
構造体の製作方法及び鉄道車両用構体
【課題】三次元曲面を有する面板の外周にリブを有する複数のブロックを簡単かつ確実に溶接接合することができ、製造コストの低減を図ることができる構造体の製作方法及び鉄道車両用構体を提供する。
【解決手段】三次元曲面を有する面板13と該面板13の外周に設けたリブ14とを有する複数のブロック11,12を、各ブロックの外周に設けた前記リブ同士を溶接して各ブロックを接合することより三次元曲面を有する構造体、特に鉄道車両用先頭構体を製作する方法であって、前記リブ同士を溶接する際に、両リブの当接面14a間に溶接時の溶け込みを確保するための板厚を有する間隔板16を配置し、面板、リブ、間隔板を溶接して一体化する。
【解決手段】三次元曲面を有する面板13と該面板13の外周に設けたリブ14とを有する複数のブロック11,12を、各ブロックの外周に設けた前記リブ同士を溶接して各ブロックを接合することより三次元曲面を有する構造体、特に鉄道車両用先頭構体を製作する方法であって、前記リブ同士を溶接する際に、両リブの当接面14a間に溶接時の溶け込みを確保するための板厚を有する間隔板16を配置し、面板、リブ、間隔板を溶接して一体化する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、構造体の製作方法及び鉄道車両用構体に関し、詳しくは、複数の曲面板を溶接接合して比較的大きな構造体を製作する方法に関し、特に、鉄道車両の先頭構体のような三次元曲面を有する構造体の製作方法に関する。
【背景技術】
【0002】
鉄道車両の先頭構体は、空気力学的な要請から複雑な三次元曲面を有している。このような三次元曲面を有する先頭構体の製作方法として、先頭構体を複数のブロックから構成し、各ブロックをそれぞれ三次元曲面の表面を形成する面体と、該面板の外周に設けた第1のリブと、該第1のリブ内に格子状に設けた複数の第2のリブとで形成し、隣接するブロックの面板同士を溶接等で接合し、第1のリブ同士を接合する方法が知られている(例えば、特許文献1参照。)。
【特許文献1】特許第3727196号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、従来の方法では、隣接する面板同士やリブ同士の接合を摩擦撹拌接合又はアーク溶接で行っているが、摩擦撹拌接合の場合は、複雑な曲面を有する面板に摩擦撹拌接合ツールを追従させることが困難なときがあるとともに、ピンツールの反力に耐え得るリブの剛性が必要になる。また、アーク溶接の場合は、面板等に開先加工を施す必要があり、複雑な曲面を有する面板の角部に適切な深さで均一な開先加工を施すのに多大な手間が掛かっていた。特に、鉄道車両用先頭構体の場合には、各ブロックが比較的大きいため、工作機械で開先加工を行う場合、大型の機械が必要になり、設備コストが増加する問題がある。
【0004】
そこで本発明は、三次元曲面を有する面板の外周にリブを有する複数のブロックを簡単かつ確実に溶接接合することができ、製造コストの低減を図ることができる構造体の製作方法及び鉄道車両用構体を提供することを目的としている。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明の構造体の製作方法は、三次元曲面を有する面板と該面板の外周に設けたリブとを有する複数のブロックを、各ブロックの外周に設けた前記リブ同士を溶接して各ブロックを接合することより三次元曲面を有する構造体を製作する方法において、前記リブ同士を溶接する際に、両リブの当接面間に溶接時の溶け込みを確保するための板厚を有する間隔板を配置し、前記面板及び前記リブと前記間隔板とを溶接して一体化することを特徴としている。
【0006】
さらに、本発明の構造体の製作方法は、前記間隔板が前記面板の厚さ寸法と同等の厚さ寸法を有するとともに溶接長さと同等の長さ寸法を有していること、前記構造体が鉄道車両の構体等の三次元曲線を有する構造体であることを特徴としている。また、本発明の鉄道車両用構体は、上記方法、すなわち、複数のブロックを接合して製作された三次元曲面を有する構体であって、各ブロックの外周に設けたリブ同士の当接面間に溶接時の溶け込みを確保するための板厚を有する間隔板を配置して溶接接合することによって製作された鉄道車両用構体である。
【発明の効果】
【0007】
本発明によれば、鉄道車両の構体、特に鉄道車両用先頭構体のような三次元曲面を有する構造体を複数のブロックを溶接して接合する際に、開先加工を施す必要がなくなるので、容易かつ確実に溶接することができ、製作期間の短縮や製作コストの削減を図れる。また、間隔板の板厚を調節することによって十分な溶接強度を安定して得ることができる。
【発明を実施するための最良の形態】
【0008】
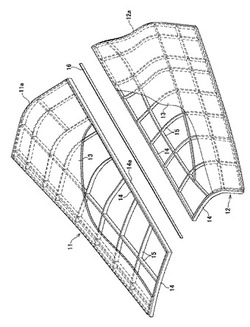
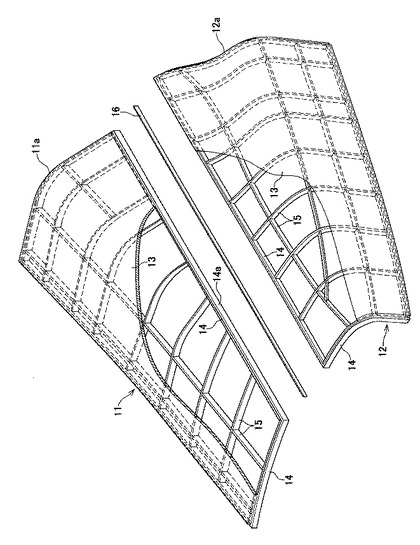
図1は本発明の構造体の製作方法を適用して鉄道車両用先頭構体のブロックを接合する状態の一例を示す斜視図、図2は溶接接合部の断面図である。
【0009】
鉄道車両用先頭構体は、前述のように、適宜な大きさ及び形状の複数のブロック11,12を接合することによって製作されている。各ブロック11,12は、三次元曲面を有する面板13と、該面板13の裏面外縁に沿って設けられた第1リブ14と、該第1リブ14内に格子状に設けられた複数の第2リブ15とで形成されている。
【0010】
両ブロック11,12を接合する際には、接合部に位置する第1リブ14の接合面14a間に所定の板厚を有する間隔板16を配置する。この間隔板16は、ブロック11,12の接合部の長さと同等の長さで、第1リブ14の接合面14aに対応した形状に形成され、図1において右側に示されている接合部11a,12aのように、第1リブ14が屈曲しているときの間隔板は、第1リブ14の屈曲形状に対応した屈曲状態に形成される。
【0011】
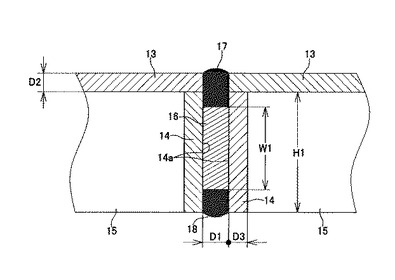
図2に示すように、間隔板16の幅W1及び厚さD1は、面板13の厚さD2や第1リブ14の厚さD3及び高さH1、ブロック11,12の全体的な大きさなどを考慮して選択することができるが、面板13側(表面側)では、両面板13の端面、両第1リブの接合面14a及び間隔板16の幅方向端面に囲まれた凹溝部分に溶接時の溶け込み17を確保でき、かつ、裏面側においても、両第1リブの接合面14a及び間隔板16の幅方向端面に囲まれた凹溝部分に溶接時の溶け込み18を確保できるような幅W1及び厚さD1に設定する。
【0012】
通常は、間隔板16の厚さD1は、面板13の厚さD2と同等乃至僅かに大きな寸法に設定すればよく、幅W1は、面板13の厚さD2と第1リブ14の高さH1との和から間隔板16の厚さD1を2倍した値を引いた寸法乃至僅かに大きな寸法、すなわち、(D1=D2)、(W1=D2+H1−D1×2)乃至これよりも僅かに大きな寸法に設定すればよい。このような間隔板16は、所定の厚さの金属板をレーザ切断機や高圧水切断機等で所定形状に切断することによって容易に製作することができる。
【0013】
また、間隔板16の材質は、通常は、面板13及び第1リブ14と同じ材質であることが好ましいが、溶接可能な範囲で任意の材質を選択することが可能である。例えば、アルミニウム合金では、異なる系統のアルミニウム合金を組み合わせることができる。
【0014】
溶接作業は、第1リブ14間の所定位置に間隔板16を保持した状態で行う。このときの間隔板16の保持は、従来の方法でブロック同士を接合する際に使用する治具を使用することが可能であり、シャコ万(シャコ万力)、C型クランプ、クランパ、バイス等を用いることができ、一方のブロックの所定位置に間隔板16を仮溶接等により固定しておくことも可能である。
【0015】
このように、接合するブロック11,12の間に間隔板16を配置して溶接を行うことにより、従来のような開先加工を省略することができるので、溶接作業における工数を削減でき、製作コストを大幅に低減することができる。また、適切で均一な溶け込み深さを確保できるので、溶接の品質も向上させることができる。
【0016】
特に、生産数が少ない鉄道車両用先頭構体では、グラインダによる手作業で開先加工を施すことが多く、接合部が複雑な曲線となっている場合には、接合部全体に適切で均一な深さの開先加工を施すのが困難で、多大な手間を要しており、加工深さなどが不均一になるおそれもあったが、間隔板16を配置することで一定の溶け込み深さが確保されるので、接合部全体を均一かつ確実に溶接することができ、鉄道車両用先頭構体の製作コストを削減できるとともに、製作された鉄道車両用先頭構体は、堅牢で外観も優れたものとなる。なお、本発明は、先頭構体以外の鉄道車両用構体や、他の様々な構造体の製作に適用することが可能である。
【図面の簡単な説明】
【0017】
【図1】本発明の構造体の製作方法を適用して鉄道車両用先頭構体のブロックを接合する状態の一例を示す斜視図である。
【図2】溶接接合部の断面図である。
【符号の説明】
【0018】
11,12…ブロック、11a,12a…接合部、13…面板、14…第1リブ、14a…接合面、15…第2リブ、16…間隔板、17,18…溶け込み
【技術分野】
【0001】
本発明は、構造体の製作方法及び鉄道車両用構体に関し、詳しくは、複数の曲面板を溶接接合して比較的大きな構造体を製作する方法に関し、特に、鉄道車両の先頭構体のような三次元曲面を有する構造体の製作方法に関する。
【背景技術】
【0002】
鉄道車両の先頭構体は、空気力学的な要請から複雑な三次元曲面を有している。このような三次元曲面を有する先頭構体の製作方法として、先頭構体を複数のブロックから構成し、各ブロックをそれぞれ三次元曲面の表面を形成する面体と、該面板の外周に設けた第1のリブと、該第1のリブ内に格子状に設けた複数の第2のリブとで形成し、隣接するブロックの面板同士を溶接等で接合し、第1のリブ同士を接合する方法が知られている(例えば、特許文献1参照。)。
【特許文献1】特許第3727196号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、従来の方法では、隣接する面板同士やリブ同士の接合を摩擦撹拌接合又はアーク溶接で行っているが、摩擦撹拌接合の場合は、複雑な曲面を有する面板に摩擦撹拌接合ツールを追従させることが困難なときがあるとともに、ピンツールの反力に耐え得るリブの剛性が必要になる。また、アーク溶接の場合は、面板等に開先加工を施す必要があり、複雑な曲面を有する面板の角部に適切な深さで均一な開先加工を施すのに多大な手間が掛かっていた。特に、鉄道車両用先頭構体の場合には、各ブロックが比較的大きいため、工作機械で開先加工を行う場合、大型の機械が必要になり、設備コストが増加する問題がある。
【0004】
そこで本発明は、三次元曲面を有する面板の外周にリブを有する複数のブロックを簡単かつ確実に溶接接合することができ、製造コストの低減を図ることができる構造体の製作方法及び鉄道車両用構体を提供することを目的としている。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明の構造体の製作方法は、三次元曲面を有する面板と該面板の外周に設けたリブとを有する複数のブロックを、各ブロックの外周に設けた前記リブ同士を溶接して各ブロックを接合することより三次元曲面を有する構造体を製作する方法において、前記リブ同士を溶接する際に、両リブの当接面間に溶接時の溶け込みを確保するための板厚を有する間隔板を配置し、前記面板及び前記リブと前記間隔板とを溶接して一体化することを特徴としている。
【0006】
さらに、本発明の構造体の製作方法は、前記間隔板が前記面板の厚さ寸法と同等の厚さ寸法を有するとともに溶接長さと同等の長さ寸法を有していること、前記構造体が鉄道車両の構体等の三次元曲線を有する構造体であることを特徴としている。また、本発明の鉄道車両用構体は、上記方法、すなわち、複数のブロックを接合して製作された三次元曲面を有する構体であって、各ブロックの外周に設けたリブ同士の当接面間に溶接時の溶け込みを確保するための板厚を有する間隔板を配置して溶接接合することによって製作された鉄道車両用構体である。
【発明の効果】
【0007】
本発明によれば、鉄道車両の構体、特に鉄道車両用先頭構体のような三次元曲面を有する構造体を複数のブロックを溶接して接合する際に、開先加工を施す必要がなくなるので、容易かつ確実に溶接することができ、製作期間の短縮や製作コストの削減を図れる。また、間隔板の板厚を調節することによって十分な溶接強度を安定して得ることができる。
【発明を実施するための最良の形態】
【0008】
図1は本発明の構造体の製作方法を適用して鉄道車両用先頭構体のブロックを接合する状態の一例を示す斜視図、図2は溶接接合部の断面図である。
【0009】
鉄道車両用先頭構体は、前述のように、適宜な大きさ及び形状の複数のブロック11,12を接合することによって製作されている。各ブロック11,12は、三次元曲面を有する面板13と、該面板13の裏面外縁に沿って設けられた第1リブ14と、該第1リブ14内に格子状に設けられた複数の第2リブ15とで形成されている。
【0010】
両ブロック11,12を接合する際には、接合部に位置する第1リブ14の接合面14a間に所定の板厚を有する間隔板16を配置する。この間隔板16は、ブロック11,12の接合部の長さと同等の長さで、第1リブ14の接合面14aに対応した形状に形成され、図1において右側に示されている接合部11a,12aのように、第1リブ14が屈曲しているときの間隔板は、第1リブ14の屈曲形状に対応した屈曲状態に形成される。
【0011】
図2に示すように、間隔板16の幅W1及び厚さD1は、面板13の厚さD2や第1リブ14の厚さD3及び高さH1、ブロック11,12の全体的な大きさなどを考慮して選択することができるが、面板13側(表面側)では、両面板13の端面、両第1リブの接合面14a及び間隔板16の幅方向端面に囲まれた凹溝部分に溶接時の溶け込み17を確保でき、かつ、裏面側においても、両第1リブの接合面14a及び間隔板16の幅方向端面に囲まれた凹溝部分に溶接時の溶け込み18を確保できるような幅W1及び厚さD1に設定する。
【0012】
通常は、間隔板16の厚さD1は、面板13の厚さD2と同等乃至僅かに大きな寸法に設定すればよく、幅W1は、面板13の厚さD2と第1リブ14の高さH1との和から間隔板16の厚さD1を2倍した値を引いた寸法乃至僅かに大きな寸法、すなわち、(D1=D2)、(W1=D2+H1−D1×2)乃至これよりも僅かに大きな寸法に設定すればよい。このような間隔板16は、所定の厚さの金属板をレーザ切断機や高圧水切断機等で所定形状に切断することによって容易に製作することができる。
【0013】
また、間隔板16の材質は、通常は、面板13及び第1リブ14と同じ材質であることが好ましいが、溶接可能な範囲で任意の材質を選択することが可能である。例えば、アルミニウム合金では、異なる系統のアルミニウム合金を組み合わせることができる。
【0014】
溶接作業は、第1リブ14間の所定位置に間隔板16を保持した状態で行う。このときの間隔板16の保持は、従来の方法でブロック同士を接合する際に使用する治具を使用することが可能であり、シャコ万(シャコ万力)、C型クランプ、クランパ、バイス等を用いることができ、一方のブロックの所定位置に間隔板16を仮溶接等により固定しておくことも可能である。
【0015】
このように、接合するブロック11,12の間に間隔板16を配置して溶接を行うことにより、従来のような開先加工を省略することができるので、溶接作業における工数を削減でき、製作コストを大幅に低減することができる。また、適切で均一な溶け込み深さを確保できるので、溶接の品質も向上させることができる。
【0016】
特に、生産数が少ない鉄道車両用先頭構体では、グラインダによる手作業で開先加工を施すことが多く、接合部が複雑な曲線となっている場合には、接合部全体に適切で均一な深さの開先加工を施すのが困難で、多大な手間を要しており、加工深さなどが不均一になるおそれもあったが、間隔板16を配置することで一定の溶け込み深さが確保されるので、接合部全体を均一かつ確実に溶接することができ、鉄道車両用先頭構体の製作コストを削減できるとともに、製作された鉄道車両用先頭構体は、堅牢で外観も優れたものとなる。なお、本発明は、先頭構体以外の鉄道車両用構体や、他の様々な構造体の製作に適用することが可能である。
【図面の簡単な説明】
【0017】
【図1】本発明の構造体の製作方法を適用して鉄道車両用先頭構体のブロックを接合する状態の一例を示す斜視図である。
【図2】溶接接合部の断面図である。
【符号の説明】
【0018】
11,12…ブロック、11a,12a…接合部、13…面板、14…第1リブ、14a…接合面、15…第2リブ、16…間隔板、17,18…溶け込み
【特許請求の範囲】
【請求項1】
三次元曲面を有する面板と該面板の外周に設けたリブとを有する複数のブロックを、各ブロックの外周に設けた前記リブ同士を溶接して各ブロックを接合することより三次元曲面を有する構造体を製作する方法において、前記リブ同士を溶接する際に、両リブの当接面間に溶接時の溶け込みを確保するための板厚を有する間隔板を配置し、前記面板及び前記リブと前記間隔板とを溶接して一体化することを特徴とする構造体の製作方法。
【請求項2】
前記間隔板は、前記面板の厚さ寸法と同等の厚さ寸法を有するとともに、溶接長さと同等の長さ寸法を有していることを特徴とする請求項1記載の構造体の製作方法。
【請求項3】
前記構造体は、鉄道車両の構体等の三次元曲面を有する構造体であることを特徴とする請求項1又は2記載の構造体の製作方法。
【請求項4】
請求項1又は2記載の構造体の製作方法で製作されたことを特徴とする鉄道車両用構体。
【請求項1】
三次元曲面を有する面板と該面板の外周に設けたリブとを有する複数のブロックを、各ブロックの外周に設けた前記リブ同士を溶接して各ブロックを接合することより三次元曲面を有する構造体を製作する方法において、前記リブ同士を溶接する際に、両リブの当接面間に溶接時の溶け込みを確保するための板厚を有する間隔板を配置し、前記面板及び前記リブと前記間隔板とを溶接して一体化することを特徴とする構造体の製作方法。
【請求項2】
前記間隔板は、前記面板の厚さ寸法と同等の厚さ寸法を有するとともに、溶接長さと同等の長さ寸法を有していることを特徴とする請求項1記載の構造体の製作方法。
【請求項3】
前記構造体は、鉄道車両の構体等の三次元曲面を有する構造体であることを特徴とする請求項1又は2記載の構造体の製作方法。
【請求項4】
請求項1又は2記載の構造体の製作方法で製作されたことを特徴とする鉄道車両用構体。
【図1】


【図2】
【図2】
【公開番号】特開2008−207681(P2008−207681A)
【公開日】平成20年9月11日(2008.9.11)
【国際特許分類】
【出願番号】特願2007−46409(P2007−46409)
【出願日】平成19年2月27日(2007.2.27)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
【公開日】平成20年9月11日(2008.9.11)
【国際特許分類】
【出願日】平成19年2月27日(2007.2.27)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
[ Back to top ]