
検査装置
【課題】搬送される被検査物に対してエリアカメラを使用した場合に発生する撮像画像の歪みを補正し、更に、検査領域を設定し、欠陥検出のために複雑な処理を必要とせず、検査時間の大幅な短縮が可能な、効率の良い検査装置を提供する。
【解決手段】搬送装置によって搬送される被検査物を撮像し、被検査物に付着した異物や汚れの付着、内容物の漏れを検査する検査装置であって、被検査物を撮像する撮像タイミングを検出する手段と、検出された撮像タイミングで被検査物を撮像し、且つ、被検査物の移動方向と撮像水平方向が並行に設けられたローリングシャッタ方式の撮像カメラと、撮像された被検査物の画像の歪を補正する手段と、歪が補正された被検査物の検査領域を設定する手段と、前記歪が補正され検査領域が設定された被検査物の画像を検査することを特徴とする検査装置。
【解決手段】搬送装置によって搬送される被検査物を撮像し、被検査物に付着した異物や汚れの付着、内容物の漏れを検査する検査装置であって、被検査物を撮像する撮像タイミングを検出する手段と、検出された撮像タイミングで被検査物を撮像し、且つ、被検査物の移動方向と撮像水平方向が並行に設けられたローリングシャッタ方式の撮像カメラと、撮像された被検査物の画像の歪を補正する手段と、歪が補正された被検査物の検査領域を設定する手段と、前記歪が補正され検査領域が設定された被検査物の画像を検査することを特徴とする検査装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンベアなどの搬送装置によって搬送される被検査物を撮像し、検査する検査装置に関するものである。
【背景技術】
【0002】
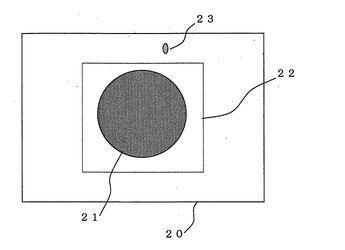
被検査物を撮像した画像上で検査領域を設定することは誤検出の低下や検査時間の短縮といった利点が考えられる。図1に示すように撮像した画像20の被検査物21の領域外において欠陥と定めている閾値内にあてはまる画像23(例えば搬送装置として用いられた搬送ベルトや搬送ローラーに付着したゴミなどを撮像した画像)が存在した場合、誤検出の発生原因となる。例えば、被検査物によってできる影や製造ライン上の小さな汚れなどを不良として検出する可能性がある。また、欠陥検出のために複雑な処理を必要とする場合、検査領域22を設定することによって非検査領域を処理対象から除外できるので検査時間の大幅な短縮につながり、効率の良い検査システムを構築することが可能となる。
【0003】
従来、検査領域設定の問題の対策として特許文献1及び2が知られている。特許文献1の手段はあらかじめ検査領域を大きめに設定し、その領域をブロックに分割し注目ブロックと周辺ブロックとの濃度を比較して検査すべき領域かどうかを判定する手段となっている。また、特許文献2の手段は検査領域となるマスタパターンを用意し被検査パターンとの相関値を求め、高い相関を示す領域を検査領域と判定する手段となっている。しかしながら、これらの手段は比較処理やパターンサーチといった画像処理としては比較的時間を要する処理であり、短時間で連続して検査を行う必要のある製造ラインに適用するためにはマルチコアを用いた並列処理やハードウェアを用いた処理を考慮する必要がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−71875号公報
【特許文献2】特開2001−202519号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
製造ラインを連続して搬送される被検査物に対する撮像手段としてCCDなど各種の受光素子を用いたラインカメラが一般的に使用されている。ラインカメラはエリアカメラに比べ画素数が多く被検査物のサイズが大きいものや長いものを撮像する場合に適している。特にシート状物(ガラス、フィルム、樹脂版など)などの欠陥検査での適用例が多く見られる。
【0006】
しかしながら、ラインカメラで画像を撮像するためには1ライン分のデータを全て読み出した後に次のラインのデータを読み出すので、ラインカメラでの画像取得にはある程度の長い時間が必要である。その結果、1ラインの画素数が多いラインカメラほどデータの読み出しに時間が必要となる。また、被検査物の移動速度と撮像タイミングをエンコーダ信号などで同期させる必要がある。従って、エリアカメラで全体を撮影できる被検査物の場合にはエリアカメラを用いた検査システムを構築することによって簡易なシステム構成となるが、一方、エリアカメラを用いて移動する被検査物を撮像する場合には、高速で移動する被検査物では撮像画像が歪んでしまう現象が発生する。
【0007】
本発明は上記の問題を鑑みてなされたもので、製造ラインを連続して搬送される被検査物に対して、エリアカメラを使用した場合に発生する撮像画像の歪みを補正し、更に、検
査領域を設定し、欠陥検出のために複雑な処理を必要とせず、検査時間の大幅な短縮が可能な、効率の良い検査装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1に係わる発明は、搬送装置によって搬送される被検査物を撮像し、被検査物に付着した異物や汚れの付着、内容物の漏れを検査する検査装置であって、
被検査物を撮像する撮像タイミングを検出する手段と、
検出された撮像タイミングで被検査物を撮像し、且つ、被検査物の移動方向と撮像水平方向が並行に設けられたローリングシャッタ方式の撮像カメラと、
撮像された被検査物の画像の歪を補正する手段と、
歪が補正された被検査物の検査領域を設定する手段と、
前記歪が補正され検査領域が設定された被検査物の画像を検査することを特徴とする検査装置である。
【0009】
本発明の請求項2に係わる発明は、前記撮像された被検査物の画像の歪を補正する手段は、ローリングシャッタ方式のカメラのフレームレート、画像の光学分解能、被検査物の移動速度から画像の歪み量を算出して補正することを特徴とする請求項1に記載の検査装置である。
【0010】
本発明の請求項3に係わる発明は、前記歪が補正された被検査物の検査領域を設定する手段は、歪が補正された被検査物の画像の垂直方向におけるラインプロファイルを取得し、そのラインプロファイルに微分処理を行い、被検査物のエッジを抽出して検査領域を設定することを特徴とする請求項1に記載の検査装置である。
【発明の効果】
【0011】
本発明の検査装置によれば、搬送装置によって連続して搬送される被検査物に対して、欠陥検出のために複雑な処理を必要とせず、検査時間の大幅な短縮が可能で、誤検査の発生を抑制することが可能となる。
【図面の簡単な説明】
【0012】
【図1】被検査物の検査領域外の領域で撮像した画像を示す図。
【図2】本発明に係る検査装置の概略構成を示す図。
【図3】被検査物の搬送方向に撮像カメラの画像水平方向が並行になるように設置することを示す図。
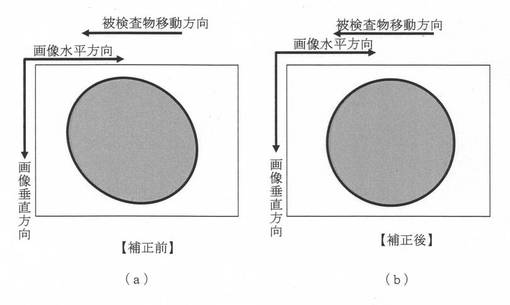
【図4】(a)被検査物を撮像した画像で歪を補正する前の画像を示す。(b)は、歪を補正した後の画像を示す。
【図5】補正後の撮像画像に対して、ラインプロファイルを取得することを示す図。
【図6】ラインプロファイルより被検査物のエッジを得ることを示す図。
【図7】本発明の検査装置のフロー図。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態について、図面を参照して具体的に説明する。
【0014】
図2は、本発明に係る検査装置の概略構成を示す図である。
【0015】
本実施形態においては、搬送装置によって移動する被検査物のサイズはエリアカメラの視野に収まるものであれば制限されない。
【0016】
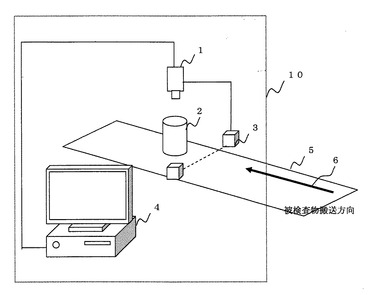
本発明に係る検査装置10は、搬送装置5によって搬送方向6に搬送される被検査物2を撮像する撮像タイミングを検出する手段である光学センサ3と、前記撮像タイミングを
検出する手段によって得られた撮像タイミングで被検査物を撮像するローリングシャッタ方式の撮像カメラ1と、撮像された被検査物の画像の歪を補正する手段(図示せず)と、歪が補正された被検査物の検査領域を設定する手段(図示せず)と、を備えている。前記撮像された被検査物の画像の歪を補正する手段と歪が補正された被検査物の検査領域を設定する手段はデータ処理装置4に備えられている。
【0017】
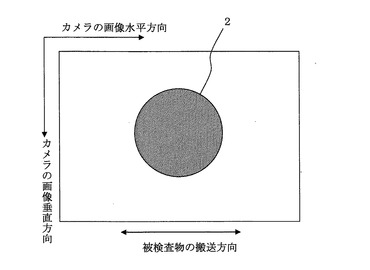
図3に示すように撮像カメラ1の画像水平方向と被検査物2の搬送方向は同じ向きになるように設置されている。ただし、被検査物2の搬送方向は画像水平方向に対して逆向きでもかまわない。すなわち、被検査物2の搬送方向と撮像カメラ1の画像垂直方向が直角であればよい。
【0018】
光学センサ3は被検査物2を検出して撮像カメラ1の外部トリガー発生用の信号を出力するもので搬送装置5の両側に取り付けられている。光学センサ3は、例えば透過型光センサを採用することが出来る。この光学センサ3が被検査物2を検出すると外部トリガー信号が出力され、そのタイミングで画像水平方向の一定の位置で被検査物を撮像することが可能となる。
【0019】
更に、撮像した画像データをデータ処理装置4へ送り、被検査物の画像の歪み補正、検査領域設定を行った後に、欠陥判定の処理を行う。
【0020】
撮像カメラ1の画像垂直方向が被検査物2の移動方向に対して直角とする次に述べる理由がある。本実施形態において使用するカメラはローリングシャッタ方式のエリアカメラである。センサ構造が簡単で集積度が上るが、画面の上部と下部で、露光タイミングが異なるために、移動する被検査体に対して図形歪は撮像素子の受光エリアで信号の取り込みタイミングがライン(画素列)毎に異なる。そのため、移動する被検査物を撮像した場合、撮像画像が歪んでしまう現象が発生する。ローリングシャッタ方式に対してグローバルシャッタ方式というものがあるが、グローバルシャッタ方式は1フレームを一括して撮像する方式である。
【0021】
グローバルシャッタ方式は一括して撮像することが可能であることから移動体を撮像したときの歪みが発生しないように思えるが、1フレームの読み取り時間内に移動してしまうほど高速に移動する被検査物の場合、ぼやけた画像となってしまうのでフレームレートを上げ、短い露光時間でも十分な明るさの画像が取得できるような高輝度照明を使用して対応していく必要がある。一方、ローリングシャッタ方式は1フレームの読み取り時間はグローバルシャタ方式と同じであっても、1ラインの取り込み時間は非常に短いので1ラインの撮像画像は鮮明な画像となる。
【0022】
従って、ローリングシャッタ方式を用いて移動する被検査物を撮像する場合、撮像画像において被検査物の1ライン毎の画素ずれ量を算出することによって、被検査物の画像の歪みを補正することが可能となる。
【0023】
歪み補正手段について説明する。歪み補正手段は予めプログラミングされデータ処理装置4に備えられている。先ず、歪みの補正量の算出について説明する。図4(b)は、被検査物の補正後の形状が正しい撮像結果であるが、被検査物は撮像中にも移動しているので補正前の図4(a)に示すように、被検査物の移動方向によって画像水平方向の左右どちらかの方向にラインごとにシフト(歪んだ)した撮像結果となる。この状態からシフト量を算出し補正後の画像へ変換する。
【0024】
まず、補正量を算出するために使用しているカメラの光学分解能R(mm/pixcel)を算出する。光学分解能Rは寸法の確かな物体を撮像し、その物体の既知の寸法が撮
像画像でどれくらいの画素を占めているかで算出することができる。つまり、物体の既知の寸法をA(mm)、物体の既知の寸法の撮像画像上での画素数をB(pixcel)とすると(1)式が与えられる。
R=A/B・・・(1)
【0025】
さらに、1ラインの読み取り時間T line(msec/line)を算出するために、1フレームの読み取り時間(フレームレートの逆数)T frame(msec)とライン数(画像垂直方向の画素数)L(line)とすると(2)式が与えられる。
T line=T frame/L・・・(2)
【0026】
また、被検査物を移動させる搬送機器の搬送速度V(mm/msec)とすると(3)式より1ラインあたりの被検査物の画像上での移動量M(pixcel/line)を算出することができる。
M=(T line×V)/R・・・(3)
【0027】
これにより、1ラインあたりの被検査物の画像上での移動量Mより、撮像画像上の歪み方向と逆方向に1ラインごとに移動量Mだけ増加した量をシフト(例えば、2ライン目は2Mシフト)させれば歪みを補正することができ、図4の補正後の画像を作成することが可能となる。この手法は(1)、(2)、(3)式で使用しているパラメータを保持することによって、例えば、搬送機器の搬送速度の変化によって撮像画像の歪み量が増減しても自動的に補正することが可能となる。
【0028】
次に、検査領域設定手段について説明する。検査領域設定手段は予めプログラミングされデータ処理装置4に備えられている。検査領域設定手段は本実施形態において、光学センサを用いた外部トリガーによって撮像タイミングを制御しているので撮像画像の水平方向への検査領域のズレは発生しない。しかしながら、上流の搬送装置と下流の搬送装置とのつなぎ合わせの部分で撮像画像の垂直方向のわずかなズレや、搬送装置による被検査物の蛇行が発生する可能性がある。このズレ分を考慮して検査領域を広げるという手段が一般的に用いられるが、被検査物によってできる搬送装置上の影を誤検出してしまうといった問題が発生し、影と真の欠陥とを判定する判定手法を考案し処理に組み入れるといった手間が生じる。
【0029】
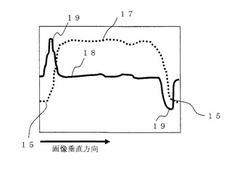
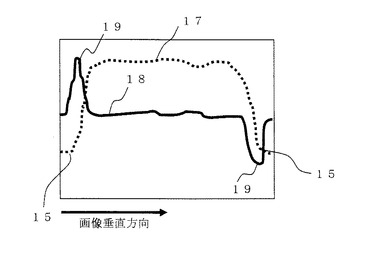
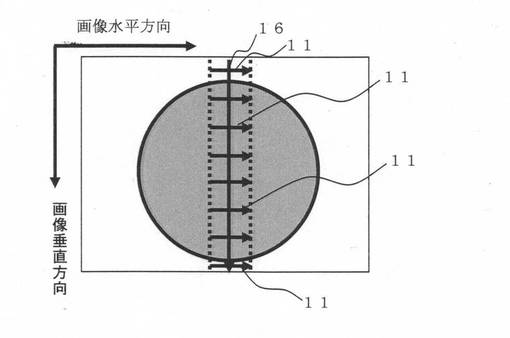
そこで、図5に示すように補正後の撮像画像に対して、ある画像水平位置から16で示す垂直方向の複数の水平方向の画像11のラインプロファイル17(図6)を取得し、このラインプロファイルから被検査物のエッジの位置を認識し検査領域を設定する。
【0030】
図6に示すようにラインプロファイル17より搬送装置と被検査物とを区別する大きな勾配が得られる。即ち、ラインプロファイル17に対して微分処理を施すことによって微分プロファイル18を取得することができる。更に、微分プロファイル18から被検査物のエッジ15を表すピーク値19を得ることができ、そのピーク値の位置をもとに検査領域をシフトさせれば垂直方向への被検査物のズレを考慮した検査領域の設定を行うことが出来る。
【0031】
ここで、取得するラインプロファイルは被検査物の中心を通るラインだけでもかまわないが、被検査物上の絵柄などで被検査物の縁付近にも勾配ができてしまうことが可能性として考えられるので、中心ラインの左右数十画素を水平方向に加算して平均化したラインプロファイルを取得し絵柄などの影響を緩和する手段も考えられる。また、取得したラインプロファイルに対して平滑化を施しノイズ成分を除去することによって、より顕著な被検査物の縁を表すピーク値を取得することが可能となる。即ち、上記ラインプロファイル17を取得する場合には、例えば図5では11で示される垂直方向に示される8箇所の画
像データの平均をラインプロファイル17としてノイズ成分を除去する。この場合8箇所に限定されるものではない。また、11は、16で示される水平位置から水平方向にある幅を持つ水平方向の画像を示すが、ある幅を持つ画像データの平均をラインプロファイルとすることによって、絵柄などの影響を緩和することが出来る。
【0032】
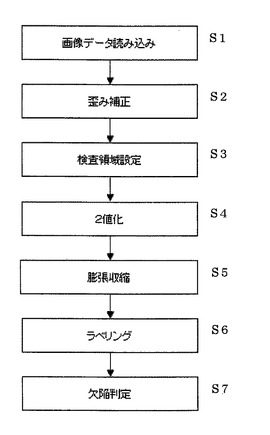
図7は、本実施形態の検査装置で撮像された画像データに対する画像の取り込みから欠陥判定までのフローチャートである。このフローチャートのステップを用いて、画像データの読み込み、歪み補正、検査領域設定、欠陥判定までのフローを説明する。
【0033】
まず、撮像カメラ1から画像データを読み込み、画像データをデータ処理装置4に読み取らせる(S1)。ここで読み取られる画像データは図2に示す被検査物が歪んだ状態のものである。
【0034】
次に、撮像カメラ1より取り込まれた画像データ(S1)に対して、上記に示した歪み補正手段(S2)と検査領域設定手段(S3)を用いた処理を実行する。そして、設定された検査領域に対してのみ2値化を行う(S4)。2値化はデータ処理装置4より閾値を固定して行っても良いが、例えば公知のPタイル法やKittler判別法などを用いて欠陥を抽出しても良い。
【0035】
次に、2値化された画像データに対してノイズ除去を目的とした膨張収縮処理を施す(S5)。さらに、膨張収縮処理をした画像データに対しラベリング処理を行い(S6)、抽出した欠陥の位置や面積といった情報を取得し欠陥判定処理を行う(S7)。
【0036】
本発明の検査領域の設定および検査装置は、製造ライン上を移動する製品に適用することが可能であり、例えば包装容器のような単純な形状を有する被検査体の異物や汚れの付着、内容物の漏れを検査する場合の検査領域の設定に用いることが出来、該設定手段を用いて上記検査を行う検査装置として使用することができる。
【0037】
本発明の画像の歪補正と検査領域の設定および検査装置によれば、搬送装置で搬送される被検査物をローリングシャッタ方式のエリアカメラを用いて撮像し、従来行われていた比較処理やパターンサーチといった比較的時間を要する処理を行うことなく、更にマルチコアを用いた並列処理やハードウェアを用いることなく、撮像した検査画像の歪補正と検査領域の設定を行うことによって、簡易な構成による検査装置とすることが可能で、処理負荷の少ない検査を行うことが出来る。
【符号の説明】
【0038】
1・・・撮像カメラ
2・・・被検査物
3・・・光学センサ
4・・・データ処理装置
5・・・搬送装置
6・・・搬送方向
10・・・検査装置
11・・・複数の水平方向の画像
15・・・被検査物のエッジ
16・・・ある画像水平位置
17・・・ラインプロファイル
18・・・微分プロファイル
19・・・ピーク値
20・・・撮像した画像
21・・・被検査物
22・・・検査領域
23・・・画像
【技術分野】
【0001】
本発明は、コンベアなどの搬送装置によって搬送される被検査物を撮像し、検査する検査装置に関するものである。
【背景技術】
【0002】
被検査物を撮像した画像上で検査領域を設定することは誤検出の低下や検査時間の短縮といった利点が考えられる。図1に示すように撮像した画像20の被検査物21の領域外において欠陥と定めている閾値内にあてはまる画像23(例えば搬送装置として用いられた搬送ベルトや搬送ローラーに付着したゴミなどを撮像した画像)が存在した場合、誤検出の発生原因となる。例えば、被検査物によってできる影や製造ライン上の小さな汚れなどを不良として検出する可能性がある。また、欠陥検出のために複雑な処理を必要とする場合、検査領域22を設定することによって非検査領域を処理対象から除外できるので検査時間の大幅な短縮につながり、効率の良い検査システムを構築することが可能となる。
【0003】
従来、検査領域設定の問題の対策として特許文献1及び2が知られている。特許文献1の手段はあらかじめ検査領域を大きめに設定し、その領域をブロックに分割し注目ブロックと周辺ブロックとの濃度を比較して検査すべき領域かどうかを判定する手段となっている。また、特許文献2の手段は検査領域となるマスタパターンを用意し被検査パターンとの相関値を求め、高い相関を示す領域を検査領域と判定する手段となっている。しかしながら、これらの手段は比較処理やパターンサーチといった画像処理としては比較的時間を要する処理であり、短時間で連続して検査を行う必要のある製造ラインに適用するためにはマルチコアを用いた並列処理やハードウェアを用いた処理を考慮する必要がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−71875号公報
【特許文献2】特開2001−202519号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
製造ラインを連続して搬送される被検査物に対する撮像手段としてCCDなど各種の受光素子を用いたラインカメラが一般的に使用されている。ラインカメラはエリアカメラに比べ画素数が多く被検査物のサイズが大きいものや長いものを撮像する場合に適している。特にシート状物(ガラス、フィルム、樹脂版など)などの欠陥検査での適用例が多く見られる。
【0006】
しかしながら、ラインカメラで画像を撮像するためには1ライン分のデータを全て読み出した後に次のラインのデータを読み出すので、ラインカメラでの画像取得にはある程度の長い時間が必要である。その結果、1ラインの画素数が多いラインカメラほどデータの読み出しに時間が必要となる。また、被検査物の移動速度と撮像タイミングをエンコーダ信号などで同期させる必要がある。従って、エリアカメラで全体を撮影できる被検査物の場合にはエリアカメラを用いた検査システムを構築することによって簡易なシステム構成となるが、一方、エリアカメラを用いて移動する被検査物を撮像する場合には、高速で移動する被検査物では撮像画像が歪んでしまう現象が発生する。
【0007】
本発明は上記の問題を鑑みてなされたもので、製造ラインを連続して搬送される被検査物に対して、エリアカメラを使用した場合に発生する撮像画像の歪みを補正し、更に、検
査領域を設定し、欠陥検出のために複雑な処理を必要とせず、検査時間の大幅な短縮が可能な、効率の良い検査装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1に係わる発明は、搬送装置によって搬送される被検査物を撮像し、被検査物に付着した異物や汚れの付着、内容物の漏れを検査する検査装置であって、
被検査物を撮像する撮像タイミングを検出する手段と、
検出された撮像タイミングで被検査物を撮像し、且つ、被検査物の移動方向と撮像水平方向が並行に設けられたローリングシャッタ方式の撮像カメラと、
撮像された被検査物の画像の歪を補正する手段と、
歪が補正された被検査物の検査領域を設定する手段と、
前記歪が補正され検査領域が設定された被検査物の画像を検査することを特徴とする検査装置である。
【0009】
本発明の請求項2に係わる発明は、前記撮像された被検査物の画像の歪を補正する手段は、ローリングシャッタ方式のカメラのフレームレート、画像の光学分解能、被検査物の移動速度から画像の歪み量を算出して補正することを特徴とする請求項1に記載の検査装置である。
【0010】
本発明の請求項3に係わる発明は、前記歪が補正された被検査物の検査領域を設定する手段は、歪が補正された被検査物の画像の垂直方向におけるラインプロファイルを取得し、そのラインプロファイルに微分処理を行い、被検査物のエッジを抽出して検査領域を設定することを特徴とする請求項1に記載の検査装置である。
【発明の効果】
【0011】
本発明の検査装置によれば、搬送装置によって連続して搬送される被検査物に対して、欠陥検出のために複雑な処理を必要とせず、検査時間の大幅な短縮が可能で、誤検査の発生を抑制することが可能となる。
【図面の簡単な説明】
【0012】
【図1】被検査物の検査領域外の領域で撮像した画像を示す図。
【図2】本発明に係る検査装置の概略構成を示す図。
【図3】被検査物の搬送方向に撮像カメラの画像水平方向が並行になるように設置することを示す図。
【図4】(a)被検査物を撮像した画像で歪を補正する前の画像を示す。(b)は、歪を補正した後の画像を示す。
【図5】補正後の撮像画像に対して、ラインプロファイルを取得することを示す図。
【図6】ラインプロファイルより被検査物のエッジを得ることを示す図。
【図7】本発明の検査装置のフロー図。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態について、図面を参照して具体的に説明する。
【0014】
図2は、本発明に係る検査装置の概略構成を示す図である。
【0015】
本実施形態においては、搬送装置によって移動する被検査物のサイズはエリアカメラの視野に収まるものであれば制限されない。
【0016】
本発明に係る検査装置10は、搬送装置5によって搬送方向6に搬送される被検査物2を撮像する撮像タイミングを検出する手段である光学センサ3と、前記撮像タイミングを
検出する手段によって得られた撮像タイミングで被検査物を撮像するローリングシャッタ方式の撮像カメラ1と、撮像された被検査物の画像の歪を補正する手段(図示せず)と、歪が補正された被検査物の検査領域を設定する手段(図示せず)と、を備えている。前記撮像された被検査物の画像の歪を補正する手段と歪が補正された被検査物の検査領域を設定する手段はデータ処理装置4に備えられている。
【0017】
図3に示すように撮像カメラ1の画像水平方向と被検査物2の搬送方向は同じ向きになるように設置されている。ただし、被検査物2の搬送方向は画像水平方向に対して逆向きでもかまわない。すなわち、被検査物2の搬送方向と撮像カメラ1の画像垂直方向が直角であればよい。
【0018】
光学センサ3は被検査物2を検出して撮像カメラ1の外部トリガー発生用の信号を出力するもので搬送装置5の両側に取り付けられている。光学センサ3は、例えば透過型光センサを採用することが出来る。この光学センサ3が被検査物2を検出すると外部トリガー信号が出力され、そのタイミングで画像水平方向の一定の位置で被検査物を撮像することが可能となる。
【0019】
更に、撮像した画像データをデータ処理装置4へ送り、被検査物の画像の歪み補正、検査領域設定を行った後に、欠陥判定の処理を行う。
【0020】
撮像カメラ1の画像垂直方向が被検査物2の移動方向に対して直角とする次に述べる理由がある。本実施形態において使用するカメラはローリングシャッタ方式のエリアカメラである。センサ構造が簡単で集積度が上るが、画面の上部と下部で、露光タイミングが異なるために、移動する被検査体に対して図形歪は撮像素子の受光エリアで信号の取り込みタイミングがライン(画素列)毎に異なる。そのため、移動する被検査物を撮像した場合、撮像画像が歪んでしまう現象が発生する。ローリングシャッタ方式に対してグローバルシャッタ方式というものがあるが、グローバルシャッタ方式は1フレームを一括して撮像する方式である。
【0021】
グローバルシャッタ方式は一括して撮像することが可能であることから移動体を撮像したときの歪みが発生しないように思えるが、1フレームの読み取り時間内に移動してしまうほど高速に移動する被検査物の場合、ぼやけた画像となってしまうのでフレームレートを上げ、短い露光時間でも十分な明るさの画像が取得できるような高輝度照明を使用して対応していく必要がある。一方、ローリングシャッタ方式は1フレームの読み取り時間はグローバルシャタ方式と同じであっても、1ラインの取り込み時間は非常に短いので1ラインの撮像画像は鮮明な画像となる。
【0022】
従って、ローリングシャッタ方式を用いて移動する被検査物を撮像する場合、撮像画像において被検査物の1ライン毎の画素ずれ量を算出することによって、被検査物の画像の歪みを補正することが可能となる。
【0023】
歪み補正手段について説明する。歪み補正手段は予めプログラミングされデータ処理装置4に備えられている。先ず、歪みの補正量の算出について説明する。図4(b)は、被検査物の補正後の形状が正しい撮像結果であるが、被検査物は撮像中にも移動しているので補正前の図4(a)に示すように、被検査物の移動方向によって画像水平方向の左右どちらかの方向にラインごとにシフト(歪んだ)した撮像結果となる。この状態からシフト量を算出し補正後の画像へ変換する。
【0024】
まず、補正量を算出するために使用しているカメラの光学分解能R(mm/pixcel)を算出する。光学分解能Rは寸法の確かな物体を撮像し、その物体の既知の寸法が撮
像画像でどれくらいの画素を占めているかで算出することができる。つまり、物体の既知の寸法をA(mm)、物体の既知の寸法の撮像画像上での画素数をB(pixcel)とすると(1)式が与えられる。
R=A/B・・・(1)
【0025】
さらに、1ラインの読み取り時間T line(msec/line)を算出するために、1フレームの読み取り時間(フレームレートの逆数)T frame(msec)とライン数(画像垂直方向の画素数)L(line)とすると(2)式が与えられる。
T line=T frame/L・・・(2)
【0026】
また、被検査物を移動させる搬送機器の搬送速度V(mm/msec)とすると(3)式より1ラインあたりの被検査物の画像上での移動量M(pixcel/line)を算出することができる。
M=(T line×V)/R・・・(3)
【0027】
これにより、1ラインあたりの被検査物の画像上での移動量Mより、撮像画像上の歪み方向と逆方向に1ラインごとに移動量Mだけ増加した量をシフト(例えば、2ライン目は2Mシフト)させれば歪みを補正することができ、図4の補正後の画像を作成することが可能となる。この手法は(1)、(2)、(3)式で使用しているパラメータを保持することによって、例えば、搬送機器の搬送速度の変化によって撮像画像の歪み量が増減しても自動的に補正することが可能となる。
【0028】
次に、検査領域設定手段について説明する。検査領域設定手段は予めプログラミングされデータ処理装置4に備えられている。検査領域設定手段は本実施形態において、光学センサを用いた外部トリガーによって撮像タイミングを制御しているので撮像画像の水平方向への検査領域のズレは発生しない。しかしながら、上流の搬送装置と下流の搬送装置とのつなぎ合わせの部分で撮像画像の垂直方向のわずかなズレや、搬送装置による被検査物の蛇行が発生する可能性がある。このズレ分を考慮して検査領域を広げるという手段が一般的に用いられるが、被検査物によってできる搬送装置上の影を誤検出してしまうといった問題が発生し、影と真の欠陥とを判定する判定手法を考案し処理に組み入れるといった手間が生じる。
【0029】
そこで、図5に示すように補正後の撮像画像に対して、ある画像水平位置から16で示す垂直方向の複数の水平方向の画像11のラインプロファイル17(図6)を取得し、このラインプロファイルから被検査物のエッジの位置を認識し検査領域を設定する。
【0030】
図6に示すようにラインプロファイル17より搬送装置と被検査物とを区別する大きな勾配が得られる。即ち、ラインプロファイル17に対して微分処理を施すことによって微分プロファイル18を取得することができる。更に、微分プロファイル18から被検査物のエッジ15を表すピーク値19を得ることができ、そのピーク値の位置をもとに検査領域をシフトさせれば垂直方向への被検査物のズレを考慮した検査領域の設定を行うことが出来る。
【0031】
ここで、取得するラインプロファイルは被検査物の中心を通るラインだけでもかまわないが、被検査物上の絵柄などで被検査物の縁付近にも勾配ができてしまうことが可能性として考えられるので、中心ラインの左右数十画素を水平方向に加算して平均化したラインプロファイルを取得し絵柄などの影響を緩和する手段も考えられる。また、取得したラインプロファイルに対して平滑化を施しノイズ成分を除去することによって、より顕著な被検査物の縁を表すピーク値を取得することが可能となる。即ち、上記ラインプロファイル17を取得する場合には、例えば図5では11で示される垂直方向に示される8箇所の画
像データの平均をラインプロファイル17としてノイズ成分を除去する。この場合8箇所に限定されるものではない。また、11は、16で示される水平位置から水平方向にある幅を持つ水平方向の画像を示すが、ある幅を持つ画像データの平均をラインプロファイルとすることによって、絵柄などの影響を緩和することが出来る。
【0032】
図7は、本実施形態の検査装置で撮像された画像データに対する画像の取り込みから欠陥判定までのフローチャートである。このフローチャートのステップを用いて、画像データの読み込み、歪み補正、検査領域設定、欠陥判定までのフローを説明する。
【0033】
まず、撮像カメラ1から画像データを読み込み、画像データをデータ処理装置4に読み取らせる(S1)。ここで読み取られる画像データは図2に示す被検査物が歪んだ状態のものである。
【0034】
次に、撮像カメラ1より取り込まれた画像データ(S1)に対して、上記に示した歪み補正手段(S2)と検査領域設定手段(S3)を用いた処理を実行する。そして、設定された検査領域に対してのみ2値化を行う(S4)。2値化はデータ処理装置4より閾値を固定して行っても良いが、例えば公知のPタイル法やKittler判別法などを用いて欠陥を抽出しても良い。
【0035】
次に、2値化された画像データに対してノイズ除去を目的とした膨張収縮処理を施す(S5)。さらに、膨張収縮処理をした画像データに対しラベリング処理を行い(S6)、抽出した欠陥の位置や面積といった情報を取得し欠陥判定処理を行う(S7)。
【0036】
本発明の検査領域の設定および検査装置は、製造ライン上を移動する製品に適用することが可能であり、例えば包装容器のような単純な形状を有する被検査体の異物や汚れの付着、内容物の漏れを検査する場合の検査領域の設定に用いることが出来、該設定手段を用いて上記検査を行う検査装置として使用することができる。
【0037】
本発明の画像の歪補正と検査領域の設定および検査装置によれば、搬送装置で搬送される被検査物をローリングシャッタ方式のエリアカメラを用いて撮像し、従来行われていた比較処理やパターンサーチといった比較的時間を要する処理を行うことなく、更にマルチコアを用いた並列処理やハードウェアを用いることなく、撮像した検査画像の歪補正と検査領域の設定を行うことによって、簡易な構成による検査装置とすることが可能で、処理負荷の少ない検査を行うことが出来る。
【符号の説明】
【0038】
1・・・撮像カメラ
2・・・被検査物
3・・・光学センサ
4・・・データ処理装置
5・・・搬送装置
6・・・搬送方向
10・・・検査装置
11・・・複数の水平方向の画像
15・・・被検査物のエッジ
16・・・ある画像水平位置
17・・・ラインプロファイル
18・・・微分プロファイル
19・・・ピーク値
20・・・撮像した画像
21・・・被検査物
22・・・検査領域
23・・・画像
【特許請求の範囲】
【請求項1】
搬送装置によって搬送される被検査物を撮像し、被検査物に付着した異物や汚れの付着、内容物の漏れを検査する検査装置であって、
被検査物を撮像する撮像タイミングを検出する手段と、
検出された撮像タイミングで被検査物を撮像し、且つ、被検査物の移動方向と撮像水平方向が並行に設けられたローリングシャッタ方式の撮像カメラと、
撮像された被検査物の画像の歪を補正する手段と、
歪が補正された被検査物の検査領域を設定する手段と、
前記歪が補正され検査領域が設定された被検査物の画像を検査することを特徴とする検査装置。
【請求項2】
前記撮像された被検査物の画像の歪を補正する手段は、ローリングシャッタ方式のカメラのフレームレート、画像の光学分解能、被検査物の移動速度から画像の歪み量を算出して補正することを特徴とする請求項1に記載の検査装置。
【請求項3】
前記歪が補正された被検査物の検査領域を設定する手段は、歪が補正された被検査物の画像の垂直方向におけるラインプロファイルを取得し、そのラインプロファイルに微分処理を行い、被検査物のエッジを抽出して検査領域を設定することを特徴とする請求項1に記載の検査装置。
【請求項1】
搬送装置によって搬送される被検査物を撮像し、被検査物に付着した異物や汚れの付着、内容物の漏れを検査する検査装置であって、
被検査物を撮像する撮像タイミングを検出する手段と、
検出された撮像タイミングで被検査物を撮像し、且つ、被検査物の移動方向と撮像水平方向が並行に設けられたローリングシャッタ方式の撮像カメラと、
撮像された被検査物の画像の歪を補正する手段と、
歪が補正された被検査物の検査領域を設定する手段と、
前記歪が補正され検査領域が設定された被検査物の画像を検査することを特徴とする検査装置。
【請求項2】
前記撮像された被検査物の画像の歪を補正する手段は、ローリングシャッタ方式のカメラのフレームレート、画像の光学分解能、被検査物の移動速度から画像の歪み量を算出して補正することを特徴とする請求項1に記載の検査装置。
【請求項3】
前記歪が補正された被検査物の検査領域を設定する手段は、歪が補正された被検査物の画像の垂直方向におけるラインプロファイルを取得し、そのラインプロファイルに微分処理を行い、被検査物のエッジを抽出して検査領域を設定することを特徴とする請求項1に記載の検査装置。
【図1】


【図2】
【図3】
【図6】
【図7】
【図4】
【図5】
【図2】
【図3】
【図6】
【図7】
【図4】
【図5】
【公開番号】特開2012−58030(P2012−58030A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−200198(P2010−200198)
【出願日】平成22年9月7日(2010.9.7)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月7日(2010.9.7)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]