
構造体、レーザ加工方法及び真贋判定方法
【課題】 光吸収剤を用いることなく、簡易な手法で、透明性を示すプラスチックからなる被加工物に容易にレーザマーキングを施すことを可能とする。
【解決手段】 レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する構造体10であって、レーザ光の吸収を高めるように高分子化合物の少なくとも一部分に光を照射して改質させた。
【解決手段】 レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する構造体10であって、レーザ光の吸収を高めるように高分子化合物の少なくとも一部分に光を照射して改質させた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザ加工の対象物である構造体、レーザ光を照射して所定の加工を行うレーザ加工方法、及び、このレーザ加工方法を利用した真贋判定方法に関し、特に、上記所定の加工がレーザマーキングである構造体、レーザ加工方法及び真贋判定方法に関する。
【背景技術】
【0002】
様々な工業製品に、文字,記号,マークなどを施すことをマーキングという。このマーキングの対象物としては、例えば、製品の容器や筐体,基板,タグなどがあり、これら対象物に対して、識別番号,ロットナンバー,バーコード,製造日等が施される。
マーキングの手法には、例えば、スタンプ,ラベル,刻印,レーザマーキングなどがあるが、中でもレーザマーキングは、見た目が綺麗なこと,劣化がほとんどないこと,加工時間が短いこと,省力化が図れることなどの利点を有することから各種分野において採用されている。
【0003】
レーザマーキングは、多くの工業製品を対象とするものの、レーザ光に対して透明性を示す高分子加工物(プラスチック)に対しては、施すことが困難である。
これは、そうした被加工物の場合、レーザ光の吸収が小さく、光と物質の相互作用(例えば、光熱変換)が起こりにくいためである。
【0004】
そこで、レーザ光に対して透明性を示す高分子加工物からなる被加工物に対してもレーザマーキングを可能とする技術が提案されている。
例えば、レーザ光の吸収が大きい物質(光吸収剤)を被加工物中に分散させたり、被加工物の表面に塗布したりする技術が提案されている(例えば、特許文献1参照。)。
この技術によれば、分散又は塗布された物質によりレーザ光の吸収率が高まるため、レーザマーキングが可能となる。特に、カーボンブラックを所定量含有する熱可塑性樹脂組成物によって被覆された成形品にあっては、鮮明なコントラストを有するレーザマーキングが可能となる。
【0005】
また、レーザ光の吸収率の高い溶液を底面に接触させた透明体に、レンズを用いて集光したレーザ光を上面から照射し、その溶液と接触する透明体の界面部に形成された孔が透明体の内部に進展するにつれてレーザ光の焦点が孔の最深部に合うようにレンズと透明体との相対位置を変化させながら透明体をエッチング処理する技術が提案されている(例えば、特許文献2参照。)。
この技術によれば、透明体では吸収されずに通過したレーザ光が溶液で吸収されるため、この溶液に接触した透明体に間接的にレーザエネルギーを伝達させて、その透明体の表面をエッチングすることができる。
【特許文献1】特開平05−92657号公報
【特許文献2】特開2007−175778号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した特許文献1又は2に記載の技術においては、次のような問題があった。
例えば、特許文献1に記載の技術は、新たに光吸収剤が必要となるのでコストの増加に繋がっていた。
また、光吸収剤を分散あるいは塗布する工程が加わるので、作業が煩雑になっていた。
さらに、光吸収剤にカーボンブラックを用いると、透明の被加工物が黒くなるため、透明の状態で製品化することができなかった。
【0007】
また、特許文献2に記載の技術は、レーザ光の焦点が孔の最深部に合うようにレンズと透明体との相対位置を変化させるという高度な技術を必要とするため、実用的でなかった。
さらに、新たに光吸収溶液が必要となるため、コストアップに繋がっていた。
【0008】
本発明は、上記の問題を解決すべくなされたものであり、光吸収剤や光吸収溶液などを用いることなく、簡易な手法で、レーザ光に対し透明性を示すプラスチックを少なくとも一部に有する被加工物に容易にレーザマーキングを施すことを可能とする構造体、レーザ加工方法及び真贋判定方法の提供を目的とする。
【課題を解決するための手段】
【0009】
この目的を達成するため、本発明の構造体は、レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する構造体であって、レーザ光の吸収を高めるように高分子化合物の少なくとも一部分に光を照射して改質させた構成としてある。
【0010】
また、本発明のレーザ加工方法は、被加工物にレーザ加工を施すレーザ加工方法であって、被加工物が、レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有し、高分子化合物の少なくとも一部分に光を照射して改質した後に、該改質部分にレーザ光を照射して所定の加工を行う方法としてある。
【0011】
また、本発明の真贋判定方法は、レーザ光を照射することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、真正品と判定させる被加工物の少なくとも一部分に光を照射して改質しておく準備段階と、被加工物にレーザ光を照射したときにマーキングが施されると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、マーキングが施されないと、偽造品であると判定する真贋判定段階とを有した方法としてある。
【0012】
また、本発明の真贋判定方法は、レーザ光を照射することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、真正品と判定させる被加工物に、文字又は図形の形状に形成された開口部を有する遮蔽板を介して光を照射して改質しておく準備段階と、被加工物にレーザ光を照射したときに開口部と同じ文字又は図形の形状でマーキングが施されると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、マーキングが施されない、または所定の形状と異なる形状でマーキングが施されると、偽造品であると判定する真贋判定段階とを有した方法としてある。
【0013】
また、本発明の真贋判定方法は、照明することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、真正品と判定させる被加工物の少なくとも一部分に光を照射して改質しておく準備段階と、被加工物を照明したときに透過光又は反射光に濃淡が現れると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、濃淡が現れないと、偽造品であると判定する真贋判定段階とを有した方法としてある。
【0014】
また、本発明の真贋判定方法は、照明することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、真正品と判定させる被加工物に文字又は図形の形状に形成された開口部を有する遮蔽板を介して光を照射して改質しておく準備段階と、被加工物を照明したときに透過光又は反射光に開口部と同じ文字又は図形の形状で濃淡が現れると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、濃淡が現れない、または所定の形状と異なる形状で濃淡が現れると、偽造品であると判定する真贋判定段階とを有した方法としてある。
【発明の効果】
【0015】
本発明の構造体、レーザ加工方法及び真贋判定方法によれば、光を照射することで被加工物の高分子化合物が改質して、レーザ光の吸収率を高めることができる。これにより、レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する被加工物であっても、その高分子化合物に容易にレーザマーキングを施すことができる。
また、レーザ光の吸収率を高める手法が光の照射であるため、光吸収剤等を用いなくてもよいことから、コストアップを抑えることができる。しかも、光吸収剤を分散あるいは塗布する工程が無いことから、作業工程を簡略化できる。
さらに、レーザ光の吸収率を高める手法が光の照射であることから、被加工物の透明が損なわれず、透明を維持した状態で製品化することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明に係る構造体、レーザ加工方法及び真贋判定方法の好ましい実施形態について、図面を参照して説明する。
【0017】
[レーザ加工方法]
まず、本発明のレーザ加工方法の実施形態について、図1を参照して説明する。
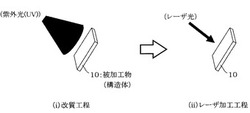
同図は、本実施形態のレーザ加工方法の手順(被加工物(構造体)を形成するための工程)を示す工程図である。
同図に示すように、本実施形態のレーザ加工方法は、改質工程(同図(i))と、レーザ加工工程(同図(ii))とを有している。
【0018】
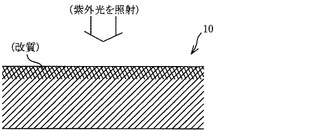
ここで、改質工程とは、被加工物10を改質することを目的として、光を照射する工程をいう。
被加工物10は、少なくとも一部に高分子化合物を有している。つまり、被加工物10の一部が高分子化合物で形成されている場合と、被加工物10の全体が高分子化合物で形成されている場合とを含む。
なお、前者の例としては、次のものを含むことができる。例えば、被加工物10が2層以上の積層構造になっており、そのうちの少なくとも1層以上が高分子化合物で形成されている場合を含むことができる。また、例えば、被加工物10がシート状に形成されており、その一部分が高分子化合物で形成されているものを含むことができる。
【0019】
高分子化合物は、レーザ光に対して透明性を示す。
「透明性」については、次のように定義される。
ある物質が、レーザ光の波長に対して、透過率が70%以上の場合を「透明性」、透過率が10%以上70%未満の場合を「半透明性」、透過率が10%未満の場合を「不透明性」とする。
【0020】
具体例を図2に示す。同図は、高分子化合物である延伸PETシートの透過スペクトルを示すグラフである。
同図に示すように、被加工物10が延伸PETシートの場合、波長が約330nm以上のレーザ光に対しては「透明性」の性質を示し、波長が約325nm付近のレーザ光に対しては「半透明性」の性質を示し、波長が320nm以下のレーザ光に対しては「不透明性」の性質を示す。
【0021】
このように、被加工物10は、高分子化合物で形成された部分が、レーザ光の波長に応じて、上記いずれかの性質を示す。
そして、ある波長に対して高分子化合物が透明性を示す場合、その波長のレーザ光は高分子化合物の内部まで進入する。つまり、レーザ光の吸収が小さく、光と物質の相互作用(例えば、光熱変換など)が起こりにくい。
一方、不透明性を示す場合、レーザ光は高分子化合物の表面近傍にしか進入しない。
【0022】
改質工程において、被加工物10に照射する光には、紫外光が含まれる。
紫外光(紫外線、UV)は、波長が10〜400nm、すなわち可視光線よりも短く、軟X線より長い不可視光線の電磁波である。
この紫外光を照射することで、高分子化合物が改質する。
例えば、高分子化合物(プラスチック)の一種であるポリエチレンテレフタレート(PET)のシートに対してUV照射を行うと、照射側の表面から高分子鎖の分解と酸化が起こる。そして、オリゴマーとPET主鎖中に酸化官能基が生成され、この酸化官能基が、特定の波長の光を吸収することとなる。こうして改質した高分子化合物は、上記の波長に含まれるレーザ光の吸収率が高くなり、光と物質の相互作用が起こりやすくなる。
【0023】
なお、発明者は、UV処理後の被加工物10(具体的には、高分子化合物であるPETシート)の表面を分析した。その結果、オリゴマーが生成されていることがわかった。
また、特許請求の範囲の請求項4及び請求項11に、「改質のために照射する光には、400nm以下の波長の紫外光が含まれる」とあるが、ここでいう紫外光とは、高分子化合物(被加工物)の分解や酸化に寄与する波長の紫外光のことである。
【0024】
レーザ加工工程とは、改質工程で一部又は全部が改質された高分子化合物に対し、その改質部分の一部又は全部にレーザ光を照射して、所定の加工を行う工程をいう。
高分子化合物は、紫外光の照射によりレーザ光の吸収率が高められているため、所定のレーザ加工を容易に行うことができる。ここで、所定のレーザ加工には、例えば、レーザマーキングなどが含まれる。
なお、本実施形態において、レーザマーキングとは、構造色を発現する部位が一様に形成された領域、または構造色を発現する部位を適切に配置することにより描かれた文字,図形,記号などを指す。このレーザマーキングの実施例としては、例えば、図9(iii-1)に示すように、被加工物10の表面11に施された星形の図形等が挙げられる。
【0025】
[レーザマーキング方法]
次に、レーザ加工工程におけるレーザマーキング方法について、図2、図3を参照して説明する。
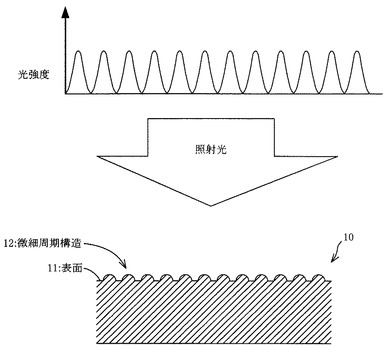
図3は、周期的強度分布を有した光を被加工物に照射する様子を示す図である。
【0026】
レーザ加工工程において、被加工物10は、この被加工物10が透明性を示す波長領域に含まれる波長の光が照射される。具体的には、波長が330nm以上(例えば、YAGレーザ第3高調波(THG−YAG):波長355nm(図2参照))の光が照射される。
ここで、被加工物10が改質工程を経ていないときは、レーザ光の吸収率が低いため、波長が330nm以上のレーザ光を照射しても、レーザマーキングを施すことはできない。
一方、被加工物10が改質工程を経ているときは、レーザ光の吸収率が高いため、波長が330nm以上のレーザ光を照射すると、レーザマーキングを施すことができる。
【0027】
さらに、図3に示すように、周期的強度分布を有した光(照射光)を被加工物10に照射することで、被加工物10の表面11に微細周期構造12を形成することができる。この微細周期構造12は、周期的強度分布と同じ周期で形成される。
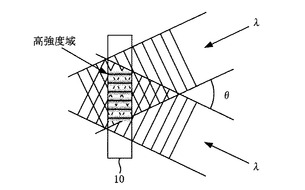
特に、図4に示すように、透明性を示す波長のレーザ光を、干渉領域で被加工物10に照射すると、被加工物10の表面11に周期的な光強度分布が励起し、高強度部でレーザアブレーションが発生する。
レーザアブレーションとは、レーザ光を物質に照射したとき、その物質が分子クラスターとなって表面から飛散する現象をいう。
このレーザアブレーションが発生することで、被加工物10の表面11に周期構造12が形成される。
【0028】
[構造体]
次に、本発明の構造体の実施形態について、図3、図5、図6を参照して説明する。
図5は、改質工程が行われる前の被加工物(構造体)10の断面形状を示す断面模式図、図6は、改質工程が行われた後の構造体10の断面形状を示す断面模式図である。
【0029】
構造体10は、少なくとも一部に高分子化合物を有している(図5参照)。この高分子化合物は、レーザ光に対し透明性の性質を有している。
この構造体10は、改質工程を経ると、レーザ光の吸収率が高まった部分(改質部分)を有する(図6参照)。これは、改質工程において、高分子化合物の一部又は全部に紫外光が照射され、この照射された部分が改質するためである。
さらに、構造体10は、レーザ加工工程を経ると、表面11に微細周期構造12を有する(図3参照)。これは、レーザ加工工程において、その改質した部分に、レーザ光が照射されると、表面11に微細周期構造12が形成されるためである。
【0030】
[レーザ光照射装置]
次に、周期的強度分布を有するレーザ光を発生するためのレーザ光照射装置について、図7を参照して説明する。
同図は、レーザ光照射装置の構成を示す模式的斜視図である。
同図に示すように、レーザ光照射装置20は、レーザ発振器21と、ビームスプリッタ(透過型回折光学素子)22と、凸レンズ23と、マスク24と、凸レンズ25とを備えている。
【0031】
レーザ発振器(レーザ光源)21は、レーザを出力する装置であって、例えば、YAGレーザ、YVO4レーザ、YLFレーザなどのナノ秒レーザもしくはピコ秒レーザ、または、Ti:サファイアレーザなどのフェムト秒レーザを用いることができる。これらパルスレーザは、数Hz〜数十kHzの繰り返し周波数を有するが、この繰り返し周期の間蓄えられたエネルギーを数fs〜数十nsという極めて短い時間幅で放出する。そのため、少ない入力エネルギーから高いピークパワーを効率的に得ることができる。
【0032】
このレーザ発振器21は、照射パルス数を調整する機能を有している。また、レーザ発振器21は、レーザの出力を調整することで、エネルギー密度(フルエンス:1パルスの照射面積あたりのエネルギー)をコントロールすることもできる。
なお、エネルギー密度のコントロールは、レーザ発振器21におけるレーザ出力の調整の他、例えば、レーザ出力が同じで照射ビーム径を変化させることによっても実現できる。
【0033】
ビームスプリッタ22は、表面に微細な凹部又は凸部が周期的に刻まれているために回折を起こす、透過型の光学素子であって、レーザ光を複数の光束に分割する。
凸レンズ23は、例えば、焦点距離が200mmの合成石英平凸レンズを用いることができ、この場合はビームスプリッタ22から200mmの位置に置かれる。そして、凸レンズ23は、ビームスプリッタ22で分割された複数の光束を通す。
【0034】
マスク24は、凸レンズ23を通過した光束が焦点を結ぶ位置に置かれ、複数の光束のうち干渉に不必要な光束を遮り、必要な光束のみを通過させる。
凸レンズ25は、例えば、焦点距離が100mmの合成石英平凸レンズを用いることができ、マスク24を通過した光束を集光し、光束を交差させ干渉させる。この干渉した領域は、図4に示すように高強度域の分布となり、この領域で被加工物10に照射する。
【0035】
[実施例]
次に、実施例について説明する。
【0036】
(実施例1)
被加工物10として、厚さ150μmの延伸PETシートを複数枚用意した。
これらのうちの一枚又は数枚の延伸PETシートに、水銀・キセノンランプ(ウシオ電機製)から発せられる紫外光を、12cm離れたところから、10分間照射した。
ここで、延伸PETシートの波長355nmにおける透過率を測定した結果、照射前が82.3%、照射後が76.7%であった。
【0037】
続いて、UV照射した上記の延伸PETシートと未照射の延伸PETシートを用意し、延伸PETシートにおいて透明性を示すQ−スイッチパルスYAGレーザ第3高調波(波長355nm)をレーザ光照射装置により照射した。
ここで、パルスYAGレーザの仕様は、パルス幅5ns、繰り返し周波数10Hzであった。また、照射エネルギー密度が400[mJ/cm2]のときに、パルス1発、同100[mJ/cm2]のときに、パルス15発を照射した。
【0038】
その結果を図8(i)〜(iii)に示す。同図(i)に示すように、未照射のPETシートでは、全く変化がみられなかった。一方、同図(ii),(iii)に示すように、UV照射しておいたPETシートでは、UV照射面にレーザマーキングが施され、構造色が観察された。
なお、同図(ii)に示す画像において、上半分に施されたレーザマーキングは、フルエンスが400[mJ/cm2]のレーザ光を1発照射した場合、下半分に施されたレーザマーキングは、フルエンスが100[mJ/cm2]のレーザ光を15発照射した場合を示す。
また、同図(iii)は、同図(ii)に示す延伸PETシートのレーザマーキングが施された部分の拡大SEM像である。
このように、実施例1を行った結果、高分子化合物に前もって紫外光を照射しておくことで、レーザ加工を行えることがわかった。
【0039】
(実施例2)
被加工物10として、厚さ150μmの延伸PETシートを複数枚用意した。
これらのうちの一枚又は数枚の延伸PETシートに、水銀・キセノンランプ(ウシオ電機製)から発せられる紫外光を、55mm離れたところから、5秒間照射した。
ここで、延伸PETシートの波長355nmにおける透過率を測定した結果、照射前が82.3%、照射後が82.1%であった。
【0040】
続いて、UV照射した上記の延伸PETシートと未照射の延伸PETシートを用意し、延伸PETシートにおいて透明性を示すQ−スイッチパルスYAGレーザ第3高調波(波長355nm)を干渉光学系(レーザ光照射装置20)により照射した。
ここで、パルスYAGレーザの仕様は、パルス幅5ns、繰り返し周波数10Hzであった。また、照射エネルギー密度が400[mJ/cm2]のときに、パルス1発を照射した。
その結果、未照射のPETシートでは、全く変化がみられなかった。一方、UV照射したPETシートでは、UV照射面にレーザマーキングが施され、構造色が観察された。
このように、実施例2を行った結果、高分子化合物から55mm離れたところから紫外光を5秒間照射した場合でも、レーザ加工を行えることがわかった。
【0041】
(実施例3)
被加工物10として、厚さ150μmの延伸PETシートを4枚用意した。
これらのうち1枚の延伸PETシートには、発光ピーク波長が254nmのUVランプ(ブラックライト)を90分間照射した。また、他の1枚には、302nmのUVランプを同じ時間照射した。さらに他の1枚には、365nmのUVランプを同じ時間照射した。そして、残りの延伸PETシートには、UVランプを照射しなかった。
ここで、延伸PETシートの波長355nmにおける透過率は、未照射が82.3%、254nm照射後が80.4%、302nm照射後が77.9%、365nm照射後が81.8%であった。
【0042】
続いて、上記4枚の延伸PETシートに対して、YAGレーザ第3高調波(波長355nm)をレーザ光照射装置により照射した。
各ピーク波長でUV照射したそれぞれのPETシートに、照射エネルギー密度400[mJ/cm2]でパルス1発を照射した結果、365nm照射のPETシートでは全く変化がみられなかったが、254nm照射と302nm照射のPETシートではUV照射面にレーザマーキングが施された。
【0043】
[真贋判定方法]
次に、本実施形態のレーザマーキングを利用した真贋判定方法について、図9、図10を参照して説明する。
図9は、真贋判定方法の第一実施例の手順を示す図である。図10は、真贋判定方法の第二実施例の手順を示す図である。
【0044】
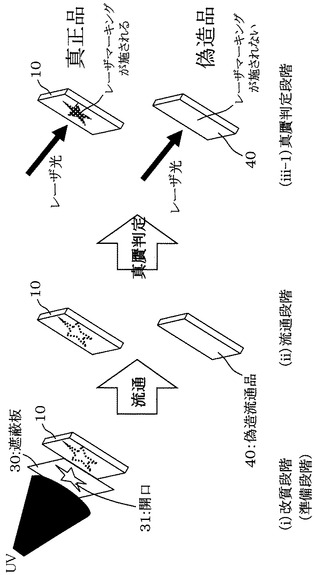
(第一実施例)
第一実施例は、被加工物又は偽造流通品にレーザ光を照射して、それら被加工物等の真贋を判定するものである。
図9に示すように、本実施例の真贋判定方法は、改質段階(準備段階、同図(i))と、流通段階(同図(ii))と、真贋判定段階(同図(iii-1))とを有している。
【0045】
ここで、改質段階は、被加工物10の高分子化合物の全部又は一部に紫外光を照射する段階である。
紫外光は、高分子化合物の全体に照射してもよく、また、一部に照射してもよい。
紫外光を被加工物10の一部に照射する場合は、同図(i)に示すように、遮蔽板30を用いることができる。
遮蔽板30は、紫外光照射装置(図示せず)と被加工物10との間に設けられた部材であって、開口31が形成されている。
【0046】
開口31は、紫外光の一部を通過させるための開放部分である。遮蔽板30が開口31を有することで、紫外光照射装置から出力された紫外光は、一部が遮蔽板30の本体で遮られて被加工物10まで届かないものの、他は開口31を通過して被加工物10に到達する。
そして、被加工物10の表面11には、その開口31と同じ形状で紫外光が照射され、この照射した範囲が、レーザマーキングが可能な範囲として記録される。
なお、開口31は、文字,図形,記号など、種々の形状に形成できる。
また、改質段階は、真贋判定段階で真正品と判定させる被加工物10に対して、流通段階への移行前に、予め光を照射して改質しておく段階であるため、準備段階としての意味を含む。
【0047】
流通段階は、紫外光が照射された被加工物10が、製品そのもの又は製品に付されたかたちで流通する段階である。
この流通段階において、被加工物10は、既に紫外光が照射されている。ただし、そのUV照射された箇所の透過率の変化は小さいので、照射部分の色味の変化は、視覚的に差異がほとんど無く、UVが未照射の箇所と区別がつかない。このため、紫外光が照射されていない偽造流通品40(被加工物10の模倣品)が出回った場合、この偽造流通品40と被加工物10とを目視で区別することはできない。
【0048】
真贋判定段階は、被加工物10又は偽造流通品40にレーザ光を照射したときに、レーザマーキングが施されるか否か、または、施されたレーザマーキングが所定の形状か否かによって、真正品であるか否かを判断する段階である。
例えば、レーザ光を照射したときにレーザマーキングが施された場合、または、その施されたレーザマーキングが所定の形状である場合には、この照射対象は、予め紫外光が照射された被加工物10であると判断できる。そして、この被加工物10そのもの又は被加工物10が付された製品(判定対象物)は、真正品であると判定できる。
一方、レーザ光を照射してもレーザマーキングが施されない場合、または、その施されたレーザマーキングが所定の形状でない場合には、この照射対象は、紫外光が照射されていない偽造流通品40であると判断できる。そして、この偽造流通品40そのもの又は偽造流通品40が付された製品は、偽造品であると判定できる。
【0049】
なお、改質段階において、遮蔽板30などを用いずに、被加工物10の全体に紫外光を照射したときは、真贋判定段階において、レーザを照射したときに、その被加工物10にレーザマーキングが施されたか否かを見ることによって真贋を判定する。
一方、改質段階において、遮蔽板30を介して紫外光を照射したことで、被加工物10に所定形状の改質部分が形成されたときは、真贋判定段階において、レーザを照射したときに、その被加工物10にその所定の形状でレーザマーキングが施されたか否かを見ることによって真贋を判定する。
【0050】
このように、予めUV照射された被加工物10が市場に流通する過程で、UVが未照射の模倣品が混入してきた場合でも、レーザマーキングが施されるか否か、または、特定の形状で施されるか否かを試行することで、真贋の判定を容易に行うことができる。
【0051】
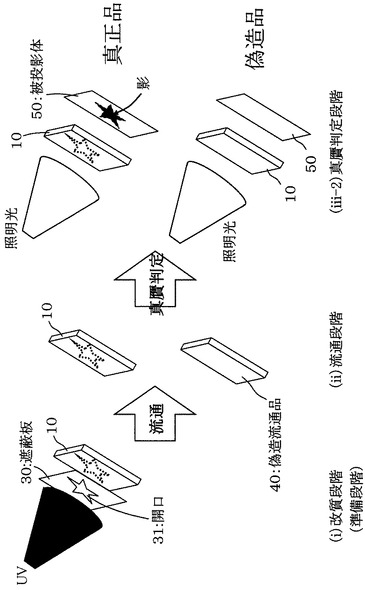
(第二実施例)
第二実施例は、被加工物又は偽造流通品を照明することで、その透過光又は反射光に所定の形状の濃淡が現れるか否かを見ることにより、それら被加工物等の真贋を判定するものである。
【0052】
図10に示すように、本実施例の真贋判定方法は、改質段階(準備段階、同図(i))と、流通段階(同図(ii))と、真贋判定段階(同図(iii-2))とを有している。
ここで、改質段階及び流通段階は、第一実施例における改質段階及び流通段階と同様である。
【0053】
真贋判定段階は、被加工物10又は偽造流通品40(照明対象物)に照明光をあてたときに、その透過光又は反射光の濃淡が所定の形状で被投影体50に現れるか否かを見ることで、真正品であるか否かを判断する段階である。
例えば、照明対象物を照明することで、被投影体50に濃淡が現れ、この濃い影の部分が所定の形状で現れていると、その照明対象物は、被加工物10であると判断できる。そして、この被加工物10そのもの又は被加工物10が付された製品(判定対象物)は、真正品であると判定できる。
一方、照明しても被投影体50に濃淡が現れないとき、又は、濃淡が現れても所定の形状で現れていないときは、その照射対象物は、偽造流通品40であると判断できる。そして、この偽造流通品40そのもの又は偽造流通品40が付された製品は、偽造品であると判定できる。
【0054】
このように判定できる理由は、次による。
真正品である被加工物10には、改質段階で、予め紫外光が所定の形状で照射されている。この照射部分は改質していることから、他の部分に比べて所定波長の光の吸収率が高まっている。
そして、真贋判定段階で、被加工物10に照明光をあてると、改質部分が他の部分よりも光を吸収する。このため、被投影体50には、改質部分の形状に応じた影が映し出される。
これに対し、偽造品である偽造流通品40には、紫外光が照射されておらず、被加工物10のような改質部分が存在しない。このため、真贋判定段階で、偽造流通品40に照明光をあてても、被投影体50に濃淡が映し出されない。
【0055】
この本実施例の具体例について説明する。ここでは、被加工物10にPETを用いた場合について説明する。
PETの改質部分は、未改質部分と比べて波長355nm近傍(仮に、改質波長帯と呼ぶ)の吸収率が高まっている。そのため、改質波長帯を含む光で判定対象物を照明すると、透過光または反射光の改質部分に相当する箇所だけが光量が減少する。この濃淡(つまりは影)の有無あるいは形状により真贋を判定する。
このとき、改質波長帯は不可視域であるので、カメラなどの撮像素子を用いて実施することになる。また、用いる照明光は、レーザ光と同じ波長であっても、光強度が低いので、レーザ光のように加工は施されない。
【0056】
このように、予めUV照射された被加工物10が市場に流通する過程で、UVが未照射の模倣品が混入してきた場合でも、被加工物10を照明して、その透過光又は反射光に濃淡が現れているか否かを見ることで、真贋の判定を容易に行うことができる。
【0057】
なお、照明光は、周囲よりも明るく照明して、透過光又は反射光に濃淡が現れる光であればよく、照明装置が特定されたり、光度,輝度,照度,光量などの下限値が限定されたりするものではない。
また、被投影体50は、透過光又は反射光の濃淡を映し出すことが可能な面であればよく、材質,形状,大きさ,色などが限定されるものではない。
【0058】
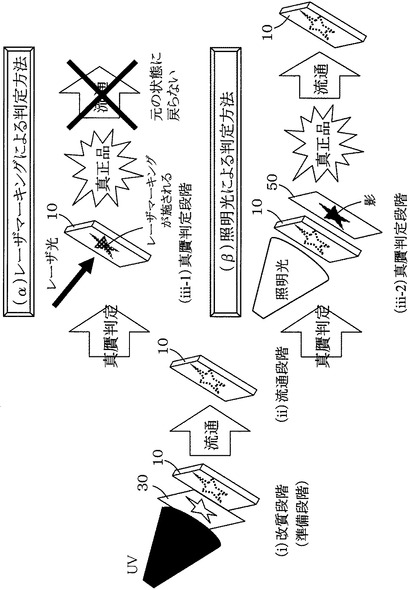
(第二実施例の優位性)
次に、第二実施例の優位性について、図11を参照して説明する。
同図は、真贋判定方法について、第一実施例と第二実施例とを対比した図である。
同図に示すように、第一実施例と第二実施例とは、改質段階(i)と流通段階(ii)が共通しているものの、真贋判定段階(iii)が異なっている。
【0059】
第一実施例の真贋判定段階(iii-1)は、同図(α)(レーザマーキングによる判定方法)に示すように、被加工物10にレーザ光を照射して、所定の形状でマーキングが施されるか否かを見ることで真贋を判定している。
ここで、レーザマーキングは、不可逆変化であるので、一度施されると、施される前の状態に戻すことはできない。このため、被加工物や付加された対象物は、その後は流通不可能になってしまう。
【0060】
これに対し、本実施例の真贋判定段階(iii-2)は、同図(β)(照明光による判定方法)に示すように、被加工物10を照明し、この透過光又は反射光に所定形状の濃淡が現れるか否かを見ることで真贋を判定している。
ここで、被加工物10は、照明されるだけで、何ら変化は生じない。このため、真贋判定段階(iii-2)を経た後も、その被加工物10を流通させることができる。
【0061】
このように、真贋判定方法の第一実施例と第二実施例とを比較した場合、共通した効果として、流通品の真贋を判定できる点を挙げることができるが、被加工物10やこれを付した製品をその後も流通過程にのせる場合には、第二実施例を用いることが望ましい。
【0062】
以上説明したように、本実施形態の構造体、レーザ加工方法及び真贋判定方法によれば、透明プラスチックからなる被加工物に波長400nm以下の紫外光(UV)が含まれる光を照射し、被加工物を改質することで、この被加工物におけるレーザ光の吸収が増大するため、レーザマーキングを施しやすくすることができる。
また、前述の特許文献1に開示された光吸収剤や特許文献2に開示された光吸収溶液などを用いないので、レーザマーキングの工程の簡略化とコストの低減を図ることができる。
さらに、UV照射した箇所だけ現れる隠しマーキングを利用することで、偽造防止機能を付与できる。
【0063】
以上、本発明の構造体、レーザ加工方法及び真贋判定方法の好ましい実施形態について説明したが、本発明に係る構造体、レーザ加工方法及び真贋判定方法は上述した実施形態にのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることは言うまでもない。
例えば、上述した実施形態では、被加工物の材質としてポリエチレンテレフタレート(PET)を挙げたが、PETに限定されるものではなく、例えば、ポリスチレン、ポリエチレン、ポリプロピレン、ポリカーボネート、ナイロン樹脂、アクリル樹脂、塩化ビニル樹脂、フェノール樹脂などの高分子化合物などを材料として用いることができる。また、ポリエチレンナフタレート(PEN)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)などのポリエステル化合物等を材料として用いることもできる。ただし、レーザ光の照射により周期構造12が形成されることを要する。
【0064】
また、上述した真贋判定方法の実施形態では、レーザマーキングの形成の有無により真贋を判定していたが、この判定の仕方に限るものではなく、例えば、レーザマーキングが施された場合でも、特定の形状でなければ偽造品であると判定することもできる。
【0065】
ここまで、所定のレーザ加工としてレーザマーキングについて説明したが、本案件は、それ以外の穴開け、切断などのレーザ加工にも有効なレーザ加工方法であると考えられる。この場合、特には薄い被加工物が最適である。
【産業上の利用可能性】
【0066】
本発明は、レーザ加工に関する発明であるため、レーザ加工を行う方法、その対象物である物品、レーザ加工に用いる装置、レーザ加工を利用した真贋判定などに利用可能である。
【図面の簡単な説明】
【0067】
【図1】本発明の実施形態におけるレーザ加工方法の工程を示す模式図であって、(i)は、改質工程、(ii)は、レーザ加工工程を示す。
【図2】被加工物(延伸PETシート)の透過スペクトルを示すグラフである。
【図3】周期的強度分布を有する光を被加工物に照射する様子を示す波形図及び断面模式図である。
【図4】被加工物に照射される光の干渉領域を示す図である。
【図5】本発明の実施形態における構造体の構造を示す断面模式図である。
【図6】改質工程における構造体の構造を示す断面模式図である。
【図7】レーザ光照射装置の構成を示す斜視図である。
【図8】レーザ光が照射された後の被加工物の外観を示す拡大図であって、(i)は、紫外光を照射しなかった場合、(ii)は、紫外光を予め照射した場合、(iii)は、(ii)の場合のSEM像を示す。
【図9】真贋判定方法の第一実施例の手順を示す模式図であって、(i)は、改質段階、(ii)は、流通段階、(iii-1)は、真贋判定段階を示す。
【図10】真贋判定方法の第二実施例の手順を示す模式図であって、(i)は、改質段階、(ii)は、流通段階、(iii-2)は、真贋判定段階を示す。
【図11】真贋判定方法の第一実施例と第二実施例の各手順を示す模式図である。
【符号の説明】
【0068】
10 被加工物
11 表面
12 微細周期構造
20 レーザ光照射装置
21 レーザ発振器
30 遮蔽板
31 開口
40 偽造流通品
50 被投影体
【技術分野】
【0001】
本発明は、レーザ加工の対象物である構造体、レーザ光を照射して所定の加工を行うレーザ加工方法、及び、このレーザ加工方法を利用した真贋判定方法に関し、特に、上記所定の加工がレーザマーキングである構造体、レーザ加工方法及び真贋判定方法に関する。
【背景技術】
【0002】
様々な工業製品に、文字,記号,マークなどを施すことをマーキングという。このマーキングの対象物としては、例えば、製品の容器や筐体,基板,タグなどがあり、これら対象物に対して、識別番号,ロットナンバー,バーコード,製造日等が施される。
マーキングの手法には、例えば、スタンプ,ラベル,刻印,レーザマーキングなどがあるが、中でもレーザマーキングは、見た目が綺麗なこと,劣化がほとんどないこと,加工時間が短いこと,省力化が図れることなどの利点を有することから各種分野において採用されている。
【0003】
レーザマーキングは、多くの工業製品を対象とするものの、レーザ光に対して透明性を示す高分子加工物(プラスチック)に対しては、施すことが困難である。
これは、そうした被加工物の場合、レーザ光の吸収が小さく、光と物質の相互作用(例えば、光熱変換)が起こりにくいためである。
【0004】
そこで、レーザ光に対して透明性を示す高分子加工物からなる被加工物に対してもレーザマーキングを可能とする技術が提案されている。
例えば、レーザ光の吸収が大きい物質(光吸収剤)を被加工物中に分散させたり、被加工物の表面に塗布したりする技術が提案されている(例えば、特許文献1参照。)。
この技術によれば、分散又は塗布された物質によりレーザ光の吸収率が高まるため、レーザマーキングが可能となる。特に、カーボンブラックを所定量含有する熱可塑性樹脂組成物によって被覆された成形品にあっては、鮮明なコントラストを有するレーザマーキングが可能となる。
【0005】
また、レーザ光の吸収率の高い溶液を底面に接触させた透明体に、レンズを用いて集光したレーザ光を上面から照射し、その溶液と接触する透明体の界面部に形成された孔が透明体の内部に進展するにつれてレーザ光の焦点が孔の最深部に合うようにレンズと透明体との相対位置を変化させながら透明体をエッチング処理する技術が提案されている(例えば、特許文献2参照。)。
この技術によれば、透明体では吸収されずに通過したレーザ光が溶液で吸収されるため、この溶液に接触した透明体に間接的にレーザエネルギーを伝達させて、その透明体の表面をエッチングすることができる。
【特許文献1】特開平05−92657号公報
【特許文献2】特開2007−175778号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した特許文献1又は2に記載の技術においては、次のような問題があった。
例えば、特許文献1に記載の技術は、新たに光吸収剤が必要となるのでコストの増加に繋がっていた。
また、光吸収剤を分散あるいは塗布する工程が加わるので、作業が煩雑になっていた。
さらに、光吸収剤にカーボンブラックを用いると、透明の被加工物が黒くなるため、透明の状態で製品化することができなかった。
【0007】
また、特許文献2に記載の技術は、レーザ光の焦点が孔の最深部に合うようにレンズと透明体との相対位置を変化させるという高度な技術を必要とするため、実用的でなかった。
さらに、新たに光吸収溶液が必要となるため、コストアップに繋がっていた。
【0008】
本発明は、上記の問題を解決すべくなされたものであり、光吸収剤や光吸収溶液などを用いることなく、簡易な手法で、レーザ光に対し透明性を示すプラスチックを少なくとも一部に有する被加工物に容易にレーザマーキングを施すことを可能とする構造体、レーザ加工方法及び真贋判定方法の提供を目的とする。
【課題を解決するための手段】
【0009】
この目的を達成するため、本発明の構造体は、レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する構造体であって、レーザ光の吸収を高めるように高分子化合物の少なくとも一部分に光を照射して改質させた構成としてある。
【0010】
また、本発明のレーザ加工方法は、被加工物にレーザ加工を施すレーザ加工方法であって、被加工物が、レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有し、高分子化合物の少なくとも一部分に光を照射して改質した後に、該改質部分にレーザ光を照射して所定の加工を行う方法としてある。
【0011】
また、本発明の真贋判定方法は、レーザ光を照射することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、真正品と判定させる被加工物の少なくとも一部分に光を照射して改質しておく準備段階と、被加工物にレーザ光を照射したときにマーキングが施されると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、マーキングが施されないと、偽造品であると判定する真贋判定段階とを有した方法としてある。
【0012】
また、本発明の真贋判定方法は、レーザ光を照射することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、真正品と判定させる被加工物に、文字又は図形の形状に形成された開口部を有する遮蔽板を介して光を照射して改質しておく準備段階と、被加工物にレーザ光を照射したときに開口部と同じ文字又は図形の形状でマーキングが施されると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、マーキングが施されない、または所定の形状と異なる形状でマーキングが施されると、偽造品であると判定する真贋判定段階とを有した方法としてある。
【0013】
また、本発明の真贋判定方法は、照明することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、真正品と判定させる被加工物の少なくとも一部分に光を照射して改質しておく準備段階と、被加工物を照明したときに透過光又は反射光に濃淡が現れると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、濃淡が現れないと、偽造品であると判定する真贋判定段階とを有した方法としてある。
【0014】
また、本発明の真贋判定方法は、照明することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、真正品と判定させる被加工物に文字又は図形の形状に形成された開口部を有する遮蔽板を介して光を照射して改質しておく準備段階と、被加工物を照明したときに透過光又は反射光に開口部と同じ文字又は図形の形状で濃淡が現れると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、濃淡が現れない、または所定の形状と異なる形状で濃淡が現れると、偽造品であると判定する真贋判定段階とを有した方法としてある。
【発明の効果】
【0015】
本発明の構造体、レーザ加工方法及び真贋判定方法によれば、光を照射することで被加工物の高分子化合物が改質して、レーザ光の吸収率を高めることができる。これにより、レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する被加工物であっても、その高分子化合物に容易にレーザマーキングを施すことができる。
また、レーザ光の吸収率を高める手法が光の照射であるため、光吸収剤等を用いなくてもよいことから、コストアップを抑えることができる。しかも、光吸収剤を分散あるいは塗布する工程が無いことから、作業工程を簡略化できる。
さらに、レーザ光の吸収率を高める手法が光の照射であることから、被加工物の透明が損なわれず、透明を維持した状態で製品化することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明に係る構造体、レーザ加工方法及び真贋判定方法の好ましい実施形態について、図面を参照して説明する。
【0017】
[レーザ加工方法]
まず、本発明のレーザ加工方法の実施形態について、図1を参照して説明する。
同図は、本実施形態のレーザ加工方法の手順(被加工物(構造体)を形成するための工程)を示す工程図である。
同図に示すように、本実施形態のレーザ加工方法は、改質工程(同図(i))と、レーザ加工工程(同図(ii))とを有している。
【0018】
ここで、改質工程とは、被加工物10を改質することを目的として、光を照射する工程をいう。
被加工物10は、少なくとも一部に高分子化合物を有している。つまり、被加工物10の一部が高分子化合物で形成されている場合と、被加工物10の全体が高分子化合物で形成されている場合とを含む。
なお、前者の例としては、次のものを含むことができる。例えば、被加工物10が2層以上の積層構造になっており、そのうちの少なくとも1層以上が高分子化合物で形成されている場合を含むことができる。また、例えば、被加工物10がシート状に形成されており、その一部分が高分子化合物で形成されているものを含むことができる。
【0019】
高分子化合物は、レーザ光に対して透明性を示す。
「透明性」については、次のように定義される。
ある物質が、レーザ光の波長に対して、透過率が70%以上の場合を「透明性」、透過率が10%以上70%未満の場合を「半透明性」、透過率が10%未満の場合を「不透明性」とする。
【0020】
具体例を図2に示す。同図は、高分子化合物である延伸PETシートの透過スペクトルを示すグラフである。
同図に示すように、被加工物10が延伸PETシートの場合、波長が約330nm以上のレーザ光に対しては「透明性」の性質を示し、波長が約325nm付近のレーザ光に対しては「半透明性」の性質を示し、波長が320nm以下のレーザ光に対しては「不透明性」の性質を示す。
【0021】
このように、被加工物10は、高分子化合物で形成された部分が、レーザ光の波長に応じて、上記いずれかの性質を示す。
そして、ある波長に対して高分子化合物が透明性を示す場合、その波長のレーザ光は高分子化合物の内部まで進入する。つまり、レーザ光の吸収が小さく、光と物質の相互作用(例えば、光熱変換など)が起こりにくい。
一方、不透明性を示す場合、レーザ光は高分子化合物の表面近傍にしか進入しない。
【0022】
改質工程において、被加工物10に照射する光には、紫外光が含まれる。
紫外光(紫外線、UV)は、波長が10〜400nm、すなわち可視光線よりも短く、軟X線より長い不可視光線の電磁波である。
この紫外光を照射することで、高分子化合物が改質する。
例えば、高分子化合物(プラスチック)の一種であるポリエチレンテレフタレート(PET)のシートに対してUV照射を行うと、照射側の表面から高分子鎖の分解と酸化が起こる。そして、オリゴマーとPET主鎖中に酸化官能基が生成され、この酸化官能基が、特定の波長の光を吸収することとなる。こうして改質した高分子化合物は、上記の波長に含まれるレーザ光の吸収率が高くなり、光と物質の相互作用が起こりやすくなる。
【0023】
なお、発明者は、UV処理後の被加工物10(具体的には、高分子化合物であるPETシート)の表面を分析した。その結果、オリゴマーが生成されていることがわかった。
また、特許請求の範囲の請求項4及び請求項11に、「改質のために照射する光には、400nm以下の波長の紫外光が含まれる」とあるが、ここでいう紫外光とは、高分子化合物(被加工物)の分解や酸化に寄与する波長の紫外光のことである。
【0024】
レーザ加工工程とは、改質工程で一部又は全部が改質された高分子化合物に対し、その改質部分の一部又は全部にレーザ光を照射して、所定の加工を行う工程をいう。
高分子化合物は、紫外光の照射によりレーザ光の吸収率が高められているため、所定のレーザ加工を容易に行うことができる。ここで、所定のレーザ加工には、例えば、レーザマーキングなどが含まれる。
なお、本実施形態において、レーザマーキングとは、構造色を発現する部位が一様に形成された領域、または構造色を発現する部位を適切に配置することにより描かれた文字,図形,記号などを指す。このレーザマーキングの実施例としては、例えば、図9(iii-1)に示すように、被加工物10の表面11に施された星形の図形等が挙げられる。
【0025】
[レーザマーキング方法]
次に、レーザ加工工程におけるレーザマーキング方法について、図2、図3を参照して説明する。
図3は、周期的強度分布を有した光を被加工物に照射する様子を示す図である。
【0026】
レーザ加工工程において、被加工物10は、この被加工物10が透明性を示す波長領域に含まれる波長の光が照射される。具体的には、波長が330nm以上(例えば、YAGレーザ第3高調波(THG−YAG):波長355nm(図2参照))の光が照射される。
ここで、被加工物10が改質工程を経ていないときは、レーザ光の吸収率が低いため、波長が330nm以上のレーザ光を照射しても、レーザマーキングを施すことはできない。
一方、被加工物10が改質工程を経ているときは、レーザ光の吸収率が高いため、波長が330nm以上のレーザ光を照射すると、レーザマーキングを施すことができる。
【0027】
さらに、図3に示すように、周期的強度分布を有した光(照射光)を被加工物10に照射することで、被加工物10の表面11に微細周期構造12を形成することができる。この微細周期構造12は、周期的強度分布と同じ周期で形成される。
特に、図4に示すように、透明性を示す波長のレーザ光を、干渉領域で被加工物10に照射すると、被加工物10の表面11に周期的な光強度分布が励起し、高強度部でレーザアブレーションが発生する。
レーザアブレーションとは、レーザ光を物質に照射したとき、その物質が分子クラスターとなって表面から飛散する現象をいう。
このレーザアブレーションが発生することで、被加工物10の表面11に周期構造12が形成される。
【0028】
[構造体]
次に、本発明の構造体の実施形態について、図3、図5、図6を参照して説明する。
図5は、改質工程が行われる前の被加工物(構造体)10の断面形状を示す断面模式図、図6は、改質工程が行われた後の構造体10の断面形状を示す断面模式図である。
【0029】
構造体10は、少なくとも一部に高分子化合物を有している(図5参照)。この高分子化合物は、レーザ光に対し透明性の性質を有している。
この構造体10は、改質工程を経ると、レーザ光の吸収率が高まった部分(改質部分)を有する(図6参照)。これは、改質工程において、高分子化合物の一部又は全部に紫外光が照射され、この照射された部分が改質するためである。
さらに、構造体10は、レーザ加工工程を経ると、表面11に微細周期構造12を有する(図3参照)。これは、レーザ加工工程において、その改質した部分に、レーザ光が照射されると、表面11に微細周期構造12が形成されるためである。
【0030】
[レーザ光照射装置]
次に、周期的強度分布を有するレーザ光を発生するためのレーザ光照射装置について、図7を参照して説明する。
同図は、レーザ光照射装置の構成を示す模式的斜視図である。
同図に示すように、レーザ光照射装置20は、レーザ発振器21と、ビームスプリッタ(透過型回折光学素子)22と、凸レンズ23と、マスク24と、凸レンズ25とを備えている。
【0031】
レーザ発振器(レーザ光源)21は、レーザを出力する装置であって、例えば、YAGレーザ、YVO4レーザ、YLFレーザなどのナノ秒レーザもしくはピコ秒レーザ、または、Ti:サファイアレーザなどのフェムト秒レーザを用いることができる。これらパルスレーザは、数Hz〜数十kHzの繰り返し周波数を有するが、この繰り返し周期の間蓄えられたエネルギーを数fs〜数十nsという極めて短い時間幅で放出する。そのため、少ない入力エネルギーから高いピークパワーを効率的に得ることができる。
【0032】
このレーザ発振器21は、照射パルス数を調整する機能を有している。また、レーザ発振器21は、レーザの出力を調整することで、エネルギー密度(フルエンス:1パルスの照射面積あたりのエネルギー)をコントロールすることもできる。
なお、エネルギー密度のコントロールは、レーザ発振器21におけるレーザ出力の調整の他、例えば、レーザ出力が同じで照射ビーム径を変化させることによっても実現できる。
【0033】
ビームスプリッタ22は、表面に微細な凹部又は凸部が周期的に刻まれているために回折を起こす、透過型の光学素子であって、レーザ光を複数の光束に分割する。
凸レンズ23は、例えば、焦点距離が200mmの合成石英平凸レンズを用いることができ、この場合はビームスプリッタ22から200mmの位置に置かれる。そして、凸レンズ23は、ビームスプリッタ22で分割された複数の光束を通す。
【0034】
マスク24は、凸レンズ23を通過した光束が焦点を結ぶ位置に置かれ、複数の光束のうち干渉に不必要な光束を遮り、必要な光束のみを通過させる。
凸レンズ25は、例えば、焦点距離が100mmの合成石英平凸レンズを用いることができ、マスク24を通過した光束を集光し、光束を交差させ干渉させる。この干渉した領域は、図4に示すように高強度域の分布となり、この領域で被加工物10に照射する。
【0035】
[実施例]
次に、実施例について説明する。
【0036】
(実施例1)
被加工物10として、厚さ150μmの延伸PETシートを複数枚用意した。
これらのうちの一枚又は数枚の延伸PETシートに、水銀・キセノンランプ(ウシオ電機製)から発せられる紫外光を、12cm離れたところから、10分間照射した。
ここで、延伸PETシートの波長355nmにおける透過率を測定した結果、照射前が82.3%、照射後が76.7%であった。
【0037】
続いて、UV照射した上記の延伸PETシートと未照射の延伸PETシートを用意し、延伸PETシートにおいて透明性を示すQ−スイッチパルスYAGレーザ第3高調波(波長355nm)をレーザ光照射装置により照射した。
ここで、パルスYAGレーザの仕様は、パルス幅5ns、繰り返し周波数10Hzであった。また、照射エネルギー密度が400[mJ/cm2]のときに、パルス1発、同100[mJ/cm2]のときに、パルス15発を照射した。
【0038】
その結果を図8(i)〜(iii)に示す。同図(i)に示すように、未照射のPETシートでは、全く変化がみられなかった。一方、同図(ii),(iii)に示すように、UV照射しておいたPETシートでは、UV照射面にレーザマーキングが施され、構造色が観察された。
なお、同図(ii)に示す画像において、上半分に施されたレーザマーキングは、フルエンスが400[mJ/cm2]のレーザ光を1発照射した場合、下半分に施されたレーザマーキングは、フルエンスが100[mJ/cm2]のレーザ光を15発照射した場合を示す。
また、同図(iii)は、同図(ii)に示す延伸PETシートのレーザマーキングが施された部分の拡大SEM像である。
このように、実施例1を行った結果、高分子化合物に前もって紫外光を照射しておくことで、レーザ加工を行えることがわかった。
【0039】
(実施例2)
被加工物10として、厚さ150μmの延伸PETシートを複数枚用意した。
これらのうちの一枚又は数枚の延伸PETシートに、水銀・キセノンランプ(ウシオ電機製)から発せられる紫外光を、55mm離れたところから、5秒間照射した。
ここで、延伸PETシートの波長355nmにおける透過率を測定した結果、照射前が82.3%、照射後が82.1%であった。
【0040】
続いて、UV照射した上記の延伸PETシートと未照射の延伸PETシートを用意し、延伸PETシートにおいて透明性を示すQ−スイッチパルスYAGレーザ第3高調波(波長355nm)を干渉光学系(レーザ光照射装置20)により照射した。
ここで、パルスYAGレーザの仕様は、パルス幅5ns、繰り返し周波数10Hzであった。また、照射エネルギー密度が400[mJ/cm2]のときに、パルス1発を照射した。
その結果、未照射のPETシートでは、全く変化がみられなかった。一方、UV照射したPETシートでは、UV照射面にレーザマーキングが施され、構造色が観察された。
このように、実施例2を行った結果、高分子化合物から55mm離れたところから紫外光を5秒間照射した場合でも、レーザ加工を行えることがわかった。
【0041】
(実施例3)
被加工物10として、厚さ150μmの延伸PETシートを4枚用意した。
これらのうち1枚の延伸PETシートには、発光ピーク波長が254nmのUVランプ(ブラックライト)を90分間照射した。また、他の1枚には、302nmのUVランプを同じ時間照射した。さらに他の1枚には、365nmのUVランプを同じ時間照射した。そして、残りの延伸PETシートには、UVランプを照射しなかった。
ここで、延伸PETシートの波長355nmにおける透過率は、未照射が82.3%、254nm照射後が80.4%、302nm照射後が77.9%、365nm照射後が81.8%であった。
【0042】
続いて、上記4枚の延伸PETシートに対して、YAGレーザ第3高調波(波長355nm)をレーザ光照射装置により照射した。
各ピーク波長でUV照射したそれぞれのPETシートに、照射エネルギー密度400[mJ/cm2]でパルス1発を照射した結果、365nm照射のPETシートでは全く変化がみられなかったが、254nm照射と302nm照射のPETシートではUV照射面にレーザマーキングが施された。
【0043】
[真贋判定方法]
次に、本実施形態のレーザマーキングを利用した真贋判定方法について、図9、図10を参照して説明する。
図9は、真贋判定方法の第一実施例の手順を示す図である。図10は、真贋判定方法の第二実施例の手順を示す図である。
【0044】
(第一実施例)
第一実施例は、被加工物又は偽造流通品にレーザ光を照射して、それら被加工物等の真贋を判定するものである。
図9に示すように、本実施例の真贋判定方法は、改質段階(準備段階、同図(i))と、流通段階(同図(ii))と、真贋判定段階(同図(iii-1))とを有している。
【0045】
ここで、改質段階は、被加工物10の高分子化合物の全部又は一部に紫外光を照射する段階である。
紫外光は、高分子化合物の全体に照射してもよく、また、一部に照射してもよい。
紫外光を被加工物10の一部に照射する場合は、同図(i)に示すように、遮蔽板30を用いることができる。
遮蔽板30は、紫外光照射装置(図示せず)と被加工物10との間に設けられた部材であって、開口31が形成されている。
【0046】
開口31は、紫外光の一部を通過させるための開放部分である。遮蔽板30が開口31を有することで、紫外光照射装置から出力された紫外光は、一部が遮蔽板30の本体で遮られて被加工物10まで届かないものの、他は開口31を通過して被加工物10に到達する。
そして、被加工物10の表面11には、その開口31と同じ形状で紫外光が照射され、この照射した範囲が、レーザマーキングが可能な範囲として記録される。
なお、開口31は、文字,図形,記号など、種々の形状に形成できる。
また、改質段階は、真贋判定段階で真正品と判定させる被加工物10に対して、流通段階への移行前に、予め光を照射して改質しておく段階であるため、準備段階としての意味を含む。
【0047】
流通段階は、紫外光が照射された被加工物10が、製品そのもの又は製品に付されたかたちで流通する段階である。
この流通段階において、被加工物10は、既に紫外光が照射されている。ただし、そのUV照射された箇所の透過率の変化は小さいので、照射部分の色味の変化は、視覚的に差異がほとんど無く、UVが未照射の箇所と区別がつかない。このため、紫外光が照射されていない偽造流通品40(被加工物10の模倣品)が出回った場合、この偽造流通品40と被加工物10とを目視で区別することはできない。
【0048】
真贋判定段階は、被加工物10又は偽造流通品40にレーザ光を照射したときに、レーザマーキングが施されるか否か、または、施されたレーザマーキングが所定の形状か否かによって、真正品であるか否かを判断する段階である。
例えば、レーザ光を照射したときにレーザマーキングが施された場合、または、その施されたレーザマーキングが所定の形状である場合には、この照射対象は、予め紫外光が照射された被加工物10であると判断できる。そして、この被加工物10そのもの又は被加工物10が付された製品(判定対象物)は、真正品であると判定できる。
一方、レーザ光を照射してもレーザマーキングが施されない場合、または、その施されたレーザマーキングが所定の形状でない場合には、この照射対象は、紫外光が照射されていない偽造流通品40であると判断できる。そして、この偽造流通品40そのもの又は偽造流通品40が付された製品は、偽造品であると判定できる。
【0049】
なお、改質段階において、遮蔽板30などを用いずに、被加工物10の全体に紫外光を照射したときは、真贋判定段階において、レーザを照射したときに、その被加工物10にレーザマーキングが施されたか否かを見ることによって真贋を判定する。
一方、改質段階において、遮蔽板30を介して紫外光を照射したことで、被加工物10に所定形状の改質部分が形成されたときは、真贋判定段階において、レーザを照射したときに、その被加工物10にその所定の形状でレーザマーキングが施されたか否かを見ることによって真贋を判定する。
【0050】
このように、予めUV照射された被加工物10が市場に流通する過程で、UVが未照射の模倣品が混入してきた場合でも、レーザマーキングが施されるか否か、または、特定の形状で施されるか否かを試行することで、真贋の判定を容易に行うことができる。
【0051】
(第二実施例)
第二実施例は、被加工物又は偽造流通品を照明することで、その透過光又は反射光に所定の形状の濃淡が現れるか否かを見ることにより、それら被加工物等の真贋を判定するものである。
【0052】
図10に示すように、本実施例の真贋判定方法は、改質段階(準備段階、同図(i))と、流通段階(同図(ii))と、真贋判定段階(同図(iii-2))とを有している。
ここで、改質段階及び流通段階は、第一実施例における改質段階及び流通段階と同様である。
【0053】
真贋判定段階は、被加工物10又は偽造流通品40(照明対象物)に照明光をあてたときに、その透過光又は反射光の濃淡が所定の形状で被投影体50に現れるか否かを見ることで、真正品であるか否かを判断する段階である。
例えば、照明対象物を照明することで、被投影体50に濃淡が現れ、この濃い影の部分が所定の形状で現れていると、その照明対象物は、被加工物10であると判断できる。そして、この被加工物10そのもの又は被加工物10が付された製品(判定対象物)は、真正品であると判定できる。
一方、照明しても被投影体50に濃淡が現れないとき、又は、濃淡が現れても所定の形状で現れていないときは、その照射対象物は、偽造流通品40であると判断できる。そして、この偽造流通品40そのもの又は偽造流通品40が付された製品は、偽造品であると判定できる。
【0054】
このように判定できる理由は、次による。
真正品である被加工物10には、改質段階で、予め紫外光が所定の形状で照射されている。この照射部分は改質していることから、他の部分に比べて所定波長の光の吸収率が高まっている。
そして、真贋判定段階で、被加工物10に照明光をあてると、改質部分が他の部分よりも光を吸収する。このため、被投影体50には、改質部分の形状に応じた影が映し出される。
これに対し、偽造品である偽造流通品40には、紫外光が照射されておらず、被加工物10のような改質部分が存在しない。このため、真贋判定段階で、偽造流通品40に照明光をあてても、被投影体50に濃淡が映し出されない。
【0055】
この本実施例の具体例について説明する。ここでは、被加工物10にPETを用いた場合について説明する。
PETの改質部分は、未改質部分と比べて波長355nm近傍(仮に、改質波長帯と呼ぶ)の吸収率が高まっている。そのため、改質波長帯を含む光で判定対象物を照明すると、透過光または反射光の改質部分に相当する箇所だけが光量が減少する。この濃淡(つまりは影)の有無あるいは形状により真贋を判定する。
このとき、改質波長帯は不可視域であるので、カメラなどの撮像素子を用いて実施することになる。また、用いる照明光は、レーザ光と同じ波長であっても、光強度が低いので、レーザ光のように加工は施されない。
【0056】
このように、予めUV照射された被加工物10が市場に流通する過程で、UVが未照射の模倣品が混入してきた場合でも、被加工物10を照明して、その透過光又は反射光に濃淡が現れているか否かを見ることで、真贋の判定を容易に行うことができる。
【0057】
なお、照明光は、周囲よりも明るく照明して、透過光又は反射光に濃淡が現れる光であればよく、照明装置が特定されたり、光度,輝度,照度,光量などの下限値が限定されたりするものではない。
また、被投影体50は、透過光又は反射光の濃淡を映し出すことが可能な面であればよく、材質,形状,大きさ,色などが限定されるものではない。
【0058】
(第二実施例の優位性)
次に、第二実施例の優位性について、図11を参照して説明する。
同図は、真贋判定方法について、第一実施例と第二実施例とを対比した図である。
同図に示すように、第一実施例と第二実施例とは、改質段階(i)と流通段階(ii)が共通しているものの、真贋判定段階(iii)が異なっている。
【0059】
第一実施例の真贋判定段階(iii-1)は、同図(α)(レーザマーキングによる判定方法)に示すように、被加工物10にレーザ光を照射して、所定の形状でマーキングが施されるか否かを見ることで真贋を判定している。
ここで、レーザマーキングは、不可逆変化であるので、一度施されると、施される前の状態に戻すことはできない。このため、被加工物や付加された対象物は、その後は流通不可能になってしまう。
【0060】
これに対し、本実施例の真贋判定段階(iii-2)は、同図(β)(照明光による判定方法)に示すように、被加工物10を照明し、この透過光又は反射光に所定形状の濃淡が現れるか否かを見ることで真贋を判定している。
ここで、被加工物10は、照明されるだけで、何ら変化は生じない。このため、真贋判定段階(iii-2)を経た後も、その被加工物10を流通させることができる。
【0061】
このように、真贋判定方法の第一実施例と第二実施例とを比較した場合、共通した効果として、流通品の真贋を判定できる点を挙げることができるが、被加工物10やこれを付した製品をその後も流通過程にのせる場合には、第二実施例を用いることが望ましい。
【0062】
以上説明したように、本実施形態の構造体、レーザ加工方法及び真贋判定方法によれば、透明プラスチックからなる被加工物に波長400nm以下の紫外光(UV)が含まれる光を照射し、被加工物を改質することで、この被加工物におけるレーザ光の吸収が増大するため、レーザマーキングを施しやすくすることができる。
また、前述の特許文献1に開示された光吸収剤や特許文献2に開示された光吸収溶液などを用いないので、レーザマーキングの工程の簡略化とコストの低減を図ることができる。
さらに、UV照射した箇所だけ現れる隠しマーキングを利用することで、偽造防止機能を付与できる。
【0063】
以上、本発明の構造体、レーザ加工方法及び真贋判定方法の好ましい実施形態について説明したが、本発明に係る構造体、レーザ加工方法及び真贋判定方法は上述した実施形態にのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることは言うまでもない。
例えば、上述した実施形態では、被加工物の材質としてポリエチレンテレフタレート(PET)を挙げたが、PETに限定されるものではなく、例えば、ポリスチレン、ポリエチレン、ポリプロピレン、ポリカーボネート、ナイロン樹脂、アクリル樹脂、塩化ビニル樹脂、フェノール樹脂などの高分子化合物などを材料として用いることができる。また、ポリエチレンナフタレート(PEN)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)などのポリエステル化合物等を材料として用いることもできる。ただし、レーザ光の照射により周期構造12が形成されることを要する。
【0064】
また、上述した真贋判定方法の実施形態では、レーザマーキングの形成の有無により真贋を判定していたが、この判定の仕方に限るものではなく、例えば、レーザマーキングが施された場合でも、特定の形状でなければ偽造品であると判定することもできる。
【0065】
ここまで、所定のレーザ加工としてレーザマーキングについて説明したが、本案件は、それ以外の穴開け、切断などのレーザ加工にも有効なレーザ加工方法であると考えられる。この場合、特には薄い被加工物が最適である。
【産業上の利用可能性】
【0066】
本発明は、レーザ加工に関する発明であるため、レーザ加工を行う方法、その対象物である物品、レーザ加工に用いる装置、レーザ加工を利用した真贋判定などに利用可能である。
【図面の簡単な説明】
【0067】
【図1】本発明の実施形態におけるレーザ加工方法の工程を示す模式図であって、(i)は、改質工程、(ii)は、レーザ加工工程を示す。
【図2】被加工物(延伸PETシート)の透過スペクトルを示すグラフである。
【図3】周期的強度分布を有する光を被加工物に照射する様子を示す波形図及び断面模式図である。
【図4】被加工物に照射される光の干渉領域を示す図である。
【図5】本発明の実施形態における構造体の構造を示す断面模式図である。
【図6】改質工程における構造体の構造を示す断面模式図である。
【図7】レーザ光照射装置の構成を示す斜視図である。
【図8】レーザ光が照射された後の被加工物の外観を示す拡大図であって、(i)は、紫外光を照射しなかった場合、(ii)は、紫外光を予め照射した場合、(iii)は、(ii)の場合のSEM像を示す。
【図9】真贋判定方法の第一実施例の手順を示す模式図であって、(i)は、改質段階、(ii)は、流通段階、(iii-1)は、真贋判定段階を示す。
【図10】真贋判定方法の第二実施例の手順を示す模式図であって、(i)は、改質段階、(ii)は、流通段階、(iii-2)は、真贋判定段階を示す。
【図11】真贋判定方法の第一実施例と第二実施例の各手順を示す模式図である。
【符号の説明】
【0068】
10 被加工物
11 表面
12 微細周期構造
20 レーザ光照射装置
21 レーザ発振器
30 遮蔽板
31 開口
40 偽造流通品
50 被投影体
【特許請求の範囲】
【請求項1】
レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する構造体であって、
前記レーザ光の吸収を高めるように前記高分子化合物の少なくとも一部分に光を照射して改質させた
ことを特徴とする構造体。
【請求項2】
レーザ光の照射により前記改質部分に微細周期構造が形成された
ことを特徴とする請求項1記載の構造体。
【請求項3】
被加工物にレーザ加工を施すレーザ加工方法であって、
前記被加工物が、レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有し、
前記高分子化合物の少なくとも一部分に光を照射して改質した後に、該改質部分に前記レーザ光を照射して所定の加工を行う
ことを特徴とするレーザ加工方法。
【請求項4】
前記改質のために照射する光が、400nm以下の波長の紫外光を含む
ことを特徴とする請求項3記載のレーザ加工方法。
【請求項5】
前記被加工物の改質部分に、周期的強度分布で前記レーザ光を照射し、前記改質部分の表面に微細周期構造を形成する
ことを特徴とする請求項3又は4記載のレーザ加工方法。
【請求項6】
文字又は図形の形状に形成された開口部を有する遮蔽板を介して、前記被加工物の改質部分に前記光を照射する
ことを特徴とする請求項3〜5のいずれかに記載のレーザ加工方法。
【請求項7】
レーザ光を照射することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、
真正品と判定させる被加工物の少なくとも一部分に光を照射して改質しておく準備段階と、
前記被加工物にレーザ光を照射したときにマーキングが施されると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、マーキングが施されないと、偽造品であると判定する真贋判定段階とを有した
ことを特徴とする真贋判定方法
【請求項8】
レーザ光を照射することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、
真正品と判定させる被加工物に、文字又は図形の形状に形成された開口部を有する遮蔽板を介して光を照射して改質しておく準備段階と、
前記被加工物にレーザ光を照射したときに前記開口部と同じ文字又は図形の形状でマーキングが施されると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、マーキングが施されない、または所定の形状と異なる形状でマーキングが施されると、偽造品であると判定する真贋判定段階とを有した
ことを特徴とする真贋判定方法。
【請求項9】
照明することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、
真正品と判定させる被加工物の少なくとも一部分に光を照射して改質しておく準備段階と、
前記被加工物を照明したときに透過光又は反射光に濃淡が現れると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、濃淡が現れないと、偽造品であると判定する真贋判定段階とを有した
ことを特徴とする真贋判定方法。
【請求項10】
照明することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、
真正品と判定させる被加工物に文字又は図形の形状に形成された開口部を有する遮蔽板を介して光を照射して改質しておく準備段階と、
前記被加工物を照明したときに透過光又は反射光に前記開口部と同じ文字又は図形の形状で濃淡が現れると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、濃淡が現れない、または所定の形状と異なる形状で濃淡が現れると、偽造品であると判定する真贋判定段階とを有した
ことを特徴とする真贋判定方法。
【請求項11】
前記改質のために照射する光が、400nm以下の波長の紫外光を含む
ことを特徴とする請求項7〜10のいずれかに記載の真贋判定方法。
【請求項1】
レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有する構造体であって、
前記レーザ光の吸収を高めるように前記高分子化合物の少なくとも一部分に光を照射して改質させた
ことを特徴とする構造体。
【請求項2】
レーザ光の照射により前記改質部分に微細周期構造が形成された
ことを特徴とする請求項1記載の構造体。
【請求項3】
被加工物にレーザ加工を施すレーザ加工方法であって、
前記被加工物が、レーザ光に対して透明性を示す高分子化合物を少なくとも一部に有し、
前記高分子化合物の少なくとも一部分に光を照射して改質した後に、該改質部分に前記レーザ光を照射して所定の加工を行う
ことを特徴とするレーザ加工方法。
【請求項4】
前記改質のために照射する光が、400nm以下の波長の紫外光を含む
ことを特徴とする請求項3記載のレーザ加工方法。
【請求項5】
前記被加工物の改質部分に、周期的強度分布で前記レーザ光を照射し、前記改質部分の表面に微細周期構造を形成する
ことを特徴とする請求項3又は4記載のレーザ加工方法。
【請求項6】
文字又は図形の形状に形成された開口部を有する遮蔽板を介して、前記被加工物の改質部分に前記光を照射する
ことを特徴とする請求項3〜5のいずれかに記載のレーザ加工方法。
【請求項7】
レーザ光を照射することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、
真正品と判定させる被加工物の少なくとも一部分に光を照射して改質しておく準備段階と、
前記被加工物にレーザ光を照射したときにマーキングが施されると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、マーキングが施されないと、偽造品であると判定する真贋判定段階とを有した
ことを特徴とする真贋判定方法
【請求項8】
レーザ光を照射することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、
真正品と判定させる被加工物に、文字又は図形の形状に形成された開口部を有する遮蔽板を介して光を照射して改質しておく準備段階と、
前記被加工物にレーザ光を照射したときに前記開口部と同じ文字又は図形の形状でマーキングが施されると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、マーキングが施されない、または所定の形状と異なる形状でマーキングが施されると、偽造品であると判定する真贋判定段階とを有した
ことを特徴とする真贋判定方法。
【請求項9】
照明することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、
真正品と判定させる被加工物の少なくとも一部分に光を照射して改質しておく準備段階と、
前記被加工物を照明したときに透過光又は反射光に濃淡が現れると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、濃淡が現れないと、偽造品であると判定する真贋判定段階とを有した
ことを特徴とする真贋判定方法。
【請求項10】
照明することで、被加工物又はこの被加工物の付された判定対象物が真正品であるか否かを判定する真贋判定方法であって、
真正品と判定させる被加工物に文字又は図形の形状に形成された開口部を有する遮蔽板を介して光を照射して改質しておく準備段階と、
前記被加工物を照明したときに透過光又は反射光に前記開口部と同じ文字又は図形の形状で濃淡が現れると、当該被加工物又はこの被加工物の付された判定対象物が真正品であると判定し、一方、濃淡が現れない、または所定の形状と異なる形状で濃淡が現れると、偽造品であると判定する真贋判定段階とを有した
ことを特徴とする真贋判定方法。
【請求項11】
前記改質のために照射する光が、400nm以下の波長の紫外光を含む
ことを特徴とする請求項7〜10のいずれかに記載の真贋判定方法。
【図1】



【図2】

【図3】
【図4】
【図5】
【図6】
【図7】

【図9】
【図10】
【図11】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図9】
【図10】
【図11】
【図8】
【公開番号】特開2009−270002(P2009−270002A)
【公開日】平成21年11月19日(2009.11.19)
【国際特許分類】
【出願番号】特願2008−121561(P2008−121561)
【出願日】平成20年5月7日(2008.5.7)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成21年11月19日(2009.11.19)
【国際特許分類】
【出願日】平成20年5月7日(2008.5.7)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]