
極細繊維不織布または皮革様シート基材の製造方法

【課題】高い生産性及び安全性を維持して、且つ、高い品質安定性を維持できる、極細繊維不織布または皮革様シート基材を製造するための製造方法を提供することを目的とする。
【解決手段】水溶性熱可塑性ポリマーからなる海成分と非水溶性熱収縮性ポリマーからなる島成分とを含む海島型繊維からなる繊維ウェブを製造する第一工程と、複数の繊維ウェブを積層して絡合処理することにより、絡合ウェブを形成する第二工程と、絡合ウェブを熱処理して非水溶性熱収縮性ポリマーを収縮させることにより、緻密化絡合ウェブを形成する第三工程と、緻密化絡合ウェブを形成する海島型繊維から海成分を除去することにより、極細繊維不織布を形成する第四工程と、を備え、第三工程の熱処理が、乾燥状態の絡合ウェブに湿球温度70〜76℃,乾球温度90〜120℃の範囲の温度及び湿度に調節された熱風を接触させる処理である極細繊維不織布の製造方法。
【解決手段】水溶性熱可塑性ポリマーからなる海成分と非水溶性熱収縮性ポリマーからなる島成分とを含む海島型繊維からなる繊維ウェブを製造する第一工程と、複数の繊維ウェブを積層して絡合処理することにより、絡合ウェブを形成する第二工程と、絡合ウェブを熱処理して非水溶性熱収縮性ポリマーを収縮させることにより、緻密化絡合ウェブを形成する第三工程と、緻密化絡合ウェブを形成する海島型繊維から海成分を除去することにより、極細繊維不織布を形成する第四工程と、を備え、第三工程の熱処理が、乾燥状態の絡合ウェブに湿球温度70〜76℃,乾球温度90〜120℃の範囲の温度及び湿度に調節された熱風を接触させる処理である極細繊維不織布の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、極細繊維不織布または皮革様シート基材の製造方法に関する。さらに詳しくは、高い生産性で、厚み方向における均質性が高い、極細繊維不織布または皮革様シートを製造するための方法に関する。
【背景技術】
【0002】
従来から、天然皮革に似せた皮革様シートが広く用いられている。とくに、極細繊維不織布にウレタン弾性体等の高分子弾性体を含浸付与して一体化させた皮革様シート基材を用いた皮革様シートは、風合いや機械的特性が天然皮革に近いために、鞄,靴,ボール等の表皮材や研磨布等の幅広い用途に用いられている。
【0003】
このような皮革様シート基材に含まれる極細繊維不織布は、下記特許文献1に開示されているような、例えば、次のような工程を経て生産されている。
【0004】
はじめに、例えば、水溶性ポリビニルアルコール(以下、単にPVAとも称する)からなる海成分と非水溶性熱可塑性ポリマーからなる島成分とを含む海島型繊維からなる繊維ウェブを製造する。そして、複数の繊維ウェブを積層して絡合処理することにより、絡合ウェブを形成する。そして、絡合ウェブを熱処理して収縮させることにより、緻密化された絡合ウェブを形成する。そして、緻密化された絡合ウェブを形成する海島型繊維から海成分を除去して極細繊維化することにより、極細繊維不織布を形成する。なお、皮革様シート基材の製造においては、極細繊維化処理前の緻密化された絡合ウェブ又は極細繊維化処理後の極細繊維不織布に高分子弾性体の樹脂液を含浸付与した後、高分子弾性体を凝固させる。
【0005】
上記絡合ウェブを熱処理して収縮させる熱処理の方法として、特許文献1に開示されたような、スチームを用いた高温高湿雰囲気下で熱処理したり、絡号ウェブに水を付着させて加熱したりする湿熱処理や、赤外線ヒータを用いて熱処理する乾式処理が知られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2011−58109号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に開示されたような、熱処理方法により絡合ウェブを熱処理して収縮させた場合、製造工程上、次のような問題が生じていた。
【0008】
絡合ウェブは海島型繊維から形成されている。そして、連続生産工程においては、海島型繊維を極細繊維化することが求められるために、海成分としては、比較的容易に除去される樹脂を用いることが好ましい。このような樹脂として、例えば、PVAが広く用いられている。海成分としてPVAを用いた海島型繊維からは、熱水により比較的容易に海成分が溶解除去される。
【0009】
湿熱処理は、湿分や水分により熱を効率的に絡合ウェブに付与するための処理方法である。しかしながら、上述したような工程を経て、PVAを含有する海島型繊維から極細繊維不織布を製造する場合、極細繊維化の前工程に配置される湿熱収縮工程において、絡合ウェブの表面に結露が頻繁に発生する。そして、結露水が海島型繊維の表面を形成するPVAを膨潤または溶解させて、絡合ウェブの表面に糊状のべたつきを発生させる。このようなべたつきにより、絡合ウェブを形成する海島型繊維同士が融着することがあった。そして、融着により絡合ウェブの空隙が塞がれた場合、後の工程で、緻密化された絡合ウェブに、高分子弾性体の樹脂液を含浸付与する際に、緻密化された絡合ウェブの内部に樹脂液が充分に浸透することが阻害されることがあった。また、高分子弾性体を含浸処理した後に、海島型繊維の極細繊維化処理を行った場合には、得られる皮革様ウェブの上記融着していた部分には高分子弾性体が残っていない。また、結露は、主として緻密化された絡合ウェブの外表面に付着して、特に外表面近傍の空隙を塞ぐために、緻密化された絡合ウェブの外表面から樹脂液を内部に充分に浸透させることが困難なこともあった。また、結露は常に均質に発生するのではなく、不均一に発生するために、このような結露の発生は、製品品質の安定性、すなわち、歩留まりにも大きな影響を与える。
【0010】
さらに、次のような問題もあった。このような極細繊維不織布又は皮革様シート基材は、工業上、上述した各工程を備えた生産ラインで生産される。その際に、湿熱処理後の緻密化された絡合ウェブの外表面は糊状にべたついているために、搬送ローラや搬送コンベアの、緻密化された絡合ウェブとの接触表面がPVAの付着で汚れてしまう。このようなPVAの付着は、生産ラインの安定性を低下させ、また、製品品質の安定性も低下させてしまう。
【0011】
ところで、絡合ウェブを熱収縮させる方法としては、赤外線ヒータを用いて熱を付与する乾式処理も知られている。しかし、乾式処理にも幾つかの問題があり、工業生産においては、充分に満足できる方法ではなかった。具体的には、赤外線ヒータを用いた処理は、スチームを用いるような湿熱収縮処理に比べてエネルギーコストが、数倍高くなる。また、赤外線ヒータを絡合ウェブに近接させることにより、エネルギーコストを多少下げることもできるが、この場合、連続生産工程において、ラインが一時的に停止した場合、赤外線ヒータに加熱されている部分は、瞬時に発火の危険性もあるような高温になるおそれがあり、安全性に対する懸念もある。
【0012】
本発明は、上述した問題を解決した、高い生産性及び安全性を維持して、且つ、高い品質安定性を維持できる、極細繊維不織布または皮革様シート基材を製造するための製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の極細繊維不織布または皮革様シート基材の製造方法においては、緻密化された絡合ウェブを熱収縮させる処理として、水分などが付与されていない実質的に乾燥した絡合ウェブに調温及び調湿された熱風を接触させる処理を用いる。このような方法を用いることにより、湿熱処理を用いた場合のように、絡合ウェブ表面に結露が付着することにより発生する種々の問題や、乾式処理を用いた場合に発生する種々の問題を解決することができる。具体的には、特に、調温及び調湿された熱風としては、湿球温度70〜76℃,乾球温度90〜120℃の範囲の温度及び湿度に調節された熱風を用いた場合には、均質且つ緻密に収縮した絡合ウェブを形成させることができる。また、このような製造方法を用いて皮革様シート基材を製造する場合においては、湿熱処理を用いた場合に発生する絡合ウェブの繊維間の融着を抑制できるために、極細繊維不織布内に高分子弾性体を均質に付与することができる。
【発明の効果】
【0014】
本発明の極細繊維不織布または皮革様シート基材の製造方法は、ランニングコストが安く、また、高い品質安定性及び高い生産安定性を維持することができる製造方法である。
【図面の簡単な説明】
【0015】
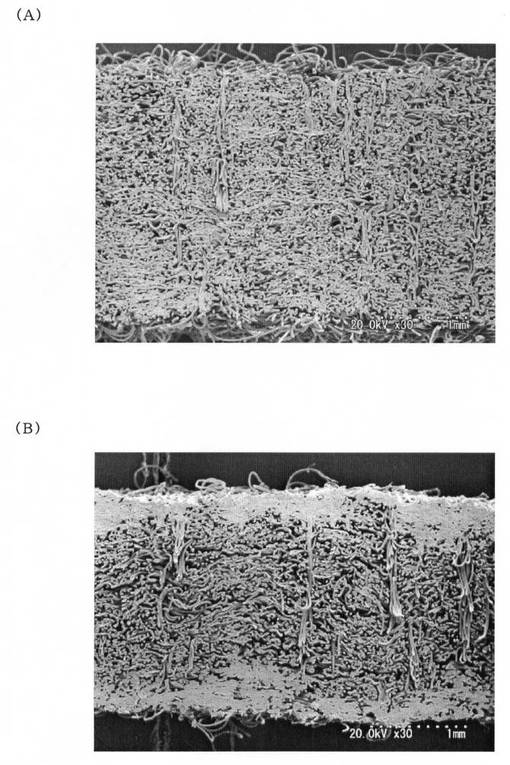
【図1】図1(A)は本発明に係る実施例1で得られた熱処理後の絡合ウェブの厚み方向の断面のSEM写真であり、図1(B)は比較例1で得られた熱処理後の絡合ウェブの厚み方向の断面のSEM写真である。
【発明を実施するための形態】
【0016】
以下、本発明の製造方法の一実施形態を詳しく説明する。
本実施形態においては、はじめに、水溶性熱可塑性ポリマーからなる海成分と非水溶性熱収縮性ポリマーからなる島成分とを含む海島型繊維からなる繊維ウェブを製造する。
【0017】
具体的には、海成分ポリマーとして水溶性熱可塑性ポリマーを、島成分ポリマーとして非水溶性熱収縮性ポリマーを、用い、海成分ポリマーと島成分ポリマーを複合紡糸用口金から押出すことにより海島型繊維を溶融紡糸する。海島型繊維は、海成分の水溶性熱可塑性ポリマーからなるマトリクス中に島成分の非水溶性熱収縮性ポリマーが分散した断面を有する。
【0018】
水溶性熱可塑性ポリマーとしては、水またはアルカリ性水溶液、酸性水溶液などの水溶液により、加熱、加圧などの条件下で溶解除去または分解除去できるポリマーが用いられる。また、島成分の樹脂との親和性が小さく、かつ、溶融紡糸条件において溶融粘度及び/又は表面張力が島成分の樹脂より小さい樹脂が海島型繊維の紡糸安定性に優れている点から好ましく用いられる。このような条件を満たす海成分の樹脂の具体例としては、例えば、水溶性ポリビニルアルコール(PVA)、エチレン−酢酸ビニル系共重合体等が挙げられる。これらの中では、PVAが水又は水系溶媒による溶解除去が容易であり、また、環境負荷が低い点から好ましい。
【0019】
PVAは、ビニルエステル単位を主構成単位として有するポリマーをケン化することにより得られる。ビニルエステル単位を形成するためのビニル化合物単量体としては、ギ酸ビニル,酢酸ビニル,プロピオン酸ビニル,バレリン酸ビニル,カプリン酸ビニル,ラウリン酸ビニル,ステアリン酸ビニル,安息香酸ビニル,ピバリン酸ビニル及びバーサティック酸ビニル等が挙げられ、これらの中でも酢酸ビニルが好ましい。
【0020】
また、PVAは、ホモPVAであっても共重合単位を導入した変性PVAであってもよいが、溶融紡糸性,水溶性,繊維物性の観点からは、変性PVAを用いることが好ましい。共重合単量体の種類としては、共重合性、溶融紡糸性および繊維の水溶性の観点からエチレン,プロピレン,1−ブテン,イソブテン等の炭素数4以下のα−オレフィン類;および、メチルビニルエーテル,エチルビニルエーテル,n−プロピルビニルエーテル,イソプロピルビニルエーテル,n−ブチルビニルエーテル等のビニルエーテル類が好ましい。PVA中の共重合単位含有量は、1〜20モル%、さらには4〜15モル%、とくには6〜13モル%であることが好ましい。さらに、共重合単位がエチレンである場合には繊維物性が高くなるために、エチレン変性PVAが特に好ましい。エチレン変性PVA中のエチレン単位含有量は、4〜15モル%、さらには6〜13モル%であることが好ましい。
【0021】
PVAのケン化度は、90〜99.99モル%、さらには93〜99.77モル%、とくには95〜99.55モル%、ことには97〜99.33モル%が好ましい。ケン化度が90モル%以上の場合には、熱安定性が良好であり、溶融紡糸時に熱分解やゲル化をしにくくなり、ケン化度が99.99モル%以下の場合には、PVAは安定に製造することが可能である。
【0022】
非水溶性熱収縮性ポリマーとしては、熱処理により収縮する非水溶性の熱可塑性ポリマーであれば特に限定なく用いられうる。その具体例としては、例えば、ポリエチレンテレフタレート(PET),ポリトリメチレンテレフタレート(PTT),ポリブチレンテレフタレート(PBT),ポリエステルエラストマー等のポリエステル系樹脂またはその変性体、熱収縮性ポリアミド系樹脂またはその変性体、熱収縮性ポリオレフィン系樹脂またはその変性体など、種々の熱収縮性ポリマーが好ましく用いられる。これらの中では、PET、PTT、PBT、あるいはこれらの変性ポリエステル等のポリエステル系樹脂が、熱収縮性に優れている点から好ましい。また、非水溶性熱収縮性ポリマーは、160℃以上、さらには、180〜350℃の範囲に融点ピークを有する結晶性ポリマーであることが好ましい。なお、融点ピークは、示差走査熱量計(DSC)で一旦ポリマーを融解及び固化させた後、さらに定速で昇温させて融解させたときに測定される吸熱ピークのトップ温度である。非水溶性熱収縮性ポリマーには、着色剤、紫外線吸収剤、熱安定剤、消臭剤、防かび剤、抗菌剤その他各種安定剤などが添加されていてもよい。
【0023】
海島型繊維は、例えば、海成分を形成するための水溶性熱可塑性ポリマーと島成分を形成するための非水溶性熱収縮性ポリマーとを複合紡糸用口金から溶融押出する溶融紡糸により製造される。複合紡糸用口金の口金温度は海島型繊維を構成する樹脂のそれぞれの融点よりも高い溶融紡糸可能な温度であれば特に限定されないが、通常、180〜350℃の範囲が選ばれる。複合紡糸用口金としては、海成分中に島成分が8〜70個分散した断面状態を形成することができる、直線状に多数並んだ列が並列状に複数列配置された構造のノズル孔を有するものが好ましい。
【0024】
また、溶融紡糸においては、得られる海島型繊維の断面において面積比(即ちポリマー体積比)で海/島=5/95〜60/40の比率となるように海成分と島成分の相対的な供給量または供給圧力を調節しつつ口金温度180〜350℃で各溶融ポリマーを口金から吐出することが好ましい。
【0025】
スパンボンド法によれば、口金から吐出された溶融状態の海島型繊維は、冷却装置により冷却され、さらに、エアジェットノズルなどの吸引装置により目的の繊度となるように1000〜6000m/分の引取速度に相当する速度の高速気流により牽引細化される。そして牽引細化された繊維を移動式ネットなどの捕集面上に堆積させることにより実質的に無延伸の繊維ウェブが得られる。得られる海島型繊維の断面積は70〜350μm2が好ましく、単繊維繊度は、例えば、島成分ポリマーがポリエチレンテレフタレート、海成分ポリマーが水溶性熱可塑性ポリビニルアルコールの場合、複合するポリマーの比率にもよるが、0.9〜4.9dtex、さらには1.9〜3.9dtexであることが好ましい。なお、必要に応じて、形態を安定化させるために繊維ウェブをさらにプレスすること等により部分的に圧着してもよい。このようにして得られる繊維ウェブの目付はとくに限定されないが、例えば、10〜1000g/m2の範囲であることが好ましい。
【0026】
なお、海島型繊維からなる繊維ウェブは、上述したようなスパンボンド法によって得られる長繊維のウェブであっても、所謂、メルトブロー法によって得られる短繊維の繊維を絡合処理して得られたウェブであってもよく、その繊維長は特に限定されない。なお、長繊維のウェブは、形態安定性が良好であり、繊維の素抜けも少ない点から特に好ましい。ここで、長繊維とは、繊維長が通常10〜50mm程度であるような短繊維よりも長い繊維長を有する繊維であり、短繊維のように意図的に切断されていない繊維をいう。例えば、極細化する前の極細繊維発生型繊維の長繊維の繊維長は100mm以上が好ましく、技術的に製造可能であり、かつ、物理的に切れない限り、数m、数百m、数kmの繊維長も含まれる。
【0027】
次に、得られた繊維ウェブにカード,クロスラッパー,ランダムウェッバーなどを用いて厚さ方向に複数層重ね合わせた後、その両面から同時または交互に少なくとも1つ以上のバーブが貫通する条件でニードルパンチして絡合させる。ニードルパンチにおいては、具体的には、例えば、1〜9バーブのニードルを用い、ニードルの少なくとも1つ以上のバーブが貫通する条件で、両面から同時または交互にニードルパンチングして繊維同士を三次元絡合させる。このような絡合処理により、例えば、厚さ方向に平行な断面において海島型繊維が400〜2000個/mm2の密度で存在するような緻密な絡合ウェブが形成される。
【0028】
また、繊維ウェブにはその製造後かつ絡合処理までのいずれかの段階で帯電防止効果を有する油剤やニードルとの摩擦抵抗をコントロールするための油剤、繊維同士の摩擦抵抗をコントロールするための油剤などを単一であるいは複数種付与してもよい。また、ニードルパンチの後、熱プレス処理することによりさらに繊維密度を緻密にして形態安定性を付与してもよい。
【0029】
このようにして、繊維ウェブを三次元的に絡合させることにより、絡合ウェブが形成される。絡合ウェブの目付としては、例えば、100〜2000g/m2程度の範囲であることが好ましい。また、絡合ウェブの見かけ密度としては、例えば、0.10〜0.35g/cm3程度の範囲であることが好ましい。なお、見かけ密度は、圧縮させるような荷重を掛けない方法、例えば電子顕微鏡等での断面観察による方法により求めることができる。
【0030】
そして、形成された絡合ウェブの繊維密度をさらに高めて緻密化するために、乾燥状態の絡合ウェブを収縮させる熱処理を行う。本実施形態においては、乾燥状態の絡合ウェブに所定の温度及び湿度に調節された熱風を接触させる処理が行われる。なお、ここで、乾燥状態の絡合ウェブとは、意図的に、予め水分を付与されるような処理を施されていない、実質的に乾いた状態の絡合ウェブを意味する。
【0031】
上述したように、従来知られた、絡合ウェブにスチームを当てたり絡合ウェブに水分を付与したような高温高湿雰囲気下で熱処理する湿熱処理によれば、絡合ウェブに結露が発生し、その結露により水溶性熱可塑性ポリマーが膨潤又は溶解して糊状になったりすることにより、種々の問題が生じる。本実施形態の絡合ウェブに所定の温度及び湿度に調節された熱風を接触させる処理によれば、温度及び湿度を調整することにより、結露の発生を抑制することができる。また、赤外線ヒータを用いて熱処理する乾式処理に比べて大幅にエネルギーコストが安く、赤外線ヒータを用いたときに発生するような、ライン停止時に絡合ウェブが蓄熱して極めて高い温度になるような現象も抑制される。
【0032】
温度及び湿度が調節された熱風を接触させる処理は、例えば、恒温恒湿装置や調温調湿装置により、結露の発生を抑制しながら絡合ウェブを収縮させるような温度及び湿度が選択され、調整された雰囲気で行われる。このような熱処理の条件としては、次のような条件が選ばれる。
【0033】
湿球温度70〜76℃であり、且つ、乾球温度90〜120℃、さらには、90〜110℃の範囲になるように調温調湿された雰囲気が選ばれる。このような雰囲気に調整することにより、絡合ウェブの表面に結露が発生することを抑制しながら、非水溶性熱収縮性ポリマーを充分に収縮させることができる。
【0034】
なお、乾球温度及び湿球温度の関係は、雰囲気の気温と相対湿度との関係を表す。相対湿度で表した場合、乾球温度90〜120℃の範囲の各温度において、相対湿度が10〜70%、さらには、20〜50%であることが好ましい。なお、スチームを用いた湿熱処理の場合には、相対湿度はほぼ100%である。
【0035】
熱処理雰囲気の乾球温度が120℃を超える場合には、エネルギー効率が悪くなるために余分なエネルギーコストが費やされたり、また、絡合ウェブに好ましくない熱融着や熱変形等が生じるおそれがあり、乾球温度が90℃未満の場合には、絡合ウェブが充分に収縮しなかったり、収縮させるのに要する時間が長くなる。また、相対湿度が低すぎる場合にはエネルギー効率が悪くなり、相対湿度が高すぎる場合には、結露が発生する。
【0036】
また、このような熱処理の時間は、製造工程や目的とする収縮率により適宜調整されるが、通常、5〜60秒間、さらには、10〜30秒間であることが好ましい。熱処理時間が長すぎる場合には生産性が低下し、短すぎる場合には充分に熱を付与することができなくなる傾向がある。
【0037】
このような熱処理による緻密化の程度としては、熱処理前後において、絡合ウェブの収縮率が40〜60%、さらには45〜55%になるように収縮させることが好ましい。また、このような熱処理による緻密化の程度としては、熱処理前後において、絡合ウェブの見かけ密度が2〜4倍、さらには2.5〜3.5倍に変化することが好ましい。また、熱処理後の絡合ウェブの見かけ密度としては、例えば、0.6〜0.75g/cm3程度の範囲であることが好ましい。
【0038】
このような熱処理により、絡合ウェブが緻密化されて、形態保持性や機械的特性が向上される。
【0039】
そして、熱処理された絡合ウェブ中の海島型繊維から海成分の樹脂を除去して極細繊維に変換することにより、極細繊維からなる不織布が得られる。絡合ウェブ中の海成分の樹脂を除去する方法としては、海成分の樹脂のみを選択的に除去しうる水またはアルカリ性水溶液、酸性水溶液などの水溶液、好ましくは熱水で、必要に応じて加熱や加圧をしながら海島型繊維の海成分の樹脂を溶解及び抽出除去する方法が挙げられる。このような方法により、絡合ウェブ中の海島型繊維が島成分の樹脂からなる極細繊維が複数本集まった繊維束に変換される。
【0040】
極細繊維の平均繊度は、0.001〜2dtex、さらには0.002〜0.2dtexであることが好ましい。極細繊維の平均繊度が低すぎる場合には、海島型繊維の極細繊維化処理の際に、極細繊維同士が解けないで集束してしまい、その結果、得られる不織布の剛性が高くなって柔軟性が低下する傾向がある。また、平均繊度が高すぎる場合には、天然皮革のような緻密感やボリューム感が得られにくくなる傾向がある。
【0041】
また、極細繊維は海島型繊維に由来する繊維束を形成していることが好ましい。極細繊維束の平均繊度は、0.5〜10dtex、さらには0.7〜5dtexであることが好ましい。なお、繊維束中の極細繊維の本数は特に限定されないが、工業的な生産性の観点からは5〜1000本、さらには、10〜300本程度であることが好ましい。
【0042】
このような極細繊維からなる不織布の目付としては、140〜3000g/m2、さらには200〜2000g/m2であることが好ましい。
【0043】
また、極細繊維からなる不織布の製造においては、海島型繊維の極細繊維化処理前の絡合ウェブ又は極細繊維化処理後の極細繊維からなる不織布に高分子弾性体を含浸付与することにより、極細繊維不織布と高分子弾性体との複合体である、皮革様シート基材が得られる。
【0044】
高分子弾性体の付与は、極細繊維からなる不織布に、または、極細繊維化処理前の絡合ウェブに、高分子弾性体の水分散体またはエマルジョン等の樹脂液を不織布に含浸させた後、乾式法や湿式法により高分子弾性体を凝固させる。
【0045】
乾式法は、高分子弾性体の樹脂液中の溶媒または分散媒を乾燥等により除去することにより高分子弾性体を凝固させる方法である。また、湿式法は、高分子弾性体の樹脂液中の溶媒または分散媒を高分子弾性体の非溶剤や凝固液中で処理することにより高分子弾性体を凝固させる方法である。
【0046】
高分子弾性体を形成するための樹脂液を含浸させる方法は特に限定されず、例えば、樹脂液に浸漬する方法や、表面から樹脂液を塗布する方法が挙げられる。
【0047】
樹脂液を塗布する方法は、グラビアロール等のロールコーター、ナイフコーター、スプレー、刷毛を用いた塗工など特に限定されないが、膜厚を調整することが容易な点からグラビアロール等のロールコーターを用いた塗工が特に好ましい。
【0048】
なお、高分子弾性体の樹脂液を含浸された極細繊維からなる不織布または絡合ウェブは次いでロール・ニップ処理されることが好ましい。この処理により過剰に付着した高分子弾性体の樹脂液が搾液される。ロール・ニップ処理は、例えば、高分子弾性体の樹脂液を含浸された極細繊維からなる不織布または絡合ウェブをプレスロールとバックアップロールからなるニップロールの間隙を通過させることにより行う。プレスロールとバックアップロールのロール間隙はエアシリンダにより調節される。ロール間隙は特に限定されないが、高分子弾性体の樹脂液を含浸された不織布または絡合ウェブの厚みに対して、10〜50%、好ましくは25〜45%を圧縮させるような間隔であることが好ましい。
【0049】
高分子弾性体の具体例としては、例えば、ポリウレタン弾性体、(メタ)アクリル系高分子弾性体、アクリロニトリル系高分子弾性体、オレフィン系高分子弾性体、ポリエステル弾性体、などが挙げられる。これらの中では、ポリウレタン弾性体、及び、(メタ)アクリル系高分子弾性体がとくに好ましい。
【0050】
ポリウレタン弾性体としては、ポリエステルジオール,ポリエーテルジオール,ポリエーテルエステルジオール,ポリカーボネートジオールなどから選ばれた少なくとも1種類の平均分子量500〜3000のポリマーポリオール、4,4'−ジフェニルメタンジイソシアネート,イソホロンジイソシアネート,ヘキサメチレンジイソシアネートなどの芳香族系,脂環族系,脂肪族系のジイソシアネートなどから選ばれた少なくとも1種のポリイソシアネート、および、エチレングリコール,エチレンジアミン等の2個以上の活性水素原子を有する少なくとも1種の低分子化合物を所定のモル比で1段階あるいは多段階の溶融重合法、塊状重合法、溶液重合法などにより重合反応させて得た各種のポリウレタンエラストマーが挙げられる。ポリウレタンエラストマー中のポリマーポリオール成分の含有量は15〜90質量%が好ましい。
【0051】
また、(メタ)アクリル系高分子弾性体としては、その単独重合体のガラス転移温度が−90〜−5℃の範囲であり、好ましくは非架橋性であるモノマー、例えば、アクリル酸メチル,アクリル酸n−ブチル,アクリル酸イソブチル,アクリル酸イソプロピル,(メタ)アクリル酸n−ヘキシル,(メタ)アクリル酸2−エチルヘキシルなどから選ばれた少なくとも1種類の軟質成分、その単独重合体のガラス転移温度が50〜250℃の範囲であり、好ましくは非架橋性であるモノマー、例えば、メタクリル酸メチル,メタクリル酸エチル,メタクリル酸イソプロピル,メタクリル酸イソブチル,メタクリル酸シクロヘキシル,(メタ)アクリル酸などから選ばれた少なくとも1種類の硬質成分、架橋構造を形成し得る単官能または多官能エチレン性不飽和化合物、または、ポリマー鎖に導入されたエチレン製不飽和モノマー単位と反応して架橋構造を形成し得る化合物、例えば、エチレングリコールジ(メタ)アクリレート,トリエチレングリコールジ(メタ)アクリレート,ポリエチレングリコールジ(メタ)アクリレート,1,4−ブタンジオールジ(メタ)アクリレートなどから選ばれた少なくとも1種類の架橋形成性、エチレン性不飽和モノマーを重合反応させて得た各種のアクリルエラストマーが挙げられる。
【0052】
高分子弾性体の水分散体またはエマルジョン等の樹脂液の高分子弾性体の含有量は、0.1〜60質量%が好ましい。高分子弾性体の樹脂液には、本発明の効果を損なわない範囲で、染料や顔料などの着色剤、凝固調節剤、酸化防止剤、紫外線吸収剤、蛍光剤、防黴剤、浸透剤、消泡剤、滑剤、撥水剤、撥油剤、増粘剤、増量剤、硬化促進剤、発泡剤、ポリビニルアルコールやカルボキシルメチルセルロースなどの水溶性高分子化合物等の各種添加剤を適宜配合してもよい。
【0053】
極細繊維からなる不織布と高分子弾性体との質量比率(不織布/高分子弾性体)は、90/10〜55/45、さらには90/10〜60/40であることが好ましい。高分子弾性体の含有割合が高すぎる場合には通気性が低下する傾向があり、少なすぎる場合には形態安定性が低下する傾向がある。
【0054】
なお、本実施形態の製造方法は、特に、海島型繊維の極細繊維化処理の前の絡合ウェブに高分子弾性体を含浸付与する工程を用いる場合に、高分子弾性体の存在をより均質化する効果を発揮する。海島型繊維の極細繊維化処理の前の絡合ウェブに高分子弾性体を含浸付与する場合、絡合ウェブの結露により融着した部分には空隙が消失しているために、その部分には高分子弾性体が入らなくなる。その結果、極細繊維化後に表層部における高分子弾性体が疎になり、内層部における高分子弾性体が密になる傾向がある。本実施形態の製造方法を用いれば、結露による絡合ウェブの融着を抑制することができるために、厚み方向における高分子弾性体の存在割合をより均質化することができる。
【0055】
このようにして得られる極細繊維からなる不織布と高分子弾性体とを一体化させた皮革様シート基材の厚みは特に限定されないが、具体的には、例えば、0.1〜6mm、さらには、0.3〜4mmであることが好ましい。
【0056】
以上のようにして、本実施形態の極細繊維からなる不織布または皮革様シート基材が得られる。なお、本実施形態の皮革様シートには、さらに必要に応じて、表面に銀面調の被膜を形成させる処理や、表面の繊維を立毛させる立毛処理等の各種後加工を施してもよい。
【0057】
本実施形態の製造方法により得られる皮革様シート基材は、天然皮革に似せた皮革様シートの各用途に特に限定なく用いられうる。具体的には、例えば、鞄,靴,ボール等の表皮材や研磨布等の幅広く用いることができる。
【0058】
次に本発明を実施例によりさらに具体的に説明する。なお、本発明の範囲は実施例の内容により、何ら限定されるものではない。
【実施例】
【0059】
[実施例1]
海成分であるPVAと、島成分である、フタル酸成分の6モル%がイソフタル酸で変性されたPETとを、海成分/島成分が25/75(質量比)となるように250℃の溶融複合紡糸用口金(島数:25島/繊維)から吐出した。そして、紡糸速度が3600m/minとなるようにエジェクター圧力(引き取り風圧)を調整し、平均繊度2.4dtexの海島型繊維をネット上に堆積したスパンボンドシートを得た。
【0060】
次に、表面温度80℃のエンボスロールでネット上のスパンボンドシートを線圧70kg/cmで押さえ、目付30g/m2、厚さ方向に平行な断面上に海島型長繊維の断面が約230個/mm2存在し、巻き取りが可能な程度にまで形態が安定化された繊維ウェブを得た。そして、得られた繊維ウェブに油剤および帯電防止剤を付与した。
【0061】
次に、得られた繊維ウェブをクロスラッピングにより14枚重ねた重ね合わせウェブを作製し、さらに針折れ防止油剤をスプレーした。そして、針先端から第1バーブまでの距離が3.2mmの6バーブ針を用い、重ね合わせウェブを針深度8.3mmで両面から交互に合計で1700パンチ/cm2のパンチ数でニードルパンチすることにより絡合ウェブを得た。なお、ニードルパンチ処理による面積収縮率は30%であった。また、得られた絡合ウェブの目付は480g/m2、見かけ密度は0.21g/cm3であった。
【0062】
次に、絡合ウェブを温度及び湿度が制御されたコンベア式調湿温風装置に18秒間通過させることにより、緻密化された絡合ウェブが得られた。なお、コンベア式調湿温風装置内の雰囲気は乾球温度(Td)が110℃であり、湿球温度(Tw)が73℃であった。このとき、熱処理前後の面積収縮率は54%であった。また、緻密化された絡合ウェブの目付は1040g/m2、見かけ密度は0.713g/cm3であった。なお、収縮率は、熱処理前後のタテとヨコの寸法測定より計算された値である。
【0063】
次に、緻密化された絡合ウェブに対して、ポリカーボネート/エーテル系ポリウレタンを主体とするポリウレタン組成物の水分散液(固形分濃度11質量%)を含浸し、プレス線圧25kg/cm、厚み方向の圧縮率130%(ロール間隙を緻密化された絡合ウェブの厚みの0.75倍に設定)でロール・ニップ処理した(ニップロール:金属ロール/金属ロール)。そして、水分散液が含浸された絡合ウェブを温度及び湿度が制御されたコンベア式調湿温風装置に25秒間通過させることにより、緻密化された絡合ウェブが得られた。なお、コンベア式調湿温風装置内の雰囲気は乾球温度(Td)が110℃であり、湿球温度(Tw)が75℃であった。そして、キュア処理を行って高分子弾性体が海島型繊維間の空隙に存在する高分子弾性体含有絡合ウェブを得た。
【0064】
そして、液流染色機中で95℃の熱水により海島型繊維中のPVAを抽出除去した後、乾燥することにより、イソフタル酸変性ポリエチレンテレフタレートの極細繊維束(極細繊維の平均単繊維繊度:0.02dtex)からなる不織布の内部に高分子弾性体が含有された厚さ約1.9mmの皮革様シート基材を得た。極細繊維からなる不織布とポリウレタン弾性体との比率は1:2であった。
【0065】
そして、皮革様シート基材を製造する工程及び得られた皮革様シート基材について、後述する評価方法に従って評価した。また、その結果を下記表1に示す。
【0066】
[実施例2〜4、及び比較例1〜3]
コンベア式調湿温風装置内の雰囲気の乾球温度(Td)及び湿球温度(Tw)を表1に示すように変更した以外は、実施例1と同様にして皮革様シート基材を製造し、評価した。また、その結果を下記表1に示す。
【0067】
[比較例4]
コンベア式調湿温風装置を用いて絡合ウェブの熱収縮処理を行う代わりに、温度100℃、相対湿度100%のスチームにより熱収縮処理を行った以外は、実施例1と同様にして皮革様シート基材を製造し、評価した。また、その結果を下記表1に示す。
【0068】
[比較例5]
コンベア式調湿温風装置を用いて絡合ウェブの熱収縮処理を行う代わりに、20kw/m2の熱量を赤外線ヒータで30秒間与えることにより熱収縮処理を行った以外は、実施例1と同様にして皮革様シート基材を製造し、評価した。また、その結果を下記表1に示す。
【0069】
評価方法を以下にまとめて示す。
[工程通過性]
A:コンベア式調湿温風装置の出口に配された搬送ロールに対して、樹脂の付着が殆ど見られなかった。また、緻密化された絡合ウェブの表面には結露が殆ど発生していなかった。
B:コンベア式調湿温風装置の出口に配された搬送ロールに対して、樹脂の付着が多く見られた。また、緻密化された絡合ウェブの表面には結露が多く発生しており、表面が糊状であった。
【0070】
[エネルギーコスト]
赤外線ヒータを用いたときのエネルギーコストを1として、相対的なエネルギーコストを概算した。
【0071】
[絡合ウェブ及び皮革様シート基材の均質性]
熱処理後の絡合ウェブの厚み方向の断面を走査型電子顕微鏡(SEM)で観察した。図1(A)に実施例1の絡合ウェブの断面写真、図1(B)に、スチームにより熱処理したときの比較例4の絡合ウェブの断面写真を示す。
また、皮革様シート基材を熱水次いで冷水で交互に洗浄する操作を3回繰り返し、洗浄したサンプルを常温で2質量%の染色液に2〜3分間浸漬した。染料としては赤色含金染料(田岡化学工業(株)製のPM Red531)を用いた。そして、染色後、サンプルを10g/Lの水性洗剤水溶液を用いて常温で3回程度洗浄し、次いで、100〜150℃の乾燥機で充分に乾燥した。この間、サンプル内部の高分子弾性体も染色されるようにニップ操作を3回程度繰り返した。このように染色することにより、染色された高分子弾性体と染色されなかった極細繊維束と空隙との部分のコントラストが高く観察される。
そして、皮革様シート基材の厚み方向の断面もSEMで観察した。そして、下記の評価基準により均質性を評価した。
A:実施例1の断面写真である図1(A)に示すように、絡合ウェブの厚み方向の構造が均質であった。また、皮革様シート基材の赤く染まった部分が断面全体において均質に分散していた。
B:比較例4の断面写真である図1(B)に示すように、絡合ウェブの表面側に海島型繊維の融着が見られた。また、皮革様シート基材の赤く染まった部分が表層においては少なく、中層においては多く分散していた。
【0072】
[充実感]
A:一般的な天然皮革と同等の充実感を有する。
B:一般的な天然皮革に比べて、充実感が乏しい。
結果を表1に示す。
【0073】
【表1】

【0074】
表1の結果から、熱収縮処理として、湿球温度70〜76℃,乾球温度90〜120℃の範囲の温度及び湿度に調節された熱風を接触させる処理を行った実施例1〜4の皮革様シート基材の製造においては、熱処理時に絡合ウェブの表面には結露が殆ど発生していなかった。そのために、工程通過性に優れていた。また、エネルギーコストも1より大きく低かった。また、皮革用シート基材には高分子弾性体が厚み方向に均質に付与されていた。
一方、湿球温度が65℃で相対湿度が17%の雰囲気で熱処理した比較例1の皮革様シート基材の製造においては、結露が殆ど発生せず、工程通過性に優れており、また、エネルギーコストも1より大きく低かったが、充分に緻密に収縮しなかった。これは、湿度が低すぎることにより、熱エネルギーが海島型繊維に充分に伝わらなかったためであると思われる。また、湿球温度が80℃で相対湿度が66%の雰囲気で熱処理した比較例2、及び、湿球温度が80℃で相対湿度が32%の雰囲気で熱処理した比較例3の皮革様シート基材の製造においては、結露が発生し、工程通過性が劣っていた。これは、湿度が高すぎたためであると思われる。また、結露により絡合ウェブの表面が融着していたためか、表面には高分子弾性体が殆ど入っていなかった。また、比較例4のスチーム処理した皮革様シート基材の製造においても、結露が発生し、工程通過性が劣っていた。また、図1(B)に示すように、皮革様シート基材の表面には高分子弾性体が殆ど入っていなかった。
【産業上の利用可能性】
【0075】
本発明の製造方法は、各用途に用いられる天然皮革に似せた皮革様シートを高い品質安定性及び高い生産安定性を維持して製造することができる。
【技術分野】
【0001】
本発明は、極細繊維不織布または皮革様シート基材の製造方法に関する。さらに詳しくは、高い生産性で、厚み方向における均質性が高い、極細繊維不織布または皮革様シートを製造するための方法に関する。
【背景技術】
【0002】
従来から、天然皮革に似せた皮革様シートが広く用いられている。とくに、極細繊維不織布にウレタン弾性体等の高分子弾性体を含浸付与して一体化させた皮革様シート基材を用いた皮革様シートは、風合いや機械的特性が天然皮革に近いために、鞄,靴,ボール等の表皮材や研磨布等の幅広い用途に用いられている。
【0003】
このような皮革様シート基材に含まれる極細繊維不織布は、下記特許文献1に開示されているような、例えば、次のような工程を経て生産されている。
【0004】
はじめに、例えば、水溶性ポリビニルアルコール(以下、単にPVAとも称する)からなる海成分と非水溶性熱可塑性ポリマーからなる島成分とを含む海島型繊維からなる繊維ウェブを製造する。そして、複数の繊維ウェブを積層して絡合処理することにより、絡合ウェブを形成する。そして、絡合ウェブを熱処理して収縮させることにより、緻密化された絡合ウェブを形成する。そして、緻密化された絡合ウェブを形成する海島型繊維から海成分を除去して極細繊維化することにより、極細繊維不織布を形成する。なお、皮革様シート基材の製造においては、極細繊維化処理前の緻密化された絡合ウェブ又は極細繊維化処理後の極細繊維不織布に高分子弾性体の樹脂液を含浸付与した後、高分子弾性体を凝固させる。
【0005】
上記絡合ウェブを熱処理して収縮させる熱処理の方法として、特許文献1に開示されたような、スチームを用いた高温高湿雰囲気下で熱処理したり、絡号ウェブに水を付着させて加熱したりする湿熱処理や、赤外線ヒータを用いて熱処理する乾式処理が知られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2011−58109号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に開示されたような、熱処理方法により絡合ウェブを熱処理して収縮させた場合、製造工程上、次のような問題が生じていた。
【0008】
絡合ウェブは海島型繊維から形成されている。そして、連続生産工程においては、海島型繊維を極細繊維化することが求められるために、海成分としては、比較的容易に除去される樹脂を用いることが好ましい。このような樹脂として、例えば、PVAが広く用いられている。海成分としてPVAを用いた海島型繊維からは、熱水により比較的容易に海成分が溶解除去される。
【0009】
湿熱処理は、湿分や水分により熱を効率的に絡合ウェブに付与するための処理方法である。しかしながら、上述したような工程を経て、PVAを含有する海島型繊維から極細繊維不織布を製造する場合、極細繊維化の前工程に配置される湿熱収縮工程において、絡合ウェブの表面に結露が頻繁に発生する。そして、結露水が海島型繊維の表面を形成するPVAを膨潤または溶解させて、絡合ウェブの表面に糊状のべたつきを発生させる。このようなべたつきにより、絡合ウェブを形成する海島型繊維同士が融着することがあった。そして、融着により絡合ウェブの空隙が塞がれた場合、後の工程で、緻密化された絡合ウェブに、高分子弾性体の樹脂液を含浸付与する際に、緻密化された絡合ウェブの内部に樹脂液が充分に浸透することが阻害されることがあった。また、高分子弾性体を含浸処理した後に、海島型繊維の極細繊維化処理を行った場合には、得られる皮革様ウェブの上記融着していた部分には高分子弾性体が残っていない。また、結露は、主として緻密化された絡合ウェブの外表面に付着して、特に外表面近傍の空隙を塞ぐために、緻密化された絡合ウェブの外表面から樹脂液を内部に充分に浸透させることが困難なこともあった。また、結露は常に均質に発生するのではなく、不均一に発生するために、このような結露の発生は、製品品質の安定性、すなわち、歩留まりにも大きな影響を与える。
【0010】
さらに、次のような問題もあった。このような極細繊維不織布又は皮革様シート基材は、工業上、上述した各工程を備えた生産ラインで生産される。その際に、湿熱処理後の緻密化された絡合ウェブの外表面は糊状にべたついているために、搬送ローラや搬送コンベアの、緻密化された絡合ウェブとの接触表面がPVAの付着で汚れてしまう。このようなPVAの付着は、生産ラインの安定性を低下させ、また、製品品質の安定性も低下させてしまう。
【0011】
ところで、絡合ウェブを熱収縮させる方法としては、赤外線ヒータを用いて熱を付与する乾式処理も知られている。しかし、乾式処理にも幾つかの問題があり、工業生産においては、充分に満足できる方法ではなかった。具体的には、赤外線ヒータを用いた処理は、スチームを用いるような湿熱収縮処理に比べてエネルギーコストが、数倍高くなる。また、赤外線ヒータを絡合ウェブに近接させることにより、エネルギーコストを多少下げることもできるが、この場合、連続生産工程において、ラインが一時的に停止した場合、赤外線ヒータに加熱されている部分は、瞬時に発火の危険性もあるような高温になるおそれがあり、安全性に対する懸念もある。
【0012】
本発明は、上述した問題を解決した、高い生産性及び安全性を維持して、且つ、高い品質安定性を維持できる、極細繊維不織布または皮革様シート基材を製造するための製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の極細繊維不織布または皮革様シート基材の製造方法においては、緻密化された絡合ウェブを熱収縮させる処理として、水分などが付与されていない実質的に乾燥した絡合ウェブに調温及び調湿された熱風を接触させる処理を用いる。このような方法を用いることにより、湿熱処理を用いた場合のように、絡合ウェブ表面に結露が付着することにより発生する種々の問題や、乾式処理を用いた場合に発生する種々の問題を解決することができる。具体的には、特に、調温及び調湿された熱風としては、湿球温度70〜76℃,乾球温度90〜120℃の範囲の温度及び湿度に調節された熱風を用いた場合には、均質且つ緻密に収縮した絡合ウェブを形成させることができる。また、このような製造方法を用いて皮革様シート基材を製造する場合においては、湿熱処理を用いた場合に発生する絡合ウェブの繊維間の融着を抑制できるために、極細繊維不織布内に高分子弾性体を均質に付与することができる。
【発明の効果】
【0014】
本発明の極細繊維不織布または皮革様シート基材の製造方法は、ランニングコストが安く、また、高い品質安定性及び高い生産安定性を維持することができる製造方法である。
【図面の簡単な説明】
【0015】
【図1】図1(A)は本発明に係る実施例1で得られた熱処理後の絡合ウェブの厚み方向の断面のSEM写真であり、図1(B)は比較例1で得られた熱処理後の絡合ウェブの厚み方向の断面のSEM写真である。
【発明を実施するための形態】
【0016】
以下、本発明の製造方法の一実施形態を詳しく説明する。
本実施形態においては、はじめに、水溶性熱可塑性ポリマーからなる海成分と非水溶性熱収縮性ポリマーからなる島成分とを含む海島型繊維からなる繊維ウェブを製造する。
【0017】
具体的には、海成分ポリマーとして水溶性熱可塑性ポリマーを、島成分ポリマーとして非水溶性熱収縮性ポリマーを、用い、海成分ポリマーと島成分ポリマーを複合紡糸用口金から押出すことにより海島型繊維を溶融紡糸する。海島型繊維は、海成分の水溶性熱可塑性ポリマーからなるマトリクス中に島成分の非水溶性熱収縮性ポリマーが分散した断面を有する。
【0018】
水溶性熱可塑性ポリマーとしては、水またはアルカリ性水溶液、酸性水溶液などの水溶液により、加熱、加圧などの条件下で溶解除去または分解除去できるポリマーが用いられる。また、島成分の樹脂との親和性が小さく、かつ、溶融紡糸条件において溶融粘度及び/又は表面張力が島成分の樹脂より小さい樹脂が海島型繊維の紡糸安定性に優れている点から好ましく用いられる。このような条件を満たす海成分の樹脂の具体例としては、例えば、水溶性ポリビニルアルコール(PVA)、エチレン−酢酸ビニル系共重合体等が挙げられる。これらの中では、PVAが水又は水系溶媒による溶解除去が容易であり、また、環境負荷が低い点から好ましい。
【0019】
PVAは、ビニルエステル単位を主構成単位として有するポリマーをケン化することにより得られる。ビニルエステル単位を形成するためのビニル化合物単量体としては、ギ酸ビニル,酢酸ビニル,プロピオン酸ビニル,バレリン酸ビニル,カプリン酸ビニル,ラウリン酸ビニル,ステアリン酸ビニル,安息香酸ビニル,ピバリン酸ビニル及びバーサティック酸ビニル等が挙げられ、これらの中でも酢酸ビニルが好ましい。
【0020】
また、PVAは、ホモPVAであっても共重合単位を導入した変性PVAであってもよいが、溶融紡糸性,水溶性,繊維物性の観点からは、変性PVAを用いることが好ましい。共重合単量体の種類としては、共重合性、溶融紡糸性および繊維の水溶性の観点からエチレン,プロピレン,1−ブテン,イソブテン等の炭素数4以下のα−オレフィン類;および、メチルビニルエーテル,エチルビニルエーテル,n−プロピルビニルエーテル,イソプロピルビニルエーテル,n−ブチルビニルエーテル等のビニルエーテル類が好ましい。PVA中の共重合単位含有量は、1〜20モル%、さらには4〜15モル%、とくには6〜13モル%であることが好ましい。さらに、共重合単位がエチレンである場合には繊維物性が高くなるために、エチレン変性PVAが特に好ましい。エチレン変性PVA中のエチレン単位含有量は、4〜15モル%、さらには6〜13モル%であることが好ましい。
【0021】
PVAのケン化度は、90〜99.99モル%、さらには93〜99.77モル%、とくには95〜99.55モル%、ことには97〜99.33モル%が好ましい。ケン化度が90モル%以上の場合には、熱安定性が良好であり、溶融紡糸時に熱分解やゲル化をしにくくなり、ケン化度が99.99モル%以下の場合には、PVAは安定に製造することが可能である。
【0022】
非水溶性熱収縮性ポリマーとしては、熱処理により収縮する非水溶性の熱可塑性ポリマーであれば特に限定なく用いられうる。その具体例としては、例えば、ポリエチレンテレフタレート(PET),ポリトリメチレンテレフタレート(PTT),ポリブチレンテレフタレート(PBT),ポリエステルエラストマー等のポリエステル系樹脂またはその変性体、熱収縮性ポリアミド系樹脂またはその変性体、熱収縮性ポリオレフィン系樹脂またはその変性体など、種々の熱収縮性ポリマーが好ましく用いられる。これらの中では、PET、PTT、PBT、あるいはこれらの変性ポリエステル等のポリエステル系樹脂が、熱収縮性に優れている点から好ましい。また、非水溶性熱収縮性ポリマーは、160℃以上、さらには、180〜350℃の範囲に融点ピークを有する結晶性ポリマーであることが好ましい。なお、融点ピークは、示差走査熱量計(DSC)で一旦ポリマーを融解及び固化させた後、さらに定速で昇温させて融解させたときに測定される吸熱ピークのトップ温度である。非水溶性熱収縮性ポリマーには、着色剤、紫外線吸収剤、熱安定剤、消臭剤、防かび剤、抗菌剤その他各種安定剤などが添加されていてもよい。
【0023】
海島型繊維は、例えば、海成分を形成するための水溶性熱可塑性ポリマーと島成分を形成するための非水溶性熱収縮性ポリマーとを複合紡糸用口金から溶融押出する溶融紡糸により製造される。複合紡糸用口金の口金温度は海島型繊維を構成する樹脂のそれぞれの融点よりも高い溶融紡糸可能な温度であれば特に限定されないが、通常、180〜350℃の範囲が選ばれる。複合紡糸用口金としては、海成分中に島成分が8〜70個分散した断面状態を形成することができる、直線状に多数並んだ列が並列状に複数列配置された構造のノズル孔を有するものが好ましい。
【0024】
また、溶融紡糸においては、得られる海島型繊維の断面において面積比(即ちポリマー体積比)で海/島=5/95〜60/40の比率となるように海成分と島成分の相対的な供給量または供給圧力を調節しつつ口金温度180〜350℃で各溶融ポリマーを口金から吐出することが好ましい。
【0025】
スパンボンド法によれば、口金から吐出された溶融状態の海島型繊維は、冷却装置により冷却され、さらに、エアジェットノズルなどの吸引装置により目的の繊度となるように1000〜6000m/分の引取速度に相当する速度の高速気流により牽引細化される。そして牽引細化された繊維を移動式ネットなどの捕集面上に堆積させることにより実質的に無延伸の繊維ウェブが得られる。得られる海島型繊維の断面積は70〜350μm2が好ましく、単繊維繊度は、例えば、島成分ポリマーがポリエチレンテレフタレート、海成分ポリマーが水溶性熱可塑性ポリビニルアルコールの場合、複合するポリマーの比率にもよるが、0.9〜4.9dtex、さらには1.9〜3.9dtexであることが好ましい。なお、必要に応じて、形態を安定化させるために繊維ウェブをさらにプレスすること等により部分的に圧着してもよい。このようにして得られる繊維ウェブの目付はとくに限定されないが、例えば、10〜1000g/m2の範囲であることが好ましい。
【0026】
なお、海島型繊維からなる繊維ウェブは、上述したようなスパンボンド法によって得られる長繊維のウェブであっても、所謂、メルトブロー法によって得られる短繊維の繊維を絡合処理して得られたウェブであってもよく、その繊維長は特に限定されない。なお、長繊維のウェブは、形態安定性が良好であり、繊維の素抜けも少ない点から特に好ましい。ここで、長繊維とは、繊維長が通常10〜50mm程度であるような短繊維よりも長い繊維長を有する繊維であり、短繊維のように意図的に切断されていない繊維をいう。例えば、極細化する前の極細繊維発生型繊維の長繊維の繊維長は100mm以上が好ましく、技術的に製造可能であり、かつ、物理的に切れない限り、数m、数百m、数kmの繊維長も含まれる。
【0027】
次に、得られた繊維ウェブにカード,クロスラッパー,ランダムウェッバーなどを用いて厚さ方向に複数層重ね合わせた後、その両面から同時または交互に少なくとも1つ以上のバーブが貫通する条件でニードルパンチして絡合させる。ニードルパンチにおいては、具体的には、例えば、1〜9バーブのニードルを用い、ニードルの少なくとも1つ以上のバーブが貫通する条件で、両面から同時または交互にニードルパンチングして繊維同士を三次元絡合させる。このような絡合処理により、例えば、厚さ方向に平行な断面において海島型繊維が400〜2000個/mm2の密度で存在するような緻密な絡合ウェブが形成される。
【0028】
また、繊維ウェブにはその製造後かつ絡合処理までのいずれかの段階で帯電防止効果を有する油剤やニードルとの摩擦抵抗をコントロールするための油剤、繊維同士の摩擦抵抗をコントロールするための油剤などを単一であるいは複数種付与してもよい。また、ニードルパンチの後、熱プレス処理することによりさらに繊維密度を緻密にして形態安定性を付与してもよい。
【0029】
このようにして、繊維ウェブを三次元的に絡合させることにより、絡合ウェブが形成される。絡合ウェブの目付としては、例えば、100〜2000g/m2程度の範囲であることが好ましい。また、絡合ウェブの見かけ密度としては、例えば、0.10〜0.35g/cm3程度の範囲であることが好ましい。なお、見かけ密度は、圧縮させるような荷重を掛けない方法、例えば電子顕微鏡等での断面観察による方法により求めることができる。
【0030】
そして、形成された絡合ウェブの繊維密度をさらに高めて緻密化するために、乾燥状態の絡合ウェブを収縮させる熱処理を行う。本実施形態においては、乾燥状態の絡合ウェブに所定の温度及び湿度に調節された熱風を接触させる処理が行われる。なお、ここで、乾燥状態の絡合ウェブとは、意図的に、予め水分を付与されるような処理を施されていない、実質的に乾いた状態の絡合ウェブを意味する。
【0031】
上述したように、従来知られた、絡合ウェブにスチームを当てたり絡合ウェブに水分を付与したような高温高湿雰囲気下で熱処理する湿熱処理によれば、絡合ウェブに結露が発生し、その結露により水溶性熱可塑性ポリマーが膨潤又は溶解して糊状になったりすることにより、種々の問題が生じる。本実施形態の絡合ウェブに所定の温度及び湿度に調節された熱風を接触させる処理によれば、温度及び湿度を調整することにより、結露の発生を抑制することができる。また、赤外線ヒータを用いて熱処理する乾式処理に比べて大幅にエネルギーコストが安く、赤外線ヒータを用いたときに発生するような、ライン停止時に絡合ウェブが蓄熱して極めて高い温度になるような現象も抑制される。
【0032】
温度及び湿度が調節された熱風を接触させる処理は、例えば、恒温恒湿装置や調温調湿装置により、結露の発生を抑制しながら絡合ウェブを収縮させるような温度及び湿度が選択され、調整された雰囲気で行われる。このような熱処理の条件としては、次のような条件が選ばれる。
【0033】
湿球温度70〜76℃であり、且つ、乾球温度90〜120℃、さらには、90〜110℃の範囲になるように調温調湿された雰囲気が選ばれる。このような雰囲気に調整することにより、絡合ウェブの表面に結露が発生することを抑制しながら、非水溶性熱収縮性ポリマーを充分に収縮させることができる。
【0034】
なお、乾球温度及び湿球温度の関係は、雰囲気の気温と相対湿度との関係を表す。相対湿度で表した場合、乾球温度90〜120℃の範囲の各温度において、相対湿度が10〜70%、さらには、20〜50%であることが好ましい。なお、スチームを用いた湿熱処理の場合には、相対湿度はほぼ100%である。
【0035】
熱処理雰囲気の乾球温度が120℃を超える場合には、エネルギー効率が悪くなるために余分なエネルギーコストが費やされたり、また、絡合ウェブに好ましくない熱融着や熱変形等が生じるおそれがあり、乾球温度が90℃未満の場合には、絡合ウェブが充分に収縮しなかったり、収縮させるのに要する時間が長くなる。また、相対湿度が低すぎる場合にはエネルギー効率が悪くなり、相対湿度が高すぎる場合には、結露が発生する。
【0036】
また、このような熱処理の時間は、製造工程や目的とする収縮率により適宜調整されるが、通常、5〜60秒間、さらには、10〜30秒間であることが好ましい。熱処理時間が長すぎる場合には生産性が低下し、短すぎる場合には充分に熱を付与することができなくなる傾向がある。
【0037】
このような熱処理による緻密化の程度としては、熱処理前後において、絡合ウェブの収縮率が40〜60%、さらには45〜55%になるように収縮させることが好ましい。また、このような熱処理による緻密化の程度としては、熱処理前後において、絡合ウェブの見かけ密度が2〜4倍、さらには2.5〜3.5倍に変化することが好ましい。また、熱処理後の絡合ウェブの見かけ密度としては、例えば、0.6〜0.75g/cm3程度の範囲であることが好ましい。
【0038】
このような熱処理により、絡合ウェブが緻密化されて、形態保持性や機械的特性が向上される。
【0039】
そして、熱処理された絡合ウェブ中の海島型繊維から海成分の樹脂を除去して極細繊維に変換することにより、極細繊維からなる不織布が得られる。絡合ウェブ中の海成分の樹脂を除去する方法としては、海成分の樹脂のみを選択的に除去しうる水またはアルカリ性水溶液、酸性水溶液などの水溶液、好ましくは熱水で、必要に応じて加熱や加圧をしながら海島型繊維の海成分の樹脂を溶解及び抽出除去する方法が挙げられる。このような方法により、絡合ウェブ中の海島型繊維が島成分の樹脂からなる極細繊維が複数本集まった繊維束に変換される。
【0040】
極細繊維の平均繊度は、0.001〜2dtex、さらには0.002〜0.2dtexであることが好ましい。極細繊維の平均繊度が低すぎる場合には、海島型繊維の極細繊維化処理の際に、極細繊維同士が解けないで集束してしまい、その結果、得られる不織布の剛性が高くなって柔軟性が低下する傾向がある。また、平均繊度が高すぎる場合には、天然皮革のような緻密感やボリューム感が得られにくくなる傾向がある。
【0041】
また、極細繊維は海島型繊維に由来する繊維束を形成していることが好ましい。極細繊維束の平均繊度は、0.5〜10dtex、さらには0.7〜5dtexであることが好ましい。なお、繊維束中の極細繊維の本数は特に限定されないが、工業的な生産性の観点からは5〜1000本、さらには、10〜300本程度であることが好ましい。
【0042】
このような極細繊維からなる不織布の目付としては、140〜3000g/m2、さらには200〜2000g/m2であることが好ましい。
【0043】
また、極細繊維からなる不織布の製造においては、海島型繊維の極細繊維化処理前の絡合ウェブ又は極細繊維化処理後の極細繊維からなる不織布に高分子弾性体を含浸付与することにより、極細繊維不織布と高分子弾性体との複合体である、皮革様シート基材が得られる。
【0044】
高分子弾性体の付与は、極細繊維からなる不織布に、または、極細繊維化処理前の絡合ウェブに、高分子弾性体の水分散体またはエマルジョン等の樹脂液を不織布に含浸させた後、乾式法や湿式法により高分子弾性体を凝固させる。
【0045】
乾式法は、高分子弾性体の樹脂液中の溶媒または分散媒を乾燥等により除去することにより高分子弾性体を凝固させる方法である。また、湿式法は、高分子弾性体の樹脂液中の溶媒または分散媒を高分子弾性体の非溶剤や凝固液中で処理することにより高分子弾性体を凝固させる方法である。
【0046】
高分子弾性体を形成するための樹脂液を含浸させる方法は特に限定されず、例えば、樹脂液に浸漬する方法や、表面から樹脂液を塗布する方法が挙げられる。
【0047】
樹脂液を塗布する方法は、グラビアロール等のロールコーター、ナイフコーター、スプレー、刷毛を用いた塗工など特に限定されないが、膜厚を調整することが容易な点からグラビアロール等のロールコーターを用いた塗工が特に好ましい。
【0048】
なお、高分子弾性体の樹脂液を含浸された極細繊維からなる不織布または絡合ウェブは次いでロール・ニップ処理されることが好ましい。この処理により過剰に付着した高分子弾性体の樹脂液が搾液される。ロール・ニップ処理は、例えば、高分子弾性体の樹脂液を含浸された極細繊維からなる不織布または絡合ウェブをプレスロールとバックアップロールからなるニップロールの間隙を通過させることにより行う。プレスロールとバックアップロールのロール間隙はエアシリンダにより調節される。ロール間隙は特に限定されないが、高分子弾性体の樹脂液を含浸された不織布または絡合ウェブの厚みに対して、10〜50%、好ましくは25〜45%を圧縮させるような間隔であることが好ましい。
【0049】
高分子弾性体の具体例としては、例えば、ポリウレタン弾性体、(メタ)アクリル系高分子弾性体、アクリロニトリル系高分子弾性体、オレフィン系高分子弾性体、ポリエステル弾性体、などが挙げられる。これらの中では、ポリウレタン弾性体、及び、(メタ)アクリル系高分子弾性体がとくに好ましい。
【0050】
ポリウレタン弾性体としては、ポリエステルジオール,ポリエーテルジオール,ポリエーテルエステルジオール,ポリカーボネートジオールなどから選ばれた少なくとも1種類の平均分子量500〜3000のポリマーポリオール、4,4'−ジフェニルメタンジイソシアネート,イソホロンジイソシアネート,ヘキサメチレンジイソシアネートなどの芳香族系,脂環族系,脂肪族系のジイソシアネートなどから選ばれた少なくとも1種のポリイソシアネート、および、エチレングリコール,エチレンジアミン等の2個以上の活性水素原子を有する少なくとも1種の低分子化合物を所定のモル比で1段階あるいは多段階の溶融重合法、塊状重合法、溶液重合法などにより重合反応させて得た各種のポリウレタンエラストマーが挙げられる。ポリウレタンエラストマー中のポリマーポリオール成分の含有量は15〜90質量%が好ましい。
【0051】
また、(メタ)アクリル系高分子弾性体としては、その単独重合体のガラス転移温度が−90〜−5℃の範囲であり、好ましくは非架橋性であるモノマー、例えば、アクリル酸メチル,アクリル酸n−ブチル,アクリル酸イソブチル,アクリル酸イソプロピル,(メタ)アクリル酸n−ヘキシル,(メタ)アクリル酸2−エチルヘキシルなどから選ばれた少なくとも1種類の軟質成分、その単独重合体のガラス転移温度が50〜250℃の範囲であり、好ましくは非架橋性であるモノマー、例えば、メタクリル酸メチル,メタクリル酸エチル,メタクリル酸イソプロピル,メタクリル酸イソブチル,メタクリル酸シクロヘキシル,(メタ)アクリル酸などから選ばれた少なくとも1種類の硬質成分、架橋構造を形成し得る単官能または多官能エチレン性不飽和化合物、または、ポリマー鎖に導入されたエチレン製不飽和モノマー単位と反応して架橋構造を形成し得る化合物、例えば、エチレングリコールジ(メタ)アクリレート,トリエチレングリコールジ(メタ)アクリレート,ポリエチレングリコールジ(メタ)アクリレート,1,4−ブタンジオールジ(メタ)アクリレートなどから選ばれた少なくとも1種類の架橋形成性、エチレン性不飽和モノマーを重合反応させて得た各種のアクリルエラストマーが挙げられる。
【0052】
高分子弾性体の水分散体またはエマルジョン等の樹脂液の高分子弾性体の含有量は、0.1〜60質量%が好ましい。高分子弾性体の樹脂液には、本発明の効果を損なわない範囲で、染料や顔料などの着色剤、凝固調節剤、酸化防止剤、紫外線吸収剤、蛍光剤、防黴剤、浸透剤、消泡剤、滑剤、撥水剤、撥油剤、増粘剤、増量剤、硬化促進剤、発泡剤、ポリビニルアルコールやカルボキシルメチルセルロースなどの水溶性高分子化合物等の各種添加剤を適宜配合してもよい。
【0053】
極細繊維からなる不織布と高分子弾性体との質量比率(不織布/高分子弾性体)は、90/10〜55/45、さらには90/10〜60/40であることが好ましい。高分子弾性体の含有割合が高すぎる場合には通気性が低下する傾向があり、少なすぎる場合には形態安定性が低下する傾向がある。
【0054】
なお、本実施形態の製造方法は、特に、海島型繊維の極細繊維化処理の前の絡合ウェブに高分子弾性体を含浸付与する工程を用いる場合に、高分子弾性体の存在をより均質化する効果を発揮する。海島型繊維の極細繊維化処理の前の絡合ウェブに高分子弾性体を含浸付与する場合、絡合ウェブの結露により融着した部分には空隙が消失しているために、その部分には高分子弾性体が入らなくなる。その結果、極細繊維化後に表層部における高分子弾性体が疎になり、内層部における高分子弾性体が密になる傾向がある。本実施形態の製造方法を用いれば、結露による絡合ウェブの融着を抑制することができるために、厚み方向における高分子弾性体の存在割合をより均質化することができる。
【0055】
このようにして得られる極細繊維からなる不織布と高分子弾性体とを一体化させた皮革様シート基材の厚みは特に限定されないが、具体的には、例えば、0.1〜6mm、さらには、0.3〜4mmであることが好ましい。
【0056】
以上のようにして、本実施形態の極細繊維からなる不織布または皮革様シート基材が得られる。なお、本実施形態の皮革様シートには、さらに必要に応じて、表面に銀面調の被膜を形成させる処理や、表面の繊維を立毛させる立毛処理等の各種後加工を施してもよい。
【0057】
本実施形態の製造方法により得られる皮革様シート基材は、天然皮革に似せた皮革様シートの各用途に特に限定なく用いられうる。具体的には、例えば、鞄,靴,ボール等の表皮材や研磨布等の幅広く用いることができる。
【0058】
次に本発明を実施例によりさらに具体的に説明する。なお、本発明の範囲は実施例の内容により、何ら限定されるものではない。
【実施例】
【0059】
[実施例1]
海成分であるPVAと、島成分である、フタル酸成分の6モル%がイソフタル酸で変性されたPETとを、海成分/島成分が25/75(質量比)となるように250℃の溶融複合紡糸用口金(島数:25島/繊維)から吐出した。そして、紡糸速度が3600m/minとなるようにエジェクター圧力(引き取り風圧)を調整し、平均繊度2.4dtexの海島型繊維をネット上に堆積したスパンボンドシートを得た。
【0060】
次に、表面温度80℃のエンボスロールでネット上のスパンボンドシートを線圧70kg/cmで押さえ、目付30g/m2、厚さ方向に平行な断面上に海島型長繊維の断面が約230個/mm2存在し、巻き取りが可能な程度にまで形態が安定化された繊維ウェブを得た。そして、得られた繊維ウェブに油剤および帯電防止剤を付与した。
【0061】
次に、得られた繊維ウェブをクロスラッピングにより14枚重ねた重ね合わせウェブを作製し、さらに針折れ防止油剤をスプレーした。そして、針先端から第1バーブまでの距離が3.2mmの6バーブ針を用い、重ね合わせウェブを針深度8.3mmで両面から交互に合計で1700パンチ/cm2のパンチ数でニードルパンチすることにより絡合ウェブを得た。なお、ニードルパンチ処理による面積収縮率は30%であった。また、得られた絡合ウェブの目付は480g/m2、見かけ密度は0.21g/cm3であった。
【0062】
次に、絡合ウェブを温度及び湿度が制御されたコンベア式調湿温風装置に18秒間通過させることにより、緻密化された絡合ウェブが得られた。なお、コンベア式調湿温風装置内の雰囲気は乾球温度(Td)が110℃であり、湿球温度(Tw)が73℃であった。このとき、熱処理前後の面積収縮率は54%であった。また、緻密化された絡合ウェブの目付は1040g/m2、見かけ密度は0.713g/cm3であった。なお、収縮率は、熱処理前後のタテとヨコの寸法測定より計算された値である。
【0063】
次に、緻密化された絡合ウェブに対して、ポリカーボネート/エーテル系ポリウレタンを主体とするポリウレタン組成物の水分散液(固形分濃度11質量%)を含浸し、プレス線圧25kg/cm、厚み方向の圧縮率130%(ロール間隙を緻密化された絡合ウェブの厚みの0.75倍に設定)でロール・ニップ処理した(ニップロール:金属ロール/金属ロール)。そして、水分散液が含浸された絡合ウェブを温度及び湿度が制御されたコンベア式調湿温風装置に25秒間通過させることにより、緻密化された絡合ウェブが得られた。なお、コンベア式調湿温風装置内の雰囲気は乾球温度(Td)が110℃であり、湿球温度(Tw)が75℃であった。そして、キュア処理を行って高分子弾性体が海島型繊維間の空隙に存在する高分子弾性体含有絡合ウェブを得た。
【0064】
そして、液流染色機中で95℃の熱水により海島型繊維中のPVAを抽出除去した後、乾燥することにより、イソフタル酸変性ポリエチレンテレフタレートの極細繊維束(極細繊維の平均単繊維繊度:0.02dtex)からなる不織布の内部に高分子弾性体が含有された厚さ約1.9mmの皮革様シート基材を得た。極細繊維からなる不織布とポリウレタン弾性体との比率は1:2であった。
【0065】
そして、皮革様シート基材を製造する工程及び得られた皮革様シート基材について、後述する評価方法に従って評価した。また、その結果を下記表1に示す。
【0066】
[実施例2〜4、及び比較例1〜3]
コンベア式調湿温風装置内の雰囲気の乾球温度(Td)及び湿球温度(Tw)を表1に示すように変更した以外は、実施例1と同様にして皮革様シート基材を製造し、評価した。また、その結果を下記表1に示す。
【0067】
[比較例4]
コンベア式調湿温風装置を用いて絡合ウェブの熱収縮処理を行う代わりに、温度100℃、相対湿度100%のスチームにより熱収縮処理を行った以外は、実施例1と同様にして皮革様シート基材を製造し、評価した。また、その結果を下記表1に示す。
【0068】
[比較例5]
コンベア式調湿温風装置を用いて絡合ウェブの熱収縮処理を行う代わりに、20kw/m2の熱量を赤外線ヒータで30秒間与えることにより熱収縮処理を行った以外は、実施例1と同様にして皮革様シート基材を製造し、評価した。また、その結果を下記表1に示す。
【0069】
評価方法を以下にまとめて示す。
[工程通過性]
A:コンベア式調湿温風装置の出口に配された搬送ロールに対して、樹脂の付着が殆ど見られなかった。また、緻密化された絡合ウェブの表面には結露が殆ど発生していなかった。
B:コンベア式調湿温風装置の出口に配された搬送ロールに対して、樹脂の付着が多く見られた。また、緻密化された絡合ウェブの表面には結露が多く発生しており、表面が糊状であった。
【0070】
[エネルギーコスト]
赤外線ヒータを用いたときのエネルギーコストを1として、相対的なエネルギーコストを概算した。
【0071】
[絡合ウェブ及び皮革様シート基材の均質性]
熱処理後の絡合ウェブの厚み方向の断面を走査型電子顕微鏡(SEM)で観察した。図1(A)に実施例1の絡合ウェブの断面写真、図1(B)に、スチームにより熱処理したときの比較例4の絡合ウェブの断面写真を示す。
また、皮革様シート基材を熱水次いで冷水で交互に洗浄する操作を3回繰り返し、洗浄したサンプルを常温で2質量%の染色液に2〜3分間浸漬した。染料としては赤色含金染料(田岡化学工業(株)製のPM Red531)を用いた。そして、染色後、サンプルを10g/Lの水性洗剤水溶液を用いて常温で3回程度洗浄し、次いで、100〜150℃の乾燥機で充分に乾燥した。この間、サンプル内部の高分子弾性体も染色されるようにニップ操作を3回程度繰り返した。このように染色することにより、染色された高分子弾性体と染色されなかった極細繊維束と空隙との部分のコントラストが高く観察される。
そして、皮革様シート基材の厚み方向の断面もSEMで観察した。そして、下記の評価基準により均質性を評価した。
A:実施例1の断面写真である図1(A)に示すように、絡合ウェブの厚み方向の構造が均質であった。また、皮革様シート基材の赤く染まった部分が断面全体において均質に分散していた。
B:比較例4の断面写真である図1(B)に示すように、絡合ウェブの表面側に海島型繊維の融着が見られた。また、皮革様シート基材の赤く染まった部分が表層においては少なく、中層においては多く分散していた。
【0072】
[充実感]
A:一般的な天然皮革と同等の充実感を有する。
B:一般的な天然皮革に比べて、充実感が乏しい。
結果を表1に示す。
【0073】
【表1】
【0074】
表1の結果から、熱収縮処理として、湿球温度70〜76℃,乾球温度90〜120℃の範囲の温度及び湿度に調節された熱風を接触させる処理を行った実施例1〜4の皮革様シート基材の製造においては、熱処理時に絡合ウェブの表面には結露が殆ど発生していなかった。そのために、工程通過性に優れていた。また、エネルギーコストも1より大きく低かった。また、皮革用シート基材には高分子弾性体が厚み方向に均質に付与されていた。
一方、湿球温度が65℃で相対湿度が17%の雰囲気で熱処理した比較例1の皮革様シート基材の製造においては、結露が殆ど発生せず、工程通過性に優れており、また、エネルギーコストも1より大きく低かったが、充分に緻密に収縮しなかった。これは、湿度が低すぎることにより、熱エネルギーが海島型繊維に充分に伝わらなかったためであると思われる。また、湿球温度が80℃で相対湿度が66%の雰囲気で熱処理した比較例2、及び、湿球温度が80℃で相対湿度が32%の雰囲気で熱処理した比較例3の皮革様シート基材の製造においては、結露が発生し、工程通過性が劣っていた。これは、湿度が高すぎたためであると思われる。また、結露により絡合ウェブの表面が融着していたためか、表面には高分子弾性体が殆ど入っていなかった。また、比較例4のスチーム処理した皮革様シート基材の製造においても、結露が発生し、工程通過性が劣っていた。また、図1(B)に示すように、皮革様シート基材の表面には高分子弾性体が殆ど入っていなかった。
【産業上の利用可能性】
【0075】
本発明の製造方法は、各用途に用いられる天然皮革に似せた皮革様シートを高い品質安定性及び高い生産安定性を維持して製造することができる。
【特許請求の範囲】
【請求項1】
水溶性熱可塑性ポリマーからなる海成分と非水溶性熱収縮性ポリマーからなる島成分とを含む海島型繊維からなる繊維ウェブを製造する第一工程と、
複数の前記繊維ウェブを積層して絡合処理することにより、絡合ウェブを形成する第二工程と、
前記絡合ウェブを熱処理して非水溶性熱収縮性ポリマーを収縮させることにより、緻密化絡合ウェブを形成する第三工程と、
前記緻密化絡合ウェブを形成する海島型繊維から海成分を除去することにより、極細繊維不織布を形成する第四工程と、を備え、
前記第三工程の熱処理が、乾燥状態の前記絡合ウェブに湿球温度70〜76℃,乾球温度90〜120℃の範囲の温度及び湿度に調節された熱風を接触させる処理であることを特徴とする極細繊維不織布の製造方法。
【請求項2】
前記水溶性熱可塑性ポリマーが水溶性ポリビニルアルコールであり、前記非水溶性熱収縮性ポリマーがポリエステル系樹脂である請求項1に記載の極細繊維不織布の製造方法。
【請求項3】
前記第三工程の熱処理により、前記絡合ウェブの見かけ密度を2.5〜3.5倍高めて絡合ウェブを緻密化する請求項1または2に記載の極細繊維不織布の製造方法。
【請求項4】
皮革様シート基材の製造方法であって、
請求項1〜3の何れか1項に記載の極細繊維不織布の製造方法を備え、
前記第三工程と前記第四工程との間に、さらに、
前記緻密化絡合ウェブに高分子弾性体の水性液を含浸させた後、高分子弾性体を凝固させることにより、緻密化絡合ウェブと高分子弾性体との複合体を形成する工程を備える、皮革様シート基材の製造方法。
【請求項5】
皮革様シート基材の製造方法であって、
請求項1〜3の何れか1項に記載の極細繊維不織布の製造方法を備え、
前記第四工程の後に、さらに、
前記極細繊維不織布に高分子弾性体の水性液を含浸させた後、高分子弾性体を凝固させることにより、極細繊維不織布と高分子弾性体との複合体を形成する工程を備える、皮革様シート基材の製造方法。
【請求項1】
水溶性熱可塑性ポリマーからなる海成分と非水溶性熱収縮性ポリマーからなる島成分とを含む海島型繊維からなる繊維ウェブを製造する第一工程と、
複数の前記繊維ウェブを積層して絡合処理することにより、絡合ウェブを形成する第二工程と、
前記絡合ウェブを熱処理して非水溶性熱収縮性ポリマーを収縮させることにより、緻密化絡合ウェブを形成する第三工程と、
前記緻密化絡合ウェブを形成する海島型繊維から海成分を除去することにより、極細繊維不織布を形成する第四工程と、を備え、
前記第三工程の熱処理が、乾燥状態の前記絡合ウェブに湿球温度70〜76℃,乾球温度90〜120℃の範囲の温度及び湿度に調節された熱風を接触させる処理であることを特徴とする極細繊維不織布の製造方法。
【請求項2】
前記水溶性熱可塑性ポリマーが水溶性ポリビニルアルコールであり、前記非水溶性熱収縮性ポリマーがポリエステル系樹脂である請求項1に記載の極細繊維不織布の製造方法。
【請求項3】
前記第三工程の熱処理により、前記絡合ウェブの見かけ密度を2.5〜3.5倍高めて絡合ウェブを緻密化する請求項1または2に記載の極細繊維不織布の製造方法。
【請求項4】
皮革様シート基材の製造方法であって、
請求項1〜3の何れか1項に記載の極細繊維不織布の製造方法を備え、
前記第三工程と前記第四工程との間に、さらに、
前記緻密化絡合ウェブに高分子弾性体の水性液を含浸させた後、高分子弾性体を凝固させることにより、緻密化絡合ウェブと高分子弾性体との複合体を形成する工程を備える、皮革様シート基材の製造方法。
【請求項5】
皮革様シート基材の製造方法であって、
請求項1〜3の何れか1項に記載の極細繊維不織布の製造方法を備え、
前記第四工程の後に、さらに、
前記極細繊維不織布に高分子弾性体の水性液を含浸させた後、高分子弾性体を凝固させることにより、極細繊維不織布と高分子弾性体との複合体を形成する工程を備える、皮革様シート基材の製造方法。
【図1】

【公開番号】特開2013−72166(P2013−72166A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−214583(P2011−214583)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]