ラック24に挿入されている棒材26の長手方向と直交する面内に配置された板状体からなる棒材ストッパ20Aと、この棒材ストッパ20Aを、棒材26の先端部27を押し戻す方向に駆動可能な頭揃えシリンダ20Bと、この頭揃えシリンダ20Bの上下方向位置を調節する上下シリンダ20Cとを備えて構成されている。頭揃えシリンダ20B及び上下シリンダ20Cは、制御装置32によって制御されるようになっている。
【0033】
この実施例では、小ラック24への押込み工程の途中で、挿入を停止し、又、途中まで挿入された棒材26を、大ラック22内に引き戻すことができるようにされている。
【0034】
具体的には、棒材26に、予め、バーコードなどのID51を刻印あるいは印字しておき、これを、ピンチローラ装置18の出側に隣接した位置に設けられたID読取装置52によって読み取り、読み取り結果を制御装置32に出力し、制御装置32では、読み取ったIDから不都合があれば押込機17及びピンチローラ装置18を停止し、更に、これらを、棒材26を小ラック24から引き戻す方向に駆動させ、ピンチローラ装置18によって、棒材26を小ラック24から引き戻し、その一部又は全部を大ラック22に戻すことができるようにされている。
【0035】
ここで、ID51は、例えばバーコードからなり、棒材の、形状、長さ、材質、仕様などの情報とされ、これらの情報が、予め制御装置32に入力されている棒材の情報と異なる場合は、制御装置32は、棒材26が不都合であると判断して、上記のように、棒材26を小ラック24から引き戻すようにしている。
【0036】
上記棒材のラック挿入システム10を構成する各装置及び大ラック22、小ラック24及び棒材26について更に詳細に説明する。ピンチローラ装置18については上記のように説明した。
【0037】
図2及び3に示されるように、大ラック22及び小ラック24は、それぞれ、大ラック押出台12及び小ラック挿入台16とほぼ同一長さの、上面が開口された八角箱形状とされ、その内部に、保持孔28が形成された、複数の支持板36が配置されて、保持孔28に棒材26が挿入可能とされている。又、この支持板36は、例えば棒材26を略6角形に40本配列したものを4組保持できるようにされている。又、小ラック24は、例えば棒材26を略6角形に40本を挿入可能な、支持孔38を有する支持板40を複数有している。
【0038】
棒材押込機14は、押込みロッド15を、ピンチローラ14Aにより挟み込んだ状態でその軸方向に送ることによって、大ラック22の保持孔28に保持された棒材26を1本ずつ押し出して、ピンチローラ装置18を通って隣接する小ラック挿入台16上の空又は一部挿入されている小ラック24における空いている支持孔38に挿入するようにされている。
【0039】
図1、図5に示されるように、大ラック押出台12、小ラック挿入台16は、いずれも、大ラック22又は小ラック24を水平方向に保持し、且つ、これをその長手方向と直交する水平方向及び垂直方向に移動可能なフォーク42、44をそれぞれ2組有し、同方向に大ラック22、小ラック24を出入れできるようにされている。
【0040】
次に、図6を参照して、上記棒材のラック挿入システム10において、棒材26を、大ラック22から押出し、小ラック24に挿入して搬出するまでの過程について説明する。
【0041】
ステップ101において予め、棒材26が挿入、保持された大ラック22が、大ラック押出台12上に搬入され、次のステップ102に進む。
【0042】
同時に、ステップ201において、空又は一部棒材26が挿入されている小ラック24は、小ラック挿入台16上に搬入され、次のステップ102に進む。
【0043】
ステップ102では、棒材押込機14の押込みロッド15をピンチローラ14Aにより往復駆動することによって、大ラック22の支持板36の保持孔28に保持されている棒材26を、1本ずつ、大ラック22から押し出して、ピンチローラ装置18を経て隣接する小ラック挿入台16上の空又は一部棒材26が挿入されている小ラック24の各支持孔38に順次挿入していく。
【0044】
このとき、棒材押込機14の押込みロッド15は、押込まれる棒材26が充分長ければ、一回の押込み動作で、棒材26の先端部27が、先端センサ34に検出され、その棒材26の押し込みが停止されるまで押込むことができる。棒材26が充分に長くない場合、押込みロッド15による押込みがストロークエンドとなった後は、ピンチローラ装置18により押込みロッド15が駆動されて、棒材26が送られその先端部27が、先端センサ34に検出されたとき、その棒材26の押し込みが停止される。
【0045】
棒材押込機14及びピンチローラ装置18により棒材26が小ラック24に押込まれる過程で、棒材26に予め設けられているID51がID読取装置52によって読み取られ(ステップ301参照)、その信号が制御装置32に出力される。
【0046】
制御装置32においては、読み取ったID51から、棒材26を小ラック24に挿入して良いかどうかを判定する(ステップ302参照)。
【0047】
判定の結果、Yesであれば、ステップ103に進む。Noであれば、ステップ303に進み、棒材26の押込みを中止して、ピンチローラ装置18を駆動して、棒材26を逆進させ、小ラック24から大ラック22に戻して、ステップ102に戻る。このとき、棒材押込機14も駆動されて押込みロッド15が棒材26の逆進を邪魔しないようにする。
【0048】
なお、棒材26は、ピンチローラ装置18よりも大ラック22方向に戻すことができないので、完全に大ラック22内に挿入されることはない。
【0049】
大ラック22の支持板36における6組のうちの1組の40本の棒材26が押出された後は、フォーク42により大ラック22が1組分上下左右に移動され、他の組の棒材26の押出が可能とされる。
【0050】
このようにして、小ラック24の全ての支持孔38に、棒材26を、その先端部27が突出した状態で挿入され(ステップ103)、次のステップ104及び202に進む。
【0051】
ステップ104においては、制御装置32によって、頭揃えシリンダ20Bが駆動されて、棒材ストッパ20Aが、小ラック24から突出している棒材26の先端部27に当接して、更にこれを一定量だけ小ラック24内に押し戻して頭揃えする。押し戻し量は、予め、全ての棒材26の先端部27が押込まれるように、且つ、最大で、棒材ストッパ20Aが小ラック24の端部24Aに接触するまでに設定しておく。
【0052】
次のステップ105においては、棒材26が頭揃えされた状態で挿入された小ラック24が、小ラック挿入台16のフォーク44によって、外部に搬出される。
【0053】
ステップ202においては、挿入を終えた大ラック22が、大ラック押出台12から、そのフォーク42によって外部に搬出される。なお、大ラック22は小ラック24の4基分の棒材26を保持しているので、小ラック24の4基につき1回の交換となる。
【0054】
以上のような構成であるので、従来の、棒材押込機の押込みロッドの押込みストロークを充分に取れない場合では、棒材の長さが不十分なとき、棒材が挿入された小ラックを小ラック移載台から直ちに搬出しないで、小ラック待機台に移載してから、棒材第2押込機による2度目の押込みをするが、この実施例においては、棒材押込機の押込みロッドの押込みストロークを充分に取れない場合で、且つ、棒材が短いときでも2度目の押込みなしで奥まで押込むことができるので、棒材挿入後の小ラックの、小ラック待機台への出し入れが不要となり、工程全体として、作業時間を数%低減させることができた。
【0055】
又、工場スペースの点からは、押込みロッドが短くてもよく、且つ、棒材第2押込機が不要であるので、省スペース化、面積効率の向上を図ることができる。
【0056】
なお、上記実施例において、大ラック押出台12、小ラック挿入台16はフォーク42、44を有し、このフォークによって、大ラックあるいは小ラックを受け入れたり搬出したりするようにされているが、これは、他の手段によって移載したり受け入れるようにしても良い。
【0057】
更に、頭揃え装置20は、実施例においては板状の棒材ストッパ20Aと、頭揃えシリンダ20Bとから構成されていて、小ラック24に全ての棒材26が挿入された状態でそれらの先端部27を棒材ストッパ20Aにより押し込んで頭揃えをするようにされているが、棒材ストッパは板状に限定されず棒材26を押込むことができれば他の形状であってもよい。又、棒材ストッパ20Aを、棒材26を、その挿入の都度1本ずつ押し込むようにしても良い。更に、先端センサ34により棒材26の先端部27を検出して、その検出信号により突出量制御装置30を介して、棒材押込機14及び/又はピンチローラ装置18による押込みを一定位置で停止させることにより頭揃えをする頭揃え装置を構成してもよい。
【0058】
更に又、大ラック及び小ラックは略八角筒形状の箱体から構成されているが、本発明は八角形に限定されるものでなく、4角形、6角形あるいは円形であってもよい。
【産業上の利用可能性】
【0059】
この発明は、棒材をラックの支持孔に挿入する際に、棒材の頭揃えの工程を短縮できるので、棒材ラックの挿入に利用することができる。
【符号の説明】
【0060】
10…棒材のラック挿入システム
12…大ラック押出台
14…棒材押込機
14A、18A、18B…ピンチローラ
15…押込みロッド
16…小ラック挿入台
18…ピンチローラ装置
20…頭揃え装置
20A…棒材ストッパ
20B…頭揃えシリンダ
20C…上下シリンダ
22…大ラック
24…小ラック
24A…端部
26…棒材
27…先端部
28…保持孔
30…突出量制御装置
32…制御装置
34…先端センサ
36、40…支持板
38…支持孔
42、44…フォーク
51…ID
52…ID読取装置
【特許請求の範囲】
【請求項1】
複数の棒材を、その長手方向に出し入れが可能に平行に保持する大ラックを、載置可能な大ラック押出台と、
この大ラック押出台の、前記長手方向に隣接して配置され、前記長手方向に進退自在の押込みロッドを備え、前記大ラック押出台上の前記大ラックに挿入されている前記棒材を長手方向に押出し可能な棒材押込機と、
前記大ラック押出台の、前記長手方向における前記棒材押込機と反対側に配置され、これに押出された前記棒材の挿入のための多数の挿入孔を備えた小ラックを載置可能な小ラック挿入台と、
前記大ラック押出台と小ラック挿入台との間に配置され、該大ラック押出台を挿通した前記押込みロッドを挟み込んで前記長手方向に送り、且つ、戻すピンチローラ装置と、
前記小ラック挿入台の、前記大ラック押出台と反対側の端部に配置され、前記小ラック挿入台上の前記小ラックに挿入されている棒材の、前記大ラック押出台と反対側の端部から突出する先端部の位置を長手方向に揃える頭揃え装置と、
を有してなり、
前記ピンチローラ装置は、前記小ラック挿入台上の前記小ラックの挿入孔に挿入される棒材を、その先端部が前記小ラックの端部から突出するまで押出し可能とされたことを特徴とする棒材のラック挿入システム。
【請求項2】
請求項1において、
前記頭揃え装置は、前記小ラック挿入台上の前記小ラックに挿入されている前記棒材の長手方向と直交する面内に配置されていて、前記棒材の先端部が当接可能な棒材ストッパと、この棒材ストッパを、当接している前記棒材を押し戻す方向に駆動可能な頭揃えシリンダと、を有してなることを特徴とする棒材のラック挿入システム。
【請求項3】
請求項2において、
前記頭揃え装置は、前記小ラック挿入台上の前記小ラックに挿入される前記棒材の、前記小ラック挿入台から突出する先端部を検出する先端センサと、この先端センサによる前記先端部の検出信号にもとづいて、前記棒材押込機による棒材押込みを停止させる突出量制御装置と、を有してなることを特徴とする棒材のラック挿入システム。
【請求項4】
複数の棒材を、その長手方向に挿入可能な大ラックを、大ラック押出台上に移載する工程と、
前記大ラック押出台の、前記長手方向に隣接して、配置された棒材押込機の押込みロッドにより、前記大ラック押出台上の前記大ラックに挿入されている前記棒材を長手方向に押出す工程と、この棒材を押出している前記押込みロッドをピンチローラ装置により挟み込んで、前記棒材が、前記大ラック押出台の、前記長手方向における前記棒材押込機と反対側に配置された小ラック挿入台上の小ラックの挿入孔に、前記大ラック押出台と反対側の端部から先端部が突出するまで押込む工程と、
前記小ラック挿入台上の前記小ラックに挿入されている棒材の、前記突出している先端部の位置を長手方向に揃える工程と、
を有してなる棒材のラック挿入方法。
【請求項5】
請求項4において、
前記先端部の位置を長手方向に揃える工程は、前記突出している先端部を、多くとも前記小ラックの前記先端部まで押し戻す工程を含むことを特徴とする棒材のラック挿入方法。
【請求項6】
請求項4又は5において、
前記棒材押込機の押込みロッドにより、長手方向に押出す工程の途中で前記ピンチローラ装置により挟み込まれた状態での前記棒材を、前記棒材押込機及び前記ピンチローラ装置を逆転させて、大ラックに戻してから、他の棒材を前記棒材押込機の押込みロッドにより押出す工程に戻ることを特徴とする棒材のラック挿入方法。
【請求項1】
複数の棒材を、その長手方向に出し入れが可能に平行に保持する大ラックを、載置可能な大ラック押出台と、
この大ラック押出台の、前記長手方向に隣接して配置され、前記長手方向に進退自在の押込みロッドを備え、前記大ラック押出台上の前記大ラックに挿入されている前記棒材を長手方向に押出し可能な棒材押込機と、
前記大ラック押出台の、前記長手方向における前記棒材押込機と反対側に配置され、これに押出された前記棒材の挿入のための多数の挿入孔を備えた小ラックを載置可能な小ラック挿入台と、
前記大ラック押出台と小ラック挿入台との間に配置され、該大ラック押出台を挿通した前記押込みロッドを挟み込んで前記長手方向に送り、且つ、戻すピンチローラ装置と、
前記小ラック挿入台の、前記大ラック押出台と反対側の端部に配置され、前記小ラック挿入台上の前記小ラックに挿入されている棒材の、前記大ラック押出台と反対側の端部から突出する先端部の位置を長手方向に揃える頭揃え装置と、
を有してなり、
前記ピンチローラ装置は、前記小ラック挿入台上の前記小ラックの挿入孔に挿入される棒材を、その先端部が前記小ラックの端部から突出するまで押出し可能とされたことを特徴とする棒材のラック挿入システム。
【請求項2】
請求項1において、
前記頭揃え装置は、前記小ラック挿入台上の前記小ラックに挿入されている前記棒材の長手方向と直交する面内に配置されていて、前記棒材の先端部が当接可能な棒材ストッパと、この棒材ストッパを、当接している前記棒材を押し戻す方向に駆動可能な頭揃えシリンダと、を有してなることを特徴とする棒材のラック挿入システム。
【請求項3】
請求項2において、
前記頭揃え装置は、前記小ラック挿入台上の前記小ラックに挿入される前記棒材の、前記小ラック挿入台から突出する先端部を検出する先端センサと、この先端センサによる前記先端部の検出信号にもとづいて、前記棒材押込機による棒材押込みを停止させる突出量制御装置と、を有してなることを特徴とする棒材のラック挿入システム。
【請求項4】
複数の棒材を、その長手方向に挿入可能な大ラックを、大ラック押出台上に移載する工程と、
前記大ラック押出台の、前記長手方向に隣接して、配置された棒材押込機の押込みロッドにより、前記大ラック押出台上の前記大ラックに挿入されている前記棒材を長手方向に押出す工程と、この棒材を押出している前記押込みロッドをピンチローラ装置により挟み込んで、前記棒材が、前記大ラック押出台の、前記長手方向における前記棒材押込機と反対側に配置された小ラック挿入台上の小ラックの挿入孔に、前記大ラック押出台と反対側の端部から先端部が突出するまで押込む工程と、
前記小ラック挿入台上の前記小ラックに挿入されている棒材の、前記突出している先端部の位置を長手方向に揃える工程と、
を有してなる棒材のラック挿入方法。
【請求項5】
請求項4において、
前記先端部の位置を長手方向に揃える工程は、前記突出している先端部を、多くとも前記小ラックの前記先端部まで押し戻す工程を含むことを特徴とする棒材のラック挿入方法。
【請求項6】
請求項4又は5において、
前記棒材押込機の押込みロッドにより、長手方向に押出す工程の途中で前記ピンチローラ装置により挟み込まれた状態での前記棒材を、前記棒材押込機及び前記ピンチローラ装置を逆転させて、大ラックに戻してから、他の棒材を前記棒材押込機の押込みロッドにより押出す工程に戻ることを特徴とする棒材のラック挿入方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−269927(P2010−269927A)
【公開日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願番号】特願2009−125319(P2009−125319)
【出願日】平成21年5月25日(2009.5.25)
【出願人】(592053778)株式会社日本設計工業 (18)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願日】平成21年5月25日(2009.5.25)
【出願人】(592053778)株式会社日本設計工業 (18)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]