
極低温往復ポンプの中間ディスタンス・ピース
【課題】往復ポンプ組立体を提供する。
【解決手段】本発明は、ポンプのピストン・パッキンシール部材を加熱するために、極低温往復ポンプの中間ディスタンス・ピースのノーズ内に加熱エレメントを設けることを教示する。加熱エレメントは、ピストン・パッキンシール部材の温度を高めてポンプの作業中に生じるシール部材の変形を制限する。加えて、高温の乾燥した蒸気パージを中間ディスタンス・ピースの内部に施して、霜がピストン・パッキンシール部材を妨害するのを軽減又は排除することができる。
【解決手段】本発明は、ポンプのピストン・パッキンシール部材を加熱するために、極低温往復ポンプの中間ディスタンス・ピースのノーズ内に加熱エレメントを設けることを教示する。加熱エレメントは、ピストン・パッキンシール部材の温度を高めてポンプの作業中に生じるシール部材の変形を制限する。加えて、高温の乾燥した蒸気パージを中間ディスタンス・ピースの内部に施して、霜がピストン・パッキンシール部材を妨害するのを軽減又は排除することができる。
【発明の詳細な説明】
【背景技術】
【0001】
極低温液体のために設計された容積型往復ポンプ、又は極低温往復ポンプは、油田設備のための可搬装置、及び窒素を極低温液体として供給し、より高い圧力までポンピングし、蒸発させ、次いで油井、パイプライン、タンカー内に注入する、又は他の形式で最終使用のために供給する工業用途のための可搬設備において広く使用される。商業的に製造された設計の多くは、高温端と、複数の並列の低温端と、それぞれ高温端と低温端とを接続する中間ディスタンス・ピースとから成る。
【0002】
高温端はさらに、ハウジングと、クランクシャフトと、コネクティング・ロッドと、回転運動を低温端のために線運動に変換するクロスヘッドとから成っている。低温端は、プランジャ又はピストンと、シリンダと、シリンダ・ヘッドと、吸入弁と、吐出弁とを含むポンプ本体である。中間ディスタンス・ピースは低温端から高温端を熱的に分離する一方、低温端ピストンを高温端クロスヘッドと整合させる。
【0003】
一般の商業的な低温端設計は、ピストン・パッキンシール部材を有している。ピストン・パッキンシール部材は、低温端シリンダからのピストン行程長を丁度超えたところに配置されている。ピストン・パッキンシール部材は低圧極低温窒素が大気に漏れること、そして極低温に耐えることのできない高温端のクロスヘッド油シール部材に極低温窒素を潜在的に噴霧するのを防止する。
【0004】
低温端ピストンは水の凝固点未満で作業するので、中間ディスタンス・ピース内部の周囲に晒される低温端ピストン部分に氷が形成されることがある。ワイパとも呼ばれる金属スクレーパを、ピストン・パッキンシール部材の、低温端シリンダとは反対側に隣接して位置決めすることにより、汚染物質、主として氷をピストンから除去することができる。ワイパは、氷蓄積及び他の汚染物質から生じる物理的損傷からピストン・パッキンシール部材を保護するようになっている。ワイパは、極低温往復ポンプがその設計エンベロープの上側部分の速度で操作されるときには効果的であることが判っているが、しかしワイパは、極低温往復ポンプがより低い速度で操作されるときには効果的でないことが判っている。
【0005】
ピストン・パッキンシール部材はしばしばプラスチック材料、一般にはポリテトラフルオロエチレン(PTFE)と構造改質剤、例えばファイバーガラス又は炭素とのブレンドである。これらの材料は極低温での運転には適しているが、しかしピストン・パッキンシール部材が取り囲む低温端ピストンよりも熱収縮率が著しく大きい。熱収縮の差は、低い温度におけるピストン・パッキンシール部材の応力を高め、その結果、低温流動変形を増大させる。
【0006】
多くの商業的極低温往復ポンプの設計は、特にポンプが霜除去可能になる前にほぼ10時間未満の期間にわたって操作されるとき、又はポンプがその設計速度範囲の上半分において回転させられるときには多くの用途にとって好適な折衷案である。しかしこれらの設計は、ポンプが長時間にわたってより低い温度で操作されるときは共通の問題点となる。連続的な作業では、低温端及び中間ディスタンス・ピース上の氷形成が所定の時間にわたって蓄積し続ける。氷蓄積は低温端及び中間ディスタンス・ピースの、ピストン・パッキンシール部材を取り囲む部分を絶縁し、そしてピストン・パッキンシール部材の温度は、連続作業開始後数時間にわたって下がり続ける。低温における長時間の継続は、ピストン・パッキンシール部材の変形に関与し、この変形は、再び加熱するときにパッキンシール部材がシール作用を発揮するのを妨げる。さらに、一般的なワイパは、十分な速度で操作されるときには、周囲水蒸気に晒されることに由来する全ての凝縮及び霜をピストンから除去するための効果的な手段であることが判ってはいるものの、しかしワイパーはたとえ良好な条件であっても、低いポンプ速度では、ピストン上に形成された硬質霜を除去することができない場合がある。
【0007】
以前の低温端設計は、ピストン・パッキンシール部材を、ポンピングされる流体よりも著しく高温に保つための手段を含んでいる。種々の設計のこのような特徴は、ピストン・パッキンシール部材から導入される熱を低減するための細長い寸法と、周囲空気からピストン・パッキンへの熱の伝達を増大させるための、ピストン・パッキンを取り囲むフィンと、ポンピング・チャンバ内部の低温温度からピストン・パッキンを熱的に分離するための絶縁区分と、ピストン・パッキンシール部材を取り囲むハウジングと一体的なピストン・パッキンシール部材加熱用流体ジャケットとを含んでいる。これらの特徴の欠点は、これらが極低温往復ポンプの寸法を一般に増大させることである。このような寸法の増大はトラック又はトレーラに乗せるのに望ましくなく、これらは低温端の交換をより厄介なものにしてしまう。
【0008】
伝統的な極低温往復ポンプ設計のいくつかの特徴は、極低温貯蔵タンクに戻らなければならない蒸気を低減するために、極低温流体がポンピングされるのに伴って、極低温流体中に伝達される熱を低減することを強調している。タンクへ戻された蒸気は、貯蔵された極低温流体の温度を高くし、極低温往復ポンプにとって利用可能な有効吸い込みヘッドを低減する。戻った蒸気は、極低温貯蔵タンクの作業圧力に基づいて大気に直接に通気されることもある。これらの特徴は、高温端から低温端内へ伝達される熱を制限し、そして直接に周囲空気から低温端ハウジングを通ってポンピング・チャンバ内へ導かれる熱伝達を真空絶縁区分によって低減することがある。
【0009】
油田設備用途のために製造業者(例えばACD,NOV HydraRig,CS&P Technologies)によって指定される商業的極低温往復ポンプの多くは、低温端内への熱伝達を制限するために同様の設計特徴を使用することはない。なぜならば、極低温往復ポンプを組み込む装置は典型的には、極低温遠心ポンプをも組み込むことにより、極低温往復ポンプにとって利用可能な有効吸い込みヘッドを高めようとするからである。さらに、極低温往復ポンプ内部に生成された蒸気が大気に通気されるときには、その量は、比較的高い割合で設計される、油田用途に市販されている数多くの極低温往復ポンプと比較すると取るに足らない。
【0010】
油田設備用途のために市販されている極低温往復ポンプの低温端部は一般に、低温端ハウジング内部の液体窒素がピストン・パッキンシール部材と直接に接触するのを許す。これらのポンプは、高温端から中間ディスタンス・ピースを通って低温端内へ導かれる過剰な熱伝達を防止することによって、高温端内部の潤滑油の凍結を防止するように設計されているが、しかしこれらの設計は、極低温流体の温度を十分に上回る温度にピストン・パッキンシール部材を維持するためのメカニズム又は特徴を組み込んではいない。油田設備のために市販されている低温端のこれらの設計はまた、ピストン・パッキンシール部材のために低温端上に広げられた熱伝達表面積又は加熱ジャケットを形成することを許さない。なぜならばピストン・パッキンシール部材は、中間ディスタンス・ピースによって直接に取り囲まれた低温端ハウジング区分内に設けられているからである。したがって、油田設備用途のための極低温往復ポンプのピストン・パッキンシール部材は、低温端内部の隣接部分によって制約されながら繰り返しの熱膨張・収縮を被り、ピストン・パッキンシール部材は変形する。ピストン・パッキンシール部材の変形は、低温端ハウジング内部の流体をシールする能力を損なう。
【0011】
したがって、ピストン・パッキンシール部材が極低温流体と近接しており、そしてピストン・パッキンシール部材を加熱するために低温端を改善する手段が設けられていない極低温往復ポンプ低温端内でピストン・パッキンシール部材を加熱する手段が技術分野において必要である。ピストン・パッキンシール部材を加熱する手段は、連続的に且つ低い作業速度で操作されるときにピストン・パッキンシール部材の寿命を長くするために必要とされる。
【発明の概要】
【0012】
開示された実施態様は、ピストン・パッキンシール部材を加熱するように適合された中間ディスタンス・ピースと、低いポンプ速度での作業に起因してワイパが不十分であるときに氷が低温端ピストン上に蓄積するのを防止するための手段とを設けることによって、技術分野における必要性を満たす。
【0013】
1つの実施態様では、中間ディスタンス・ピースであって、ピストン・パッキンシール部材を加熱するために、極低温往復ポンプ低温端ハウジングを通して熱を伝達するための加熱エレメントと;本来は低温端ピストンに高温端クロスヘッドを機械的にカップリングするために必要な中間ディスタンス・ピースのアクセス窓に対応するシーリング・カバーと;中間ディスタンス・ピースを高温乾き蒸気でパージすることにより、中間ディスタンス・ピース内部から周囲水蒸気を排除するためのパージ接続部とを含む、中間ディスタンス・ピースが開示されている。
【0014】
上記概要、並びに模範的実施態様の下記詳細な説明は、添付の図面とともに読めばよりよく理解することができる。実施態様を説明する目的で、図面には模範的構造が示されているが、本発明は開示された特定の方法及び装置に限定されることはない。
【図面の簡単な説明】
【0015】
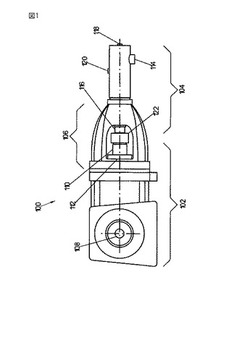
【図1】高温端と、低温端と、中間ディスタンス・ピースとを含む模範的な完全な極低温往復ポンプ組立体を示す図である。
【図2】図1の模範的低温端を示す断面部分図である。
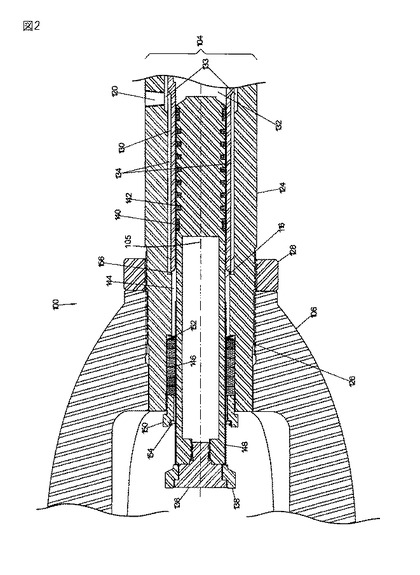
【図3】(a)は、本発明に基づいて開示された模範的中間ディスタンス・ピースの側面図であり、(b)は、(a)に示されているのと同じ中間ディスタンス・ピースを示す端面図である。
【図4】本発明による模範的装置を示す図である。
【図5】本発明に基づいて開示された中間ディスタンス・ピースを含むシステムを示す概略図である。
【発明を実施するための形態】
【0016】
本発明の実施態様は、中間ディスタンス・ピースのアクセス窓を通る空気流をシールするためのカバーと、乾きガス供給を導入することによって中間ディスタンス・ピースの内部容積内の湿分侵入を防止するためのポートとを含む従来技術の特徴と関連する、低温端のハウジングを通ってピストン・パッキンシール部材内に熱を導くように位置決めされた加熱エレメントを含む極低温往復ポンプのための中間ディスタンス・ピースに関する。
【0017】
シール・パージを用いることは、いくつかの極低温ポンプにおいて、特に極低温遠心ポンプにおいて、ハウジングが低温である間、ポンプ面シール時に氷が形成されるのを防止ししなければならない待機作業又は連続作業のために一般的である。シール・パージは、シール部材を摩耗するようになる氷の形成を防止することによってシール部材寿命を長くする。遠心ポンプとは異なり、極低温往復ポンプは一般に、汚染物質、例えば泥及び氷を排除してピストン・パッキンシール部材を保護するために、パッキンシールの大気側にシャープなエッジとともに直接に配置されたプラスチック又は金属ワイパを使用するにすぎない。
【0018】
ワイパはいくつかの理由から、ポンプ速度が低いと硬質霜の除去効果が少なくなってくる。低温端ピストンは、ポンプ速度が低いと、より長い期間にわたって吸入行程終了時に周囲空気に晒される。大気に晒される継続時間が長ければ長いほど、ピストン上に凝縮する湿分量が増大し、そしてピストンの露出部分がワイパを通って移動する前に、より長い凍結期間が提供される。ピストン速度が低いほど、速度が高い場合よりも摩擦から発生する熱が少なくなるので、低温端ピストンと、シリンダと、ピストン・パッキンシール部材とが全て、ポンプを流過する極低温流体の温度に近づく。また、ポンプ速度が低いと、ポンプの高温端は同様の吐出圧力において、高い速度の場合よりも伝達する出力が小さい。出力スループットが低いと、ポンプ高温端は周囲温度を上回る温度では作業しなくなり、そして中間ディスタンス・ピースを通ってピストン・パッキンシール部材へポンプ高温端が導く熱は少なくなる。
【0019】
低いポンプ速度での作業範囲を超えると、低い吐出圧力における極低温往復ポンプの作業は、ピストンリングの傍らを通りながらフラッシュ蒸発する極低温流体の速度を低減する。この蒸気はブローバイ蒸気と呼ばれ、ピストンと、低温端のヘッドとは反対側のポンプシリンダ端部との間を流れる。ブローバイ蒸気は、低温端シリンダ後部に設けられたポーティングを通ってピストン・パッキンシール部材に隣接する領域を出て、次いで長手方向溝を通ってシリンダ・スリーブの上側に沿って通気ポートへ移動しなければならない。ブローバイ蒸気の十分な発生は、低温端シリンダ・スリーブの周りの溝を通過した極低温液体が、シリンダ・スリーブ後部のポートを通るのを防止することによって、より高密度の極低温液体からピストン・パッキンシール部材をある程度絶縁する。
【0020】
油田設備のための三重及び五重構造を成して製造された極低温往復ポンプは、中間ディスタンス・ピースの設計において同様の基礎を共有し、この場合僅かな例外しか伴わない。共通の設計アプローチは、低温端ハウジングの後ろ半分の外径、及び中間ディスタンス・ピースのノーズに位置する孔に形成されたねじ山を螺合させることによって、低温端が中間ディスタンス・ピースに結合されることを必要とする。低温端が低温端ピストンヘッド空隙及び低温端流体ポートの方向に基づいた適切な位置にセットされると、低温端ハウジングの外径に設けられたねじ山付きナットが、中間ディスタンス・ピースのノーズに締め付けられる。
【0021】
それぞれの中間ディスタンス・ピースは、中間ディスタンス・ピースの軸をはさんで位置決めされた2つの窓を有している。窓は作業員が低温端ピストンと高温端のクロスヘッドとを物理的にカップリングするためのアクセスを可能にする。ポンプ設計の大部分は、中間ディスタンス・ピースの窓のためのカバーを製造業者側で用意してはいない。しかし、単に窓に重いプラスチック・シートをテーピングすることにより、又はより永久的に、独立気泡フォームラバーシール部材によって窓カバー板を製作することによって、窓をシールすることができる。
【0022】
油田設備のための極低温往復ポンプの中間ディスタンス・ピース設計の大部分は、高温端クロスヘッド油シール部材に隣接して1つ又は2つ以上のドレン穴を有している。ドレン穴は、高温端に取り付けられるときには中間ディスタンス・ピースの底部に配置されており、残留する油及び水を排出するのに役立つ。あるいは、窓がクロスヘッドの端部と鉛直方向で向かい合うように設計された中間ディスタンス・ピースは、下側の窓が残留する油及び水を排出することになるので、ドレン穴を有していなくてよい。ドレン穴を有する中間ディスタンス・ピースの窓がシールされると、パージガス又はパッキン漏れを通気するための対応手段は必要でない。ドレン穴を有さない中間ディスタンス・ピースの窓がカバーされる場合には、下側の窓カバーは、油及び水を排出するためのポート、パージガスを通気するためのポート、及びピストン・パッキンシール部材の漏れが発生した場合に過剰加圧を防止するためのポートを有さなければならない。
【0023】
ピストン・パッキンシール部材は複数のプラスチック・シール部材を含む。これらのシール部材は、低温端ハウジング内部の圧力がピストンによって逃げるのを防止するようになっている。個々のプラスチック・シール部材は一般に、金属スペーサによって互いに分離されている。金属スペーサの周りの1つ又は2つ以上のエラストマーOリングは、低温端ハウジング内部の圧力がパッキンシール部材と低温端ハウジングとの間に逃げるのを防止する。ピストン・パッキンシール部材の構成部分の全ては、低温時に材料が収縮した時に構成部分を緊密に保持するように、ばねによって負荷されている。
【0024】
ピストン・パッキンシール部材の作業温度上昇が寿命を改善することは当業者に明らかでない。それというのも一般に使用されているプラスチック・シール材料が極低温に対して定格されているからである。プラスチック・シール部材は一般には、構造改質剤、例えばファイバーガラス又は炭素とブレンドされたPTFEであるが、しかしPTFEを基剤とするシール部材は、クリープ流又はコールドフローとして知られている現象をまだ被りやすい。この現象において、連続的な応力に起因して所定の時間にわたって変形がゆっくりと生じる。
【0025】
さらに、中間ディスタンス・ピースに熱を加えると、ピストン・パッキンシール部材の作業温度が著しく上昇することは当業者には明らかでない。それというのも、ピストン・パッキンシール部材が循環中の極低温流体と密に連通しており、低温端のステンレス・ハウジングがアルミニウム又は銅合金又は低合金鋼と比較して良好な熱導体ではないからである。
【0026】
ピストン・パッキンシール部材において使用されるプラスチック・シール材料の熱膨張係数は、シール材料がそれに対してシール作用を発揮するステンレス鋼ピストンよりも著しく高い。ピストン及びピストン・パッキンシール部材の温度が低下するのに伴って、自由なプラスチック・シール部材の寸法はピストンよりも大幅に収縮する。このことは、作業中のピストン・パッキンシール部材内部の応力を増大させる。応力が増大することにより、ピストン・パッキンシール部材の変形速度が温度の低下に対応して高くなる。一組のピストン・パッキンシール部材が100時間の低温作業を超えて作業した後、ピストン・パッキンシール部材は低温時にはシール作用を発揮した状態でピストンと接触し続けるものの、低温端が停止され、加熱が可能になると、ピストン・パッキンシール部材の内径はピストンと連続して周方向接触した状態にはない場合があり、再び冷却されるまでは漏れが生じるおそれがある。ピストン・パッキンシール部材が高温時にピストンに密着し続けるように、低温作業中にパッキンの温度を上昇させることが最適である。
【0027】
しかし、ディーゼル・エンジン冷却剤を180度で中間ディスタンス・ピースのノーズ内に形成されたドリル穴内に導入して循環させることによって中間ディスタンス・ピースに熱を加えると、連続作業中、パッキン押さえの温度が32Fを十分に上回る(霜及び凝縮がないことによって明らかになる)程度にピストン・パッキン区域が加熱される、という驚くべき結果を出願人は見いだした。
【0028】
また、低い速度で2時間よりも長い期間にわたってポンプを操作すると、中間ディスタンス・ピースを加熱することによって、低温端ピストン上の氷の蓄積が増大する、という驚くべき結果をも出願人は見いだした。ピストン上の氷蓄積の増大は、中間ディスタンス・ピースが氷で覆われているときよりも高い水蒸気含有量を有する環境が中間ディスタンス・ピース内部に局在化され、ひいてはピストンと近接した状態で空気を連続的に冷却し、そして湿分を凝縮して中間ディスタンス・ピースの表面上の霧又は霜にする結果であると考えられる。
【0029】
低温端ハウジングが中間ディスタンス・ピース内にねじ込まれるポンプ設計のうち、ピストン・パッキンシール部材に熱を効率的に伝達するように低温端に熱を加えるという条件を提供しているものはない。低温端ハウジング・ナットの前部で低温端ハウジングに加熱ジャケットを加えると、おそらくはポンプのヘッド及びポンプチャンバ内部で極低温流体に伝達される熱を著しく増大させることになる。このことはキャビテーションの確率を高める。
【0030】
中間ディスタンス・ピースは、ほぼ15,000ポンド(66,723N)〜60,000ポンド(266,893N)の力の範囲の繰り返し引張り荷重を受け入れなければならない。中間ディスタンス・ピースはしばしば、窓のない構成部分から成る区分を補強するためにリブを有している。リブは最も一般的には鋳鉄である。窓前部の中間ディスタンス・ピースのノーズはしばしば、作業に由来する繰り返し引張り荷重を受け入れるのに必要な最小限度を十分に超える金属を有しており、そしてこの材料のうちのいくらかは、構成部分の構造的完全性を犠牲にすることなしに取り除くことができる。
【0031】
開示された本発明の実施態様は、加熱エレメントを挿入する目的で中間ディスタンス・ピースのノーズ内に形成されたドリル穴に関する。中間ディスタンス・ピースのノーズを通して導かれた熱は、ピストン・パッキンシール部材を加熱するのにほぼ最適な場所で低温端ハウジングとの機械的ねじ山結合部を介して導かれる。
【0032】
極低温往復ポンプを利用する窒素ポンパーは、1つ又は2つ以上のディーゼル・エンジンを動力源としている。ディーゼル・エンジンは、エンジン冷却剤からの過剰な熱を、ラジエータを介して散逸させなければならない。エンジン冷却剤は、中間ディスタンス・ピースに適した加熱媒体である。それというのも温度が通常作業中安定しており、そして温度がピストン・パッキンシール部材を含むプラスチック及びエラストマーの温度定格を超えることがないからである。好ましいことに、単純な装置を組み立てることによって、高温エンジン冷却剤をドリル穴内に注入し循環させることができる。エンジン水ポンプの吐出から生じた高温冷却剤は分割して、僅かな部分をマニホルドに配管を通して送ることによって冷却剤を中間ディスタンス・ピース内の穴に分配するのに対して、大部分はエンジン冷却剤ギャラリー中を循環する。中間ディスタンス・ピースの穴を通って循環させられる冷却剤は、より低い圧力のエンジン冷却剤回路区分、例えばエンジン冷却剤サーモスタット・ハウジングに戻すことができる。
【0033】
あるいは、ドリル穴内に電気抵抗加熱エレメントを挿入することもできる。穴は中間ディスタンス・ピースのノーズ内部の金属体積に関連して著しく大きい熱伝達面積を提供する。さらに、低温端と中間ディスタンス・ピースとの機械的ねじ山結合部は、中間ディスタンス・ピースから低温端ハウジングへ熱を伝達するための著しく大きい表面積を提供する。低温端ハウジングの後部における熱は、パッキン押さえ内に導入することによって、そしてピストン・パッキンシール部材を分離する金属スペーサへ放射伝熱することによって伝達される。
【0034】
加熱エレメント穴をドリルで形成することなしに、中間ディスタンス・ピースを加熱する他の代替手段の一例としては、燃料燃焼式放射ヒータ;触媒放射ヒータ;ヒートランプを含む電気放射ヒータ;及び電気誘導ヒータが挙げられる。
【0035】
図1は、油田設備のために設計された従来の三重極低温往復ポンプ100を示している。高温端102は3つの中間区分106を介して並列の3つの低温端104に接続されている。便宜上、ただ1つの低温端104及び中間区分106が図1に示されている。二重の構成部分が第1の構成部分と一致して組み立てられている。高温端102は、クランクシャフト108からの回転出力をクロスヘッド110の往復線運動に伝達する。高温端102は油で潤滑されており、油シール部材112が、潤滑油が往復クロスヘッド110の傍らを逃げるのを防止する。
【0036】
極低温流体は低温端104の吸入ポート114に入る。極低温流体の大部分は吸入弁(図示せず)を通ってポンピング・チャンバ(図示せず)に入る。ポンピング・チャンバ内部では、高温端102から遠ざかる方向のピストン116の運動は、ポンピング・チャンバ内部の極低温液体の圧力を高め、液体は吐出弁(図示せず)を流過し、そして吐出ポート118を通って低温端104を出る。吸入ポート114に入る液体の僅かな部分が、ブローバイ蒸気と合体する。ブローバイ蒸気は低温端104内部のピストンリング(図示せず)を通り過ぎて逃げ、そして通気ポート120を通って出ることによって極低温液体貯蔵タンク(図示せず)に戻る。クロスヘッド110は、往復運動を、機械的カップリング・クランプ122を介してピストン116に伝達する。
【0037】
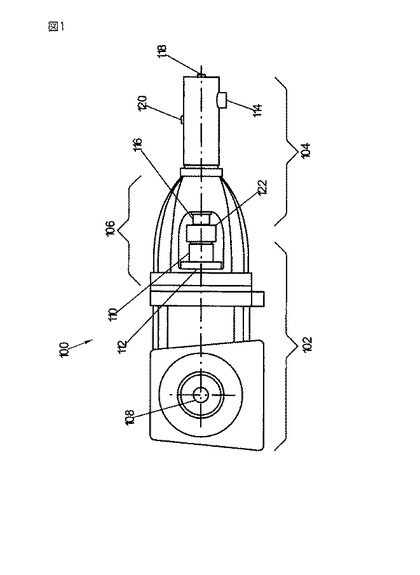
図2は、低温端104及び中間ディスタンス・ピース106を含む極低温往復ポンプ100の部分破断図を示している。低温端104は長手方向軸105を有している。ハウジング124は機械的雄ねじ山126を有している。雄ねじ山126は中間ディスタンス・ピース106内に低温端104の位置を固定する。ハウジング・ナット128は、機械的雄ねじ山126を中間ディスタンス・ピース106に対して締め付けた状態で係合するように、ねじ回される。
【0038】
シリンダ・ライナ130はポンピング・チャンバ132を含んでいる。ハウジング124の内部のポーティング133及びシリンダ・ライナ130の外部に沿った長手方向溝134は、極低温流体の僅かな部分が冷却のためにシリンダ・ライナ130の周りの低温端104の吸入ポート(図示せず)に入るのを案内する。
【0039】
ピストン116は、シリンダ・ライナ130内部をライドする。ピストン116は、高温端クロスヘッド(図示せず)によって駆動される。クロスヘッド(図示せず)はピストン116をヘッド(図示せず)へ動かすための運動を直接にノブ136内に伝達する。クロスヘッド(図示せず)はピストン116を、機械的カップリング・クランプ(図示せず)を介してヘッド(図示せず)から離れる方向に引張る。機械的カップリング・クランプは、カップリング・アダプタ138の傾斜エッジを把持する。ノブ136とカップリング・アダプタ138との半径方向及び軸方向の許容差が、ある程度制限された運動自由度を可能にするので、半径方向荷重がクロスヘッド(図示せず)からピストン116へ伝達されることはない。
【0040】
ピストン116は2つのライダーバンド140によってシリンダ・ライナ130内部を案内される。図2は、両ライダーバンド140がピストンリング142の対向端部に配置されている状態を示しているが、しかし他の実施態様の場合、ライダーバンド140はピストン160に沿った他の場所に位置決めしてもよい。ピストンリング142は、ピストン116をシリンダ・ライナ130に対してシールすることによって、ポンピング・チャンバ132内でより高い圧力で存在する極低温液体がピストン116を流過するのを防止する。
【0041】
ピストンリング142を通り過ぎる漏れは一般に、極低温液体と蒸気との混合物を形成する。この混合物は環状空間144内に流入する。環状空間144内部の圧力は、ピストン・パッキンシール部材146によって大気に漏れないようにシールされる。ピストン・パッキンシール部材146は、ピストン116上の硬質クロムめっき148に対してシール作用を発揮する。ピストン・パッキンシール部材146はパッキンばね152に抗するパッキン押さえ150によって締め付けられる。パッキンばね152は、周囲温度から極低温に冷却されたときにハウジング124よりも大幅に収縮することに伴って、ピストン・パッキンシール部材146を緊密な状態に維持する。
【0042】
凝縮、凍結、及び昇華に起因する硬質クロムめっき148上に集まった湿分、並びに空気に由来する他の粒子状汚染物質はピストン・パッキンシール部材146に損傷を与えるおそれがある。パッキン押さえ150内部に保持されたワイパ154は、ピストン116がクロスヘッド(図示せず)によって押されるのに伴って、硬質クロムめっき148から湿分及び汚染物質を除去することになっている。
【0043】
環状空間144内部の極低温液体と蒸気との混合物は、シリンダ・ライナ130の周りの長手方向溝134内に進むために、シリンダ・ライナ130の端部に設けられた制限開口156を通過しなければならない。長手方向溝134内部では、ポーティング133からの冷却流体が、環状空間144からの流体と混ざり、そして通気ポート120を通ってハウジング124を出て、極低温液体貯蔵タンク(図示せず)に戻る。
【0044】
図3(a)及び3(b)は、本発明に基づく中間ディスタンス・ピース106を示す。図3(a)は、本発明に基づいて開示された模範的な中間ディスタンス・ピースを示す側面図である。図3(b)は、本発明に基づいて開示された模範的な中間ディスタンス・ピースを示す端面図である。中間ディスタンス・ピース106は、中間ディスタンス・ピース106を高温端(図示せず)にボルト(図示せず)を介して取り付けるための取り付け穴160を備えたフランジ158を含んでいる。穴162を通して中間ディスタンス・ピース106内部に低温端(図示せず)を取り付け、この低温端を機械的雌ねじ山164で固定する。中間ディスタンス・ピース106はさらに中間ディスタンス・ピース106の互いに対向する側に、2つの窓166及び168を含む。これらの窓は低温端ピストン(図示せず)を高温端クロスヘッド(図示せず)にカップリングするためのアクセスを可能にする。クロスヘッド(図示せず)から低温端ピストン(図示せず)への繰り返し荷重下で作業するために、リブ170が中間ディスタンス・ピース106を強化する。図示の中間ディスタンス・ピース106はクロスヘッド油シール部材(図示せず)の下方にドレン穴172及び174を有している。ドレン穴172及び174は、クロスヘッド油シール部材(図示せず)に由来する油の浸潤、及び中間ディスタンス・ピース106内部で凝縮された湿分が、中間ディスタンス・ピース106の底部に溜まるのを防止する。
【0045】
加熱ポート176及び178は互いに鏡像関係を成し、そしてリセス穴180と、ボア穴182と、テーパーパイプねじ184とから成っている。リセス穴180は、ボア穴182をドリルで形成するために、窓166及び168を二分する平面に対して平行な平らな表面を提供するようにフライス加工されている。ボア穴182は中間ディスタンス・ピース106のノーズの最も幅広な部分の近くに、そして中間ディスタンス・ピース106の窓166及び168を二分する平面に対して垂直にドリルで形成されている。ボア穴182はこれらが、中間ディスタンス・ピース106のノーズをドリルで貫通することなしに、そして低温端の取り付けのための穴162と交差することなしに、窓166及び168を二分する平面を十分に過ぎて延びるように位置決めされている。ボア穴182がドリルで形成された後、ボア穴182の上部にテーパーパイプねじ山184をタッピングすることにより、ボア穴182内部に冷却剤循環のためのフィッティング組立体(図示せず)を設置することを可能にする。
【0046】
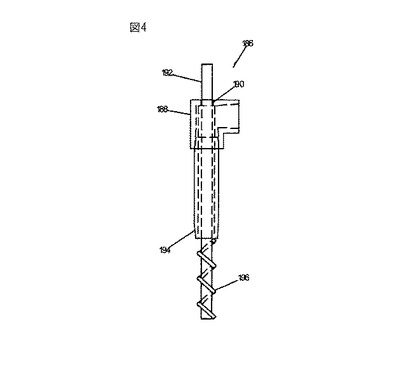
図4は、本発明によるフィッティング組立体186を示している。フィッティング組立体186は、90度のねじ山付き金属パイプエルボ188から成っている。エルボ188は、金属管192よりも直径が僅かに大きい、1つの軸に対して同軸的にドリルで形成された穴190を有している。エルボ188内に形成された穴190を通して金属管192が挿入されており、これら2つの構成部分は、使用される金属に応じて、例えばろう付け又は溶接によって接合されている。管192がそれを通って固定されているエルボ188の部分内にねじ山付きパイプ・ニップル194がねじ込まれ、その螺合部は例えば溶接又はろう付けによってシールされている。エルボ188のその部分から突出する管192の端部に、太いワイヤ196がらせん状に巻き付けられており、そしてワイヤ196の両端部は例えばろう付け又は溶接によって管192に接合されている。パイプ・ニップル194の露出したねじ山にねじ山付きパイプ・シーラントを被着し、そしてフィッティング組立体186を加熱ポート176内にねじ込むことによって、極低温往復ポンプの中間ディスタンス・ピースの図3(b)のそれぞれの加熱ポート176に1つのフィッティング組立体186が結合されている。
【0047】
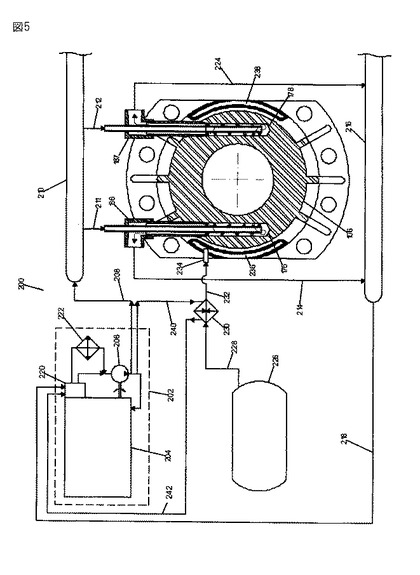
図5は、本発明による中間ディスタンス・ピース加熱部分内の加熱用流体としてエンジン冷却剤を使用するシステム200を示している。動力ユニット202は、冷却剤ポンプ206を備えたディーゼル・エンジン204と、サーモスタット・ハウジング220と、ラジエータ222とを含んでいる。中間ディスタンス・ピース106の断面が、加熱ポート176及び178の軸を通して示されている。冷却剤ポンプ206からのエンジン冷却剤流は、エンジン冷却剤通路(図示せず)を流過する大部分と、冷却剤供給ホース208を通って送られる僅かな部分と、可撓性ホース240を通って送られる僅かな部分とに分けられる。冷却剤供給ホース208からの僅かな量のエンジン冷却剤を分配マニホルド210に供給することにより、エンジン冷却剤流を中間ディスタンス・ピース106の2つの加熱ポート176及び178と、極低温往復ポンプの全ての並列の二重中間ディスタンス・ピース(図示せず)との間で分割する。分配マニホルド210はフィッティング組立体186に可撓性ホース211によって、そしてフィッティング組立体187に可撓性ホース212によって接続されている。エンジン冷却剤流は加熱ポート176の底部でフィッティング組立体186から吐出される。この底部で冷却剤流は、加熱ポート176の壁に沿って流れるように逆転される.加熱ポート176の冷却壁と接触しながら、冷却剤は熱を中間ディスタンス・ピース106のノーズ内に熱を伝達する。冷却剤はフィッティング組立体186を通って可撓性ホース214内に逆流する。冷却剤はフィッティング組立体187、及び加熱ポート176と同様の加熱ポート178を流過し、そして可撓性ホース224に吐出される。可撓性ホース214及び224からの冷却剤は結合マニホルド216内に流入する。結合マニホルド216は冷却剤の全てを、動力ユニット202のサーモスタット・ハウジング220に戻るように、冷却剤戻りホース218を通して戻す。サーモスタット・ハウジング220内では、戻った冷却剤は、ディーゼル・エンジン204中を循環する冷却剤流と混ざり合い、そしてラジエータ222に案内されるか又は直接に冷却剤ポンプ206に案内される。
【0048】
極低温貯蔵タンク226は低温気体窒素の蒸気空間とともに極低温液体窒素を含有している。いくつかの実施態様では、極低温貯蔵タンク226はシステム100内に極低温流体を導入するために使用されるものと同じ極低温流体源であってよく、あるいは、別個の極低温貯蔵タンクが使用されてもよい。このような実施態様の場合、低温窒素蒸気が極低温貯蔵タンク226の蒸気空間からパイプ228を通って熱交換器230へ流れる。可撓性ホース240を流過する僅かな部分のエンジン冷却剤は熱交換器230内の低温窒素蒸気中に熱を伝達する。熱交換器において、低温窒素蒸気は周囲温度を上回る温度に加熱される。エンジン冷却剤は熱交換器230から可撓性ホース242を通ってサーモスタット・ハウジング220へ戻る。熱交換器230を出た高温窒素蒸気は、可撓性ホース232を通って、中間ディスタンス・ピース106内部のオープンスペース内に通じている窓カバー236のパージ部分234内へ流入する。中空ディスタンス・ピース106の対向側の窓は窓カバー238でシールされている。中間ディスタンス・ピース106のオープンスペース内部の周囲水蒸気が、高温窒素蒸気と一緒に、ドレン穴(図示せず)を通って、そして中間ディスタンス・ピース106の機械的ねじ山(図示せず)を通って大気へ一掃される。周囲水蒸気及び高温窒素蒸気は、窓カバー236及び238と中間ディスタンス・ピース106の隣接表面との間の欠陥を通って逃げることもある。高温窒素蒸気は中間ディスタンス・ピース106のオープンスペース内部の水蒸気の濃度を希釈することによって、水蒸気が、中間ディスタンス・ピース106内部で往復運動する低温端ピストン(図示せず)の表面上で凝縮、昇華、及び凍結するのを防止する。
【0049】
[本発明の付加的な態様]
[態様1]
極低温流体をポンピングするための往復ポンプ組立体であって、
クランクシャフト及びクロスヘッドを有する高温端と、
少なくとも1つの低温端であって、それぞれがピストン、ポンピング・チャンバ、吸入ポート、通気ポート、及び吐出ポートを有する少なくとも1つの低温端と、
少なくとも1つのカップリング部材であって、それぞれが前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、
少なくとも1つの中間ディスタンス・ピースと
を含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記少なくとも1つの低温端のうちの1つの一部と重なっており、そして前記少なくとも1つの中間ディスタンス・ピース内に少なくとも部分的に収容された少なくとも1つの加熱エレメントを有し、前記少なくとも1つの加熱エレメントが、該少なくとも1つの加熱エレメントを通って流体が循環するのを可能にするよう配置された、往復ポンプ組立体。
【0050】
[態様2]
前記少なくとも1つの低温端のそれぞれが少なくとも1つのピストン・パッキンシール部材をさらに含み、前記少なくとも1つの加熱エレメントのそれぞれが第1の長手方向位置に配置され、該第1の長手方向位置が前記少なくとも1つのピストン・パッキンシール部材の第2の長手方向位置と少なくとも部分的に重なっており、前記第1の長手方向位置及び前記第2の長手方向位置が前記少なくとも1つの低温端の長手方向軸に沿って配置された、態様1に記載の往復ポンプ組立体。
【0051】
[態様3]
前記少なくとも1つの加熱エレメントが第1の加熱エレメントと第2の加熱エレメントを含み、前記少なくとも1つのピストン・パッキンシール部材の少なくとも一部が、前記第1の加熱エレメントと前記第2の加熱エレメントとの間に配置された、態様2に記載の往復ポンプ組立体。
【0052】
[態様4]
前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、該少なくとも1つの中間ディスタンス・ピースの外部から前記少なくとも1つのカップリング部材のうちの1つにアクセスするのを可能にするよう形成された少なくとも1つの窓と、該少なくとも1つの窓のそれぞれのためのカバーとをさらに含む、態様1〜3のいずれか1つに記載の往復ポンプ組立体。
【0053】
[態様5]
冷却システムを有する内燃機関をさらに含み、前記流体が、前記内燃機関の前記冷却システムを通って循環される冷却剤である、態様1〜4のいずれか1つに記載の往復ポンプ組立体。
【0054】
[態様6]
前記内燃機関が前記クランクシャフトを駆動するよう配置された、態様5に記載の往復ポンプ組立体。
【0055】
[態様7]
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートをさらに含み、該パージポートが極低温流体の供給部に接続され、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を前記内部容積内に注入するよう配置された、態様1〜6のいずれか1つに記載の往復ポンプ組立体。
【0056】
[態様8]
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートであって、極低温流体の供給部と流体連通しているパージポートと、
前記冷却剤に対して前記極低温流体を加熱するよう配置された熱交換器と
をさらに含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を内部容積内に注入するよう配置された、態様1〜7のいずれか1つに記載の往復ポンプ組立体。
【0057】
[態様9]
(a)クランクシャフト及びクロスヘッドを有する高温端と、少なくとも1つの低温端であって、それぞれがピストン、ポンピング・チャンバ、吸入ポート、通気ポート、及び吐出ポートを有する少なくとも1つの低温端と、前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、少なくとも1つの中間ディスタンス・ピースとを含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記高温端の一部及び前記低温端の一部と重なっている往復ポンプ組立体を使用して、第1の極低温流体をポンピングする工程、並びに
(b)工程(a)の実施の少なくとも一部の間に、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された少なくとも1つの加熱エレメントを通って流体を循環させる工程
を含む、方法。
【0058】
[態様10]
工程(b)が、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された少なくとも1つの加熱エレメントを通して、周囲温度よりも高い温度を有する流体を循環させることを含む、態様9に記載の方法。
【0059】
[態様11]
(c)工程(a)が実施されている間に、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された任意の窓を覆う工程
をさらに含む、態様9又は10に記載の方法。
【0060】
[態様12]
(d)前記流体を内燃機関の冷却システムを通して循環させる工程
をさらに含む、態様9〜11のいずれか1つに記載の方法。
【0061】
[態様13]
(e)前記内燃機関によって前記クランクシャフトを駆動する工程
をさらに含む、態様12に記載の方法。
【0062】
[態様14]
(f)第2の極低温流体を使用して前記少なくとも1つの中間ディスタンス・ピースのそれぞれによって画定された内部容積をパージする工程
をさらに含む、態様9〜13のいずれか1つに記載の方法。
【0063】
[態様15]
(g)第2の極低温流体を使用して前記少なくとも1つの中間ディスタンス・ピースのそれぞれによって画定された内部容積をパージする工程、並びに
(h)工程(g)において前記第2の極低温流体を使用する前に、冷却剤に対して前記第2の極低温流体を加熱する工程
をさらに含む、態様12に記載の方法。
【0064】
[態様16]
極低温流体をポンピングするための往復ポンプ組立体を含むシステムであって、該往復ポンプ組立体が、
クランクシャフト及びクロスヘッドを有する高温端と、
少なくとも1つの低温端であって、それぞれがピストン、少なくとも1つのピストン・パッキンシール部材、ポンピング・チャンバ、吸入ポート、通気ポート、吐出ポート、及び長手方向軸を有する少なくとも1つの低温端と、
少なくとも1つのカップリング部材であって、それぞれが前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、
少なくとも1つの中間ディスタンス・ピースであって、該少なくとも1つの中間ディスタンス・ピースの外部から前記少なくとも1つのカップリング部材のうちの1つにアクセスするのを可能にするよう形成された少なくとも1つの窓と、該少なくとも1つの窓のそれぞれのためのカバーとを有し、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記少なくとも1つの低温端のうちの1つの一部と重なっており、そして前記少なくとも1つのピストン・パッキンシール部材の長手方向位置と少なくとも部分的に重なっている長手方向位置において前記少なくとも1つの中間ディスタンス・ピース内に少なくとも部分的に収容された第1及び第2の加熱エレメントを有する少なくとも1つの中間ディスタンス・ピースと、
冷却システムを有する内燃機関であって、該内燃機関の冷却システム及び前記少なくとも1つの加熱エレメントのそれぞれを通って冷却剤流体が循環するのを可能にするよう前記少なくとも1つの加熱エレメントのそれぞれと流体連通している冷却システムを有し、前記クランクシャフトを駆動するよう配置された内燃機関と
を含む、システム。
【0065】
[態様17]
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートをさらに含み、該パージポートが極低温流体の供給部に接続され、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を前記内部容積内に注入するよう配置された、態様16に記載のシステム。
【0066】
[態様18]
前記冷却剤流体に対して前記極低温流体を加熱するよう配置された熱交換器をさらに含む、態様16又は17に記載のシステム。
【実施例】
【0067】
7/8’’(22.2mm)直径の2つのリセス穴を中間ディスタンス・ピースのノーズ内にフライス加工することによって、ACD 3−LMPD三重極低温往復ポンプの3つの中間ディスタンス・ピースのうちの1つに変更を加えた。リセス穴の基底部から深さ2〜1/2’’(63.5mm)まで23/32’’(18.3mm)直径の2つの穴を、リセス穴のそれぞれからドリルで形成した。それぞれの穴の上部で1/2’’NPS(15DN)NPTねじ山をタッピングした。
【0068】
3/8’’(9.5mm)直径の304ステンレス鋼シームレス管、1/2’’NPS(15DN)NPTF雌90度赤真鍮エルボ、及び1/2’’NPS(15DN)Schedule 80赤真鍮両端ねじ山パイプ・ニップルを用いて2つのフィッティング組立体を形成した。フィッティングは銀ろう付けによって接合した。3/8’’(9.5mm)管は閉じたニップルを超えてほぼ3’’(76.2mm)延びた。フィッティングを中間ディスタンス・ピース加熱ポート内に組み入れ、そしてPTFEねじ山シーラントでシールした。中間ディスタンス・ピースを窒素ポンパーユニットの3−LMPD高温端に取り付けた。加熱ポート及びフィッティング組立体を有する中間ディスタンス・ピース内に低温端を取り付けた。
【0069】
事前試験中、低温端は、低速度・低吐出圧力での2時間の作業時間以内に、ピストン・パッキンシール部材から低温窒素蒸気を繰り返し漏らし始めることが見極められた。ここで、窒素パンパーのディーゼル・エンジンを始動させるときに、中間ディスタンス・ピースの加熱ポート及びフィッティング組立体を通して、エンジン冷却剤を循環させた。低温端を冷却し、50rpmの低い速度、及び100psig(689kPa)未満の低い吐出圧力でポンピングを開始した。1時間以内に、低温窒素蒸気がピストン・パッキンシール部材から繰り返し漏れることが観察された。ピストンの硬質クロムメッキ上に視認し得る霜は、中間ディスタンス・ピースを加熱しない事前作業中よりも迅速に形成されたが、しかし中間ディスタンス・ピースの内面には、霜も凝縮も観察されなかった。中間ディスタンス・ピースを加熱しないと、低温端パッキン押さえに隣接する中間ディスタンス・ピースの内面全体を霜が覆うことが共通していた。
【0070】
ポンプをシャットダウンしてこれを周囲温度まで温めておいた後、ビニル被覆されたポリエステル布地カバーを加熱ポート及びフィッティング組立体を備えた中間ディスタンス・ピースの窓に被せることにより、試験をさらに改変した。窓のエッジの周りに接着テープでカバーをシールした。ブレージング・プレート式熱交換器を通る高温のエンジン冷却剤によって、窒素パンパー上の極低温貯蔵タンクからの窒素蒸気を周囲温度を上回る温度に加熱した。加熱された窒素蒸気を、窓カバーの1つに延びる管に通すことによって、中間ディスタンス・ピース内部をパージした。窒素パージ流量を1〜5SCFM(28.4〜142.1SLPM)で制御した。
【0071】
次いで低温端を冷却し、4時間にわたって同じ速度及び圧力で再び操作した。この期間中、低温端後部の検査のために窓カバーを定期的にめくった。ピストンの硬質クロムメッキ上には霜は形成されず、また、ピストン・パッキンシール部材を通って漏れる視認し得る窒素もなかった。
【0072】
下記表1は試験の結果を示す。
【0073】
【表1】

【0074】
低温端の分解後の試験はまた、ピストン・パッキンシール部材の変形の低減を示した。200時間の作業後、中間ディスタンス・ピースがピストン・パッキンシール部材を加熱する手段を有していないと、2.00インチ(50.8mm)穴を有する低温端のためのピストン・パッキンシール部材は、室温のピストン上の硬質クロムメッキの外面よりも大きく共通して拡張される。試験した低温端を250時間の作業後に分解すると、ピストン・パッキンシール部材はまだ緊密であり、ピストン・パッキンシール部材とピストンの硬質クロムメッキとの間にはギャップはなかった。
【0075】
試験が示すところによれば、加熱エレメントを単独で有する中間ディスタンス・ピースは、ピストン・パッキンシール部材の変形を低減したが、しかしピストンの硬質クロムめっき上に形成される硬質霜が増大することにより性能を改善することはなかった。シーリング・カバー、及び中間ディスタンス・ピース内部の乾き蒸気パージとともに用いると、硬質霜がピストン・パッキンシール部材を妨害することがなくなる。さらに、空中浮遊粒子が中間ディスタンス・ピース内部から排除される。このことはまた、ピストン・パッキンシール部材及び高温端クロスヘッド油シール部材の寿命に恩恵を与え得る。
【0076】
したがって、例において説明したように、加熱エレメント、シーリング・カバー、及び内部の高温乾き蒸気パージを伴う中間ディスタンス・ピースは、技術分野における必要性、すなわちピストン・パッキンシール部材が極低温流体と近接しており、そしてピストン・パッキンシール部材を加熱するために低温端を改善する手段が設けられていない極低温往復ポンプ低温端内に、ピストン・パッキンシール部材を加熱する手段を設けるという技術分野における必要性を満たす。シーリング・カバー及び中間ディスタンス・ピース内部の高温乾き蒸気パージは、さもなければピストンの硬質クロムめっき上で凍結してピストン・パッキンシール部材を損傷するであろう湿分を排除する。
【背景技術】
【0001】
極低温液体のために設計された容積型往復ポンプ、又は極低温往復ポンプは、油田設備のための可搬装置、及び窒素を極低温液体として供給し、より高い圧力までポンピングし、蒸発させ、次いで油井、パイプライン、タンカー内に注入する、又は他の形式で最終使用のために供給する工業用途のための可搬設備において広く使用される。商業的に製造された設計の多くは、高温端と、複数の並列の低温端と、それぞれ高温端と低温端とを接続する中間ディスタンス・ピースとから成る。
【0002】
高温端はさらに、ハウジングと、クランクシャフトと、コネクティング・ロッドと、回転運動を低温端のために線運動に変換するクロスヘッドとから成っている。低温端は、プランジャ又はピストンと、シリンダと、シリンダ・ヘッドと、吸入弁と、吐出弁とを含むポンプ本体である。中間ディスタンス・ピースは低温端から高温端を熱的に分離する一方、低温端ピストンを高温端クロスヘッドと整合させる。
【0003】
一般の商業的な低温端設計は、ピストン・パッキンシール部材を有している。ピストン・パッキンシール部材は、低温端シリンダからのピストン行程長を丁度超えたところに配置されている。ピストン・パッキンシール部材は低圧極低温窒素が大気に漏れること、そして極低温に耐えることのできない高温端のクロスヘッド油シール部材に極低温窒素を潜在的に噴霧するのを防止する。
【0004】
低温端ピストンは水の凝固点未満で作業するので、中間ディスタンス・ピース内部の周囲に晒される低温端ピストン部分に氷が形成されることがある。ワイパとも呼ばれる金属スクレーパを、ピストン・パッキンシール部材の、低温端シリンダとは反対側に隣接して位置決めすることにより、汚染物質、主として氷をピストンから除去することができる。ワイパは、氷蓄積及び他の汚染物質から生じる物理的損傷からピストン・パッキンシール部材を保護するようになっている。ワイパは、極低温往復ポンプがその設計エンベロープの上側部分の速度で操作されるときには効果的であることが判っているが、しかしワイパは、極低温往復ポンプがより低い速度で操作されるときには効果的でないことが判っている。
【0005】
ピストン・パッキンシール部材はしばしばプラスチック材料、一般にはポリテトラフルオロエチレン(PTFE)と構造改質剤、例えばファイバーガラス又は炭素とのブレンドである。これらの材料は極低温での運転には適しているが、しかしピストン・パッキンシール部材が取り囲む低温端ピストンよりも熱収縮率が著しく大きい。熱収縮の差は、低い温度におけるピストン・パッキンシール部材の応力を高め、その結果、低温流動変形を増大させる。
【0006】
多くの商業的極低温往復ポンプの設計は、特にポンプが霜除去可能になる前にほぼ10時間未満の期間にわたって操作されるとき、又はポンプがその設計速度範囲の上半分において回転させられるときには多くの用途にとって好適な折衷案である。しかしこれらの設計は、ポンプが長時間にわたってより低い温度で操作されるときは共通の問題点となる。連続的な作業では、低温端及び中間ディスタンス・ピース上の氷形成が所定の時間にわたって蓄積し続ける。氷蓄積は低温端及び中間ディスタンス・ピースの、ピストン・パッキンシール部材を取り囲む部分を絶縁し、そしてピストン・パッキンシール部材の温度は、連続作業開始後数時間にわたって下がり続ける。低温における長時間の継続は、ピストン・パッキンシール部材の変形に関与し、この変形は、再び加熱するときにパッキンシール部材がシール作用を発揮するのを妨げる。さらに、一般的なワイパは、十分な速度で操作されるときには、周囲水蒸気に晒されることに由来する全ての凝縮及び霜をピストンから除去するための効果的な手段であることが判ってはいるものの、しかしワイパーはたとえ良好な条件であっても、低いポンプ速度では、ピストン上に形成された硬質霜を除去することができない場合がある。
【0007】
以前の低温端設計は、ピストン・パッキンシール部材を、ポンピングされる流体よりも著しく高温に保つための手段を含んでいる。種々の設計のこのような特徴は、ピストン・パッキンシール部材から導入される熱を低減するための細長い寸法と、周囲空気からピストン・パッキンへの熱の伝達を増大させるための、ピストン・パッキンを取り囲むフィンと、ポンピング・チャンバ内部の低温温度からピストン・パッキンを熱的に分離するための絶縁区分と、ピストン・パッキンシール部材を取り囲むハウジングと一体的なピストン・パッキンシール部材加熱用流体ジャケットとを含んでいる。これらの特徴の欠点は、これらが極低温往復ポンプの寸法を一般に増大させることである。このような寸法の増大はトラック又はトレーラに乗せるのに望ましくなく、これらは低温端の交換をより厄介なものにしてしまう。
【0008】
伝統的な極低温往復ポンプ設計のいくつかの特徴は、極低温貯蔵タンクに戻らなければならない蒸気を低減するために、極低温流体がポンピングされるのに伴って、極低温流体中に伝達される熱を低減することを強調している。タンクへ戻された蒸気は、貯蔵された極低温流体の温度を高くし、極低温往復ポンプにとって利用可能な有効吸い込みヘッドを低減する。戻った蒸気は、極低温貯蔵タンクの作業圧力に基づいて大気に直接に通気されることもある。これらの特徴は、高温端から低温端内へ伝達される熱を制限し、そして直接に周囲空気から低温端ハウジングを通ってポンピング・チャンバ内へ導かれる熱伝達を真空絶縁区分によって低減することがある。
【0009】
油田設備用途のために製造業者(例えばACD,NOV HydraRig,CS&P Technologies)によって指定される商業的極低温往復ポンプの多くは、低温端内への熱伝達を制限するために同様の設計特徴を使用することはない。なぜならば、極低温往復ポンプを組み込む装置は典型的には、極低温遠心ポンプをも組み込むことにより、極低温往復ポンプにとって利用可能な有効吸い込みヘッドを高めようとするからである。さらに、極低温往復ポンプ内部に生成された蒸気が大気に通気されるときには、その量は、比較的高い割合で設計される、油田用途に市販されている数多くの極低温往復ポンプと比較すると取るに足らない。
【0010】
油田設備用途のために市販されている極低温往復ポンプの低温端部は一般に、低温端ハウジング内部の液体窒素がピストン・パッキンシール部材と直接に接触するのを許す。これらのポンプは、高温端から中間ディスタンス・ピースを通って低温端内へ導かれる過剰な熱伝達を防止することによって、高温端内部の潤滑油の凍結を防止するように設計されているが、しかしこれらの設計は、極低温流体の温度を十分に上回る温度にピストン・パッキンシール部材を維持するためのメカニズム又は特徴を組み込んではいない。油田設備のために市販されている低温端のこれらの設計はまた、ピストン・パッキンシール部材のために低温端上に広げられた熱伝達表面積又は加熱ジャケットを形成することを許さない。なぜならばピストン・パッキンシール部材は、中間ディスタンス・ピースによって直接に取り囲まれた低温端ハウジング区分内に設けられているからである。したがって、油田設備用途のための極低温往復ポンプのピストン・パッキンシール部材は、低温端内部の隣接部分によって制約されながら繰り返しの熱膨張・収縮を被り、ピストン・パッキンシール部材は変形する。ピストン・パッキンシール部材の変形は、低温端ハウジング内部の流体をシールする能力を損なう。
【0011】
したがって、ピストン・パッキンシール部材が極低温流体と近接しており、そしてピストン・パッキンシール部材を加熱するために低温端を改善する手段が設けられていない極低温往復ポンプ低温端内でピストン・パッキンシール部材を加熱する手段が技術分野において必要である。ピストン・パッキンシール部材を加熱する手段は、連続的に且つ低い作業速度で操作されるときにピストン・パッキンシール部材の寿命を長くするために必要とされる。
【発明の概要】
【0012】
開示された実施態様は、ピストン・パッキンシール部材を加熱するように適合された中間ディスタンス・ピースと、低いポンプ速度での作業に起因してワイパが不十分であるときに氷が低温端ピストン上に蓄積するのを防止するための手段とを設けることによって、技術分野における必要性を満たす。
【0013】
1つの実施態様では、中間ディスタンス・ピースであって、ピストン・パッキンシール部材を加熱するために、極低温往復ポンプ低温端ハウジングを通して熱を伝達するための加熱エレメントと;本来は低温端ピストンに高温端クロスヘッドを機械的にカップリングするために必要な中間ディスタンス・ピースのアクセス窓に対応するシーリング・カバーと;中間ディスタンス・ピースを高温乾き蒸気でパージすることにより、中間ディスタンス・ピース内部から周囲水蒸気を排除するためのパージ接続部とを含む、中間ディスタンス・ピースが開示されている。
【0014】
上記概要、並びに模範的実施態様の下記詳細な説明は、添付の図面とともに読めばよりよく理解することができる。実施態様を説明する目的で、図面には模範的構造が示されているが、本発明は開示された特定の方法及び装置に限定されることはない。
【図面の簡単な説明】
【0015】
【図1】高温端と、低温端と、中間ディスタンス・ピースとを含む模範的な完全な極低温往復ポンプ組立体を示す図である。
【図2】図1の模範的低温端を示す断面部分図である。
【図3】(a)は、本発明に基づいて開示された模範的中間ディスタンス・ピースの側面図であり、(b)は、(a)に示されているのと同じ中間ディスタンス・ピースを示す端面図である。
【図4】本発明による模範的装置を示す図である。
【図5】本発明に基づいて開示された中間ディスタンス・ピースを含むシステムを示す概略図である。
【発明を実施するための形態】
【0016】
本発明の実施態様は、中間ディスタンス・ピースのアクセス窓を通る空気流をシールするためのカバーと、乾きガス供給を導入することによって中間ディスタンス・ピースの内部容積内の湿分侵入を防止するためのポートとを含む従来技術の特徴と関連する、低温端のハウジングを通ってピストン・パッキンシール部材内に熱を導くように位置決めされた加熱エレメントを含む極低温往復ポンプのための中間ディスタンス・ピースに関する。
【0017】
シール・パージを用いることは、いくつかの極低温ポンプにおいて、特に極低温遠心ポンプにおいて、ハウジングが低温である間、ポンプ面シール時に氷が形成されるのを防止ししなければならない待機作業又は連続作業のために一般的である。シール・パージは、シール部材を摩耗するようになる氷の形成を防止することによってシール部材寿命を長くする。遠心ポンプとは異なり、極低温往復ポンプは一般に、汚染物質、例えば泥及び氷を排除してピストン・パッキンシール部材を保護するために、パッキンシールの大気側にシャープなエッジとともに直接に配置されたプラスチック又は金属ワイパを使用するにすぎない。
【0018】
ワイパはいくつかの理由から、ポンプ速度が低いと硬質霜の除去効果が少なくなってくる。低温端ピストンは、ポンプ速度が低いと、より長い期間にわたって吸入行程終了時に周囲空気に晒される。大気に晒される継続時間が長ければ長いほど、ピストン上に凝縮する湿分量が増大し、そしてピストンの露出部分がワイパを通って移動する前に、より長い凍結期間が提供される。ピストン速度が低いほど、速度が高い場合よりも摩擦から発生する熱が少なくなるので、低温端ピストンと、シリンダと、ピストン・パッキンシール部材とが全て、ポンプを流過する極低温流体の温度に近づく。また、ポンプ速度が低いと、ポンプの高温端は同様の吐出圧力において、高い速度の場合よりも伝達する出力が小さい。出力スループットが低いと、ポンプ高温端は周囲温度を上回る温度では作業しなくなり、そして中間ディスタンス・ピースを通ってピストン・パッキンシール部材へポンプ高温端が導く熱は少なくなる。
【0019】
低いポンプ速度での作業範囲を超えると、低い吐出圧力における極低温往復ポンプの作業は、ピストンリングの傍らを通りながらフラッシュ蒸発する極低温流体の速度を低減する。この蒸気はブローバイ蒸気と呼ばれ、ピストンと、低温端のヘッドとは反対側のポンプシリンダ端部との間を流れる。ブローバイ蒸気は、低温端シリンダ後部に設けられたポーティングを通ってピストン・パッキンシール部材に隣接する領域を出て、次いで長手方向溝を通ってシリンダ・スリーブの上側に沿って通気ポートへ移動しなければならない。ブローバイ蒸気の十分な発生は、低温端シリンダ・スリーブの周りの溝を通過した極低温液体が、シリンダ・スリーブ後部のポートを通るのを防止することによって、より高密度の極低温液体からピストン・パッキンシール部材をある程度絶縁する。
【0020】
油田設備のための三重及び五重構造を成して製造された極低温往復ポンプは、中間ディスタンス・ピースの設計において同様の基礎を共有し、この場合僅かな例外しか伴わない。共通の設計アプローチは、低温端ハウジングの後ろ半分の外径、及び中間ディスタンス・ピースのノーズに位置する孔に形成されたねじ山を螺合させることによって、低温端が中間ディスタンス・ピースに結合されることを必要とする。低温端が低温端ピストンヘッド空隙及び低温端流体ポートの方向に基づいた適切な位置にセットされると、低温端ハウジングの外径に設けられたねじ山付きナットが、中間ディスタンス・ピースのノーズに締め付けられる。
【0021】
それぞれの中間ディスタンス・ピースは、中間ディスタンス・ピースの軸をはさんで位置決めされた2つの窓を有している。窓は作業員が低温端ピストンと高温端のクロスヘッドとを物理的にカップリングするためのアクセスを可能にする。ポンプ設計の大部分は、中間ディスタンス・ピースの窓のためのカバーを製造業者側で用意してはいない。しかし、単に窓に重いプラスチック・シートをテーピングすることにより、又はより永久的に、独立気泡フォームラバーシール部材によって窓カバー板を製作することによって、窓をシールすることができる。
【0022】
油田設備のための極低温往復ポンプの中間ディスタンス・ピース設計の大部分は、高温端クロスヘッド油シール部材に隣接して1つ又は2つ以上のドレン穴を有している。ドレン穴は、高温端に取り付けられるときには中間ディスタンス・ピースの底部に配置されており、残留する油及び水を排出するのに役立つ。あるいは、窓がクロスヘッドの端部と鉛直方向で向かい合うように設計された中間ディスタンス・ピースは、下側の窓が残留する油及び水を排出することになるので、ドレン穴を有していなくてよい。ドレン穴を有する中間ディスタンス・ピースの窓がシールされると、パージガス又はパッキン漏れを通気するための対応手段は必要でない。ドレン穴を有さない中間ディスタンス・ピースの窓がカバーされる場合には、下側の窓カバーは、油及び水を排出するためのポート、パージガスを通気するためのポート、及びピストン・パッキンシール部材の漏れが発生した場合に過剰加圧を防止するためのポートを有さなければならない。
【0023】
ピストン・パッキンシール部材は複数のプラスチック・シール部材を含む。これらのシール部材は、低温端ハウジング内部の圧力がピストンによって逃げるのを防止するようになっている。個々のプラスチック・シール部材は一般に、金属スペーサによって互いに分離されている。金属スペーサの周りの1つ又は2つ以上のエラストマーOリングは、低温端ハウジング内部の圧力がパッキンシール部材と低温端ハウジングとの間に逃げるのを防止する。ピストン・パッキンシール部材の構成部分の全ては、低温時に材料が収縮した時に構成部分を緊密に保持するように、ばねによって負荷されている。
【0024】
ピストン・パッキンシール部材の作業温度上昇が寿命を改善することは当業者に明らかでない。それというのも一般に使用されているプラスチック・シール材料が極低温に対して定格されているからである。プラスチック・シール部材は一般には、構造改質剤、例えばファイバーガラス又は炭素とブレンドされたPTFEであるが、しかしPTFEを基剤とするシール部材は、クリープ流又はコールドフローとして知られている現象をまだ被りやすい。この現象において、連続的な応力に起因して所定の時間にわたって変形がゆっくりと生じる。
【0025】
さらに、中間ディスタンス・ピースに熱を加えると、ピストン・パッキンシール部材の作業温度が著しく上昇することは当業者には明らかでない。それというのも、ピストン・パッキンシール部材が循環中の極低温流体と密に連通しており、低温端のステンレス・ハウジングがアルミニウム又は銅合金又は低合金鋼と比較して良好な熱導体ではないからである。
【0026】
ピストン・パッキンシール部材において使用されるプラスチック・シール材料の熱膨張係数は、シール材料がそれに対してシール作用を発揮するステンレス鋼ピストンよりも著しく高い。ピストン及びピストン・パッキンシール部材の温度が低下するのに伴って、自由なプラスチック・シール部材の寸法はピストンよりも大幅に収縮する。このことは、作業中のピストン・パッキンシール部材内部の応力を増大させる。応力が増大することにより、ピストン・パッキンシール部材の変形速度が温度の低下に対応して高くなる。一組のピストン・パッキンシール部材が100時間の低温作業を超えて作業した後、ピストン・パッキンシール部材は低温時にはシール作用を発揮した状態でピストンと接触し続けるものの、低温端が停止され、加熱が可能になると、ピストン・パッキンシール部材の内径はピストンと連続して周方向接触した状態にはない場合があり、再び冷却されるまでは漏れが生じるおそれがある。ピストン・パッキンシール部材が高温時にピストンに密着し続けるように、低温作業中にパッキンの温度を上昇させることが最適である。
【0027】
しかし、ディーゼル・エンジン冷却剤を180度で中間ディスタンス・ピースのノーズ内に形成されたドリル穴内に導入して循環させることによって中間ディスタンス・ピースに熱を加えると、連続作業中、パッキン押さえの温度が32Fを十分に上回る(霜及び凝縮がないことによって明らかになる)程度にピストン・パッキン区域が加熱される、という驚くべき結果を出願人は見いだした。
【0028】
また、低い速度で2時間よりも長い期間にわたってポンプを操作すると、中間ディスタンス・ピースを加熱することによって、低温端ピストン上の氷の蓄積が増大する、という驚くべき結果をも出願人は見いだした。ピストン上の氷蓄積の増大は、中間ディスタンス・ピースが氷で覆われているときよりも高い水蒸気含有量を有する環境が中間ディスタンス・ピース内部に局在化され、ひいてはピストンと近接した状態で空気を連続的に冷却し、そして湿分を凝縮して中間ディスタンス・ピースの表面上の霧又は霜にする結果であると考えられる。
【0029】
低温端ハウジングが中間ディスタンス・ピース内にねじ込まれるポンプ設計のうち、ピストン・パッキンシール部材に熱を効率的に伝達するように低温端に熱を加えるという条件を提供しているものはない。低温端ハウジング・ナットの前部で低温端ハウジングに加熱ジャケットを加えると、おそらくはポンプのヘッド及びポンプチャンバ内部で極低温流体に伝達される熱を著しく増大させることになる。このことはキャビテーションの確率を高める。
【0030】
中間ディスタンス・ピースは、ほぼ15,000ポンド(66,723N)〜60,000ポンド(266,893N)の力の範囲の繰り返し引張り荷重を受け入れなければならない。中間ディスタンス・ピースはしばしば、窓のない構成部分から成る区分を補強するためにリブを有している。リブは最も一般的には鋳鉄である。窓前部の中間ディスタンス・ピースのノーズはしばしば、作業に由来する繰り返し引張り荷重を受け入れるのに必要な最小限度を十分に超える金属を有しており、そしてこの材料のうちのいくらかは、構成部分の構造的完全性を犠牲にすることなしに取り除くことができる。
【0031】
開示された本発明の実施態様は、加熱エレメントを挿入する目的で中間ディスタンス・ピースのノーズ内に形成されたドリル穴に関する。中間ディスタンス・ピースのノーズを通して導かれた熱は、ピストン・パッキンシール部材を加熱するのにほぼ最適な場所で低温端ハウジングとの機械的ねじ山結合部を介して導かれる。
【0032】
極低温往復ポンプを利用する窒素ポンパーは、1つ又は2つ以上のディーゼル・エンジンを動力源としている。ディーゼル・エンジンは、エンジン冷却剤からの過剰な熱を、ラジエータを介して散逸させなければならない。エンジン冷却剤は、中間ディスタンス・ピースに適した加熱媒体である。それというのも温度が通常作業中安定しており、そして温度がピストン・パッキンシール部材を含むプラスチック及びエラストマーの温度定格を超えることがないからである。好ましいことに、単純な装置を組み立てることによって、高温エンジン冷却剤をドリル穴内に注入し循環させることができる。エンジン水ポンプの吐出から生じた高温冷却剤は分割して、僅かな部分をマニホルドに配管を通して送ることによって冷却剤を中間ディスタンス・ピース内の穴に分配するのに対して、大部分はエンジン冷却剤ギャラリー中を循環する。中間ディスタンス・ピースの穴を通って循環させられる冷却剤は、より低い圧力のエンジン冷却剤回路区分、例えばエンジン冷却剤サーモスタット・ハウジングに戻すことができる。
【0033】
あるいは、ドリル穴内に電気抵抗加熱エレメントを挿入することもできる。穴は中間ディスタンス・ピースのノーズ内部の金属体積に関連して著しく大きい熱伝達面積を提供する。さらに、低温端と中間ディスタンス・ピースとの機械的ねじ山結合部は、中間ディスタンス・ピースから低温端ハウジングへ熱を伝達するための著しく大きい表面積を提供する。低温端ハウジングの後部における熱は、パッキン押さえ内に導入することによって、そしてピストン・パッキンシール部材を分離する金属スペーサへ放射伝熱することによって伝達される。
【0034】
加熱エレメント穴をドリルで形成することなしに、中間ディスタンス・ピースを加熱する他の代替手段の一例としては、燃料燃焼式放射ヒータ;触媒放射ヒータ;ヒートランプを含む電気放射ヒータ;及び電気誘導ヒータが挙げられる。
【0035】
図1は、油田設備のために設計された従来の三重極低温往復ポンプ100を示している。高温端102は3つの中間区分106を介して並列の3つの低温端104に接続されている。便宜上、ただ1つの低温端104及び中間区分106が図1に示されている。二重の構成部分が第1の構成部分と一致して組み立てられている。高温端102は、クランクシャフト108からの回転出力をクロスヘッド110の往復線運動に伝達する。高温端102は油で潤滑されており、油シール部材112が、潤滑油が往復クロスヘッド110の傍らを逃げるのを防止する。
【0036】
極低温流体は低温端104の吸入ポート114に入る。極低温流体の大部分は吸入弁(図示せず)を通ってポンピング・チャンバ(図示せず)に入る。ポンピング・チャンバ内部では、高温端102から遠ざかる方向のピストン116の運動は、ポンピング・チャンバ内部の極低温液体の圧力を高め、液体は吐出弁(図示せず)を流過し、そして吐出ポート118を通って低温端104を出る。吸入ポート114に入る液体の僅かな部分が、ブローバイ蒸気と合体する。ブローバイ蒸気は低温端104内部のピストンリング(図示せず)を通り過ぎて逃げ、そして通気ポート120を通って出ることによって極低温液体貯蔵タンク(図示せず)に戻る。クロスヘッド110は、往復運動を、機械的カップリング・クランプ122を介してピストン116に伝達する。
【0037】
図2は、低温端104及び中間ディスタンス・ピース106を含む極低温往復ポンプ100の部分破断図を示している。低温端104は長手方向軸105を有している。ハウジング124は機械的雄ねじ山126を有している。雄ねじ山126は中間ディスタンス・ピース106内に低温端104の位置を固定する。ハウジング・ナット128は、機械的雄ねじ山126を中間ディスタンス・ピース106に対して締め付けた状態で係合するように、ねじ回される。
【0038】
シリンダ・ライナ130はポンピング・チャンバ132を含んでいる。ハウジング124の内部のポーティング133及びシリンダ・ライナ130の外部に沿った長手方向溝134は、極低温流体の僅かな部分が冷却のためにシリンダ・ライナ130の周りの低温端104の吸入ポート(図示せず)に入るのを案内する。
【0039】
ピストン116は、シリンダ・ライナ130内部をライドする。ピストン116は、高温端クロスヘッド(図示せず)によって駆動される。クロスヘッド(図示せず)はピストン116をヘッド(図示せず)へ動かすための運動を直接にノブ136内に伝達する。クロスヘッド(図示せず)はピストン116を、機械的カップリング・クランプ(図示せず)を介してヘッド(図示せず)から離れる方向に引張る。機械的カップリング・クランプは、カップリング・アダプタ138の傾斜エッジを把持する。ノブ136とカップリング・アダプタ138との半径方向及び軸方向の許容差が、ある程度制限された運動自由度を可能にするので、半径方向荷重がクロスヘッド(図示せず)からピストン116へ伝達されることはない。
【0040】
ピストン116は2つのライダーバンド140によってシリンダ・ライナ130内部を案内される。図2は、両ライダーバンド140がピストンリング142の対向端部に配置されている状態を示しているが、しかし他の実施態様の場合、ライダーバンド140はピストン160に沿った他の場所に位置決めしてもよい。ピストンリング142は、ピストン116をシリンダ・ライナ130に対してシールすることによって、ポンピング・チャンバ132内でより高い圧力で存在する極低温液体がピストン116を流過するのを防止する。
【0041】
ピストンリング142を通り過ぎる漏れは一般に、極低温液体と蒸気との混合物を形成する。この混合物は環状空間144内に流入する。環状空間144内部の圧力は、ピストン・パッキンシール部材146によって大気に漏れないようにシールされる。ピストン・パッキンシール部材146は、ピストン116上の硬質クロムめっき148に対してシール作用を発揮する。ピストン・パッキンシール部材146はパッキンばね152に抗するパッキン押さえ150によって締め付けられる。パッキンばね152は、周囲温度から極低温に冷却されたときにハウジング124よりも大幅に収縮することに伴って、ピストン・パッキンシール部材146を緊密な状態に維持する。
【0042】
凝縮、凍結、及び昇華に起因する硬質クロムめっき148上に集まった湿分、並びに空気に由来する他の粒子状汚染物質はピストン・パッキンシール部材146に損傷を与えるおそれがある。パッキン押さえ150内部に保持されたワイパ154は、ピストン116がクロスヘッド(図示せず)によって押されるのに伴って、硬質クロムめっき148から湿分及び汚染物質を除去することになっている。
【0043】
環状空間144内部の極低温液体と蒸気との混合物は、シリンダ・ライナ130の周りの長手方向溝134内に進むために、シリンダ・ライナ130の端部に設けられた制限開口156を通過しなければならない。長手方向溝134内部では、ポーティング133からの冷却流体が、環状空間144からの流体と混ざり、そして通気ポート120を通ってハウジング124を出て、極低温液体貯蔵タンク(図示せず)に戻る。
【0044】
図3(a)及び3(b)は、本発明に基づく中間ディスタンス・ピース106を示す。図3(a)は、本発明に基づいて開示された模範的な中間ディスタンス・ピースを示す側面図である。図3(b)は、本発明に基づいて開示された模範的な中間ディスタンス・ピースを示す端面図である。中間ディスタンス・ピース106は、中間ディスタンス・ピース106を高温端(図示せず)にボルト(図示せず)を介して取り付けるための取り付け穴160を備えたフランジ158を含んでいる。穴162を通して中間ディスタンス・ピース106内部に低温端(図示せず)を取り付け、この低温端を機械的雌ねじ山164で固定する。中間ディスタンス・ピース106はさらに中間ディスタンス・ピース106の互いに対向する側に、2つの窓166及び168を含む。これらの窓は低温端ピストン(図示せず)を高温端クロスヘッド(図示せず)にカップリングするためのアクセスを可能にする。クロスヘッド(図示せず)から低温端ピストン(図示せず)への繰り返し荷重下で作業するために、リブ170が中間ディスタンス・ピース106を強化する。図示の中間ディスタンス・ピース106はクロスヘッド油シール部材(図示せず)の下方にドレン穴172及び174を有している。ドレン穴172及び174は、クロスヘッド油シール部材(図示せず)に由来する油の浸潤、及び中間ディスタンス・ピース106内部で凝縮された湿分が、中間ディスタンス・ピース106の底部に溜まるのを防止する。
【0045】
加熱ポート176及び178は互いに鏡像関係を成し、そしてリセス穴180と、ボア穴182と、テーパーパイプねじ184とから成っている。リセス穴180は、ボア穴182をドリルで形成するために、窓166及び168を二分する平面に対して平行な平らな表面を提供するようにフライス加工されている。ボア穴182は中間ディスタンス・ピース106のノーズの最も幅広な部分の近くに、そして中間ディスタンス・ピース106の窓166及び168を二分する平面に対して垂直にドリルで形成されている。ボア穴182はこれらが、中間ディスタンス・ピース106のノーズをドリルで貫通することなしに、そして低温端の取り付けのための穴162と交差することなしに、窓166及び168を二分する平面を十分に過ぎて延びるように位置決めされている。ボア穴182がドリルで形成された後、ボア穴182の上部にテーパーパイプねじ山184をタッピングすることにより、ボア穴182内部に冷却剤循環のためのフィッティング組立体(図示せず)を設置することを可能にする。
【0046】
図4は、本発明によるフィッティング組立体186を示している。フィッティング組立体186は、90度のねじ山付き金属パイプエルボ188から成っている。エルボ188は、金属管192よりも直径が僅かに大きい、1つの軸に対して同軸的にドリルで形成された穴190を有している。エルボ188内に形成された穴190を通して金属管192が挿入されており、これら2つの構成部分は、使用される金属に応じて、例えばろう付け又は溶接によって接合されている。管192がそれを通って固定されているエルボ188の部分内にねじ山付きパイプ・ニップル194がねじ込まれ、その螺合部は例えば溶接又はろう付けによってシールされている。エルボ188のその部分から突出する管192の端部に、太いワイヤ196がらせん状に巻き付けられており、そしてワイヤ196の両端部は例えばろう付け又は溶接によって管192に接合されている。パイプ・ニップル194の露出したねじ山にねじ山付きパイプ・シーラントを被着し、そしてフィッティング組立体186を加熱ポート176内にねじ込むことによって、極低温往復ポンプの中間ディスタンス・ピースの図3(b)のそれぞれの加熱ポート176に1つのフィッティング組立体186が結合されている。
【0047】
図5は、本発明による中間ディスタンス・ピース加熱部分内の加熱用流体としてエンジン冷却剤を使用するシステム200を示している。動力ユニット202は、冷却剤ポンプ206を備えたディーゼル・エンジン204と、サーモスタット・ハウジング220と、ラジエータ222とを含んでいる。中間ディスタンス・ピース106の断面が、加熱ポート176及び178の軸を通して示されている。冷却剤ポンプ206からのエンジン冷却剤流は、エンジン冷却剤通路(図示せず)を流過する大部分と、冷却剤供給ホース208を通って送られる僅かな部分と、可撓性ホース240を通って送られる僅かな部分とに分けられる。冷却剤供給ホース208からの僅かな量のエンジン冷却剤を分配マニホルド210に供給することにより、エンジン冷却剤流を中間ディスタンス・ピース106の2つの加熱ポート176及び178と、極低温往復ポンプの全ての並列の二重中間ディスタンス・ピース(図示せず)との間で分割する。分配マニホルド210はフィッティング組立体186に可撓性ホース211によって、そしてフィッティング組立体187に可撓性ホース212によって接続されている。エンジン冷却剤流は加熱ポート176の底部でフィッティング組立体186から吐出される。この底部で冷却剤流は、加熱ポート176の壁に沿って流れるように逆転される.加熱ポート176の冷却壁と接触しながら、冷却剤は熱を中間ディスタンス・ピース106のノーズ内に熱を伝達する。冷却剤はフィッティング組立体186を通って可撓性ホース214内に逆流する。冷却剤はフィッティング組立体187、及び加熱ポート176と同様の加熱ポート178を流過し、そして可撓性ホース224に吐出される。可撓性ホース214及び224からの冷却剤は結合マニホルド216内に流入する。結合マニホルド216は冷却剤の全てを、動力ユニット202のサーモスタット・ハウジング220に戻るように、冷却剤戻りホース218を通して戻す。サーモスタット・ハウジング220内では、戻った冷却剤は、ディーゼル・エンジン204中を循環する冷却剤流と混ざり合い、そしてラジエータ222に案内されるか又は直接に冷却剤ポンプ206に案内される。
【0048】
極低温貯蔵タンク226は低温気体窒素の蒸気空間とともに極低温液体窒素を含有している。いくつかの実施態様では、極低温貯蔵タンク226はシステム100内に極低温流体を導入するために使用されるものと同じ極低温流体源であってよく、あるいは、別個の極低温貯蔵タンクが使用されてもよい。このような実施態様の場合、低温窒素蒸気が極低温貯蔵タンク226の蒸気空間からパイプ228を通って熱交換器230へ流れる。可撓性ホース240を流過する僅かな部分のエンジン冷却剤は熱交換器230内の低温窒素蒸気中に熱を伝達する。熱交換器において、低温窒素蒸気は周囲温度を上回る温度に加熱される。エンジン冷却剤は熱交換器230から可撓性ホース242を通ってサーモスタット・ハウジング220へ戻る。熱交換器230を出た高温窒素蒸気は、可撓性ホース232を通って、中間ディスタンス・ピース106内部のオープンスペース内に通じている窓カバー236のパージ部分234内へ流入する。中空ディスタンス・ピース106の対向側の窓は窓カバー238でシールされている。中間ディスタンス・ピース106のオープンスペース内部の周囲水蒸気が、高温窒素蒸気と一緒に、ドレン穴(図示せず)を通って、そして中間ディスタンス・ピース106の機械的ねじ山(図示せず)を通って大気へ一掃される。周囲水蒸気及び高温窒素蒸気は、窓カバー236及び238と中間ディスタンス・ピース106の隣接表面との間の欠陥を通って逃げることもある。高温窒素蒸気は中間ディスタンス・ピース106のオープンスペース内部の水蒸気の濃度を希釈することによって、水蒸気が、中間ディスタンス・ピース106内部で往復運動する低温端ピストン(図示せず)の表面上で凝縮、昇華、及び凍結するのを防止する。
【0049】
[本発明の付加的な態様]
[態様1]
極低温流体をポンピングするための往復ポンプ組立体であって、
クランクシャフト及びクロスヘッドを有する高温端と、
少なくとも1つの低温端であって、それぞれがピストン、ポンピング・チャンバ、吸入ポート、通気ポート、及び吐出ポートを有する少なくとも1つの低温端と、
少なくとも1つのカップリング部材であって、それぞれが前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、
少なくとも1つの中間ディスタンス・ピースと
を含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記少なくとも1つの低温端のうちの1つの一部と重なっており、そして前記少なくとも1つの中間ディスタンス・ピース内に少なくとも部分的に収容された少なくとも1つの加熱エレメントを有し、前記少なくとも1つの加熱エレメントが、該少なくとも1つの加熱エレメントを通って流体が循環するのを可能にするよう配置された、往復ポンプ組立体。
【0050】
[態様2]
前記少なくとも1つの低温端のそれぞれが少なくとも1つのピストン・パッキンシール部材をさらに含み、前記少なくとも1つの加熱エレメントのそれぞれが第1の長手方向位置に配置され、該第1の長手方向位置が前記少なくとも1つのピストン・パッキンシール部材の第2の長手方向位置と少なくとも部分的に重なっており、前記第1の長手方向位置及び前記第2の長手方向位置が前記少なくとも1つの低温端の長手方向軸に沿って配置された、態様1に記載の往復ポンプ組立体。
【0051】
[態様3]
前記少なくとも1つの加熱エレメントが第1の加熱エレメントと第2の加熱エレメントを含み、前記少なくとも1つのピストン・パッキンシール部材の少なくとも一部が、前記第1の加熱エレメントと前記第2の加熱エレメントとの間に配置された、態様2に記載の往復ポンプ組立体。
【0052】
[態様4]
前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、該少なくとも1つの中間ディスタンス・ピースの外部から前記少なくとも1つのカップリング部材のうちの1つにアクセスするのを可能にするよう形成された少なくとも1つの窓と、該少なくとも1つの窓のそれぞれのためのカバーとをさらに含む、態様1〜3のいずれか1つに記載の往復ポンプ組立体。
【0053】
[態様5]
冷却システムを有する内燃機関をさらに含み、前記流体が、前記内燃機関の前記冷却システムを通って循環される冷却剤である、態様1〜4のいずれか1つに記載の往復ポンプ組立体。
【0054】
[態様6]
前記内燃機関が前記クランクシャフトを駆動するよう配置された、態様5に記載の往復ポンプ組立体。
【0055】
[態様7]
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートをさらに含み、該パージポートが極低温流体の供給部に接続され、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を前記内部容積内に注入するよう配置された、態様1〜6のいずれか1つに記載の往復ポンプ組立体。
【0056】
[態様8]
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートであって、極低温流体の供給部と流体連通しているパージポートと、
前記冷却剤に対して前記極低温流体を加熱するよう配置された熱交換器と
をさらに含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を内部容積内に注入するよう配置された、態様1〜7のいずれか1つに記載の往復ポンプ組立体。
【0057】
[態様9]
(a)クランクシャフト及びクロスヘッドを有する高温端と、少なくとも1つの低温端であって、それぞれがピストン、ポンピング・チャンバ、吸入ポート、通気ポート、及び吐出ポートを有する少なくとも1つの低温端と、前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、少なくとも1つの中間ディスタンス・ピースとを含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記高温端の一部及び前記低温端の一部と重なっている往復ポンプ組立体を使用して、第1の極低温流体をポンピングする工程、並びに
(b)工程(a)の実施の少なくとも一部の間に、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された少なくとも1つの加熱エレメントを通って流体を循環させる工程
を含む、方法。
【0058】
[態様10]
工程(b)が、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された少なくとも1つの加熱エレメントを通して、周囲温度よりも高い温度を有する流体を循環させることを含む、態様9に記載の方法。
【0059】
[態様11]
(c)工程(a)が実施されている間に、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された任意の窓を覆う工程
をさらに含む、態様9又は10に記載の方法。
【0060】
[態様12]
(d)前記流体を内燃機関の冷却システムを通して循環させる工程
をさらに含む、態様9〜11のいずれか1つに記載の方法。
【0061】
[態様13]
(e)前記内燃機関によって前記クランクシャフトを駆動する工程
をさらに含む、態様12に記載の方法。
【0062】
[態様14]
(f)第2の極低温流体を使用して前記少なくとも1つの中間ディスタンス・ピースのそれぞれによって画定された内部容積をパージする工程
をさらに含む、態様9〜13のいずれか1つに記載の方法。
【0063】
[態様15]
(g)第2の極低温流体を使用して前記少なくとも1つの中間ディスタンス・ピースのそれぞれによって画定された内部容積をパージする工程、並びに
(h)工程(g)において前記第2の極低温流体を使用する前に、冷却剤に対して前記第2の極低温流体を加熱する工程
をさらに含む、態様12に記載の方法。
【0064】
[態様16]
極低温流体をポンピングするための往復ポンプ組立体を含むシステムであって、該往復ポンプ組立体が、
クランクシャフト及びクロスヘッドを有する高温端と、
少なくとも1つの低温端であって、それぞれがピストン、少なくとも1つのピストン・パッキンシール部材、ポンピング・チャンバ、吸入ポート、通気ポート、吐出ポート、及び長手方向軸を有する少なくとも1つの低温端と、
少なくとも1つのカップリング部材であって、それぞれが前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、
少なくとも1つの中間ディスタンス・ピースであって、該少なくとも1つの中間ディスタンス・ピースの外部から前記少なくとも1つのカップリング部材のうちの1つにアクセスするのを可能にするよう形成された少なくとも1つの窓と、該少なくとも1つの窓のそれぞれのためのカバーとを有し、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記少なくとも1つの低温端のうちの1つの一部と重なっており、そして前記少なくとも1つのピストン・パッキンシール部材の長手方向位置と少なくとも部分的に重なっている長手方向位置において前記少なくとも1つの中間ディスタンス・ピース内に少なくとも部分的に収容された第1及び第2の加熱エレメントを有する少なくとも1つの中間ディスタンス・ピースと、
冷却システムを有する内燃機関であって、該内燃機関の冷却システム及び前記少なくとも1つの加熱エレメントのそれぞれを通って冷却剤流体が循環するのを可能にするよう前記少なくとも1つの加熱エレメントのそれぞれと流体連通している冷却システムを有し、前記クランクシャフトを駆動するよう配置された内燃機関と
を含む、システム。
【0065】
[態様17]
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートをさらに含み、該パージポートが極低温流体の供給部に接続され、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を前記内部容積内に注入するよう配置された、態様16に記載のシステム。
【0066】
[態様18]
前記冷却剤流体に対して前記極低温流体を加熱するよう配置された熱交換器をさらに含む、態様16又は17に記載のシステム。
【実施例】
【0067】
7/8’’(22.2mm)直径の2つのリセス穴を中間ディスタンス・ピースのノーズ内にフライス加工することによって、ACD 3−LMPD三重極低温往復ポンプの3つの中間ディスタンス・ピースのうちの1つに変更を加えた。リセス穴の基底部から深さ2〜1/2’’(63.5mm)まで23/32’’(18.3mm)直径の2つの穴を、リセス穴のそれぞれからドリルで形成した。それぞれの穴の上部で1/2’’NPS(15DN)NPTねじ山をタッピングした。
【0068】
3/8’’(9.5mm)直径の304ステンレス鋼シームレス管、1/2’’NPS(15DN)NPTF雌90度赤真鍮エルボ、及び1/2’’NPS(15DN)Schedule 80赤真鍮両端ねじ山パイプ・ニップルを用いて2つのフィッティング組立体を形成した。フィッティングは銀ろう付けによって接合した。3/8’’(9.5mm)管は閉じたニップルを超えてほぼ3’’(76.2mm)延びた。フィッティングを中間ディスタンス・ピース加熱ポート内に組み入れ、そしてPTFEねじ山シーラントでシールした。中間ディスタンス・ピースを窒素ポンパーユニットの3−LMPD高温端に取り付けた。加熱ポート及びフィッティング組立体を有する中間ディスタンス・ピース内に低温端を取り付けた。
【0069】
事前試験中、低温端は、低速度・低吐出圧力での2時間の作業時間以内に、ピストン・パッキンシール部材から低温窒素蒸気を繰り返し漏らし始めることが見極められた。ここで、窒素パンパーのディーゼル・エンジンを始動させるときに、中間ディスタンス・ピースの加熱ポート及びフィッティング組立体を通して、エンジン冷却剤を循環させた。低温端を冷却し、50rpmの低い速度、及び100psig(689kPa)未満の低い吐出圧力でポンピングを開始した。1時間以内に、低温窒素蒸気がピストン・パッキンシール部材から繰り返し漏れることが観察された。ピストンの硬質クロムメッキ上に視認し得る霜は、中間ディスタンス・ピースを加熱しない事前作業中よりも迅速に形成されたが、しかし中間ディスタンス・ピースの内面には、霜も凝縮も観察されなかった。中間ディスタンス・ピースを加熱しないと、低温端パッキン押さえに隣接する中間ディスタンス・ピースの内面全体を霜が覆うことが共通していた。
【0070】
ポンプをシャットダウンしてこれを周囲温度まで温めておいた後、ビニル被覆されたポリエステル布地カバーを加熱ポート及びフィッティング組立体を備えた中間ディスタンス・ピースの窓に被せることにより、試験をさらに改変した。窓のエッジの周りに接着テープでカバーをシールした。ブレージング・プレート式熱交換器を通る高温のエンジン冷却剤によって、窒素パンパー上の極低温貯蔵タンクからの窒素蒸気を周囲温度を上回る温度に加熱した。加熱された窒素蒸気を、窓カバーの1つに延びる管に通すことによって、中間ディスタンス・ピース内部をパージした。窒素パージ流量を1〜5SCFM(28.4〜142.1SLPM)で制御した。
【0071】
次いで低温端を冷却し、4時間にわたって同じ速度及び圧力で再び操作した。この期間中、低温端後部の検査のために窓カバーを定期的にめくった。ピストンの硬質クロムメッキ上には霜は形成されず、また、ピストン・パッキンシール部材を通って漏れる視認し得る窒素もなかった。
【0072】
下記表1は試験の結果を示す。
【0073】
【表1】
【0074】
低温端の分解後の試験はまた、ピストン・パッキンシール部材の変形の低減を示した。200時間の作業後、中間ディスタンス・ピースがピストン・パッキンシール部材を加熱する手段を有していないと、2.00インチ(50.8mm)穴を有する低温端のためのピストン・パッキンシール部材は、室温のピストン上の硬質クロムメッキの外面よりも大きく共通して拡張される。試験した低温端を250時間の作業後に分解すると、ピストン・パッキンシール部材はまだ緊密であり、ピストン・パッキンシール部材とピストンの硬質クロムメッキとの間にはギャップはなかった。
【0075】
試験が示すところによれば、加熱エレメントを単独で有する中間ディスタンス・ピースは、ピストン・パッキンシール部材の変形を低減したが、しかしピストンの硬質クロムめっき上に形成される硬質霜が増大することにより性能を改善することはなかった。シーリング・カバー、及び中間ディスタンス・ピース内部の乾き蒸気パージとともに用いると、硬質霜がピストン・パッキンシール部材を妨害することがなくなる。さらに、空中浮遊粒子が中間ディスタンス・ピース内部から排除される。このことはまた、ピストン・パッキンシール部材及び高温端クロスヘッド油シール部材の寿命に恩恵を与え得る。
【0076】
したがって、例において説明したように、加熱エレメント、シーリング・カバー、及び内部の高温乾き蒸気パージを伴う中間ディスタンス・ピースは、技術分野における必要性、すなわちピストン・パッキンシール部材が極低温流体と近接しており、そしてピストン・パッキンシール部材を加熱するために低温端を改善する手段が設けられていない極低温往復ポンプ低温端内に、ピストン・パッキンシール部材を加熱する手段を設けるという技術分野における必要性を満たす。シーリング・カバー及び中間ディスタンス・ピース内部の高温乾き蒸気パージは、さもなければピストンの硬質クロムめっき上で凍結してピストン・パッキンシール部材を損傷するであろう湿分を排除する。
【特許請求の範囲】
【請求項1】
極低温流体をポンピングするための往復ポンプ組立体であって、
クランクシャフト及びクロスヘッドを有する高温端と、
少なくとも1つの低温端であって、それぞれがピストン、ポンピング・チャンバ、吸入ポート、通気ポート、及び吐出ポートを有する少なくとも1つの低温端と、
少なくとも1つのカップリング部材であって、それぞれが前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、
少なくとも1つの中間ディスタンス・ピースと
を含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記少なくとも1つの低温端のうちの1つの一部と重なっており、そして前記少なくとも1つの中間ディスタンス・ピース内に少なくとも部分的に収容された少なくとも1つの加熱エレメントを有し、前記少なくとも1つの加熱エレメントが、該少なくとも1つの加熱エレメントを通って流体が循環するのを可能にするよう配置された、往復ポンプ組立体。
【請求項2】
前記少なくとも1つの低温端のそれぞれが少なくとも1つのピストン・パッキンシール部材をさらに含み、前記少なくとも1つの加熱エレメントのそれぞれが第1の長手方向位置に配置され、該第1の長手方向位置が前記少なくとも1つのピストン・パッキンシール部材の第2の長手方向位置と少なくとも部分的に重なっており、前記第1の長手方向位置及び前記第2の長手方向位置が前記少なくとも1つの低温端の長手方向軸に沿って配置された、請求項1に記載の往復ポンプ組立体。
【請求項3】
前記少なくとも1つの加熱エレメントが第1の加熱エレメントと第2の加熱エレメントを含み、前記少なくとも1つのピストン・パッキンシール部材の少なくとも一部が、前記第1の加熱エレメントと前記第2の加熱エレメントとの間に配置された、請求項2に記載の往復ポンプ組立体。
【請求項4】
前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、該少なくとも1つの中間ディスタンス・ピースの外部から前記少なくとも1つのカップリング部材のうちの1つにアクセスするのを可能にするよう形成された少なくとも1つの窓と、該少なくとも1つの窓のそれぞれのためのカバーとをさらに含む、請求項1に記載の往復ポンプ組立体。
【請求項5】
冷却システムを有する内燃機関をさらに含み、前記流体が、前記内燃機関の前記冷却システムを通って循環される冷却剤である、請求項1に記載の往復ポンプ組立体。
【請求項6】
前記内燃機関が前記クランクシャフトを駆動するよう配置された、請求項5に記載の往復ポンプ組立体。
【請求項7】
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートをさらに含み、該パージポートが極低温流体の供給部に接続され、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を前記内部容積内に注入するよう配置された、請求項1に記載の往復ポンプ組立体。
【請求項8】
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートであって、極低温流体の供給部と流体連通しているパージポートと、
前記冷却剤に対して前記極低温流体を加熱するよう配置された熱交換器と
をさらに含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を内部容積内に注入するよう配置された、請求項5に記載の往復ポンプ組立体。
【請求項9】
(a)クランクシャフト及びクロスヘッドを有する高温端と、少なくとも1つの低温端であって、それぞれがピストン、ポンピング・チャンバ、吸入ポート、通気ポート、及び吐出ポートを有する少なくとも1つの低温端と、前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、少なくとも1つの中間ディスタンス・ピースとを含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記高温端の一部及び前記低温端の一部と重なっている往復ポンプ組立体を使用して、第1の極低温流体をポンピングする工程、並びに
(b)工程(a)の実施の少なくとも一部の間に、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された少なくとも1つの加熱エレメントを通って流体を循環させる工程
を含む、方法。
【請求項10】
工程(b)が、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された少なくとも1つの加熱エレメントを通して、周囲温度よりも高い温度を有する流体を循環させることを含む、請求項9に記載の方法。
【請求項11】
(c)工程(a)が実施されている間に、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された任意の窓を覆う工程
をさらに含む、請求項9に記載の方法。
【請求項12】
(d)前記流体を内燃機関の冷却システムを通して循環させる工程
をさらに含む、請求項9に記載の方法。
【請求項13】
(e)前記内燃機関によって前記クランクシャフトを駆動する工程
をさらに含む、請求項12に記載の方法。
【請求項14】
(f)第2の極低温流体を使用して前記少なくとも1つの中間ディスタンス・ピースのそれぞれによって画定された内部容積をパージする工程
をさらに含む、請求項9に記載の方法。
【請求項15】
(f)第2の極低温流体を使用して前記少なくとも1つの中間ディスタンス・ピースのそれぞれによって画定された内部容積をパージする工程、並びに
(g)工程(f)において前記第2の極低温流体を使用する前に、冷却剤に対して前記第2の極低温流体を加熱する工程
をさらに含む、請求項12に記載の方法。
【請求項16】
極低温流体をポンピングするための往復ポンプ組立体を含むシステムであって、該往復ポンプ組立体が、
クランクシャフト及びクロスヘッドを有する高温端と、
少なくとも1つの低温端であって、それぞれがピストン、少なくとも1つのピストン・パッキンシール部材、ポンピング・チャンバ、吸入ポート、通気ポート、吐出ポート、及び長手方向軸を有する少なくとも1つの低温端と、
少なくとも1つのカップリング部材であって、それぞれが前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、
少なくとも1つの中間ディスタンス・ピースであって、該少なくとも1つの中間ディスタンス・ピースの外部から前記少なくとも1つのカップリング部材のうちの1つにアクセスするのを可能にするよう形成された少なくとも1つの窓と、該少なくとも1つの窓のそれぞれのためのカバーとを有し、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記少なくとも1つの低温端のうちの1つの一部と重なっており、そして前記少なくとも1つのピストン・パッキンシール部材の長手方向位置と少なくとも部分的に重なっている長手方向位置において前記少なくとも1つの中間ディスタンス・ピース内に少なくとも部分的に収容された第1及び第2の加熱エレメントを有する少なくとも1つの中間ディスタンス・ピースと、
冷却システムを有する内燃機関であって、該内燃機関の冷却システム及び前記少なくとも1つの加熱エレメントのそれぞれを通って冷却剤流体が循環するのを可能にするよう前記少なくとも1つの加熱エレメントのそれぞれと流体連通している冷却システムを有し、前記クランクシャフトを駆動するよう配置された内燃機関と
を含む、システム。
【請求項17】
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートをさらに含み、該パージポートが極低温流体の供給部に接続され、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を前記内部容積内に注入するよう配置された、請求項16に記載のシステム。
【請求項18】
前記冷却剤流体に対して前記極低温流体を加熱するよう配置された熱交換器をさらに含む、請求項17に記載のシステム。
【請求項1】
極低温流体をポンピングするための往復ポンプ組立体であって、
クランクシャフト及びクロスヘッドを有する高温端と、
少なくとも1つの低温端であって、それぞれがピストン、ポンピング・チャンバ、吸入ポート、通気ポート、及び吐出ポートを有する少なくとも1つの低温端と、
少なくとも1つのカップリング部材であって、それぞれが前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、
少なくとも1つの中間ディスタンス・ピースと
を含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記少なくとも1つの低温端のうちの1つの一部と重なっており、そして前記少なくとも1つの中間ディスタンス・ピース内に少なくとも部分的に収容された少なくとも1つの加熱エレメントを有し、前記少なくとも1つの加熱エレメントが、該少なくとも1つの加熱エレメントを通って流体が循環するのを可能にするよう配置された、往復ポンプ組立体。
【請求項2】
前記少なくとも1つの低温端のそれぞれが少なくとも1つのピストン・パッキンシール部材をさらに含み、前記少なくとも1つの加熱エレメントのそれぞれが第1の長手方向位置に配置され、該第1の長手方向位置が前記少なくとも1つのピストン・パッキンシール部材の第2の長手方向位置と少なくとも部分的に重なっており、前記第1の長手方向位置及び前記第2の長手方向位置が前記少なくとも1つの低温端の長手方向軸に沿って配置された、請求項1に記載の往復ポンプ組立体。
【請求項3】
前記少なくとも1つの加熱エレメントが第1の加熱エレメントと第2の加熱エレメントを含み、前記少なくとも1つのピストン・パッキンシール部材の少なくとも一部が、前記第1の加熱エレメントと前記第2の加熱エレメントとの間に配置された、請求項2に記載の往復ポンプ組立体。
【請求項4】
前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、該少なくとも1つの中間ディスタンス・ピースの外部から前記少なくとも1つのカップリング部材のうちの1つにアクセスするのを可能にするよう形成された少なくとも1つの窓と、該少なくとも1つの窓のそれぞれのためのカバーとをさらに含む、請求項1に記載の往復ポンプ組立体。
【請求項5】
冷却システムを有する内燃機関をさらに含み、前記流体が、前記内燃機関の前記冷却システムを通って循環される冷却剤である、請求項1に記載の往復ポンプ組立体。
【請求項6】
前記内燃機関が前記クランクシャフトを駆動するよう配置された、請求項5に記載の往復ポンプ組立体。
【請求項7】
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートをさらに含み、該パージポートが極低温流体の供給部に接続され、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を前記内部容積内に注入するよう配置された、請求項1に記載の往復ポンプ組立体。
【請求項8】
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートであって、極低温流体の供給部と流体連通しているパージポートと、
前記冷却剤に対して前記極低温流体を加熱するよう配置された熱交換器と
をさらに含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を内部容積内に注入するよう配置された、請求項5に記載の往復ポンプ組立体。
【請求項9】
(a)クランクシャフト及びクロスヘッドを有する高温端と、少なくとも1つの低温端であって、それぞれがピストン、ポンピング・チャンバ、吸入ポート、通気ポート、及び吐出ポートを有する少なくとも1つの低温端と、前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、少なくとも1つの中間ディスタンス・ピースとを含み、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記高温端の一部及び前記低温端の一部と重なっている往復ポンプ組立体を使用して、第1の極低温流体をポンピングする工程、並びに
(b)工程(a)の実施の少なくとも一部の間に、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された少なくとも1つの加熱エレメントを通って流体を循環させる工程
を含む、方法。
【請求項10】
工程(b)が、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された少なくとも1つの加熱エレメントを通して、周囲温度よりも高い温度を有する流体を循環させることを含む、請求項9に記載の方法。
【請求項11】
(c)工程(a)が実施されている間に、前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置された任意の窓を覆う工程
をさらに含む、請求項9に記載の方法。
【請求項12】
(d)前記流体を内燃機関の冷却システムを通して循環させる工程
をさらに含む、請求項9に記載の方法。
【請求項13】
(e)前記内燃機関によって前記クランクシャフトを駆動する工程
をさらに含む、請求項12に記載の方法。
【請求項14】
(f)第2の極低温流体を使用して前記少なくとも1つの中間ディスタンス・ピースのそれぞれによって画定された内部容積をパージする工程
をさらに含む、請求項9に記載の方法。
【請求項15】
(f)第2の極低温流体を使用して前記少なくとも1つの中間ディスタンス・ピースのそれぞれによって画定された内部容積をパージする工程、並びに
(g)工程(f)において前記第2の極低温流体を使用する前に、冷却剤に対して前記第2の極低温流体を加熱する工程
をさらに含む、請求項12に記載の方法。
【請求項16】
極低温流体をポンピングするための往復ポンプ組立体を含むシステムであって、該往復ポンプ組立体が、
クランクシャフト及びクロスヘッドを有する高温端と、
少なくとも1つの低温端であって、それぞれがピストン、少なくとも1つのピストン・パッキンシール部材、ポンピング・チャンバ、吸入ポート、通気ポート、吐出ポート、及び長手方向軸を有する少なくとも1つの低温端と、
少なくとも1つのカップリング部材であって、それぞれが前記高温端を前記少なくとも1つの低温端のうちの1つと接続する少なくとも1つのカップリング部材と、
少なくとも1つの中間ディスタンス・ピースであって、該少なくとも1つの中間ディスタンス・ピースの外部から前記少なくとも1つのカップリング部材のうちの1つにアクセスするのを可能にするよう形成された少なくとも1つの窓と、該少なくとも1つの窓のそれぞれのためのカバーとを有し、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが、前記高温端及び前記少なくとも1つの低温端のうちの1つに接続され、前記少なくとも1つの低温端のうちの1つの一部と重なっており、そして前記少なくとも1つのピストン・パッキンシール部材の長手方向位置と少なくとも部分的に重なっている長手方向位置において前記少なくとも1つの中間ディスタンス・ピース内に少なくとも部分的に収容された第1及び第2の加熱エレメントを有する少なくとも1つの中間ディスタンス・ピースと、
冷却システムを有する内燃機関であって、該内燃機関の冷却システム及び前記少なくとも1つの加熱エレメントのそれぞれを通って冷却剤流体が循環するのを可能にするよう前記少なくとも1つの加熱エレメントのそれぞれと流体連通している冷却システムを有し、前記クランクシャフトを駆動するよう配置された内燃機関と
を含む、システム。
【請求項17】
前記少なくとも1つの中間ディスタンス・ピースのそれぞれに配置されたパージポートをさらに含み、該パージポートが極低温流体の供給部に接続され、前記少なくとも1つの中間ディスタンス・ピースのそれぞれが内部容積を画定し、前記パージポートが前記極低温流体を前記内部容積内に注入するよう配置された、請求項16に記載のシステム。
【請求項18】
前記冷却剤流体に対して前記極低温流体を加熱するよう配置された熱交換器をさらに含む、請求項17に記載のシステム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−104428(P2013−104428A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−246189(P2012−246189)
【出願日】平成24年11月8日(2012.11.8)
【出願人】(591035368)エア プロダクツ アンド ケミカルズ インコーポレイテッド (452)
【氏名又は名称原語表記】AIR PRODUCTS AND CHEMICALS INCORPORATED
【住所又は居所原語表記】7201 Hamilton Boulevard, Allentown, Pennsylvania 18195−1501, USA
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2012−246189(P2012−246189)
【出願日】平成24年11月8日(2012.11.8)
【出願人】(591035368)エア プロダクツ アンド ケミカルズ インコーポレイテッド (452)
【氏名又は名称原語表記】AIR PRODUCTS AND CHEMICALS INCORPORATED
【住所又は居所原語表記】7201 Hamilton Boulevard, Allentown, Pennsylvania 18195−1501, USA
【Fターム(参考)】
[ Back to top ]