
棒鋼材の識別表示装置
【課題】安全性に優れ効率の良い、棒鋼材の識別表示装置の提供。
【解決手段】この識別表示装置2は、棒鋼材3を搬送する搬送部4と、棒鋼材3を位置決めする位置決め部6と、棒鋼材3に識別表示をする印字部8とを備えている。印字部8は、耐熱塗料を噴射するスプレーガン30を備えている。この識別表示装置2は、このスプレーガン30により識別表示がされるように構成されている。好ましくは、この識別表示装置2は、冷却部10を備えている。この冷却部10は、スプレーガン30の先端を冷却水で冷却するように構成されている。好ましくは、この識別表示装置2は、ロボット32を備えている。このロボット32は、スプレーガン30を移動可能に支持している。このスプレーガン30は、棒鋼材3に識別表示を表示する表示位置と、棒鋼材3の上方から水平方向外側に所定の距離離れた退避位置との間で、移動可能にされている。
【解決手段】この識別表示装置2は、棒鋼材3を搬送する搬送部4と、棒鋼材3を位置決めする位置決め部6と、棒鋼材3に識別表示をする印字部8とを備えている。印字部8は、耐熱塗料を噴射するスプレーガン30を備えている。この識別表示装置2は、このスプレーガン30により識別表示がされるように構成されている。好ましくは、この識別表示装置2は、冷却部10を備えている。この冷却部10は、スプレーガン30の先端を冷却水で冷却するように構成されている。好ましくは、この識別表示装置2は、ロボット32を備えている。このロボット32は、スプレーガン30を移動可能に支持している。このスプレーガン30は、棒鋼材3に識別表示を表示する表示位置と、棒鋼材3の上方から水平方向外側に所定の距離離れた退避位置との間で、移動可能にされている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、棒鋼材の識別表示装置に関する。
【背景技術】
【0002】
棒鋼材の製造方法を簡単に説明すると、まず精錬、造塊、分塊圧延等の前処理工程によりビレット(圧延素材)を形成し、このビレットに対する熱間圧延により長尺の条材を形成する。この熱間圧延後又は途中において、フライングシャーを用いて、この条材が切断される。この切断によって得られた複数本の所定長さ(20m〜90m)の棒鋼材が、冷却床で冷却される。こうして、棒鋼材が製造される。この棒鋼材が冷却後にコールドシャーにより受注オーダーに応じた定尺に切断されることで、製品となる定尺材(3m〜8m)及び残部の端材が製造される。
【0003】
この棒鋼材の検査がされることがある。冷却床で冷却された棒鋼材に、作業者は識別表示をする。その後、棒鋼材がコールシャーで切断される。棒鋼材の残部の端材が試験片として回収される。この端材を用いて、硬度、成分等の検査がされる。この端材には、前述の識別表示がされている。この識別表示により端材の履歴が把握される。特開2005−111310号公報には、コールドシャーで切断された後に、定尺材に識別表示をする方法が開示されている。特公平5−14745号公報には、鋼材の識別表示に用いるマーキング用塗料が開示されている。特公平5−14745号公報では、識別表示が手動でされ、又は識別表示装置により自動でされることが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−111310号公報
【特許文献2】特公平5−14745号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
コールドシャーにより切断される前の棒鋼材は、冷却後も、200℃以上の高温の状態にある。コールドシャーにより切断される棒鋼材の直径は、大小様々である。この様な棒鋼材に手作業で識別表示をすることは、容易ではない。また、安全に作業するために、常温の鋼材のように短時間で作業できない。特に、識別表示を多数の棒鋼材に表示する作業は、時間がかかる。更には、作業者の手作業のため、誤記が発生する恐れがある。
【0006】
自動で識別表示をする識別表示装置は、
高温雰囲気に晒される。この様な高温雰囲気では、識別表示装置は常温時に比べ故障し易い。塗料を用いる識別表示装置では、塗料が乾燥し易い。高温雰囲気に対応させるため、高温雰囲気で使用する識別表示装置は、高価なものとなりやすい。
【0007】
本発明の目的は、安全性に優れ効率の良い、棒鋼材の識別表示装置の提供にある。
【課題を解決するための手段】
【0008】
本発明に係る識別表示装置は、棒鋼材を搬送する搬送部と、棒鋼材を位置決めする位置決め部と、棒鋼材に識別表示をする印字部と、冷却部とを備えている。この印字部は、耐熱塗料を吐出する吐出孔を有するノズルを備えている。この冷却部は、ノズルの吐出孔を冷却するように構成されている。
【0009】
好ましくは、この印字部は、移動機構を備えている。この移動機構は、ノズルを移動可能に支持している。このノズルは、棒鋼材に識別表示を表示する表示位置と、棒鋼材の上方から水平方向外側に所定の距離離れた退避位置との間で、この移動機構により、移動可能に構成されている。
【0010】
好ましくは、上記ノズルの吐出孔は、退避位置で冷却されるように構成されている。好ましくは、この識別表示装置では、上記移動機構は、ノズルを水平面に平行なX軸方向及びY軸方向に移動可能に支持している。このX軸方向及びY軸方向の移動は、数値制御されている。
【発明の効果】
【0011】
本発明に係る識別表示装置では、棒鋼材に自動で識別表示がされる。作業者が手作業で識別表示をする必要がない。この識別表示装置は、安全性に優れている。この識別表示装置は、高温雰囲気での識別表示装置に適している。この識別表示装置は、効率よく識別表示がされる。
【図面の簡単な説明】
【0012】
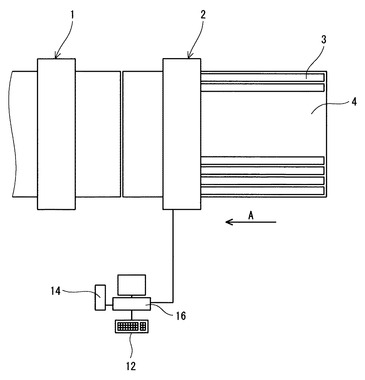
【図1】図1は、本発明の一実施形態に係る識別表示装置がコールドシャー及び棒鋼材と共に示された平面図である。
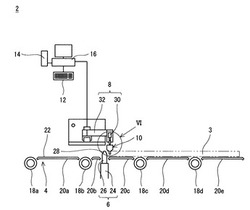
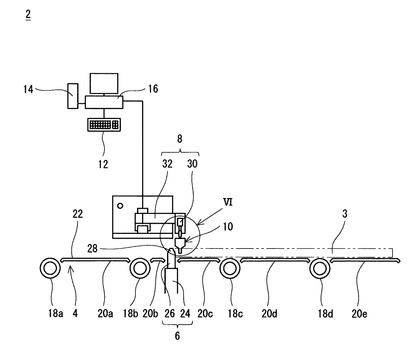
【図2】図2は、図1の識別表示装置が示された正面図である。
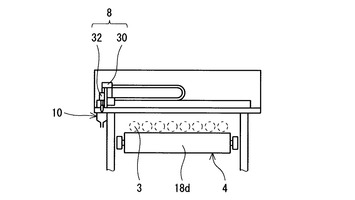
【図3】図3は、図1の識別表示装置が示された側面図である。
【図4】図4は、図1の識別表示装置の移動機構が示された斜視図である。
【図5】図5は、図1の識別表示装置のスプレーガンが示された部分断面図である。
【図6】図6は、図2の矢印VIで示された部分拡大図である。
【図7】図7は、図1の識別表示装置の使用状態が示された説明図である。
【図8】図8は、図1の識別表示装置で識別表示された棒鋼材の説明図である。
【発明を実施するための形態】
【0013】
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
【0014】
図1には、コールドシャー1と共に識別表示装置2が示されている。この識別表示装置2には、その一部が図示されていないが棒鋼材3が32本並べられている。図1の矢印Aは、識別表示装置2による棒鋼材3の搬送向きを示している。図1の左向きが搬送方向前向きであり、右向きが搬送方向後向きである。この搬送方向の前後方向は水平面に平行な方向である。この前後方向に直交する左右方向も水平面に平行な方向である。
【0015】
図2及び図3には、図1の識別表示装置2が示されている。この識別表示装置2は、搬送部としてのローラコンベア4、位置決め部としてのストッパー6、印字部8、冷却部10、入力部としてのキーボード12、記憶部14及び制御部16を備えている。このキーボード12が、制御部16に接続されている。記憶部14も制御部16に接続されている。この制御部16は、印字部8に接続さえている。
【0016】
図2に示されるように、ローラコンベア4は、ローラ18aから18d及び板20aから20eを備えている。ローラ18aから18dは、前後方向に所定の間隔で並べられている。ローラ18aから18dは、左右方向を回転軸として回転可能にされている。このローラ18aから18dが図示しないモータにより回転可能にされている。板20aから20eは、前後方向に並べられている。板20aから20eは、ローラ18aから18dの間に位置している。板20aから20eは、上面22を有している。
【0017】
このローラ18aから18dに、図示されないが筋状の溝が形成されている。この筋状の溝は、ローラ18aから18dの外周面に形成されている。この筋状の溝は、ローラ外周面をその円周方向に一周して形成されている。この識別表示装置2では、筋状の溝は、左右方向に32本形成されている。この筋状の溝に案内されて、32本の棒鋼材3が左右方向に並べられている。この棒鋼材3は、その軸線方向を互いに平行にして並べられている。
【0018】
ストッパー6は、基部24及びストッパー本体26を備えている。基部24がストッパー本体26を上下方向にスライド可能に支持している。図示しない油圧駆動装置により、ストッパー本体26が上下方向にスライド可能にされている。ストッパー26の先端28は、上下方向下側に位置するとき、ローラ18aから18dより下方に位置し、上側に位置するとき、ローラ18aから18dより上方に位置するように構成されている。このストッパー6は、ローラ18bとローラ18cとの間に位置している。このストッパー6と前方のローラ18bとの間には板20bが位置している。このストッパー6と後方のローラ18cとの間には板20cが位置している。
【0019】
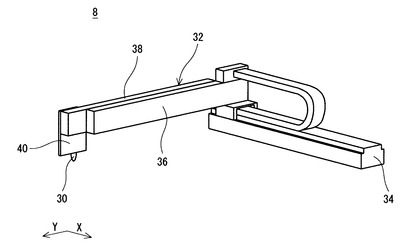
印字部8は、スプレーガン30及び移動機構としてのロボット32を備えている。図4には、図2の識別表示装置2のロボット32が示されている。図4に示されるように、このロボット32は、X軸方向及びY軸方向の2軸移動を数値制御するロボットである。このX軸及びY軸は水平面に平行である。図4のX軸は、左右方向(棒鋼材3の長手方向に垂直な方向)に延びている。X軸は、識別表示装置2の左右方向右向きを正としている。Y軸は、前後方向(棒鋼材3の長手方向)に延びている。Y軸は、識別表示装置2の前後方向後向きを正としている。
【0020】
このロボット32は、基部34、第1アーム36、第2アーム38及びホルダー40を備えている。基部34が固定されている。第1アーム36が、この基部34に対してX軸方向に移動可能にされている。この第1アーム36の移動は、数値制御されている。第1アーム36のX軸方向位置決めが正確に制御され得る。第2アーム38は第1アーム36に対してY軸方向に移動可能にされている。この第2アーム38の移動も、数値制御されている。第2アーム38のY軸方向位置決めが正確に制御され得る。この第2アーム38の後端に(Y軸方向前端に)、ホルダー40が取り付けられている。このホルダー40に、スプレーガン30が取り付けられている。
【0021】
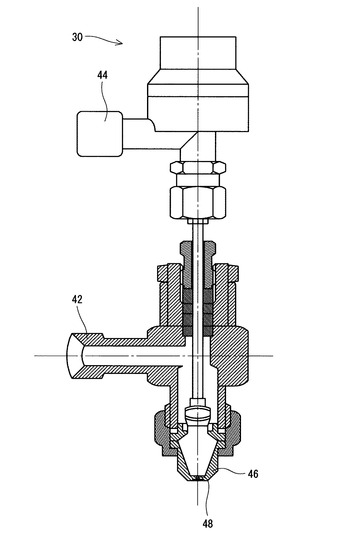
図5に示されるように、このスプレーガン30は、耐熱塗料の供給口42、エア供給口44、ノズル46を備えている。ノズル46の先端には、吐出孔として噴射孔48が形成されている。この噴射孔48は、下方に向かって貫通している。この耐熱塗料は、300℃から700℃の温度範囲でも使用され得る市販の塗料である。この耐熱塗料は、水溶性である。この耐熱塗料は、使用に適する粘性に水が混合されて使用される。
【0022】
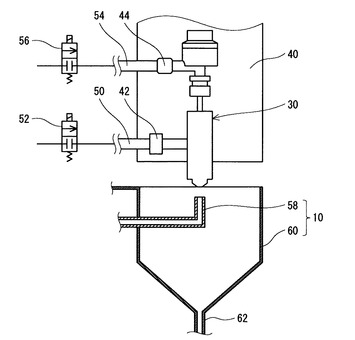
図6は、図2の矢印VIの部分が拡大されて示されている。スプレーガン30の供給口42に耐熱塗料の供給配管50が接続されている。この供給配管50は、電磁弁52により開閉可能にされている。エア供給口44に圧縮エア配管54が接続されている。この圧縮エア配管54は、電磁弁56により開閉可能にされている。耐熱塗料が、圧縮エアと共に噴射孔48から下方に噴射されるようにされている。この噴射孔48から噴射される耐熱塗料は、下向きに直進するようにされている。この噴射孔48の直径は、耐熱塗料が直進し得るように小さくされている。
【0023】
冷却部10は、冷却ノズル58及び樋60を備えている。この識別表示装置2では、冷媒として水を使用している。この冷却ノズル58に、図示しないが、冷却水の配管が接続されている。樋60の底には、排出口62が形成されている。この排出口62は、図示しない排出管に接続されている。この冷却ノズル58の先端は、ノズル46の噴射孔48に向けられている。この冷却ノズル58の先端が対向する位置が、ノズル46の退避位置である。
【0024】
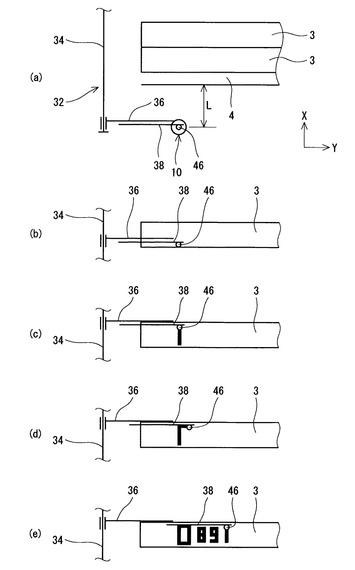
図7を参照しつつ、ノズル46の位置移動が説明される。ノズル46は、ロボット32により移動させられる。図7(a)では、ロボット32が、ノズル46を退避位置で保持している。この退避位置は、ローラコンベア4の端から外側に所定の距離Lだけ離なされている。この識別表示装置2では、この距離Lは、200mmとしている。この退避位置では、冷却ノズル58から冷却水が吐き出されている。ノズル46の噴射孔48に、下方から上方に向けて冷却水がかけられている。
【0025】
図7(b)では、このノズル46の先端が1番目の棒鋼材3の上方の位置に移動させられている。図7(a)の位置から図7(b)の位置まで、ロボット32の第1アーム36がX軸方向正の向きに移動させられている。図7(c)では、ノズル46が図7(b)の位置からX方向に更に移動させられた状態が示されている。図7(b)の位置から図7(c)の位置まで、ロボット32の第1アーム36がX軸方向正の向きに更に移動させられている。図7(d)では、ノズル46が図7(c)の位置からY方向正の向きに移動させられた状態が示されている。図7(c)の位置から図7(d)の位置まで、ロボット32の第2アーム38がY軸方向正の向きに移動させられている。
【0026】
更に、図7(e)では、ノズル46が図7(d)の位置からX軸方向及びY軸方向に移動させられた状態が示されている。図7(d)の位置から図7(e)の位置まで、ロボット32の第1アーム36がX軸方向に移動させられている。第2アーム38がY軸方向に移動させられている。最後に、このノズル46が、図7(e)の位置から図7(a)の位置まで戻される。図7(e)の位置から図7(a)の位置まで、ロボット32の第1アーム36がX軸方向負の向きに移動させられる。第2アーム38がY軸方向負の向きに移動させられる。
【0027】
加熱炉で加熱されたビレットの温度は、900℃から1200℃である。このビレットが圧延され、条材が得られる。この条材がフライングシャーにより切断されて複数の棒鋼材3が得られる。この棒鋼材3は、冷却床に搬送される。冷却床には多数の開口が設けられており、この開口から吹き出す空気によって棒鋼材3が所定温度(例えば200℃程度)まで冷却される。
【0028】
作業者が、キーボード12に、試験片を採取する棒鋼材3を特定する情報と、それぞれの識別表示の情報とを入力する。例えば、先頭から1番目、5番目及び9番目の棒鋼材3を特定する情報が入力される。ここでは、1番目の棒鋼材3の識別表示の情報として3桁の数字「891」が入力される。同様にして、5番目の棒鋼材3の識別表示の情報として「895」が、9番目の棒鋼材3の識別表示の情報として「899」が入力される。これらの情報は、記憶部14に記録される。更に、ここでは棒鋼材3の直径を特定する情報が、入力される。この棒鋼材3の直径を特定する情報から、制御部16は、棒鋼材3の外周面に描く識別表示の大きさを予め決定する。
【0029】
冷却された棒鋼材3が、冷却床からコールドシャーへと搬送される。ローラコンベア4が棒鋼材3を搬送する。棒鋼材3は、ローラ18aから18dの筋状の溝に沿って前方に搬送される。このとき、ストッパー本体26は、上下方向上側に位置している。ストッパー本体26の先端28は、ローラ18aから18dより上方に位置している。棒鋼材3の前端は、このストッパー6に当接する。これにより、棒鋼材3の先端位置が揃えられる。ローラ18aから18dの筋状の溝に沿って32本の棒鋼材3が左右方向に並べられる。ローラコンベア4が停止させられる。
【0030】
この識別表示装置2は、図示しないがセンサーを備えている。このセンサーとしては、例えば、タッチセンサーであるリミットスイッチを用いることができる。このセンサーで、棒鋼材3の有無が検知される。これにより、左右方向に並べられた棒鋼材3の有無と本数が検知される。記憶部14から、試験片を採取する棒鋼材3を特定する情報と、その識別表示の情報が取り出される。制御部16が、1番目、5番目及び9番目の棒鋼材3に、それぞれの識別表示をするように、印字部8に指示する。
【0031】
印字部8のロボット32は、図7(b)に示すように、ノズル46を1番目の棒鋼材3の上方に移動させる。制御部16が電磁弁52及び56の開閉を制御する。電磁弁56により圧縮エア配管54が開かれて、圧縮エアがスプレーガン30に供給される。電磁弁52により供給配管50が開かれて、耐熱塗料がスプレーガン30に供給される。噴射孔48から圧縮エアと共に耐熱塗料が噴射される。ノズル46は、図7(b)の位置から図7(c)の位置まで、耐熱塗料を下向きに噴射しつつ、X軸方向に移動させられる。図7(c)に示されるように、棒鋼材3の外周面に識別表示の一部が描かれる。
【0032】
図7(c)の位置から図7(d)の位置まで、耐熱塗料を噴射しつつ、ノズル46がY軸方向に移動させられる。図7(d)に示されるように、棒鋼材3の外周面に識別表示の他の一部が描かれる。ノズル46は、耐熱塗料を噴射しつつ、X軸方向及びY軸方向に移動して、識別表示が描かれる。
【0033】
この様にして、図7(e)の記号「□」が描かれる。この記号「□」が描かれると、電磁弁56により圧縮エア配管54が閉じられる。電磁弁52により供給配管が閉じられる。ノズル46では、耐熱塗料の噴射が止められる。ノズル46は、ロボット32により数字「8」が描かれる位置に移動させられる。電磁弁56により圧縮エア配管が開かれる。電磁弁52により供給配管が開かれる。ノズル46が、耐熱塗料を噴射する。スプレーガン30がX軸方向及びY軸方向に移動して、数字「8」が描かれる。
【0034】
同様にして、数字「8」が描かれた後に、数字「9」が描かれる。更に数字「1」が描かれる。こうして、図7(e)に示されるように、この棒鋼材3の先端部の外周面に、識別表示「□891」が描かれる。
【0035】
この1番目の棒鋼材3の識別表示が描かれた後に、ノズル46はロボット32により5番目の棒鋼材3の上方に移動する。5番目の棒鋼材3の先端部外周面に「□895」が、描かれる。その後、9番目の棒鋼材3に「□899」が描かれる。9番目の棒鋼材3に識別表示が描かれると、ロボット32により、ノズル46が退避位置に移動させられる。ノズル46は、図7(a)の位置に戻る。この図7(a)の退避位置では、ノズル46の噴射孔48に、冷却水がかけられている。
【0036】
ストッパー本体26が、上下方向下側に移動する。ストッパー本体26の先端28が、ローラ18aから18dより下方に位置させられる。ローラ18aから18dが回転させられる。棒鋼材3が、コールドシャー30へと送られ、このコールドシャー30にて所定寸法に切断される。こうして、製品の定尺材及び残部の端材がコンベアにより運び出される。
【0037】
識別表示がされた端材が採取される。この端材を試験片として、成分検査、硬度試験等が実施される。この成分検査、硬度試験などのデータが、棒鋼材3の製造履歴と共に管理される。
【0038】
この識別表示装置2では、位置決めされた棒鋼材3に、ノズル46が識別表示をする。この識別表示が自動でされる。作業者が、200℃以上の棒鋼材3に近づく必要がない。作業者は、高温雰囲気での作業から開放される。手作業での識別表示に比べ、識別表示に要する時間が短縮される。識別表示の誤記が抑制される。
【0039】
この識別表示装置2では、ノズル46の噴射孔48が冷却水で冷却されている。棒鋼材3の周辺の高温雰囲気において、噴射孔48付近で耐熱塗料が乾燥することが抑制されている。この噴射孔48で、耐熱塗料が詰まることが抑制されている。この観点から、ノズル46が退避位置に位置している間、この冷却水は、常時噴射孔48にかけられることが好ましい。この噴射孔48の直径が0.2mm以上であれば、耐熱塗料が噴射孔48に詰まることを抑制する効果が大きい。
【0040】
この識別表示装置2では、ロボット32がスプレーガン30(ノズル46)を移動する。ノズル46が、棒鋼材3に識別表示をする表示位置(例えば、図7(b)から図7(e)までの位置)と退避位置(例えば、図7(a)の位置)との間で、移動可能にされている。これにより、このノズル46は、識別表示をしていないときには、退避位置に位置させられている。この退避位置は、棒鋼材3の上方から水平方向外側に離れた位置である。このノズル46は、特に高温となる棒鋼材の上方を避けた位置に退避することができる。このノズル46は、耐熱塗料の詰まり等のトラブルがより低減されている。識別表示装置2では距離Lが200mmとされたが、この観点から距離Lは大きい方が好ましい。一方で、距離Lが大きいと、ノズル46が表示位置と退避位置との間で移動するのに、時間がかかる。
【0041】
この識別表示装置2では、ノズル46のX軸方向及びY軸方向に移動が数値制御されている。これにより、数値、文字、記号等の多様な識別表示がされ得る。識別表示の大きさも変更され得る。この識別表示により、種々の棒鋼材に同じノズル46で識別表示が可能とされている。この識別表示により、ノズルのサイズの変更なしで、識別表示が可能とされている。この識別表示装置2は、汎用性に優れている。
【0042】
この識別表示装置2では、耐熱塗料が圧縮エアと共に噴射されるノズル46について説明がされたが、この発明は、圧縮エアを用いずに耐熱塗料が吐出される吐出孔を備えたノズルについても、同様にその効果を得ることができる。識別表示をするための孔径の小さい吐出孔を備えたノズルで、耐熱塗料の詰まり等のトラブルが低減できる。
【0043】
この識別表示装置2では、図示されないが、ロボット32は、冷却されるように構成されてもよい。識別表示装置2がフードとダクトを備える。基部34、第1アーム36の一部及び第2アーム38の一部が、フードに囲われている。第1アーム36の一部及び第2アーム38の一部には、第2アーム38をY軸方向に移動可能とするスライド機構部分が含まれる。このフードに、スリットが形成されている。このスリットは、X軸方向に延びて形成されている。このスリットにより、第1アーム36及び第2アーム38がX軸方向に移動可能に構成されている。このフードには、冷媒としてエアーが供給されるダクトが接続されている。このダクトからエアーが送り込まれることで、フード内から高温の空気が流出させられる。ロボット32が高温雰囲気に晒されることが抑制される。
【実施例】
【0044】
以下、実施例によって本発明の効果が明らかにされるが、この実施例の記載に基づいて本発明が限定的に解釈されるべきではない。
【0045】
この実施例には、識別表示装置2が用いられた。スプレーガンの噴射孔の直径は、0.2mmとされた。圧縮エアの圧力は0.05MPaとした。水1に対して耐熱塗料原液2の割合で両者を混合した耐熱塗料が用いられた。
【0046】
[実施例1]
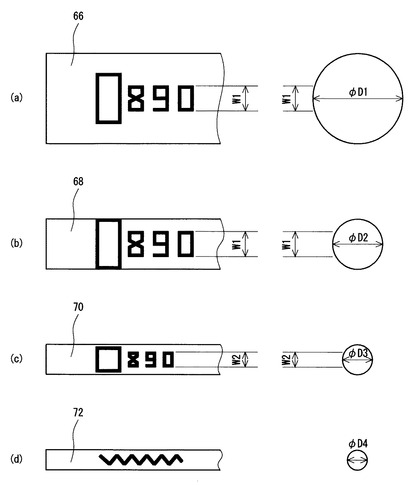
図8(a)に示された棒鋼材66を用意した。この棒鋼材66の断面は円形である。この棒鋼材66は、所謂、丸棒鋼である。この棒鋼材66の断面の直径D1は、100mmである。この識別表示装置2に、棒鋼材66の直径D1の情報が与えられる。ここでは、キーボード12から、棒鋼材66情報の一つとして入力される。
【0047】
制御部16は、棒鋼材66の直径D1に対応して予め設定された数字巾W1を選択する。ここでは、W1は、25mmである。これにより、棒鋼材66の外周面には、巾W1の数字で識別表示がされている。この様にして、識別表示がされた棒鋼材66が、図8(a)に示されている。
【0048】
[実施例2]
図8(b)に示された棒鋼材68を用意した。この棒鋼材68の断面の直径φD2は、50mmである。この識別表示装置2に、棒鋼材68の直径φD2の情報が与えられる。制御部16は、棒鋼材68の直径φD2に対応して予め設定された数字巾W1を選択する。これにより、棒鋼材68の外周面には、巾W1の数字で識別表示がされている。この様にして、識別表示がされた棒鋼材68が、図8(b)に示されている。
【0049】
[実施例3]
図8(c)に示された棒鋼材70を用意した。この棒鋼材70の断面の直径φD3は、28mmである。この識別表示装置2に、棒鋼材70の直径φD3の情報が与えられる。制御部16は、棒鋼材70の直径φD3に対応して予め設定された数字巾W2を選択する。ここでは、W2は、18mmである。これにより、棒鋼材70の外周面には、巾W2の数字で識別表示がされている。この様にして、識別表示がされた棒鋼材70が、図8(c)に示されている。
【0050】
[実施例4]
図8(d)に示された棒鋼材72を用意した。この棒鋼材72の断面の直径φD4は、25mmである。この識別表示装置2に、棒鋼材72の直径φD4の情報が与えられる。制御部16は、棒鋼材72の直径φD4に対応して予め設定された記号を選択する。ここでは、記号は、図8(d)に示される波形の記号である。これにより、棒鋼材70の外周面には、記号で識別表示がされている。
【0051】
この実施例では、直径が28mmから100mmまでの棒鋼材に、型替えすることなしに数字による識別表示がされた。手作業で約60秒かかる識別表示が、この識別表示装置2により、5秒で識別表示がされた。この実施例の識別表示装置2では、2種類の巾W1とW2との数字を切り替えて識別表示がされている。一種類の文字巾で数字が表示されるものより、直径の小さい棒鋼材から直径の大きい棒鋼材まで、種々の棒鋼材に識別表示をすることができた。
【0052】
この識別表示装置2では、図8(d)のように記号を識別表示として使用できる。この実施例では、識別表示装置2は、より範囲の広い直径の棒鋼材に識別表示をすることができる。この実施例では、示されていないが、この識別表示により、直径が14mmから100mmまでの棒鋼材がノズルのサイズの変更なしで、識別表示が可能とすることができた。
【0053】
この識別表示装置2では、2種類の数字巾W1及びW2を用いて説明がされた。更に、他種類の数字巾を用いて識別表示がされてもよい。ロボット32が、X軸方向及びY軸方向にスプレーガン30を移動するので、数字の大きさは他種類に設定できる。この識別表示装置は、ノズルのサイズの変更をすること無しで、直径の小さい棒鋼材から直径の大きい棒鋼材まで、種々の棒鋼材に識別表示をすることができる。棒鋼材の断面は円形に限定されるものではないが、外周面が曲面からなる棒鋼材に、この識別表示装置は、手作業に比して特に効率的に識別表示が可能となっている。
【産業上の利用可能性】
【0054】
本発明に係る識別表示装置は、種々の棒鋼材の識別表示に用いられ得る。
【符号の説明】
【0055】
2・・・識別表示装置
4・・・ローラコンベア
6・・・ストッパー
8・・・印字部
10・・・冷却部
12・・・キーボード
14・・・記憶部
16・・・制御部
18a、b、c、d・・・ローラ
20a、b、c、d、e・・・板
22・・・上面
24・・・基部
26・・・ストッパー本体
28・・・先端
30・・・スプレーガン
32・・・ロボット
34・・・基部
36・・・第1アーム
38・・・第2アーム
40・・・ホルダー
42・・・供給口
44・・・エア供給口
46・・・ノズル
48・・・噴射孔
50・・・供給配管
52、56・・・電磁弁
54・・・圧縮エア配管
58・・・冷却ノズル
60・・・樋
62・・・排出口
3、66、68、70、72・・・棒鋼材
【技術分野】
【0001】
本発明は、棒鋼材の識別表示装置に関する。
【背景技術】
【0002】
棒鋼材の製造方法を簡単に説明すると、まず精錬、造塊、分塊圧延等の前処理工程によりビレット(圧延素材)を形成し、このビレットに対する熱間圧延により長尺の条材を形成する。この熱間圧延後又は途中において、フライングシャーを用いて、この条材が切断される。この切断によって得られた複数本の所定長さ(20m〜90m)の棒鋼材が、冷却床で冷却される。こうして、棒鋼材が製造される。この棒鋼材が冷却後にコールドシャーにより受注オーダーに応じた定尺に切断されることで、製品となる定尺材(3m〜8m)及び残部の端材が製造される。
【0003】
この棒鋼材の検査がされることがある。冷却床で冷却された棒鋼材に、作業者は識別表示をする。その後、棒鋼材がコールシャーで切断される。棒鋼材の残部の端材が試験片として回収される。この端材を用いて、硬度、成分等の検査がされる。この端材には、前述の識別表示がされている。この識別表示により端材の履歴が把握される。特開2005−111310号公報には、コールドシャーで切断された後に、定尺材に識別表示をする方法が開示されている。特公平5−14745号公報には、鋼材の識別表示に用いるマーキング用塗料が開示されている。特公平5−14745号公報では、識別表示が手動でされ、又は識別表示装置により自動でされることが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−111310号公報
【特許文献2】特公平5−14745号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
コールドシャーにより切断される前の棒鋼材は、冷却後も、200℃以上の高温の状態にある。コールドシャーにより切断される棒鋼材の直径は、大小様々である。この様な棒鋼材に手作業で識別表示をすることは、容易ではない。また、安全に作業するために、常温の鋼材のように短時間で作業できない。特に、識別表示を多数の棒鋼材に表示する作業は、時間がかかる。更には、作業者の手作業のため、誤記が発生する恐れがある。
【0006】
自動で識別表示をする識別表示装置は、
高温雰囲気に晒される。この様な高温雰囲気では、識別表示装置は常温時に比べ故障し易い。塗料を用いる識別表示装置では、塗料が乾燥し易い。高温雰囲気に対応させるため、高温雰囲気で使用する識別表示装置は、高価なものとなりやすい。
【0007】
本発明の目的は、安全性に優れ効率の良い、棒鋼材の識別表示装置の提供にある。
【課題を解決するための手段】
【0008】
本発明に係る識別表示装置は、棒鋼材を搬送する搬送部と、棒鋼材を位置決めする位置決め部と、棒鋼材に識別表示をする印字部と、冷却部とを備えている。この印字部は、耐熱塗料を吐出する吐出孔を有するノズルを備えている。この冷却部は、ノズルの吐出孔を冷却するように構成されている。
【0009】
好ましくは、この印字部は、移動機構を備えている。この移動機構は、ノズルを移動可能に支持している。このノズルは、棒鋼材に識別表示を表示する表示位置と、棒鋼材の上方から水平方向外側に所定の距離離れた退避位置との間で、この移動機構により、移動可能に構成されている。
【0010】
好ましくは、上記ノズルの吐出孔は、退避位置で冷却されるように構成されている。好ましくは、この識別表示装置では、上記移動機構は、ノズルを水平面に平行なX軸方向及びY軸方向に移動可能に支持している。このX軸方向及びY軸方向の移動は、数値制御されている。
【発明の効果】
【0011】
本発明に係る識別表示装置では、棒鋼材に自動で識別表示がされる。作業者が手作業で識別表示をする必要がない。この識別表示装置は、安全性に優れている。この識別表示装置は、高温雰囲気での識別表示装置に適している。この識別表示装置は、効率よく識別表示がされる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の一実施形態に係る識別表示装置がコールドシャー及び棒鋼材と共に示された平面図である。
【図2】図2は、図1の識別表示装置が示された正面図である。
【図3】図3は、図1の識別表示装置が示された側面図である。
【図4】図4は、図1の識別表示装置の移動機構が示された斜視図である。
【図5】図5は、図1の識別表示装置のスプレーガンが示された部分断面図である。
【図6】図6は、図2の矢印VIで示された部分拡大図である。
【図7】図7は、図1の識別表示装置の使用状態が示された説明図である。
【図8】図8は、図1の識別表示装置で識別表示された棒鋼材の説明図である。
【発明を実施するための形態】
【0013】
以下、適宜図面が参照されつつ、好ましい実施形態に基づいて本発明が詳細に説明される。
【0014】
図1には、コールドシャー1と共に識別表示装置2が示されている。この識別表示装置2には、その一部が図示されていないが棒鋼材3が32本並べられている。図1の矢印Aは、識別表示装置2による棒鋼材3の搬送向きを示している。図1の左向きが搬送方向前向きであり、右向きが搬送方向後向きである。この搬送方向の前後方向は水平面に平行な方向である。この前後方向に直交する左右方向も水平面に平行な方向である。
【0015】
図2及び図3には、図1の識別表示装置2が示されている。この識別表示装置2は、搬送部としてのローラコンベア4、位置決め部としてのストッパー6、印字部8、冷却部10、入力部としてのキーボード12、記憶部14及び制御部16を備えている。このキーボード12が、制御部16に接続されている。記憶部14も制御部16に接続されている。この制御部16は、印字部8に接続さえている。
【0016】
図2に示されるように、ローラコンベア4は、ローラ18aから18d及び板20aから20eを備えている。ローラ18aから18dは、前後方向に所定の間隔で並べられている。ローラ18aから18dは、左右方向を回転軸として回転可能にされている。このローラ18aから18dが図示しないモータにより回転可能にされている。板20aから20eは、前後方向に並べられている。板20aから20eは、ローラ18aから18dの間に位置している。板20aから20eは、上面22を有している。
【0017】
このローラ18aから18dに、図示されないが筋状の溝が形成されている。この筋状の溝は、ローラ18aから18dの外周面に形成されている。この筋状の溝は、ローラ外周面をその円周方向に一周して形成されている。この識別表示装置2では、筋状の溝は、左右方向に32本形成されている。この筋状の溝に案内されて、32本の棒鋼材3が左右方向に並べられている。この棒鋼材3は、その軸線方向を互いに平行にして並べられている。
【0018】
ストッパー6は、基部24及びストッパー本体26を備えている。基部24がストッパー本体26を上下方向にスライド可能に支持している。図示しない油圧駆動装置により、ストッパー本体26が上下方向にスライド可能にされている。ストッパー26の先端28は、上下方向下側に位置するとき、ローラ18aから18dより下方に位置し、上側に位置するとき、ローラ18aから18dより上方に位置するように構成されている。このストッパー6は、ローラ18bとローラ18cとの間に位置している。このストッパー6と前方のローラ18bとの間には板20bが位置している。このストッパー6と後方のローラ18cとの間には板20cが位置している。
【0019】
印字部8は、スプレーガン30及び移動機構としてのロボット32を備えている。図4には、図2の識別表示装置2のロボット32が示されている。図4に示されるように、このロボット32は、X軸方向及びY軸方向の2軸移動を数値制御するロボットである。このX軸及びY軸は水平面に平行である。図4のX軸は、左右方向(棒鋼材3の長手方向に垂直な方向)に延びている。X軸は、識別表示装置2の左右方向右向きを正としている。Y軸は、前後方向(棒鋼材3の長手方向)に延びている。Y軸は、識別表示装置2の前後方向後向きを正としている。
【0020】
このロボット32は、基部34、第1アーム36、第2アーム38及びホルダー40を備えている。基部34が固定されている。第1アーム36が、この基部34に対してX軸方向に移動可能にされている。この第1アーム36の移動は、数値制御されている。第1アーム36のX軸方向位置決めが正確に制御され得る。第2アーム38は第1アーム36に対してY軸方向に移動可能にされている。この第2アーム38の移動も、数値制御されている。第2アーム38のY軸方向位置決めが正確に制御され得る。この第2アーム38の後端に(Y軸方向前端に)、ホルダー40が取り付けられている。このホルダー40に、スプレーガン30が取り付けられている。
【0021】
図5に示されるように、このスプレーガン30は、耐熱塗料の供給口42、エア供給口44、ノズル46を備えている。ノズル46の先端には、吐出孔として噴射孔48が形成されている。この噴射孔48は、下方に向かって貫通している。この耐熱塗料は、300℃から700℃の温度範囲でも使用され得る市販の塗料である。この耐熱塗料は、水溶性である。この耐熱塗料は、使用に適する粘性に水が混合されて使用される。
【0022】
図6は、図2の矢印VIの部分が拡大されて示されている。スプレーガン30の供給口42に耐熱塗料の供給配管50が接続されている。この供給配管50は、電磁弁52により開閉可能にされている。エア供給口44に圧縮エア配管54が接続されている。この圧縮エア配管54は、電磁弁56により開閉可能にされている。耐熱塗料が、圧縮エアと共に噴射孔48から下方に噴射されるようにされている。この噴射孔48から噴射される耐熱塗料は、下向きに直進するようにされている。この噴射孔48の直径は、耐熱塗料が直進し得るように小さくされている。
【0023】
冷却部10は、冷却ノズル58及び樋60を備えている。この識別表示装置2では、冷媒として水を使用している。この冷却ノズル58に、図示しないが、冷却水の配管が接続されている。樋60の底には、排出口62が形成されている。この排出口62は、図示しない排出管に接続されている。この冷却ノズル58の先端は、ノズル46の噴射孔48に向けられている。この冷却ノズル58の先端が対向する位置が、ノズル46の退避位置である。
【0024】
図7を参照しつつ、ノズル46の位置移動が説明される。ノズル46は、ロボット32により移動させられる。図7(a)では、ロボット32が、ノズル46を退避位置で保持している。この退避位置は、ローラコンベア4の端から外側に所定の距離Lだけ離なされている。この識別表示装置2では、この距離Lは、200mmとしている。この退避位置では、冷却ノズル58から冷却水が吐き出されている。ノズル46の噴射孔48に、下方から上方に向けて冷却水がかけられている。
【0025】
図7(b)では、このノズル46の先端が1番目の棒鋼材3の上方の位置に移動させられている。図7(a)の位置から図7(b)の位置まで、ロボット32の第1アーム36がX軸方向正の向きに移動させられている。図7(c)では、ノズル46が図7(b)の位置からX方向に更に移動させられた状態が示されている。図7(b)の位置から図7(c)の位置まで、ロボット32の第1アーム36がX軸方向正の向きに更に移動させられている。図7(d)では、ノズル46が図7(c)の位置からY方向正の向きに移動させられた状態が示されている。図7(c)の位置から図7(d)の位置まで、ロボット32の第2アーム38がY軸方向正の向きに移動させられている。
【0026】
更に、図7(e)では、ノズル46が図7(d)の位置からX軸方向及びY軸方向に移動させられた状態が示されている。図7(d)の位置から図7(e)の位置まで、ロボット32の第1アーム36がX軸方向に移動させられている。第2アーム38がY軸方向に移動させられている。最後に、このノズル46が、図7(e)の位置から図7(a)の位置まで戻される。図7(e)の位置から図7(a)の位置まで、ロボット32の第1アーム36がX軸方向負の向きに移動させられる。第2アーム38がY軸方向負の向きに移動させられる。
【0027】
加熱炉で加熱されたビレットの温度は、900℃から1200℃である。このビレットが圧延され、条材が得られる。この条材がフライングシャーにより切断されて複数の棒鋼材3が得られる。この棒鋼材3は、冷却床に搬送される。冷却床には多数の開口が設けられており、この開口から吹き出す空気によって棒鋼材3が所定温度(例えば200℃程度)まで冷却される。
【0028】
作業者が、キーボード12に、試験片を採取する棒鋼材3を特定する情報と、それぞれの識別表示の情報とを入力する。例えば、先頭から1番目、5番目及び9番目の棒鋼材3を特定する情報が入力される。ここでは、1番目の棒鋼材3の識別表示の情報として3桁の数字「891」が入力される。同様にして、5番目の棒鋼材3の識別表示の情報として「895」が、9番目の棒鋼材3の識別表示の情報として「899」が入力される。これらの情報は、記憶部14に記録される。更に、ここでは棒鋼材3の直径を特定する情報が、入力される。この棒鋼材3の直径を特定する情報から、制御部16は、棒鋼材3の外周面に描く識別表示の大きさを予め決定する。
【0029】
冷却された棒鋼材3が、冷却床からコールドシャーへと搬送される。ローラコンベア4が棒鋼材3を搬送する。棒鋼材3は、ローラ18aから18dの筋状の溝に沿って前方に搬送される。このとき、ストッパー本体26は、上下方向上側に位置している。ストッパー本体26の先端28は、ローラ18aから18dより上方に位置している。棒鋼材3の前端は、このストッパー6に当接する。これにより、棒鋼材3の先端位置が揃えられる。ローラ18aから18dの筋状の溝に沿って32本の棒鋼材3が左右方向に並べられる。ローラコンベア4が停止させられる。
【0030】
この識別表示装置2は、図示しないがセンサーを備えている。このセンサーとしては、例えば、タッチセンサーであるリミットスイッチを用いることができる。このセンサーで、棒鋼材3の有無が検知される。これにより、左右方向に並べられた棒鋼材3の有無と本数が検知される。記憶部14から、試験片を採取する棒鋼材3を特定する情報と、その識別表示の情報が取り出される。制御部16が、1番目、5番目及び9番目の棒鋼材3に、それぞれの識別表示をするように、印字部8に指示する。
【0031】
印字部8のロボット32は、図7(b)に示すように、ノズル46を1番目の棒鋼材3の上方に移動させる。制御部16が電磁弁52及び56の開閉を制御する。電磁弁56により圧縮エア配管54が開かれて、圧縮エアがスプレーガン30に供給される。電磁弁52により供給配管50が開かれて、耐熱塗料がスプレーガン30に供給される。噴射孔48から圧縮エアと共に耐熱塗料が噴射される。ノズル46は、図7(b)の位置から図7(c)の位置まで、耐熱塗料を下向きに噴射しつつ、X軸方向に移動させられる。図7(c)に示されるように、棒鋼材3の外周面に識別表示の一部が描かれる。
【0032】
図7(c)の位置から図7(d)の位置まで、耐熱塗料を噴射しつつ、ノズル46がY軸方向に移動させられる。図7(d)に示されるように、棒鋼材3の外周面に識別表示の他の一部が描かれる。ノズル46は、耐熱塗料を噴射しつつ、X軸方向及びY軸方向に移動して、識別表示が描かれる。
【0033】
この様にして、図7(e)の記号「□」が描かれる。この記号「□」が描かれると、電磁弁56により圧縮エア配管54が閉じられる。電磁弁52により供給配管が閉じられる。ノズル46では、耐熱塗料の噴射が止められる。ノズル46は、ロボット32により数字「8」が描かれる位置に移動させられる。電磁弁56により圧縮エア配管が開かれる。電磁弁52により供給配管が開かれる。ノズル46が、耐熱塗料を噴射する。スプレーガン30がX軸方向及びY軸方向に移動して、数字「8」が描かれる。
【0034】
同様にして、数字「8」が描かれた後に、数字「9」が描かれる。更に数字「1」が描かれる。こうして、図7(e)に示されるように、この棒鋼材3の先端部の外周面に、識別表示「□891」が描かれる。
【0035】
この1番目の棒鋼材3の識別表示が描かれた後に、ノズル46はロボット32により5番目の棒鋼材3の上方に移動する。5番目の棒鋼材3の先端部外周面に「□895」が、描かれる。その後、9番目の棒鋼材3に「□899」が描かれる。9番目の棒鋼材3に識別表示が描かれると、ロボット32により、ノズル46が退避位置に移動させられる。ノズル46は、図7(a)の位置に戻る。この図7(a)の退避位置では、ノズル46の噴射孔48に、冷却水がかけられている。
【0036】
ストッパー本体26が、上下方向下側に移動する。ストッパー本体26の先端28が、ローラ18aから18dより下方に位置させられる。ローラ18aから18dが回転させられる。棒鋼材3が、コールドシャー30へと送られ、このコールドシャー30にて所定寸法に切断される。こうして、製品の定尺材及び残部の端材がコンベアにより運び出される。
【0037】
識別表示がされた端材が採取される。この端材を試験片として、成分検査、硬度試験等が実施される。この成分検査、硬度試験などのデータが、棒鋼材3の製造履歴と共に管理される。
【0038】
この識別表示装置2では、位置決めされた棒鋼材3に、ノズル46が識別表示をする。この識別表示が自動でされる。作業者が、200℃以上の棒鋼材3に近づく必要がない。作業者は、高温雰囲気での作業から開放される。手作業での識別表示に比べ、識別表示に要する時間が短縮される。識別表示の誤記が抑制される。
【0039】
この識別表示装置2では、ノズル46の噴射孔48が冷却水で冷却されている。棒鋼材3の周辺の高温雰囲気において、噴射孔48付近で耐熱塗料が乾燥することが抑制されている。この噴射孔48で、耐熱塗料が詰まることが抑制されている。この観点から、ノズル46が退避位置に位置している間、この冷却水は、常時噴射孔48にかけられることが好ましい。この噴射孔48の直径が0.2mm以上であれば、耐熱塗料が噴射孔48に詰まることを抑制する効果が大きい。
【0040】
この識別表示装置2では、ロボット32がスプレーガン30(ノズル46)を移動する。ノズル46が、棒鋼材3に識別表示をする表示位置(例えば、図7(b)から図7(e)までの位置)と退避位置(例えば、図7(a)の位置)との間で、移動可能にされている。これにより、このノズル46は、識別表示をしていないときには、退避位置に位置させられている。この退避位置は、棒鋼材3の上方から水平方向外側に離れた位置である。このノズル46は、特に高温となる棒鋼材の上方を避けた位置に退避することができる。このノズル46は、耐熱塗料の詰まり等のトラブルがより低減されている。識別表示装置2では距離Lが200mmとされたが、この観点から距離Lは大きい方が好ましい。一方で、距離Lが大きいと、ノズル46が表示位置と退避位置との間で移動するのに、時間がかかる。
【0041】
この識別表示装置2では、ノズル46のX軸方向及びY軸方向に移動が数値制御されている。これにより、数値、文字、記号等の多様な識別表示がされ得る。識別表示の大きさも変更され得る。この識別表示により、種々の棒鋼材に同じノズル46で識別表示が可能とされている。この識別表示により、ノズルのサイズの変更なしで、識別表示が可能とされている。この識別表示装置2は、汎用性に優れている。
【0042】
この識別表示装置2では、耐熱塗料が圧縮エアと共に噴射されるノズル46について説明がされたが、この発明は、圧縮エアを用いずに耐熱塗料が吐出される吐出孔を備えたノズルについても、同様にその効果を得ることができる。識別表示をするための孔径の小さい吐出孔を備えたノズルで、耐熱塗料の詰まり等のトラブルが低減できる。
【0043】
この識別表示装置2では、図示されないが、ロボット32は、冷却されるように構成されてもよい。識別表示装置2がフードとダクトを備える。基部34、第1アーム36の一部及び第2アーム38の一部が、フードに囲われている。第1アーム36の一部及び第2アーム38の一部には、第2アーム38をY軸方向に移動可能とするスライド機構部分が含まれる。このフードに、スリットが形成されている。このスリットは、X軸方向に延びて形成されている。このスリットにより、第1アーム36及び第2アーム38がX軸方向に移動可能に構成されている。このフードには、冷媒としてエアーが供給されるダクトが接続されている。このダクトからエアーが送り込まれることで、フード内から高温の空気が流出させられる。ロボット32が高温雰囲気に晒されることが抑制される。
【実施例】
【0044】
以下、実施例によって本発明の効果が明らかにされるが、この実施例の記載に基づいて本発明が限定的に解釈されるべきではない。
【0045】
この実施例には、識別表示装置2が用いられた。スプレーガンの噴射孔の直径は、0.2mmとされた。圧縮エアの圧力は0.05MPaとした。水1に対して耐熱塗料原液2の割合で両者を混合した耐熱塗料が用いられた。
【0046】
[実施例1]
図8(a)に示された棒鋼材66を用意した。この棒鋼材66の断面は円形である。この棒鋼材66は、所謂、丸棒鋼である。この棒鋼材66の断面の直径D1は、100mmである。この識別表示装置2に、棒鋼材66の直径D1の情報が与えられる。ここでは、キーボード12から、棒鋼材66情報の一つとして入力される。
【0047】
制御部16は、棒鋼材66の直径D1に対応して予め設定された数字巾W1を選択する。ここでは、W1は、25mmである。これにより、棒鋼材66の外周面には、巾W1の数字で識別表示がされている。この様にして、識別表示がされた棒鋼材66が、図8(a)に示されている。
【0048】
[実施例2]
図8(b)に示された棒鋼材68を用意した。この棒鋼材68の断面の直径φD2は、50mmである。この識別表示装置2に、棒鋼材68の直径φD2の情報が与えられる。制御部16は、棒鋼材68の直径φD2に対応して予め設定された数字巾W1を選択する。これにより、棒鋼材68の外周面には、巾W1の数字で識別表示がされている。この様にして、識別表示がされた棒鋼材68が、図8(b)に示されている。
【0049】
[実施例3]
図8(c)に示された棒鋼材70を用意した。この棒鋼材70の断面の直径φD3は、28mmである。この識別表示装置2に、棒鋼材70の直径φD3の情報が与えられる。制御部16は、棒鋼材70の直径φD3に対応して予め設定された数字巾W2を選択する。ここでは、W2は、18mmである。これにより、棒鋼材70の外周面には、巾W2の数字で識別表示がされている。この様にして、識別表示がされた棒鋼材70が、図8(c)に示されている。
【0050】
[実施例4]
図8(d)に示された棒鋼材72を用意した。この棒鋼材72の断面の直径φD4は、25mmである。この識別表示装置2に、棒鋼材72の直径φD4の情報が与えられる。制御部16は、棒鋼材72の直径φD4に対応して予め設定された記号を選択する。ここでは、記号は、図8(d)に示される波形の記号である。これにより、棒鋼材70の外周面には、記号で識別表示がされている。
【0051】
この実施例では、直径が28mmから100mmまでの棒鋼材に、型替えすることなしに数字による識別表示がされた。手作業で約60秒かかる識別表示が、この識別表示装置2により、5秒で識別表示がされた。この実施例の識別表示装置2では、2種類の巾W1とW2との数字を切り替えて識別表示がされている。一種類の文字巾で数字が表示されるものより、直径の小さい棒鋼材から直径の大きい棒鋼材まで、種々の棒鋼材に識別表示をすることができた。
【0052】
この識別表示装置2では、図8(d)のように記号を識別表示として使用できる。この実施例では、識別表示装置2は、より範囲の広い直径の棒鋼材に識別表示をすることができる。この実施例では、示されていないが、この識別表示により、直径が14mmから100mmまでの棒鋼材がノズルのサイズの変更なしで、識別表示が可能とすることができた。
【0053】
この識別表示装置2では、2種類の数字巾W1及びW2を用いて説明がされた。更に、他種類の数字巾を用いて識別表示がされてもよい。ロボット32が、X軸方向及びY軸方向にスプレーガン30を移動するので、数字の大きさは他種類に設定できる。この識別表示装置は、ノズルのサイズの変更をすること無しで、直径の小さい棒鋼材から直径の大きい棒鋼材まで、種々の棒鋼材に識別表示をすることができる。棒鋼材の断面は円形に限定されるものではないが、外周面が曲面からなる棒鋼材に、この識別表示装置は、手作業に比して特に効率的に識別表示が可能となっている。
【産業上の利用可能性】
【0054】
本発明に係る識別表示装置は、種々の棒鋼材の識別表示に用いられ得る。
【符号の説明】
【0055】
2・・・識別表示装置
4・・・ローラコンベア
6・・・ストッパー
8・・・印字部
10・・・冷却部
12・・・キーボード
14・・・記憶部
16・・・制御部
18a、b、c、d・・・ローラ
20a、b、c、d、e・・・板
22・・・上面
24・・・基部
26・・・ストッパー本体
28・・・先端
30・・・スプレーガン
32・・・ロボット
34・・・基部
36・・・第1アーム
38・・・第2アーム
40・・・ホルダー
42・・・供給口
44・・・エア供給口
46・・・ノズル
48・・・噴射孔
50・・・供給配管
52、56・・・電磁弁
54・・・圧縮エア配管
58・・・冷却ノズル
60・・・樋
62・・・排出口
3、66、68、70、72・・・棒鋼材
【特許請求の範囲】
【請求項1】
棒鋼材を搬送する搬送部と、
棒鋼材を位置決めする位置決め部と、
棒鋼材に識別表示をする印字部と、
冷却部とを備えており
この印字部が耐熱塗料を吐出する吐出孔を有するノズルを備えており、
この冷却部がノズルの吐出孔を冷却するように構成されている識別表示装置。
【請求項2】
上記印字部が移動機構を備えており、
この移動機構がノズルを移動可能に支持しており、
このノズルが棒鋼材に識別表示を表示する表示位置と、棒鋼材の上方から水平方向外側に所定の距離離れた退避位置との間で、この移動機構により移動可能に構成されている請求項1に記載の識別表示装置。
【請求項3】
上記ノズルの吐出孔が退避位置で冷却されるように構成されている請求項2に記載の識別表示装置。
【請求項4】
上記移動機構がノズルを水平面に平行なX軸方向及びY軸方向に移動可能に支持しており、
このX軸方向及びY軸方向の移動が数値制御されている請求項2又は3に記載の識別表示装置。
【請求項1】
棒鋼材を搬送する搬送部と、
棒鋼材を位置決めする位置決め部と、
棒鋼材に識別表示をする印字部と、
冷却部とを備えており
この印字部が耐熱塗料を吐出する吐出孔を有するノズルを備えており、
この冷却部がノズルの吐出孔を冷却するように構成されている識別表示装置。
【請求項2】
上記印字部が移動機構を備えており、
この移動機構がノズルを移動可能に支持しており、
このノズルが棒鋼材に識別表示を表示する表示位置と、棒鋼材の上方から水平方向外側に所定の距離離れた退避位置との間で、この移動機構により移動可能に構成されている請求項1に記載の識別表示装置。
【請求項3】
上記ノズルの吐出孔が退避位置で冷却されるように構成されている請求項2に記載の識別表示装置。
【請求項4】
上記移動機構がノズルを水平面に平行なX軸方向及びY軸方向に移動可能に支持しており、
このX軸方向及びY軸方向の移動が数値制御されている請求項2又は3に記載の識別表示装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−88183(P2011−88183A)
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願番号】特願2009−243309(P2009−243309)
【出願日】平成21年10月22日(2009.10.22)
【出願人】(000180070)山陽特殊製鋼株式会社 (601)
【Fターム(参考)】
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願日】平成21年10月22日(2009.10.22)
【出願人】(000180070)山陽特殊製鋼株式会社 (601)
【Fターム(参考)】
[ Back to top ]