
棒状ワーク撮像装置および棒状ワークの先端同心判定装置
【課題】測定時間を短縮できると共に、高い精度で棒状ワークを管理できる棒状ワーク撮像装置および棒状ワークの先端同心判定装置を提供する。
【解決手段】鏡筒13にビームスプリッター42、43を設け、対物レンズ41からの像光を3つの光路P1〜P3に分光し、各光路P1〜P3の像光を拡大して、カメラ14、15、16で撮像する。ビームスプリッター42、43の光軸の中心位置をずらすことで、鏡筒13に連なるカメラ14で先端加工部21を撮像し、カメラ15で本体ストレート部23の一方の輪郭を撮像し、カメラ16で本体ストレート部23の他方の輪郭を撮像する。これらカメラ14、15、16の撮像信号を解析し、先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致するかどうかにより、棒状ワーク10の良否を判定する。
【解決手段】鏡筒13にビームスプリッター42、43を設け、対物レンズ41からの像光を3つの光路P1〜P3に分光し、各光路P1〜P3の像光を拡大して、カメラ14、15、16で撮像する。ビームスプリッター42、43の光軸の中心位置をずらすことで、鏡筒13に連なるカメラ14で先端加工部21を撮像し、カメラ15で本体ストレート部23の一方の輪郭を撮像し、カメラ16で本体ストレート部23の他方の輪郭を撮像する。これらカメラ14、15、16の撮像信号を解析し、先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致するかどうかにより、棒状ワーク10の良否を判定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、先端加工部を有する棒状ワークを撮像するための棒状ワーク撮像装置、およびこのような棒状ワークの良否を管理するための棒状ワークの先端同心判定装置に関するものである。
【背景技術】
【0002】
金属の薄板等に小孔を穿設するのに、先端加工部を有する棒状の加工ツール(以下、棒状ワークと称する)が使用される場合がある。このような棒状ワークを使って高精度の小孔を穿設する場合、棒状ワークの寸法ズレや偏心が起こらないように、棒状ワークの形状を精度良く管理する必要がある。例えばカメラで棒状ワークの全体像を撮像し、この撮像画像を解析して、その先端加工部の中心が軸中心にあり、偏心が生じていないかどうかをチェックすることが考えられる。このようなカメラを用いた光学的な手法により、対象物をアライメント管理を行うものとしては、カメラで対象物のマークを撮像し、撮像されたマークを用いて対象物をアライメントさせるものが提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−19147号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような、単一のカメラにより、棒状ワークの全体像を撮像し、この撮像画像を解析する手法において、棒状ワークが例えば薄板に数マイクロメーターの小孔を穿設するもののような場合には、その形状の良否の判定が困難となる。つまり、小孔に対応する先端加工部の径が数マイクロメーターのオーダーとなるのに対し、先端加工部を支持する本体部分が、その径において数ミリメートルのオーダーに、またその長さにおいて数センチメートルのオーダーになることが想定される。このため、カメラの撮像倍率を棒状ワークの全体画像を視野内に取り込む倍率に設定すると、先端加工部の撮像画像は非常に小さくなってしまう。また、この場合、全体画像に対してフォーカスが設定されてしまうと、先端加工部の細部のフォーカスが十分でなくなる。このため、先端加工部の画像を解析して、形状の良否を判定するのが難しくなる。
【0005】
かかる場合、例えば複数のカメラを並べて配置し、各カメラで、棒状ワークの先端加工部や両端のストレート部を個々に撮像することが考えられる。しかし、棒状ワークを撮像するための限られたスペースに、複数のカメラを並べて配置するのは物理的に困難である。また、複数のカメラを並べて配置して、棒状ワークの先端加工部や両端のストレート部を撮像する場合には、各カメラ毎に、撮像位置を設定し、フォーカスを設定する必要があり、作業が煩雑になる。さらに、複数のカメラの相互間において、精度良くキャリブレーションを行う必要がある。
【0006】
本発明は、簡単な構造で且つ高い精度で、棒状ワークを撮像することができる棒状ワーク撮像装置および棒状ワークの先端同心判定装置を提供することを課題としている。
【課題を解決するための手段】
【0007】
本発明の棒状ワーク撮像装置は、先端加工部と、本体ストレート部とを有する棒状ワークを撮像する棒状ワーク撮像装置であって、対物レンズを有する鏡筒と、鏡筒に連なり、先端加工部を撮像する第1カメラと、鏡筒と第1カメラとの間の光路に介設され、光路に対し相互に逆方向に位置ズレさせて配置した第1ビームスプリッターおよび第2ビームスプリッターと、第1ビームスプリッターを介して、本体ストレート部の一方の輪郭を撮像する第2カメラと、第2ビームスプリッターを介して、本体ストレート部の他方の輪郭を撮像する第3カメラと、を備えたことを特徴とする。
【0008】
この構成によれば、第1のカメラにより、棒状ワークにおける先端加工部の拡大画像を撮像し、第2のカメラにより、本体ストレート部における一方の輪郭の拡大画像を撮像し、第3のカメラにより、本体ストレート部における他方の輪郭の拡大画像を撮像することができる。また、第2カメラを、鏡筒と第1カメラとの間の光路上に設けた第1ビームスプリッターを介して配設し、第3カメラを、光路上に設けた第2ビームスプリッターを介して配設しているため、全体として縦長に且つコンパクトに構成することができる。したがって、簡単な構造で且つ高い精度で、棒状ワークを撮像することができる。
【0009】
この場合、第1ビームスプリッターは、一方の輪郭が第2カメラの視野中心に来るように、第2ビームスプリッターは、他方の輪郭が第3カメラの視野中心に来るように、それぞれ位置ズレして配置されていることが好ましい。
【0010】
この構成によれば、第1ビームスプリッターを一方の輪郭が第2カメラの視野中心に来るように位置ズレさせ、第2ビームスプリッターを他方の輪郭が第3カメラの視野中心に来るように位置ズレさせることで、第2のカメラで本体ストレート部の一方の輪郭を確実に撮像することができ、また第3のカメラで本体ストレート部の他方の輪郭を確実に撮像することができる。
【0011】
本発明のワークの先端同心判定装置は、上述の棒状ワーク撮像装置と、棒状ワークを基部でチャックするチャック手段と、棒状ワーク撮像装置に対し、チャック手段を介して棒状ワークを軸方向に相対的に進退させる進退動手段と、棒状ワーク撮像装置および進退動手段を制御し、棒状ワークを進退させながら、第1カメラにより先端加工部を撮像し、第2カメラにより本体ストレート部の一方の輪郭を撮像し、第3カメラにより本体ストレート部の一方の輪郭を撮像する、撮像動作を実施する制御手段と、第1カメラの撮像結果と、第2カメラおよび第3カメラの撮像結果とを画像処理し、先端加工部の軸心と本体ストレート部の軸心とが合致しているか否かを判定する、判定動作を実施する同軸判定手段と、を備えたことを特徴とする。
【0012】
この構成によれば、各カメラの撮像結果から、先端加工部の軸心と本体ストレート部の軸心とを求め、求められた先端加工部の軸心と本体ストレート部の軸心とが合致しているか否かを判定するようにしているため、棒状ワークの形状の良否を、簡単に且つ精度良く判定することができる。
【0013】
この場合、チャック手段を介して、棒状ワークを所定の角度ピッチで軸心廻りに回転させる回転手段を、更に備え、制御手段は、回転手段を更に制御し、所定の角度ピッチ毎に撮像動作を実施し、同軸判定手段は、全ての角度ピッチにおいて、判定動作を実施すると共に、全ての判定動作において、先端加工部の軸心と本体ストレート部の軸心とが合致しているときに、当該棒状ワークを良品と判定することが好ましい。
【0014】
この構成によれば、所定の角度ピッチ毎に撮像動作を実施し、先端加工部の軸心と本体ストレート部の軸心とが合致しているか否かを判定することで、棒状ワークの偏心状態を精度良く検出・判定することができる。
【0015】
また、棒状ワークは、更に先端加工部と本体ストレート部に連なるテーパー補強部を有し、先端加工部、テーパー補強部および本体ストレート部を一括して撮像する低倍率撮像手段と、棒状ワーク撮像装置および低倍率撮像手段に対し、チャック手段を介して棒状ワークを相対的に且つ交互に臨ませる交互移動手段と、更に備え、制御手段は、低倍率撮像手段および交互移動手段を更に制御し、低倍率撮像手段の撮像結果に基づいて、棒状ワークの先端加工部を棒状ワーク撮像装置に臨ませることが好ましい。
【0016】
この構成によれば、低倍率撮像手段の撮像結果に基づいて、棒状ワークの先端加工部を棒状ワーク撮像装置に臨ませるようにしているため、棒状ワーク撮像装置の視野内に先端加工部を確実に取り込むことができ、棒状ワークの撮像を効率良く行うことができる。
【図面の簡単な説明】
【0017】
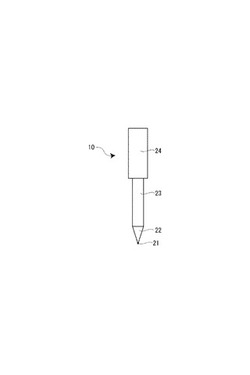
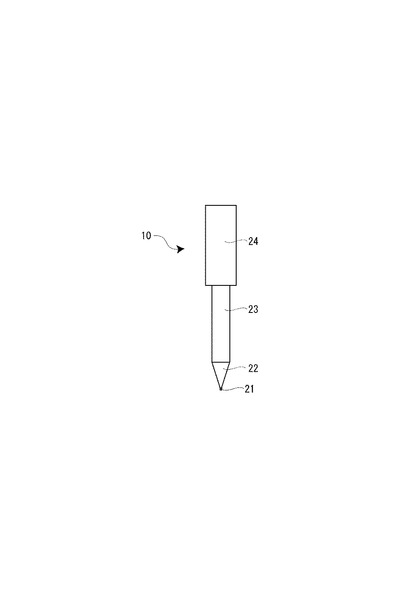
【図1】判定対象となる棒状ワークの外観図である。
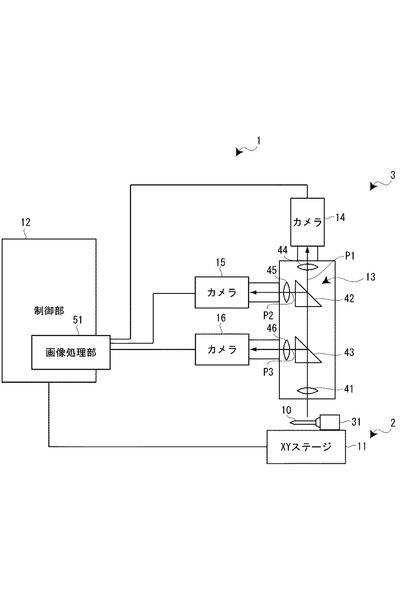
【図2】第1の実施形態に係る棒状ワークの先端同心判定装置の構成を示すブロック図である。
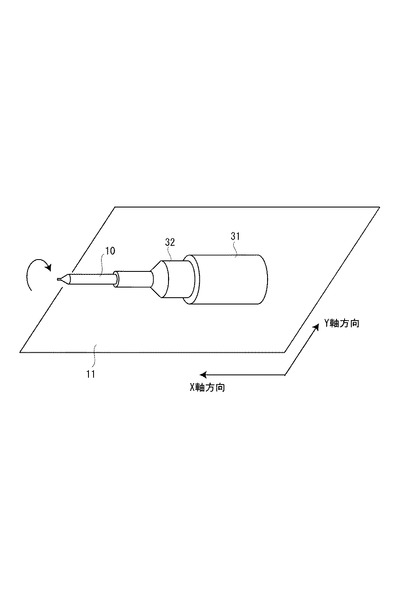
【図3】棒状ワークの先端同心判定装置におけるワーク回転機構の説明図である。
【図4】棒状ワークの先端同心判定装置における光路および撮像画像の説明図である。
【図5】棒状ワークの先端同心判定装置における光路および撮像画像の説明図である。
【図6】各カメラによる棒状ワークの撮像部位(視野)の説明図である。
【図7】棒状ワークの先端同心判定装置における良否判定処理を説明するフローチャートである。
【図8】棒状ワークの先端同心判定装置における低倍率カメラの説明図である。
【発明を実施するための形態】
【0018】
以下、添付の図面を参照して、本発明の一実施形態に係る棒状ワーク撮像装置を適用した棒状ワークの先端同心判定装置(以下、単に「先端同心判定装置」という)について説明する。この先端同心判定装置は、製造した棒状ワークの先端部に芯ズレが生じているか否か等の、形状の良否を光学的に判定するものである。以下、理解を容易にすべく、棒状ワークの構造から説明する。
【0019】
図1は、棒状ワーク10の外観図であり、同図に示すように、棒状ワーク10は、先端加工部21と、この先端加工部21に連なるテーパー補強部22と、テーパー補強部22に連なる本体ストレート部23と、本体ストレート部23に連なる装置取付け部24と、を有している。先端加工部21は、その径が数マイクロメーターのオーダーのものであり、本体ストレート部23は、その径が数ミリメートルのオーダーであって、長さが数センチメートルのオーダーのもとなっている。このように構成された棒状ワーク10は、例えばプレス穴あけ装置に搭載され、板金に精密な小孔を穿設するポンチとして使用される。
【0020】
図2は、先端同心判定装置1の構成を示すブロック図であり、同図に示すように、先端同心判定装置1は、棒状ワーク10を搭載し、棒状ワーク10を軸方向に進退させると共に軸心廻りに回転させるワーク移動部2と、ワーク移動部2に搭載された棒状ワーク10を撮像するワーク撮像部3(ワーク撮像装置)と、ワーク移動部2およびワーク撮像部3を制御する制御部12(制御手段)と、を備えている。
【0021】
図2および図3に示すように、ワーク移動部2は、搭載した棒状ワーク10を、その軸方向であるX軸方向およびこれに直交するY軸方向に移動させるX−Yステージ11(進退動手段)と、X−Yステージ11上に配設され、棒状ワーク10を回転させるワーク回転機構31(回転手段)と、を有している。また、ワーク回転機構31は、棒状ワーク10をその装置取付け部24の部分でチャッキングするチャック部32(チャック手段)と、チャック部32を介して、棒状ワーク10を軸心廻りに間欠回転させる機構本体33と、で構成されている(図3参照)。
【0022】
そして、X−Yステージ11およびワーク回転機構31(機構本体33)は、それぞれ制御部12に接続されている。X−Yステージ11は、制御部12からの指令により、棒状ワーク10をX軸方向およびY軸方向に移動(進退)させる。一方、ワーク回転機構31は、制御部12からの指令により、棒状ワーク10をその軸心廻り所望の角度ピッチで間欠回転させる。
【0023】
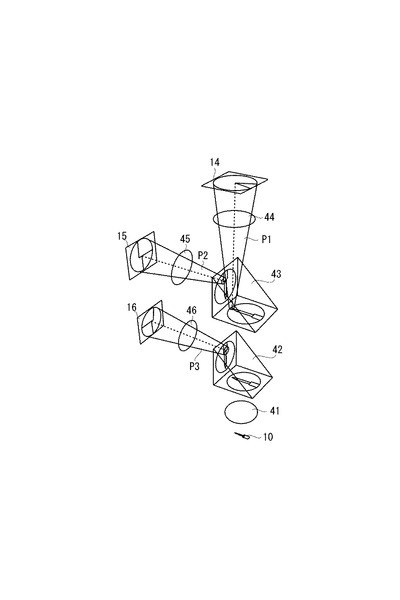
図2に示すように、ワーク撮像部3は、先端をX−Yステージ11上の棒状ワーク10に臨ませた鏡筒13と、鏡筒13の基端部に接続した第1カメラ14と、鏡筒13の側部基端側に接続した第2カメラ15、鏡筒13の側部先端側に接続した第3カメラ16と、を備えている。
また、鏡筒13は光路上において、先端部に設けた対物レンズ41と、先端側の第2ビームスプリッター43と、基端側の第1ビームスプリッター42と、第1カメラ14に対応する第1接眼レンズ44と、第2カメラ15に対応する第2接眼レンズ45と、第3カメラ16対応する第3接眼レンズ46と、を有している。
【0024】
対物レンズ41は、検査対象の棒状ワーク10からの光を集光して鏡筒13内に導く。第2ビームスプリッター43は、対物レンズ41からの像光を、第3接眼レンズ46に向かう光路と、第1ビームスプリッター42に向かう光路とに分光する。同様に、第1ビームスプリッター42は、第2ビームスプリッター43からの像光を、第1接眼レンズ44に向かう光路と、第2接眼レンズ45に向かう光路とに分光する。
【0025】
すなわち、検査対象の棒状ワーク10からの像光は、対物レンズ41から、第2ビームスプリッター43および第1ビームスプリッター42を介して第1接眼レンズ44に向かう第1光路P1と、対物レンズ41から、第2ビームスプリッター43を介し、第1ビームスプリッター42で分光されて第2接眼レンズ45に向かう第2光路P2と、対物レンズ41から、第2ビームスプリッター43で分光されて第3接眼レンズ46に向かう第3光路P3と、に分光される。
【0026】
ここで、第1ビームスプリッター42および第2ビームスプリッター43の光軸の中心は、第2接眼レンズ45および第3接眼レンズ46の光軸の中心に対して位置ズレして、配設されている。これにより、第1接眼レンズ44により、棒状ワーク10の像光のうち先端加工部21を中心とする像光が拡大され、第2接眼レンズ45により、棒状ワーク10の像光のうち本体ストレート部23の左右一方の輪郭を中心とする像光が拡大され、第3接眼レンズ46により、棒状ワーク10の像光のうち本体ストレート部23の他方の輪郭を中心とする像光が拡大される(詳細は、後述する。)。
【0027】
第1カメラ14、第2カメラ15および第3カメラ16は、それぞれ鏡筒13の第1接眼レンズ44、第2接眼レンズ45および第3接眼レンズ46に対応する位置に配設されている。第1カメラ14は、第1光路P1を介して、第1接眼レンズ44で拡大された先端加工部21の位置の画像を撮像する。第2カメラ15は、第2光路P2を介して、第2接眼レンズ45で拡大された本体ストレート部23の左右一方の輪郭の位置の画像を撮像する。第3カメラ16は、第3光路P3を介して、第3接眼レンズ46で拡大された本体ストレート部23の他方の輪郭の位置の画像を撮像する。
【0028】
そして、第1カメラ14、第2カメラ15および第3カメラ16の撮像信号は、制御部12の画像処理部51に送られる。画像処理部51は、棒状ワーク10の形状の良否を判定するために、第1カメラ14、第2カメラ15および第3カメラ16の撮像信号の画像処理を実施する。なお、請求項に言う「同軸判定手段」は、画像処理部51を含む制御部12により構成されている。
【0029】
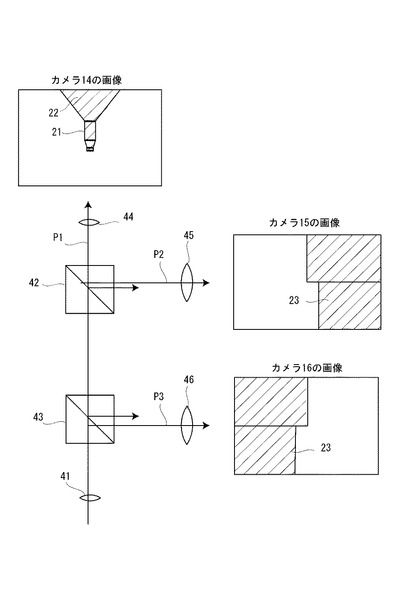
次に、図4および図5を参照して、第1光路P1、第2光路P2および第3光路P3を介して撮像される棒状ワーク10の像が、第1カメラ14、第2カメラ15および第3カメラ16に、それぞれどのように写し込まれるかについて説明する。
両図に示すように、対物レンズ41、第2ビームスプリッター43、第1ビームスプリッター42および第1接眼レンズ44を経る、第1光路P1の像光は、第1接眼レンズ44で拡大され、第1カメラ14により撮像される。この場合、X−Yステージ11により、先端加工部21が第1カメラ14の視野中心となるように棒状ワーク10を移動させ、先端加工部21の拡大画像が撮像される。
【0030】
また、対物レンズ41、第2ビームスプリッター43、第1ビームスプリッター42および第2接眼レンズ45を経る、第2光路P2の像光は、第2接眼レンズ45で拡大され、第2カメラ15により撮像される。この場合、X−Yステージ11により、鏡筒13の中心が本体ストレート部23の軸心に移動しており、上記した第1ビームスプリッター42の位置ズレにより、第2カメラ15では、本体ストレート部23の一方の輪郭が視野中心となって、その拡大画像が撮像される。
同様に、対物レンズ41、第2ビームスプリッター43および第3接眼レンズ46を経る、第3光路P3の像光は、第3接眼レンズ46で拡大され、第3カメラ16により撮像される。この場合も、上記した第2ビームスプリッター43の位置ズレにより、第3カメラ16では、本体ストレート部23の他方の輪郭が視野中心となって、その拡大画像が撮像される。
【0031】
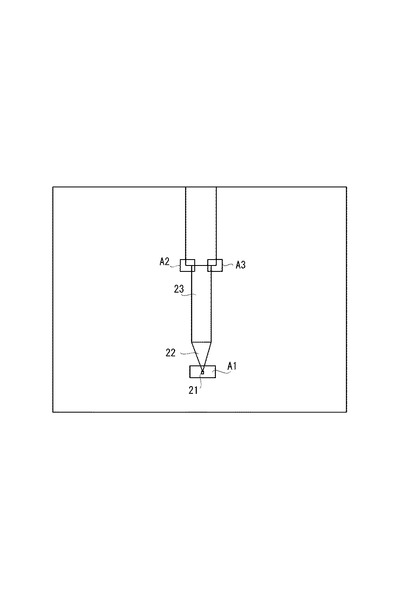
図6は、棒状ワーク10の全体画像の中で、第1カメラ14、第2カメラ15および第3カメラ16で撮像される部分を示している。同図に示すように、第1カメラ14では、棒状ワーク10の全体画像の中で、棒状ワーク10の先端加工部21の部分A1の拡大画像が撮像される。第2カメラ15では、棒状ワーク10の本体ストレート部23の一方の輪郭の部分A2の拡大画像が撮像される。第3カメラ16では、棒状ワーク10の本体ストレート部23の他方の輪郭の部分A3の拡大画像が撮像される。なお、第1カメラ14、第2カメラ15および第3カメラ16で撮像される像の倍率は、独立して設定可能に構成されている。
【0032】
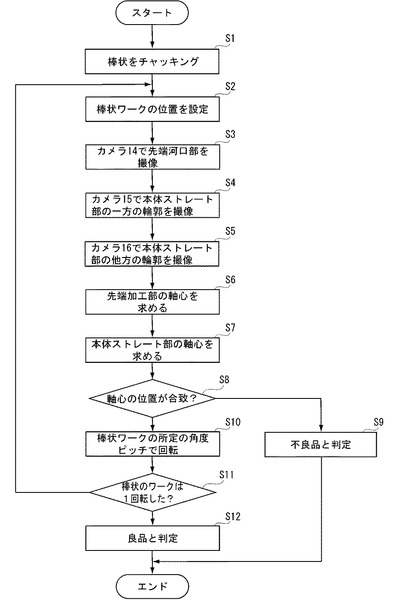
次に、図7のフローチャートを参照して、先端同心判定装置1による棒状ワーク10の良否を判定する処理手順について説明する。
棒状ワーク10の良否を判定する場合には、先ず作業者は、検査対象の棒状ワーク10をX−Yステージ11上のワーク回転機構31にチャッキングする(S01)。次に、制御部12は、X−Yステージ11を駆動し、ワーク回転機構31にチャッキングした棒状ワーク10を、所望の位置に設定する(S02)。
【0033】
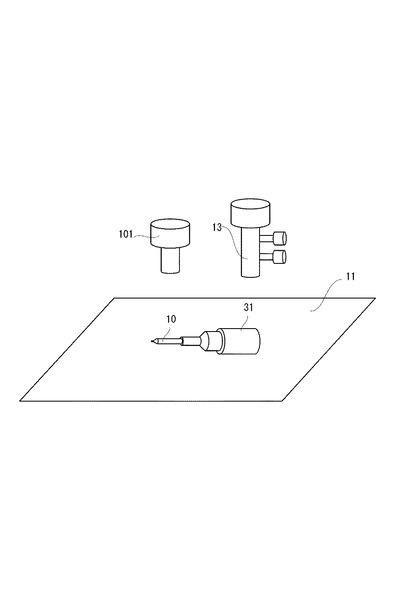
ここで、図8は、棒状ワーク10を所定の位置に設定するための構成である。同図に示すように、上述のワーク撮像部3(鏡筒13)に近接して、低倍率のカメラ装置101(低倍率撮像手段)が設けられている。低倍率のカメラ装置101では、X−Yステージ11(交換移動手段)を利用し、棒状ワーク10を低倍率のカメラ装置101の直下に移動させ、棒状ワーク10の先端加工部21、テーパー補強部22および本体ストレート部23を一括して画像認識する。そして、この認識結果に基づいて、制御部12は、先端加工部21の中心座標および本体ストレート部23の中心座標を求める。すなわち、上記の部分A1の中心座標、および部分A2と部分A3との中心座標を求める。
そして、制御部12は、この部分A1の中心座標に基づいて、X−Yステージ11を駆動し、棒状ワーク10を適宜、X軸方向およびY軸方向に移動させて、部分A1の中心が第1カメラ14の視野中心に来るように設定する。
【0034】
このようにして、棒状ワーク10が所定の位置に設定されたら、第1カメラ14により先端加工部21を撮像する(S03)。次に再度、X−Yステージ11を駆動し、鏡筒13の中心に、部分A2と部分A3との中心が来るように、棒状ワーク10をX軸方向に移動(前進)させる(S04)。ここで、第2カメラ15により本体ストレート部23の一方の輪郭を撮像する(S05)と同時に、第3カメラ16により本体ストレート部23の他方の輪郭を撮像する(S06)。
【0035】
続いて、制御部12は、ステップ:S03で第1カメラ14により撮像された先端加工部21の画像を解析し、この解析結果から先端加工部21の軸心の位置を求める(S07)。また、ステップ:S05で第2カメラ15により撮像された本体ストレート部23の一方の輪郭の画像と、ステップ:S06で撮像された本体ストレート部23の他方の輪郭の画像とを解析し、この解析結果から、本体ストレート部23の軸心の位置を求める(S08)。
【0036】
先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが求められたら、先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致しているかどうかを判定する(S09)。ここで、棒状ワーク10に偏心が生じていると、先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とは合致しなくなる。ステップ:S09で先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致していなければ(S09:No)、その棒状ワーク10は不良と判定して(S10)、処理を終了する。
【0037】
一方、ステップ:S09で先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致していると判定されると(S09:Yes)、ワーク回転機構31により、棒状ワーク10を所定の角度ピッチで回転させる(S11)。そして、棒状ワーク10が1回転したかどうかを判定し(S12)、1回転していなければ(S12:No)、処理をステップS03にリターンする。以下、ステップ:S12で、ワーク回転機構31が1回転したと判定されるまで、ステップ:S03からステップ:S12の処理を繰り返す。
【0038】
これにより、ワーク回転機構31を所定の角度ピッチで回転させ、棒状ワーク10の各回転角毎に、ステップ:S3〜ステップ:S12の処理を行って、先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致するかどうかが判断される。この場合、棒状ワーク10に偏心がなければ、どの回転角でも先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致することになるが、棒状ワーク10に偏心が生じていると、ある回転角では先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致しなくなる。
【0039】
ステップ:S3からステップ:S12の処理を繰り返し、棒状ワーク10をどの角度に設定したときにも、ステップ:S9で先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致していると判定される場合には、ステップ:S12で、ワーク回転機構31が1回転したと判定すると、その棒状ワーク10は良品と判定して(S13)、処理を終了する。
【0040】
以上のように、実施形態の先端同心判定装置1では、第1ビームスプリッター42および第2ビームスプリッター43を介して、鏡筒13に第1光路P1、第2光路P2および第3光路P3を構成し、第1カメラ14で先端加工部21を撮像し、第2カメラ15で本体ストレート部23の一方の輪郭を撮像し、第3カメラ16で本体ストレート部23の他方の輪郭を撮像するようにしているため、先端加工部21の画像と、本体ストレート部23の両側の輪郭の画像と、単一のワーク撮像部3で撮像することができる。これにより、棒状ワーク10に偏心があるかどうかを、適切に判定することができる。
【0041】
また、実施形態の先端同心判定装置1では、光学系が1つの鏡筒13内に納められているので、第1カメラ14、第2カメラ15および第3カメラ16毎に、撮像位置やフォーカスを調整する必要がなく、且つ全体として設置スペースを容易に確保できる。これにより、棒状ワーク10の良否の判定のための測定時間を短縮できると共に、高い精度で棒状ワーク10の製品管理を行うことができる。
【0042】
本発明は、上述した実施形態に限定されるものではなく、この発明の要旨を逸脱しない範囲内で様々な変形や応用が可能である。
【符号の説明】
【0043】
1:先端同心判定装置、2:ワーク移動部、3:ワーク撮像部、10:棒状ワーク、11:X−Yステージ、12:制御部、13:鏡筒、14:第1カメラ、15:第2カメラ、16:第3カメラ、21:先端加工部、22:テーパー補強部、23:本体ストレート部、31:ワーク回転機構、32:チャック部、41:対物レンズ、42:第1ビームスプリッター、43:第2ビームスプリッター、44:第1接眼レンズ、45:第2接眼レンズ、46:第3接眼レンズ、51:画像処理部、P1:第1光路、P2:第2光路、P3:第3光路
【技術分野】
【0001】
本発明は、先端加工部を有する棒状ワークを撮像するための棒状ワーク撮像装置、およびこのような棒状ワークの良否を管理するための棒状ワークの先端同心判定装置に関するものである。
【背景技術】
【0002】
金属の薄板等に小孔を穿設するのに、先端加工部を有する棒状の加工ツール(以下、棒状ワークと称する)が使用される場合がある。このような棒状ワークを使って高精度の小孔を穿設する場合、棒状ワークの寸法ズレや偏心が起こらないように、棒状ワークの形状を精度良く管理する必要がある。例えばカメラで棒状ワークの全体像を撮像し、この撮像画像を解析して、その先端加工部の中心が軸中心にあり、偏心が生じていないかどうかをチェックすることが考えられる。このようなカメラを用いた光学的な手法により、対象物をアライメント管理を行うものとしては、カメラで対象物のマークを撮像し、撮像されたマークを用いて対象物をアライメントさせるものが提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−19147号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような、単一のカメラにより、棒状ワークの全体像を撮像し、この撮像画像を解析する手法において、棒状ワークが例えば薄板に数マイクロメーターの小孔を穿設するもののような場合には、その形状の良否の判定が困難となる。つまり、小孔に対応する先端加工部の径が数マイクロメーターのオーダーとなるのに対し、先端加工部を支持する本体部分が、その径において数ミリメートルのオーダーに、またその長さにおいて数センチメートルのオーダーになることが想定される。このため、カメラの撮像倍率を棒状ワークの全体画像を視野内に取り込む倍率に設定すると、先端加工部の撮像画像は非常に小さくなってしまう。また、この場合、全体画像に対してフォーカスが設定されてしまうと、先端加工部の細部のフォーカスが十分でなくなる。このため、先端加工部の画像を解析して、形状の良否を判定するのが難しくなる。
【0005】
かかる場合、例えば複数のカメラを並べて配置し、各カメラで、棒状ワークの先端加工部や両端のストレート部を個々に撮像することが考えられる。しかし、棒状ワークを撮像するための限られたスペースに、複数のカメラを並べて配置するのは物理的に困難である。また、複数のカメラを並べて配置して、棒状ワークの先端加工部や両端のストレート部を撮像する場合には、各カメラ毎に、撮像位置を設定し、フォーカスを設定する必要があり、作業が煩雑になる。さらに、複数のカメラの相互間において、精度良くキャリブレーションを行う必要がある。
【0006】
本発明は、簡単な構造で且つ高い精度で、棒状ワークを撮像することができる棒状ワーク撮像装置および棒状ワークの先端同心判定装置を提供することを課題としている。
【課題を解決するための手段】
【0007】
本発明の棒状ワーク撮像装置は、先端加工部と、本体ストレート部とを有する棒状ワークを撮像する棒状ワーク撮像装置であって、対物レンズを有する鏡筒と、鏡筒に連なり、先端加工部を撮像する第1カメラと、鏡筒と第1カメラとの間の光路に介設され、光路に対し相互に逆方向に位置ズレさせて配置した第1ビームスプリッターおよび第2ビームスプリッターと、第1ビームスプリッターを介して、本体ストレート部の一方の輪郭を撮像する第2カメラと、第2ビームスプリッターを介して、本体ストレート部の他方の輪郭を撮像する第3カメラと、を備えたことを特徴とする。
【0008】
この構成によれば、第1のカメラにより、棒状ワークにおける先端加工部の拡大画像を撮像し、第2のカメラにより、本体ストレート部における一方の輪郭の拡大画像を撮像し、第3のカメラにより、本体ストレート部における他方の輪郭の拡大画像を撮像することができる。また、第2カメラを、鏡筒と第1カメラとの間の光路上に設けた第1ビームスプリッターを介して配設し、第3カメラを、光路上に設けた第2ビームスプリッターを介して配設しているため、全体として縦長に且つコンパクトに構成することができる。したがって、簡単な構造で且つ高い精度で、棒状ワークを撮像することができる。
【0009】
この場合、第1ビームスプリッターは、一方の輪郭が第2カメラの視野中心に来るように、第2ビームスプリッターは、他方の輪郭が第3カメラの視野中心に来るように、それぞれ位置ズレして配置されていることが好ましい。
【0010】
この構成によれば、第1ビームスプリッターを一方の輪郭が第2カメラの視野中心に来るように位置ズレさせ、第2ビームスプリッターを他方の輪郭が第3カメラの視野中心に来るように位置ズレさせることで、第2のカメラで本体ストレート部の一方の輪郭を確実に撮像することができ、また第3のカメラで本体ストレート部の他方の輪郭を確実に撮像することができる。
【0011】
本発明のワークの先端同心判定装置は、上述の棒状ワーク撮像装置と、棒状ワークを基部でチャックするチャック手段と、棒状ワーク撮像装置に対し、チャック手段を介して棒状ワークを軸方向に相対的に進退させる進退動手段と、棒状ワーク撮像装置および進退動手段を制御し、棒状ワークを進退させながら、第1カメラにより先端加工部を撮像し、第2カメラにより本体ストレート部の一方の輪郭を撮像し、第3カメラにより本体ストレート部の一方の輪郭を撮像する、撮像動作を実施する制御手段と、第1カメラの撮像結果と、第2カメラおよび第3カメラの撮像結果とを画像処理し、先端加工部の軸心と本体ストレート部の軸心とが合致しているか否かを判定する、判定動作を実施する同軸判定手段と、を備えたことを特徴とする。
【0012】
この構成によれば、各カメラの撮像結果から、先端加工部の軸心と本体ストレート部の軸心とを求め、求められた先端加工部の軸心と本体ストレート部の軸心とが合致しているか否かを判定するようにしているため、棒状ワークの形状の良否を、簡単に且つ精度良く判定することができる。
【0013】
この場合、チャック手段を介して、棒状ワークを所定の角度ピッチで軸心廻りに回転させる回転手段を、更に備え、制御手段は、回転手段を更に制御し、所定の角度ピッチ毎に撮像動作を実施し、同軸判定手段は、全ての角度ピッチにおいて、判定動作を実施すると共に、全ての判定動作において、先端加工部の軸心と本体ストレート部の軸心とが合致しているときに、当該棒状ワークを良品と判定することが好ましい。
【0014】
この構成によれば、所定の角度ピッチ毎に撮像動作を実施し、先端加工部の軸心と本体ストレート部の軸心とが合致しているか否かを判定することで、棒状ワークの偏心状態を精度良く検出・判定することができる。
【0015】
また、棒状ワークは、更に先端加工部と本体ストレート部に連なるテーパー補強部を有し、先端加工部、テーパー補強部および本体ストレート部を一括して撮像する低倍率撮像手段と、棒状ワーク撮像装置および低倍率撮像手段に対し、チャック手段を介して棒状ワークを相対的に且つ交互に臨ませる交互移動手段と、更に備え、制御手段は、低倍率撮像手段および交互移動手段を更に制御し、低倍率撮像手段の撮像結果に基づいて、棒状ワークの先端加工部を棒状ワーク撮像装置に臨ませることが好ましい。
【0016】
この構成によれば、低倍率撮像手段の撮像結果に基づいて、棒状ワークの先端加工部を棒状ワーク撮像装置に臨ませるようにしているため、棒状ワーク撮像装置の視野内に先端加工部を確実に取り込むことができ、棒状ワークの撮像を効率良く行うことができる。
【図面の簡単な説明】
【0017】
【図1】判定対象となる棒状ワークの外観図である。
【図2】第1の実施形態に係る棒状ワークの先端同心判定装置の構成を示すブロック図である。
【図3】棒状ワークの先端同心判定装置におけるワーク回転機構の説明図である。
【図4】棒状ワークの先端同心判定装置における光路および撮像画像の説明図である。
【図5】棒状ワークの先端同心判定装置における光路および撮像画像の説明図である。
【図6】各カメラによる棒状ワークの撮像部位(視野)の説明図である。
【図7】棒状ワークの先端同心判定装置における良否判定処理を説明するフローチャートである。
【図8】棒状ワークの先端同心判定装置における低倍率カメラの説明図である。
【発明を実施するための形態】
【0018】
以下、添付の図面を参照して、本発明の一実施形態に係る棒状ワーク撮像装置を適用した棒状ワークの先端同心判定装置(以下、単に「先端同心判定装置」という)について説明する。この先端同心判定装置は、製造した棒状ワークの先端部に芯ズレが生じているか否か等の、形状の良否を光学的に判定するものである。以下、理解を容易にすべく、棒状ワークの構造から説明する。
【0019】
図1は、棒状ワーク10の外観図であり、同図に示すように、棒状ワーク10は、先端加工部21と、この先端加工部21に連なるテーパー補強部22と、テーパー補強部22に連なる本体ストレート部23と、本体ストレート部23に連なる装置取付け部24と、を有している。先端加工部21は、その径が数マイクロメーターのオーダーのものであり、本体ストレート部23は、その径が数ミリメートルのオーダーであって、長さが数センチメートルのオーダーのもとなっている。このように構成された棒状ワーク10は、例えばプレス穴あけ装置に搭載され、板金に精密な小孔を穿設するポンチとして使用される。
【0020】
図2は、先端同心判定装置1の構成を示すブロック図であり、同図に示すように、先端同心判定装置1は、棒状ワーク10を搭載し、棒状ワーク10を軸方向に進退させると共に軸心廻りに回転させるワーク移動部2と、ワーク移動部2に搭載された棒状ワーク10を撮像するワーク撮像部3(ワーク撮像装置)と、ワーク移動部2およびワーク撮像部3を制御する制御部12(制御手段)と、を備えている。
【0021】
図2および図3に示すように、ワーク移動部2は、搭載した棒状ワーク10を、その軸方向であるX軸方向およびこれに直交するY軸方向に移動させるX−Yステージ11(進退動手段)と、X−Yステージ11上に配設され、棒状ワーク10を回転させるワーク回転機構31(回転手段)と、を有している。また、ワーク回転機構31は、棒状ワーク10をその装置取付け部24の部分でチャッキングするチャック部32(チャック手段)と、チャック部32を介して、棒状ワーク10を軸心廻りに間欠回転させる機構本体33と、で構成されている(図3参照)。
【0022】
そして、X−Yステージ11およびワーク回転機構31(機構本体33)は、それぞれ制御部12に接続されている。X−Yステージ11は、制御部12からの指令により、棒状ワーク10をX軸方向およびY軸方向に移動(進退)させる。一方、ワーク回転機構31は、制御部12からの指令により、棒状ワーク10をその軸心廻り所望の角度ピッチで間欠回転させる。
【0023】
図2に示すように、ワーク撮像部3は、先端をX−Yステージ11上の棒状ワーク10に臨ませた鏡筒13と、鏡筒13の基端部に接続した第1カメラ14と、鏡筒13の側部基端側に接続した第2カメラ15、鏡筒13の側部先端側に接続した第3カメラ16と、を備えている。
また、鏡筒13は光路上において、先端部に設けた対物レンズ41と、先端側の第2ビームスプリッター43と、基端側の第1ビームスプリッター42と、第1カメラ14に対応する第1接眼レンズ44と、第2カメラ15に対応する第2接眼レンズ45と、第3カメラ16対応する第3接眼レンズ46と、を有している。
【0024】
対物レンズ41は、検査対象の棒状ワーク10からの光を集光して鏡筒13内に導く。第2ビームスプリッター43は、対物レンズ41からの像光を、第3接眼レンズ46に向かう光路と、第1ビームスプリッター42に向かう光路とに分光する。同様に、第1ビームスプリッター42は、第2ビームスプリッター43からの像光を、第1接眼レンズ44に向かう光路と、第2接眼レンズ45に向かう光路とに分光する。
【0025】
すなわち、検査対象の棒状ワーク10からの像光は、対物レンズ41から、第2ビームスプリッター43および第1ビームスプリッター42を介して第1接眼レンズ44に向かう第1光路P1と、対物レンズ41から、第2ビームスプリッター43を介し、第1ビームスプリッター42で分光されて第2接眼レンズ45に向かう第2光路P2と、対物レンズ41から、第2ビームスプリッター43で分光されて第3接眼レンズ46に向かう第3光路P3と、に分光される。
【0026】
ここで、第1ビームスプリッター42および第2ビームスプリッター43の光軸の中心は、第2接眼レンズ45および第3接眼レンズ46の光軸の中心に対して位置ズレして、配設されている。これにより、第1接眼レンズ44により、棒状ワーク10の像光のうち先端加工部21を中心とする像光が拡大され、第2接眼レンズ45により、棒状ワーク10の像光のうち本体ストレート部23の左右一方の輪郭を中心とする像光が拡大され、第3接眼レンズ46により、棒状ワーク10の像光のうち本体ストレート部23の他方の輪郭を中心とする像光が拡大される(詳細は、後述する。)。
【0027】
第1カメラ14、第2カメラ15および第3カメラ16は、それぞれ鏡筒13の第1接眼レンズ44、第2接眼レンズ45および第3接眼レンズ46に対応する位置に配設されている。第1カメラ14は、第1光路P1を介して、第1接眼レンズ44で拡大された先端加工部21の位置の画像を撮像する。第2カメラ15は、第2光路P2を介して、第2接眼レンズ45で拡大された本体ストレート部23の左右一方の輪郭の位置の画像を撮像する。第3カメラ16は、第3光路P3を介して、第3接眼レンズ46で拡大された本体ストレート部23の他方の輪郭の位置の画像を撮像する。
【0028】
そして、第1カメラ14、第2カメラ15および第3カメラ16の撮像信号は、制御部12の画像処理部51に送られる。画像処理部51は、棒状ワーク10の形状の良否を判定するために、第1カメラ14、第2カメラ15および第3カメラ16の撮像信号の画像処理を実施する。なお、請求項に言う「同軸判定手段」は、画像処理部51を含む制御部12により構成されている。
【0029】
次に、図4および図5を参照して、第1光路P1、第2光路P2および第3光路P3を介して撮像される棒状ワーク10の像が、第1カメラ14、第2カメラ15および第3カメラ16に、それぞれどのように写し込まれるかについて説明する。
両図に示すように、対物レンズ41、第2ビームスプリッター43、第1ビームスプリッター42および第1接眼レンズ44を経る、第1光路P1の像光は、第1接眼レンズ44で拡大され、第1カメラ14により撮像される。この場合、X−Yステージ11により、先端加工部21が第1カメラ14の視野中心となるように棒状ワーク10を移動させ、先端加工部21の拡大画像が撮像される。
【0030】
また、対物レンズ41、第2ビームスプリッター43、第1ビームスプリッター42および第2接眼レンズ45を経る、第2光路P2の像光は、第2接眼レンズ45で拡大され、第2カメラ15により撮像される。この場合、X−Yステージ11により、鏡筒13の中心が本体ストレート部23の軸心に移動しており、上記した第1ビームスプリッター42の位置ズレにより、第2カメラ15では、本体ストレート部23の一方の輪郭が視野中心となって、その拡大画像が撮像される。
同様に、対物レンズ41、第2ビームスプリッター43および第3接眼レンズ46を経る、第3光路P3の像光は、第3接眼レンズ46で拡大され、第3カメラ16により撮像される。この場合も、上記した第2ビームスプリッター43の位置ズレにより、第3カメラ16では、本体ストレート部23の他方の輪郭が視野中心となって、その拡大画像が撮像される。
【0031】
図6は、棒状ワーク10の全体画像の中で、第1カメラ14、第2カメラ15および第3カメラ16で撮像される部分を示している。同図に示すように、第1カメラ14では、棒状ワーク10の全体画像の中で、棒状ワーク10の先端加工部21の部分A1の拡大画像が撮像される。第2カメラ15では、棒状ワーク10の本体ストレート部23の一方の輪郭の部分A2の拡大画像が撮像される。第3カメラ16では、棒状ワーク10の本体ストレート部23の他方の輪郭の部分A3の拡大画像が撮像される。なお、第1カメラ14、第2カメラ15および第3カメラ16で撮像される像の倍率は、独立して設定可能に構成されている。
【0032】
次に、図7のフローチャートを参照して、先端同心判定装置1による棒状ワーク10の良否を判定する処理手順について説明する。
棒状ワーク10の良否を判定する場合には、先ず作業者は、検査対象の棒状ワーク10をX−Yステージ11上のワーク回転機構31にチャッキングする(S01)。次に、制御部12は、X−Yステージ11を駆動し、ワーク回転機構31にチャッキングした棒状ワーク10を、所望の位置に設定する(S02)。
【0033】
ここで、図8は、棒状ワーク10を所定の位置に設定するための構成である。同図に示すように、上述のワーク撮像部3(鏡筒13)に近接して、低倍率のカメラ装置101(低倍率撮像手段)が設けられている。低倍率のカメラ装置101では、X−Yステージ11(交換移動手段)を利用し、棒状ワーク10を低倍率のカメラ装置101の直下に移動させ、棒状ワーク10の先端加工部21、テーパー補強部22および本体ストレート部23を一括して画像認識する。そして、この認識結果に基づいて、制御部12は、先端加工部21の中心座標および本体ストレート部23の中心座標を求める。すなわち、上記の部分A1の中心座標、および部分A2と部分A3との中心座標を求める。
そして、制御部12は、この部分A1の中心座標に基づいて、X−Yステージ11を駆動し、棒状ワーク10を適宜、X軸方向およびY軸方向に移動させて、部分A1の中心が第1カメラ14の視野中心に来るように設定する。
【0034】
このようにして、棒状ワーク10が所定の位置に設定されたら、第1カメラ14により先端加工部21を撮像する(S03)。次に再度、X−Yステージ11を駆動し、鏡筒13の中心に、部分A2と部分A3との中心が来るように、棒状ワーク10をX軸方向に移動(前進)させる(S04)。ここで、第2カメラ15により本体ストレート部23の一方の輪郭を撮像する(S05)と同時に、第3カメラ16により本体ストレート部23の他方の輪郭を撮像する(S06)。
【0035】
続いて、制御部12は、ステップ:S03で第1カメラ14により撮像された先端加工部21の画像を解析し、この解析結果から先端加工部21の軸心の位置を求める(S07)。また、ステップ:S05で第2カメラ15により撮像された本体ストレート部23の一方の輪郭の画像と、ステップ:S06で撮像された本体ストレート部23の他方の輪郭の画像とを解析し、この解析結果から、本体ストレート部23の軸心の位置を求める(S08)。
【0036】
先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが求められたら、先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致しているかどうかを判定する(S09)。ここで、棒状ワーク10に偏心が生じていると、先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とは合致しなくなる。ステップ:S09で先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致していなければ(S09:No)、その棒状ワーク10は不良と判定して(S10)、処理を終了する。
【0037】
一方、ステップ:S09で先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致していると判定されると(S09:Yes)、ワーク回転機構31により、棒状ワーク10を所定の角度ピッチで回転させる(S11)。そして、棒状ワーク10が1回転したかどうかを判定し(S12)、1回転していなければ(S12:No)、処理をステップS03にリターンする。以下、ステップ:S12で、ワーク回転機構31が1回転したと判定されるまで、ステップ:S03からステップ:S12の処理を繰り返す。
【0038】
これにより、ワーク回転機構31を所定の角度ピッチで回転させ、棒状ワーク10の各回転角毎に、ステップ:S3〜ステップ:S12の処理を行って、先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致するかどうかが判断される。この場合、棒状ワーク10に偏心がなければ、どの回転角でも先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致することになるが、棒状ワーク10に偏心が生じていると、ある回転角では先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致しなくなる。
【0039】
ステップ:S3からステップ:S12の処理を繰り返し、棒状ワーク10をどの角度に設定したときにも、ステップ:S9で先端加工部21の軸心の位置と本体ストレート部23の軸心の位置とが合致していると判定される場合には、ステップ:S12で、ワーク回転機構31が1回転したと判定すると、その棒状ワーク10は良品と判定して(S13)、処理を終了する。
【0040】
以上のように、実施形態の先端同心判定装置1では、第1ビームスプリッター42および第2ビームスプリッター43を介して、鏡筒13に第1光路P1、第2光路P2および第3光路P3を構成し、第1カメラ14で先端加工部21を撮像し、第2カメラ15で本体ストレート部23の一方の輪郭を撮像し、第3カメラ16で本体ストレート部23の他方の輪郭を撮像するようにしているため、先端加工部21の画像と、本体ストレート部23の両側の輪郭の画像と、単一のワーク撮像部3で撮像することができる。これにより、棒状ワーク10に偏心があるかどうかを、適切に判定することができる。
【0041】
また、実施形態の先端同心判定装置1では、光学系が1つの鏡筒13内に納められているので、第1カメラ14、第2カメラ15および第3カメラ16毎に、撮像位置やフォーカスを調整する必要がなく、且つ全体として設置スペースを容易に確保できる。これにより、棒状ワーク10の良否の判定のための測定時間を短縮できると共に、高い精度で棒状ワーク10の製品管理を行うことができる。
【0042】
本発明は、上述した実施形態に限定されるものではなく、この発明の要旨を逸脱しない範囲内で様々な変形や応用が可能である。
【符号の説明】
【0043】
1:先端同心判定装置、2:ワーク移動部、3:ワーク撮像部、10:棒状ワーク、11:X−Yステージ、12:制御部、13:鏡筒、14:第1カメラ、15:第2カメラ、16:第3カメラ、21:先端加工部、22:テーパー補強部、23:本体ストレート部、31:ワーク回転機構、32:チャック部、41:対物レンズ、42:第1ビームスプリッター、43:第2ビームスプリッター、44:第1接眼レンズ、45:第2接眼レンズ、46:第3接眼レンズ、51:画像処理部、P1:第1光路、P2:第2光路、P3:第3光路
【特許請求の範囲】
【請求項1】
先端加工部と、本体ストレート部とを有する棒状ワークを撮像する棒状ワーク撮像装置であって、
対物レンズを有する鏡筒と、
前記鏡筒に連なり、前記先端加工部を撮像する第1カメラと、
前記鏡筒と前記第1カメラとの間の光路に介設され、前記光路に対し相互に逆方向に位置ズレさせて配置した第1ビームスプリッターおよび第2ビームスプリッターと、
前記第1ビームスプリッターを介して、前記本体ストレート部の一方の輪郭を撮像する第2カメラと、
前記第2ビームスプリッターを介して、前記本体ストレート部の他方の輪郭を撮像する第3カメラと、を備えたことを特徴とする棒状ワーク撮像装置。
【請求項2】
前記第1ビームスプリッターは、前記一方の輪郭が前記第2カメラの視野中心に来るように、前記第2ビームスプリッターは、前記他方の輪郭が前記第3カメラの視野中心に来るように、それぞれ位置ズレして配置されていることを特徴とする請求項1に記載の棒状ワーク撮像装置。
【請求項3】
請求項1または2に記載の棒状ワーク撮像装置と、
前記棒状ワークを基部でチャックするチャック手段と、
前記棒状ワーク撮像装置に対し、前記チャック手段を介して前記棒状ワークを軸方向に相対的に進退させる進退動手段と、
前記棒状ワーク撮像装置および前記進退動手段を制御し、前記棒状ワークを進退させながら、前記第1カメラにより前記先端加工部を撮像し、前記第2カメラにより前記本体ストレート部の一方の輪郭を撮像し、前記第3カメラにより前記本体ストレート部の一方の輪郭を撮像する、撮像動作を実施する制御手段と、
前記第1カメラの撮像結果と、前記第2カメラおよび前記第3カメラの撮像結果とを画像処理し、前記先端加工部の軸心と前記本体ストレート部の軸心とが合致しているか否かを判定する、判定動作を実施する同軸判定手段と、を備えたことを特徴とする棒状ワークの先端同心判定装置。
【請求項4】
前記チャック手段を介して、前記棒状ワークを所定の角度ピッチで前記軸心廻りに回転させる回転手段を、更に備え、
前記制御手段は、前記回転手段を更に制御し、前記所定の角度ピッチ毎に前記撮像動作を実施し、
前記同軸判定手段は、全ての前記角度ピッチにおいて、前記判定動作を実施すると共に、全ての前記判定動作において、前記先端加工部の軸心と前記本体ストレート部の軸心とが合致しているときに、当該棒状ワークを良品と判定することを特徴とする請求項3に記載の棒状ワークの先端同心判定装置。
【請求項5】
前記棒状ワークは、更に前記先端加工部と前記本体ストレート部に連なるテーパー補強部を有し、
前記先端加工部、前記テーパー補強部および前記本体ストレート部を一括して撮像する低倍率撮像手段と、
前記棒状ワーク撮像装置および前記低倍率撮像手段に対し、前記チャック手段を介して前記棒状ワークを相対的に且つ交互に臨ませる交互移動手段と、更に備え、
前記制御手段は、前記低倍率撮像手段および前記交互移動手段を更に制御し、前記低倍率撮像手段の撮像結果に基づいて、前記棒状ワークの前記先端加工部を前記棒状ワーク撮像装置に臨ませることを特徴とする請求項3または4に記載の棒状ワークの先端同心判定装置。
【請求項1】
先端加工部と、本体ストレート部とを有する棒状ワークを撮像する棒状ワーク撮像装置であって、
対物レンズを有する鏡筒と、
前記鏡筒に連なり、前記先端加工部を撮像する第1カメラと、
前記鏡筒と前記第1カメラとの間の光路に介設され、前記光路に対し相互に逆方向に位置ズレさせて配置した第1ビームスプリッターおよび第2ビームスプリッターと、
前記第1ビームスプリッターを介して、前記本体ストレート部の一方の輪郭を撮像する第2カメラと、
前記第2ビームスプリッターを介して、前記本体ストレート部の他方の輪郭を撮像する第3カメラと、を備えたことを特徴とする棒状ワーク撮像装置。
【請求項2】
前記第1ビームスプリッターは、前記一方の輪郭が前記第2カメラの視野中心に来るように、前記第2ビームスプリッターは、前記他方の輪郭が前記第3カメラの視野中心に来るように、それぞれ位置ズレして配置されていることを特徴とする請求項1に記載の棒状ワーク撮像装置。
【請求項3】
請求項1または2に記載の棒状ワーク撮像装置と、
前記棒状ワークを基部でチャックするチャック手段と、
前記棒状ワーク撮像装置に対し、前記チャック手段を介して前記棒状ワークを軸方向に相対的に進退させる進退動手段と、
前記棒状ワーク撮像装置および前記進退動手段を制御し、前記棒状ワークを進退させながら、前記第1カメラにより前記先端加工部を撮像し、前記第2カメラにより前記本体ストレート部の一方の輪郭を撮像し、前記第3カメラにより前記本体ストレート部の一方の輪郭を撮像する、撮像動作を実施する制御手段と、
前記第1カメラの撮像結果と、前記第2カメラおよび前記第3カメラの撮像結果とを画像処理し、前記先端加工部の軸心と前記本体ストレート部の軸心とが合致しているか否かを判定する、判定動作を実施する同軸判定手段と、を備えたことを特徴とする棒状ワークの先端同心判定装置。
【請求項4】
前記チャック手段を介して、前記棒状ワークを所定の角度ピッチで前記軸心廻りに回転させる回転手段を、更に備え、
前記制御手段は、前記回転手段を更に制御し、前記所定の角度ピッチ毎に前記撮像動作を実施し、
前記同軸判定手段は、全ての前記角度ピッチにおいて、前記判定動作を実施すると共に、全ての前記判定動作において、前記先端加工部の軸心と前記本体ストレート部の軸心とが合致しているときに、当該棒状ワークを良品と判定することを特徴とする請求項3に記載の棒状ワークの先端同心判定装置。
【請求項5】
前記棒状ワークは、更に前記先端加工部と前記本体ストレート部に連なるテーパー補強部を有し、
前記先端加工部、前記テーパー補強部および前記本体ストレート部を一括して撮像する低倍率撮像手段と、
前記棒状ワーク撮像装置および前記低倍率撮像手段に対し、前記チャック手段を介して前記棒状ワークを相対的に且つ交互に臨ませる交互移動手段と、更に備え、
前記制御手段は、前記低倍率撮像手段および前記交互移動手段を更に制御し、前記低倍率撮像手段の撮像結果に基づいて、前記棒状ワークの前記先端加工部を前記棒状ワーク撮像装置に臨ませることを特徴とする請求項3または4に記載の棒状ワークの先端同心判定装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−110648(P2013−110648A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−255364(P2011−255364)
【出願日】平成23年11月22日(2011.11.22)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月22日(2011.11.22)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]