
極細線対応の圧接刃

【課題】 圧接試験により決定されるスロット幅設定可能範囲を製造公差により生じる公差範囲よりも大きくすることができ、容易に製造可能な極細線対応の圧接刃を提供する。
【解決手段】 この極細線対応の圧接刃23では、当該圧接刃23が、略U字形の垂直断面形状を有する圧接部25の互いに対向する左右の側壁部31の一部が、打ち出し成形により略V字形に部分的に内方に突出されて形成されており、左右の圧接刃23の電線の芯線との接触面積が、圧接試験により決定されるスロット幅設定可能範囲が製造公差により生じる公差範囲よりも大きくなるような値(0.15mm2以上)になるように設定されている。
【解決手段】 この極細線対応の圧接刃23では、当該圧接刃23が、略U字形の垂直断面形状を有する圧接部25の互いに対向する左右の側壁部31の一部が、打ち出し成形により略V字形に部分的に内方に突出されて形成されており、左右の圧接刃23の電線の芯線との接触面積が、圧接試験により決定されるスロット幅設定可能範囲が製造公差により生じる公差範囲よりも大きくなるような値(0.15mm2以上)になるように設定されている。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、芯線を構成する素線が極細線である電線の圧接が可能な極細線対応の圧接刃に関するものである。
【0002】
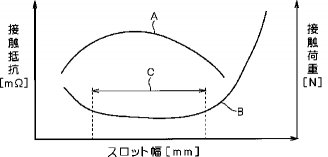
【従来の技術】<技術的背景>圧接刃によって形成されるスロットのスロット幅の設定可能範囲C(図8参照)の上、下限は、下記の理由に定まる。ここで、図8は、スロット幅と、圧接刃と電線の芯線との接触抵抗および接触荷重との関係をグラフで示す図であり、グラフAがスロット幅と接触荷重との関係を示し、グラフBがスロット幅と接触抵抗との関係を示している。なお、このグラフA,Bの関係は、電線を圧接刃のスロットに圧接し、芯線と圧接刃との間の接触抵抗および接触荷重を測定するとともに対象電線の素線切れを判別するようにした圧接試験をスロットのスロット幅を変化させつつ繰り返し行って得られた試験結果に基づくものである。
【0003】グラフBより、接触抵抗は、スロット幅が所定の領域内にあるときには最小値近傍で安定した値を有することが分かる。そこで、スロット幅の設定可能範囲Cの上限は、スロット幅が増大して接触荷重が低下することにより、接触抵抗が最小値近傍の値から上昇に転ずるスロット幅の値によって与えられる。また、設定可能範囲Cの下限は、スロット幅が減少により芯線を構成する素線の断線(素線切れ)が発生することにより、接触荷重が低下し、接触抵抗が最小値近傍の値から上昇傾向に転ずるスロット幅の値によって与えられる。
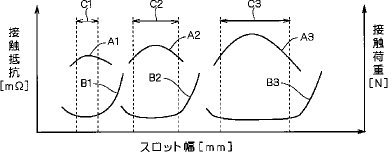
【0004】次に、図9を参照して、圧接する電線の芯線の断面サイズ(芯線サイズ)を変化させた場合に、設定可能範囲Cがどのように変化するのかを説明する。なお、図9に示す3組のグラフA1〜A3,B1〜B3および設定可能範囲C1〜C3は、芯線サイズを3段階に変化させた際の前述の図8に示すグラフA,Bおよび設定可能範囲Cの関係を示している。なお、各組のグラフA1〜A3,B1〜B3および設定可能範囲C1〜C3において、図9の左の組から右の組へと順に芯線の断面サイズが大きくなるようになっている。
【0005】ところで、設定可能範囲Cの上限は、芯線サイズが小さくなると、芯線が圧接刃から接触荷重を受ける面積(接触面積)も小さくなり、芯線が受ける接触荷重が小さくなるため、それに伴って小さくなる。また、設定可能範囲Cの下限は、芯線サイズが小さくなると、それに伴って芯線を構成する素線の断面サイズ(素線サイズ)も小さくなるため、素線切れが生じやくなり、接触荷重も上がらなくなり、その結果、芯線サイズの減少に伴って大きくなる。
【0006】このため、図9に示す圧接試験の結果からも分かるように、芯線サイズが小さくなると、それに伴ってスロット幅の設定可能範囲Cも小さくなるようになっている。
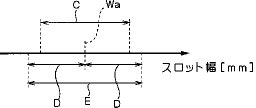
【0007】一方、スロット幅が設定可能範囲C内に位置する所定の設定値Wa(図10参照)になるように圧接端子を製造しても、製造公差Dにより、実際の製品のスロット幅は、設定値Waから±Dの公差範囲E内のいずれかの値となってしまう。
【0008】このため、設定可能範囲Cが狭すぎると、図10に示すように、公差範囲Eの方が設定可能範囲Cよりも大きくなってしまい、実際に製品を製造した場合、製品によってはスロット幅が設定可能範囲Cから外れてしまうおそれがある。
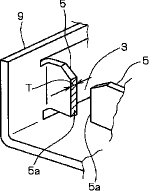
【0009】<従来技術>図11は、従来の一般的な圧接端子の圧接刃の斜視図である。図11に示される左右の圧接刃5は、圧接端子の左右の側壁部9から内方に突出するように抜き起こし成形により一体に形成されたものであり、両圧接刃5の互いに対向する上下方向に延びる内方側端面5aによってスロット3が形成されている。
【0010】
【発明が解決しようとする課題】しかしながら、このような従来の圧接刃5を、本発明の適用対象である7本以上の素線が束ねられてなり断面サイズが0.20mm2以下の芯線(このような芯線は極細線の素線から構成されている)の圧接に適用した場合、以下のような不都合がある。
【0011】すなわち、従来の圧接刃5では、例えば、圧接刃5の板厚T(図11参照)が0.25mmである場合に、その圧接刃5を断面サイズが0.13mm2の芯線を有する電線の圧接に適用した場合、前述の図8のグラフA,Bの場合と同様な圧接試験により与えられるスロット幅の設定可能範囲Cは、0.05mmと与えられる。これに対し、この場合の製造公差Dは0.03mm、公差範囲Eは0.06mmとなり、公差範囲Eの方が設定可能範囲Cよりも大きくなってしまい、歩留まりが悪く実質的に製造困難な状況となってしまう。
【0012】そこで、本発明は、前記問題点に鑑み、圧接試験により決定されるスロット幅設定可能範囲を製造公差により生じる公差範囲よりも大きくすることができ、容易に製造可能な極細線対応の圧接刃を提供することを目的とするものである。
【0013】
【課題を解決するための手段】前記目的を達成するための技術的手段は、圧接端子に設けられ、素線が7本以上束ねられてなり断面サイズが0.20mm2以下の芯線を有する電線が圧接されるスロットを形成する極細線対応の圧接刃であって、この圧接刃が、前記圧接端子の互いに対向配置される左右の両側壁部の一部が打ち出し成形により部分的に内方に突出されて形成されており、前記芯線を有する前記電線を前記スロットに圧接し、前記芯線と当該圧接刃との間の接触抵抗および接触荷重を測定するとともに対象電線の素線切れを判別するようにした圧接試験を前記スロットのスロット幅を変化させつつ繰り返し行って得られた試験結果に基づき、上記スロット幅および前記接触荷重の変動範囲のうちで前記接触抵抗が安定し、かつ前記電線の素線切れが生じない範囲をスロット幅設定可能範囲とする一方、前記スロット幅に対する製造時に生じる公差の範囲を公差範囲としたとき、前記スロット幅設定可能範囲が前記公差範囲よりも大きくなるように、前記スロットの前記電線の前記芯線を左右から挟み込む左内側面および右内側面の前記芯線との左右全体の接触面積が設定されていることを特徴とする。
【0014】好ましくは、前記接触面積が、0.15mm2以上になるように設定されているのがよい。
【0015】
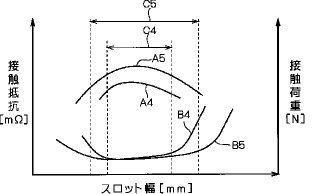
【発明の実施の形態】<問題解決の原理>図1は、圧接刃の電線の芯線との接触面積を2段階に変化させたときのスロット幅の設定可能範囲の変化状況を示す図である。図1に示す2組のグラフA4,A5,B4,B5および設定可能範囲C4,C5は、圧接刃の芯線との接触面積を2段階に変化させた際の前述の図8に示すグラフA,Bおよび設定可能範囲Cの関係を示している。なお、グラフA4,B4および設定可能範囲C4の場合が、グラフA5,B5および設定可能範囲C5の場合よりも、圧接刃の芯線との接触面積が小さく設定されている。これより、設定可能範囲Cが、圧接刃と芯線との接触面積の増大に伴って増大することが分かる。
【0016】これより、本願発明者等は、この設定可能範囲Cにおける圧接刃と芯線との接触面積への依存性に着目し、圧接刃の芯線との接触面積を増大させることにより、前述の図10に示すスロット幅の設定可能範囲Cを公差範囲Eよりも大きくすることができることを見出した。そして、断面サイズが0.20mm2以下の芯線を有する電線の場合、図1と同様な圧接試験を接触面積を変化させて繰り返した結果、設定可能範囲Cが公差範囲Eよりも大きくなるためには、前記接触面積が0.15mm2以上である必要があることが分かった。
【0017】ところで、前述の図11に示す従来の圧接刃5において、芯線との接触面積を増大させようとした場合、圧接刃5の板厚Tを厚する必要がある。しかし、板厚Tの増大は圧着端子全体の板厚の増大を招き、圧着端子のオス・メス嵌合部のバネ片の形成に支障を来すため、従来の圧接刃5において芯線との接触面積を増大させるのは困難である。
【0018】そこで、本願発明者等は、打ち出し成形により圧接刃を形成することにより、圧着端子の板厚を増大させることなく、芯線との接触面積の増大が容易に図れる極細線対応の圧接刃を実現した。
【0019】<実施形態の説明>図2は本発明の一実施形態に係る極細線対応の圧接刃が適用された圧接端子の斜視図であり、図3は図2の圧接端子に設けられる圧接刃の拡大斜視図であり、図4は図2の圧接端子の圧接刃が設けられる部分の平面図である。
【0020】この圧接端子は、図2に示すように、他の接続部材(接続端子等)と接続される接続部21と、左右で対をなす2組の圧接刃23が設けられた圧接部25と、圧接された図示しない電線を保持する保持部27とを備え、一枚の金属板から打ち抜き・折曲成形により形成されている。そして、圧接端子は、後述するように、7本以上の素線(極細線)が束ねられて(あるいは撚り合わされて)なり断面サイズが0.20mm2以下の芯線を有する電線が圧接可能なように適合されている。
【0021】接続部21は圧接端子の先端側に設けられ、保持部27は圧接端子の後端側に設けられ、圧接部25は接続部21と保持部27との間に設けられている。接続部21内には、接続舌片が設けられており、保持部27には、圧接された電線を保持する左右で対をなす2組の保持片29が設けられている。なお、本実施形態では、圧接部25の2組の圧接刃23を設けたが、1組の圧接刃23を設けるようにしてもよい。
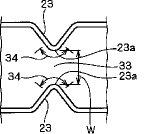
【0022】各組の左右の圧接刃23は、図3に示すように、略U字形の垂直断面形状を有する圧接部25の互いに対向する左右の側壁部31の一部が、打ち出し成形により部分的に内方に突出されて形成されている。そして、このような各組の左右の圧接刃23の内方側先端部のスロット形成部23aにより、電線が嵌め込まれて圧接されるスロット33(図4参照)が形成されている。すなわち、各圧接刃23のスロット形成部23aの表面部分が、スロット23の電線の芯線を挟み込む左右の内側面に対応している。
【0023】本実施形態では、各圧接刃23は、圧接する電線の長手方向に沿って切断した際の水平断面形状が、先端部がやや丸められた略V字形になるように形成されている。また、各圧接刃23の上端面23bは、圧接部25の内方に向けて下り傾斜となるように形成されており、電線のスロット33内への圧入の際、電線が上端面23bによってスムーズにスロット33内に案内されるようになっている。そして、電線がスロット33内に圧入されるのに伴って、上端面23bの内方側のエッジ部23cによって電線の外皮が切り裂かれて電線の芯線が露出され、その露出した芯線が、各組の左右の圧接刃23に圧接接続される。
【0024】このように、打ち出し成形により圧接刃23が形成されるため、前述の従来の圧接刃5のように圧接端子の板厚を増大させることなく、各組の左右の圧接刃23のスロット形成部23aの圧接された電線の芯線と接触する接触領域(図3にハッチングを付して示す部分)34の面積(接触面積)を、容易に増大させることができるようになっている。
【0025】そして、左右の接触領域34の全体の接触面積(接触面積の総和)は、前述のスロット幅Wの設定可能範囲Cがこの圧接刃23の公差範囲Eよりも大きくなるような値(ここでは、0.15mm2以上)に設定される。
【0026】これによって、スロット幅Wの設計時の設定値を、公差範囲Eを考慮して実際の製品のスロット幅Wの値が設定可能範囲C内にあるような値に設定して圧着端子を製造することにより、極細線からなる芯線を有する電線を素線切れを生じることなく、かつ低い安定した接触抵抗値で圧接することができる圧接端子を提供することができるようになっている。
【0027】図5のグラフG1は芯線断面サイズと本実施形態に係る左右の圧接刃23の全体の接触面積との関係を示すグラフであり、図5のグラフG2は芯線断面サイズと前述の図11の従来技術に係る左右の圧接刃5の全体の接触面積との関係を示すグラフである。また、図5R>5中の補助線Lは、接触面積が0.15mm2のラインを示すものである。
【0028】本実施形態に係る打ち出して形成された圧接刃23では、グラフG1に示すように、極細線により構成された芯線断面サイズが0.20mm2以下の芯線に対しても、芯線との接触面積が、設定可能範囲Cが公差範囲Eよりも大きくなるために必要となる0.15mm2以上の値に容易に設定できるようになっている。
【0029】これに対し、図11の従来の圧接刃5では、極細線により構成された芯線断面サイズが0.20mm2以下の芯線にしては、芯線との接触面積が0.15mm2を下回っている。
【0030】以上のように、本実施形態によれば、左右の圧接刃23が打ち出し成形により形成されているため、圧接刃23と電線の芯線との接触面積を比較的容易に増大させることができ、その結果、圧接試験により決定されるスロット幅設定可能範囲Cが製造公差により生じる公差範囲Eよりも大きくなるように、前記接触面積を設定することができ、容易に製造可能な極細線対応の圧接刃を提供するすることができる。
【0031】また、圧接刃23の前記接触面積が、0.15mm2以上になるように設定されているため、スロット幅設定可能範囲Cが公差範囲Eよりも大きくなるように確実に設定できる。
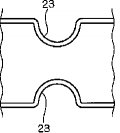
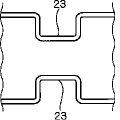
【0032】なお、本実施形態では、各圧接刃23の水平断面形状を略V字形としたが、図6に示すような略円弧状(ここでは半円状)にしてもよく、図7に示すような略台形状(ここでは矩形状)にしてもよい。
【0033】
【発明の効果】請求項1および2に記載の発明によれば、圧接刃が、圧接端子の互いに対向配置される左右の両側壁部の一部が打ち出し成形により部分的に内方に突出されて形成されているため、圧接刃と電線の芯線との接触面積を比較的容易に増大させることができ、その結果、圧接試験により決定されるスロット幅設定可能範囲が製造公差により生じる公差範囲よりも大きくなるように、前記接触面積を設定することができ、容易に製造可能な極細線対応の圧接刃を提供するすることができる。
【図面の簡単な説明】
【図1】圧接刃の電線の芯線との接触面積を2段階に変化させたときのスロット幅の設定可能範囲の変化状況を示す図である。
【図2】本発明の一実施形態に係る極細線対応の圧接刃が適用された圧接端子の斜視図である。
【図3】図2の圧接端子に設けられる圧接刃の拡大斜視図である。
【図4】図2の圧接端子の圧接刃が設けられる部分の平面図である。
【図5】芯線断面サイズと本実施形態に係る左右の圧接刃の全体の接触面積との関係をグラフで示す図である。
【図6】圧接刃の変形例を示す平面図である。
【図7】圧接刃の変形例を示す平面図である。
【図8】圧接刃が形成するスロットのスロット幅と、圧接刃と電線の芯線との接触抵抗および接触荷重との関係をグラフで示す図である。
【図9】電線の芯線サイズを変化させたときのスロット幅設定可能範囲の変化状況を示す図である。
【図10】スロット幅設定可能範囲と製造公差との関係を示す図である。
【図11】従来の一般的な圧接端子の圧接刃の斜視図である。
【符号の説明】
21 接続部
23 圧接刃
23a スロット形成部
25 圧接部
27 保持部
34 接触領域
【0001】
【発明の属する技術分野】本発明は、芯線を構成する素線が極細線である電線の圧接が可能な極細線対応の圧接刃に関するものである。
【0002】
【従来の技術】<技術的背景>圧接刃によって形成されるスロットのスロット幅の設定可能範囲C(図8参照)の上、下限は、下記の理由に定まる。ここで、図8は、スロット幅と、圧接刃と電線の芯線との接触抵抗および接触荷重との関係をグラフで示す図であり、グラフAがスロット幅と接触荷重との関係を示し、グラフBがスロット幅と接触抵抗との関係を示している。なお、このグラフA,Bの関係は、電線を圧接刃のスロットに圧接し、芯線と圧接刃との間の接触抵抗および接触荷重を測定するとともに対象電線の素線切れを判別するようにした圧接試験をスロットのスロット幅を変化させつつ繰り返し行って得られた試験結果に基づくものである。
【0003】グラフBより、接触抵抗は、スロット幅が所定の領域内にあるときには最小値近傍で安定した値を有することが分かる。そこで、スロット幅の設定可能範囲Cの上限は、スロット幅が増大して接触荷重が低下することにより、接触抵抗が最小値近傍の値から上昇に転ずるスロット幅の値によって与えられる。また、設定可能範囲Cの下限は、スロット幅が減少により芯線を構成する素線の断線(素線切れ)が発生することにより、接触荷重が低下し、接触抵抗が最小値近傍の値から上昇傾向に転ずるスロット幅の値によって与えられる。
【0004】次に、図9を参照して、圧接する電線の芯線の断面サイズ(芯線サイズ)を変化させた場合に、設定可能範囲Cがどのように変化するのかを説明する。なお、図9に示す3組のグラフA1〜A3,B1〜B3および設定可能範囲C1〜C3は、芯線サイズを3段階に変化させた際の前述の図8に示すグラフA,Bおよび設定可能範囲Cの関係を示している。なお、各組のグラフA1〜A3,B1〜B3および設定可能範囲C1〜C3において、図9の左の組から右の組へと順に芯線の断面サイズが大きくなるようになっている。
【0005】ところで、設定可能範囲Cの上限は、芯線サイズが小さくなると、芯線が圧接刃から接触荷重を受ける面積(接触面積)も小さくなり、芯線が受ける接触荷重が小さくなるため、それに伴って小さくなる。また、設定可能範囲Cの下限は、芯線サイズが小さくなると、それに伴って芯線を構成する素線の断面サイズ(素線サイズ)も小さくなるため、素線切れが生じやくなり、接触荷重も上がらなくなり、その結果、芯線サイズの減少に伴って大きくなる。
【0006】このため、図9に示す圧接試験の結果からも分かるように、芯線サイズが小さくなると、それに伴ってスロット幅の設定可能範囲Cも小さくなるようになっている。
【0007】一方、スロット幅が設定可能範囲C内に位置する所定の設定値Wa(図10参照)になるように圧接端子を製造しても、製造公差Dにより、実際の製品のスロット幅は、設定値Waから±Dの公差範囲E内のいずれかの値となってしまう。
【0008】このため、設定可能範囲Cが狭すぎると、図10に示すように、公差範囲Eの方が設定可能範囲Cよりも大きくなってしまい、実際に製品を製造した場合、製品によってはスロット幅が設定可能範囲Cから外れてしまうおそれがある。
【0009】<従来技術>図11は、従来の一般的な圧接端子の圧接刃の斜視図である。図11に示される左右の圧接刃5は、圧接端子の左右の側壁部9から内方に突出するように抜き起こし成形により一体に形成されたものであり、両圧接刃5の互いに対向する上下方向に延びる内方側端面5aによってスロット3が形成されている。
【0010】
【発明が解決しようとする課題】しかしながら、このような従来の圧接刃5を、本発明の適用対象である7本以上の素線が束ねられてなり断面サイズが0.20mm2以下の芯線(このような芯線は極細線の素線から構成されている)の圧接に適用した場合、以下のような不都合がある。
【0011】すなわち、従来の圧接刃5では、例えば、圧接刃5の板厚T(図11参照)が0.25mmである場合に、その圧接刃5を断面サイズが0.13mm2の芯線を有する電線の圧接に適用した場合、前述の図8のグラフA,Bの場合と同様な圧接試験により与えられるスロット幅の設定可能範囲Cは、0.05mmと与えられる。これに対し、この場合の製造公差Dは0.03mm、公差範囲Eは0.06mmとなり、公差範囲Eの方が設定可能範囲Cよりも大きくなってしまい、歩留まりが悪く実質的に製造困難な状況となってしまう。
【0012】そこで、本発明は、前記問題点に鑑み、圧接試験により決定されるスロット幅設定可能範囲を製造公差により生じる公差範囲よりも大きくすることができ、容易に製造可能な極細線対応の圧接刃を提供することを目的とするものである。
【0013】
【課題を解決するための手段】前記目的を達成するための技術的手段は、圧接端子に設けられ、素線が7本以上束ねられてなり断面サイズが0.20mm2以下の芯線を有する電線が圧接されるスロットを形成する極細線対応の圧接刃であって、この圧接刃が、前記圧接端子の互いに対向配置される左右の両側壁部の一部が打ち出し成形により部分的に内方に突出されて形成されており、前記芯線を有する前記電線を前記スロットに圧接し、前記芯線と当該圧接刃との間の接触抵抗および接触荷重を測定するとともに対象電線の素線切れを判別するようにした圧接試験を前記スロットのスロット幅を変化させつつ繰り返し行って得られた試験結果に基づき、上記スロット幅および前記接触荷重の変動範囲のうちで前記接触抵抗が安定し、かつ前記電線の素線切れが生じない範囲をスロット幅設定可能範囲とする一方、前記スロット幅に対する製造時に生じる公差の範囲を公差範囲としたとき、前記スロット幅設定可能範囲が前記公差範囲よりも大きくなるように、前記スロットの前記電線の前記芯線を左右から挟み込む左内側面および右内側面の前記芯線との左右全体の接触面積が設定されていることを特徴とする。
【0014】好ましくは、前記接触面積が、0.15mm2以上になるように設定されているのがよい。
【0015】
【発明の実施の形態】<問題解決の原理>図1は、圧接刃の電線の芯線との接触面積を2段階に変化させたときのスロット幅の設定可能範囲の変化状況を示す図である。図1に示す2組のグラフA4,A5,B4,B5および設定可能範囲C4,C5は、圧接刃の芯線との接触面積を2段階に変化させた際の前述の図8に示すグラフA,Bおよび設定可能範囲Cの関係を示している。なお、グラフA4,B4および設定可能範囲C4の場合が、グラフA5,B5および設定可能範囲C5の場合よりも、圧接刃の芯線との接触面積が小さく設定されている。これより、設定可能範囲Cが、圧接刃と芯線との接触面積の増大に伴って増大することが分かる。
【0016】これより、本願発明者等は、この設定可能範囲Cにおける圧接刃と芯線との接触面積への依存性に着目し、圧接刃の芯線との接触面積を増大させることにより、前述の図10に示すスロット幅の設定可能範囲Cを公差範囲Eよりも大きくすることができることを見出した。そして、断面サイズが0.20mm2以下の芯線を有する電線の場合、図1と同様な圧接試験を接触面積を変化させて繰り返した結果、設定可能範囲Cが公差範囲Eよりも大きくなるためには、前記接触面積が0.15mm2以上である必要があることが分かった。
【0017】ところで、前述の図11に示す従来の圧接刃5において、芯線との接触面積を増大させようとした場合、圧接刃5の板厚Tを厚する必要がある。しかし、板厚Tの増大は圧着端子全体の板厚の増大を招き、圧着端子のオス・メス嵌合部のバネ片の形成に支障を来すため、従来の圧接刃5において芯線との接触面積を増大させるのは困難である。
【0018】そこで、本願発明者等は、打ち出し成形により圧接刃を形成することにより、圧着端子の板厚を増大させることなく、芯線との接触面積の増大が容易に図れる極細線対応の圧接刃を実現した。
【0019】<実施形態の説明>図2は本発明の一実施形態に係る極細線対応の圧接刃が適用された圧接端子の斜視図であり、図3は図2の圧接端子に設けられる圧接刃の拡大斜視図であり、図4は図2の圧接端子の圧接刃が設けられる部分の平面図である。
【0020】この圧接端子は、図2に示すように、他の接続部材(接続端子等)と接続される接続部21と、左右で対をなす2組の圧接刃23が設けられた圧接部25と、圧接された図示しない電線を保持する保持部27とを備え、一枚の金属板から打ち抜き・折曲成形により形成されている。そして、圧接端子は、後述するように、7本以上の素線(極細線)が束ねられて(あるいは撚り合わされて)なり断面サイズが0.20mm2以下の芯線を有する電線が圧接可能なように適合されている。
【0021】接続部21は圧接端子の先端側に設けられ、保持部27は圧接端子の後端側に設けられ、圧接部25は接続部21と保持部27との間に設けられている。接続部21内には、接続舌片が設けられており、保持部27には、圧接された電線を保持する左右で対をなす2組の保持片29が設けられている。なお、本実施形態では、圧接部25の2組の圧接刃23を設けたが、1組の圧接刃23を設けるようにしてもよい。
【0022】各組の左右の圧接刃23は、図3に示すように、略U字形の垂直断面形状を有する圧接部25の互いに対向する左右の側壁部31の一部が、打ち出し成形により部分的に内方に突出されて形成されている。そして、このような各組の左右の圧接刃23の内方側先端部のスロット形成部23aにより、電線が嵌め込まれて圧接されるスロット33(図4参照)が形成されている。すなわち、各圧接刃23のスロット形成部23aの表面部分が、スロット23の電線の芯線を挟み込む左右の内側面に対応している。
【0023】本実施形態では、各圧接刃23は、圧接する電線の長手方向に沿って切断した際の水平断面形状が、先端部がやや丸められた略V字形になるように形成されている。また、各圧接刃23の上端面23bは、圧接部25の内方に向けて下り傾斜となるように形成されており、電線のスロット33内への圧入の際、電線が上端面23bによってスムーズにスロット33内に案内されるようになっている。そして、電線がスロット33内に圧入されるのに伴って、上端面23bの内方側のエッジ部23cによって電線の外皮が切り裂かれて電線の芯線が露出され、その露出した芯線が、各組の左右の圧接刃23に圧接接続される。
【0024】このように、打ち出し成形により圧接刃23が形成されるため、前述の従来の圧接刃5のように圧接端子の板厚を増大させることなく、各組の左右の圧接刃23のスロット形成部23aの圧接された電線の芯線と接触する接触領域(図3にハッチングを付して示す部分)34の面積(接触面積)を、容易に増大させることができるようになっている。
【0025】そして、左右の接触領域34の全体の接触面積(接触面積の総和)は、前述のスロット幅Wの設定可能範囲Cがこの圧接刃23の公差範囲Eよりも大きくなるような値(ここでは、0.15mm2以上)に設定される。
【0026】これによって、スロット幅Wの設計時の設定値を、公差範囲Eを考慮して実際の製品のスロット幅Wの値が設定可能範囲C内にあるような値に設定して圧着端子を製造することにより、極細線からなる芯線を有する電線を素線切れを生じることなく、かつ低い安定した接触抵抗値で圧接することができる圧接端子を提供することができるようになっている。
【0027】図5のグラフG1は芯線断面サイズと本実施形態に係る左右の圧接刃23の全体の接触面積との関係を示すグラフであり、図5のグラフG2は芯線断面サイズと前述の図11の従来技術に係る左右の圧接刃5の全体の接触面積との関係を示すグラフである。また、図5R>5中の補助線Lは、接触面積が0.15mm2のラインを示すものである。
【0028】本実施形態に係る打ち出して形成された圧接刃23では、グラフG1に示すように、極細線により構成された芯線断面サイズが0.20mm2以下の芯線に対しても、芯線との接触面積が、設定可能範囲Cが公差範囲Eよりも大きくなるために必要となる0.15mm2以上の値に容易に設定できるようになっている。
【0029】これに対し、図11の従来の圧接刃5では、極細線により構成された芯線断面サイズが0.20mm2以下の芯線にしては、芯線との接触面積が0.15mm2を下回っている。
【0030】以上のように、本実施形態によれば、左右の圧接刃23が打ち出し成形により形成されているため、圧接刃23と電線の芯線との接触面積を比較的容易に増大させることができ、その結果、圧接試験により決定されるスロット幅設定可能範囲Cが製造公差により生じる公差範囲Eよりも大きくなるように、前記接触面積を設定することができ、容易に製造可能な極細線対応の圧接刃を提供するすることができる。
【0031】また、圧接刃23の前記接触面積が、0.15mm2以上になるように設定されているため、スロット幅設定可能範囲Cが公差範囲Eよりも大きくなるように確実に設定できる。
【0032】なお、本実施形態では、各圧接刃23の水平断面形状を略V字形としたが、図6に示すような略円弧状(ここでは半円状)にしてもよく、図7に示すような略台形状(ここでは矩形状)にしてもよい。
【0033】
【発明の効果】請求項1および2に記載の発明によれば、圧接刃が、圧接端子の互いに対向配置される左右の両側壁部の一部が打ち出し成形により部分的に内方に突出されて形成されているため、圧接刃と電線の芯線との接触面積を比較的容易に増大させることができ、その結果、圧接試験により決定されるスロット幅設定可能範囲が製造公差により生じる公差範囲よりも大きくなるように、前記接触面積を設定することができ、容易に製造可能な極細線対応の圧接刃を提供するすることができる。
【図面の簡単な説明】
【図1】圧接刃の電線の芯線との接触面積を2段階に変化させたときのスロット幅の設定可能範囲の変化状況を示す図である。
【図2】本発明の一実施形態に係る極細線対応の圧接刃が適用された圧接端子の斜視図である。
【図3】図2の圧接端子に設けられる圧接刃の拡大斜視図である。
【図4】図2の圧接端子の圧接刃が設けられる部分の平面図である。
【図5】芯線断面サイズと本実施形態に係る左右の圧接刃の全体の接触面積との関係をグラフで示す図である。
【図6】圧接刃の変形例を示す平面図である。
【図7】圧接刃の変形例を示す平面図である。
【図8】圧接刃が形成するスロットのスロット幅と、圧接刃と電線の芯線との接触抵抗および接触荷重との関係をグラフで示す図である。
【図9】電線の芯線サイズを変化させたときのスロット幅設定可能範囲の変化状況を示す図である。
【図10】スロット幅設定可能範囲と製造公差との関係を示す図である。
【図11】従来の一般的な圧接端子の圧接刃の斜視図である。
【符号の説明】
21 接続部
23 圧接刃
23a スロット形成部
25 圧接部
27 保持部
34 接触領域
【特許請求の範囲】
【請求項1】 圧接端子に設けられ、素線が7本以上束ねられてなり断面サイズが0.20mm2以下の芯線を有する電線が圧接されるスロットを形成する極細線対応の圧接刃であって、この圧接刃が、前記圧接端子の互いに対向配置される左右の両側壁部の一部が打ち出し成形により部分的に内方に突出されて形成されており、前記芯線を有する前記電線を前記スロットに圧接し、前記芯線と当該圧接刃との間の接触抵抗および接触荷重を測定するとともに対象電線の素線切れを判別するようにした圧接試験を前記スロットのスロット幅を変化させつつ繰り返し行って得られた試験結果に基づき、上記スロット幅および前記接触荷重の変動範囲のうちで前記接触抵抗が安定し、かつ前記電線の素線切れが生じない範囲をスロット幅設定可能範囲とする一方、前記スロット幅に対する製造時に生じる公差の範囲を公差範囲としたとき、前記スロット幅設定可能範囲が前記公差範囲よりも大きくなるように、前記スロットの前記電線の前記芯線を左右から挟み込む左内側面および右内側面の前記芯線との左右全体の接触面積が設定されていることを特徴とする極細線対応の圧接刃。
【請求項2】 前記接触面積が、0.15mm2以上になるように設定されていることを特徴とする請求項1に記載の極細線対応の圧接刃。
【請求項1】 圧接端子に設けられ、素線が7本以上束ねられてなり断面サイズが0.20mm2以下の芯線を有する電線が圧接されるスロットを形成する極細線対応の圧接刃であって、この圧接刃が、前記圧接端子の互いに対向配置される左右の両側壁部の一部が打ち出し成形により部分的に内方に突出されて形成されており、前記芯線を有する前記電線を前記スロットに圧接し、前記芯線と当該圧接刃との間の接触抵抗および接触荷重を測定するとともに対象電線の素線切れを判別するようにした圧接試験を前記スロットのスロット幅を変化させつつ繰り返し行って得られた試験結果に基づき、上記スロット幅および前記接触荷重の変動範囲のうちで前記接触抵抗が安定し、かつ前記電線の素線切れが生じない範囲をスロット幅設定可能範囲とする一方、前記スロット幅に対する製造時に生じる公差の範囲を公差範囲としたとき、前記スロット幅設定可能範囲が前記公差範囲よりも大きくなるように、前記スロットの前記電線の前記芯線を左右から挟み込む左内側面および右内側面の前記芯線との左右全体の接触面積が設定されていることを特徴とする極細線対応の圧接刃。
【請求項2】 前記接触面積が、0.15mm2以上になるように設定されていることを特徴とする請求項1に記載の極細線対応の圧接刃。
【図1】


【図2】

【図3】

【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2002−158045(P2002−158045A)
【公開日】平成14年5月31日(2002.5.31)
【国際特許分類】
【出願番号】特願2000−353860(P2000−353860)
【出願日】平成12年11月21日(2000.11.21)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成14年5月31日(2002.5.31)
【国際特許分類】
【出願日】平成12年11月21日(2000.11.21)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]