
構造化繊維ウェブ
本発明は、熱を使用して一体に熱接着され、熱的に安定なベース基材を作り出す、熱的に安定な親水性の繊維を含む、構造化繊維ウェブを目的とする。このベース基材は、機械的処理を介して非平坦化され、その厚さが増大され、所望により、その機械的特性及び流体処理特性を向上させるために、過剰接着を介して修正される。この構造化繊維ウェブは、最適な流体吸い上げ能力、及び流体獲得能力を提供して、流体管理の用途を目的とする。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維ウェブに関し、特に、最適な流体獲得能力及び流体分配能力を提供する、構造化繊維ウェブに関する。
【背景技術】
【0002】
市販の不織布は、典型的には、繊維へと形成される合成ポリマーを含む。典型的には、これらの布地は、典型的には0.9g/cm3〜1.4g/cm3の、高い固有の総合密度を有する中実繊維で製造される。布地の総重量又は坪量は、所望の不透明度、機械的特性、柔軟性/安楽性によって、あるいは許容可能な厚さ、すなわちキャリパー、強度、及び保護の知覚(protection perception)を増進させるための、その布地の特異的な流体相互作用によって決まる場合が多い。多くの場合、特定の機能、又は所望の性能水準を達成するためには、これらの特性を組み合わせる必要がある。
【0003】
不織布の機能性は、多くの用途に関して重要である。多くの不織布用途に関しては、その機能は、製品をより柔軟に、又はより自然な感触にさせることによって、製品に所望の感触を提供することである。他の不織布用途に関しては、その機能は、製品を吸収性にすることによって、すなわち流体を獲得するか又は分配することを可能にさせることによって、製品の直接的な性能に影響を与える。いずれの場合にも、不織布の機能は、キャリパー、すなわち厚さに関連する場合が多い。例えば、不織布は、最適な流体獲得能力及び流体分配能力が望まれる、流体管理用途に有用である。そのような用途には、流体及び粒子の除去に関する、湿潤保護用途、並びに洗浄用途のための、使い捨て吸収性物品での使用が含まれる。いずれの場合にも、不織布は、流体を獲得して分配するための能力を有する流体管理層としての使用に望ましい。
【0004】
この機能を実行する際の不織布の有効性は、不織布の厚さ、すなわちキャリパー、及びそれに対応する空隙容量、並びに不織布を形成するために使用される繊維の特性に、大きく左右される。多くの用途に関しては、キャリパーはまた、結果として得られる製品の嵩高性を最低限に抑えるように、制限される必要もある。例えば、使い捨て吸収性物品は、典型的には、不織布のトップシート、バックシート、及びそれらの間の吸収性コアを含む。噴出による漏出及び再湿潤を制御するために、典型的には少なくとも1つの不織布層を含む流体獲得層が、トップシートと吸収性コアとの間に配置される。この獲得層は、流体を取り込み、吸収性コアにその流体を移送する能力を有する。この機能を実行する際の獲得層の有効性は、層の厚さ、及び層を形成するために使用される繊維の特性に、大きく左右される。しかしながら、厚さは、消費者には望ましくない嵩高性につながる。したがって、不織布の厚さ、すなわちキャリパーは、機能性のための最大の厚さと、快適性のための最小の厚さとの均衡に基づいて選択される。
【0005】
更には、材料の取扱い、保管、及び一部の用途での通常使用の間に誘発される、圧縮力のために、不織布のキャリパーを維持することは困難である場合が多い。
【発明の概要】
【発明が解決しようとする課題】
【0006】
したがって、殆どの用途に関しては、不織布は、加工、パッケージ化、及び最終使用を通じて持続可能な、頑強なキャリパーを呈することが望ましい。その上、高いキャリパーの不織布は、保管の間、ロール状態で、より多くのスペースを占める。それゆえ、より多くの材料が、最終製品に加工される前にロール状態で保管され得るように、好ましくは、特定の最終製品の製造で使用されるプロセスに不織布が入る時点で、不織布のキャリパーを増大させるための方法を有することも、また望ましい。
【課題を解決するための手段】
【0007】
本発明は、熱的に安定な繊維を含む、構造化繊維ウェブを目的とする。この繊維及び繊維ウェブは好ましくは非延伸性である。この繊維は非延伸性であるため、以下で説明するような機械的処理の間に、ウェブの平面内で破断し、また使用中の圧縮力に耐えるように剛性である。この繊維は、少なくとも0.5GPaの弾性率を有する。この繊維は、熱を使用して一体に熱接着され、熱的に安定な繊維ウェブベース基材を作り出す。
【0008】
この繊維ウェブベース基材は、繊維の寸法、坪量、及び広域にわたって本質的に均質な接着のタイプに基づく、特性的なロフト、すなわち厚さを有する。このベース基材は、ベース基材に局部的な面外厚さを付与するように機械的処理され、構造化繊維ウェブを形成する、第1表面及び第2表面を含む。この構造化繊維ウェブは、第1領域、及びこの第1領域の全域に配置される、複数個の離散した第2領域を含む。この第2領域は、繊維ウェブの第2表面上の不連続部、及び第1表面上の変位繊維を形成する。この変位繊維は、第2領域の第1辺に沿って固定され、及び第1辺に対向する第2領域の第2辺に沿って、第1表面の近位で分離されて、この繊維性布地の第1表面から離れて延びる遊離端部を形成する。少なくとも50%かつ100%未満の変位繊維が、流体を収集するための自由容積を提供する遊離端部を有する。
【0009】
一実施形態では、構造化繊維ウェブは、第2領域間の第1領域の全域に配置される、複数個の接着領域及び/又は過剰接着領域を含む。この接着領域及び/又は過剰接着領域は、第2領域間で連続的に延び、流体獲得のための付加的な空隙容量、及び流体分配のためのチャネルを提供する、凹部を形成する。
【0010】
構造化繊維ウェブは、最適な流体獲得及び流体分配の能力が望まれる、流体管理用途を目的とする。そのような流体管理用途には、おむつ、女性用保護製品、流体吸収性洗浄製品、創傷包帯、よだれ掛け、及び成人用失禁製品などの、使い捨て吸収性物品が含まれる。
【図面の簡単な説明】
【0011】
本発明のこれらの特徴、態様、及び利点、並びに他の特徴、態様、及び利点は、以下の説明、添付の特許請求の範囲、及び添付図面を考慮することで、より良好に理解されるであろう。
【図1】本発明によるウェブを作製するための装置の略図。
【図1A】本発明による積層ウェブを作製するための代替的な装置の略図。
【図2】図1に示す装置の一部分の拡大図。
【図3】構造化基材の部分的斜視図。
【図4】図3に示す構造化基材の拡大部分。
【図5】図4に示す構造化基材の一部分の断面図。
【図6】図5に示す構造化基材の一部分の平面図。
【図7】図2に示す装置の一部分の断面図。
【図8】本発明のウェブの一実施形態を形成するための装置の一部分の斜視図。
【図9】本発明のウェブを形成するための装置の一部分の拡大斜視図。
【図10】変位繊維の溶融接着部分を有する構造化基材の部分的斜視図。
【図11】図10に示す構造化基材の拡大部分。
【図12A】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12B】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12C】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12D】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12E】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12F】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図13】接着領域及び/又は過剰接着領域を示す、構造化基材の一部分の断面図。
【図14】構造化基材の反対側表面上の接着領域及び/又は過剰接着領域を示す、構造化基材の一部分の断面図。
【図15】低い繊維変位の変形で形成されたテント状の構造を示す、本発明のウェブの一部分の顕微鏡写真。
【図16】増大した繊維変位の変形から生じた実質的な繊維の破断を示す、本発明のウェブの一部分の顕微鏡写真。
【図17A】変位繊維の数を判定するために切断される構造化基材の部分を示す、本発明のウェブの部分の顕微鏡写真。
【図17B】変位繊維の数を判定するために切断される構造化基材の部分を示す、本発明のウェブの部分の顕微鏡写真。
【図18】変位繊維の数を判定するために切断される、構造化基材の先端部接着変位繊維に沿った位置を特定する、本発明のウェブの一部分の顕微鏡写真。
【図19A】成形繊維の構成の断面図。
【図19B】成形繊維の構成の断面図。
【図19C】成形繊維の構成の断面図。
【図20】面内放射状浸透性装置の配置設定の略図。
【図21A】図20に示す面内放射状浸透性装置の配置設定の部分の代替的な図。
【図21B】図20に示す面内放射状浸透性装置の配置設定の部分の代替的な図。
【図21C】図20に示す面内放射状浸透性装置の配置設定の部分の代替的な図。
【図22】図20に示す面内放射状浸透性装置の配置設定のための、流体送達リザーバの略図。
【発明を実施するための形態】
【0012】
定義:
本明細書及び特許請求の範囲で使用するとき、用語「含む」は、包括的であるか、又は非制限的であり、列挙されていない追加的な要素、構成要素、又は方法工程を排除するものではない。
【0013】
本明細書で使用するとき、用語「駆動」は、互いに噛み合う歯と溝とによって作り出される引っ張り歪みが、中間にあるウェブ区域を伸張させるか又は引き伸ばす、いずれかのプロセスを意味する。そのようなプロセスは、通気性フィルム、伸張性複合材料、有孔材料、及び非平坦材料を含めた、多くの物品の生産に有用であることが見出されている。不織布ウェブに関しては、この伸張によって、繊維の再配向、繊維のデニール及び/又は断面の変化、坪量の低減、並びに/あるいは中間のウェブ区域での制御された繊維破壊を引き起こすことができる。例えば、一般的な駆動方法は、リングロール加工として当該技術分野において既知のプロセスである。
【0014】
本明細書で使用するとき、「係合深さ」は、対向する駆動部材の、噛み合っている歯と溝が、互いの中へと延びる程度を意味する。
【0015】
本明細書で使用するとき、用語「不織布ウェブ」は、相互に重なり合っているが、典型的には不規則に配向された繊維を有さない織布又は編織物内のように反復パターンで重なり合ってはいない、個々の繊維又は糸の構造体を有するウェブを指す。不織布ウェブ又は不織布は、例えば、メルトブローイングプロセス、スパンボンディングプロセス、水流交絡、エアレイド、及びカード熱接着を含む接着カードウエブプロセスなどの、多くのプロセスから形成されている。不織布の坪量は、通常は、グラム毎平方メートル(g/m2)で表される。積層ウェブの坪量は、構成要素の層及び任意の他の付加構成要素の総合計坪量である。繊維直径は、通常は、マイクロメートルで表されるが、繊維寸法はまた、繊維の長さ当りの重量の単位である、デニールでも表すことができる。本発明での使用に好適な積層ウェブの坪量は、ウェブの最終用途に応じて決定されるが、6g/m2〜400g/m2の範囲とすることができる。例えば、ハンドタオルとしての使用に関しては、第1ウェブ及び第2ウェブの双方を、18g/m2〜500g/m2の坪量を有する不織布とすることができる。
【0016】
本明細書で使用するとき、「スパンボンド繊維」とは、紡糸口金の、微細で、通常は円形の複数個の毛管から、溶融した熱可塑性材料をフィラメントとして押し出し、次いで、押し出されたフィラメントの直径を、外部から加えられる力によって急激に縮小させることによって形成される、比較的小径の繊維を指す。スパンボンド繊維は、収集表面上に堆積するとき、概して粘着性ではない。スパンボンド繊維は、概して連続しており、7マイクロメートルを超える平均直径、より具体的には、約10〜40マイクロメートルの(少なくとも10のサンプルからの)平均直径を有する。
【0017】
本明細書で使用するとき、用語「メルトブローイング」とは、溶融した熱可塑性材料を、微細で、通常は円形の複数の金型毛管を通して、通常は加熱された、集束する高速の気体(例えば、空気)流の中へ、溶融糸又はフィラメントとして押し出し、この気体流によって、溶融した熱可塑性材料のフィラメントを細繊化し、その直径を縮小することによって、繊維が形成されるプロセスを指し、直径がマイクロファイバー直径となる場合もある。その後、メルトブローン繊維は、高速の気体流によって運ばれ、多くの場合、依然として粘着性である間に、収集表面上に堆積して、不規則に分散したメルトブローン繊維のウェブを形成する。メルトブローン繊維は、連続していても、又は不連続であってもよく、一般に平均直径が10マイクロメートル未満のマイクロファイバーである。
【0018】
本明細書で使用するとき、用語「ポリマー」には、ホモポリマー、コポリマー(例えば、ブロック、グラフト、ランダム、及び交互性のコポリマーなど)、ターポリマーなど、並びにこれらのブレンド及び改質物が一般に含まれるが、これらに限定されない。更に、特に指定のない限り、用語「ポリマー」には、その材料の、あらゆる可能な幾何学的配置が含まれる。その配置としては、アイソタクチック、アタクチック、シンジオタクチック、及びランダム対称が挙げられるが、これらに限定されない。
【0019】
本明細書で使用するとき、用語「モノコンポーネント」繊維とは、1種のポリマーのみを使用して、1つ以上の押出成形機から形成される繊維を指す。これは、1種のポリマーから形成されているが、着色、静電気防止特性、潤滑、親水性などのために、少量の添加物が添加されている繊維を除外することを意味しない。これらの添加物、例えば着色用の二酸化チタンは、一般に、約5重量%未満、より典型的には、約2重量%未満の量で存在する。
【0020】
本明細書で使用するとき、用語「バイコンポーネント繊維」とは、別個の押出成形機から押し出されるが、一体に紡糸されて1つの繊維を形成する、少なくとも2種の異なるポリマーから形成されている繊維を指す。バイコンポーネント繊維はまた、複合繊維又はマルチコンポーネント繊維と称される場合もある。ポリマーは、バイコンポーネント繊維の横断面にわたって実質的に一定に位置付けられる個別の区域に配置され、バイコンポーネント繊維の長さに沿って連続して延在する。そのようなバイコンポーネント繊維の構成は、例えば、1種のポリマーが別のポリマーによって包囲されるシース/コア配置であってもよく、又は並列配置、パイ型配置、若しくは「海島型」配置であってもよい。
【0021】
本明細書で使用するとき、用語「二成分繊維」とは、同じ押出成形機からブレンドとして押し出される少なくとも2種のポリマーから形成されている繊維を指す。二成分繊維は、繊維の横断面にわたって比較的一定に位置付けされる個別の区域内に配置される様々なポリマー構成要素を有するものではなく、様々なポリマーが、通常、その繊維の全長に沿って連続せずに、むしろ通常は、不規則に開始及び終了する繊維を形成する。二成分繊維はまた、多成分繊維と称される場合もある。
【0022】
本明細書で使用するとき、用語「非丸形繊維」とは、非丸形の断面を有する繊維を説明し、「成形繊維」及び「毛管チャネル繊維」を包含する。そのような繊維は、中実又は中空であり得、またそれらは、3葉形、デルタ形状であり得、好ましくは、外側表面上に毛管チャネルを有する繊維である。この毛管チャネルは、「U形状」、「H形状」、「C形状」、及び「V形状」などの、様々な断面形状のものとすることができる。1つの好適な毛管チャネル繊維は、Fiber Innovation Technologies(Johnson City,TN)より入手可能な、4DG繊維として指定される、T−401である。T−401繊維は、ポリエチレンテレフタレート(PETポリエステル)である。
【0023】
「吸収性物品」は、液体を吸収し、かつ/又は収容するデバイスを意味する。着用可能な吸収性物品は、着用者の身体に接触して定置されるか、又は近接して定置され、身体から排泄される様々な排泄物を吸収し、収容する吸収性物品である。着用可能な吸収性物品の非限定的な例としては、おむつ、パンツ式又はプルオンおむつ、トレーニングパンツ、生理用ナプキン、タンポン、パンティライナー、失禁用具などが挙げられる。更なる吸収性物品としては、拭き取り布、及び洗浄製品が挙げられる。
【0024】
「配置される」とは、物品の1つの要素が、物品の別の要素と関連して定置されることを指す。例えば、要素は、おむつの他の要素と共に一体型構造体として、又はおむつの別の要素に接合される別個の要素として、特定の場所又は位置に形成(接合、及び位置付け)することができる。
【0025】
「延伸性不織布」は、破裂することも、又は破断することもなく、少なくとも50%まで伸長する繊維不織布である。例えば、100mmの初期長を有する延伸性材料は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、少なくとも150mmまで伸長し得る。材料は、1つの方向(例えば、CD)では延伸性であるが、別の方向(例えば、MD)では非延伸性である場合がある。延伸性不織布は、一般に、延伸性繊維から構成される。
【0026】
「高度延伸性不織布」は、破裂することも、又は破断することもなく、少なくとも100%まで伸長する繊維不織布である。例えば、100mmの初期長を有する高度延伸性材料は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、少なくとも200mmまで伸長し得る。材料は、1つの方向(例えば、CD)では高度に延伸性であるが、別の方向(例えば、MD)では非延伸性であるか、又は他の方向で延伸性である場合がある。高度延伸性不織布は、一般に、高度延伸性繊維から構成される。
【0027】
「非延伸性不織布」は、50%の伸長に達するまでは、破裂することも、又は破断することもなく伸長する繊維不織布である。例えば、100mmの初期長を有する非延伸性材料は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、50mmを超えて伸長することができない。非延伸性不織布は、機械方向(MD)及び横断方向(CD)の双方で非延伸性である。
【0028】
「延伸性繊維」は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、破裂することも、又は破断することもなく、少なくとも400%まで伸長する繊維である。
【0029】
「高度延伸性繊維」は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、破裂することも、又は破断することもなく、少なくとも500%まで伸長する繊維である。
【0030】
「非延伸性繊維」は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、破裂することも、又は破断することもなく、400%未満まで伸長する繊維である。
【0031】
「親水性の、又は親水性」とは、水又は生理食塩水が、その繊維若しくは繊維性材料の表面上で浸潤する、繊維あるいは不織布材料を指す。水又は生理食塩水を吸い上げる材料は、親水性として分類することができる。親水性を測定するための方法は、その垂直吸い上げ能力を測定することによるものである。本発明に関しては、不織布材料は、少なくとも5mmの垂直吸い上げ能力を示す場合には、親水性である。
【0032】
「接合される」とは、要素を他の要素に直接取り付けることによって、要素が直接固定される構成、及び要素を中間部材に取り付け、その中間部材を同様に他の要素に取り付けることによって、要素が別の要素に間接的に固定される構成を指す。
【0033】
「積層」は、例えば、接着剤結合、熱接着、超音波結合などの、当該技術分野で既知の方法によって互いに接着される、2つ以上の材料を意味する。
【0034】
「機械方向」すなわち「MD」は、製造プロセスを通じてウェブが移動する際の、ウェブの移動方向と平行な方向である。MDの±45度の範囲内の方向は、機械方向性であると見なされる。「機械横断方向」すなわち「CD」は、MDに実質的に垂直であり、かつウェブによって概ね画定される平面内の方向である。横断方向の45度未満の範囲内の方向は、横断方向性であると見なされる。
【0035】
「外側寄り」及び「内側寄り」とは、それぞれ、要素が、第2要素と比較して、吸収性物品の長手方向中心線から相対的に遠く配置されている位置、又は相対的に近くに配置されている位置を指す。例えば、要素Aが要素Bの外側寄りである場合には、要素Aは、要素Bよりも、長手方向中心線から遠くにある。
【0036】
「吸い上げ」とは、不織布を通る流体の、毛管力を介した能動流体輸送を指す。吸い上げ率とは、単位時間当たりの流体運動、すなわち、指定の期間に流体がどの程度遠くまで移動したか、を指す。
【0037】
「獲得率」とは、材料が、既定量の流体を取り込む速度、すなわち、その流体が材料を通過するためにかかる時間量を指す。
【0038】
「浸透性」とは、X−Y平面内で材料を貫流するための、流体の相対能力を指す。高い浸透性を有する材料は、低い浸透性を有する材料よりも高速の流体流速を可能にする。
【0039】
「ウェブ」は、ロールへと巻き取ることが可能な材料を意味する。ウェブは、フィルム、不織布、積層体、有孔積層体などとすることができる。ウェブの面とは、ウェブ縁部の対照としての、ウェブの2次元表面の1つを指す。
【0040】
「X−Y平面」は、移動ウェブのMD及びCDによって、又はその長さによって画定される平面を意味する。
【0041】
本明細書において開示される全ての数値範囲に関して、本明細書全体を通じて記載されるあらゆる最大数値限定は、それより小さいあらゆる数値限定を、そのような小さい数値限定が本明細書に明示的に記載されているかのように包含すると理解すべきである。加えて、本明細書全体を通じて記載されるあらゆる最小数値限定は、それより大きいあらゆる数値限定を、そのような大きい数値限定が本明細書に明示的に記載されているかのように包含する。更に、本明細書全体を通じて記載されるあらゆる数値範囲は、そのようなより広い数値範囲内に入るあらゆるより狭い数値範囲を包含し、並びにその数値範囲内のそれぞれの個々の数値をも、そのようなより狭い数値範囲及び個々の数値が全て、あたかも本明細書に明示的に記載されているかの如く包含するものである。
【0042】
本発明は、好適なベース基材の駆動によって形成される、構造化基材を提供する。この駆動は、繊維の変位を含み、ベース基材の流体獲得特性を増大させる3次元の質感を形成する。ベース基材の表面エネルギーを変性させて、その流体吸い上げ特性を増大させることもできる。ベース基材から構造化基材を作製するために使用する、好ましい方法及び装置に関連して、本発明の構造化基材を説明する。図1及び図2に、好ましい装置150を概略的に示し、より詳細に以下で説明する。
【0043】
ベース基材
本発明によるベース基材20は、熱的に安定な繊維の緩い集束から形成される、流体浸透性の繊維不織布ウェブである。本発明によるこの繊維は、破裂又は破断することなく300%未満まで伸長するとして上記で定義した、非延伸性であるが、しかしながら、本発明のベース基材を形成する非延伸性繊維は、好ましくは、破裂又は破断することなく200%未満まで伸長する。この繊維は、業界標準のカーディング、エアレイド、又はウェットレイド技術を使用してウェブへと形成される短繊維を含み得るが、しかしながら、業界標準のスパンボンド式技術を使用してスパンレイド不織布ウェブを形成する、連続的スパンボンド繊維が好ましい。スパンレイドウェブを作り出すための繊維及びスパンレイドプロセスを、より詳細に以下で説明する。
【0044】
本発明の繊維は、様々な断面形状を有し得、それらの形状としては、丸形、楕円形、星形、3葉形、3〜8つの葉を備える多葉形、矩形、H形状、C形状、I形状、U形状、及び他の様々な偏心形状が挙げられるが、これらに限定されない。中空繊維もまた、使用することができる。好ましい形状は、丸形、3葉形、及びH形状である。丸形繊維が最も安価であり、したがって経済的観点からは好ましいが、3葉形の成形繊維は、増大した表面積を提供し、それゆえ機能的観点から好ましい。丸形及び3葉形の繊維形状は、中空であってもよいが、しかしながら、中実繊維が好ましい。中空繊維は、同じ形状及び同じデニールの中実繊維よりも、等価のデニールで高い圧縮抵抗を有するため、有用である。
【0045】
本発明における繊維は、典型的なスパンボンド不織布で見られる繊維よりも、大きくなる傾向がある。成形繊維の直径は、判定し難い場合があるため、その繊維のデニールが参照される場合が多い。デニールは、9000リニアメートルの長さでの、グラム単位の繊維の質量として定義され、dpf(フィラメント当たりのデニール)として表される。本発明に関しては、好ましいデニールの範囲は、1dpfより大きい、100dpf未満である。より好ましいデニールの範囲は、1.5dpf〜50dpf、更により好ましい範囲は、2.0dpf〜20dpf、最も好ましい範囲は、4dpf〜10dpfである。
【0046】
本発明のベース基材を形成する繊維の緩い集束は、駆動及び対応する繊維変位に先立って接着される。繊維ウェブは、繊維が高いレベルの移動性を有し、張力を受けると接着部位から引き抜かれる傾向にあるように、不完全に接着してもよく、又は繊維が最小限の移動性を呈し、張力を受けると破断する傾向にあるように、より高度な接着部位の一体性を有して完全に接着してもよい。本発明のベース基材を形成する非延伸性繊維は、好ましくは、完全に接着されて、非延伸性繊維ウェブ材料を形成する。以下でより詳細に説明するように、繊維変位を介して構造化基材を形成するためには、非延伸性ベース基材が好ましい。
【0047】
ベース基材を完全に接着することは、例えばベース基材を製造する間の、1つの接着工程で行なうことができる。あるいは、予備接着されたベース基材を作製するために、2つ以上の接着工程が存在する場合もあり、例えば、ベース基材は、製造後に、巻き上げるために十分な一体性を提供するために、単に軽度に接着されるか又は不完全に接着される場合がある。引き続き、例えば、本発明の繊維変位プロセスをベース基材に施す直前に、ベース基材に更なる接着工程を施し、完全に接着されたウェブを得ることができる。また、ベース基材の製造と繊維の変位との間の任意の時点で、接着工程が存在してもよい。異なる接着工程はまた、異なる接着パターンを付与することもできる。
【0048】
繊維を接着するためのプロセスは、Albin Turbakによる「Nonwovens:Theory,Process,Performance and Testing」(Tappi 1997年)で詳細に記載されている。典型的な接着方法としては、機械的交絡、流体力学的交絡、ニードルパンチング、並びに化学的結合及び/又は樹脂結合が挙げられる。しかしながら、熱を利用する通風接着、並びに熱及び圧力を利用する熱ポイント接着などの、熱接着が好ましく、熱ポイント接着が最も好ましい。
【0049】
通風接着は、繊維の集束に加熱ガスを通過させることによって実行され、固結した不織布ウェブを作り出す。熱ポイント接着には、離散した位置に熱及び圧力を加えて、不織布ウェブ上に接着部位を形成することを伴う。実際の接着部位には、様々な形状及び寸法が含まれ、それらとしては、卵形、円形、及び四辺形の幾何学的形状が挙げられるが、これらに限定されない。熱ポイント接着全体の総合面積は、2%〜60%、好ましくは4%〜35%、より好ましくは5%〜30%、最も好ましくは8%〜20%である。本発明の完全に接着されたベース基材は、8%〜70%、好ましくは12%〜50%、より好ましくは15%〜35%の、接着全体の総合面積を有する。熱ポイント接着のピン密度は、5ピン/cm2〜100ピン/cm2、好ましくは10ピン/cm2〜60ピン/cm2、最も好ましくは20ピン/cm2〜40ピン/cm2である。本発明の完全に接着されたベース基材は、10ピン/cm2〜60ピン/cm2、好ましくは20ピン/cm2〜40ピン/cm2の接着のピン密度を有する。
【0050】
熱接着は、熱可塑性ポリマー及びそれらから作製される繊維などの、熱接着性ポリマーから形成される繊維を必要とする。本発明に関しては、繊維組成物は、熱接着性ポリマーを含む。好ましい熱接着性ポリマーは、ポリエステル樹脂、好ましくはPET樹脂、より好ましくはPET樹脂及びcoPET樹脂を含み、以下でより詳細に説明するような、熱接着性で、熱的に安定な繊維を提供する。本発明に関しては、熱可塑性ポリマー含有量は、繊維の約30重量%より大きい濃度で、好ましくは約50重量%より大きい濃度で、より好ましくは約70重量%より大きい濃度で、最も好ましくは約90重量%より大きい濃度で存在する。
【0051】
接着の結果として、ベース基材は、機械方向(MD)及び機械横断方向(CD)の双方での機械的特性を有する。MD引っ張り強度は、1N/cm〜200N/cm、好ましくは5N/cm〜100N/cm、より好ましくは10N/cm〜50N/cm、最も好ましくは20N/cm〜40N/cmである。CD引っ張り強度は、0.5N/cm〜50N/cm、好ましくは2N/cm〜35N/cm、最も好ましくは5N/cm〜25N/cmである。ベース基材はまた、1.1〜10、好ましくは1.5〜6、最も好ましくは1.8〜5の、MD対CDの引っ張り強度比という特性的比率も有するべきである。
【0052】
この接着方法はまた、ベース基材の厚さにも影響を及ぼす。ベース基材の厚さ、すなわちキャリパーはまた、所定の測定位置に存在する繊維の数、寸法、及び形状によっても決定される。ベース基材の厚さは、0.10mm〜1.3mm、より好ましくは0.15mm〜1.0mm、最も好ましくは0.20mm〜0.7mmである。
【0053】
ベース基材はまた、特性的な不透明度も有する。不透明度は、ベース基材を通過する光の相対量の尺度である。理論に束縛されるものではないが、特性的な不透明度は、所定の測定位置に存在する繊維の数、寸法、タイプ、形態学、及び形状に応じて決定されると考えられる。不透明度は、TAPPI試験方法T 425 om−01「Opacity of Paper(15/d geometry,Illuminant A/2 degrees,89% Reflectance Backing and Paper Backing)」を使用して測定することができる。不透明度は百分率として測定される。本発明に関しては、ベース基材の不透明度は、5%より大きい、好ましくは10%より大きい、より好ましくは20%より大きい、更により好ましくは30%より大きい、最も好ましくは40%より大きい。
【0054】
ベース基材は、特性的な坪量、及び特性的な密度を有する。坪量は、単位面積当たりの繊維/不織布の質量として定義される。本発明に関しては、ベース基材の坪量は、10g/m2〜200g/m2である。ベース基材の密度は、ベース基材の坪量を、ベース基材の厚さで除算することによって判定される。本発明に関しては、ベース基材の密度は、14kg/m3〜200kg/m3である。ベース基材はまた、1グラム当たりの立法センチメートルで測定される、ベース基材の密度の逆数であるベース基材の比体積も有する。
【0055】
本発明のベース基材を使用して、屋根用フェルト、濾過物品、乾燥機用仕上げシート、及び他の消費者製品を作製することができる。
【0056】
ベース基材の修正
本発明では、ベース基材を修正して、流体管理が重要である製品での使用のために、その流体分散特性及び流体獲得特性を最適化することができる。流体分散特性は、ベース基材の表面エネルギーを変化させ、親水性及び対応する吸い上げ特性を増大させることによって、強化することができる。ベース基材の表面エネルギーの修正は、任意選択的であり、典型的には、ベース基材が作製される際に実行される。流体獲得特性は、繊維の変位によってベース基材の構造を修正し、基材の厚さ、すなわちロフト、及び対応する比体積を増大させる3D質感を導入することにより影響され得る。
【0057】
表面エネルギー
ベース基材の親水性は、表面エネルギーに関連する。ベース基材の表面エネルギーは、局所的表面処理、繊維の表面への化学的グラフト処理によって、又はプラズマ処理若しくはコロナ処理を介した繊維表面の反応性酸化に次ぐガス反応の追加による更なる化学的結合によって、修正することができる。
【0058】
ベース基材の表面エネルギーはまた、ベース基材の繊維を製造する際に使用する、ポリマー材料によっても影響され得る。ポリマー材料は、固有の親水性を有し得るか、あるいはポリマー、繊維表面、及びベース基材表面の、融解添加物による化学修飾によって、又は親水性挙動を誘起する他の材料とのポリマー材料の混合によって、親水性にすることができる。ポリプロピレンに関して使用される材料の例は、Ciba製のIRGASURF(登録商標)HL560、及びEastman Chemicalの、PET用の一群のポリマー材料、EASTONE(登録商標)からのPETコポリマーである。
【0059】
表面エネルギーはまた、繊維の局所的処理によっても影響され得る。繊維表面の局所的処理は、一般に、フォーム、スプレー、キスロール、又は他の好適な技術を介して、乳濁液中に希釈状態で添加され、次いで乾燥される界面活性剤を伴う。局所的処理が必要とされる場合があるポリマーは、ポリプロピレン又はポリエステルテレフタレート系のポリマー系である。他のポリマーとしては、脂肪族ポリエステルアミド;脂肪族ポリエステル;ポリエチレンテレフタレート及びコポリマー、ポリブチレンテレフタレート及びコポリマーを含む芳香族ポリエステル;ポリトリメチレンテレフタレート及びコポリマー;ポリ乳酸及びコポリマーが挙げられる。汚れ放出ポリマー(SRP)と称される材料の範疇もまた、局所的処理に好適である。汚れ放出ポリマーは、低分子量のポリエステルポリエーテル、ポリエステルポリエーテルのブロックコポリマー、並びに非イオン性ポリステル化合物が含まれる、一群の材料である。これらの材料の一部は、融解添加物として添加することができるが、それらの好ましい使用法は、局所的処理剤としてである、この範疇の材料の市販例は、Clariantより、Texcare(商標)の製品群として入手可能である。
【0060】
構造化基材
ベース基材20に対する第2の修正は、ベース基材を機械的処理して構造化繊維ウェブ基材(用語「構造化繊維ウェブ」及び「構造化基材」は、本明細書では互換的に使用される)を作り出すことを伴う。構造化基材は、(1)繊維の再配列、並びに恒久的な繊維の転位(以降では「繊維変位」と称する)を作り出す繊維の分離及び破断によって、構造化基材がベース基材の厚さの値よりも高い厚さの値を有するように、恒久的に変形されたベース基材、及び任意選択的に、(2)ベース基材の厚さよりも低い圧縮領域を形成するように、過剰な接着(以降では「過剰接着」と称する)によって修正されたベース基材として定義される。繊維変位プロセスは、ロッド、ピン、ボタン、構造化されたスクリーン若しくはベルト、又は他の好適な技術を介した、繊維の恒久的な機械的変位を伴う。この恒久的な繊維の転位は、ベース基材と比較して、付加的な厚さ、すなわち付加的キャリパーをもたらす。この付加的な厚さは、基材の比体積を増大させ、また基材の流体浸透性も増大させる。過剰接着は、ベース基材の機械的特性を向上させ、流体管理のための、変位繊維領域間のチャネルの深さを増進させることができる。
【0061】
繊維変位
前述のベース基材を、図1に示す装置150を使用して加工処理し、その一部分が図3〜図6に示される構造化基材21を形成することができる。図3に示すように、この構造化基材は、X−Y平面内の第1領域2、及びこの第1領域2の全域に配置される複数個の第2領域4を有する。第2領域4は、構造化基材21の第2表面14上に不連続部16を形成する変位繊維6、及び第1表面12から延びる遊離端部18を有する変位繊維6を含む。図4に示すように、変位繊維6は、第2領域4の第1辺11から延びて、分離して破断し、第1表面12に近位の、第1辺と対向する第2辺13に沿って、遊離端部18を形成する。本発明に関しては、第1表面12に近位とは、繊維の破断が、第1表面12と、変位繊維の頂点、すなわち遠位部分3との間で、好ましくは、変位繊維6の遠位部分3よりも、第1表面12に接近して発生することを意味する。
【0062】
繊維の分離又は破断の位置は、ベース基材を形成する非延伸性繊維が主要な起因となるが、しかしながら、変位繊維の形成及び対応する繊維破断はまた、ベース基材の形成に使用された接着の程度にも影響される。完全に接着された非延伸性繊維を含むベース基材は、図15の顕微鏡写真に示すように、その繊維の強度、繊維の剛性、及び接着の強度のために、軽度の繊維変位の変形で、テント状構造を形成する構造を提供する。繊維変位の変形が拡張すると、図16の顕微鏡写真に示すように、実質的な繊維破断が、典型的には一方の辺上に集中して観察される。
【0063】
図4の遊離端部18を有する変位繊維6を作り出す目的は、空隙容量を生成することによって、ベース基材の比体積を超えて、構造化基材の比体積を増大させることである。本発明に関しては、第2領域内に少なくとも50%かつ100%未満の遊離端部を有する変位繊維6を作り出すことは、使用中に持続可能な増大したキャリパー及び対応する比体積を有する、構造化基材を作り出すことが見出されている。(以下に記載の、表6、実施例1N5〜1N9を参照)本明細書で更に説明する特定の実施形態では、変位繊維6の遊離端部18は、改善された圧縮抵抗及び対応する維持能力のために、熱接着することができる。熱接着された遊離端部を有する変位繊維6、及びその同じ変位繊維を作り出すためのプロセスを、以下で更に詳細に論じる。
【0064】
図5に示すように、第2領域4内の変位繊維6は、典型的にはベース基材の厚さと等しい第1領域2の厚さ32より大きい厚さ、すなわちキャリパーを呈する。変位繊維6を有する第2領域4の寸法及び形状は、使用される技術に応じて変化し得る。図5は、第2領域4内の変位繊維6を示す、構造化基材21の断面図を示す。変位繊維6の厚さ34は、変位繊維6によって生じる、構造化基材21の第2領域4の厚さ、すなわちキャリパーを説明する。図示のように、変位繊維の厚さ34は、第1領域の厚さ32より大きい。変位繊維の厚さ34は、第1領域の厚さ32の、少なくとも110%より大きいことが好ましく、より好ましくは少なくとも125%より大きく、最も好ましくは第1領域の厚さ32の、少なくとも150%より大きい。変位繊維の厚さ34に関しての、エージングされたキャリパーは、0.1mm〜5mm、好ましくは0.2mm〜2mm、最も好ましくは0.5mm〜1.5mmである。
【0065】
構造化基材21の単位面積当たりの、変位繊維6を有する第2領域4の数は、図3に示すように様々であり得る。一般に、面密度は、構造化基材21の全域にわたって均一である必要はないが、第2領域4は、線、ストリップ、バンド、円などのような既定の形状を有する領域内などの、構造化基材21の特定の領域に限定され得る。
【0066】
図3に示すように、第2領域4が占める面積の合計は、総面積の75%未満、好ましくは50%未満、より好ましくは25%未満であるが、少なくとも10%である。第2領域の寸法、及び第2領域4間の間隔は、様々であり得る。図3及び図4は、長さ36、幅38、並びに第2領域4間の間隔37及び間隔39を示す。図3に示す第2領域4間の機械方向での間隔39は、好ましくは0.1mm〜1000mm、より好ましくは0.5mm〜100mm、最も好ましくは1mm〜10mmである。機械横断方向での第2領域4間の左右の間隔37は、0.2mm〜16mm、好ましくは0.4mm〜10mm、より好ましくは0.8mm〜7mm、最も好ましくは1mm〜5.2mmである。
【0067】
図1に示すように、構造化基材21は、供給ロール152から供給される、概して平面的な、2次元不織布ベース基材20から形成することができる。ベース基材20は、遊離端部18を有する変位繊維6を形成する噛み合いローラー104及び102Aによって形成されるニップ116へと、装置150によって機械方向に移動する。変位繊維6を有する構造化基材21は、任意選択的に、ロール104と、変位繊維6の遊離端部18を接着する接着ロール156との間に形成されるニップ117へと進行する。この場所から、構造化基材22は、ロール104から構造化基材22を取り出す、任意選択的な噛み合いロール102B及び104へと進行し、ロール102Bと接着ロール158との間に形成されるニップ119へと任意選択的に搬送され、そこで過剰接着領域が構造化基材23内に形成されて、最終的に構造化基材23が供給ロール160上に巻き取られる。図1は、説明したようなプロセス工程の順序を示しているが、未だ完全に接着されていないベース基材に関しては、このプロセスを逆転させて、変位繊維6を形成する前に、ベース基材内に接着領域を形成することが望ましい。この実施形態の場合、ベース基材20は、図1に示す巻き取り供給ロール160に類似する供給ロールから供給され、ロール102Bと接着ロール158との間に形成されるニップ119へと移動し、そこで基材が接着された後に、噛み合いロール102Bと104との間に形成されるニップ118に入って、そこで遊離端部18を有する変位繊維6が、第2領域4内に形成される。
【0068】
図1は、供給ロール152から供給されるベース基材20を示しているが、このベース基材20は、当該技術分野において既知の、ループウェブなどの任意の他の供給手段から供給してもよい。一実施形態では、ベース基材20は、不織布作製用製造ラインなどの、ウェブ作製装置から直接供給することができる。
【0069】
図1に示すように、第1表面12は、ベース基材20の第1辺、並びに構造化基材21の第1辺に相当する。第2表面14は、ベース基材20の第2辺、並びに構造化基材21の第2辺に相当する。一般に、用語「面」は、本明細書では、不織布などの概して2次元のウェブの、2つの主表面を説明するための用語の、一般的使用法で使用される。ベース基材20は、実質的に不規則に配向された繊維、すなわち少なくともMD及びCDに対して不規則に配向された繊維を含む、不織布ウェブである。「実質的に不規則に配向された」とは、プロセス条件のために、CDよりもMDに、又はその逆に、より多くの量が配向された繊維を呈し得る、不規則な配向を意味する。例えば、スパンボンディングプロセス及びメルトブローイングプロセスでは、繊維の連続的なストランドが、MDに移動する支持材上に堆積する。スパンボンド不織布ウェブ又はメルトブローン不織布ウェブの繊維の配向を、真に「不規則」にさせるように試みても、通常は、より高い割合の繊維が、CDではなくMDに配向される。
【0070】
本発明の一部の実施形態では、ウェブ平面内の、MDに対する既定の配向に、著しい割合の繊維を意図的に配向することが望ましい場合がある。例えば、歯の間隔、及びロール104上での配置(以下で説明するような)のために、ウェブの長手方向軸線に対して、例えば平行から60度外れた角度で、主要な繊維配向を有する不織布ウェブを作り出すことが望ましい場合があり得る。そのようなウェブは、所望の角度でウェブをラッピング加工し、所望であれば、そのウェブを、完成ウェブへとカーディングすることを組み合わせたプロセスによって、作り出すことができる。既定の角度を有する繊維を、高い割合で有するウェブは、以下でより詳細に論じるように、より多くの繊維を、統計的に偏倚させ、構造化基材21内の変位繊維へと形成することができる。
【0071】
ベース基材20は、ウェブ作製プロセスから直接的に、又は図1に示すように、供給ロール152から間接的に提供することができる。ベース基材20は、当該技術分野において既知の手段によって、例えば、油加熱ローラー又は電気加熱ローラー上で加熱することによって、予備加熱することができる。例えば、ロール154を加熱して、繊維変位プロセスに先立って、ベース基材20を予備加熱することが可能である。
【0072】
図1に示すように、供給ロール152が、矢印によって示される方向で回転すると、ベース基材20は、機械方向で、ローラー154上を越え、第1の逆回転噛み合いロールのセット102A及び104の、ニップ116へと移動する。ロール102A及びロール104は、装置150の、第1の噛み合いローラーのセットである。第1の噛み合いロールのセット102A及び104は、変位繊維を形成して、ベース基材20での繊維破断を促進するように動作し、本明細書では以後、構造化基材21と称される、構造化基材を作製する。噛み合いロール102A及び104を、図2で更に明確に示す。
【0073】
図2を参照すると、本発明の構造化基材21上に変位繊維を作製するための、装置150の部分が、より詳細に示される。装置150のこの部分は、図2ではニップローラー100として示され、1対の噛み合いロール102及び104(それぞれ、図1のロール102A及びロール104に対応する)を含み、それぞれのロールは軸線Aを中心に回転し、これらの軸線Aは、同一平面内で平行である。装置150は、ベース基材20が、特定の回転角の範囲内でロール104上に留まるように設計されるが、図2は、ベース基材20が装置150上のニップ116を通過して、変位繊維6の領域を有する構造化基材21として抜け出る際に起こることを、原理的に示す。噛み合いロールは、金属又はプラスチックから作製することができる。金属製ロールの非限定的な例は、アルミニウム又はスチールである。プラスチック製ロールの非限定的な例は、ポリカーボネート、アクリロニトリルブタジエンスチレン(ABS)、及びポリフェニレンオキサイド(PPO)である。プラスチックに、金属又は無機添加物材料を充填してもよい。
【0074】
図2に示すように、ロール102は、ロール102の円周全体の周りに途切れずに延在し得る、複数個の隆起部106及び対応する溝108を含む。一部の実施形態では、構造化基材21内で、どの種類のパターンが所望されるかに応じて、ロール102(及び、同様にロール102A)は、一部又は全ての隆起部106が周囲方向に連続ではなく、途切れ又は間隙を有するように、エッチング、ミリング、又はその他の機械加工プロセスなどによって諸部分が除去されている、隆起部106を含み得る。この途切れ又は間隙は、パターンを形成するように配置構成することができ、そのパターンとしては、円又はダイヤモンドなどの単純な幾何学的パターンが挙げられるが、またロゴ及び商標などの複雑なパターンも挙げられる。一実施形態では、ロール102は、以下でより詳細に説明する、ロール104上の歯と同様の歯を有することができる。この方式では、構造化基材21の両面12、14上に、変位繊維6を有することが可能である。
【0075】
ロール104はロール102に類似しているが、円周全体の周りに途切れずに延在し得る隆起部を有するのではなく、むしろロール104は、ロール104の少なくとも一部分の周りに離間した関係で延在する、周囲方向に離間した歯110の列となるように修正されている、周囲方向に延在する隆起部の複数個の列を含む。ロール104の歯110の個々の列は、対応する溝112によって隔てられる。動作中、ロール102及び104は、ロール102の隆起部106が、ロール104の溝112内へと延び、ロール104の歯110が、ロール102の溝108内へと延びるように噛み合う。この噛み合いは、以下で論じる図7の断面表示で、より詳細に示される。ロール102及びロール104の双方、又はいずれかは、当該技術分野において既知の手段によって、例えば、熱油を充填したローラー又は電気的に加熱されたローラーを使用することによって、加熱することができる。
【0076】
図3に示すように、構造化基材21は、概して平面的な構造化基材20の2次元構成によって、構造化基材21の両辺上に画定される第1領域2と、ベース基材20の繊維の一体的延伸から生じ得る、離間した変位繊維6及び不連続部16によって画定される、複数個の離散した第2領域4とを有する。第2領域4の構造は、構造化基材21の、いずれの辺を考慮するかに応じて、差異化される。図3に示す構造化基材21の実施形態に関しては、構造化基材21の第1表面12に関連する、構造化基材21の辺上に、離散した第2領域4のそれぞれが、第1表面12から外側方向に伸びて遊離端部18を有する、複数個の変位繊維6を含み得る。変位繊維6は、Z方向での顕著な配向を有する繊維を含み、変位繊維6のそれぞれは、第2領域4の第1辺11に沿って、第1表面12に近位で配置される基部5と、第1辺11に対向する第2領域4の第2辺13で、第1表面12に接近して分離されるか、又は破断する遊離端部18と、第1表面12からZ方向で最大距離の遠位部分3とを有する。第2表面14に関連する構造化基材21の辺上に、第2領域4は、構造化基材21の第2表面14上の繊維配向不連続部16によって画定される、不連続部16を含む。この不連続部16は、ロール104の歯110が、ベース基材20を貫通した位置に対応する。
【0077】
本明細書で使用するとき、第2領域4で使用する場合の「一体的延伸」などでの用語「一体的」とは、第2領域4の繊維がベース基材20の繊維に由来していることを指す。したがって、変位繊維6の破断繊維8は、例えば、ベース基材20からの、可塑的に変形され、かつ/又は延伸された繊維とすることができ、したがって構造化基材21の第1領域2と一体的であり得る。換言すれば、一部ではあるが全てではない繊維は破断しており、そのような繊維は、当初からベース基材20内に存在していた。本明細書で使用するとき、「一体的」は、変位繊維を作製する目的のために、別個の前駆体ウェブに導入されるか、又は追加される繊維とは区別されるものである。本発明の構造化基材21、22、及び構造化基材23の一部の実施形態は、そのような追加の繊維を利用することができるが、好ましい実施形態では、変位繊維6の破断繊維8は、構造化基材21と一体的である。
【0078】
変位繊維6内に破断繊維8を有する本発明の構造化基材21のための、好適なベース基材20は、破断して遊離端部18を形成するための、十分な繊維不動性及び/又は可塑的変形を有する繊維を含むべきであることが理解できる。そのような繊維を、図4及び図5で遊離繊維端部18として示す。本発明に関しては、変位繊維6の遊離繊維端部18は、流体を収集するための空隙、すなわち自由容積を作り出すために望ましい。好ましい実施形態では、Z方向に付勢される繊維の少なくとも50%、より好ましくは少なくとも70%かつ100%未満が、遊離端部18を有する破断繊維8である。
【0079】
第2領域4は、形状、寸法、及び分布が様々であり得る比体積分布を目的とした、X−Y平面及びZ平面(Z-plane)の双方におけるパターンを形成するように、成形することができる。
【0080】
図2に示す構造化基材21の実施形態に関する、変位繊維6を有する代表的な第2領域を、図3〜図6での更なる拡大図で示す。代表的な変位繊維6は、変位繊維6が複数個の破断繊維8を含み、それらの破断繊維8が実質的に整合されることにより、変位繊維6が明確な長手方向の配向及び長手方向軸線Lを有するように、ロール104上の細長歯110上で形成されるタイプのものである。変位繊維6はまた、MD−CD平面内で、長手方向軸線Lと概して直交する横方向軸線Tも有する。図2〜図6に示す実施形態では、長手方向軸線Lは、MDに平行である。一実施形態では、全ての離間した第2領域4は、概して平行な長手方向軸線Lを有する。好ましい実施形態では、第2領域4は長手方向の配向を有し、すなわち、第2領域は細長形状を有しており、円形ではない。図4に示し、また図5及び図6に更に明確に示すように、細長歯110をロール104上で利用する場合、構造化基材21の一実施形態での、変位繊維6の破断繊維8の1つの特性は、破断繊維8の優勢な方向的整合である。図5及び図6に示すように、破断繊維8の多くは、図6でのように平面図で見た場合、横方向軸線Tに対する実質的に均一な整合を有し得る。「破断」繊維8とは、変位繊維6が、第2領域4の第1辺11上で開始し、構造化基材21内の、第1辺11に対向する第2領域4の第2辺13に沿って分離されていることを意味する。
【0081】
したがって、装置150との関連で理解できるように、構造化基材21の変位繊維6は、概して平面的で2次元的として説明することができるベース基材20を、機械的に変形させることによって作製される。「平面的」及び「2次元的」とは、第2領域4の形成により付与された、明確で平面外のZ方向3次元性を有する完成構造化基材1と比較して、そのウェブが平坦であることを単純に意味する。「平面的」及び「2次元的」は、いずれか特定の平坦性、平滑度、又は次元性を意味するものではない。ベース基材20がニップ116を通過して進むと、ロール104の歯110が、ロール102Aの溝108に入り込み、同時にベース基材20の平面外に繊維を付勢して、変位繊維6及び不連続部16を含む第2領域4を形成する。要するに、歯110は、ベース基材20を「押し込む」か、又は「突き抜ける」。歯110の先端部がベース基材20を押し込むと、CDに優勢的に配向され、かつ歯110を横断して配向されている繊維の部分が、歯110によってベース基材20の平面外に付勢され、Z方向で伸張され、引っ張られ、かつ/又は可塑的に変形されて、変位繊維6の破断繊維8を含む第2領域4の形成が、結果として生じる。概して長手方向軸線Lに平行に、すなわちベース基材20の機械方向に優勢的に配向されている繊維は、歯110によって、単に離れて広がり、実質的にベース基材20の第1領域2内に留まる。
【0082】
図2では、装置100は、1つのパターン付きロール、すなわちロール104、及び1つのパターンなし溝付きロール102を有する構成で示される。しかしながら、特定の実施形態では、同一のパターン又は異なるパターンのいずれかを、それぞれのロールの同一の対応領域又は異なる対応領域に有する、2つのパターン付きロールを使用することによって、ニップ116を形成することが好ましい場合がある。そのような装置は、構造化ウェブ21の両面から突出する変位繊維6と、ウェブ21内に型押しされたマクロパターンとを有するウェブを作り出すことができる。
【0083】
変位繊維6の数、間隔、及び寸法は、歯110の数、間隔、及び寸法を変え、必要に応じてロール104及び/又はロール102に、対応する寸法的変化を加えることによって変更することができる。この変更を、ベース基材20における可能な変更、及びライン速度などの加工処理における変更と併用することによって、多種多様な構造化ウェブ21を、多くの目的のために作製することが可能になる。
【0084】
構造化ウェブ21の説明から、変位繊維6の破断繊維8は、構造化ウェブ21の第1表面12又は第2表面14のいずれかに由来して延出することが理解できる。当然ながら、変位繊維6の破断繊維8はまた、構造化ウェブ21の内部19から延出する場合もある。図5に示すように、変位繊維6の破断繊維8は、ベース基材20の概して2次元の平面外に付勢された(すなわち、図3に示すような「Z方向」に付勢された)ことによって延出する。一般に、第2領域4の破断繊維8又は遊離端部18は、繊維ウェブの第1領域2の繊維と一体的であり、その繊維から延出する。
【0085】
破断繊維8の延出には、可塑的変形及びポアソン比効果による、繊維断面寸法(例えば、丸形繊維に関する直径)の全般的な低減が伴い得る。したがって、変位繊維6の破断繊維8の諸部分は、ベース基材20の繊維並びに第1領域2の繊維の平均繊維直径よりも小さい平均直径を有し得る。繊維断面直径の低減は、変位繊維6の基部5と遊離端部3(loose ends 3)との中間で最大であることが見出されている。これは、変位繊維6の基部5及び遠位部分3の部分が、以下でより詳細に説明するように、ロール104の歯110の先端部に隣接し、それゆえ加工処理の間、それらの部分が摩擦的に固定されて不動であるためと考えられる。本発明では、繊維断面の低減は、高い繊維強度及び低い繊維伸長性のために、最小限である。
【0086】
図7は、隆起部106及び歯110を含む、噛み合いロール102(及び、以下で論じる102A及び102B)及び104の一部分を、断面図で示す。図示のように、歯110は、歯の高さTH(THはまた、隆起部106の高さにも適用され得ることに留意されたく、好ましい実施形態では、歯の高さと隆起部の高さとは等しい)、及びピッチPと称される、歯と歯の間隔(すなわち、隆起部と隆起部の間隔)を有する。図示のように、係合深さ(DOE)Eは、ロール102とロール104との噛み合いのレベルの尺度であり、隆起部106の先端部から歯110の先端部までが測定される係合深さE、歯の高さTH、及びピッチPは、所望により、ベース基材20の特性、及び本発明の構造化基材1の所望の特性に応じて、変更することができる。例えば、一般に、変位繊維6内に破断繊維8を得るためには、繊維が破断するポイントまで変位繊維を伸長させて可塑的に変形させるための、十分なレベルの係合Eが必要とされる。また、所望される第2領域4の密度(構造化基材1の単位面積当たりの、第2領域4)が大きくなるにつれて、以下で説明するように、ピッチは小さくするべきであり、歯の長さTL及び歯の距離TDは小さくするべきである。
【0087】
図8は、スパンボンド不織布ベース基材20から、スパンボンド不織布材料の構造化基材21又は構造化基材1を作製するために有用な、複数個の歯110を有するロール104の、一実施形態の一部分を示す。図8に示す歯110の拡大図を、図9に示す。ロール104のこの図では、歯110は、歯の先端部111で、一般に前縁LEから後縁TEまで測定される、約1.25mmの均一な周辺長さ寸法TLを有し、周囲方向で、約1.5mmの距離TDで互いに均等に離間している。ベース基材20から、繊維構造化基材1を作製するために、ロール104の歯110は、約0.5mm〜約3mmの範囲の長さTL、及び約0.5mm〜約3mmの間隔TD、約0.5mm〜約10mmの範囲の歯の高さTH、及び約1mm(0.040インチ)〜2.54mm(0.100インチ)のピッチPを有し得る。係合深さEは、約0.5mm〜約5mm(歯の高さTHに近づく最大値まで)とすることができる。当然ながら、E、P、TH、TD、及びTLは、変位繊維6の所望の寸法、間隔、及び面密度(構造化基材1の単位面積当たりの、変位繊維6の数)を達成するために、それぞれ互いに独立して変更することができる。
【0088】
図9に示すように、それぞれの歯110は、先端部111、前縁LE、及び後縁TEを有する。歯の先端部111は、繊維破断を最小限にするために丸めることができ、好ましくは細長形で、第2領域4の長手方向軸線Lに対応する概して長手方向の配向を有する。構造化基材1の変位繊維6を得るために、LE及びTEは、ロール104の局所的周囲表面120とほぼ直交しているべきである。同様に、先端部111、及びLE若しくはTEからの遷移は、歯110が、使用の際にベース基材20をLE及びTEで押し込むように、十分に小さい曲率半径を有する、直角などの比較的鋭利な角度であるべきである。代替的な歯先端部111は、接着を最適化するために、平坦表面にすることができる。
【0089】
再び図1を参照すると、変位繊維6が形成された後、構造化基材21は、回転ロール104上で、ロール104と第1接着ロール156との間のニップ117へと移動することができる。接着ロール156は、数多くの接着技術を容易にすることができる。例えば、接着ロール156は、ニップ117内に熱エネルギーを付与することによって、変位繊維6の遠位端(先端部)で、構造化ウェブ21の近接する繊維を溶融接着するための、加熱スチールローラーとすることができる。
【0090】
好ましい実施形態では、以下の好ましい構造化基材に関連して論じるように、接着ロール156は、変位繊維6の遠位端の近接する繊維を熱接着するために、構造化ウェブ21に十分な熱エネルギーを付与するように設計された、加熱ロールである。熱接着は、近接する繊維を直接的に溶融接着することによるものか、又はポリエチレン粉末などの仲介熱可塑性剤を溶融させ、次に近接する繊維に付着させることによるものであってもよい。そのような目的のために、ポリエチレン粉末をベース基材20に添加することができる。
【0091】
第1接着ロール156を十分に加熱し、変位繊維6の遠位端3の繊維を溶融させるか、又は部分的に溶融させることができる。第1接着ロール156で必要な熱の量、又は熱容量は、変位繊維6の繊維の溶融特性、及びロール104の回転速度に応じて決定される。第1接着ロール156で必要な熱の量はまた、第1接着ロール156とロール104上の歯110の先端部との間に誘起される圧力、並びに変位繊維6の遠位端3で所望される溶融の程度に応じても決定される。
【0092】
一実施形態では、第1接着ロール156は、加熱スチール円筒形ロールであり、変位繊維6の近接する繊維を溶融接着するために十分な表面温度を有するように加熱される。第1接着ロール156は、内部電気抵抗加熱器によって、熱油によって、又は加熱ロールを作製するための、当該技術分野において既知の任意の他の手段によって、加熱することができる。第1接着ロール156は、当該技術分野において既知のように、好適なモーター及び連結部によって駆動させることができる。同様に、第1接着ロールは、ニップ117を正確に調節し、設定することができるように、調節可能な支持体上に取り付けることができる。
【0093】
図10は、ニップ117を通過して構造化基材22に加工処理された後の、構造化基材21の一部分を示し、これは、更なる加工処理をせずとも、本発明の構造化基材21とすることができる。構造化基材22は、変位繊維6の遠位端3が接着され、好ましくは熱溶融接着されることにより、近接する繊維が少なくとも部分的に接着されて、遠位配置溶融接着部分9を形成するという点を除き、前述のような構造化基材21と類似する。上述のプロセスによって変位繊維6を形成した後、変位繊維6の遠位部分3を加熱して、近接する繊維の部分が互いに接合されるように、繊維の部分を熱的に接合させ、「先端部接着」とも称される、溶融接着部分9を有する変位繊維6を形成する。
【0094】
この遠位配置溶融接着部分9は、変位繊維6の遠位部分への、熱エネルギー及び圧力の適用によって作製することができる。遠位配置溶融接着部分9の寸法及び質量は、変位繊維6の遠位部分に付与される熱エネルギーの量、装置150のライン速度、及び熱の適用方法を修正することによって、修正することができる。
【0095】
別の実施形態では、遠位配置溶融接着部分9は、放射熱の適用によって作製することができる。つまり、一実施形態では、変位繊維6の遠位配置部分内の繊維部分を軟化させるか若しくは溶融させるために十分な距離、及び対応する十分な時間で、構造化基材21に向けて放射熱を方向付けることができるように、放射熱源によって接着ロール156を置き換えるか、又は補助することができる。放射熱は、任意の既知の放射加熱器によって適用することができる。一実施形態では、放射熱は、抵抗加熱ワイヤーによって提供することができ、このワイヤーは、CD方向で、十分に近接した、均等な間隔距離で延在し、このワイヤーに対してウェブが移動する際に、放射熱エネルギーが、変位繊維6の遠位配置部分を少なくとも部分的に溶融させるように、構造化基材21と関連させて配置される。別の実施形態では、衣服のアイロン掛け用の手持ち式アイロンなどの、加熱平坦アイロンを、溶融がそのアイロンによって実行されるように、変位繊維6の遠位端3に近接させて保持することができる。
【0096】
上述のように構造化基材22を加工処理することの効果は、変位繊維6を圧縮することも平坦化することもなく、ニップ117内の特定量の圧力の下で、変位繊維6の遠位端3を溶融させることができる点である。したがって、3次元ウェブは、言わば形成後に熱接着を提供することによって、作り出して整えることができる、すなわち、その形状に「固定する」ことができる。更には、遠位配置接着部分又は遠位配置溶融接着部分9は、構造化基材22が、圧縮力又は剪断力を受けた場合に、変位繊維6の嵩高の構造、及び構造化基材のエージングされたキャリパーを維持することに役立ち得る。例えば、上記で開示したように加工処理されて、第1領域2と一体的ではあるが第1領域2から延出している繊維を含み、かつ遠位配置溶融接着部分9を有する変位繊維6を有する、構造化基材22は、供給ロール上に巻かれること及びその後に巻き出されることによる圧縮の後の、改善された形状保持を有し得る。変位繊維6の遠位部分で近接する繊維を、一体に接着することによって、繊維は、圧縮後に不規則な圧潰を起こすことが少なく、すなわち、変位繊維6の全構造が一体となって移動する傾向があることにより、ウェブ表面の研磨に伴う、圧縮力及び/又は剪断力などの障害事象の後の、より良好な形状保持が可能になる。拭き取り用途又は研磨用途で使用する場合、変位繊維6の接着された遠位端はまた、構造化基材1の毛羽立ち又は毛玉を低減することもできる。
【0097】
図1を参照して説明される代替的な実施形態では、基材20は、機械方向で、ローラー154上を越え、第1の逆回転噛み合いロールのセット102A及び104の、ニップ116へと移動するが、この場合、係合深さが0.25mm(0.01インチ)〜3.81mm(0.15インチ)であることにより、部分的な繊維変位は生じるが、繊維破断は殆ど存在しない。次に、このウェブは、ロール104と接着ロール156との間に形成されるニップ117へと進行し、そこで部分的変位繊維の先端部が接着される。ニップ117を通過した後、構造化基材22は、ロール104とロール102Bとの間に形成されるニップ118へと進行するが、このニップ118での係合深さは、ニップ116での係合深さよりも大きいことにより、変位繊維を更に変位させ、破断繊維を形成する。このプロセスは、溶融接着部分9によって接合されている、より多くの変位繊維6を生じさせることができる。
【0098】
過剰接着
過剰接着とは、事前に繊維変位が施されている基材上に実行される、溶融接着を指す。過剰接着は、任意選択的なプロセス工程である。この過剰接着は、インラインで行なってもよく、あるいは、別個の変換プロセス上で行なってもよい。
【0099】
過剰接着は、一貫性のあるパターンでフィラメントを一体に融着させる、熱及び圧力に依存する。一貫性のあるパターンは、構造化基材の長さに沿って、反復パターンが認められるように再現可能なパターンとして定義される。過剰接着は、少なくとも一方のロールが加熱され、好ましくは双方のロールが加熱される、加圧ローラーのニップに通過させて行なわれる。ベース基材が既に加熱されている場合に、過剰接着を行なうのであれば、加圧ローラーのニップを加熱する必要はない。過剰接着領域11の実施例を、図12a〜図12fに示すが、しかしながら、他の過剰接着のパターンも可能である。図12aは、機械方向に連続パターンを形成する、過剰接着領域11を示す。図12bは、過剰接着11の連続的な網目が形成されるように、機械方向及び横断方向の双方に連続する過剰接着領域11を示す。このタイプのシステムは、単一工程の過剰接着ロール、又は複数のロール接着システムで、作り出すことができる。図12cは、機械方向に不連続である過剰接着領域11を示す。図12cに示すMD過剰接着パターンはまた、連続的又は不連続的なデザインでMD過剰接着線に接続する、CDでの過剰接着領域11も含み得る。図12dは、MDで波のパターンを形成する過剰接着領域11を示す。図12eは、ヘリンボーンパターンを形成する過剰接着領域11を示し、図12fは、波状ヘリンボーンパターンを示す。
【0100】
過剰接着のパターンは、均一に分布している必要はなく、特定の用途に適合するように起伏を付けてもよい。過剰接着が実行される総面積は、繊維ウェブの総面積の75%未満、好ましくは50%未満、より好ましくは30%未満、最も好ましくは25%未満であるが、少なくとも3%であるべきである。
【0101】
図13は、過剰接着の特性を示す。過剰接着領域11は、過剰接着領域の中間で測定される、ベース基材20の第1領域の厚さ32に対する厚さ特性を有する。過剰接着領域11は、圧縮された厚さ42を有する。過剰接着領域は、構造化基材21上の特性的な幅44、及び過剰接着領域間の間隔46を有する。
【0102】
第1領域の厚さ32は、好ましくは0.1mm〜1.5mm、より好ましくは0.15mm〜1.3mm、更により好ましくは0.2mm〜1.0mm、最も好ましくは0.25mm〜0.7mmである。過剰接着領域の厚さ42は、好ましくは0.01mm〜0.5mm、より好ましくは0.02mm〜0.25mm、更により好ましくは0.03mm〜0.1mm、最も好ましくは0.05mm〜0.08mmである。過剰接着領域11の幅44は、好ましくは0.05mm〜15mm、より好ましくは0.075mm〜10mm、更により好ましくは0.1mm〜7.5mm、最も好ましくは0.2mm〜5mmである。過剰接着領域11間の間隔46は、構造化基材21内で均一である必要はないが、極限値は、0.2mm〜16mm、好ましくは0.4mm〜10mm、より好ましくは0.8mm〜7mm、最も好ましくは1mm〜5.2mmの範囲内に収まる。過剰接着領域11の間隔46、幅44、及び厚さ42は、引っ張り強度特性及び流体処理特性などの、構造化基材21に所望される特性に基づく。
【0103】
図13は、過剰接着厚さ42を有する過剰接着11を、構造化基材21の一方の面上に作り出し得ることを示す。図14は、構造化基材21を作製するために使用する方法に応じて、過剰接着11を、構造化基材21のいずれの面上にも作り出し得ることを示す。構造化基材を他の不織布と組み合わせて、流体の管理を更に補助する場合、トンネルを作り出すために、構造化基材21の両面12、14上に過剰接着11が所望される場合がある。例えば、両面構造化基材は、多層式の高容量流体獲得システム内で使用することができる。
【0104】
過剰接着プロセス
図1の装置を参照すると、構造化基材23は、変位繊維6の遠位配置部分ではない接着部分、すなわち変位繊維6の遠位配置部分のみではない接着部分を有し得る。例えば、接着ロール156用に、平坦で円筒形のロールではなく、噛み合う隆起付きのローラーを使用することによって、第2領域4間の第1領域2内の、第1表面12上の位置などの、構造化基材23の他の部分を接着することができる。例えば、溶融接着された材料の連続的な線を、変位繊維6の列の間の、第1表面12上に作製することができる。この溶融接着された材料の連続的な線が、前述の過剰接着領域11を形成する。
【0105】
一般に、1つの第1接着ロール156が示されているが、一連のニップ117及び/又は関与する様々なタイプの接着ロール156で接着が行なわれるように、プロセスのこの段階で、2つ以上の接着ロールが存在してもよい。更には、接着ロールのみが存在するのではなく、類似のロールを提供して、機能的効果を付与するための、様々な表面処理剤のような、様々な物質を、ベース基材20又は構造化ウェブ21に転写することができる。そのような処理の適用のための当該技術分野において既知の任意のプロセスを、利用することができる。
【0106】
ニップ117を通過した後、構造化基材22は、ロール104とロール102Bとの間に形成されるニップ118へと進行するが、ロール102Bは、好ましくはロール102Aと同一のものである。ロール102Bの周りを進む目的は、構造化基材22をロール104から、それらの間に形成された変位繊維6を乱すことなく取り出すことである。ロール102Bは、ロール102Aと全く同じように、ロール104と噛み合うため、変位繊維6が、ロール102Bの溝108内に適合し、同時に構造化基材22が、ロール102Bの周りに巻かれる。ニップ118を通過した後、構造化基材22は、本発明の構造化基材23として、更に加工処理されるために供給ロール上に巻き取られる。しかしながら、図1に示す実施形態では、構造化基材22は、ロール102Bと第2接着ロール158との間のニップ119を通過して加工処理される。第2接着ロール158は、第1接着ロール156と、設計が同じものとすることができる。第2接着ロール158は、構造化基材22の第2表面14の一部分を少なくとも部分的に溶融させ、ロール102Bの隆起部106の先端部とロール158の概ね平坦で滑らかな表面との間のニップの圧力に対応する、複数個の、非交差で、実質的に連続する過剰接着領域11を形成するために十分な熱を提供することができる。
【0107】
第2接着ロール158は、プロセスにおける唯一の接着工程として(すなわち、最初に変位繊維6の遠位端を接着することによって構造化基材22を形成させることなく)使用することができる。そのような場合では、構造化ウェブ22は、その第2辺14上に接着部分を有する、構造化ウェブ23となる。しかしながら、一般に、構造化ウェブ23は、好ましくは、変位繊維6の接着遠位端(先端部接着)と、その第1辺12上若しくは第2辺14上の、複数個の、非交差で、実質的に連続する溶融接着領域とを有する、二重過剰接着構造化ウェブ22である。
【0108】
最終的に、構造化基材23は、形成された後で、保管のため、及び他の製品内の構成要素として更に加工処理するために、供給ロール160上に巻き取ることができる。
【0109】
代替的な実施形態では、図1Aに示すプロセスを使用して、構造化基材21に、第2基材21Aを追加することができる。この第2基材21Aは、フィルム、不織布、又は前述のような第2のベース基材とすることができる。この実施形態に関しては、ベース基材20は、機械方向で、ローラー154上を越え、第1の逆回転噛み合いロールのセット102A及び104の、ニップ116へと移動し、そこで繊維は十分に変位され、破断繊維を形成する。次に、このウェブは、ロール104と接着ロール156との間に形成されるニップ117へと進行し、そこで第2基材21Aが導入されて、変位繊維6の遠位部分3に接着される。ニップ117を通過した後、構造化基材22は、ロール104とロール102Bとの間に形成されるニップ118へと進行するが、このニップ118での係合深さは、ロール104及びロール102Bが係合しないようにゼロであるか、又はその係合深さは、更なる繊維変位が構造化基材で生じないように、ロール102Aとロール104との間のニップ116で形成される係合深さより小さい。あるいは、この実施形態に関しては、第2基材21Aでは変形が生じるが、構造化基材22では更なる繊維変位が生じないように、ニップ118での係合深さを設定することができる。換言すれば、ニップ118での係合深さは、ニップ116での係合深さより更に小さい。
【0110】
材料
本発明のベース基材のための繊維を形成するために使用される組成物は、熱可塑性ポリマー材料、及び非熱可塑性ポリマー材料を含み得る。熱可塑性ポリマー材料は、溶融紡糸に好適な粘弾性特性を有さなければならない。ポリマーの分子量は、ポリマー分子間のもつれを可能にするのに十分でなければならないが、なおかつ、溶融紡糸可能であるように十分低くなければならない。溶融紡糸に関しては、熱可塑性ポリマーは、約1,000,000g/mol未満、好ましくは約5,000g/mol〜約750,000g/mol、より好ましくは約10,000g/mol〜約500,000g/mol、更により好ましくは約50,000g/mol〜約400,000g/molの分子量を有する。特に指定のない限り、示される分子量は、数平均分子量である。
【0111】
熱可塑性ポリマー材料は、短繊維用の紡糸延伸プロセス又はスパンボンド連続繊維プロセスなどの、既知のプロセスで典型的に見られるように、比較的急速に、好ましくは延伸流動の下で固化して、熱的に安定な繊維構造を形成することが可能である。好ましいポリマー材料としては、ポリプロピレン及びポリプロピレンコポリマー、ポリエチレン及びポリエチレンコポリマー、ポリエステル及びポリエステルコポリマー、ポリアミド、ポリイミド、ポリ乳酸、ポリヒドロキシアルカノエート、ポリビニルアルコール、エチレンビニルアルコール、ポリアクリレート、及びこれらのコポリマー、並びにこれらの混合物が挙げられるが、それらに限定されない。他の好適なポリマー材料としては、米国特許公開第2003/0109605(A1)号、及び同第2003/0091803号で詳細に説明されるような、熱可塑性デンプン組成物が挙げられる。他の好適なポリマー材料としては、エチレンアクリル酸、ポリオレフィンカルボン酸コポリマー、及びこれらの組み合わせが挙げられる。これらのポリマーは、米国特許公開第6746766号、米国特許第6818295号、同第6946506号、及び米国特許出願第03/0092343号に記載されている。通常の熱可塑性ポリマー繊維等級の材料が好ましく、特に、ポリエステル系樹脂、ポリプロピレン系樹脂、ポリ乳酸系樹脂、ポリヒドロキシアルカノエート系樹脂、及びポリエチレン系樹脂、並びにこれらの組み合わせが好ましい。ポリエステル系樹脂及びポリプロピレン系樹脂が、最も好ましい。
【0112】
本発明での使用に好適な熱可塑性ポリマーの非限定的な例としては、脂肪族ポリエステルアミド;脂肪族ポリエステル;ポリエチレンテレフタレート(PET)及びコポリマー(coPET)、ポリブチレンテレフタレート及びコポリマーを含めた、芳香族ポリエステル;ポリトリメチレンテレフタレート及びコポリマー;ポリプロピレンテレフタレート及びコポリマー;ポリプロピレン及びプロピレンコポリマー;ポリエチレン及びポリエチレンコポリマー;脂肪族/芳香族コポリエステル;ポリカプロラクトン;ポリ(ヒドロキシブチラート−コ−ヒドロキシバレラ−ト)、ポリ(ヒドロキシブチラート−コ−ヘキサノエート)、又は参照として本明細書に組み込まれる米国特許第5,498,692号(Noda)に参照されるような、他のより高分子のポリ(ヒドロキシブチラート−コ−アルカノエート)を含めた、ポリ(ヒドロキシアルカノエート);脂肪族ポリオール(すなわち、ジアルカノイルポリマー)から誘導される、ポリエステル及びポリウレタン;ポリアミド;ポリエチレン/ビニルアルコールコポリマー;乳酸ホモポリマー及び乳酸コポリマーを含めた、乳酸ポリマー;ラクチドホモポリマー及びラクチドコポリマーを含めた、ラクチドポリマー;グリコリドホモポリマー及びグリコリドコポリマーを含めた、グリコリドポリマー;及びこれらの混合物が挙げられる。脂肪族ポリエステルアミド、脂肪族ポリエステル、脂肪族/芳香族コポリエステル、乳酸ポリマー、及びラクチドポリマーが好ましい。
【0113】
好適な乳酸ポリマー及びラクチドポリマーとしては、一般に約10,000g/モル〜約600,000g/モル、好ましくは約30,000g/モル〜約400,000g/モル、より好ましくは約50,000g/モル〜約200,000g/モルの範囲の重量平均分子量を有する、それらのホモポリマー、及び乳酸及び/又はラクチドのコポリマーが挙げられる。市販のポリ乳酸ポリマーの例としては、Golden,ColoradoにあるChronopol Incorporationより入手可能な様々なポリ乳酸及び商標名EcoPLA(登録商標)で販売のポリラクチドが挙げられる。好適な市販のポリ乳酸の例は、Cargill Dow製のNATUREWORKS及びMitsui Chemical製のLACEAである。約160°〜約175℃の融点を有する乳酸のホモポリマー又はコポリマーが好ましい。ポリL−乳酸、及び最大75%のD−異性体濃度を有するポリD、L−乳酸などの、変性ポリ乳酸並びに種々の立体配置もまた、使用することができる。高融点のPLAポリマーを作り出すための、D−異性体及びL−異性体の任意選択的なラセミ混合物もまた好ましい。これらの高融点PLポリマーは、180℃を超える融点を有する、特殊なPLAコポリマー(D−異性体及びL−異性体は、異なる立体モノマーとして扱われるという了解の下で)である。これらの高い融点は、結晶子の寸法を特殊制御して、平均の融点を上昇させることによって達成される。
【0114】
使用される特定のポリマー、プロセス、及び繊維の最終用途に応じて、2種以上のポリマーが望ましい場合がある。本発明のポリマーは、繊維の機械的特性、繊維の不透明度を向上させ、繊維との流体相互作用を最適化し、溶融加工性を向上させ、繊維の細繊化を向上させる量で存在する。ポリマーの選択及び量はまた、繊維が熱接着可能であるか否かも決定し、最終製品の柔軟性及び質感に影響を及ぼす。本発明の繊維は、単一のポリマー、ポリマーのブレンドを含むことができ、又は2種以上のポリマーを含むマルチコンポーネント繊維であってもよい。本発明における繊維は、熱接着性である。
【0115】
多成分のブレンドが望ましい場合がある。例えば、本技術を使用して、ポリエチレン及びポリプロピレンのブレンド(以降では、ポリマーアロイと称する)を混合し、紡糸することができる。別の実施例は、異なる粘度又は異なるモノマー含有量を有するポリエステルのブレンドである。各構成要素に弁別可能な化学種を含有する、マルチコンポーネント繊維も作り出すことができる。非限定的な例としては、25メルトフローレート(MFR)ポリプロピレンと、50MFRポリプロピレンとの混合、及び25MFRホモポリマーポリプロピレンと、エチレンをコモノマーとするポリプロピレンの25MFRコポリマーとの混合が挙げられる。
【0116】
より好ましいポリマー材料は、110℃を超える融点、より好ましくは130℃を超える融点、更により好ましくは145℃を超える融点、更により好ましくは160℃を超える融点、最も好ましくは200℃を超える融点を有する。また更に、本発明に関して好ましいものは、高いガラス転移温度を有するポリマーである。最終用途の繊維形態では、−10℃を超えるガラス転移温度が好ましく、より好ましくは0℃を超え、更により好ましくは20℃を超え、最も好ましくは50℃を超える。こうした特性の組み合わせが、高温で安定の繊維を作り出す。このタイプの材料の例示的な例は、ポリプロピレン、ポリ乳酸系ポリマー、及びポリエステルテレフタレート(PET)系のポリマー系である。
【0117】
任意材料
所望により、ベース基材のための繊維を形成するために使用される、紡糸可能な組成物中に、他の成分を混和することができる。任意材料は、加工性を修正するために、並びに/又は最終製品の不透明度、弾性、引っ張り強度、湿潤強度、及び弾性率などの、物理的特性を修正するために使用することができる。他の効果としては、酸化安定性を含めた安定性、白色度、色、可撓性、弾力性、加工性、加工助剤、粘度修正剤、及び臭気制御が挙げられるが、これらに限定されない。任意材料の例としては、二酸化チタン、炭酸カルシウム、色顔料、及びこれらの組み合わせが挙げられるが、それらに限定されない。更なる添加物を、安価な充填材又は加工助剤として添加してもよく、この添加物としては、マグネシウム、アルミニウム、シリコン、及びチタンの酸化物などの、無機充填材が挙げられるが、これらに限定されない。他の好適な無機材料としては、ケイ酸マグネシウム水和物、二酸化チタン、炭酸カルシウム、粘土、白亜、窒化ホウ素、石灰岩、珪藻土、雲母ガラス石英、及びセラミックスが挙げられるが、これらに限定されない。更には、無機塩類を使用してもよく、この無機塩類としては、アルカリ金属塩、アルカリ土類金属塩、及びリン酸塩が挙げられるが、これらに限定されない。
【0118】
所望により、他の成分を、組成物中に混和することができる。これらの任意成分は、組成物の約50重量%未満、好ましくは約0.1重量%〜約20重量%、より好ましくは約0.1重量%〜約12重量%の量で存在することができる。加工性を修正するために、並びに/又は最終製品の弾性、引っ張り強度、及び弾性率などの、物理的特性を修正するために、任意材料を使用することができる。他の効果としては、酸化安定性を含めた安定性、白色度、可撓性、色、弾力性、加工性、加工助剤、粘度修正剤、生分解性、及び臭気制御が挙げられるが、これらに限定されない。非限定的な例としては、塩、スリップ剤、結晶化促進剤又は抑制剤、臭気マスキング剤、架橋剤、乳化剤、界面活性剤、シクロデキストリン、潤滑剤、他の加工助剤、光学的光沢剤、酸化防止剤、難燃剤、染料、顔料、充填剤、タンパク質及びそのアルカリ塩、ワックス、粘着付与樹脂、増量剤、並びにこれらの混合物が挙げられる。スリップ剤を使用して、繊維の粘着度又は摩擦係数の低減に役立てることができる。また、スリップ剤を使用して、特に高い湿度又は温度での、繊維の安定性を向上させることができる。好適なスリップ剤は、ポリエチレンである。熱可塑性のデンプン(TPS)もまた、ポリマー組成物に添加することができる。ポリエステル熱可塑性材料、具体的にはPETの、製造及び使用の際の静電気の蓄積を低減するために使用されるポリマー添加物が、特に重要である。そのような好ましい材料は、アセトアルデヒドスカベンジャー、エトキシル化ソルビトールエステル、グリセロールエステル、スルホン酸アルキル、これらの組み合わせ及び混合物、並びに配合誘導体である。
【0119】
マグネシウム、アルミニウム、シリコン、及びチタンの酸化物のなどの無機充填剤を含めた、更なる添加物を、安価な充填剤又は加工助剤として添加してもよい。他の無機材料としては、ケイ酸マグネシウム水和物、二酸化チタン、炭酸カルシウム、粘土、白亜、窒化ホウ素、石灰石、珪藻土、雲母ガラス石英、及びセラミックスが挙げられる。更には、アルカリ金属塩、アルカリ土類金属塩、リン酸塩を含めた無機塩を、加工助剤として使用してもよい。熱可塑性デンプンブレンド繊維の水反応性を修正する他の任意材料は、ナトリウム、マグネシウム、カルシウム、及び他のステアレートなどの、ステアレート系塩、並びにガムロジンなどの、ロジン構成成分である。
【0120】
親水性剤を、ポリマー組成物に添加してもよい。親水性剤は、当該技術分野において既知の標準的方法で添加することができる。親水性剤は、低分子量のポリマー材料又はポリマー化合物とすることができる。親水性剤はまた、高分子量を有するポリマー材料であってもよい親水性剤は、0.01重量%〜90重量%の量で存在し、0.1重量%〜50重量%の好ましい範囲、及び0.5重量%〜10重量%の更により好ましい範囲を有し得る。親水性剤は、樹脂の製造元で、最初の樹脂を製造する際に添加するか、又は繊維を作製する際に、押出成形機内のマスターバッチとして添加することができる。好ましい作用剤は、ポリエステル系ポリマーのための、ポリエステルポリエーテル、ポリエステルポリエーテルコポリマー、及び非イオン性ポリエステル化合物である。エトキシル化低分子量及び高分子量の、ポリオレフィン化合物もまた、添加することができる。これらの材料に相溶化剤を添加して、これらの材料に関するより良好な加工処理を補助し、より均一で均質なポリマー化合物を生み出すことができる。当業者は、相溶化剤の使用は、本質的にはベースポリマーでは効果的でない融解添加物を使用してポリマーアロイを製造するための配合工程で、追加し得ることを理解されよう。例えば、ベースのポリプロピレン樹脂は、相溶化剤としての変性ポリプロピレンの使用によって、親水性のポリエステルポリエーテルコポリマーと結合させることができる。
【0121】
繊維
本発明におけるベース基材を形成する繊維は、モノコンポーネント又はマルチコンポーネントとすることができる。用語「繊維」は、1,000より大きい長さ対厚さの比を有する、固化ポリマー形状として定義される。本発明のモノコンポーネント繊維はまた、多成分であってもよい。成分とは、本明細書で使用するとき、物質の化学種又は材料を意味するとして定義される。多成分繊維は、本明細書で使用するとき、2種以上の化学種又は材料を含有する繊維を意味するように定義される。多成分ポリマー及びアロイポリマーは、本発明では同じ意味を有し、互換的に使用することができる。一般的には、繊維は、モノコンポーネントのタイプのものか、又はマルチコンポーネントのタイプのものとすることができる。コンポーネントとは、本明細書で使用するとき、繊維の別の部分に対して空間的関係を有する、繊維の別個の部分として定義される。マルチコンポーネントという用語は、本明細書で使用するとき、繊維が、互いに対する空間的関係において2つ以上の別個の部分を有することとして定義される。マルチコンポーネントという用語は、繊維が、互いに対する空間的関係において2つの別個の部分を有することとして定義される、バイコンポーネントを包含する。マルチコンポーネント繊維の異なるコンポーネントは、繊維の横断面にわたって実質的に個別の区域内に配置構成され、繊維の長さに沿って連続して延びる。マルチコンポーネント繊維を作製するための方法は、当該技術分野において周知である。マルチコンポーネント繊維の押出成形は、1960年代には周知であった。DuPontは、これらの繊維を作製するために使用される技術の技術説明を提供する、米国特許第3,244,785号、及び同第3,704,971号を有するマルチコンポーネント機能の先端技術開発者であった。1971年の、Merrow Publishingからの、R.Jeffriesによる「Bicomponent Fibers」は、バイコンポーネント技術に関する確固とした基盤を築いた。より最近の刊行物としては、「Taylor−Made Polypropylene and Bicomponent Fibers for the Nonwoven Industry」(Tappi Journal 1991年12月(103ページ))、及び「Advanced Fiber Spinning Technology」(Nakajima編、Woodhead Publishingより)が挙げられる。
【0122】
本発明で形成される不織布は、種々の押出成形システムから、同じ紡糸口金を通じて供給される、複数のタイプのモノコンポーネント繊維を含み得る。この実施例では、押出成形システムは、種々のポリマーを別個の毛管に供給するマルチコンポーネント押出成形システムである。例えば、一方の押出成形システムが、ポリエステルテレフタレートを供給し、他方が、ポリエステルテレフタレートコポリマーを供給するが、このコポリマー組成物は、異なる温度で融解する。第2の実施例では、一方の押出成形システムが、ポリエステルテレフタレート樹脂を供給し、他方が、ポリプロピレンを供給することができる。第3の実施例では、一方の押出成形システムが、ポリエステルテレフタレート樹脂を供給し、他方が、この第1のポリエステルテレフタレート樹脂とは異なる分子量を有する追加的なポリエステルテレフタレート樹脂を供給することができる。このシステムでのポリマーの比率は、95:5〜5:95、好ましくは90:10〜10:90及び80:20〜20:80の範囲とすることができる。
【0123】
バイコンポーネント繊維及びマルチコンポーネント繊維は、並列、シース−コア、分割パイ、リボン、海島型の構成、又はこれらの任意の組み合わせの形とすることができる。シースは、コアの周囲で連続又は不連続であってもよい。代表的なマルチコンポーネント繊維の非限定的な実施例は、米国特許第6,746,766号に開示されている。シース対コアの重量比は、約5:95〜約95:5である。本発明の繊維は、種々の幾何学的形状を有し得、それらの形状としては、丸形、楕円形、星形、3葉形、3〜8つの葉を備える多葉形、矩形、H形状、C形状、I形状、U形状、及び他の様々な偏心形状が挙げられるが、これらに限定されない。中空繊維もまた、使用することができる。好ましい形状は、丸形、3葉形、及びH形状である。丸形及び3葉形の繊維形状はまた、中空であってもよい。
【0124】
「高度細繊化繊維」とは、高い引き下げ(draw down)比を有する繊維として定義される。繊維全体の引き下げ比は、最大直径での繊維(典型的には、毛管から抜け出た直後に生じる)と、最終用途での最終的な繊維直径との比率として定義される。繊維全体の引き下げ比は、1.5より大きい、好ましくは5より大きい、より好ましくは10より大きい、最も好ましくは12より大きい。これは、触覚性、及び有用な機械的特性を達成するために必要である。
【0125】
本発明の成形繊維の繊維「直径」は、繊維の外周に外接する円の直径として定義される。中空繊維に関しては、その直径は、中空領域の直径ではなく、中実領域の外縁部の直径である。非丸形繊維に関しては、繊維直径は、非丸形繊維の葉又は縁部の最外点の周りに外接する円を使用して、測定される。この外接円の直径を、その繊維の有効直径と称することができる。好ましくは、高度細繊化マルチコンポーネント繊維は、500マイクロメートル未満の有効繊維直径を有する。より好ましくは、この有効繊維直径は、250マイクロメートル以下、更により好ましくは100マイクロメートル以下、最も好ましくは50マイクロメートル以下である。不織布を作製するために通常使用される繊維は、約5マイクロメートル〜約30マイクロメートルの有効繊維直径を有する。本発明における繊維は、典型的なスパンボンド不織布で見出される繊維よりも大きい傾向がある。したがって、10マイクロメートル未満の有効直径を有する繊維は有用ではない。本発明で有用な繊維は、約10マイクロメートルより大きい有効直径、より好ましく15マイクロメートルより大きい有効直径、最も好ましくは20マイクロメートルより大きい有効直径を有する。繊維直径は、紡糸速度、質量スループット、及びブレンド組成によって制御される。本発明における繊維が積層構造体へと作製される場合、その層は、小径繊維を含み得る追加層、更にはナノ寸法の繊維さえも含み得る追加層と、組み合わせることができる。
【0126】
スパンレイド直径という用語は、繊維が、約12.5マイクロメートルより大きい、最大50マイクロメートルまでの有効直径を有することを指す。この直径範囲は、最も標準的なスパンレイド装置によって作り出される。マイクロメートル及びミクロン(μm)は、同じことを意味し、互換的に使用することができる。メルトブローン直径は、スパンレイド直径よりも小さい。典型的には、メルトブローン直径は、約0.5〜約12.5マイクロメートルである。好ましいメルトブローン直径は、約1〜約10マイクロメートルの範囲である。
【0127】
成形繊維の直径は、判定し難い場合があるため、その繊維のデニールが参照される場合が多い。デニールは、9000リニアメートルの長さでの、グラム単位の繊維の質量として定義され、dpf(フィラメント当たりのデニール)として表される。したがって、直径からデニールへ変換する場合、及びその逆の場合には、繊維の固有密度も要因に含まれる。本発明に関しては、好ましいデニールの範囲は、1dpfより大きく、100dpf未満である。より好ましいデニールの範囲は、1.5dpf〜50dpf、更により好ましい範囲は、2.0dpf〜20dpf、最も好ましい範囲は、4dpf〜10dpfである。ポリプロピレンに関するデニールと直径との関係の例は、約0.900g/cm3の密度を有する中実丸形のポリプロピレンの1dpfの繊維は、約12.55マイクロメートルの直径を有する。
【0128】
本発明に関しては、繊維は、制限された延伸性を有し、圧縮力に耐えるための剛性を呈することが望ましい。本発明の繊維は、フィラメント当たり5gより大きい、個々の繊維破断荷重を有する。繊維の引っ張り特性は、ASTM標準規格D 3822−91によって一般に説明される手順、又は等価試験に従って測定されるが、使用した実際の試験は、以下で詳細に説明される。引っ張り係数(特に指定のない限り、ASTM標準規格D 3822−91で指定される初期係数)は、0.5GPa(ギガパスカル)より大きい、より好ましくは1.5Gpaより大きい、更により好ましくは2.0Gpaより大きい、最も好ましくは3.0Gpaより大きくあるべきである。より高い引っ張り係数は、持続可能な比体積を提供する、より剛性の繊維を作り出す。実施例は、以下に記載される。
【0129】
本発明では、繊維の親水性及び疎水性を調節することができる。ベース樹脂の特性は、共重合を介した親水性の特性を有し得る(特定のポリエステル(一般にスルホポリエステル群のポリマーである、Eastman Chemical製のEASTONE)又はポリプロピレン若しくはポリエチレンなどのポリオレフィンに関する場合など)か、又はベース樹脂に添加され、そのベース樹脂を親水性にさせる材料を有し得る。添加物の代表的な例には、CIBA Irgasurf(登録商標)の群の添加物が含まれる。本発明における繊維はまた、作製された後に、処理又はコーティングして、親水性にさせることもできる。本発明では、耐久性のある親水性が好ましい。耐久性のある親水性とは、2回以上の流体相互作用の後に、親水性の特性を維持していることとして、定義される。例えば、評価中のサンプルが、耐久性のある親水性に関して試験される場合には、サンプル上に水を注ぎ、湿潤を観察することができる。サンプルが浸潤しているならば、そのサンプルは、初期には親水性である。次に、サンプルを水で完全にすすぎ、乾燥させる。このすすぎは、サンプルを大きな容器内に入れて10秒間攪拌し、次いで乾燥させることによって、最良に行なわれる。乾燥後のサンプルはまた、再び水と接触させた場合にも、浸潤するべきである。
【0130】
本発明の繊維は、熱的に安定である。繊維の熱安定性は、熱湯中で30%未満の収縮、より好ましくは20%未満の収縮、最も好ましくは10%未満の収縮を有することとして、定義される。本発明における一部の繊維は、5%未満の収縮を有する。収縮は、熱湯中に1分間定置される前後の、繊維の長さを測定することによって判定される。高度細繊化繊維は、熱的に安定な繊維の製造を可能にする。
【0131】
本発明におけるベース基材で使用される繊維形状は、いくつかある形状の中でも特に、中実丸形、中空丸形、及び様々な多葉形の成形繊維からなることができる。互いに区別される断面形状を有する成形繊維の混合物とは、走査型電子顕微鏡で断面図を調べる場合に、識別されるために十分に異なっている断面形状を有する、少なくとも2種の繊維であると定義される。例えば、2つの繊維が3葉形状であるが、一方の3葉形が長い脚部を有し、他方の3葉形が短い脚部を有する場合がある。好ましくはないが、成形繊維は、たとえ全体の断面形状が同じであっても、一方の繊維が中空であり、他方が中実であるならば、区別することは可能である。
【0132】
多葉形の成形繊維は、中実であっても、又は中空であってもよい。多葉形繊維は、繊維の外側表面に沿って、2つ以上の変曲点を有するとして定義される。変曲点とは、繊維の軸に垂直に繊維を切断した場合の、繊維表面に対して垂直に引いた線の傾斜の絶対値における変化であるとして、定義される。成形繊維としてはまた、三日月形状、卵形状、正方形状、ダイヤモンド形状、又は他の好適な形状も挙げられる。
【0133】
中実丸形繊維は、合成繊維産業界で長年知られている。これらの繊維は、繊維断面の幅全体にわたる、物質の実質的な光学的連続分布を有する。これらの繊維は、微小空隙、又は内部フィブリル化を含み得るが、実質的に連続であると見なされる。中実丸形繊維の外側表面に関しては、変曲点は存在しない。
【0134】
本発明の中空繊維は、丸形状又は多葉形状のいずれであれ、中空領域を有する。中空繊維の中実領域が、この中空領域を包囲する。中空領域の外周はまた、中実領域の内周でもある。中空領域は、中空繊維と同じ形状であってもよく、又は中空領域の形状は、非円形又は非同心形であってもよい。繊維内に、2つ以上の中空領域が存在してもよい。
【0135】
中空領域は、いかなる材料も含まない、繊維の部分として定義される。中空領域はまた、空隙領域又は空スペースとして説明することもできる。中空領域は、繊維の約2%〜約60%を構成する。好ましくは、中空領域は、繊維の約5%〜約40%を構成する。より好ましくは、中空領域は、繊維の約5%〜約30%を構成し、最も好ましくは、繊維の約10%〜約30%を構成する。この百分率は、中空繊維の断面領域に関して与えられる(すなわち、2次元的である)。
【0136】
本発明に関しては、中空領域の百分率は制御されなければならない。中空領域の百分率は、好ましくは2%より大きいが、さもなければ、中空領域の効果は、意味を持たない。しかしながら、中空領域は、好ましくは60%未満であり、さもなければ、繊維が圧潰する恐れがある。所望される中空の百分率は、使用される材料、繊維の最終用途、並びに他の繊維特性及び用途に応じて決定される。
【0137】
互いに区別される断面形状を有する、2種以上の成形繊維の平均繊維直径は、各繊維のタイプの平均デニールを測定し、各成形繊維のデニールを、等価の中実丸形繊維の直径に変換し、各成形繊維の、総繊維含有量の百分率によって重み付けした平均直径を合わせて加え、繊維のタイプ(異なる成形繊維)の総数で除算することによって算出される。平均繊維デニールもまた、平均繊維直径(又は等価の中実丸形繊維の直径)を、繊維の密度の関係によって変換することによって算出される。平均直径が、少なくとも約10%高いか又は低い場合には、繊維は、異なる直径を有すると見なされる。互いに区別される断面形状を有する、2種以上の成形繊維は、同じ直径、又は異なる直径を有し得る。更には、その成形繊維は、同じデニール、又は異なるデニールを有し得る。一部の実施形態では、成形繊維は、異なる直径、及び同じデニールを有する。
【0138】
多葉形繊維としては、3葉形及びデルタ形状などの、最も普通に見かける変形型が挙げられるが、これらに限定されない。多葉形繊維の他の好適な形状としては、三角形、方形、星形、又は楕円形が挙げられる。これらの繊維は、少なくとも1つの傾斜変曲点を有するとして、最も正確に説明される。傾斜変曲点とは、繊維の傾斜が変化する、繊維の表面の外周に沿った点として、定義される。例えば、デルタ形状の3葉形繊維は、3つの傾斜変曲点を有し、顕著な3葉形繊維は、6つの傾斜変曲点を有する。本発明における多葉形繊維は、一般に、約50未満の傾斜変曲点、最も好ましくは約20未満の傾斜変曲点を有する。多葉形繊維は、一般に、非円形として説明することができ、中実又は中空のいずれであってもよい。
【0139】
本発明の単一成分及び多成分の繊維は、多種多様な構成とすることができる。成分とは、本明細書で使用するとき、物質の化学種又は材料を意味するとして定義される。繊維は、構成がモノコンポーネントのものとすることができる。コンポーネントとは、本明細書で使用するとき、繊維の別の部分に対して空間的関係を有する、繊維の別個の部分として定義される。
【0140】
繊維を形成した後に、その繊維を更に処理してもよく、又はその接着布を処理することもできる。親水性仕上げ又は疎水性仕上げを追加して、布地の表面エネルギー及び化学的性質を調節することができる。例えば、親水性である繊維を湿潤剤で処理し、水性液体の吸収を促進させることができる。接着布もまた、界面活性剤、顔料、スリップ剤、塩、又は他の材料を含有する局所溶液で処理し、繊維の表面特性を更に調節することができる。
【0141】
本発明における繊維は、捲縮させることが可能であるが、この繊維は捲縮させないことが好ましい。捲縮繊維は、一般に、2つの方法で作り出される。第1の方法は、既に紡糸された後の、繊維の機械的な変形である。繊維を溶融紡糸して、最終フィラメント直径まで引き下げ、一般的には、2次元的捲縮若しくは3次元的捲縮のいずれかを付与する歯車又はスタッファーボックスに通して、機械的に処理する。この方法は、殆どのカーディングされた短繊維を作り出す際に使用されるが、しかしながら、カーディングされた短繊維の布地は、繊維が連続的ではなく、また捲縮繊維から製造される布地は、繊維変形技術を使用する前に、概して非常に嵩高であるため、好ましくない。繊維を捲縮させるための第2の方法は、スパンレイドプロセスにおいて捲縮することが可能な、マルチコンポーネント繊維を押し出すことである。当業者は、バイコンポーネント捲縮スパンボンド繊維を作製する数多くの方法が存在することを認識するであろうが、しかしながら、本発明に関しては、捲縮スパンレイド不織布を作製するために、3つの主要な技術を考察する。第1は、紡糸線での差動的なポリマーの結晶化、ポリマーのタイプの差異、ポリマーの分子量特性(例えば、ポリマーの分子量の分布)、又は添加物の含有量に起因する、紡糸線で発生する捲縮である。第2の方法は、スパンレイド基材へと紡糸された後の、繊維の収縮差である。例えば熱接着プロセスの間などに、スパンレイドウェブを加熱することによって、紡糸されたままの繊維内での結晶化度の差異のために、繊維の捲縮を引き起こすことができる。捲縮を引き起こす第3の方法は、繊維又はスパンレイドウェブを、機械的に伸張させることである(一般に、機械的な伸張に関しては、ウェブは一体となって接着されている)。この機械的な伸張は、2種のポリマーコンポーネント間の、応力−歪み曲線における差異を顕在化させることができ、この差異によって捲縮を引き起こすことができる。
【0142】
後の2つの方法は、繊維が紡糸された後で実行しなければならないために、通常は、潜在的捲縮プロセスと呼ばれる。本発明では、捲縮繊維の使用に関しては、優先順位が存在する。カーディングされた短繊維の布地は、それらが1.3mm未満のベース基材の厚さを有するのであれば、使用することができる。スパンレイド布地又はスパンボンド布地は、連続フィラメントを含むために好ましく、ベース基材の厚さ、すなわちキャリパーが1.3mm未満であれば、捲縮させることができる。本発明に関しては、ベース基材は、100重量%未満の捲縮繊維、好ましくは50重量%未満の捲縮繊維、より好ましくは20重量%未満の捲縮繊維、より好ましくは10重量%未満の捲縮繊維、最も好ましくは0重量%の捲縮繊維を含む。捲縮プロセスは、繊維の表面上で移送される流体の量を低減する可能性があり、また捲縮は、ベース基材の特定の密度を低減することによって、ベース基材の固有の毛管現象を低減する可能性があることから、捲縮していない繊維が好ましい。
【0143】
短い長さの繊維とは、50mm未満の長さを有する繊維として、定義される。本発明では、連続繊維は、2つの付加的効果をもたらすため、短く切断された繊維よりも好ましい。第1の効果は、流体が、繊維端部を経ずに、より長距離を移送され、それゆえ毛細現象の増強がもたらされ得ることである。第2の効果は、連続繊維は、接着された網目が、短い長さの繊維から構成されるマトリックスよりも、より全体として相互接続している繊維の連続的なマトリックスを有するために、より高い引っ張り強度及び剛性を有するベース基材を作り出すことである。本発明のベース基材は、非常に少量の短い長さの繊維、好ましくは50重量%未満の短い長さの繊維、より好ましくは20重量%未満の短い長さの繊維、より好ましくは10重量%未満の短い長さの繊維、最も好ましくは0重量%の短い長さの繊維を含むことが好ましい。
【0144】
本発明におけるベース基材のために製造される繊維は、好ましくは熱接着性である。本発明における熱接着性とは、ピーク融点近く又はピーク融点を超えて上昇すると軟化し、少なくとも低い圧力の適用の影響下で、一体となって固着又は融着する繊維として定義される。熱接着に関しては、熱可塑性繊維の総含有量は、30重量%を超え、好ましくは50重量%を超え、更により好ましくは70重量%を超え、最も好ましくは90重量%を超えるべきである。
【0145】
スパンレイドプロセス
本発明におけるベース基材を形成する繊維は、好ましくは、スパンレイド布地を形成する連続フィラメントである。スパンレイド布地とは、本質的に連続的なフィラメントから形成される、基本的に凝集性の引っ張り特性を有さない、非接着布地として定義される。連続フィラメントとは、10,000:1を超える比率の、長さ対直径の高い比率を有する繊維として定義される。スパンレイド布地を構成する、本発明における連続フィラメントは、短繊維、短く切断された繊維、又は他の意図的に作製された短い長さの繊維ではない。本発明における連続フィラメントは、平均して、長さ100mmを超え、好ましくは長さ200mmを超える。本発明における連続フィラメントはまた、意図的に又は非意図的に、捲縮されていない。
【0146】
本発明におけるスパンレイドプロセスは、米国特許第3,802,817号、同第5,545,371号、同第6,548,431号、及び同第5,885,909号に開示されるような、高速紡糸プロセスを使用して作られる。これらの溶融紡糸プロセスでは、押出成形機が、溶融ポリマーを溶融ポンプに供給し、この溶融ポンプが、特定の体積の溶融ポリマーを送り出すと、この溶融ポリマーは、複数個の毛管から構成される紡糸パックを通過して移動し、繊維へと形成され、ここでその繊維は、空気焼入れ区域を通過して冷却され、空気圧的に引き下げられて、その寸法を高度細繊化繊維へと低減し、分子レベルの繊維配向によって繊維強度を増大させる。次に、この引き出された繊維は、形成ベルト又は形成テーブルと称される場合が多い、多孔性のベルト上に堆積する。
【0147】
連続フィラメントを作製するために使用される、本発明におけるスパンレイドプロセスは、1メートル当たり100〜10,000の毛管、好ましくは1メートル当たり200〜7,000の毛管、より好ましくは1メートル当たり500〜5,000の毛管、更により好ましくは1メートル当たり1,000〜3,000の毛管を含む。本発明における、1つの毛管当たりのポリマーの質量流量は、0.3GHM(毎分の1つの穴当たりのグラム)より大きい。好ましい範囲は、0.4GHM〜15GHM、好ましくは0.6GHM〜10GHM、更により好ましくは0.8GHM〜5GHM、最も好ましい範囲は1GHM〜4GHMである。
【0148】
本発明におけるスパンレイドプロセスは、高度に細繊化された、捲縮していない連続フィラメントを作製するための、単一のプロセス工程を含む。押し出されたフィラメントは、急冷用空気の区域を通過して引き出され、この区域でフィラメントは、細繊化しつつ、冷却されて硬化する。そのようなスパンレイドプロセスは、米国特許第3338992号、同第3802817号、同第4233014号、同第5688468号、同第6548431(B1)号、同第6908292(B2)号、及び米国特許出願第2007/0057414(A1)号に開示されている。欧州特許第1340843(B1)号、及び同第1323852(B1)号に記載される技術もまた、スパンレイド不織布を製造するために使用することができる。高度細繊化連続フィラメントは、紡糸口金からのポリマー出口から、細繊化デバイスへと直接引き下げられるが、スパンレイド布地は形成テーブル上で形成されるため、ここでは連続フィラメントの直径又はデニールは、実質的に変化しない。本発明において好ましいスパンレイドプロセスは、引き出しデバイスを含み、このデバイスは、紡糸口金出口と、この空気圧式引き出しデバイスとの間に、繊維を空気圧的に引き出し、形成ベルト上に繊維を横たえることができる。このプロセスは、紡糸口金から繊維を機械的に引き出す、他のスパンレイドプロセスとは異なる。
【0149】
本発明に関するスパンレイドプロセスは、単一の工程で、前述のような、既定の固有引っ張り強度、繊維直径、又はデニールを有する、熱的に安定で、連続及び非捲縮繊維を製造する。好ましいポリマー材料としては、ポリプロピレン及びポリプロピレンコポリマー、ポリエチレン及びポリエチレンコポリマー、ポリエステル及びポリエステルコポリマー、ポリアミド、ポリイミド、ポリ乳酸、ポリヒドロキシアルカノエート、ポリビニルアルコール、エチレンビニルアルコール、ポリアクリレート、並びにこれらのコポリマー、及びそれらの混合物が挙げられるが、これらに限定されない。他の好適なポリマー材料としては、米国特許出願公開第2003/0109605(A1)号、及び同第2003/0091803号で詳細に説明されるような、熱可塑性デンプン組成物が挙げられる。更に他の好適なポリマー材料としては、エチレンアクリル酸、ポリオレフィンカルボン酸コポリマー、及びこれらの組み合わせが挙げられる。これらのポリマーは、米国特許第6746766号、同第6818295号、同第6946506号、及び米国特許出願第03/0092343号に記載されている。通常の熱可塑性ポリマー繊維等級の材料が好ましく、特に、ポリエステル系樹脂、ポリプロピレン系樹脂、ポリ乳酸系樹脂、ポリヒドロキシアルカノエート系樹脂、及びポリエチレン系樹脂、並びにこれらの組み合わせが好ましい。ポリエステル系樹脂及びポリプロピレン系樹脂が、最も好ましい。代表的なポリエステルテレフタレート(特に指定のない限り、以降ではポリエステルと称する)樹脂は、Eastman F61HC(IV=0.61dL/g)、Eastman 9663(IV=0.80dL/g)、DuPont Crystar 4415(IV=0.61gl/g)である。好適なコポリエステルは、Eastman 9921(IV−0.81)である。本発明に関して好適な、ポリエステル固有粘度(IV)の範囲は、約0.3dL/g〜0.9dL/g、好ましくは0.45dL/g〜0.85dL/g、より好ましくは0.55dL/g〜0.82dL/gの範囲である。固有粘度は、ポリマー分子量の尺度であり、ポリマー技術の当業者には周知である。本発明におけるポリエステル繊維は、アロイ、モノコンポーネント、及び成形されたものとすることができる。好ましい実施形態は、3dpf〜8dpfのデニールを有する、0.61dL/gの樹脂から製造される、多葉形の、好ましくは3葉形のポリエステル繊維である。本発明では、PETが最も一般的に参照されるが、PBT、PTT、PCTなどの、他のポリエステルテレフタレートポリマーを使用してもよい。
【0150】
予期せぬことに、樹脂特性の特定の組み合わせをスパンボンドプロセスで使用して、高デニールの熱接着PET不織布を製造し得ることが見出された。Eastman F61HC PETポリマー及びEastman 9921 coPETは、熱接着されていても熱的に安定な繊維を製造するための、理想的な組み合わせを提供することが見出されている。この予期せぬ発見は、F61HC及び9921が、別個の毛管を通じて、70:30〜90:10の範囲の比率(F61HC:9921の比率)で押出すことができ、結果として得られるウェブが、一体となって熱接着され、熱的に安定な不織布を作り出し得ることである。この実施例における熱的に安定とは、熱湯中で5分後に、MDで10%未満の収縮を有することとして、定義される。この熱的安定性は、4000メートル/分より大きい紡糸速度によって達成され、丸形繊維及び成形繊維の双方において、1dpf〜10dpfの範囲のフィラメントのデニールを作り出す。5g/m2〜100g/m2の範囲の坪量が作り出されている。これらの布地は、熱ポイント接着で作り出されている。これらのタイプの布地は、使い捨て吸収性物品、乾燥機用シート、及び屋根用フェルトなどの、広範囲の用途で使用することができる。所望の場合、マルチビームシステムを単独で使用してもよく、又は微細繊維直径の層を、2つのスパンレイド層の間に定置させてから、一体に接着してもよい。
【0151】
更なる好ましい実施形態は、ポリプロピレン繊維及びスパンレイド不織布の使用である。ポリプロピレンに関する好ましい樹脂特性は、5MFR(10分当たりの、グラム単位のメルトフローレート)〜400MFRのメルトフローレートであり、10MFR〜100MFRの好ましい範囲、15MFR〜65MFRの更により好ましい範囲、及び23MFR〜40MFRの最も好ましい範囲を有する。MFRを測定するために使用する方法は、ASTM D1238に概説され、2.16kgの質量を使用して、230℃で測定される。
【0152】
モノコンポーネント繊維及びマルチコンポーネント繊維から作り出される不織布製品はまた、特定の特性、具体的には、強度、可撓性、柔軟性、及び吸収性も呈する。強度の測定には、乾燥引っ張り強度及び/又は湿潤引っ張り強度が含まれる。可撓性は、剛性に関連し、柔軟性に起因し得る。一般に、柔軟性は、可撓性及び質感の双方に関連する、生理学的に認知される属性として説明される。吸収性は、製品が流体を取り込む能力、並びにその流体を保持する容量に関連する。本発明における吸収性は、パルプ繊維、再生セルロース繊維(例えば、レーヨン)で見出されるような、繊維自体の内部領域の水の取り込みは伴わない。一部の熱可塑性ポリマーは、本質的に、少量の水を取り込む(例えばポリアミド)ため、その水の取り込みは、10重量%未満、好ましくは5重量%未満、最も好ましくは1重量%未満に制限される。本発明における吸収性は、繊維及び不織布構造の親水性から生じ、主として、繊維の表面積、孔径、及び接着交差部分に応じて決定される。毛管現象は、流体と繊維性基材との相互作用を説明するために使用される、一般的な現象である。毛管現象の性質は、当業者には十分に理解され、Albin Turbakによる「Nonwovens:Theory,Process,Performance and Testing」のChapter 4で詳細に提示されている。
【0153】
本発明におけるベース基材を形成するスパンレイドウェブは、1g/g(グラム当りのグラム)〜10g/g、より好ましくは2g/g〜8g/g、最も好ましくは3g/g〜7g/gの吸収性の取り込み、すなわち保持能力(C保持)を有する。この取り込みの測定は、MDでの長さ15cm及びCDでの幅5cmの乾燥サンプルを計量する(グラム単位で)ことによって行なわれ、乾燥重量をm乾燥とし、次に、このサンプルを蒸留水中に30秒間浸してから、サンプルを水から取り出し、10秒間垂直に(MDで)吊り下げて、次に再びサンプルを計量し、湿潤重量をm湿潤とする。最終湿潤サンプル重量(m湿潤)から乾燥サンプル重量(m乾燥)を差し引き、乾燥サンプル重量(m乾燥)で除算することで、サンプルに関する吸収性、すなわち保持能力(C保持)を得る。すなわち、以下の式となる。
【0154】
【数1】
【0155】
構造化基材は、同様の保持能力を有する。
【0156】
本発明におけるスパンレイドプロセスは、所望の坪量を有するスパンレイド不織布を製造する。坪量とは、単位面積当りの、繊維/不織布の質量として定義される。本発明に関しては、ベース基材の坪量は、10g/m2〜200g/m2であり、15g/m2〜100g/m2の好ましい範囲、18g/m2〜80g/m2のより好ましい範囲、及び25g/m2〜72g/m2の更により好ましい範囲を有する。最も好ましい範囲は、30g/m2〜62g/m2である。
【0157】
多成分繊維を製造する際の第1の工程は、配合又は混合の工程である。配合工程では、典型的には剪断下で、原材料を加熱する。組成物が適切に選択された場合、熱の存在下での剪断は、均質な溶融物を生じさせる。次に、溶融物を、繊維が形成される押出成形機内に定置する。繊維の集束を、熱、圧力、化学的バインダー、機械的交絡、及びこれらの組み合わせを使用して、一体に結合し、不織布ウェブの形成を生じさせる。次に、この不織布を修正し、ベース基材へと組み上げる。
【0158】
配合工程の目的は、均質な溶融組成物を作り出すことである。多成分ブレンドに関しては,この工程の目的は、熱可塑性ポリマー材料を、共に溶融ブレンドすることであり、この場合の混合温度は、最も高い融点の熱可塑性構成成分を上回る。任意成分もまた、添加して、共に混合することができる。好ましくは、この溶融組成物は均質であり、これは一様分布が広範囲にわたって見出され、特異な領域が認められないことを意味する。ポリプロピレンにポリ乳酸を添加する場合、又はポリプロピレンに熱可塑性デンプンを添加する場合などのように、弱い混和性を有する材料を結合させるために、相溶化剤を添加してもよい。
【0159】
二軸配合は、当該技術分野において周知であり、ポリマーアロイを調製するため、又はポリマーを任意材料と共に適切に混合するために使用される。二軸押出成形機は、一般的には、ポリマー製造と繊維紡糸工程との間に使用される単独プロセスである。コストを低減するために、繊維の押し出しを、二軸押出成形機で開始して、配合と繊維の作製とを、直接結合させることができる。特定のタイプの一軸押出成形機では、良好な混合及び相溶化を、インラインで実施することができる。
【0160】
最も好ましい混合デバイスは、複数の注入ポイントを備える複数混合区域二軸押出成形機である。二軸バッチ混合機又は一軸押出成形システムもまた、使用することができる。十分な混合及び加熱が実施される限り、特定の使用機器は、必要不可欠ではない。
【0161】
本発明は、溶融紡糸のプロセスを利用する。溶融紡糸においては、押出品での質量損失は存在しない。溶融紡糸は、溶液からの湿式紡糸又は乾式紡糸などの、他の紡糸とは区別されるが、それらの紡糸では、揮発又は拡散によって、溶媒が押出品から除去されていることにより、質量損失がもたらされる。
【0162】
紡糸は、120℃〜約350℃で、好ましくは160℃〜約320℃で、最も好ましくは190℃〜約300℃で実施される。100メートル/分より大きい繊維紡糸速度が必要とされる。好ましくは、繊維紡糸速度は、約1,000〜約10,000メートル/分、より好ましくは約2,000〜約7,000メートル/分、最も好ましくは約2,500〜約5,000メートル/分である。単一繊維の試験、並びにベース基材又は構造化基材の熱安定性によって判定されるような、強固で熱的に安定な繊維を作製するために、ポリマー組成物は、高速で紡糸されなければならない。
【0163】
均質な溶融組成物を、市販の溶融紡糸装置上で、モノコンポーネント繊維又はマルチコンポーネント繊維へと溶融紡糸することができる。この装置は、マルチコンポーネント繊維の所望の構成に基づいて選択される。市販の溶融紡糸装置は、Melbourne,Floridaにある、Hills,Inc.より入手可能である。繊維の紡糸(モノコンポーネント及びマルチコンポーネント)に関する優れた資料は、Woodhead Publishingからの、Nakajimaによる「Advanced Fiber Spinning Technology」である。紡糸のための温度は、約120℃〜約350℃の範囲である。加工処理温度は、各コンポーネントの化学的性質、分子量、及び濃度によって決定される。空気細繊化技術の例は、Hill’s Inc、Neumag、及びREICOFILにより市販されている。本発明のために好適な技術の例は、Reifenhauser REICOFIL 4スパンレイドプロセスである。これらの技術は、不織布産業界において周知である。
【0164】
流体処理
本発明の構造化基材を使用して、流体を管理することができる。流体管理とは、構造化基材の特性の制御による、流体の意図的な移動として定義される。本発明では、流体管理は、2つの工程によって達成される。第1の工程は、繊維の形状、繊維のデニール、坪量、接着方法、及び表面エネルギーによって、ベース基材の特性を設計操作することである。第2の工程は、繊維変位によって発生する空隙容量を設計操作することを伴う。
【0165】
以下のベース基材は、Hills Incにて、0.5m幅スパンボンドライン上で製造した。詳細を、各実施例において記載する。実施例1、2、4、及び実施例7で製造した材料の測定特性を、以下に示す表に作成する。
【実施例】
【0166】
実施例1:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 9921 coPETから構成されるスパンボンド布地を製造した。このスパンボンド布地は、丸い終端ポイントを備えた、長さ1.125mm及び幅0.15mmを有する顕著な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。この実施例及び後続の実施例で、異なる距離を使用することは可能であるが、示した距離が最良の結果をもたらした。残りの関連プロセスデータは、表1〜3に含まれる。
【0167】
比較実施例1:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 20110から構成されるスパンボンド布地を製造した。このスパンボンド布地は、丸い終端ポイントを備えた、長さ1.125mm及び幅0.15mmを有する顕著な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。このポリマーの組み合わせで、熱的に安定なスパンボンド不織布を製造することは困難であった。このcoPETの繊維は、熱的に安定ではなく、100℃を超えて加熱すると、繊維構造の全体を収縮させた。MDでの布地の収縮は20%であった。
【0168】
実施例2:100重量%のEastman F61HC PETから構成されるスパンボンド布地を製造した。このスパンボンド布地は、丸い終端ポイントを備えた、長さ1.125mm及び幅0.15mmを有する顕著な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有するものとした。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。残りの関連プロセスデータは、表1〜3に含まれる。
【0169】
実施例3:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 9921 coPETから構成されるスパンボンド布地を製造した。このスパンボンド布地は、半径0.18mmの丸い終端ポイントを備えた、長さ0.55mm及び幅0.127mmを有する標準的な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。残りの関連プロセスデータは、表4〜6に含まれる。
【0170】
比較実施例2:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 20110から構成されるスパンボンド布地を製造した。このスパンボンド布地は、半径0.18mmの丸い終端ポイントを備えた、長さ0.55mm及び幅0.127mmを有する標準的な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。このポリマーの組み合わせで、熱的に安定なスパンボンド不織布を製造することは困難であった。このcoPETの繊維は、熱的に安定ではなく、100℃を超えて加熱すると、繊維構造の全体を収縮させた。MDでの布地の収縮は20%であった。
【0171】
実施例4:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 9921 coPETから構成されるスパンボンド布地を製造した。このスパンボンド布地は、0.35mmの毛管出口直径、及び長さと直径との比4:1を有する、中実丸形紡糸口金を使用して製造した。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。残りの関連プロセスデータは、表7〜9に含まれる。
【0172】
比較実施例3:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 20110から構成されるスパンボンド布地を製造した。このスパンボンド布地は、0.35mmの毛管出口直径、及び長さと直径との比4:1を有する、中実丸形紡糸口金を使用して製造した。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。このポリマーの組み合わせで、熱的に安定なスパンボンド不織布を製造することは困難であった。このcoPETの繊維は、熱的に安定ではなく、100℃を超えて加熱すると、繊維構造の全体を収縮させた。MDでの布地の収縮は20%であった。
【0173】
サンプルの説明:以下の情報は、下記のデータの表における実施例を識別するために使用される、サンプル説明の命名法を提供する。
【0174】
●最初の番号は、サンプルを製造した実施例の番号に言及する。
【0175】
●この番号に続く文字は、広範に説明される、実施例の説明での異なる条件下で製造したサンプルを指定するためのものである。この文字及び番号の組み合わせによって、ベース基材の製造が特定される。
【0176】
●この文字に続く番号は、本特許で説明される、構造化基材の製造を指定する。異なる番号は、構造化基材を製造するために使用される、異なる条件を示す。
【0177】
本発明には、ベース基材及び構造化基材を、カーディングされた樹脂結合サンプルと比較するために、2種の参考サンプルが含まれる。
【0178】
●43g/m2−30%のスチレンブタジエンラテックス結合剤及び70%の繊維混合物からなる。この繊維混合物は、6デニール中実丸形PET繊維、及び9デニール中実丸形PET繊維の、それぞれ40:60の混合物を含む。
【0179】
●60g/m2−30%の(カルボキシル化)スチレンブタジエンラテックス結合剤及び70%の繊維混合物からなる。この繊維混合物は、6デニール中実丸形PET繊維、及び9デニール中空螺旋状PET繊維(25〜40%が中空)の、それぞれ50:50の混合物を含む。
【0180】
開示されている方法のいずれかにおけるサンプルが、事前にエージングされているか、又は製品から取り出されているという場合には、いずれの試験プロトコルに先立っても、そのサンプルは、23±2℃、及び相対湿度50±2%で24時間、圧縮されずに保管されるべきである。このエージング後のサンプルは、「製造されたまま」と称される。
【0181】
発明における特性に関しての定義及び試験方法:特性表における特性に関しての試験方法を、以下に記載する。特に指定のない限り、全ての試験は、約23±2℃、及び相対湿度50±2%で実施される。明示的な指定のない限り、使用される特定の合成尿は、脱イオン水で作製された0.9(重量)%生理食塩水(NaCL)溶液で、作製される。
【0182】
●質量スループット:毛管当りのポリマー流量の尺度を示し、毎分の1つの穴当りをグラム単位で(GHM)測定され、ポリマー溶融物の密度、1回転当りのポリマー溶融物のポンプ変位、及び溶融ポンプによって供給される毛管の数に基づいて算出される。
【0183】
●形状:実施例の指定に記載される毛管の幾何学的形状に基づいて、繊維の形状を指定する。
【0184】
●実際の坪量:好ましい坪量は、少なくとも10個の7500mm2(幅50mm×長さ150mmのサンプル寸法)のサンプル区域を、無作為にサンプルから切り出して、それらを±1mgの範囲内で計量し、次にその質量を、計量したサンプルの総数で平均化することによって測定される。坪量の単位は、グラム毎平方メートル(g/m2)である。坪量の測定のために7500mm2の方形区域が使用できない場合には、サンプル寸法を2000mm2まで減少させてもよいが、(例えば、100mm×20mmのサンプル寸法、又は50mm×40mmのサンプル寸法)、サンプルの数は、少なくとも20の測定まで増加させるべきである実際の坪量は、平均質量をサンプルの面積で除算し、単位を確実にグラム毎平方メートルにすることによって判定される。
【0185】
●布地厚さ:厚さはまた、キャリパーとも称され、この2つの語は、互換的に使用される。布地厚さ、及び新品のキャリパーとは、いずれのエージング条件も伴わないキャリパーを指す。製造されたままのキャリパーに関する試験条件は、0.5kPaで測定され、少なくとも5回の測定値が平均化される。典型的な試験デバイスは、Thwing Albert ProGageシステムである。脚部の直径は50mm〜60mmである。保持時間は、各測定に対して2秒である。サンプルは、23±2℃、及び相対湿度50±2%で24時間、圧縮されずに保管されて、次いで布地厚さ測定を受けなければならない。修正前のベース基材に対して測定を行なうことが好ましいが、しかしながら、この材料が入手不可能な場合には、代替的な方法を使用することができる。構造化基材に関しては、第2領域(変位繊維領域)間の第1領域の厚さは、電気式厚さ計(例えば、McMaster−CarrカタログよりMitutoyo No 547〜500として入手可能)を使用することによって判定することができる。これらの電気式厚さ計は、非常に小さい区域を測定するために変更される先端部を有し得る。これらのデバイスは、測定を行なうために、予め荷重がかけられたバネを有し、品種によって異なっている。例えば、長さ6.6mm及び幅1mmであるブレード形状の先端部を使用することができる。直径が1.5mmよりも小さい区域を測定する平坦丸形先端部も、挿入することができる。構造化基材に対する測定に関しては、製造されたままの布地厚さを測定するために、これらの先端部を構造化領域間に挿入する必要がある。この測定技術で使用される圧力は、この技術を使用して慎重に制御することはできず、加えられる圧力は、一般に0.5kPaよりも高い。
【0186】
●エージングされたキャリパー:これは、40℃、35kPaの圧力下で15時間エージングされた後、次に23±2℃及び相対湿度50±2%で24時間、圧縮されずに静置されたサンプルのキャリパーを指す。これはまた、キャリパー回復と呼ぶこともできる。エージングされたキャリパーは、2.1kPaの圧力下で測定される。典型的な試験デバイスは、Thwing Albert ProGageシステムである。脚部の直径は50mm〜60mmである。加圧保持時間は、各測定に対して2秒である。全てのサンプルは、23±2℃、及び相対湿度50±2%で24時間、圧縮されずに保管され、次いでエージングされたキャリパーの試験を受ける。
【0187】
●Mod比率:「Mod比率」又は「修正比率」は、非丸形繊維の付加的な表面区域の幾何学的形状を補正するために使用される。修正比率は、繊維の最長軸線に垂直な、繊維の断面における、最長の連続直線距離を測定し、その距離の50%での、繊維の幅で除算することによって判定される。一部の複雑な繊維形状に関しては、修正比率を容易に判定し難い場合がある。図19a〜19cは、成形繊維の構成の例を提供する。「A」の表記は、長軸線の寸法であり、「B」の表記は、幅の寸法である。比率は、短い寸法で長い寸法を除算することによって判定される。これらの単位は、顕微鏡の使用を介して直接測定される。
【0188】
●実際のデニール:実際のデニールは、所定の実施例に関する繊維の、測定されたデニールである。デニールは、9000リニアメートルの長さでの、グラム単位の繊維の質量として定義される。それゆえ、異なるポリマーからの繊維を比較する場合、デニールの算出に関しては、繊維の固有密度もまた要因に含まれ、dpf(フィラメント当りのデニール)として表されるが、そのため2dpfのPP繊維と2dpfのPET繊維とでは、異なる繊維直径を有する。ポリプロピレンに関するデニールと直径との関係の例は、約0.900g/cm3の密度を有する中実丸形のポリプロピレンの1dpfの繊維は、約12.55マイクロメートルの直径を有する。本発明におけるPET繊維の密度は、デニールの算出に関して、1.4g/cm3(グラム毎立方センチメートル)となる。当業者であれば、PP繊維及びPET繊維に関して、中実丸形繊維の直径からデニールへ変換することは、通常の操作である。
【0189】
●等価の中実丸形繊維直径:等価の中実丸形繊維直径は、非丸形繊維又は中空成形繊維に対する繊維特性の測定に関して、繊維の弾性率を算出するために使用される。等価の中実丸形繊維直径は、繊維の実際のデニールから決定される。非丸形繊維の実際のデニールは、実際の繊維デニールを得て、そのフィラメントが中実丸形であると想定してフィラメントの直径を算出することによって、等価の中実丸形繊維直径へと変換される。この変換は、非丸形繊維断面に関する、単一繊維の弾性率を判定するために重要である。
【0190】
●不織布の引っ張り特性:ベース基材及び構造化基材の引っ張り特性は、全て同じ方法で測定した。ゲージ幅は50mm、ゲージ長は100mm、延伸速度は100mm/分である。報告される値は、特に指定のない限り、ピークでの強度及び伸長に関する。MD及びCDでの特性に関して、別個の測定が行なわれる。典型的な単位は、ニュートン(N)毎センチメートル(N/cm)である。提示される値は、少なくとも5回の測定値の平均である。強制負荷は、0.2Nである。サンプルは、23±2℃、及び相対湿度50±2%で24時間、圧縮されずに保管され、次いで23±2℃、及び相対湿度50±2%で試験されるべきである。ここで報告される引っ張り強度は、応力−歪み曲線におけるピーク引っ張り強度である。引っ張りピークでの伸長は、引っ張りピークが記録される際の、百分率伸長である。
【0191】
●MD/CD比:MD引っ張り強度をCD引っ張り強度で除算したものとして定義される。MD/CD比は、不織布繊維基材における相対的な繊維配向を比較するために使用される方法である。
【0192】
●繊維外周:顕微鏡の使用を介して直接測定されており、不織布内の典型的な繊維の外周であって、マイクロメートル単位で表される。提示される値は、少なくとも5回の測定値の平均である。
【0193】
●不透明度:不透明度は、ベース基材を通過する光の相対量の測定値である。特性的な不透明度は、特に、測定される所定の位置に存在する繊維の数、寸法、タイプ、及び形状に応じて決定される。本発明に関しては、ベース基材の不透明度は、好ましくは5%より大きい、より好ましくは10%より大きい、より好ましくは20%より大きい、更により好ましくは30%より大きい、最も好ましくは40%より大きい。不透明度は、TAPPI試験方法T 425 om−01「Opacity of Paper(15/d geometry,Illuminant A/2 degrees,89% Reflectance Backing and Paper Backing)」を使用して測定される。不透明度は百分率として測定される。
【0194】
●ベース基材の密度:ベース基材の密度は、サンプルの実際の坪量を、サンプルのエージングされたキャリパーで除算し、同じ単位に変換して、グラム毎立方メートルとして表すことによって判定される。
【0195】
●ベース基材の比体積:ベース基材の比体積は、立方センチメートル毎グラムの単位での、ベース基材の密度の逆数である。
【0196】
●ライン速度:ライン速度は、サンプルが製造された、直線機械方向の速度である。
【0197】
●接着温度:接着温度は、スパンボンドサンプルが一体に接着された温度である。接着温度は、2種の温度を含む。第1の温度は、彫刻ロール又はパターン付きロールの温度であり、第2は、滑面ロールの温度である。特に指定のない限り、接着面積は18%、及びカレンダーの線圧は71.4kg/cm(400ポンド毎リニアインチ)とした。
【0198】
●発明サンプルへの界面活性剤の添加:ベース基材及び構造化基材を処理して、親水性にさせるために使用される材料を指す。本発明では、全てのサンプルに対して、同じ界面活性剤を使用した。界面活性剤は、Procter & Gambleの、コードDP−988Aを有する開発等級の材料とした。この材料は、ポリエステルポリエーテルコポリマーである。Clariant製の、商業的等級の汚れ放出ポリマー(SRP)(TexCare SRN−240及びTexCare SRN−170)もまた使用し、良好に作用することを見出した。基本的な手順は、以下の通りとした。
【0199】
○界面活性剤200mLを、80℃の水道水15Lと、18.9L(5ガロン)のバケット内で混合する。
【0200】
○コーティングするサンプルを、この希釈された界面活性剤のバケット内に、5分間置く。各サンプルは、公称100mmの幅及び300mmの長さとする。1回につき最大9個のサンプルをバケット内に置き、最初の10秒間サンプルを攪拌する。同じバケットを、最大50のサンプルに対して使用することができる。
【0201】
○次に、各サンプルをバケットの一角上で垂直に保持し、5〜10秒間、バケツ内に残留水を流し入れる。
【0202】
○サンプルを、少なくとも2分間、水道水の清潔なバケット内ですすぎ、浸漬する。1回につき最大9個のサンプルをバケット内に置き、最初の10秒間サンプルを攪拌する。すすぎ用バケットは、1セットの9個のサンプルの後で、交換する。
【0203】
○サンプルを、乾燥するまで、強制空気オーブン内で、80℃で乾燥させる。典型的な時間は、2〜3分である。
【0204】
●保持能力:保持能力測定は、界面活性剤コーティングされたサンプルを取り上げ、材料の流体取り込みを測定する。200mm×100mmのサンプルを、20℃の水道水中に1分間浸し、次いで取り出す。取り出した後、サンプルを一角で10秒間保持し、次いで計量する。この最終重量を初期重量で除算し、保持能力を算出する。保持能力は、特に指定のない限り、製造されたままの布地厚さ試験で測定される条件に一致する、製造されたままの布地サンプルに対して測定される。これらのサンプルは、試験の前に、圧縮エージングされていない。この試験では、異なるサンプル寸法を使用することができる。使用することができる代替的サンプル寸法は、100mm×50mm又は150mm×75mmである。算出方法は、選択したサンプル寸法とは関わりなく、同一である。
【0205】
●吸い上げ拡散区域:吸い上げ拡散は、MD及びCDでの拡散に分解される。界面活性剤で処理されたサンプルを、少なくとも長さ30cm及び幅20cmに切り出す。未処理のサンプルは、流体を吸い上げることはない。サンプルを、一連のペトリ皿(直径10cm及び深さ1cm)の上に、1つのペトリ皿がサンプルの中央に置かれ、2つが両側に対して置かれるように載せる。次に、蒸留水20mLを、毎秒5mLの速度でサンプル上に注ぐ。不織布の彫刻ロールの面が上向きに、流体の注入方向に面している。流体が吸い上げられる距離を、1分後に、MD及びCDで測定する。必要な場合には、蒸留水に着色してもよい(Merck Indigocarmin c.i.73015)。この顔料は、蒸留水の表面張力を変化させるべきではない。材料毎に、少なくとも3回の測定を行なうべきである。吸い上げ拡散は、特に指定のない限り、製造されたままの布地厚さ試験で測定される条件に一致する、製造されたままの布地サンプルに対して測定される。これらのサンプルは、試験の前に、圧縮エージングされていない。長さ30cm及び幅20cmよりも小さいサンプル寸法を使用する場合には、吸い上げが、1分よりも前に材料の端部まで拡散するか否かを判定するために、サンプルを最初に試験しなければならない。MD又はCDでの吸い上げの拡散が、1分よりも前にサンプルの幅より大きい場合には、MD水平吸い上げ試験、高さ方法を使用するべきである。ペトリ皿は、毎回の測定に関し、空にして洗浄する。
【0206】
●MD水平移送:
【0207】
【表1】
【0208】
試薬
●人口尿:0.9%食塩水溶液(23±2℃で70±2mN/mの表面張力を有し、青色顔料(例えば、Merck Indigocarmin c.i.73015)で着色された、分析等級の脱イオン水中塩化ナトリウム9.0g/L)を調製する
【0209】
設備
調整室......温度....摂氏23°(±2℃)
相対湿度..50%(±2%)
【0210】
手順
1.)機械方向で幅(70±1)mm*長さ(300±1)mmのサンプルを切り出す。
2.)サンプルの重量(w1)を、0.01gの単位までの概数で測定し報告する
3.)サンプルを、トレイの上側端部上で、その幅にわたって、ベビー面を上に向けて(構造化基材の測定の場合には非平坦面、又はベース基材の測定の場合には彫刻ロールの面)、クランプ固定する。このとき、材料は、トレイの底よりも上で、自由に張られている。
4.)弁付き250mLガラス漏斗の出口を、サンプルの上方25.4±3mmで、サンプルにわたる機械方向及び横断方向の中心に位置するように調節する
5.)人工尿を調製する
6.)漏斗の便を閉鎖したままで、ピペット又はビュレットで、人工尿5.0mL 4.)を漏斗内に分与する
7.)漏斗の弁を開放して、人工尿5.0mLを排出する。
8.)30秒の期間、待機する(ストップウォッチを使用する)
9.)最大のMD分配を測定する。センチメートルの単位の概数で報告する。
【0211】
●垂直吸い上げ高さ:垂直吸い上げ試験は、少なくとも長さ20cm及び幅5cmの好ましいサンプル寸法のサンプルを、大量の蒸留水の上方で垂直に保持されるように定置することによって遂行される。サンプルの下端部は、水中に、少なくとも流体表面の1cm下まで浸される。流体が5分で上昇する、最も高い点を記録する垂直吸い上げは、特に指定のない限り、製造されたままの布地厚さ試験で測定される条件に一致する、製造されたままの布地サンプルに対して測定される。他のサンプル寸法を使用することができるが、しかしながら、構造化基材について実施する場合、サンプル幅が測定値に影響を及ぼす可能性がある。最も小さいサンプル幅は、幅2cmであり、最小の長さ10cmを有するべきである。
【0212】
●熱安定性:ベース基材又は構造化基材の不織布の熱安定性は、MDで10cm×CDで少なくとも2cmのサンプルが、熱湯中で5分後に、どの程度収縮するかに基づいて評価される。ベース基材は、10%未満で収縮するべきであり、すなわち、熱安定性と見なされる、9cmを超えるMDでの最終寸法を有するべきである。サンプルが10%を超えて収縮する場合には、そのサンプルは熱的に安定ではない。この測定は、10cm×2cmのサンプル寸法を切り出して、MDでの正確な長さを測定し、熱湯中に5分間サンプルを定置することによって行なった。サンプルを取り出して、サンプルの長さを再びMDで測定する。本発明で試験する全てのサンプルに関しては、比較実施例での高度に収縮するサンプルであっても、熱湯中での時間の後、サンプルは依然として平坦なままであった。理論に束縛されるものではないが、不織布の熱安定性は、構成成分の繊維の熱安定性に依存する。不織布を構成する繊維が収縮する場合には、その不織布は収縮する。したがって、本明細書での熱安定性の測定はまた、繊維の熱安定性も把握する。不織布の熱安定性は、本発明に関して重要である。本発明で好ましい10%を優に超える、顕著な収縮を示すサンプルに関しては、熱湯中で縮こまるか、又は丸まる場合がある。これらのサンプルに関しては、20gの重りをサンプルの底部に取り付けて、垂直方向で長さを測定することができる。この20gの重りは、金属製のバインダークリップ、又は底部に取り付けたままで長さを測定することが可能な任意の他の好適な重りとすることができる。
【0213】
●FDT:FDTは、繊維変位技術を表しており、変位繊維を有する構造化基材を形成するための、ベース基材の機械的処理を指す。ベース基材が、いずれかのタイプの繊維の変形又は位置変更によって修正されている場合には、そのベース基材はFDTを施されている。フラットローラーを横切る不織布の単純な処理、又は曲げは、FDTではない。FDTは、z方向平面内での繊維の意図的な移動のための、集中的な、機械的又は流体力学的な力による、計画的な繊維の移動を意味する。
【0214】
●歪み深さ:FDTプロセスで使用される機械的な歪み作用の距離。
【0215】
●過剰熱接着:サンプルが、熱及び/又は圧力を使用して、第2の別個の接着工程で過剰接着されているか否かを指定する。
【0216】
●FS−先端:変位繊維の先端部又は頂部が接着されているか否かを指定する。
【0217】
●構造化基材の密度:構造化基材の密度は、実際の坪量を、構造化基材のエージングされたキャリパーで除算し、同じ単位に変換して、グラム毎立方センチメートルとして報告することによって判定される。
【0218】
●構造化基材の比体積:構造化基材の体積は、立方センチメートル毎グラムの単位での、構造化基材の密度の逆数である。
【0219】
●空隙容量の生成:空隙容量の生成は、繊維変位工程中に生成される空隙容量を指す。空隙容量の生成は、構造化基材の比体積とベース基材の比体積との差である。
【0220】
エージングされた裏抜け及び再湿潤の試験:裏抜け試験に関しては、Edanaの方法150.3〜96が、以下の修正と共に使用されている。
【0221】
B.試験条件
●サンプルの状態調節及び測定は、23℃±2℃、及び湿度50%±5%で実施される
【0222】
E:機器
●参照の吸収パッドとしての、10層のAhlstrom Grade 989又は等価物(平均裏抜け時間:1.7秒±0.3秒、寸法:10×10cm)
【0223】
F:手順
2.Eに記載されるような吸収パッドを参照とする
3.試験片を、70×125mmの矩形に切り出す
4.Bに記載されるように状態調節する
5.試験片を、10プライの濾紙のセット上に定置する。構造化基材に関しては、構造化面を上方に向ける。
10.この手順を、第1の噴出及び第2の噴出のそれぞれの吸収の60秒後に繰り返し、第2及び第3の裏抜けの時間を記録する。
11.各試料からの試験片に対する3回の試験のうちの、最小値が推奨される。
【0224】
再湿潤の測定に関しては、Edanaの方法151.1〜96が、以下の修正と共に使用されている。
【0225】
B.試験条件
●サンプルの状態調節及び測定は、23℃±2℃、及び湿度50%±5%で実施される
【0226】
D.原理
●裏抜け測定からの、最上部に試験片を備える濾紙のセットを使用して、再湿潤を測定する。
【0227】
E.機器
●持ち上げ紙:62mm×125mmの寸法に切り出し、参照吸収パッドと接触しないように、試験片上に中心を合わせた、Ahlstrom Grade 632又は等価物。
【0228】
●擬似ベビーの重量:総重量3629g±20g
【0229】
F.手順
12.裏抜けの方法の第3の噴出の終了直後に、工程12から手順を開始する。追加量(L)は、裏抜け試験の3回の噴出の15mLを、この湿潤戻り試験に必要とされる液体の総量(Q)から差し引くことによって決定される。
21.この湿潤戻りの値は、本発明での再湿潤と等しい。
【0230】
●繊維特性:本発明での繊維特性は、MTS Synergie 400シリーズ試験システムを使用して測定した。単一の繊維を、正確に長さ25mm及び幅1cmである穴を作り出すように予め切り取られている、テンプレート紙の上に取り付けた。この繊維を、弛みなく、紙の穴を横切って長さ方向に直線状となるように取り付けた。中実丸形に関する平均繊維直径、又は非丸形に関する等価の中実丸形繊維直径を、少なくとも10回の測定を行なうことによって判定する。これらの10回の測定値の平均を、ソフトウェア入力によって繊維の弾性率を判定する際の、繊維直径として使用する。MTSシステム内に、繊維を装填し、テンプレート紙の端部を、試験の前に切り取った。繊維サンプルを、0.0009Nを超える荷重力(0.1gの力)から開始する力プロファイルを使用し、50mm/分の速度で歪ませる。ピークの繊維荷重及び破断時の歪みを、MTSソフトウェアを使用して測定する。繊維の弾性率もまた、MTSにより、1%の歪みで測定する。表10に提示されるような繊維の弾性率を、この方法で報告した。繊維破断での伸長及びピーク繊維荷重もまた、表10で報告される。結果は、10回の測定の平均である。繊維の弾性率の算出では、中実丸形繊維に関しては、繊維直径を使用し、又は非丸形若しくは中空の繊維に関しては、等価の中実丸形繊維直径を使用する。
【0231】
●破断フィラメントの百分率:繊維変位位置での、破断フィラメントの百分率を測定することができる。破断フィラメントの数を判定するための方法は、計数によるものである。変位繊維を有して製造されたサンプルは、先端部接着を有している場合もあれば、又は有さない場合もある。実際の繊維計数測定を行なうためには、精密なピンセット及びハサミが必要とされる。Tweezermanブランドは、これらの測定のためのそのような器具を作製しており、品目コード1240Tを有するピンセット、及び品目コード3042−Rを有するハサミなどが、使用可能である。品目コードMDS0859411のMedical Supplier Expertもまた、ハサミに使用可能である。他の供給元もまた、使用可能な器具を作製している。
【0232】
○先端部接着を有さないサンプルに関して:一般に、図16に示すように、変位繊維位置の一方の辺は、より多くの破断フィラメントを有する。構造化繊維ウェブは、第1表面上の、より少ない破断フィラメントを有する、第2領域内の変位繊維の辺で、切断されるべきである。図16に示すように、この部分は、第1切断部82として特定される左側である。この部分は、第1表面に沿って、変位繊維の基部で切断されるべきである。この切断を、図17a及び図17bに示す。図17bに示す側面図は、図示のようにMDに配向されている。この切断を行なった後で、いずれの遊離繊維も、繊維がそれ以上抜け落ちなくなるまで、振り払うか、又は払い落とすべきである。その繊維を収集して、計数するべきである。次に、第2領域の他方の辺を切断し(図16に、第2切断部84として特定される)、その繊維の数を計数するべきである。第1切断部は、破断繊維の数を詳細に説明する。第1切断部及び第2切断部で計数し、組み合わせた数は、繊維の総数に等しい。第1切断部での繊維の数を、繊維の総数で除算して100を乗じると、破断繊維の百分率が得られる。殆どの場合では、目視検査によって、繊維の大多数が破断しているか否かを明らかにすることができる。定量的な数が必要とされる場合、上記の手順を使用するべきである。この手順は、少なくとも10のサンプルについて行ない、その全体を総合して平均化するべきである。ある程度の期間、サンプルが圧縮されていたならば、この試験のために、切断する前に軽くブラシを掛けて、転位区域を露呈させることが必要な場合がある。百分率が接近し、統計的に有意なサンプルサイズが生成されていない場合には、サンプルの数を10単位で増大させ、95%の信頼区間の範囲内の、十分な統計的確実性を与えるべきである。
【0233】
○先端部接着を有するサンプルに関して:一般に、図18に示すように、変位繊維位置の一方の辺は、より多くの破断フィラメントを有する。より少ない破断繊維を有する辺を、最初に切断するべきである。図18に示すように、この部分は、第1切断部として標識される左側上部領域であり、先端部接着が位置する場所の頂部であるが、先端部接着材量は全く含んでいない(すなわち、この部分は、破断繊維の辺に向かう先端部接着の辺上で切断するべきである)。この切断を行なって、遊離繊維を振り払って計数し、繊維計数1として指定するべきである。第2切断部は、変位繊維の基部とするべきであり、図18の第2切断部として標識される。繊維を振り払って計数し、この計数を、繊維計数2として指定するべきである。第3切断部は、先端部接着領域の反対側で行い、振り落として計数し、繊維計数3として指定する。第4切断部は、変位繊維の基部で行い、振り払って計数し、繊維計数4として指定する。この切断を、図17a及び図17bに示す。繊維計数1及び繊維計数2で計数された繊維の数は、その辺1〜2上の繊維の総数に等しい。繊維計数3及び繊維計数4で計数された繊維の数は、その辺3〜4上の繊維の総数に等しい。繊維計数1と繊維計数2との差を判定し、次に繊維計数1及び繊維計数2の合計で除算してから100を乗じたものが、破断フィラメント百分率1〜2と呼ばれる。繊維計数3と繊維計数4との差を判定し、次に繊維計数3及び繊維計数4の合計で除算してから100を乗じたものが、破断フィラメント百分率3〜4と呼ばれる。本発明に関しては、破断フィラメント百分率1〜2又は破断フィラメント百分率3〜4は、50%より大きくあるべきである。殆どの場合では、目視検査によって、繊維の大多数が破断しているか否かを明らかにすることができる。定量的な数が必要とされる場合、上記の手順を使用するべきである。この手順は、少なくとも10のサンプルについて行い、その全体を総合して平均化するべきである。ある程度の期間、サンプルが圧縮されていたならば、この試験のために、切断する前に軽くブラシを掛けて、転位区域を露呈させることが必要な場合がある。百分率が接近し、統計的に有意なサンプルサイズが生成されていない場合には、サンプルの数を10単位で増大させ、95%の信頼区間の範囲内の、十分な統計的確実性を与えるべきである。
【0234】
●面内放射状浸透性(IPRP):本発明での、面内放射状浸透性、すなわちIPRP、又は短縮して浸透性は、不織布の浸透性の尺度であり、液体を材料に通過させて移送するために必要な圧力に関する。以下の試験は、多孔質材料の面内放射状浸透性(IPRP)の測定に好適である。一定の圧力下で、材料の環状サンプルを放射状に貫流する、食塩水溶液(0.9% NaCl)の量を、時間の関数として測定する(参照:J.D.Lindsayによる「The anisotropic Permeability of Paper」(TAPPI Journal、(1990年5月、223ページ))Darcyの法則及び定常流方法が、面内塩水流伝導度を判定するために使用されている)。
【0235】
IPRPサンプルホルダー400を図20に示し、このサンプルホルダー400は、図21A〜21Cで詳細に示す、円筒形底部プレート405、上部プレート420、及び円筒形ステンレス鋼の重り415を含む。
【0236】
上部プレート420は、厚さ10mmで、70.0mmの外径を有し、その中心に固定される長さ190mmの管425に連結される。管425は、15.8mmの外径及び12.0mmの内径を有する。この管は、図21Aに示すように、管の下端が、上部プレートの下面に面一となるように、上部プレート420の中心の、円形12mmの穴内に接着固定される。底部プレート405及び上部プレート420は、Lexan(登録商標)又は等価物から製作される。図21Bに示すステンレス鋼の重り415は、70mmの外径、及び15.9mmの内径を有することにより、この重りは、管425に対して静止滑合となる。ステンレス鋼の重り415の厚さは、約25mmであり、上部プレート420、管425、及びステンレス鋼の重り415の総重量が788gとなり、測定の間、2.1kPaの拘束圧を提供するように、調節される。
【0237】
図21Cに示すように、底部プレート405は、厚さ約50mmであり、プレートの下面内へ彫られた2つの位置合わせ溝430を有し、各溝は、底部プレートの直径の全長に及び、互いに垂直である。各溝は、幅1.5mm及び深さ2mmである。底部プレート405は、プレートの直径の全長に及ぶ水平の穴435を有する。この水平の穴435は、11mmの直径を有し、その中心軸線は、底部プレート405の上面よりも12mm下方にある。底部プレート405はまた、10mmの直径を有し、深さ8mmである、中央の垂直穴440も有する。この中央の穴440は、水平の穴435と接続し、底部プレート405内にT形状の空洞を形成する。図21Bに示すように、水平の穴435の外側部分は、底部プレート405に水密方式で取り付けられる配管エルボ445に適合するように、ネジ付となっている。一方のエルボは、190mmの高さ及び10mmの内径を有する垂直透明管460に連結される。管460は、底部プレート420の上面よりも50mm上方の高さに、好適なマーク470で刻線される。これは、測定中に維持されるべき流体レベルに関しての参照である。他方のエルボ445は、可撓性の管を介して、流体送達リザーバ700(以下で説明)に連結される。
【0238】
好適な流体送達リザーバ700を図22に示す。リザーバ700は、好適な実験用ジャッキ705上に置かれ、流体によるリザーバの充填を促進するための、気密ストッパー付き開口部710を有する。10mmの内径を有する開口ガラス管715が、この管の外側とリザーバとの間が気密封止されるように、リザーバの最上部のポート720を通って延びる。リザーバ700には、リザーバ内の流体の表面よりも下方の入口730、ストップコック735、及び出口740を有する、L形状の送出管725が備わっている。出口740は、可撓性のプラスチック管450(例えば、Tygon(登録商標))を介して、エルボ445に連結される。送出管725の内径、ストップコック735及び可撓性のプラスチック管450は、測定中の常時、管460内の流体レベルを刻線マーク470で維持するために十分な高い流量での、IPRPサンプルホルダー400への流体の送達を可能にする。リザーバ700は、約6リットルの容量を有するが、サンプルの厚さ及び浸透性に応じて、より大きいリザーバが必要とされる場合がある。測定の持続時間の間、サンプルホルダー400に流体を供給し、管460内の流体レベルを、刻線マーク470で維持することが可能であれば、他の流体送達システムを採用してもよい。
【0239】
IPRP集水漏斗500を図20に示し、この漏斗500は、漏斗の上端部で約125mmの内径を有する、外側ハウジング505を含む。漏斗500は、漏斗内に落下する液体が、吐水口515から、迅速かつ自由に排水されるように構成される。漏斗500の周囲の水平フランジ520は、漏斗を水平位置に取り付けることを容易にする。2つの一体型垂直内部リブ510は、漏斗の内径の全長に及び、互いに垂直である。各リブ510は、幅1.5mmであり、リブの上面は、水平面内に位置する。漏斗のハウジング500及びリブ510は、サンプルホルダー400を支持するために、Lexan(登録商標)又は等価物などの、好適な硬質材料から製作される。サンプルの装填を容易にするためには、底部プレート405をリブ510上に配置する際に、底部プレート405の上面が、漏斗のフランジ520よりも上に位置し得るように、リブの高さが十分であることが有利である。ステンレス鋼の重り415の相対的高さを測定するダイヤルゲージ535を備え付けるために、ブリッジ530が、フランジ520に取り付けられる。このダイヤルゲージ535は、25mmの範囲にわたって±0.01mmの解像度を有する。好適なデジタルダイヤルゲージは、Mitutoyoの型番575−123(McMaster Carr Co.より入手可能、カタログ番号19975−A73)、又は等価物である。ブリッジ530は、管425及び管460に適合し、管がブリッジに接触しないための、直径17mmの2つの円形の穴を有する。
【0240】
図20に示すように、漏斗500は、電子計量器600の上方に取り付けられる。この計量器は、±0.01gの解像度、及び少なくとも2000gの秤量を有する。計量器600はまた、コンピュータとインターフェースさせて、計量器の読み取りを定期的に記録し、コンピュータ上に電子的に記憶させることもできる。好適な計測器は、Mettler−Toledoの型番PG5002−S、又は等価物である。収集容器610は、漏斗の吐水口515から排水される液体が、容器610内に直接落下するように、計量パン上に置かれる。
【0241】
漏斗500は、リブ510の上面が水平面内に位置するように取り付けられる。計量器600及び容器610は、漏斗の吐水口515から排水される液体が、容器610内に直接落下するように、漏斗500の真下に配置される。IPRPサンプルホルダー400は、リブ510が溝430内に配置された状態で、漏斗700内の中央に置かれる。底部プレート405の上面は、完全に平坦かつ水平でなければならない。上部プレート420は、底部プレート405と位置合わせされ、底部プレート405上に安置される。ステンレス鋼の重り415は、管425を取り囲んで、上部プレート420上に安置される。管425は、ブリッジ530内の中央の穴を通って垂直に延びる。ダイヤルゲージ535は、プローブがステンレス鋼の重り415の上面上のポイント上に安置された状態でブリッジ530に堅個に備え付けられる。この状態で、ダイヤルゲージをゼロに設定する。リザーバ700に0.9%食塩水溶液を充填し、再封止する。出口740は、可撓性のプラスチック管450を介して、エルボ445に連結される。
【0242】
試験される材料の環状サンプル475を、好適な手段によって切り出す。このサンプルは、70mmの外径及び12mmの内側穴の直径を有する。サンプルを切り出す1つの好適な手段は、鋭利な同心状の刃を有する打ち抜きカッターを使用することである。
【0243】
上部プレート420を、サンプル475が上部プレートと底部プレート405との間に挿入されるように十分持ち上げ、サンプルを底部プレート上の中心に置き、プレートの位置を揃える。ストップコック735を開放し、ジャッキ705を使用してリザーバ700の高さを調節することによって、及びリザーバ内の管715の位置を調節することによって、管460内の流体レベルを刻線マーク470に設定する。管460内の流体レベルが刻線マーク470で安定しており、ダイヤルゲージ535上の読み取りが一定である場合に、ダイヤルゲージ上の読み取りに注目し(最初のサンプル厚さ)、コンピュータによる、計量器からのデータの記録を開始する。計量器の読み取り及び経過時間を、5分の間、10秒毎に記録する。3分後、ダイヤルゲージ上の読み取りに注目し(最終のサンプル厚さ)、ストップコックを閉鎖する。平均のサンプル厚さLpは、最初のサンプル厚さと最終のサンプル厚さとの平均値であり、cm単位で表される。
【0244】
グラム毎秒の単位での流量は、30秒〜300秒のデータに適合させた線形最小2乗回帰法によって算出する。以下の等式を使用して、材料の浸透性を算出する。
【0245】
【数2】
式中、
kは、材料の浸透性(cm2)である
Qは、流量(g/s)である
ρは、22℃での液体の密度(g/cm3)である
μは、22℃での液体の粘度(Pa・s)である
Roは、サンプルの外側半径(mm)である
Riは、サンプルの内側半径(mm)である
Lpは、平均のサンプル厚さ(cm)である
ΔPは、静水圧(Pa)である
【0246】
【数3】
式中、
Δhは、底部プレートの上面よりも上の、管460内の液体の高さ(cm)である
Gは、重力加速度定数(m/s2)である
【0247】
【数4】
式中、
Krは、cm2/(Pa・s)の単位で表される、IPRPの値である
【0248】
表内のデータの摘要:以下の情報は、表に見出される情報を本発明に含めるための根拠を提供する。
【0249】
●表1及び表2:顕著な3葉形の成形繊維、中実丸形、及び標準的な3葉形のベース基材の製造されたままの特性に関する、ベース基材の材料特性表1は、ベース基材の製造されたままの特性を説明する。この表は、各サンプルに関する詳細を記載する。表1において指摘するべき重要な特性は、顕著な3葉形のフィラメントに関する修正比率、及びこれらのポイント接着PET基材に関する比較的低いMDの伸長である。
【0250】
●表3:ベース基材の流体処理特性を示す。これらのベース基材の保持能力は、グラム毎グラムの保持能力が10を下回り、これらのベース基材が吸収性材料ではないことを示した。
【0251】
●表4:ベース基材の特性と比較した、構造化基材のプロセス設定及び特性変化を記載する。サンプルの1Dの集合に関する実施例は、本発明における主要目的を強調する。1Dは、ベース基材(60g/m2、6.9dpfのPET)であり、一方1D1〜1D6は、歪み深さによって示される、繊維変位の増大を伴うキャリパーの変化を示している。歪みの増大は、キャリパーを増大させる。過剰接着は、過剰熱接着によって示される。先端部接着は、FS−先端によって示され、また、示されるように、エージングされたキャリパー、及び生成される空隙容量の量にも影響を及ぼし得る。本発明の目的は、液体獲得のための空隙容量を生成することである。過剰熱接着もまた、ベース基材と比較したMD引っ張り強度の増大で示されるように、機械的特性を増大させるために使用することができる。実施例1Nのデータセットは、ベース基材と、種々の歪み深さプロセスが施されている1N1〜1N9とを比較する。このデータセットは、いずれかの過剰熱接着、FS−先端、及び歪み全般によって決定される、キャリパー生成の最適化が存在することを示す。このデータは、過大な歪みは、エージングされたキャリパーの悪化を伴うサンプルを作り出す恐れがあることを示す。本発明の1つの実行では、このことは、駆動領域内の完全に破断されたフィラメントに相当するが、一方で、最高の空隙容量の生成を有する領域は、好ましい破断フィラメントの範囲を有する。これらの結果はまた、本発明に関しては、典型的な樹脂結合構造と同様ではあるが、その一方で流体移送特性も有する、構造化基材の体積を生成し得ることも示す。
【0252】
●表5:データ及び実施例は、本発明でのキャリパーの増大及び空隙容量の生成を、標準的な3葉形及び中実丸形の繊維形状に関して使用可能であることを示す。本発明の効果は、顕著な3葉形の繊維に制限されるものではない。
【0253】
●表6は、ベース基材の特性と比較した、構造化基材の流体処理特性を記載する。表6での実施例は、表4と同じである。表6でのデータは、FDTの使用が、ベース基材と比較した、構造化基材のMD水平移送特性を実際に増大させることを示す。過剰接着は、MDでの流体移送を増大させることが見出されている。垂直吸い上げ高さ成分は、中程度FDT歪みでは、構造化基材とベース基材との類似した特性を示すが、より高度の歪みでは、垂直吸い上げ高さ成分は実際に若干減少する。カーディングされた樹脂結合不織布と比較すると、この垂直移送成分は、依然として非常に良好である。エージングされた裏抜けのデータは、ベース基材と比較した、構造化基材の流体獲得率の劇的な向上を示す。裏抜けの時間は、FDTの使用で、ベース基材と比較して劇的に減少する。再湿潤の特性は、FDTの使用で、ベース基材と比較して、概して減少する。この表6でのデータは、構造化基材の、流体獲得率を制御する能力と共に、流体移送を提供する能力を立証する。この表はまた、サンプルについての、IPRPを介した材料の流体浸透性を含み、この浸透性は、FDT後の劇的な向上を示し、また、構造化基材が、カーディングされた樹脂結合構造と同様のキャリパーで、より高い浸透性をどの程度有するかということも示す。
【0254】
●表7は、ベース基材と比較した、一部の顕著な繊維形状の構造化基材の、一部の付加的な流体処理特性を記載する。このサンプルで使用される駆動条件は、表5に記載される。表5は、FDTにおける変化が、流体獲得率を向上させ得ることを示す。
【0255】
●表8は、ベース基材サンプルと比較した、中実丸形繊維(SR)及び標準的な3葉形の繊維(TRI)に関する、向上した流体獲得率を有する追加的な構造化基材サンプルを示す。構造化基材サンプルに関して使用される駆動条件は、表9に記載される。
【0256】
●表9は、表8で作製されるサンプルに関する、プロセス条件を記載する。
【0257】
●表10は、本発明で使用される基材に関する、単一繊維の特性の値を記載する。本発明は、高速の繊維紡糸を使用して、熱安定性PETを製造することから、弾性率の値は、フィラメント当たりの強度>10gを有する繊維に関して、非常に高い。
【0258】
【表2】
【0259】
【表3】
【0260】
【表4】
【0261】
【表5】
【0262】
【表6】
【0263】
【表7】
【0264】
【表8】
【0265】
【表9】
【0266】
【表10】
【0267】
【表11】
【0268】
物品
本発明のベース基材及び構造化基材は、多種多様の用途のために使用することができ、それらの用途としては、エアフィルター、バグフィルター、液体フィルター、真空フィルター、排水フィルター、及び細菌遮蔽フィルターなどの、フィルターシート;コンデンサ用セパレータ紙、及びフロッピーディスク梱包材料などの、様々な電気機器用のシート;粘着性接着テープ基布、及び油吸収材料などの、様々な工業用シート;硬質表面の洗浄、床の手入れ、及び他の家庭用手入れの用途などの、様々なドライタイプ若しくはウェットタイプの拭き取り布;家庭用、業務用、及び医療処置用のワイパー、印刷ロール用ワイパー、コピー機洗浄用ワイパー、ベビーワイパー、並びに光学システム用ワイパーなどの、様々なワイパー用シート;手術用ガウン、医療用ガウン、創傷手当、被覆布、帽子、マスク、シーツ、タオル、ガーゼ、パップ用基布などの、様々な医療用及び衛生用シートが挙げられる。他の用途としては、流体管理のための手段としての、使い捨て吸収性物品が挙げられる。使い捨て吸収性物品の用途としては、タンポンのライナー、及びおむつの獲得層が挙げられる。
【0269】
本明細書に開示されている寸法及び値は、列挙した正確な数値に厳しく制限されるものとして理解すべきではない。それよりむしろ、特に指定のない限り、そのような各寸法は、列挙された値、及びその値周辺の機能的に等価な範囲の双方を意味するものとする。例えば、「40mm」として開示される寸法は、「約40mm」を意味するものとする。
【0270】
相互参照されるか若しくは関連する、あらゆる特許又は出願書類を含めた、本明細書において引用される全ての文献は、明示的に除外されるか、又は制限されない限り、その全体が参照として本明細書に組み込まれる。いかなる文献の引用も、それが本明細書において開示され請求されるいずれかの発明に関する先行技術であること、又はそれが単独で若しくは他のいかなる参照とのいかなる組み合わせにおいても、このような発明を教示する、提案する、又は開示することを認めるものではない。更に、本書における用語のいずれかの意味又は定義が、参照として組み込まれた文献における同一の用語のいずれかの意味又は定義と相反する限りにおいて、本書においてその用語に与えられた定義又は意味が適用されるものとする。
【0271】
本発明の特定の実施形態が例示され、記載されてきたが、本発明の趣旨及び範囲から逸脱することなく、他の様々な変更及び修正を実施できることが、当業者には明白であろう。したがって、本発明の範囲内にあるそのような全ての変更及び修正を、添付の「特許請求の範囲」で扱うものとする。
【技術分野】
【0001】
本発明は、繊維ウェブに関し、特に、最適な流体獲得能力及び流体分配能力を提供する、構造化繊維ウェブに関する。
【背景技術】
【0002】
市販の不織布は、典型的には、繊維へと形成される合成ポリマーを含む。典型的には、これらの布地は、典型的には0.9g/cm3〜1.4g/cm3の、高い固有の総合密度を有する中実繊維で製造される。布地の総重量又は坪量は、所望の不透明度、機械的特性、柔軟性/安楽性によって、あるいは許容可能な厚さ、すなわちキャリパー、強度、及び保護の知覚(protection perception)を増進させるための、その布地の特異的な流体相互作用によって決まる場合が多い。多くの場合、特定の機能、又は所望の性能水準を達成するためには、これらの特性を組み合わせる必要がある。
【0003】
不織布の機能性は、多くの用途に関して重要である。多くの不織布用途に関しては、その機能は、製品をより柔軟に、又はより自然な感触にさせることによって、製品に所望の感触を提供することである。他の不織布用途に関しては、その機能は、製品を吸収性にすることによって、すなわち流体を獲得するか又は分配することを可能にさせることによって、製品の直接的な性能に影響を与える。いずれの場合にも、不織布の機能は、キャリパー、すなわち厚さに関連する場合が多い。例えば、不織布は、最適な流体獲得能力及び流体分配能力が望まれる、流体管理用途に有用である。そのような用途には、流体及び粒子の除去に関する、湿潤保護用途、並びに洗浄用途のための、使い捨て吸収性物品での使用が含まれる。いずれの場合にも、不織布は、流体を獲得して分配するための能力を有する流体管理層としての使用に望ましい。
【0004】
この機能を実行する際の不織布の有効性は、不織布の厚さ、すなわちキャリパー、及びそれに対応する空隙容量、並びに不織布を形成するために使用される繊維の特性に、大きく左右される。多くの用途に関しては、キャリパーはまた、結果として得られる製品の嵩高性を最低限に抑えるように、制限される必要もある。例えば、使い捨て吸収性物品は、典型的には、不織布のトップシート、バックシート、及びそれらの間の吸収性コアを含む。噴出による漏出及び再湿潤を制御するために、典型的には少なくとも1つの不織布層を含む流体獲得層が、トップシートと吸収性コアとの間に配置される。この獲得層は、流体を取り込み、吸収性コアにその流体を移送する能力を有する。この機能を実行する際の獲得層の有効性は、層の厚さ、及び層を形成するために使用される繊維の特性に、大きく左右される。しかしながら、厚さは、消費者には望ましくない嵩高性につながる。したがって、不織布の厚さ、すなわちキャリパーは、機能性のための最大の厚さと、快適性のための最小の厚さとの均衡に基づいて選択される。
【0005】
更には、材料の取扱い、保管、及び一部の用途での通常使用の間に誘発される、圧縮力のために、不織布のキャリパーを維持することは困難である場合が多い。
【発明の概要】
【発明が解決しようとする課題】
【0006】
したがって、殆どの用途に関しては、不織布は、加工、パッケージ化、及び最終使用を通じて持続可能な、頑強なキャリパーを呈することが望ましい。その上、高いキャリパーの不織布は、保管の間、ロール状態で、より多くのスペースを占める。それゆえ、より多くの材料が、最終製品に加工される前にロール状態で保管され得るように、好ましくは、特定の最終製品の製造で使用されるプロセスに不織布が入る時点で、不織布のキャリパーを増大させるための方法を有することも、また望ましい。
【課題を解決するための手段】
【0007】
本発明は、熱的に安定な繊維を含む、構造化繊維ウェブを目的とする。この繊維及び繊維ウェブは好ましくは非延伸性である。この繊維は非延伸性であるため、以下で説明するような機械的処理の間に、ウェブの平面内で破断し、また使用中の圧縮力に耐えるように剛性である。この繊維は、少なくとも0.5GPaの弾性率を有する。この繊維は、熱を使用して一体に熱接着され、熱的に安定な繊維ウェブベース基材を作り出す。
【0008】
この繊維ウェブベース基材は、繊維の寸法、坪量、及び広域にわたって本質的に均質な接着のタイプに基づく、特性的なロフト、すなわち厚さを有する。このベース基材は、ベース基材に局部的な面外厚さを付与するように機械的処理され、構造化繊維ウェブを形成する、第1表面及び第2表面を含む。この構造化繊維ウェブは、第1領域、及びこの第1領域の全域に配置される、複数個の離散した第2領域を含む。この第2領域は、繊維ウェブの第2表面上の不連続部、及び第1表面上の変位繊維を形成する。この変位繊維は、第2領域の第1辺に沿って固定され、及び第1辺に対向する第2領域の第2辺に沿って、第1表面の近位で分離されて、この繊維性布地の第1表面から離れて延びる遊離端部を形成する。少なくとも50%かつ100%未満の変位繊維が、流体を収集するための自由容積を提供する遊離端部を有する。
【0009】
一実施形態では、構造化繊維ウェブは、第2領域間の第1領域の全域に配置される、複数個の接着領域及び/又は過剰接着領域を含む。この接着領域及び/又は過剰接着領域は、第2領域間で連続的に延び、流体獲得のための付加的な空隙容量、及び流体分配のためのチャネルを提供する、凹部を形成する。
【0010】
構造化繊維ウェブは、最適な流体獲得及び流体分配の能力が望まれる、流体管理用途を目的とする。そのような流体管理用途には、おむつ、女性用保護製品、流体吸収性洗浄製品、創傷包帯、よだれ掛け、及び成人用失禁製品などの、使い捨て吸収性物品が含まれる。
【図面の簡単な説明】
【0011】
本発明のこれらの特徴、態様、及び利点、並びに他の特徴、態様、及び利点は、以下の説明、添付の特許請求の範囲、及び添付図面を考慮することで、より良好に理解されるであろう。
【図1】本発明によるウェブを作製するための装置の略図。
【図1A】本発明による積層ウェブを作製するための代替的な装置の略図。
【図2】図1に示す装置の一部分の拡大図。
【図3】構造化基材の部分的斜視図。
【図4】図3に示す構造化基材の拡大部分。
【図5】図4に示す構造化基材の一部分の断面図。
【図6】図5に示す構造化基材の一部分の平面図。
【図7】図2に示す装置の一部分の断面図。
【図8】本発明のウェブの一実施形態を形成するための装置の一部分の斜視図。
【図9】本発明のウェブを形成するための装置の一部分の拡大斜視図。
【図10】変位繊維の溶融接着部分を有する構造化基材の部分的斜視図。
【図11】図10に示す構造化基材の拡大部分。
【図12A】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12B】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12C】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12D】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12E】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図12F】接着領域及び/又は過剰接着領域の様々なパターンを示す、本発明の構造化基材の一部分の平面図。
【図13】接着領域及び/又は過剰接着領域を示す、構造化基材の一部分の断面図。
【図14】構造化基材の反対側表面上の接着領域及び/又は過剰接着領域を示す、構造化基材の一部分の断面図。
【図15】低い繊維変位の変形で形成されたテント状の構造を示す、本発明のウェブの一部分の顕微鏡写真。
【図16】増大した繊維変位の変形から生じた実質的な繊維の破断を示す、本発明のウェブの一部分の顕微鏡写真。
【図17A】変位繊維の数を判定するために切断される構造化基材の部分を示す、本発明のウェブの部分の顕微鏡写真。
【図17B】変位繊維の数を判定するために切断される構造化基材の部分を示す、本発明のウェブの部分の顕微鏡写真。
【図18】変位繊維の数を判定するために切断される、構造化基材の先端部接着変位繊維に沿った位置を特定する、本発明のウェブの一部分の顕微鏡写真。
【図19A】成形繊維の構成の断面図。
【図19B】成形繊維の構成の断面図。
【図19C】成形繊維の構成の断面図。
【図20】面内放射状浸透性装置の配置設定の略図。
【図21A】図20に示す面内放射状浸透性装置の配置設定の部分の代替的な図。
【図21B】図20に示す面内放射状浸透性装置の配置設定の部分の代替的な図。
【図21C】図20に示す面内放射状浸透性装置の配置設定の部分の代替的な図。
【図22】図20に示す面内放射状浸透性装置の配置設定のための、流体送達リザーバの略図。
【発明を実施するための形態】
【0012】
定義:
本明細書及び特許請求の範囲で使用するとき、用語「含む」は、包括的であるか、又は非制限的であり、列挙されていない追加的な要素、構成要素、又は方法工程を排除するものではない。
【0013】
本明細書で使用するとき、用語「駆動」は、互いに噛み合う歯と溝とによって作り出される引っ張り歪みが、中間にあるウェブ区域を伸張させるか又は引き伸ばす、いずれかのプロセスを意味する。そのようなプロセスは、通気性フィルム、伸張性複合材料、有孔材料、及び非平坦材料を含めた、多くの物品の生産に有用であることが見出されている。不織布ウェブに関しては、この伸張によって、繊維の再配向、繊維のデニール及び/又は断面の変化、坪量の低減、並びに/あるいは中間のウェブ区域での制御された繊維破壊を引き起こすことができる。例えば、一般的な駆動方法は、リングロール加工として当該技術分野において既知のプロセスである。
【0014】
本明細書で使用するとき、「係合深さ」は、対向する駆動部材の、噛み合っている歯と溝が、互いの中へと延びる程度を意味する。
【0015】
本明細書で使用するとき、用語「不織布ウェブ」は、相互に重なり合っているが、典型的には不規則に配向された繊維を有さない織布又は編織物内のように反復パターンで重なり合ってはいない、個々の繊維又は糸の構造体を有するウェブを指す。不織布ウェブ又は不織布は、例えば、メルトブローイングプロセス、スパンボンディングプロセス、水流交絡、エアレイド、及びカード熱接着を含む接着カードウエブプロセスなどの、多くのプロセスから形成されている。不織布の坪量は、通常は、グラム毎平方メートル(g/m2)で表される。積層ウェブの坪量は、構成要素の層及び任意の他の付加構成要素の総合計坪量である。繊維直径は、通常は、マイクロメートルで表されるが、繊維寸法はまた、繊維の長さ当りの重量の単位である、デニールでも表すことができる。本発明での使用に好適な積層ウェブの坪量は、ウェブの最終用途に応じて決定されるが、6g/m2〜400g/m2の範囲とすることができる。例えば、ハンドタオルとしての使用に関しては、第1ウェブ及び第2ウェブの双方を、18g/m2〜500g/m2の坪量を有する不織布とすることができる。
【0016】
本明細書で使用するとき、「スパンボンド繊維」とは、紡糸口金の、微細で、通常は円形の複数個の毛管から、溶融した熱可塑性材料をフィラメントとして押し出し、次いで、押し出されたフィラメントの直径を、外部から加えられる力によって急激に縮小させることによって形成される、比較的小径の繊維を指す。スパンボンド繊維は、収集表面上に堆積するとき、概して粘着性ではない。スパンボンド繊維は、概して連続しており、7マイクロメートルを超える平均直径、より具体的には、約10〜40マイクロメートルの(少なくとも10のサンプルからの)平均直径を有する。
【0017】
本明細書で使用するとき、用語「メルトブローイング」とは、溶融した熱可塑性材料を、微細で、通常は円形の複数の金型毛管を通して、通常は加熱された、集束する高速の気体(例えば、空気)流の中へ、溶融糸又はフィラメントとして押し出し、この気体流によって、溶融した熱可塑性材料のフィラメントを細繊化し、その直径を縮小することによって、繊維が形成されるプロセスを指し、直径がマイクロファイバー直径となる場合もある。その後、メルトブローン繊維は、高速の気体流によって運ばれ、多くの場合、依然として粘着性である間に、収集表面上に堆積して、不規則に分散したメルトブローン繊維のウェブを形成する。メルトブローン繊維は、連続していても、又は不連続であってもよく、一般に平均直径が10マイクロメートル未満のマイクロファイバーである。
【0018】
本明細書で使用するとき、用語「ポリマー」には、ホモポリマー、コポリマー(例えば、ブロック、グラフト、ランダム、及び交互性のコポリマーなど)、ターポリマーなど、並びにこれらのブレンド及び改質物が一般に含まれるが、これらに限定されない。更に、特に指定のない限り、用語「ポリマー」には、その材料の、あらゆる可能な幾何学的配置が含まれる。その配置としては、アイソタクチック、アタクチック、シンジオタクチック、及びランダム対称が挙げられるが、これらに限定されない。
【0019】
本明細書で使用するとき、用語「モノコンポーネント」繊維とは、1種のポリマーのみを使用して、1つ以上の押出成形機から形成される繊維を指す。これは、1種のポリマーから形成されているが、着色、静電気防止特性、潤滑、親水性などのために、少量の添加物が添加されている繊維を除外することを意味しない。これらの添加物、例えば着色用の二酸化チタンは、一般に、約5重量%未満、より典型的には、約2重量%未満の量で存在する。
【0020】
本明細書で使用するとき、用語「バイコンポーネント繊維」とは、別個の押出成形機から押し出されるが、一体に紡糸されて1つの繊維を形成する、少なくとも2種の異なるポリマーから形成されている繊維を指す。バイコンポーネント繊維はまた、複合繊維又はマルチコンポーネント繊維と称される場合もある。ポリマーは、バイコンポーネント繊維の横断面にわたって実質的に一定に位置付けられる個別の区域に配置され、バイコンポーネント繊維の長さに沿って連続して延在する。そのようなバイコンポーネント繊維の構成は、例えば、1種のポリマーが別のポリマーによって包囲されるシース/コア配置であってもよく、又は並列配置、パイ型配置、若しくは「海島型」配置であってもよい。
【0021】
本明細書で使用するとき、用語「二成分繊維」とは、同じ押出成形機からブレンドとして押し出される少なくとも2種のポリマーから形成されている繊維を指す。二成分繊維は、繊維の横断面にわたって比較的一定に位置付けされる個別の区域内に配置される様々なポリマー構成要素を有するものではなく、様々なポリマーが、通常、その繊維の全長に沿って連続せずに、むしろ通常は、不規則に開始及び終了する繊維を形成する。二成分繊維はまた、多成分繊維と称される場合もある。
【0022】
本明細書で使用するとき、用語「非丸形繊維」とは、非丸形の断面を有する繊維を説明し、「成形繊維」及び「毛管チャネル繊維」を包含する。そのような繊維は、中実又は中空であり得、またそれらは、3葉形、デルタ形状であり得、好ましくは、外側表面上に毛管チャネルを有する繊維である。この毛管チャネルは、「U形状」、「H形状」、「C形状」、及び「V形状」などの、様々な断面形状のものとすることができる。1つの好適な毛管チャネル繊維は、Fiber Innovation Technologies(Johnson City,TN)より入手可能な、4DG繊維として指定される、T−401である。T−401繊維は、ポリエチレンテレフタレート(PETポリエステル)である。
【0023】
「吸収性物品」は、液体を吸収し、かつ/又は収容するデバイスを意味する。着用可能な吸収性物品は、着用者の身体に接触して定置されるか、又は近接して定置され、身体から排泄される様々な排泄物を吸収し、収容する吸収性物品である。着用可能な吸収性物品の非限定的な例としては、おむつ、パンツ式又はプルオンおむつ、トレーニングパンツ、生理用ナプキン、タンポン、パンティライナー、失禁用具などが挙げられる。更なる吸収性物品としては、拭き取り布、及び洗浄製品が挙げられる。
【0024】
「配置される」とは、物品の1つの要素が、物品の別の要素と関連して定置されることを指す。例えば、要素は、おむつの他の要素と共に一体型構造体として、又はおむつの別の要素に接合される別個の要素として、特定の場所又は位置に形成(接合、及び位置付け)することができる。
【0025】
「延伸性不織布」は、破裂することも、又は破断することもなく、少なくとも50%まで伸長する繊維不織布である。例えば、100mmの初期長を有する延伸性材料は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、少なくとも150mmまで伸長し得る。材料は、1つの方向(例えば、CD)では延伸性であるが、別の方向(例えば、MD)では非延伸性である場合がある。延伸性不織布は、一般に、延伸性繊維から構成される。
【0026】
「高度延伸性不織布」は、破裂することも、又は破断することもなく、少なくとも100%まで伸長する繊維不織布である。例えば、100mmの初期長を有する高度延伸性材料は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、少なくとも200mmまで伸長し得る。材料は、1つの方向(例えば、CD)では高度に延伸性であるが、別の方向(例えば、MD)では非延伸性であるか、又は他の方向で延伸性である場合がある。高度延伸性不織布は、一般に、高度延伸性繊維から構成される。
【0027】
「非延伸性不織布」は、50%の伸長に達するまでは、破裂することも、又は破断することもなく伸長する繊維不織布である。例えば、100mmの初期長を有する非延伸性材料は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、50mmを超えて伸長することができない。非延伸性不織布は、機械方向(MD)及び横断方向(CD)の双方で非延伸性である。
【0028】
「延伸性繊維」は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、破裂することも、又は破断することもなく、少なくとも400%まで伸長する繊維である。
【0029】
「高度延伸性繊維」は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、破裂することも、又は破断することもなく、少なくとも500%まで伸長する繊維である。
【0030】
「非延伸性繊維」は、23±2℃及び相対湿度50±2%で試験した場合、毎分100%の歪み速度で歪ませると、破裂することも、又は破断することもなく、400%未満まで伸長する繊維である。
【0031】
「親水性の、又は親水性」とは、水又は生理食塩水が、その繊維若しくは繊維性材料の表面上で浸潤する、繊維あるいは不織布材料を指す。水又は生理食塩水を吸い上げる材料は、親水性として分類することができる。親水性を測定するための方法は、その垂直吸い上げ能力を測定することによるものである。本発明に関しては、不織布材料は、少なくとも5mmの垂直吸い上げ能力を示す場合には、親水性である。
【0032】
「接合される」とは、要素を他の要素に直接取り付けることによって、要素が直接固定される構成、及び要素を中間部材に取り付け、その中間部材を同様に他の要素に取り付けることによって、要素が別の要素に間接的に固定される構成を指す。
【0033】
「積層」は、例えば、接着剤結合、熱接着、超音波結合などの、当該技術分野で既知の方法によって互いに接着される、2つ以上の材料を意味する。
【0034】
「機械方向」すなわち「MD」は、製造プロセスを通じてウェブが移動する際の、ウェブの移動方向と平行な方向である。MDの±45度の範囲内の方向は、機械方向性であると見なされる。「機械横断方向」すなわち「CD」は、MDに実質的に垂直であり、かつウェブによって概ね画定される平面内の方向である。横断方向の45度未満の範囲内の方向は、横断方向性であると見なされる。
【0035】
「外側寄り」及び「内側寄り」とは、それぞれ、要素が、第2要素と比較して、吸収性物品の長手方向中心線から相対的に遠く配置されている位置、又は相対的に近くに配置されている位置を指す。例えば、要素Aが要素Bの外側寄りである場合には、要素Aは、要素Bよりも、長手方向中心線から遠くにある。
【0036】
「吸い上げ」とは、不織布を通る流体の、毛管力を介した能動流体輸送を指す。吸い上げ率とは、単位時間当たりの流体運動、すなわち、指定の期間に流体がどの程度遠くまで移動したか、を指す。
【0037】
「獲得率」とは、材料が、既定量の流体を取り込む速度、すなわち、その流体が材料を通過するためにかかる時間量を指す。
【0038】
「浸透性」とは、X−Y平面内で材料を貫流するための、流体の相対能力を指す。高い浸透性を有する材料は、低い浸透性を有する材料よりも高速の流体流速を可能にする。
【0039】
「ウェブ」は、ロールへと巻き取ることが可能な材料を意味する。ウェブは、フィルム、不織布、積層体、有孔積層体などとすることができる。ウェブの面とは、ウェブ縁部の対照としての、ウェブの2次元表面の1つを指す。
【0040】
「X−Y平面」は、移動ウェブのMD及びCDによって、又はその長さによって画定される平面を意味する。
【0041】
本明細書において開示される全ての数値範囲に関して、本明細書全体を通じて記載されるあらゆる最大数値限定は、それより小さいあらゆる数値限定を、そのような小さい数値限定が本明細書に明示的に記載されているかのように包含すると理解すべきである。加えて、本明細書全体を通じて記載されるあらゆる最小数値限定は、それより大きいあらゆる数値限定を、そのような大きい数値限定が本明細書に明示的に記載されているかのように包含する。更に、本明細書全体を通じて記載されるあらゆる数値範囲は、そのようなより広い数値範囲内に入るあらゆるより狭い数値範囲を包含し、並びにその数値範囲内のそれぞれの個々の数値をも、そのようなより狭い数値範囲及び個々の数値が全て、あたかも本明細書に明示的に記載されているかの如く包含するものである。
【0042】
本発明は、好適なベース基材の駆動によって形成される、構造化基材を提供する。この駆動は、繊維の変位を含み、ベース基材の流体獲得特性を増大させる3次元の質感を形成する。ベース基材の表面エネルギーを変性させて、その流体吸い上げ特性を増大させることもできる。ベース基材から構造化基材を作製するために使用する、好ましい方法及び装置に関連して、本発明の構造化基材を説明する。図1及び図2に、好ましい装置150を概略的に示し、より詳細に以下で説明する。
【0043】
ベース基材
本発明によるベース基材20は、熱的に安定な繊維の緩い集束から形成される、流体浸透性の繊維不織布ウェブである。本発明によるこの繊維は、破裂又は破断することなく300%未満まで伸長するとして上記で定義した、非延伸性であるが、しかしながら、本発明のベース基材を形成する非延伸性繊維は、好ましくは、破裂又は破断することなく200%未満まで伸長する。この繊維は、業界標準のカーディング、エアレイド、又はウェットレイド技術を使用してウェブへと形成される短繊維を含み得るが、しかしながら、業界標準のスパンボンド式技術を使用してスパンレイド不織布ウェブを形成する、連続的スパンボンド繊維が好ましい。スパンレイドウェブを作り出すための繊維及びスパンレイドプロセスを、より詳細に以下で説明する。
【0044】
本発明の繊維は、様々な断面形状を有し得、それらの形状としては、丸形、楕円形、星形、3葉形、3〜8つの葉を備える多葉形、矩形、H形状、C形状、I形状、U形状、及び他の様々な偏心形状が挙げられるが、これらに限定されない。中空繊維もまた、使用することができる。好ましい形状は、丸形、3葉形、及びH形状である。丸形繊維が最も安価であり、したがって経済的観点からは好ましいが、3葉形の成形繊維は、増大した表面積を提供し、それゆえ機能的観点から好ましい。丸形及び3葉形の繊維形状は、中空であってもよいが、しかしながら、中実繊維が好ましい。中空繊維は、同じ形状及び同じデニールの中実繊維よりも、等価のデニールで高い圧縮抵抗を有するため、有用である。
【0045】
本発明における繊維は、典型的なスパンボンド不織布で見られる繊維よりも、大きくなる傾向がある。成形繊維の直径は、判定し難い場合があるため、その繊維のデニールが参照される場合が多い。デニールは、9000リニアメートルの長さでの、グラム単位の繊維の質量として定義され、dpf(フィラメント当たりのデニール)として表される。本発明に関しては、好ましいデニールの範囲は、1dpfより大きい、100dpf未満である。より好ましいデニールの範囲は、1.5dpf〜50dpf、更により好ましい範囲は、2.0dpf〜20dpf、最も好ましい範囲は、4dpf〜10dpfである。
【0046】
本発明のベース基材を形成する繊維の緩い集束は、駆動及び対応する繊維変位に先立って接着される。繊維ウェブは、繊維が高いレベルの移動性を有し、張力を受けると接着部位から引き抜かれる傾向にあるように、不完全に接着してもよく、又は繊維が最小限の移動性を呈し、張力を受けると破断する傾向にあるように、より高度な接着部位の一体性を有して完全に接着してもよい。本発明のベース基材を形成する非延伸性繊維は、好ましくは、完全に接着されて、非延伸性繊維ウェブ材料を形成する。以下でより詳細に説明するように、繊維変位を介して構造化基材を形成するためには、非延伸性ベース基材が好ましい。
【0047】
ベース基材を完全に接着することは、例えばベース基材を製造する間の、1つの接着工程で行なうことができる。あるいは、予備接着されたベース基材を作製するために、2つ以上の接着工程が存在する場合もあり、例えば、ベース基材は、製造後に、巻き上げるために十分な一体性を提供するために、単に軽度に接着されるか又は不完全に接着される場合がある。引き続き、例えば、本発明の繊維変位プロセスをベース基材に施す直前に、ベース基材に更なる接着工程を施し、完全に接着されたウェブを得ることができる。また、ベース基材の製造と繊維の変位との間の任意の時点で、接着工程が存在してもよい。異なる接着工程はまた、異なる接着パターンを付与することもできる。
【0048】
繊維を接着するためのプロセスは、Albin Turbakによる「Nonwovens:Theory,Process,Performance and Testing」(Tappi 1997年)で詳細に記載されている。典型的な接着方法としては、機械的交絡、流体力学的交絡、ニードルパンチング、並びに化学的結合及び/又は樹脂結合が挙げられる。しかしながら、熱を利用する通風接着、並びに熱及び圧力を利用する熱ポイント接着などの、熱接着が好ましく、熱ポイント接着が最も好ましい。
【0049】
通風接着は、繊維の集束に加熱ガスを通過させることによって実行され、固結した不織布ウェブを作り出す。熱ポイント接着には、離散した位置に熱及び圧力を加えて、不織布ウェブ上に接着部位を形成することを伴う。実際の接着部位には、様々な形状及び寸法が含まれ、それらとしては、卵形、円形、及び四辺形の幾何学的形状が挙げられるが、これらに限定されない。熱ポイント接着全体の総合面積は、2%〜60%、好ましくは4%〜35%、より好ましくは5%〜30%、最も好ましくは8%〜20%である。本発明の完全に接着されたベース基材は、8%〜70%、好ましくは12%〜50%、より好ましくは15%〜35%の、接着全体の総合面積を有する。熱ポイント接着のピン密度は、5ピン/cm2〜100ピン/cm2、好ましくは10ピン/cm2〜60ピン/cm2、最も好ましくは20ピン/cm2〜40ピン/cm2である。本発明の完全に接着されたベース基材は、10ピン/cm2〜60ピン/cm2、好ましくは20ピン/cm2〜40ピン/cm2の接着のピン密度を有する。
【0050】
熱接着は、熱可塑性ポリマー及びそれらから作製される繊維などの、熱接着性ポリマーから形成される繊維を必要とする。本発明に関しては、繊維組成物は、熱接着性ポリマーを含む。好ましい熱接着性ポリマーは、ポリエステル樹脂、好ましくはPET樹脂、より好ましくはPET樹脂及びcoPET樹脂を含み、以下でより詳細に説明するような、熱接着性で、熱的に安定な繊維を提供する。本発明に関しては、熱可塑性ポリマー含有量は、繊維の約30重量%より大きい濃度で、好ましくは約50重量%より大きい濃度で、より好ましくは約70重量%より大きい濃度で、最も好ましくは約90重量%より大きい濃度で存在する。
【0051】
接着の結果として、ベース基材は、機械方向(MD)及び機械横断方向(CD)の双方での機械的特性を有する。MD引っ張り強度は、1N/cm〜200N/cm、好ましくは5N/cm〜100N/cm、より好ましくは10N/cm〜50N/cm、最も好ましくは20N/cm〜40N/cmである。CD引っ張り強度は、0.5N/cm〜50N/cm、好ましくは2N/cm〜35N/cm、最も好ましくは5N/cm〜25N/cmである。ベース基材はまた、1.1〜10、好ましくは1.5〜6、最も好ましくは1.8〜5の、MD対CDの引っ張り強度比という特性的比率も有するべきである。
【0052】
この接着方法はまた、ベース基材の厚さにも影響を及ぼす。ベース基材の厚さ、すなわちキャリパーはまた、所定の測定位置に存在する繊維の数、寸法、及び形状によっても決定される。ベース基材の厚さは、0.10mm〜1.3mm、より好ましくは0.15mm〜1.0mm、最も好ましくは0.20mm〜0.7mmである。
【0053】
ベース基材はまた、特性的な不透明度も有する。不透明度は、ベース基材を通過する光の相対量の尺度である。理論に束縛されるものではないが、特性的な不透明度は、所定の測定位置に存在する繊維の数、寸法、タイプ、形態学、及び形状に応じて決定されると考えられる。不透明度は、TAPPI試験方法T 425 om−01「Opacity of Paper(15/d geometry,Illuminant A/2 degrees,89% Reflectance Backing and Paper Backing)」を使用して測定することができる。不透明度は百分率として測定される。本発明に関しては、ベース基材の不透明度は、5%より大きい、好ましくは10%より大きい、より好ましくは20%より大きい、更により好ましくは30%より大きい、最も好ましくは40%より大きい。
【0054】
ベース基材は、特性的な坪量、及び特性的な密度を有する。坪量は、単位面積当たりの繊維/不織布の質量として定義される。本発明に関しては、ベース基材の坪量は、10g/m2〜200g/m2である。ベース基材の密度は、ベース基材の坪量を、ベース基材の厚さで除算することによって判定される。本発明に関しては、ベース基材の密度は、14kg/m3〜200kg/m3である。ベース基材はまた、1グラム当たりの立法センチメートルで測定される、ベース基材の密度の逆数であるベース基材の比体積も有する。
【0055】
本発明のベース基材を使用して、屋根用フェルト、濾過物品、乾燥機用仕上げシート、及び他の消費者製品を作製することができる。
【0056】
ベース基材の修正
本発明では、ベース基材を修正して、流体管理が重要である製品での使用のために、その流体分散特性及び流体獲得特性を最適化することができる。流体分散特性は、ベース基材の表面エネルギーを変化させ、親水性及び対応する吸い上げ特性を増大させることによって、強化することができる。ベース基材の表面エネルギーの修正は、任意選択的であり、典型的には、ベース基材が作製される際に実行される。流体獲得特性は、繊維の変位によってベース基材の構造を修正し、基材の厚さ、すなわちロフト、及び対応する比体積を増大させる3D質感を導入することにより影響され得る。
【0057】
表面エネルギー
ベース基材の親水性は、表面エネルギーに関連する。ベース基材の表面エネルギーは、局所的表面処理、繊維の表面への化学的グラフト処理によって、又はプラズマ処理若しくはコロナ処理を介した繊維表面の反応性酸化に次ぐガス反応の追加による更なる化学的結合によって、修正することができる。
【0058】
ベース基材の表面エネルギーはまた、ベース基材の繊維を製造する際に使用する、ポリマー材料によっても影響され得る。ポリマー材料は、固有の親水性を有し得るか、あるいはポリマー、繊維表面、及びベース基材表面の、融解添加物による化学修飾によって、又は親水性挙動を誘起する他の材料とのポリマー材料の混合によって、親水性にすることができる。ポリプロピレンに関して使用される材料の例は、Ciba製のIRGASURF(登録商標)HL560、及びEastman Chemicalの、PET用の一群のポリマー材料、EASTONE(登録商標)からのPETコポリマーである。
【0059】
表面エネルギーはまた、繊維の局所的処理によっても影響され得る。繊維表面の局所的処理は、一般に、フォーム、スプレー、キスロール、又は他の好適な技術を介して、乳濁液中に希釈状態で添加され、次いで乾燥される界面活性剤を伴う。局所的処理が必要とされる場合があるポリマーは、ポリプロピレン又はポリエステルテレフタレート系のポリマー系である。他のポリマーとしては、脂肪族ポリエステルアミド;脂肪族ポリエステル;ポリエチレンテレフタレート及びコポリマー、ポリブチレンテレフタレート及びコポリマーを含む芳香族ポリエステル;ポリトリメチレンテレフタレート及びコポリマー;ポリ乳酸及びコポリマーが挙げられる。汚れ放出ポリマー(SRP)と称される材料の範疇もまた、局所的処理に好適である。汚れ放出ポリマーは、低分子量のポリエステルポリエーテル、ポリエステルポリエーテルのブロックコポリマー、並びに非イオン性ポリステル化合物が含まれる、一群の材料である。これらの材料の一部は、融解添加物として添加することができるが、それらの好ましい使用法は、局所的処理剤としてである、この範疇の材料の市販例は、Clariantより、Texcare(商標)の製品群として入手可能である。
【0060】
構造化基材
ベース基材20に対する第2の修正は、ベース基材を機械的処理して構造化繊維ウェブ基材(用語「構造化繊維ウェブ」及び「構造化基材」は、本明細書では互換的に使用される)を作り出すことを伴う。構造化基材は、(1)繊維の再配列、並びに恒久的な繊維の転位(以降では「繊維変位」と称する)を作り出す繊維の分離及び破断によって、構造化基材がベース基材の厚さの値よりも高い厚さの値を有するように、恒久的に変形されたベース基材、及び任意選択的に、(2)ベース基材の厚さよりも低い圧縮領域を形成するように、過剰な接着(以降では「過剰接着」と称する)によって修正されたベース基材として定義される。繊維変位プロセスは、ロッド、ピン、ボタン、構造化されたスクリーン若しくはベルト、又は他の好適な技術を介した、繊維の恒久的な機械的変位を伴う。この恒久的な繊維の転位は、ベース基材と比較して、付加的な厚さ、すなわち付加的キャリパーをもたらす。この付加的な厚さは、基材の比体積を増大させ、また基材の流体浸透性も増大させる。過剰接着は、ベース基材の機械的特性を向上させ、流体管理のための、変位繊維領域間のチャネルの深さを増進させることができる。
【0061】
繊維変位
前述のベース基材を、図1に示す装置150を使用して加工処理し、その一部分が図3〜図6に示される構造化基材21を形成することができる。図3に示すように、この構造化基材は、X−Y平面内の第1領域2、及びこの第1領域2の全域に配置される複数個の第2領域4を有する。第2領域4は、構造化基材21の第2表面14上に不連続部16を形成する変位繊維6、及び第1表面12から延びる遊離端部18を有する変位繊維6を含む。図4に示すように、変位繊維6は、第2領域4の第1辺11から延びて、分離して破断し、第1表面12に近位の、第1辺と対向する第2辺13に沿って、遊離端部18を形成する。本発明に関しては、第1表面12に近位とは、繊維の破断が、第1表面12と、変位繊維の頂点、すなわち遠位部分3との間で、好ましくは、変位繊維6の遠位部分3よりも、第1表面12に接近して発生することを意味する。
【0062】
繊維の分離又は破断の位置は、ベース基材を形成する非延伸性繊維が主要な起因となるが、しかしながら、変位繊維の形成及び対応する繊維破断はまた、ベース基材の形成に使用された接着の程度にも影響される。完全に接着された非延伸性繊維を含むベース基材は、図15の顕微鏡写真に示すように、その繊維の強度、繊維の剛性、及び接着の強度のために、軽度の繊維変位の変形で、テント状構造を形成する構造を提供する。繊維変位の変形が拡張すると、図16の顕微鏡写真に示すように、実質的な繊維破断が、典型的には一方の辺上に集中して観察される。
【0063】
図4の遊離端部18を有する変位繊維6を作り出す目的は、空隙容量を生成することによって、ベース基材の比体積を超えて、構造化基材の比体積を増大させることである。本発明に関しては、第2領域内に少なくとも50%かつ100%未満の遊離端部を有する変位繊維6を作り出すことは、使用中に持続可能な増大したキャリパー及び対応する比体積を有する、構造化基材を作り出すことが見出されている。(以下に記載の、表6、実施例1N5〜1N9を参照)本明細書で更に説明する特定の実施形態では、変位繊維6の遊離端部18は、改善された圧縮抵抗及び対応する維持能力のために、熱接着することができる。熱接着された遊離端部を有する変位繊維6、及びその同じ変位繊維を作り出すためのプロセスを、以下で更に詳細に論じる。
【0064】
図5に示すように、第2領域4内の変位繊維6は、典型的にはベース基材の厚さと等しい第1領域2の厚さ32より大きい厚さ、すなわちキャリパーを呈する。変位繊維6を有する第2領域4の寸法及び形状は、使用される技術に応じて変化し得る。図5は、第2領域4内の変位繊維6を示す、構造化基材21の断面図を示す。変位繊維6の厚さ34は、変位繊維6によって生じる、構造化基材21の第2領域4の厚さ、すなわちキャリパーを説明する。図示のように、変位繊維の厚さ34は、第1領域の厚さ32より大きい。変位繊維の厚さ34は、第1領域の厚さ32の、少なくとも110%より大きいことが好ましく、より好ましくは少なくとも125%より大きく、最も好ましくは第1領域の厚さ32の、少なくとも150%より大きい。変位繊維の厚さ34に関しての、エージングされたキャリパーは、0.1mm〜5mm、好ましくは0.2mm〜2mm、最も好ましくは0.5mm〜1.5mmである。
【0065】
構造化基材21の単位面積当たりの、変位繊維6を有する第2領域4の数は、図3に示すように様々であり得る。一般に、面密度は、構造化基材21の全域にわたって均一である必要はないが、第2領域4は、線、ストリップ、バンド、円などのような既定の形状を有する領域内などの、構造化基材21の特定の領域に限定され得る。
【0066】
図3に示すように、第2領域4が占める面積の合計は、総面積の75%未満、好ましくは50%未満、より好ましくは25%未満であるが、少なくとも10%である。第2領域の寸法、及び第2領域4間の間隔は、様々であり得る。図3及び図4は、長さ36、幅38、並びに第2領域4間の間隔37及び間隔39を示す。図3に示す第2領域4間の機械方向での間隔39は、好ましくは0.1mm〜1000mm、より好ましくは0.5mm〜100mm、最も好ましくは1mm〜10mmである。機械横断方向での第2領域4間の左右の間隔37は、0.2mm〜16mm、好ましくは0.4mm〜10mm、より好ましくは0.8mm〜7mm、最も好ましくは1mm〜5.2mmである。
【0067】
図1に示すように、構造化基材21は、供給ロール152から供給される、概して平面的な、2次元不織布ベース基材20から形成することができる。ベース基材20は、遊離端部18を有する変位繊維6を形成する噛み合いローラー104及び102Aによって形成されるニップ116へと、装置150によって機械方向に移動する。変位繊維6を有する構造化基材21は、任意選択的に、ロール104と、変位繊維6の遊離端部18を接着する接着ロール156との間に形成されるニップ117へと進行する。この場所から、構造化基材22は、ロール104から構造化基材22を取り出す、任意選択的な噛み合いロール102B及び104へと進行し、ロール102Bと接着ロール158との間に形成されるニップ119へと任意選択的に搬送され、そこで過剰接着領域が構造化基材23内に形成されて、最終的に構造化基材23が供給ロール160上に巻き取られる。図1は、説明したようなプロセス工程の順序を示しているが、未だ完全に接着されていないベース基材に関しては、このプロセスを逆転させて、変位繊維6を形成する前に、ベース基材内に接着領域を形成することが望ましい。この実施形態の場合、ベース基材20は、図1に示す巻き取り供給ロール160に類似する供給ロールから供給され、ロール102Bと接着ロール158との間に形成されるニップ119へと移動し、そこで基材が接着された後に、噛み合いロール102Bと104との間に形成されるニップ118に入って、そこで遊離端部18を有する変位繊維6が、第2領域4内に形成される。
【0068】
図1は、供給ロール152から供給されるベース基材20を示しているが、このベース基材20は、当該技術分野において既知の、ループウェブなどの任意の他の供給手段から供給してもよい。一実施形態では、ベース基材20は、不織布作製用製造ラインなどの、ウェブ作製装置から直接供給することができる。
【0069】
図1に示すように、第1表面12は、ベース基材20の第1辺、並びに構造化基材21の第1辺に相当する。第2表面14は、ベース基材20の第2辺、並びに構造化基材21の第2辺に相当する。一般に、用語「面」は、本明細書では、不織布などの概して2次元のウェブの、2つの主表面を説明するための用語の、一般的使用法で使用される。ベース基材20は、実質的に不規則に配向された繊維、すなわち少なくともMD及びCDに対して不規則に配向された繊維を含む、不織布ウェブである。「実質的に不規則に配向された」とは、プロセス条件のために、CDよりもMDに、又はその逆に、より多くの量が配向された繊維を呈し得る、不規則な配向を意味する。例えば、スパンボンディングプロセス及びメルトブローイングプロセスでは、繊維の連続的なストランドが、MDに移動する支持材上に堆積する。スパンボンド不織布ウェブ又はメルトブローン不織布ウェブの繊維の配向を、真に「不規則」にさせるように試みても、通常は、より高い割合の繊維が、CDではなくMDに配向される。
【0070】
本発明の一部の実施形態では、ウェブ平面内の、MDに対する既定の配向に、著しい割合の繊維を意図的に配向することが望ましい場合がある。例えば、歯の間隔、及びロール104上での配置(以下で説明するような)のために、ウェブの長手方向軸線に対して、例えば平行から60度外れた角度で、主要な繊維配向を有する不織布ウェブを作り出すことが望ましい場合があり得る。そのようなウェブは、所望の角度でウェブをラッピング加工し、所望であれば、そのウェブを、完成ウェブへとカーディングすることを組み合わせたプロセスによって、作り出すことができる。既定の角度を有する繊維を、高い割合で有するウェブは、以下でより詳細に論じるように、より多くの繊維を、統計的に偏倚させ、構造化基材21内の変位繊維へと形成することができる。
【0071】
ベース基材20は、ウェブ作製プロセスから直接的に、又は図1に示すように、供給ロール152から間接的に提供することができる。ベース基材20は、当該技術分野において既知の手段によって、例えば、油加熱ローラー又は電気加熱ローラー上で加熱することによって、予備加熱することができる。例えば、ロール154を加熱して、繊維変位プロセスに先立って、ベース基材20を予備加熱することが可能である。
【0072】
図1に示すように、供給ロール152が、矢印によって示される方向で回転すると、ベース基材20は、機械方向で、ローラー154上を越え、第1の逆回転噛み合いロールのセット102A及び104の、ニップ116へと移動する。ロール102A及びロール104は、装置150の、第1の噛み合いローラーのセットである。第1の噛み合いロールのセット102A及び104は、変位繊維を形成して、ベース基材20での繊維破断を促進するように動作し、本明細書では以後、構造化基材21と称される、構造化基材を作製する。噛み合いロール102A及び104を、図2で更に明確に示す。
【0073】
図2を参照すると、本発明の構造化基材21上に変位繊維を作製するための、装置150の部分が、より詳細に示される。装置150のこの部分は、図2ではニップローラー100として示され、1対の噛み合いロール102及び104(それぞれ、図1のロール102A及びロール104に対応する)を含み、それぞれのロールは軸線Aを中心に回転し、これらの軸線Aは、同一平面内で平行である。装置150は、ベース基材20が、特定の回転角の範囲内でロール104上に留まるように設計されるが、図2は、ベース基材20が装置150上のニップ116を通過して、変位繊維6の領域を有する構造化基材21として抜け出る際に起こることを、原理的に示す。噛み合いロールは、金属又はプラスチックから作製することができる。金属製ロールの非限定的な例は、アルミニウム又はスチールである。プラスチック製ロールの非限定的な例は、ポリカーボネート、アクリロニトリルブタジエンスチレン(ABS)、及びポリフェニレンオキサイド(PPO)である。プラスチックに、金属又は無機添加物材料を充填してもよい。
【0074】
図2に示すように、ロール102は、ロール102の円周全体の周りに途切れずに延在し得る、複数個の隆起部106及び対応する溝108を含む。一部の実施形態では、構造化基材21内で、どの種類のパターンが所望されるかに応じて、ロール102(及び、同様にロール102A)は、一部又は全ての隆起部106が周囲方向に連続ではなく、途切れ又は間隙を有するように、エッチング、ミリング、又はその他の機械加工プロセスなどによって諸部分が除去されている、隆起部106を含み得る。この途切れ又は間隙は、パターンを形成するように配置構成することができ、そのパターンとしては、円又はダイヤモンドなどの単純な幾何学的パターンが挙げられるが、またロゴ及び商標などの複雑なパターンも挙げられる。一実施形態では、ロール102は、以下でより詳細に説明する、ロール104上の歯と同様の歯を有することができる。この方式では、構造化基材21の両面12、14上に、変位繊維6を有することが可能である。
【0075】
ロール104はロール102に類似しているが、円周全体の周りに途切れずに延在し得る隆起部を有するのではなく、むしろロール104は、ロール104の少なくとも一部分の周りに離間した関係で延在する、周囲方向に離間した歯110の列となるように修正されている、周囲方向に延在する隆起部の複数個の列を含む。ロール104の歯110の個々の列は、対応する溝112によって隔てられる。動作中、ロール102及び104は、ロール102の隆起部106が、ロール104の溝112内へと延び、ロール104の歯110が、ロール102の溝108内へと延びるように噛み合う。この噛み合いは、以下で論じる図7の断面表示で、より詳細に示される。ロール102及びロール104の双方、又はいずれかは、当該技術分野において既知の手段によって、例えば、熱油を充填したローラー又は電気的に加熱されたローラーを使用することによって、加熱することができる。
【0076】
図3に示すように、構造化基材21は、概して平面的な構造化基材20の2次元構成によって、構造化基材21の両辺上に画定される第1領域2と、ベース基材20の繊維の一体的延伸から生じ得る、離間した変位繊維6及び不連続部16によって画定される、複数個の離散した第2領域4とを有する。第2領域4の構造は、構造化基材21の、いずれの辺を考慮するかに応じて、差異化される。図3に示す構造化基材21の実施形態に関しては、構造化基材21の第1表面12に関連する、構造化基材21の辺上に、離散した第2領域4のそれぞれが、第1表面12から外側方向に伸びて遊離端部18を有する、複数個の変位繊維6を含み得る。変位繊維6は、Z方向での顕著な配向を有する繊維を含み、変位繊維6のそれぞれは、第2領域4の第1辺11に沿って、第1表面12に近位で配置される基部5と、第1辺11に対向する第2領域4の第2辺13で、第1表面12に接近して分離されるか、又は破断する遊離端部18と、第1表面12からZ方向で最大距離の遠位部分3とを有する。第2表面14に関連する構造化基材21の辺上に、第2領域4は、構造化基材21の第2表面14上の繊維配向不連続部16によって画定される、不連続部16を含む。この不連続部16は、ロール104の歯110が、ベース基材20を貫通した位置に対応する。
【0077】
本明細書で使用するとき、第2領域4で使用する場合の「一体的延伸」などでの用語「一体的」とは、第2領域4の繊維がベース基材20の繊維に由来していることを指す。したがって、変位繊維6の破断繊維8は、例えば、ベース基材20からの、可塑的に変形され、かつ/又は延伸された繊維とすることができ、したがって構造化基材21の第1領域2と一体的であり得る。換言すれば、一部ではあるが全てではない繊維は破断しており、そのような繊維は、当初からベース基材20内に存在していた。本明細書で使用するとき、「一体的」は、変位繊維を作製する目的のために、別個の前駆体ウェブに導入されるか、又は追加される繊維とは区別されるものである。本発明の構造化基材21、22、及び構造化基材23の一部の実施形態は、そのような追加の繊維を利用することができるが、好ましい実施形態では、変位繊維6の破断繊維8は、構造化基材21と一体的である。
【0078】
変位繊維6内に破断繊維8を有する本発明の構造化基材21のための、好適なベース基材20は、破断して遊離端部18を形成するための、十分な繊維不動性及び/又は可塑的変形を有する繊維を含むべきであることが理解できる。そのような繊維を、図4及び図5で遊離繊維端部18として示す。本発明に関しては、変位繊維6の遊離繊維端部18は、流体を収集するための空隙、すなわち自由容積を作り出すために望ましい。好ましい実施形態では、Z方向に付勢される繊維の少なくとも50%、より好ましくは少なくとも70%かつ100%未満が、遊離端部18を有する破断繊維8である。
【0079】
第2領域4は、形状、寸法、及び分布が様々であり得る比体積分布を目的とした、X−Y平面及びZ平面(Z-plane)の双方におけるパターンを形成するように、成形することができる。
【0080】
図2に示す構造化基材21の実施形態に関する、変位繊維6を有する代表的な第2領域を、図3〜図6での更なる拡大図で示す。代表的な変位繊維6は、変位繊維6が複数個の破断繊維8を含み、それらの破断繊維8が実質的に整合されることにより、変位繊維6が明確な長手方向の配向及び長手方向軸線Lを有するように、ロール104上の細長歯110上で形成されるタイプのものである。変位繊維6はまた、MD−CD平面内で、長手方向軸線Lと概して直交する横方向軸線Tも有する。図2〜図6に示す実施形態では、長手方向軸線Lは、MDに平行である。一実施形態では、全ての離間した第2領域4は、概して平行な長手方向軸線Lを有する。好ましい実施形態では、第2領域4は長手方向の配向を有し、すなわち、第2領域は細長形状を有しており、円形ではない。図4に示し、また図5及び図6に更に明確に示すように、細長歯110をロール104上で利用する場合、構造化基材21の一実施形態での、変位繊維6の破断繊維8の1つの特性は、破断繊維8の優勢な方向的整合である。図5及び図6に示すように、破断繊維8の多くは、図6でのように平面図で見た場合、横方向軸線Tに対する実質的に均一な整合を有し得る。「破断」繊維8とは、変位繊維6が、第2領域4の第1辺11上で開始し、構造化基材21内の、第1辺11に対向する第2領域4の第2辺13に沿って分離されていることを意味する。
【0081】
したがって、装置150との関連で理解できるように、構造化基材21の変位繊維6は、概して平面的で2次元的として説明することができるベース基材20を、機械的に変形させることによって作製される。「平面的」及び「2次元的」とは、第2領域4の形成により付与された、明確で平面外のZ方向3次元性を有する完成構造化基材1と比較して、そのウェブが平坦であることを単純に意味する。「平面的」及び「2次元的」は、いずれか特定の平坦性、平滑度、又は次元性を意味するものではない。ベース基材20がニップ116を通過して進むと、ロール104の歯110が、ロール102Aの溝108に入り込み、同時にベース基材20の平面外に繊維を付勢して、変位繊維6及び不連続部16を含む第2領域4を形成する。要するに、歯110は、ベース基材20を「押し込む」か、又は「突き抜ける」。歯110の先端部がベース基材20を押し込むと、CDに優勢的に配向され、かつ歯110を横断して配向されている繊維の部分が、歯110によってベース基材20の平面外に付勢され、Z方向で伸張され、引っ張られ、かつ/又は可塑的に変形されて、変位繊維6の破断繊維8を含む第2領域4の形成が、結果として生じる。概して長手方向軸線Lに平行に、すなわちベース基材20の機械方向に優勢的に配向されている繊維は、歯110によって、単に離れて広がり、実質的にベース基材20の第1領域2内に留まる。
【0082】
図2では、装置100は、1つのパターン付きロール、すなわちロール104、及び1つのパターンなし溝付きロール102を有する構成で示される。しかしながら、特定の実施形態では、同一のパターン又は異なるパターンのいずれかを、それぞれのロールの同一の対応領域又は異なる対応領域に有する、2つのパターン付きロールを使用することによって、ニップ116を形成することが好ましい場合がある。そのような装置は、構造化ウェブ21の両面から突出する変位繊維6と、ウェブ21内に型押しされたマクロパターンとを有するウェブを作り出すことができる。
【0083】
変位繊維6の数、間隔、及び寸法は、歯110の数、間隔、及び寸法を変え、必要に応じてロール104及び/又はロール102に、対応する寸法的変化を加えることによって変更することができる。この変更を、ベース基材20における可能な変更、及びライン速度などの加工処理における変更と併用することによって、多種多様な構造化ウェブ21を、多くの目的のために作製することが可能になる。
【0084】
構造化ウェブ21の説明から、変位繊維6の破断繊維8は、構造化ウェブ21の第1表面12又は第2表面14のいずれかに由来して延出することが理解できる。当然ながら、変位繊維6の破断繊維8はまた、構造化ウェブ21の内部19から延出する場合もある。図5に示すように、変位繊維6の破断繊維8は、ベース基材20の概して2次元の平面外に付勢された(すなわち、図3に示すような「Z方向」に付勢された)ことによって延出する。一般に、第2領域4の破断繊維8又は遊離端部18は、繊維ウェブの第1領域2の繊維と一体的であり、その繊維から延出する。
【0085】
破断繊維8の延出には、可塑的変形及びポアソン比効果による、繊維断面寸法(例えば、丸形繊維に関する直径)の全般的な低減が伴い得る。したがって、変位繊維6の破断繊維8の諸部分は、ベース基材20の繊維並びに第1領域2の繊維の平均繊維直径よりも小さい平均直径を有し得る。繊維断面直径の低減は、変位繊維6の基部5と遊離端部3(loose ends 3)との中間で最大であることが見出されている。これは、変位繊維6の基部5及び遠位部分3の部分が、以下でより詳細に説明するように、ロール104の歯110の先端部に隣接し、それゆえ加工処理の間、それらの部分が摩擦的に固定されて不動であるためと考えられる。本発明では、繊維断面の低減は、高い繊維強度及び低い繊維伸長性のために、最小限である。
【0086】
図7は、隆起部106及び歯110を含む、噛み合いロール102(及び、以下で論じる102A及び102B)及び104の一部分を、断面図で示す。図示のように、歯110は、歯の高さTH(THはまた、隆起部106の高さにも適用され得ることに留意されたく、好ましい実施形態では、歯の高さと隆起部の高さとは等しい)、及びピッチPと称される、歯と歯の間隔(すなわち、隆起部と隆起部の間隔)を有する。図示のように、係合深さ(DOE)Eは、ロール102とロール104との噛み合いのレベルの尺度であり、隆起部106の先端部から歯110の先端部までが測定される係合深さE、歯の高さTH、及びピッチPは、所望により、ベース基材20の特性、及び本発明の構造化基材1の所望の特性に応じて、変更することができる。例えば、一般に、変位繊維6内に破断繊維8を得るためには、繊維が破断するポイントまで変位繊維を伸長させて可塑的に変形させるための、十分なレベルの係合Eが必要とされる。また、所望される第2領域4の密度(構造化基材1の単位面積当たりの、第2領域4)が大きくなるにつれて、以下で説明するように、ピッチは小さくするべきであり、歯の長さTL及び歯の距離TDは小さくするべきである。
【0087】
図8は、スパンボンド不織布ベース基材20から、スパンボンド不織布材料の構造化基材21又は構造化基材1を作製するために有用な、複数個の歯110を有するロール104の、一実施形態の一部分を示す。図8に示す歯110の拡大図を、図9に示す。ロール104のこの図では、歯110は、歯の先端部111で、一般に前縁LEから後縁TEまで測定される、約1.25mmの均一な周辺長さ寸法TLを有し、周囲方向で、約1.5mmの距離TDで互いに均等に離間している。ベース基材20から、繊維構造化基材1を作製するために、ロール104の歯110は、約0.5mm〜約3mmの範囲の長さTL、及び約0.5mm〜約3mmの間隔TD、約0.5mm〜約10mmの範囲の歯の高さTH、及び約1mm(0.040インチ)〜2.54mm(0.100インチ)のピッチPを有し得る。係合深さEは、約0.5mm〜約5mm(歯の高さTHに近づく最大値まで)とすることができる。当然ながら、E、P、TH、TD、及びTLは、変位繊維6の所望の寸法、間隔、及び面密度(構造化基材1の単位面積当たりの、変位繊維6の数)を達成するために、それぞれ互いに独立して変更することができる。
【0088】
図9に示すように、それぞれの歯110は、先端部111、前縁LE、及び後縁TEを有する。歯の先端部111は、繊維破断を最小限にするために丸めることができ、好ましくは細長形で、第2領域4の長手方向軸線Lに対応する概して長手方向の配向を有する。構造化基材1の変位繊維6を得るために、LE及びTEは、ロール104の局所的周囲表面120とほぼ直交しているべきである。同様に、先端部111、及びLE若しくはTEからの遷移は、歯110が、使用の際にベース基材20をLE及びTEで押し込むように、十分に小さい曲率半径を有する、直角などの比較的鋭利な角度であるべきである。代替的な歯先端部111は、接着を最適化するために、平坦表面にすることができる。
【0089】
再び図1を参照すると、変位繊維6が形成された後、構造化基材21は、回転ロール104上で、ロール104と第1接着ロール156との間のニップ117へと移動することができる。接着ロール156は、数多くの接着技術を容易にすることができる。例えば、接着ロール156は、ニップ117内に熱エネルギーを付与することによって、変位繊維6の遠位端(先端部)で、構造化ウェブ21の近接する繊維を溶融接着するための、加熱スチールローラーとすることができる。
【0090】
好ましい実施形態では、以下の好ましい構造化基材に関連して論じるように、接着ロール156は、変位繊維6の遠位端の近接する繊維を熱接着するために、構造化ウェブ21に十分な熱エネルギーを付与するように設計された、加熱ロールである。熱接着は、近接する繊維を直接的に溶融接着することによるものか、又はポリエチレン粉末などの仲介熱可塑性剤を溶融させ、次に近接する繊維に付着させることによるものであってもよい。そのような目的のために、ポリエチレン粉末をベース基材20に添加することができる。
【0091】
第1接着ロール156を十分に加熱し、変位繊維6の遠位端3の繊維を溶融させるか、又は部分的に溶融させることができる。第1接着ロール156で必要な熱の量、又は熱容量は、変位繊維6の繊維の溶融特性、及びロール104の回転速度に応じて決定される。第1接着ロール156で必要な熱の量はまた、第1接着ロール156とロール104上の歯110の先端部との間に誘起される圧力、並びに変位繊維6の遠位端3で所望される溶融の程度に応じても決定される。
【0092】
一実施形態では、第1接着ロール156は、加熱スチール円筒形ロールであり、変位繊維6の近接する繊維を溶融接着するために十分な表面温度を有するように加熱される。第1接着ロール156は、内部電気抵抗加熱器によって、熱油によって、又は加熱ロールを作製するための、当該技術分野において既知の任意の他の手段によって、加熱することができる。第1接着ロール156は、当該技術分野において既知のように、好適なモーター及び連結部によって駆動させることができる。同様に、第1接着ロールは、ニップ117を正確に調節し、設定することができるように、調節可能な支持体上に取り付けることができる。
【0093】
図10は、ニップ117を通過して構造化基材22に加工処理された後の、構造化基材21の一部分を示し、これは、更なる加工処理をせずとも、本発明の構造化基材21とすることができる。構造化基材22は、変位繊維6の遠位端3が接着され、好ましくは熱溶融接着されることにより、近接する繊維が少なくとも部分的に接着されて、遠位配置溶融接着部分9を形成するという点を除き、前述のような構造化基材21と類似する。上述のプロセスによって変位繊維6を形成した後、変位繊維6の遠位部分3を加熱して、近接する繊維の部分が互いに接合されるように、繊維の部分を熱的に接合させ、「先端部接着」とも称される、溶融接着部分9を有する変位繊維6を形成する。
【0094】
この遠位配置溶融接着部分9は、変位繊維6の遠位部分への、熱エネルギー及び圧力の適用によって作製することができる。遠位配置溶融接着部分9の寸法及び質量は、変位繊維6の遠位部分に付与される熱エネルギーの量、装置150のライン速度、及び熱の適用方法を修正することによって、修正することができる。
【0095】
別の実施形態では、遠位配置溶融接着部分9は、放射熱の適用によって作製することができる。つまり、一実施形態では、変位繊維6の遠位配置部分内の繊維部分を軟化させるか若しくは溶融させるために十分な距離、及び対応する十分な時間で、構造化基材21に向けて放射熱を方向付けることができるように、放射熱源によって接着ロール156を置き換えるか、又は補助することができる。放射熱は、任意の既知の放射加熱器によって適用することができる。一実施形態では、放射熱は、抵抗加熱ワイヤーによって提供することができ、このワイヤーは、CD方向で、十分に近接した、均等な間隔距離で延在し、このワイヤーに対してウェブが移動する際に、放射熱エネルギーが、変位繊維6の遠位配置部分を少なくとも部分的に溶融させるように、構造化基材21と関連させて配置される。別の実施形態では、衣服のアイロン掛け用の手持ち式アイロンなどの、加熱平坦アイロンを、溶融がそのアイロンによって実行されるように、変位繊維6の遠位端3に近接させて保持することができる。
【0096】
上述のように構造化基材22を加工処理することの効果は、変位繊維6を圧縮することも平坦化することもなく、ニップ117内の特定量の圧力の下で、変位繊維6の遠位端3を溶融させることができる点である。したがって、3次元ウェブは、言わば形成後に熱接着を提供することによって、作り出して整えることができる、すなわち、その形状に「固定する」ことができる。更には、遠位配置接着部分又は遠位配置溶融接着部分9は、構造化基材22が、圧縮力又は剪断力を受けた場合に、変位繊維6の嵩高の構造、及び構造化基材のエージングされたキャリパーを維持することに役立ち得る。例えば、上記で開示したように加工処理されて、第1領域2と一体的ではあるが第1領域2から延出している繊維を含み、かつ遠位配置溶融接着部分9を有する変位繊維6を有する、構造化基材22は、供給ロール上に巻かれること及びその後に巻き出されることによる圧縮の後の、改善された形状保持を有し得る。変位繊維6の遠位部分で近接する繊維を、一体に接着することによって、繊維は、圧縮後に不規則な圧潰を起こすことが少なく、すなわち、変位繊維6の全構造が一体となって移動する傾向があることにより、ウェブ表面の研磨に伴う、圧縮力及び/又は剪断力などの障害事象の後の、より良好な形状保持が可能になる。拭き取り用途又は研磨用途で使用する場合、変位繊維6の接着された遠位端はまた、構造化基材1の毛羽立ち又は毛玉を低減することもできる。
【0097】
図1を参照して説明される代替的な実施形態では、基材20は、機械方向で、ローラー154上を越え、第1の逆回転噛み合いロールのセット102A及び104の、ニップ116へと移動するが、この場合、係合深さが0.25mm(0.01インチ)〜3.81mm(0.15インチ)であることにより、部分的な繊維変位は生じるが、繊維破断は殆ど存在しない。次に、このウェブは、ロール104と接着ロール156との間に形成されるニップ117へと進行し、そこで部分的変位繊維の先端部が接着される。ニップ117を通過した後、構造化基材22は、ロール104とロール102Bとの間に形成されるニップ118へと進行するが、このニップ118での係合深さは、ニップ116での係合深さよりも大きいことにより、変位繊維を更に変位させ、破断繊維を形成する。このプロセスは、溶融接着部分9によって接合されている、より多くの変位繊維6を生じさせることができる。
【0098】
過剰接着
過剰接着とは、事前に繊維変位が施されている基材上に実行される、溶融接着を指す。過剰接着は、任意選択的なプロセス工程である。この過剰接着は、インラインで行なってもよく、あるいは、別個の変換プロセス上で行なってもよい。
【0099】
過剰接着は、一貫性のあるパターンでフィラメントを一体に融着させる、熱及び圧力に依存する。一貫性のあるパターンは、構造化基材の長さに沿って、反復パターンが認められるように再現可能なパターンとして定義される。過剰接着は、少なくとも一方のロールが加熱され、好ましくは双方のロールが加熱される、加圧ローラーのニップに通過させて行なわれる。ベース基材が既に加熱されている場合に、過剰接着を行なうのであれば、加圧ローラーのニップを加熱する必要はない。過剰接着領域11の実施例を、図12a〜図12fに示すが、しかしながら、他の過剰接着のパターンも可能である。図12aは、機械方向に連続パターンを形成する、過剰接着領域11を示す。図12bは、過剰接着11の連続的な網目が形成されるように、機械方向及び横断方向の双方に連続する過剰接着領域11を示す。このタイプのシステムは、単一工程の過剰接着ロール、又は複数のロール接着システムで、作り出すことができる。図12cは、機械方向に不連続である過剰接着領域11を示す。図12cに示すMD過剰接着パターンはまた、連続的又は不連続的なデザインでMD過剰接着線に接続する、CDでの過剰接着領域11も含み得る。図12dは、MDで波のパターンを形成する過剰接着領域11を示す。図12eは、ヘリンボーンパターンを形成する過剰接着領域11を示し、図12fは、波状ヘリンボーンパターンを示す。
【0100】
過剰接着のパターンは、均一に分布している必要はなく、特定の用途に適合するように起伏を付けてもよい。過剰接着が実行される総面積は、繊維ウェブの総面積の75%未満、好ましくは50%未満、より好ましくは30%未満、最も好ましくは25%未満であるが、少なくとも3%であるべきである。
【0101】
図13は、過剰接着の特性を示す。過剰接着領域11は、過剰接着領域の中間で測定される、ベース基材20の第1領域の厚さ32に対する厚さ特性を有する。過剰接着領域11は、圧縮された厚さ42を有する。過剰接着領域は、構造化基材21上の特性的な幅44、及び過剰接着領域間の間隔46を有する。
【0102】
第1領域の厚さ32は、好ましくは0.1mm〜1.5mm、より好ましくは0.15mm〜1.3mm、更により好ましくは0.2mm〜1.0mm、最も好ましくは0.25mm〜0.7mmである。過剰接着領域の厚さ42は、好ましくは0.01mm〜0.5mm、より好ましくは0.02mm〜0.25mm、更により好ましくは0.03mm〜0.1mm、最も好ましくは0.05mm〜0.08mmである。過剰接着領域11の幅44は、好ましくは0.05mm〜15mm、より好ましくは0.075mm〜10mm、更により好ましくは0.1mm〜7.5mm、最も好ましくは0.2mm〜5mmである。過剰接着領域11間の間隔46は、構造化基材21内で均一である必要はないが、極限値は、0.2mm〜16mm、好ましくは0.4mm〜10mm、より好ましくは0.8mm〜7mm、最も好ましくは1mm〜5.2mmの範囲内に収まる。過剰接着領域11の間隔46、幅44、及び厚さ42は、引っ張り強度特性及び流体処理特性などの、構造化基材21に所望される特性に基づく。
【0103】
図13は、過剰接着厚さ42を有する過剰接着11を、構造化基材21の一方の面上に作り出し得ることを示す。図14は、構造化基材21を作製するために使用する方法に応じて、過剰接着11を、構造化基材21のいずれの面上にも作り出し得ることを示す。構造化基材を他の不織布と組み合わせて、流体の管理を更に補助する場合、トンネルを作り出すために、構造化基材21の両面12、14上に過剰接着11が所望される場合がある。例えば、両面構造化基材は、多層式の高容量流体獲得システム内で使用することができる。
【0104】
過剰接着プロセス
図1の装置を参照すると、構造化基材23は、変位繊維6の遠位配置部分ではない接着部分、すなわち変位繊維6の遠位配置部分のみではない接着部分を有し得る。例えば、接着ロール156用に、平坦で円筒形のロールではなく、噛み合う隆起付きのローラーを使用することによって、第2領域4間の第1領域2内の、第1表面12上の位置などの、構造化基材23の他の部分を接着することができる。例えば、溶融接着された材料の連続的な線を、変位繊維6の列の間の、第1表面12上に作製することができる。この溶融接着された材料の連続的な線が、前述の過剰接着領域11を形成する。
【0105】
一般に、1つの第1接着ロール156が示されているが、一連のニップ117及び/又は関与する様々なタイプの接着ロール156で接着が行なわれるように、プロセスのこの段階で、2つ以上の接着ロールが存在してもよい。更には、接着ロールのみが存在するのではなく、類似のロールを提供して、機能的効果を付与するための、様々な表面処理剤のような、様々な物質を、ベース基材20又は構造化ウェブ21に転写することができる。そのような処理の適用のための当該技術分野において既知の任意のプロセスを、利用することができる。
【0106】
ニップ117を通過した後、構造化基材22は、ロール104とロール102Bとの間に形成されるニップ118へと進行するが、ロール102Bは、好ましくはロール102Aと同一のものである。ロール102Bの周りを進む目的は、構造化基材22をロール104から、それらの間に形成された変位繊維6を乱すことなく取り出すことである。ロール102Bは、ロール102Aと全く同じように、ロール104と噛み合うため、変位繊維6が、ロール102Bの溝108内に適合し、同時に構造化基材22が、ロール102Bの周りに巻かれる。ニップ118を通過した後、構造化基材22は、本発明の構造化基材23として、更に加工処理されるために供給ロール上に巻き取られる。しかしながら、図1に示す実施形態では、構造化基材22は、ロール102Bと第2接着ロール158との間のニップ119を通過して加工処理される。第2接着ロール158は、第1接着ロール156と、設計が同じものとすることができる。第2接着ロール158は、構造化基材22の第2表面14の一部分を少なくとも部分的に溶融させ、ロール102Bの隆起部106の先端部とロール158の概ね平坦で滑らかな表面との間のニップの圧力に対応する、複数個の、非交差で、実質的に連続する過剰接着領域11を形成するために十分な熱を提供することができる。
【0107】
第2接着ロール158は、プロセスにおける唯一の接着工程として(すなわち、最初に変位繊維6の遠位端を接着することによって構造化基材22を形成させることなく)使用することができる。そのような場合では、構造化ウェブ22は、その第2辺14上に接着部分を有する、構造化ウェブ23となる。しかしながら、一般に、構造化ウェブ23は、好ましくは、変位繊維6の接着遠位端(先端部接着)と、その第1辺12上若しくは第2辺14上の、複数個の、非交差で、実質的に連続する溶融接着領域とを有する、二重過剰接着構造化ウェブ22である。
【0108】
最終的に、構造化基材23は、形成された後で、保管のため、及び他の製品内の構成要素として更に加工処理するために、供給ロール160上に巻き取ることができる。
【0109】
代替的な実施形態では、図1Aに示すプロセスを使用して、構造化基材21に、第2基材21Aを追加することができる。この第2基材21Aは、フィルム、不織布、又は前述のような第2のベース基材とすることができる。この実施形態に関しては、ベース基材20は、機械方向で、ローラー154上を越え、第1の逆回転噛み合いロールのセット102A及び104の、ニップ116へと移動し、そこで繊維は十分に変位され、破断繊維を形成する。次に、このウェブは、ロール104と接着ロール156との間に形成されるニップ117へと進行し、そこで第2基材21Aが導入されて、変位繊維6の遠位部分3に接着される。ニップ117を通過した後、構造化基材22は、ロール104とロール102Bとの間に形成されるニップ118へと進行するが、このニップ118での係合深さは、ロール104及びロール102Bが係合しないようにゼロであるか、又はその係合深さは、更なる繊維変位が構造化基材で生じないように、ロール102Aとロール104との間のニップ116で形成される係合深さより小さい。あるいは、この実施形態に関しては、第2基材21Aでは変形が生じるが、構造化基材22では更なる繊維変位が生じないように、ニップ118での係合深さを設定することができる。換言すれば、ニップ118での係合深さは、ニップ116での係合深さより更に小さい。
【0110】
材料
本発明のベース基材のための繊維を形成するために使用される組成物は、熱可塑性ポリマー材料、及び非熱可塑性ポリマー材料を含み得る。熱可塑性ポリマー材料は、溶融紡糸に好適な粘弾性特性を有さなければならない。ポリマーの分子量は、ポリマー分子間のもつれを可能にするのに十分でなければならないが、なおかつ、溶融紡糸可能であるように十分低くなければならない。溶融紡糸に関しては、熱可塑性ポリマーは、約1,000,000g/mol未満、好ましくは約5,000g/mol〜約750,000g/mol、より好ましくは約10,000g/mol〜約500,000g/mol、更により好ましくは約50,000g/mol〜約400,000g/molの分子量を有する。特に指定のない限り、示される分子量は、数平均分子量である。
【0111】
熱可塑性ポリマー材料は、短繊維用の紡糸延伸プロセス又はスパンボンド連続繊維プロセスなどの、既知のプロセスで典型的に見られるように、比較的急速に、好ましくは延伸流動の下で固化して、熱的に安定な繊維構造を形成することが可能である。好ましいポリマー材料としては、ポリプロピレン及びポリプロピレンコポリマー、ポリエチレン及びポリエチレンコポリマー、ポリエステル及びポリエステルコポリマー、ポリアミド、ポリイミド、ポリ乳酸、ポリヒドロキシアルカノエート、ポリビニルアルコール、エチレンビニルアルコール、ポリアクリレート、及びこれらのコポリマー、並びにこれらの混合物が挙げられるが、それらに限定されない。他の好適なポリマー材料としては、米国特許公開第2003/0109605(A1)号、及び同第2003/0091803号で詳細に説明されるような、熱可塑性デンプン組成物が挙げられる。他の好適なポリマー材料としては、エチレンアクリル酸、ポリオレフィンカルボン酸コポリマー、及びこれらの組み合わせが挙げられる。これらのポリマーは、米国特許公開第6746766号、米国特許第6818295号、同第6946506号、及び米国特許出願第03/0092343号に記載されている。通常の熱可塑性ポリマー繊維等級の材料が好ましく、特に、ポリエステル系樹脂、ポリプロピレン系樹脂、ポリ乳酸系樹脂、ポリヒドロキシアルカノエート系樹脂、及びポリエチレン系樹脂、並びにこれらの組み合わせが好ましい。ポリエステル系樹脂及びポリプロピレン系樹脂が、最も好ましい。
【0112】
本発明での使用に好適な熱可塑性ポリマーの非限定的な例としては、脂肪族ポリエステルアミド;脂肪族ポリエステル;ポリエチレンテレフタレート(PET)及びコポリマー(coPET)、ポリブチレンテレフタレート及びコポリマーを含めた、芳香族ポリエステル;ポリトリメチレンテレフタレート及びコポリマー;ポリプロピレンテレフタレート及びコポリマー;ポリプロピレン及びプロピレンコポリマー;ポリエチレン及びポリエチレンコポリマー;脂肪族/芳香族コポリエステル;ポリカプロラクトン;ポリ(ヒドロキシブチラート−コ−ヒドロキシバレラ−ト)、ポリ(ヒドロキシブチラート−コ−ヘキサノエート)、又は参照として本明細書に組み込まれる米国特許第5,498,692号(Noda)に参照されるような、他のより高分子のポリ(ヒドロキシブチラート−コ−アルカノエート)を含めた、ポリ(ヒドロキシアルカノエート);脂肪族ポリオール(すなわち、ジアルカノイルポリマー)から誘導される、ポリエステル及びポリウレタン;ポリアミド;ポリエチレン/ビニルアルコールコポリマー;乳酸ホモポリマー及び乳酸コポリマーを含めた、乳酸ポリマー;ラクチドホモポリマー及びラクチドコポリマーを含めた、ラクチドポリマー;グリコリドホモポリマー及びグリコリドコポリマーを含めた、グリコリドポリマー;及びこれらの混合物が挙げられる。脂肪族ポリエステルアミド、脂肪族ポリエステル、脂肪族/芳香族コポリエステル、乳酸ポリマー、及びラクチドポリマーが好ましい。
【0113】
好適な乳酸ポリマー及びラクチドポリマーとしては、一般に約10,000g/モル〜約600,000g/モル、好ましくは約30,000g/モル〜約400,000g/モル、より好ましくは約50,000g/モル〜約200,000g/モルの範囲の重量平均分子量を有する、それらのホモポリマー、及び乳酸及び/又はラクチドのコポリマーが挙げられる。市販のポリ乳酸ポリマーの例としては、Golden,ColoradoにあるChronopol Incorporationより入手可能な様々なポリ乳酸及び商標名EcoPLA(登録商標)で販売のポリラクチドが挙げられる。好適な市販のポリ乳酸の例は、Cargill Dow製のNATUREWORKS及びMitsui Chemical製のLACEAである。約160°〜約175℃の融点を有する乳酸のホモポリマー又はコポリマーが好ましい。ポリL−乳酸、及び最大75%のD−異性体濃度を有するポリD、L−乳酸などの、変性ポリ乳酸並びに種々の立体配置もまた、使用することができる。高融点のPLAポリマーを作り出すための、D−異性体及びL−異性体の任意選択的なラセミ混合物もまた好ましい。これらの高融点PLポリマーは、180℃を超える融点を有する、特殊なPLAコポリマー(D−異性体及びL−異性体は、異なる立体モノマーとして扱われるという了解の下で)である。これらの高い融点は、結晶子の寸法を特殊制御して、平均の融点を上昇させることによって達成される。
【0114】
使用される特定のポリマー、プロセス、及び繊維の最終用途に応じて、2種以上のポリマーが望ましい場合がある。本発明のポリマーは、繊維の機械的特性、繊維の不透明度を向上させ、繊維との流体相互作用を最適化し、溶融加工性を向上させ、繊維の細繊化を向上させる量で存在する。ポリマーの選択及び量はまた、繊維が熱接着可能であるか否かも決定し、最終製品の柔軟性及び質感に影響を及ぼす。本発明の繊維は、単一のポリマー、ポリマーのブレンドを含むことができ、又は2種以上のポリマーを含むマルチコンポーネント繊維であってもよい。本発明における繊維は、熱接着性である。
【0115】
多成分のブレンドが望ましい場合がある。例えば、本技術を使用して、ポリエチレン及びポリプロピレンのブレンド(以降では、ポリマーアロイと称する)を混合し、紡糸することができる。別の実施例は、異なる粘度又は異なるモノマー含有量を有するポリエステルのブレンドである。各構成要素に弁別可能な化学種を含有する、マルチコンポーネント繊維も作り出すことができる。非限定的な例としては、25メルトフローレート(MFR)ポリプロピレンと、50MFRポリプロピレンとの混合、及び25MFRホモポリマーポリプロピレンと、エチレンをコモノマーとするポリプロピレンの25MFRコポリマーとの混合が挙げられる。
【0116】
より好ましいポリマー材料は、110℃を超える融点、より好ましくは130℃を超える融点、更により好ましくは145℃を超える融点、更により好ましくは160℃を超える融点、最も好ましくは200℃を超える融点を有する。また更に、本発明に関して好ましいものは、高いガラス転移温度を有するポリマーである。最終用途の繊維形態では、−10℃を超えるガラス転移温度が好ましく、より好ましくは0℃を超え、更により好ましくは20℃を超え、最も好ましくは50℃を超える。こうした特性の組み合わせが、高温で安定の繊維を作り出す。このタイプの材料の例示的な例は、ポリプロピレン、ポリ乳酸系ポリマー、及びポリエステルテレフタレート(PET)系のポリマー系である。
【0117】
任意材料
所望により、ベース基材のための繊維を形成するために使用される、紡糸可能な組成物中に、他の成分を混和することができる。任意材料は、加工性を修正するために、並びに/又は最終製品の不透明度、弾性、引っ張り強度、湿潤強度、及び弾性率などの、物理的特性を修正するために使用することができる。他の効果としては、酸化安定性を含めた安定性、白色度、色、可撓性、弾力性、加工性、加工助剤、粘度修正剤、及び臭気制御が挙げられるが、これらに限定されない。任意材料の例としては、二酸化チタン、炭酸カルシウム、色顔料、及びこれらの組み合わせが挙げられるが、それらに限定されない。更なる添加物を、安価な充填材又は加工助剤として添加してもよく、この添加物としては、マグネシウム、アルミニウム、シリコン、及びチタンの酸化物などの、無機充填材が挙げられるが、これらに限定されない。他の好適な無機材料としては、ケイ酸マグネシウム水和物、二酸化チタン、炭酸カルシウム、粘土、白亜、窒化ホウ素、石灰岩、珪藻土、雲母ガラス石英、及びセラミックスが挙げられるが、これらに限定されない。更には、無機塩類を使用してもよく、この無機塩類としては、アルカリ金属塩、アルカリ土類金属塩、及びリン酸塩が挙げられるが、これらに限定されない。
【0118】
所望により、他の成分を、組成物中に混和することができる。これらの任意成分は、組成物の約50重量%未満、好ましくは約0.1重量%〜約20重量%、より好ましくは約0.1重量%〜約12重量%の量で存在することができる。加工性を修正するために、並びに/又は最終製品の弾性、引っ張り強度、及び弾性率などの、物理的特性を修正するために、任意材料を使用することができる。他の効果としては、酸化安定性を含めた安定性、白色度、可撓性、色、弾力性、加工性、加工助剤、粘度修正剤、生分解性、及び臭気制御が挙げられるが、これらに限定されない。非限定的な例としては、塩、スリップ剤、結晶化促進剤又は抑制剤、臭気マスキング剤、架橋剤、乳化剤、界面活性剤、シクロデキストリン、潤滑剤、他の加工助剤、光学的光沢剤、酸化防止剤、難燃剤、染料、顔料、充填剤、タンパク質及びそのアルカリ塩、ワックス、粘着付与樹脂、増量剤、並びにこれらの混合物が挙げられる。スリップ剤を使用して、繊維の粘着度又は摩擦係数の低減に役立てることができる。また、スリップ剤を使用して、特に高い湿度又は温度での、繊維の安定性を向上させることができる。好適なスリップ剤は、ポリエチレンである。熱可塑性のデンプン(TPS)もまた、ポリマー組成物に添加することができる。ポリエステル熱可塑性材料、具体的にはPETの、製造及び使用の際の静電気の蓄積を低減するために使用されるポリマー添加物が、特に重要である。そのような好ましい材料は、アセトアルデヒドスカベンジャー、エトキシル化ソルビトールエステル、グリセロールエステル、スルホン酸アルキル、これらの組み合わせ及び混合物、並びに配合誘導体である。
【0119】
マグネシウム、アルミニウム、シリコン、及びチタンの酸化物のなどの無機充填剤を含めた、更なる添加物を、安価な充填剤又は加工助剤として添加してもよい。他の無機材料としては、ケイ酸マグネシウム水和物、二酸化チタン、炭酸カルシウム、粘土、白亜、窒化ホウ素、石灰石、珪藻土、雲母ガラス石英、及びセラミックスが挙げられる。更には、アルカリ金属塩、アルカリ土類金属塩、リン酸塩を含めた無機塩を、加工助剤として使用してもよい。熱可塑性デンプンブレンド繊維の水反応性を修正する他の任意材料は、ナトリウム、マグネシウム、カルシウム、及び他のステアレートなどの、ステアレート系塩、並びにガムロジンなどの、ロジン構成成分である。
【0120】
親水性剤を、ポリマー組成物に添加してもよい。親水性剤は、当該技術分野において既知の標準的方法で添加することができる。親水性剤は、低分子量のポリマー材料又はポリマー化合物とすることができる。親水性剤はまた、高分子量を有するポリマー材料であってもよい親水性剤は、0.01重量%〜90重量%の量で存在し、0.1重量%〜50重量%の好ましい範囲、及び0.5重量%〜10重量%の更により好ましい範囲を有し得る。親水性剤は、樹脂の製造元で、最初の樹脂を製造する際に添加するか、又は繊維を作製する際に、押出成形機内のマスターバッチとして添加することができる。好ましい作用剤は、ポリエステル系ポリマーのための、ポリエステルポリエーテル、ポリエステルポリエーテルコポリマー、及び非イオン性ポリエステル化合物である。エトキシル化低分子量及び高分子量の、ポリオレフィン化合物もまた、添加することができる。これらの材料に相溶化剤を添加して、これらの材料に関するより良好な加工処理を補助し、より均一で均質なポリマー化合物を生み出すことができる。当業者は、相溶化剤の使用は、本質的にはベースポリマーでは効果的でない融解添加物を使用してポリマーアロイを製造するための配合工程で、追加し得ることを理解されよう。例えば、ベースのポリプロピレン樹脂は、相溶化剤としての変性ポリプロピレンの使用によって、親水性のポリエステルポリエーテルコポリマーと結合させることができる。
【0121】
繊維
本発明におけるベース基材を形成する繊維は、モノコンポーネント又はマルチコンポーネントとすることができる。用語「繊維」は、1,000より大きい長さ対厚さの比を有する、固化ポリマー形状として定義される。本発明のモノコンポーネント繊維はまた、多成分であってもよい。成分とは、本明細書で使用するとき、物質の化学種又は材料を意味するとして定義される。多成分繊維は、本明細書で使用するとき、2種以上の化学種又は材料を含有する繊維を意味するように定義される。多成分ポリマー及びアロイポリマーは、本発明では同じ意味を有し、互換的に使用することができる。一般的には、繊維は、モノコンポーネントのタイプのものか、又はマルチコンポーネントのタイプのものとすることができる。コンポーネントとは、本明細書で使用するとき、繊維の別の部分に対して空間的関係を有する、繊維の別個の部分として定義される。マルチコンポーネントという用語は、本明細書で使用するとき、繊維が、互いに対する空間的関係において2つ以上の別個の部分を有することとして定義される。マルチコンポーネントという用語は、繊維が、互いに対する空間的関係において2つの別個の部分を有することとして定義される、バイコンポーネントを包含する。マルチコンポーネント繊維の異なるコンポーネントは、繊維の横断面にわたって実質的に個別の区域内に配置構成され、繊維の長さに沿って連続して延びる。マルチコンポーネント繊維を作製するための方法は、当該技術分野において周知である。マルチコンポーネント繊維の押出成形は、1960年代には周知であった。DuPontは、これらの繊維を作製するために使用される技術の技術説明を提供する、米国特許第3,244,785号、及び同第3,704,971号を有するマルチコンポーネント機能の先端技術開発者であった。1971年の、Merrow Publishingからの、R.Jeffriesによる「Bicomponent Fibers」は、バイコンポーネント技術に関する確固とした基盤を築いた。より最近の刊行物としては、「Taylor−Made Polypropylene and Bicomponent Fibers for the Nonwoven Industry」(Tappi Journal 1991年12月(103ページ))、及び「Advanced Fiber Spinning Technology」(Nakajima編、Woodhead Publishingより)が挙げられる。
【0122】
本発明で形成される不織布は、種々の押出成形システムから、同じ紡糸口金を通じて供給される、複数のタイプのモノコンポーネント繊維を含み得る。この実施例では、押出成形システムは、種々のポリマーを別個の毛管に供給するマルチコンポーネント押出成形システムである。例えば、一方の押出成形システムが、ポリエステルテレフタレートを供給し、他方が、ポリエステルテレフタレートコポリマーを供給するが、このコポリマー組成物は、異なる温度で融解する。第2の実施例では、一方の押出成形システムが、ポリエステルテレフタレート樹脂を供給し、他方が、ポリプロピレンを供給することができる。第3の実施例では、一方の押出成形システムが、ポリエステルテレフタレート樹脂を供給し、他方が、この第1のポリエステルテレフタレート樹脂とは異なる分子量を有する追加的なポリエステルテレフタレート樹脂を供給することができる。このシステムでのポリマーの比率は、95:5〜5:95、好ましくは90:10〜10:90及び80:20〜20:80の範囲とすることができる。
【0123】
バイコンポーネント繊維及びマルチコンポーネント繊維は、並列、シース−コア、分割パイ、リボン、海島型の構成、又はこれらの任意の組み合わせの形とすることができる。シースは、コアの周囲で連続又は不連続であってもよい。代表的なマルチコンポーネント繊維の非限定的な実施例は、米国特許第6,746,766号に開示されている。シース対コアの重量比は、約5:95〜約95:5である。本発明の繊維は、種々の幾何学的形状を有し得、それらの形状としては、丸形、楕円形、星形、3葉形、3〜8つの葉を備える多葉形、矩形、H形状、C形状、I形状、U形状、及び他の様々な偏心形状が挙げられるが、これらに限定されない。中空繊維もまた、使用することができる。好ましい形状は、丸形、3葉形、及びH形状である。丸形及び3葉形の繊維形状はまた、中空であってもよい。
【0124】
「高度細繊化繊維」とは、高い引き下げ(draw down)比を有する繊維として定義される。繊維全体の引き下げ比は、最大直径での繊維(典型的には、毛管から抜け出た直後に生じる)と、最終用途での最終的な繊維直径との比率として定義される。繊維全体の引き下げ比は、1.5より大きい、好ましくは5より大きい、より好ましくは10より大きい、最も好ましくは12より大きい。これは、触覚性、及び有用な機械的特性を達成するために必要である。
【0125】
本発明の成形繊維の繊維「直径」は、繊維の外周に外接する円の直径として定義される。中空繊維に関しては、その直径は、中空領域の直径ではなく、中実領域の外縁部の直径である。非丸形繊維に関しては、繊維直径は、非丸形繊維の葉又は縁部の最外点の周りに外接する円を使用して、測定される。この外接円の直径を、その繊維の有効直径と称することができる。好ましくは、高度細繊化マルチコンポーネント繊維は、500マイクロメートル未満の有効繊維直径を有する。より好ましくは、この有効繊維直径は、250マイクロメートル以下、更により好ましくは100マイクロメートル以下、最も好ましくは50マイクロメートル以下である。不織布を作製するために通常使用される繊維は、約5マイクロメートル〜約30マイクロメートルの有効繊維直径を有する。本発明における繊維は、典型的なスパンボンド不織布で見出される繊維よりも大きい傾向がある。したがって、10マイクロメートル未満の有効直径を有する繊維は有用ではない。本発明で有用な繊維は、約10マイクロメートルより大きい有効直径、より好ましく15マイクロメートルより大きい有効直径、最も好ましくは20マイクロメートルより大きい有効直径を有する。繊維直径は、紡糸速度、質量スループット、及びブレンド組成によって制御される。本発明における繊維が積層構造体へと作製される場合、その層は、小径繊維を含み得る追加層、更にはナノ寸法の繊維さえも含み得る追加層と、組み合わせることができる。
【0126】
スパンレイド直径という用語は、繊維が、約12.5マイクロメートルより大きい、最大50マイクロメートルまでの有効直径を有することを指す。この直径範囲は、最も標準的なスパンレイド装置によって作り出される。マイクロメートル及びミクロン(μm)は、同じことを意味し、互換的に使用することができる。メルトブローン直径は、スパンレイド直径よりも小さい。典型的には、メルトブローン直径は、約0.5〜約12.5マイクロメートルである。好ましいメルトブローン直径は、約1〜約10マイクロメートルの範囲である。
【0127】
成形繊維の直径は、判定し難い場合があるため、その繊維のデニールが参照される場合が多い。デニールは、9000リニアメートルの長さでの、グラム単位の繊維の質量として定義され、dpf(フィラメント当たりのデニール)として表される。したがって、直径からデニールへ変換する場合、及びその逆の場合には、繊維の固有密度も要因に含まれる。本発明に関しては、好ましいデニールの範囲は、1dpfより大きく、100dpf未満である。より好ましいデニールの範囲は、1.5dpf〜50dpf、更により好ましい範囲は、2.0dpf〜20dpf、最も好ましい範囲は、4dpf〜10dpfである。ポリプロピレンに関するデニールと直径との関係の例は、約0.900g/cm3の密度を有する中実丸形のポリプロピレンの1dpfの繊維は、約12.55マイクロメートルの直径を有する。
【0128】
本発明に関しては、繊維は、制限された延伸性を有し、圧縮力に耐えるための剛性を呈することが望ましい。本発明の繊維は、フィラメント当たり5gより大きい、個々の繊維破断荷重を有する。繊維の引っ張り特性は、ASTM標準規格D 3822−91によって一般に説明される手順、又は等価試験に従って測定されるが、使用した実際の試験は、以下で詳細に説明される。引っ張り係数(特に指定のない限り、ASTM標準規格D 3822−91で指定される初期係数)は、0.5GPa(ギガパスカル)より大きい、より好ましくは1.5Gpaより大きい、更により好ましくは2.0Gpaより大きい、最も好ましくは3.0Gpaより大きくあるべきである。より高い引っ張り係数は、持続可能な比体積を提供する、より剛性の繊維を作り出す。実施例は、以下に記載される。
【0129】
本発明では、繊維の親水性及び疎水性を調節することができる。ベース樹脂の特性は、共重合を介した親水性の特性を有し得る(特定のポリエステル(一般にスルホポリエステル群のポリマーである、Eastman Chemical製のEASTONE)又はポリプロピレン若しくはポリエチレンなどのポリオレフィンに関する場合など)か、又はベース樹脂に添加され、そのベース樹脂を親水性にさせる材料を有し得る。添加物の代表的な例には、CIBA Irgasurf(登録商標)の群の添加物が含まれる。本発明における繊維はまた、作製された後に、処理又はコーティングして、親水性にさせることもできる。本発明では、耐久性のある親水性が好ましい。耐久性のある親水性とは、2回以上の流体相互作用の後に、親水性の特性を維持していることとして、定義される。例えば、評価中のサンプルが、耐久性のある親水性に関して試験される場合には、サンプル上に水を注ぎ、湿潤を観察することができる。サンプルが浸潤しているならば、そのサンプルは、初期には親水性である。次に、サンプルを水で完全にすすぎ、乾燥させる。このすすぎは、サンプルを大きな容器内に入れて10秒間攪拌し、次いで乾燥させることによって、最良に行なわれる。乾燥後のサンプルはまた、再び水と接触させた場合にも、浸潤するべきである。
【0130】
本発明の繊維は、熱的に安定である。繊維の熱安定性は、熱湯中で30%未満の収縮、より好ましくは20%未満の収縮、最も好ましくは10%未満の収縮を有することとして、定義される。本発明における一部の繊維は、5%未満の収縮を有する。収縮は、熱湯中に1分間定置される前後の、繊維の長さを測定することによって判定される。高度細繊化繊維は、熱的に安定な繊維の製造を可能にする。
【0131】
本発明におけるベース基材で使用される繊維形状は、いくつかある形状の中でも特に、中実丸形、中空丸形、及び様々な多葉形の成形繊維からなることができる。互いに区別される断面形状を有する成形繊維の混合物とは、走査型電子顕微鏡で断面図を調べる場合に、識別されるために十分に異なっている断面形状を有する、少なくとも2種の繊維であると定義される。例えば、2つの繊維が3葉形状であるが、一方の3葉形が長い脚部を有し、他方の3葉形が短い脚部を有する場合がある。好ましくはないが、成形繊維は、たとえ全体の断面形状が同じであっても、一方の繊維が中空であり、他方が中実であるならば、区別することは可能である。
【0132】
多葉形の成形繊維は、中実であっても、又は中空であってもよい。多葉形繊維は、繊維の外側表面に沿って、2つ以上の変曲点を有するとして定義される。変曲点とは、繊維の軸に垂直に繊維を切断した場合の、繊維表面に対して垂直に引いた線の傾斜の絶対値における変化であるとして、定義される。成形繊維としてはまた、三日月形状、卵形状、正方形状、ダイヤモンド形状、又は他の好適な形状も挙げられる。
【0133】
中実丸形繊維は、合成繊維産業界で長年知られている。これらの繊維は、繊維断面の幅全体にわたる、物質の実質的な光学的連続分布を有する。これらの繊維は、微小空隙、又は内部フィブリル化を含み得るが、実質的に連続であると見なされる。中実丸形繊維の外側表面に関しては、変曲点は存在しない。
【0134】
本発明の中空繊維は、丸形状又は多葉形状のいずれであれ、中空領域を有する。中空繊維の中実領域が、この中空領域を包囲する。中空領域の外周はまた、中実領域の内周でもある。中空領域は、中空繊維と同じ形状であってもよく、又は中空領域の形状は、非円形又は非同心形であってもよい。繊維内に、2つ以上の中空領域が存在してもよい。
【0135】
中空領域は、いかなる材料も含まない、繊維の部分として定義される。中空領域はまた、空隙領域又は空スペースとして説明することもできる。中空領域は、繊維の約2%〜約60%を構成する。好ましくは、中空領域は、繊維の約5%〜約40%を構成する。より好ましくは、中空領域は、繊維の約5%〜約30%を構成し、最も好ましくは、繊維の約10%〜約30%を構成する。この百分率は、中空繊維の断面領域に関して与えられる(すなわち、2次元的である)。
【0136】
本発明に関しては、中空領域の百分率は制御されなければならない。中空領域の百分率は、好ましくは2%より大きいが、さもなければ、中空領域の効果は、意味を持たない。しかしながら、中空領域は、好ましくは60%未満であり、さもなければ、繊維が圧潰する恐れがある。所望される中空の百分率は、使用される材料、繊維の最終用途、並びに他の繊維特性及び用途に応じて決定される。
【0137】
互いに区別される断面形状を有する、2種以上の成形繊維の平均繊維直径は、各繊維のタイプの平均デニールを測定し、各成形繊維のデニールを、等価の中実丸形繊維の直径に変換し、各成形繊維の、総繊維含有量の百分率によって重み付けした平均直径を合わせて加え、繊維のタイプ(異なる成形繊維)の総数で除算することによって算出される。平均繊維デニールもまた、平均繊維直径(又は等価の中実丸形繊維の直径)を、繊維の密度の関係によって変換することによって算出される。平均直径が、少なくとも約10%高いか又は低い場合には、繊維は、異なる直径を有すると見なされる。互いに区別される断面形状を有する、2種以上の成形繊維は、同じ直径、又は異なる直径を有し得る。更には、その成形繊維は、同じデニール、又は異なるデニールを有し得る。一部の実施形態では、成形繊維は、異なる直径、及び同じデニールを有する。
【0138】
多葉形繊維としては、3葉形及びデルタ形状などの、最も普通に見かける変形型が挙げられるが、これらに限定されない。多葉形繊維の他の好適な形状としては、三角形、方形、星形、又は楕円形が挙げられる。これらの繊維は、少なくとも1つの傾斜変曲点を有するとして、最も正確に説明される。傾斜変曲点とは、繊維の傾斜が変化する、繊維の表面の外周に沿った点として、定義される。例えば、デルタ形状の3葉形繊維は、3つの傾斜変曲点を有し、顕著な3葉形繊維は、6つの傾斜変曲点を有する。本発明における多葉形繊維は、一般に、約50未満の傾斜変曲点、最も好ましくは約20未満の傾斜変曲点を有する。多葉形繊維は、一般に、非円形として説明することができ、中実又は中空のいずれであってもよい。
【0139】
本発明の単一成分及び多成分の繊維は、多種多様な構成とすることができる。成分とは、本明細書で使用するとき、物質の化学種又は材料を意味するとして定義される。繊維は、構成がモノコンポーネントのものとすることができる。コンポーネントとは、本明細書で使用するとき、繊維の別の部分に対して空間的関係を有する、繊維の別個の部分として定義される。
【0140】
繊維を形成した後に、その繊維を更に処理してもよく、又はその接着布を処理することもできる。親水性仕上げ又は疎水性仕上げを追加して、布地の表面エネルギー及び化学的性質を調節することができる。例えば、親水性である繊維を湿潤剤で処理し、水性液体の吸収を促進させることができる。接着布もまた、界面活性剤、顔料、スリップ剤、塩、又は他の材料を含有する局所溶液で処理し、繊維の表面特性を更に調節することができる。
【0141】
本発明における繊維は、捲縮させることが可能であるが、この繊維は捲縮させないことが好ましい。捲縮繊維は、一般に、2つの方法で作り出される。第1の方法は、既に紡糸された後の、繊維の機械的な変形である。繊維を溶融紡糸して、最終フィラメント直径まで引き下げ、一般的には、2次元的捲縮若しくは3次元的捲縮のいずれかを付与する歯車又はスタッファーボックスに通して、機械的に処理する。この方法は、殆どのカーディングされた短繊維を作り出す際に使用されるが、しかしながら、カーディングされた短繊維の布地は、繊維が連続的ではなく、また捲縮繊維から製造される布地は、繊維変形技術を使用する前に、概して非常に嵩高であるため、好ましくない。繊維を捲縮させるための第2の方法は、スパンレイドプロセスにおいて捲縮することが可能な、マルチコンポーネント繊維を押し出すことである。当業者は、バイコンポーネント捲縮スパンボンド繊維を作製する数多くの方法が存在することを認識するであろうが、しかしながら、本発明に関しては、捲縮スパンレイド不織布を作製するために、3つの主要な技術を考察する。第1は、紡糸線での差動的なポリマーの結晶化、ポリマーのタイプの差異、ポリマーの分子量特性(例えば、ポリマーの分子量の分布)、又は添加物の含有量に起因する、紡糸線で発生する捲縮である。第2の方法は、スパンレイド基材へと紡糸された後の、繊維の収縮差である。例えば熱接着プロセスの間などに、スパンレイドウェブを加熱することによって、紡糸されたままの繊維内での結晶化度の差異のために、繊維の捲縮を引き起こすことができる。捲縮を引き起こす第3の方法は、繊維又はスパンレイドウェブを、機械的に伸張させることである(一般に、機械的な伸張に関しては、ウェブは一体となって接着されている)。この機械的な伸張は、2種のポリマーコンポーネント間の、応力−歪み曲線における差異を顕在化させることができ、この差異によって捲縮を引き起こすことができる。
【0142】
後の2つの方法は、繊維が紡糸された後で実行しなければならないために、通常は、潜在的捲縮プロセスと呼ばれる。本発明では、捲縮繊維の使用に関しては、優先順位が存在する。カーディングされた短繊維の布地は、それらが1.3mm未満のベース基材の厚さを有するのであれば、使用することができる。スパンレイド布地又はスパンボンド布地は、連続フィラメントを含むために好ましく、ベース基材の厚さ、すなわちキャリパーが1.3mm未満であれば、捲縮させることができる。本発明に関しては、ベース基材は、100重量%未満の捲縮繊維、好ましくは50重量%未満の捲縮繊維、より好ましくは20重量%未満の捲縮繊維、より好ましくは10重量%未満の捲縮繊維、最も好ましくは0重量%の捲縮繊維を含む。捲縮プロセスは、繊維の表面上で移送される流体の量を低減する可能性があり、また捲縮は、ベース基材の特定の密度を低減することによって、ベース基材の固有の毛管現象を低減する可能性があることから、捲縮していない繊維が好ましい。
【0143】
短い長さの繊維とは、50mm未満の長さを有する繊維として、定義される。本発明では、連続繊維は、2つの付加的効果をもたらすため、短く切断された繊維よりも好ましい。第1の効果は、流体が、繊維端部を経ずに、より長距離を移送され、それゆえ毛細現象の増強がもたらされ得ることである。第2の効果は、連続繊維は、接着された網目が、短い長さの繊維から構成されるマトリックスよりも、より全体として相互接続している繊維の連続的なマトリックスを有するために、より高い引っ張り強度及び剛性を有するベース基材を作り出すことである。本発明のベース基材は、非常に少量の短い長さの繊維、好ましくは50重量%未満の短い長さの繊維、より好ましくは20重量%未満の短い長さの繊維、より好ましくは10重量%未満の短い長さの繊維、最も好ましくは0重量%の短い長さの繊維を含むことが好ましい。
【0144】
本発明におけるベース基材のために製造される繊維は、好ましくは熱接着性である。本発明における熱接着性とは、ピーク融点近く又はピーク融点を超えて上昇すると軟化し、少なくとも低い圧力の適用の影響下で、一体となって固着又は融着する繊維として定義される。熱接着に関しては、熱可塑性繊維の総含有量は、30重量%を超え、好ましくは50重量%を超え、更により好ましくは70重量%を超え、最も好ましくは90重量%を超えるべきである。
【0145】
スパンレイドプロセス
本発明におけるベース基材を形成する繊維は、好ましくは、スパンレイド布地を形成する連続フィラメントである。スパンレイド布地とは、本質的に連続的なフィラメントから形成される、基本的に凝集性の引っ張り特性を有さない、非接着布地として定義される。連続フィラメントとは、10,000:1を超える比率の、長さ対直径の高い比率を有する繊維として定義される。スパンレイド布地を構成する、本発明における連続フィラメントは、短繊維、短く切断された繊維、又は他の意図的に作製された短い長さの繊維ではない。本発明における連続フィラメントは、平均して、長さ100mmを超え、好ましくは長さ200mmを超える。本発明における連続フィラメントはまた、意図的に又は非意図的に、捲縮されていない。
【0146】
本発明におけるスパンレイドプロセスは、米国特許第3,802,817号、同第5,545,371号、同第6,548,431号、及び同第5,885,909号に開示されるような、高速紡糸プロセスを使用して作られる。これらの溶融紡糸プロセスでは、押出成形機が、溶融ポリマーを溶融ポンプに供給し、この溶融ポンプが、特定の体積の溶融ポリマーを送り出すと、この溶融ポリマーは、複数個の毛管から構成される紡糸パックを通過して移動し、繊維へと形成され、ここでその繊維は、空気焼入れ区域を通過して冷却され、空気圧的に引き下げられて、その寸法を高度細繊化繊維へと低減し、分子レベルの繊維配向によって繊維強度を増大させる。次に、この引き出された繊維は、形成ベルト又は形成テーブルと称される場合が多い、多孔性のベルト上に堆積する。
【0147】
連続フィラメントを作製するために使用される、本発明におけるスパンレイドプロセスは、1メートル当たり100〜10,000の毛管、好ましくは1メートル当たり200〜7,000の毛管、より好ましくは1メートル当たり500〜5,000の毛管、更により好ましくは1メートル当たり1,000〜3,000の毛管を含む。本発明における、1つの毛管当たりのポリマーの質量流量は、0.3GHM(毎分の1つの穴当たりのグラム)より大きい。好ましい範囲は、0.4GHM〜15GHM、好ましくは0.6GHM〜10GHM、更により好ましくは0.8GHM〜5GHM、最も好ましい範囲は1GHM〜4GHMである。
【0148】
本発明におけるスパンレイドプロセスは、高度に細繊化された、捲縮していない連続フィラメントを作製するための、単一のプロセス工程を含む。押し出されたフィラメントは、急冷用空気の区域を通過して引き出され、この区域でフィラメントは、細繊化しつつ、冷却されて硬化する。そのようなスパンレイドプロセスは、米国特許第3338992号、同第3802817号、同第4233014号、同第5688468号、同第6548431(B1)号、同第6908292(B2)号、及び米国特許出願第2007/0057414(A1)号に開示されている。欧州特許第1340843(B1)号、及び同第1323852(B1)号に記載される技術もまた、スパンレイド不織布を製造するために使用することができる。高度細繊化連続フィラメントは、紡糸口金からのポリマー出口から、細繊化デバイスへと直接引き下げられるが、スパンレイド布地は形成テーブル上で形成されるため、ここでは連続フィラメントの直径又はデニールは、実質的に変化しない。本発明において好ましいスパンレイドプロセスは、引き出しデバイスを含み、このデバイスは、紡糸口金出口と、この空気圧式引き出しデバイスとの間に、繊維を空気圧的に引き出し、形成ベルト上に繊維を横たえることができる。このプロセスは、紡糸口金から繊維を機械的に引き出す、他のスパンレイドプロセスとは異なる。
【0149】
本発明に関するスパンレイドプロセスは、単一の工程で、前述のような、既定の固有引っ張り強度、繊維直径、又はデニールを有する、熱的に安定で、連続及び非捲縮繊維を製造する。好ましいポリマー材料としては、ポリプロピレン及びポリプロピレンコポリマー、ポリエチレン及びポリエチレンコポリマー、ポリエステル及びポリエステルコポリマー、ポリアミド、ポリイミド、ポリ乳酸、ポリヒドロキシアルカノエート、ポリビニルアルコール、エチレンビニルアルコール、ポリアクリレート、並びにこれらのコポリマー、及びそれらの混合物が挙げられるが、これらに限定されない。他の好適なポリマー材料としては、米国特許出願公開第2003/0109605(A1)号、及び同第2003/0091803号で詳細に説明されるような、熱可塑性デンプン組成物が挙げられる。更に他の好適なポリマー材料としては、エチレンアクリル酸、ポリオレフィンカルボン酸コポリマー、及びこれらの組み合わせが挙げられる。これらのポリマーは、米国特許第6746766号、同第6818295号、同第6946506号、及び米国特許出願第03/0092343号に記載されている。通常の熱可塑性ポリマー繊維等級の材料が好ましく、特に、ポリエステル系樹脂、ポリプロピレン系樹脂、ポリ乳酸系樹脂、ポリヒドロキシアルカノエート系樹脂、及びポリエチレン系樹脂、並びにこれらの組み合わせが好ましい。ポリエステル系樹脂及びポリプロピレン系樹脂が、最も好ましい。代表的なポリエステルテレフタレート(特に指定のない限り、以降ではポリエステルと称する)樹脂は、Eastman F61HC(IV=0.61dL/g)、Eastman 9663(IV=0.80dL/g)、DuPont Crystar 4415(IV=0.61gl/g)である。好適なコポリエステルは、Eastman 9921(IV−0.81)である。本発明に関して好適な、ポリエステル固有粘度(IV)の範囲は、約0.3dL/g〜0.9dL/g、好ましくは0.45dL/g〜0.85dL/g、より好ましくは0.55dL/g〜0.82dL/gの範囲である。固有粘度は、ポリマー分子量の尺度であり、ポリマー技術の当業者には周知である。本発明におけるポリエステル繊維は、アロイ、モノコンポーネント、及び成形されたものとすることができる。好ましい実施形態は、3dpf〜8dpfのデニールを有する、0.61dL/gの樹脂から製造される、多葉形の、好ましくは3葉形のポリエステル繊維である。本発明では、PETが最も一般的に参照されるが、PBT、PTT、PCTなどの、他のポリエステルテレフタレートポリマーを使用してもよい。
【0150】
予期せぬことに、樹脂特性の特定の組み合わせをスパンボンドプロセスで使用して、高デニールの熱接着PET不織布を製造し得ることが見出された。Eastman F61HC PETポリマー及びEastman 9921 coPETは、熱接着されていても熱的に安定な繊維を製造するための、理想的な組み合わせを提供することが見出されている。この予期せぬ発見は、F61HC及び9921が、別個の毛管を通じて、70:30〜90:10の範囲の比率(F61HC:9921の比率)で押出すことができ、結果として得られるウェブが、一体となって熱接着され、熱的に安定な不織布を作り出し得ることである。この実施例における熱的に安定とは、熱湯中で5分後に、MDで10%未満の収縮を有することとして、定義される。この熱的安定性は、4000メートル/分より大きい紡糸速度によって達成され、丸形繊維及び成形繊維の双方において、1dpf〜10dpfの範囲のフィラメントのデニールを作り出す。5g/m2〜100g/m2の範囲の坪量が作り出されている。これらの布地は、熱ポイント接着で作り出されている。これらのタイプの布地は、使い捨て吸収性物品、乾燥機用シート、及び屋根用フェルトなどの、広範囲の用途で使用することができる。所望の場合、マルチビームシステムを単独で使用してもよく、又は微細繊維直径の層を、2つのスパンレイド層の間に定置させてから、一体に接着してもよい。
【0151】
更なる好ましい実施形態は、ポリプロピレン繊維及びスパンレイド不織布の使用である。ポリプロピレンに関する好ましい樹脂特性は、5MFR(10分当たりの、グラム単位のメルトフローレート)〜400MFRのメルトフローレートであり、10MFR〜100MFRの好ましい範囲、15MFR〜65MFRの更により好ましい範囲、及び23MFR〜40MFRの最も好ましい範囲を有する。MFRを測定するために使用する方法は、ASTM D1238に概説され、2.16kgの質量を使用して、230℃で測定される。
【0152】
モノコンポーネント繊維及びマルチコンポーネント繊維から作り出される不織布製品はまた、特定の特性、具体的には、強度、可撓性、柔軟性、及び吸収性も呈する。強度の測定には、乾燥引っ張り強度及び/又は湿潤引っ張り強度が含まれる。可撓性は、剛性に関連し、柔軟性に起因し得る。一般に、柔軟性は、可撓性及び質感の双方に関連する、生理学的に認知される属性として説明される。吸収性は、製品が流体を取り込む能力、並びにその流体を保持する容量に関連する。本発明における吸収性は、パルプ繊維、再生セルロース繊維(例えば、レーヨン)で見出されるような、繊維自体の内部領域の水の取り込みは伴わない。一部の熱可塑性ポリマーは、本質的に、少量の水を取り込む(例えばポリアミド)ため、その水の取り込みは、10重量%未満、好ましくは5重量%未満、最も好ましくは1重量%未満に制限される。本発明における吸収性は、繊維及び不織布構造の親水性から生じ、主として、繊維の表面積、孔径、及び接着交差部分に応じて決定される。毛管現象は、流体と繊維性基材との相互作用を説明するために使用される、一般的な現象である。毛管現象の性質は、当業者には十分に理解され、Albin Turbakによる「Nonwovens:Theory,Process,Performance and Testing」のChapter 4で詳細に提示されている。
【0153】
本発明におけるベース基材を形成するスパンレイドウェブは、1g/g(グラム当りのグラム)〜10g/g、より好ましくは2g/g〜8g/g、最も好ましくは3g/g〜7g/gの吸収性の取り込み、すなわち保持能力(C保持)を有する。この取り込みの測定は、MDでの長さ15cm及びCDでの幅5cmの乾燥サンプルを計量する(グラム単位で)ことによって行なわれ、乾燥重量をm乾燥とし、次に、このサンプルを蒸留水中に30秒間浸してから、サンプルを水から取り出し、10秒間垂直に(MDで)吊り下げて、次に再びサンプルを計量し、湿潤重量をm湿潤とする。最終湿潤サンプル重量(m湿潤)から乾燥サンプル重量(m乾燥)を差し引き、乾燥サンプル重量(m乾燥)で除算することで、サンプルに関する吸収性、すなわち保持能力(C保持)を得る。すなわち、以下の式となる。
【0154】
【数1】
【0155】
構造化基材は、同様の保持能力を有する。
【0156】
本発明におけるスパンレイドプロセスは、所望の坪量を有するスパンレイド不織布を製造する。坪量とは、単位面積当りの、繊維/不織布の質量として定義される。本発明に関しては、ベース基材の坪量は、10g/m2〜200g/m2であり、15g/m2〜100g/m2の好ましい範囲、18g/m2〜80g/m2のより好ましい範囲、及び25g/m2〜72g/m2の更により好ましい範囲を有する。最も好ましい範囲は、30g/m2〜62g/m2である。
【0157】
多成分繊維を製造する際の第1の工程は、配合又は混合の工程である。配合工程では、典型的には剪断下で、原材料を加熱する。組成物が適切に選択された場合、熱の存在下での剪断は、均質な溶融物を生じさせる。次に、溶融物を、繊維が形成される押出成形機内に定置する。繊維の集束を、熱、圧力、化学的バインダー、機械的交絡、及びこれらの組み合わせを使用して、一体に結合し、不織布ウェブの形成を生じさせる。次に、この不織布を修正し、ベース基材へと組み上げる。
【0158】
配合工程の目的は、均質な溶融組成物を作り出すことである。多成分ブレンドに関しては,この工程の目的は、熱可塑性ポリマー材料を、共に溶融ブレンドすることであり、この場合の混合温度は、最も高い融点の熱可塑性構成成分を上回る。任意成分もまた、添加して、共に混合することができる。好ましくは、この溶融組成物は均質であり、これは一様分布が広範囲にわたって見出され、特異な領域が認められないことを意味する。ポリプロピレンにポリ乳酸を添加する場合、又はポリプロピレンに熱可塑性デンプンを添加する場合などのように、弱い混和性を有する材料を結合させるために、相溶化剤を添加してもよい。
【0159】
二軸配合は、当該技術分野において周知であり、ポリマーアロイを調製するため、又はポリマーを任意材料と共に適切に混合するために使用される。二軸押出成形機は、一般的には、ポリマー製造と繊維紡糸工程との間に使用される単独プロセスである。コストを低減するために、繊維の押し出しを、二軸押出成形機で開始して、配合と繊維の作製とを、直接結合させることができる。特定のタイプの一軸押出成形機では、良好な混合及び相溶化を、インラインで実施することができる。
【0160】
最も好ましい混合デバイスは、複数の注入ポイントを備える複数混合区域二軸押出成形機である。二軸バッチ混合機又は一軸押出成形システムもまた、使用することができる。十分な混合及び加熱が実施される限り、特定の使用機器は、必要不可欠ではない。
【0161】
本発明は、溶融紡糸のプロセスを利用する。溶融紡糸においては、押出品での質量損失は存在しない。溶融紡糸は、溶液からの湿式紡糸又は乾式紡糸などの、他の紡糸とは区別されるが、それらの紡糸では、揮発又は拡散によって、溶媒が押出品から除去されていることにより、質量損失がもたらされる。
【0162】
紡糸は、120℃〜約350℃で、好ましくは160℃〜約320℃で、最も好ましくは190℃〜約300℃で実施される。100メートル/分より大きい繊維紡糸速度が必要とされる。好ましくは、繊維紡糸速度は、約1,000〜約10,000メートル/分、より好ましくは約2,000〜約7,000メートル/分、最も好ましくは約2,500〜約5,000メートル/分である。単一繊維の試験、並びにベース基材又は構造化基材の熱安定性によって判定されるような、強固で熱的に安定な繊維を作製するために、ポリマー組成物は、高速で紡糸されなければならない。
【0163】
均質な溶融組成物を、市販の溶融紡糸装置上で、モノコンポーネント繊維又はマルチコンポーネント繊維へと溶融紡糸することができる。この装置は、マルチコンポーネント繊維の所望の構成に基づいて選択される。市販の溶融紡糸装置は、Melbourne,Floridaにある、Hills,Inc.より入手可能である。繊維の紡糸(モノコンポーネント及びマルチコンポーネント)に関する優れた資料は、Woodhead Publishingからの、Nakajimaによる「Advanced Fiber Spinning Technology」である。紡糸のための温度は、約120℃〜約350℃の範囲である。加工処理温度は、各コンポーネントの化学的性質、分子量、及び濃度によって決定される。空気細繊化技術の例は、Hill’s Inc、Neumag、及びREICOFILにより市販されている。本発明のために好適な技術の例は、Reifenhauser REICOFIL 4スパンレイドプロセスである。これらの技術は、不織布産業界において周知である。
【0164】
流体処理
本発明の構造化基材を使用して、流体を管理することができる。流体管理とは、構造化基材の特性の制御による、流体の意図的な移動として定義される。本発明では、流体管理は、2つの工程によって達成される。第1の工程は、繊維の形状、繊維のデニール、坪量、接着方法、及び表面エネルギーによって、ベース基材の特性を設計操作することである。第2の工程は、繊維変位によって発生する空隙容量を設計操作することを伴う。
【0165】
以下のベース基材は、Hills Incにて、0.5m幅スパンボンドライン上で製造した。詳細を、各実施例において記載する。実施例1、2、4、及び実施例7で製造した材料の測定特性を、以下に示す表に作成する。
【実施例】
【0166】
実施例1:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 9921 coPETから構成されるスパンボンド布地を製造した。このスパンボンド布地は、丸い終端ポイントを備えた、長さ1.125mm及び幅0.15mmを有する顕著な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。この実施例及び後続の実施例で、異なる距離を使用することは可能であるが、示した距離が最良の結果をもたらした。残りの関連プロセスデータは、表1〜3に含まれる。
【0167】
比較実施例1:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 20110から構成されるスパンボンド布地を製造した。このスパンボンド布地は、丸い終端ポイントを備えた、長さ1.125mm及び幅0.15mmを有する顕著な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。このポリマーの組み合わせで、熱的に安定なスパンボンド不織布を製造することは困難であった。このcoPETの繊維は、熱的に安定ではなく、100℃を超えて加熱すると、繊維構造の全体を収縮させた。MDでの布地の収縮は20%であった。
【0168】
実施例2:100重量%のEastman F61HC PETから構成されるスパンボンド布地を製造した。このスパンボンド布地は、丸い終端ポイントを備えた、長さ1.125mm及び幅0.15mmを有する顕著な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有するものとした。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。残りの関連プロセスデータは、表1〜3に含まれる。
【0169】
実施例3:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 9921 coPETから構成されるスパンボンド布地を製造した。このスパンボンド布地は、半径0.18mmの丸い終端ポイントを備えた、長さ0.55mm及び幅0.127mmを有する標準的な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。残りの関連プロセスデータは、表4〜6に含まれる。
【0170】
比較実施例2:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 20110から構成されるスパンボンド布地を製造した。このスパンボンド布地は、半径0.18mmの丸い終端ポイントを備えた、長さ0.55mm及び幅0.127mmを有する標準的な3葉形の紡糸口金を使用して製造した。水圧の長さと直径との比は、2.2:1とした。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。このポリマーの組み合わせで、熱的に安定なスパンボンド不織布を製造することは困難であった。このcoPETの繊維は、熱的に安定ではなく、100℃を超えて加熱すると、繊維構造の全体を収縮させた。MDでの布地の収縮は20%であった。
【0171】
実施例4:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 9921 coPETから構成されるスパンボンド布地を製造した。このスパンボンド布地は、0.35mmの毛管出口直径、及び長さと直径との比4:1を有する、中実丸形紡糸口金を使用して製造した。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。残りの関連プロセスデータは、表7〜9に含まれる。
【0172】
比較実施例3:90重量%のEastman F61HC PET樹脂、及び10重量%のEastman 20110から構成されるスパンボンド布地を製造した。このスパンボンド布地は、0.35mmの毛管出口直径、及び長さと直径との比4:1を有する、中実丸形紡糸口金を使用して製造した。紡糸パックは、250の毛管を有し、それらの毛管のうちの25がcoPET樹脂を押し出し、225がPET樹脂を押し出した。使用ビーム温度は、285℃とした。紡糸距離は83.8cm(33インチ)、及び形成距離は86.4cm(34インチ)とした。このポリマーの組み合わせで、熱的に安定なスパンボンド不織布を製造することは困難であった。このcoPETの繊維は、熱的に安定ではなく、100℃を超えて加熱すると、繊維構造の全体を収縮させた。MDでの布地の収縮は20%であった。
【0173】
サンプルの説明:以下の情報は、下記のデータの表における実施例を識別するために使用される、サンプル説明の命名法を提供する。
【0174】
●最初の番号は、サンプルを製造した実施例の番号に言及する。
【0175】
●この番号に続く文字は、広範に説明される、実施例の説明での異なる条件下で製造したサンプルを指定するためのものである。この文字及び番号の組み合わせによって、ベース基材の製造が特定される。
【0176】
●この文字に続く番号は、本特許で説明される、構造化基材の製造を指定する。異なる番号は、構造化基材を製造するために使用される、異なる条件を示す。
【0177】
本発明には、ベース基材及び構造化基材を、カーディングされた樹脂結合サンプルと比較するために、2種の参考サンプルが含まれる。
【0178】
●43g/m2−30%のスチレンブタジエンラテックス結合剤及び70%の繊維混合物からなる。この繊維混合物は、6デニール中実丸形PET繊維、及び9デニール中実丸形PET繊維の、それぞれ40:60の混合物を含む。
【0179】
●60g/m2−30%の(カルボキシル化)スチレンブタジエンラテックス結合剤及び70%の繊維混合物からなる。この繊維混合物は、6デニール中実丸形PET繊維、及び9デニール中空螺旋状PET繊維(25〜40%が中空)の、それぞれ50:50の混合物を含む。
【0180】
開示されている方法のいずれかにおけるサンプルが、事前にエージングされているか、又は製品から取り出されているという場合には、いずれの試験プロトコルに先立っても、そのサンプルは、23±2℃、及び相対湿度50±2%で24時間、圧縮されずに保管されるべきである。このエージング後のサンプルは、「製造されたまま」と称される。
【0181】
発明における特性に関しての定義及び試験方法:特性表における特性に関しての試験方法を、以下に記載する。特に指定のない限り、全ての試験は、約23±2℃、及び相対湿度50±2%で実施される。明示的な指定のない限り、使用される特定の合成尿は、脱イオン水で作製された0.9(重量)%生理食塩水(NaCL)溶液で、作製される。
【0182】
●質量スループット:毛管当りのポリマー流量の尺度を示し、毎分の1つの穴当りをグラム単位で(GHM)測定され、ポリマー溶融物の密度、1回転当りのポリマー溶融物のポンプ変位、及び溶融ポンプによって供給される毛管の数に基づいて算出される。
【0183】
●形状:実施例の指定に記載される毛管の幾何学的形状に基づいて、繊維の形状を指定する。
【0184】
●実際の坪量:好ましい坪量は、少なくとも10個の7500mm2(幅50mm×長さ150mmのサンプル寸法)のサンプル区域を、無作為にサンプルから切り出して、それらを±1mgの範囲内で計量し、次にその質量を、計量したサンプルの総数で平均化することによって測定される。坪量の単位は、グラム毎平方メートル(g/m2)である。坪量の測定のために7500mm2の方形区域が使用できない場合には、サンプル寸法を2000mm2まで減少させてもよいが、(例えば、100mm×20mmのサンプル寸法、又は50mm×40mmのサンプル寸法)、サンプルの数は、少なくとも20の測定まで増加させるべきである実際の坪量は、平均質量をサンプルの面積で除算し、単位を確実にグラム毎平方メートルにすることによって判定される。
【0185】
●布地厚さ:厚さはまた、キャリパーとも称され、この2つの語は、互換的に使用される。布地厚さ、及び新品のキャリパーとは、いずれのエージング条件も伴わないキャリパーを指す。製造されたままのキャリパーに関する試験条件は、0.5kPaで測定され、少なくとも5回の測定値が平均化される。典型的な試験デバイスは、Thwing Albert ProGageシステムである。脚部の直径は50mm〜60mmである。保持時間は、各測定に対して2秒である。サンプルは、23±2℃、及び相対湿度50±2%で24時間、圧縮されずに保管されて、次いで布地厚さ測定を受けなければならない。修正前のベース基材に対して測定を行なうことが好ましいが、しかしながら、この材料が入手不可能な場合には、代替的な方法を使用することができる。構造化基材に関しては、第2領域(変位繊維領域)間の第1領域の厚さは、電気式厚さ計(例えば、McMaster−CarrカタログよりMitutoyo No 547〜500として入手可能)を使用することによって判定することができる。これらの電気式厚さ計は、非常に小さい区域を測定するために変更される先端部を有し得る。これらのデバイスは、測定を行なうために、予め荷重がかけられたバネを有し、品種によって異なっている。例えば、長さ6.6mm及び幅1mmであるブレード形状の先端部を使用することができる。直径が1.5mmよりも小さい区域を測定する平坦丸形先端部も、挿入することができる。構造化基材に対する測定に関しては、製造されたままの布地厚さを測定するために、これらの先端部を構造化領域間に挿入する必要がある。この測定技術で使用される圧力は、この技術を使用して慎重に制御することはできず、加えられる圧力は、一般に0.5kPaよりも高い。
【0186】
●エージングされたキャリパー:これは、40℃、35kPaの圧力下で15時間エージングされた後、次に23±2℃及び相対湿度50±2%で24時間、圧縮されずに静置されたサンプルのキャリパーを指す。これはまた、キャリパー回復と呼ぶこともできる。エージングされたキャリパーは、2.1kPaの圧力下で測定される。典型的な試験デバイスは、Thwing Albert ProGageシステムである。脚部の直径は50mm〜60mmである。加圧保持時間は、各測定に対して2秒である。全てのサンプルは、23±2℃、及び相対湿度50±2%で24時間、圧縮されずに保管され、次いでエージングされたキャリパーの試験を受ける。
【0187】
●Mod比率:「Mod比率」又は「修正比率」は、非丸形繊維の付加的な表面区域の幾何学的形状を補正するために使用される。修正比率は、繊維の最長軸線に垂直な、繊維の断面における、最長の連続直線距離を測定し、その距離の50%での、繊維の幅で除算することによって判定される。一部の複雑な繊維形状に関しては、修正比率を容易に判定し難い場合がある。図19a〜19cは、成形繊維の構成の例を提供する。「A」の表記は、長軸線の寸法であり、「B」の表記は、幅の寸法である。比率は、短い寸法で長い寸法を除算することによって判定される。これらの単位は、顕微鏡の使用を介して直接測定される。
【0188】
●実際のデニール:実際のデニールは、所定の実施例に関する繊維の、測定されたデニールである。デニールは、9000リニアメートルの長さでの、グラム単位の繊維の質量として定義される。それゆえ、異なるポリマーからの繊維を比較する場合、デニールの算出に関しては、繊維の固有密度もまた要因に含まれ、dpf(フィラメント当りのデニール)として表されるが、そのため2dpfのPP繊維と2dpfのPET繊維とでは、異なる繊維直径を有する。ポリプロピレンに関するデニールと直径との関係の例は、約0.900g/cm3の密度を有する中実丸形のポリプロピレンの1dpfの繊維は、約12.55マイクロメートルの直径を有する。本発明におけるPET繊維の密度は、デニールの算出に関して、1.4g/cm3(グラム毎立方センチメートル)となる。当業者であれば、PP繊維及びPET繊維に関して、中実丸形繊維の直径からデニールへ変換することは、通常の操作である。
【0189】
●等価の中実丸形繊維直径:等価の中実丸形繊維直径は、非丸形繊維又は中空成形繊維に対する繊維特性の測定に関して、繊維の弾性率を算出するために使用される。等価の中実丸形繊維直径は、繊維の実際のデニールから決定される。非丸形繊維の実際のデニールは、実際の繊維デニールを得て、そのフィラメントが中実丸形であると想定してフィラメントの直径を算出することによって、等価の中実丸形繊維直径へと変換される。この変換は、非丸形繊維断面に関する、単一繊維の弾性率を判定するために重要である。
【0190】
●不織布の引っ張り特性:ベース基材及び構造化基材の引っ張り特性は、全て同じ方法で測定した。ゲージ幅は50mm、ゲージ長は100mm、延伸速度は100mm/分である。報告される値は、特に指定のない限り、ピークでの強度及び伸長に関する。MD及びCDでの特性に関して、別個の測定が行なわれる。典型的な単位は、ニュートン(N)毎センチメートル(N/cm)である。提示される値は、少なくとも5回の測定値の平均である。強制負荷は、0.2Nである。サンプルは、23±2℃、及び相対湿度50±2%で24時間、圧縮されずに保管され、次いで23±2℃、及び相対湿度50±2%で試験されるべきである。ここで報告される引っ張り強度は、応力−歪み曲線におけるピーク引っ張り強度である。引っ張りピークでの伸長は、引っ張りピークが記録される際の、百分率伸長である。
【0191】
●MD/CD比:MD引っ張り強度をCD引っ張り強度で除算したものとして定義される。MD/CD比は、不織布繊維基材における相対的な繊維配向を比較するために使用される方法である。
【0192】
●繊維外周:顕微鏡の使用を介して直接測定されており、不織布内の典型的な繊維の外周であって、マイクロメートル単位で表される。提示される値は、少なくとも5回の測定値の平均である。
【0193】
●不透明度:不透明度は、ベース基材を通過する光の相対量の測定値である。特性的な不透明度は、特に、測定される所定の位置に存在する繊維の数、寸法、タイプ、及び形状に応じて決定される。本発明に関しては、ベース基材の不透明度は、好ましくは5%より大きい、より好ましくは10%より大きい、より好ましくは20%より大きい、更により好ましくは30%より大きい、最も好ましくは40%より大きい。不透明度は、TAPPI試験方法T 425 om−01「Opacity of Paper(15/d geometry,Illuminant A/2 degrees,89% Reflectance Backing and Paper Backing)」を使用して測定される。不透明度は百分率として測定される。
【0194】
●ベース基材の密度:ベース基材の密度は、サンプルの実際の坪量を、サンプルのエージングされたキャリパーで除算し、同じ単位に変換して、グラム毎立方メートルとして表すことによって判定される。
【0195】
●ベース基材の比体積:ベース基材の比体積は、立方センチメートル毎グラムの単位での、ベース基材の密度の逆数である。
【0196】
●ライン速度:ライン速度は、サンプルが製造された、直線機械方向の速度である。
【0197】
●接着温度:接着温度は、スパンボンドサンプルが一体に接着された温度である。接着温度は、2種の温度を含む。第1の温度は、彫刻ロール又はパターン付きロールの温度であり、第2は、滑面ロールの温度である。特に指定のない限り、接着面積は18%、及びカレンダーの線圧は71.4kg/cm(400ポンド毎リニアインチ)とした。
【0198】
●発明サンプルへの界面活性剤の添加:ベース基材及び構造化基材を処理して、親水性にさせるために使用される材料を指す。本発明では、全てのサンプルに対して、同じ界面活性剤を使用した。界面活性剤は、Procter & Gambleの、コードDP−988Aを有する開発等級の材料とした。この材料は、ポリエステルポリエーテルコポリマーである。Clariant製の、商業的等級の汚れ放出ポリマー(SRP)(TexCare SRN−240及びTexCare SRN−170)もまた使用し、良好に作用することを見出した。基本的な手順は、以下の通りとした。
【0199】
○界面活性剤200mLを、80℃の水道水15Lと、18.9L(5ガロン)のバケット内で混合する。
【0200】
○コーティングするサンプルを、この希釈された界面活性剤のバケット内に、5分間置く。各サンプルは、公称100mmの幅及び300mmの長さとする。1回につき最大9個のサンプルをバケット内に置き、最初の10秒間サンプルを攪拌する。同じバケットを、最大50のサンプルに対して使用することができる。
【0201】
○次に、各サンプルをバケットの一角上で垂直に保持し、5〜10秒間、バケツ内に残留水を流し入れる。
【0202】
○サンプルを、少なくとも2分間、水道水の清潔なバケット内ですすぎ、浸漬する。1回につき最大9個のサンプルをバケット内に置き、最初の10秒間サンプルを攪拌する。すすぎ用バケットは、1セットの9個のサンプルの後で、交換する。
【0203】
○サンプルを、乾燥するまで、強制空気オーブン内で、80℃で乾燥させる。典型的な時間は、2〜3分である。
【0204】
●保持能力:保持能力測定は、界面活性剤コーティングされたサンプルを取り上げ、材料の流体取り込みを測定する。200mm×100mmのサンプルを、20℃の水道水中に1分間浸し、次いで取り出す。取り出した後、サンプルを一角で10秒間保持し、次いで計量する。この最終重量を初期重量で除算し、保持能力を算出する。保持能力は、特に指定のない限り、製造されたままの布地厚さ試験で測定される条件に一致する、製造されたままの布地サンプルに対して測定される。これらのサンプルは、試験の前に、圧縮エージングされていない。この試験では、異なるサンプル寸法を使用することができる。使用することができる代替的サンプル寸法は、100mm×50mm又は150mm×75mmである。算出方法は、選択したサンプル寸法とは関わりなく、同一である。
【0205】
●吸い上げ拡散区域:吸い上げ拡散は、MD及びCDでの拡散に分解される。界面活性剤で処理されたサンプルを、少なくとも長さ30cm及び幅20cmに切り出す。未処理のサンプルは、流体を吸い上げることはない。サンプルを、一連のペトリ皿(直径10cm及び深さ1cm)の上に、1つのペトリ皿がサンプルの中央に置かれ、2つが両側に対して置かれるように載せる。次に、蒸留水20mLを、毎秒5mLの速度でサンプル上に注ぐ。不織布の彫刻ロールの面が上向きに、流体の注入方向に面している。流体が吸い上げられる距離を、1分後に、MD及びCDで測定する。必要な場合には、蒸留水に着色してもよい(Merck Indigocarmin c.i.73015)。この顔料は、蒸留水の表面張力を変化させるべきではない。材料毎に、少なくとも3回の測定を行なうべきである。吸い上げ拡散は、特に指定のない限り、製造されたままの布地厚さ試験で測定される条件に一致する、製造されたままの布地サンプルに対して測定される。これらのサンプルは、試験の前に、圧縮エージングされていない。長さ30cm及び幅20cmよりも小さいサンプル寸法を使用する場合には、吸い上げが、1分よりも前に材料の端部まで拡散するか否かを判定するために、サンプルを最初に試験しなければならない。MD又はCDでの吸い上げの拡散が、1分よりも前にサンプルの幅より大きい場合には、MD水平吸い上げ試験、高さ方法を使用するべきである。ペトリ皿は、毎回の測定に関し、空にして洗浄する。
【0206】
●MD水平移送:
【0207】
【表1】
【0208】
試薬
●人口尿:0.9%食塩水溶液(23±2℃で70±2mN/mの表面張力を有し、青色顔料(例えば、Merck Indigocarmin c.i.73015)で着色された、分析等級の脱イオン水中塩化ナトリウム9.0g/L)を調製する
【0209】
設備
調整室......温度....摂氏23°(±2℃)
相対湿度..50%(±2%)
【0210】
手順
1.)機械方向で幅(70±1)mm*長さ(300±1)mmのサンプルを切り出す。
2.)サンプルの重量(w1)を、0.01gの単位までの概数で測定し報告する
3.)サンプルを、トレイの上側端部上で、その幅にわたって、ベビー面を上に向けて(構造化基材の測定の場合には非平坦面、又はベース基材の測定の場合には彫刻ロールの面)、クランプ固定する。このとき、材料は、トレイの底よりも上で、自由に張られている。
4.)弁付き250mLガラス漏斗の出口を、サンプルの上方25.4±3mmで、サンプルにわたる機械方向及び横断方向の中心に位置するように調節する
5.)人工尿を調製する
6.)漏斗の便を閉鎖したままで、ピペット又はビュレットで、人工尿5.0mL 4.)を漏斗内に分与する
7.)漏斗の弁を開放して、人工尿5.0mLを排出する。
8.)30秒の期間、待機する(ストップウォッチを使用する)
9.)最大のMD分配を測定する。センチメートルの単位の概数で報告する。
【0211】
●垂直吸い上げ高さ:垂直吸い上げ試験は、少なくとも長さ20cm及び幅5cmの好ましいサンプル寸法のサンプルを、大量の蒸留水の上方で垂直に保持されるように定置することによって遂行される。サンプルの下端部は、水中に、少なくとも流体表面の1cm下まで浸される。流体が5分で上昇する、最も高い点を記録する垂直吸い上げは、特に指定のない限り、製造されたままの布地厚さ試験で測定される条件に一致する、製造されたままの布地サンプルに対して測定される。他のサンプル寸法を使用することができるが、しかしながら、構造化基材について実施する場合、サンプル幅が測定値に影響を及ぼす可能性がある。最も小さいサンプル幅は、幅2cmであり、最小の長さ10cmを有するべきである。
【0212】
●熱安定性:ベース基材又は構造化基材の不織布の熱安定性は、MDで10cm×CDで少なくとも2cmのサンプルが、熱湯中で5分後に、どの程度収縮するかに基づいて評価される。ベース基材は、10%未満で収縮するべきであり、すなわち、熱安定性と見なされる、9cmを超えるMDでの最終寸法を有するべきである。サンプルが10%を超えて収縮する場合には、そのサンプルは熱的に安定ではない。この測定は、10cm×2cmのサンプル寸法を切り出して、MDでの正確な長さを測定し、熱湯中に5分間サンプルを定置することによって行なった。サンプルを取り出して、サンプルの長さを再びMDで測定する。本発明で試験する全てのサンプルに関しては、比較実施例での高度に収縮するサンプルであっても、熱湯中での時間の後、サンプルは依然として平坦なままであった。理論に束縛されるものではないが、不織布の熱安定性は、構成成分の繊維の熱安定性に依存する。不織布を構成する繊維が収縮する場合には、その不織布は収縮する。したがって、本明細書での熱安定性の測定はまた、繊維の熱安定性も把握する。不織布の熱安定性は、本発明に関して重要である。本発明で好ましい10%を優に超える、顕著な収縮を示すサンプルに関しては、熱湯中で縮こまるか、又は丸まる場合がある。これらのサンプルに関しては、20gの重りをサンプルの底部に取り付けて、垂直方向で長さを測定することができる。この20gの重りは、金属製のバインダークリップ、又は底部に取り付けたままで長さを測定することが可能な任意の他の好適な重りとすることができる。
【0213】
●FDT:FDTは、繊維変位技術を表しており、変位繊維を有する構造化基材を形成するための、ベース基材の機械的処理を指す。ベース基材が、いずれかのタイプの繊維の変形又は位置変更によって修正されている場合には、そのベース基材はFDTを施されている。フラットローラーを横切る不織布の単純な処理、又は曲げは、FDTではない。FDTは、z方向平面内での繊維の意図的な移動のための、集中的な、機械的又は流体力学的な力による、計画的な繊維の移動を意味する。
【0214】
●歪み深さ:FDTプロセスで使用される機械的な歪み作用の距離。
【0215】
●過剰熱接着:サンプルが、熱及び/又は圧力を使用して、第2の別個の接着工程で過剰接着されているか否かを指定する。
【0216】
●FS−先端:変位繊維の先端部又は頂部が接着されているか否かを指定する。
【0217】
●構造化基材の密度:構造化基材の密度は、実際の坪量を、構造化基材のエージングされたキャリパーで除算し、同じ単位に変換して、グラム毎立方センチメートルとして報告することによって判定される。
【0218】
●構造化基材の比体積:構造化基材の体積は、立方センチメートル毎グラムの単位での、構造化基材の密度の逆数である。
【0219】
●空隙容量の生成:空隙容量の生成は、繊維変位工程中に生成される空隙容量を指す。空隙容量の生成は、構造化基材の比体積とベース基材の比体積との差である。
【0220】
エージングされた裏抜け及び再湿潤の試験:裏抜け試験に関しては、Edanaの方法150.3〜96が、以下の修正と共に使用されている。
【0221】
B.試験条件
●サンプルの状態調節及び測定は、23℃±2℃、及び湿度50%±5%で実施される
【0222】
E:機器
●参照の吸収パッドとしての、10層のAhlstrom Grade 989又は等価物(平均裏抜け時間:1.7秒±0.3秒、寸法:10×10cm)
【0223】
F:手順
2.Eに記載されるような吸収パッドを参照とする
3.試験片を、70×125mmの矩形に切り出す
4.Bに記載されるように状態調節する
5.試験片を、10プライの濾紙のセット上に定置する。構造化基材に関しては、構造化面を上方に向ける。
10.この手順を、第1の噴出及び第2の噴出のそれぞれの吸収の60秒後に繰り返し、第2及び第3の裏抜けの時間を記録する。
11.各試料からの試験片に対する3回の試験のうちの、最小値が推奨される。
【0224】
再湿潤の測定に関しては、Edanaの方法151.1〜96が、以下の修正と共に使用されている。
【0225】
B.試験条件
●サンプルの状態調節及び測定は、23℃±2℃、及び湿度50%±5%で実施される
【0226】
D.原理
●裏抜け測定からの、最上部に試験片を備える濾紙のセットを使用して、再湿潤を測定する。
【0227】
E.機器
●持ち上げ紙:62mm×125mmの寸法に切り出し、参照吸収パッドと接触しないように、試験片上に中心を合わせた、Ahlstrom Grade 632又は等価物。
【0228】
●擬似ベビーの重量:総重量3629g±20g
【0229】
F.手順
12.裏抜けの方法の第3の噴出の終了直後に、工程12から手順を開始する。追加量(L)は、裏抜け試験の3回の噴出の15mLを、この湿潤戻り試験に必要とされる液体の総量(Q)から差し引くことによって決定される。
21.この湿潤戻りの値は、本発明での再湿潤と等しい。
【0230】
●繊維特性:本発明での繊維特性は、MTS Synergie 400シリーズ試験システムを使用して測定した。単一の繊維を、正確に長さ25mm及び幅1cmである穴を作り出すように予め切り取られている、テンプレート紙の上に取り付けた。この繊維を、弛みなく、紙の穴を横切って長さ方向に直線状となるように取り付けた。中実丸形に関する平均繊維直径、又は非丸形に関する等価の中実丸形繊維直径を、少なくとも10回の測定を行なうことによって判定する。これらの10回の測定値の平均を、ソフトウェア入力によって繊維の弾性率を判定する際の、繊維直径として使用する。MTSシステム内に、繊維を装填し、テンプレート紙の端部を、試験の前に切り取った。繊維サンプルを、0.0009Nを超える荷重力(0.1gの力)から開始する力プロファイルを使用し、50mm/分の速度で歪ませる。ピークの繊維荷重及び破断時の歪みを、MTSソフトウェアを使用して測定する。繊維の弾性率もまた、MTSにより、1%の歪みで測定する。表10に提示されるような繊維の弾性率を、この方法で報告した。繊維破断での伸長及びピーク繊維荷重もまた、表10で報告される。結果は、10回の測定の平均である。繊維の弾性率の算出では、中実丸形繊維に関しては、繊維直径を使用し、又は非丸形若しくは中空の繊維に関しては、等価の中実丸形繊維直径を使用する。
【0231】
●破断フィラメントの百分率:繊維変位位置での、破断フィラメントの百分率を測定することができる。破断フィラメントの数を判定するための方法は、計数によるものである。変位繊維を有して製造されたサンプルは、先端部接着を有している場合もあれば、又は有さない場合もある。実際の繊維計数測定を行なうためには、精密なピンセット及びハサミが必要とされる。Tweezermanブランドは、これらの測定のためのそのような器具を作製しており、品目コード1240Tを有するピンセット、及び品目コード3042−Rを有するハサミなどが、使用可能である。品目コードMDS0859411のMedical Supplier Expertもまた、ハサミに使用可能である。他の供給元もまた、使用可能な器具を作製している。
【0232】
○先端部接着を有さないサンプルに関して:一般に、図16に示すように、変位繊維位置の一方の辺は、より多くの破断フィラメントを有する。構造化繊維ウェブは、第1表面上の、より少ない破断フィラメントを有する、第2領域内の変位繊維の辺で、切断されるべきである。図16に示すように、この部分は、第1切断部82として特定される左側である。この部分は、第1表面に沿って、変位繊維の基部で切断されるべきである。この切断を、図17a及び図17bに示す。図17bに示す側面図は、図示のようにMDに配向されている。この切断を行なった後で、いずれの遊離繊維も、繊維がそれ以上抜け落ちなくなるまで、振り払うか、又は払い落とすべきである。その繊維を収集して、計数するべきである。次に、第2領域の他方の辺を切断し(図16に、第2切断部84として特定される)、その繊維の数を計数するべきである。第1切断部は、破断繊維の数を詳細に説明する。第1切断部及び第2切断部で計数し、組み合わせた数は、繊維の総数に等しい。第1切断部での繊維の数を、繊維の総数で除算して100を乗じると、破断繊維の百分率が得られる。殆どの場合では、目視検査によって、繊維の大多数が破断しているか否かを明らかにすることができる。定量的な数が必要とされる場合、上記の手順を使用するべきである。この手順は、少なくとも10のサンプルについて行ない、その全体を総合して平均化するべきである。ある程度の期間、サンプルが圧縮されていたならば、この試験のために、切断する前に軽くブラシを掛けて、転位区域を露呈させることが必要な場合がある。百分率が接近し、統計的に有意なサンプルサイズが生成されていない場合には、サンプルの数を10単位で増大させ、95%の信頼区間の範囲内の、十分な統計的確実性を与えるべきである。
【0233】
○先端部接着を有するサンプルに関して:一般に、図18に示すように、変位繊維位置の一方の辺は、より多くの破断フィラメントを有する。より少ない破断繊維を有する辺を、最初に切断するべきである。図18に示すように、この部分は、第1切断部として標識される左側上部領域であり、先端部接着が位置する場所の頂部であるが、先端部接着材量は全く含んでいない(すなわち、この部分は、破断繊維の辺に向かう先端部接着の辺上で切断するべきである)。この切断を行なって、遊離繊維を振り払って計数し、繊維計数1として指定するべきである。第2切断部は、変位繊維の基部とするべきであり、図18の第2切断部として標識される。繊維を振り払って計数し、この計数を、繊維計数2として指定するべきである。第3切断部は、先端部接着領域の反対側で行い、振り落として計数し、繊維計数3として指定する。第4切断部は、変位繊維の基部で行い、振り払って計数し、繊維計数4として指定する。この切断を、図17a及び図17bに示す。繊維計数1及び繊維計数2で計数された繊維の数は、その辺1〜2上の繊維の総数に等しい。繊維計数3及び繊維計数4で計数された繊維の数は、その辺3〜4上の繊維の総数に等しい。繊維計数1と繊維計数2との差を判定し、次に繊維計数1及び繊維計数2の合計で除算してから100を乗じたものが、破断フィラメント百分率1〜2と呼ばれる。繊維計数3と繊維計数4との差を判定し、次に繊維計数3及び繊維計数4の合計で除算してから100を乗じたものが、破断フィラメント百分率3〜4と呼ばれる。本発明に関しては、破断フィラメント百分率1〜2又は破断フィラメント百分率3〜4は、50%より大きくあるべきである。殆どの場合では、目視検査によって、繊維の大多数が破断しているか否かを明らかにすることができる。定量的な数が必要とされる場合、上記の手順を使用するべきである。この手順は、少なくとも10のサンプルについて行い、その全体を総合して平均化するべきである。ある程度の期間、サンプルが圧縮されていたならば、この試験のために、切断する前に軽くブラシを掛けて、転位区域を露呈させることが必要な場合がある。百分率が接近し、統計的に有意なサンプルサイズが生成されていない場合には、サンプルの数を10単位で増大させ、95%の信頼区間の範囲内の、十分な統計的確実性を与えるべきである。
【0234】
●面内放射状浸透性(IPRP):本発明での、面内放射状浸透性、すなわちIPRP、又は短縮して浸透性は、不織布の浸透性の尺度であり、液体を材料に通過させて移送するために必要な圧力に関する。以下の試験は、多孔質材料の面内放射状浸透性(IPRP)の測定に好適である。一定の圧力下で、材料の環状サンプルを放射状に貫流する、食塩水溶液(0.9% NaCl)の量を、時間の関数として測定する(参照:J.D.Lindsayによる「The anisotropic Permeability of Paper」(TAPPI Journal、(1990年5月、223ページ))Darcyの法則及び定常流方法が、面内塩水流伝導度を判定するために使用されている)。
【0235】
IPRPサンプルホルダー400を図20に示し、このサンプルホルダー400は、図21A〜21Cで詳細に示す、円筒形底部プレート405、上部プレート420、及び円筒形ステンレス鋼の重り415を含む。
【0236】
上部プレート420は、厚さ10mmで、70.0mmの外径を有し、その中心に固定される長さ190mmの管425に連結される。管425は、15.8mmの外径及び12.0mmの内径を有する。この管は、図21Aに示すように、管の下端が、上部プレートの下面に面一となるように、上部プレート420の中心の、円形12mmの穴内に接着固定される。底部プレート405及び上部プレート420は、Lexan(登録商標)又は等価物から製作される。図21Bに示すステンレス鋼の重り415は、70mmの外径、及び15.9mmの内径を有することにより、この重りは、管425に対して静止滑合となる。ステンレス鋼の重り415の厚さは、約25mmであり、上部プレート420、管425、及びステンレス鋼の重り415の総重量が788gとなり、測定の間、2.1kPaの拘束圧を提供するように、調節される。
【0237】
図21Cに示すように、底部プレート405は、厚さ約50mmであり、プレートの下面内へ彫られた2つの位置合わせ溝430を有し、各溝は、底部プレートの直径の全長に及び、互いに垂直である。各溝は、幅1.5mm及び深さ2mmである。底部プレート405は、プレートの直径の全長に及ぶ水平の穴435を有する。この水平の穴435は、11mmの直径を有し、その中心軸線は、底部プレート405の上面よりも12mm下方にある。底部プレート405はまた、10mmの直径を有し、深さ8mmである、中央の垂直穴440も有する。この中央の穴440は、水平の穴435と接続し、底部プレート405内にT形状の空洞を形成する。図21Bに示すように、水平の穴435の外側部分は、底部プレート405に水密方式で取り付けられる配管エルボ445に適合するように、ネジ付となっている。一方のエルボは、190mmの高さ及び10mmの内径を有する垂直透明管460に連結される。管460は、底部プレート420の上面よりも50mm上方の高さに、好適なマーク470で刻線される。これは、測定中に維持されるべき流体レベルに関しての参照である。他方のエルボ445は、可撓性の管を介して、流体送達リザーバ700(以下で説明)に連結される。
【0238】
好適な流体送達リザーバ700を図22に示す。リザーバ700は、好適な実験用ジャッキ705上に置かれ、流体によるリザーバの充填を促進するための、気密ストッパー付き開口部710を有する。10mmの内径を有する開口ガラス管715が、この管の外側とリザーバとの間が気密封止されるように、リザーバの最上部のポート720を通って延びる。リザーバ700には、リザーバ内の流体の表面よりも下方の入口730、ストップコック735、及び出口740を有する、L形状の送出管725が備わっている。出口740は、可撓性のプラスチック管450(例えば、Tygon(登録商標))を介して、エルボ445に連結される。送出管725の内径、ストップコック735及び可撓性のプラスチック管450は、測定中の常時、管460内の流体レベルを刻線マーク470で維持するために十分な高い流量での、IPRPサンプルホルダー400への流体の送達を可能にする。リザーバ700は、約6リットルの容量を有するが、サンプルの厚さ及び浸透性に応じて、より大きいリザーバが必要とされる場合がある。測定の持続時間の間、サンプルホルダー400に流体を供給し、管460内の流体レベルを、刻線マーク470で維持することが可能であれば、他の流体送達システムを採用してもよい。
【0239】
IPRP集水漏斗500を図20に示し、この漏斗500は、漏斗の上端部で約125mmの内径を有する、外側ハウジング505を含む。漏斗500は、漏斗内に落下する液体が、吐水口515から、迅速かつ自由に排水されるように構成される。漏斗500の周囲の水平フランジ520は、漏斗を水平位置に取り付けることを容易にする。2つの一体型垂直内部リブ510は、漏斗の内径の全長に及び、互いに垂直である。各リブ510は、幅1.5mmであり、リブの上面は、水平面内に位置する。漏斗のハウジング500及びリブ510は、サンプルホルダー400を支持するために、Lexan(登録商標)又は等価物などの、好適な硬質材料から製作される。サンプルの装填を容易にするためには、底部プレート405をリブ510上に配置する際に、底部プレート405の上面が、漏斗のフランジ520よりも上に位置し得るように、リブの高さが十分であることが有利である。ステンレス鋼の重り415の相対的高さを測定するダイヤルゲージ535を備え付けるために、ブリッジ530が、フランジ520に取り付けられる。このダイヤルゲージ535は、25mmの範囲にわたって±0.01mmの解像度を有する。好適なデジタルダイヤルゲージは、Mitutoyoの型番575−123(McMaster Carr Co.より入手可能、カタログ番号19975−A73)、又は等価物である。ブリッジ530は、管425及び管460に適合し、管がブリッジに接触しないための、直径17mmの2つの円形の穴を有する。
【0240】
図20に示すように、漏斗500は、電子計量器600の上方に取り付けられる。この計量器は、±0.01gの解像度、及び少なくとも2000gの秤量を有する。計量器600はまた、コンピュータとインターフェースさせて、計量器の読み取りを定期的に記録し、コンピュータ上に電子的に記憶させることもできる。好適な計測器は、Mettler−Toledoの型番PG5002−S、又は等価物である。収集容器610は、漏斗の吐水口515から排水される液体が、容器610内に直接落下するように、計量パン上に置かれる。
【0241】
漏斗500は、リブ510の上面が水平面内に位置するように取り付けられる。計量器600及び容器610は、漏斗の吐水口515から排水される液体が、容器610内に直接落下するように、漏斗500の真下に配置される。IPRPサンプルホルダー400は、リブ510が溝430内に配置された状態で、漏斗700内の中央に置かれる。底部プレート405の上面は、完全に平坦かつ水平でなければならない。上部プレート420は、底部プレート405と位置合わせされ、底部プレート405上に安置される。ステンレス鋼の重り415は、管425を取り囲んで、上部プレート420上に安置される。管425は、ブリッジ530内の中央の穴を通って垂直に延びる。ダイヤルゲージ535は、プローブがステンレス鋼の重り415の上面上のポイント上に安置された状態でブリッジ530に堅個に備え付けられる。この状態で、ダイヤルゲージをゼロに設定する。リザーバ700に0.9%食塩水溶液を充填し、再封止する。出口740は、可撓性のプラスチック管450を介して、エルボ445に連結される。
【0242】
試験される材料の環状サンプル475を、好適な手段によって切り出す。このサンプルは、70mmの外径及び12mmの内側穴の直径を有する。サンプルを切り出す1つの好適な手段は、鋭利な同心状の刃を有する打ち抜きカッターを使用することである。
【0243】
上部プレート420を、サンプル475が上部プレートと底部プレート405との間に挿入されるように十分持ち上げ、サンプルを底部プレート上の中心に置き、プレートの位置を揃える。ストップコック735を開放し、ジャッキ705を使用してリザーバ700の高さを調節することによって、及びリザーバ内の管715の位置を調節することによって、管460内の流体レベルを刻線マーク470に設定する。管460内の流体レベルが刻線マーク470で安定しており、ダイヤルゲージ535上の読み取りが一定である場合に、ダイヤルゲージ上の読み取りに注目し(最初のサンプル厚さ)、コンピュータによる、計量器からのデータの記録を開始する。計量器の読み取り及び経過時間を、5分の間、10秒毎に記録する。3分後、ダイヤルゲージ上の読み取りに注目し(最終のサンプル厚さ)、ストップコックを閉鎖する。平均のサンプル厚さLpは、最初のサンプル厚さと最終のサンプル厚さとの平均値であり、cm単位で表される。
【0244】
グラム毎秒の単位での流量は、30秒〜300秒のデータに適合させた線形最小2乗回帰法によって算出する。以下の等式を使用して、材料の浸透性を算出する。
【0245】
【数2】
式中、
kは、材料の浸透性(cm2)である
Qは、流量(g/s)である
ρは、22℃での液体の密度(g/cm3)である
μは、22℃での液体の粘度(Pa・s)である
Roは、サンプルの外側半径(mm)である
Riは、サンプルの内側半径(mm)である
Lpは、平均のサンプル厚さ(cm)である
ΔPは、静水圧(Pa)である
【0246】
【数3】
式中、
Δhは、底部プレートの上面よりも上の、管460内の液体の高さ(cm)である
Gは、重力加速度定数(m/s2)である
【0247】
【数4】
式中、
Krは、cm2/(Pa・s)の単位で表される、IPRPの値である
【0248】
表内のデータの摘要:以下の情報は、表に見出される情報を本発明に含めるための根拠を提供する。
【0249】
●表1及び表2:顕著な3葉形の成形繊維、中実丸形、及び標準的な3葉形のベース基材の製造されたままの特性に関する、ベース基材の材料特性表1は、ベース基材の製造されたままの特性を説明する。この表は、各サンプルに関する詳細を記載する。表1において指摘するべき重要な特性は、顕著な3葉形のフィラメントに関する修正比率、及びこれらのポイント接着PET基材に関する比較的低いMDの伸長である。
【0250】
●表3:ベース基材の流体処理特性を示す。これらのベース基材の保持能力は、グラム毎グラムの保持能力が10を下回り、これらのベース基材が吸収性材料ではないことを示した。
【0251】
●表4:ベース基材の特性と比較した、構造化基材のプロセス設定及び特性変化を記載する。サンプルの1Dの集合に関する実施例は、本発明における主要目的を強調する。1Dは、ベース基材(60g/m2、6.9dpfのPET)であり、一方1D1〜1D6は、歪み深さによって示される、繊維変位の増大を伴うキャリパーの変化を示している。歪みの増大は、キャリパーを増大させる。過剰接着は、過剰熱接着によって示される。先端部接着は、FS−先端によって示され、また、示されるように、エージングされたキャリパー、及び生成される空隙容量の量にも影響を及ぼし得る。本発明の目的は、液体獲得のための空隙容量を生成することである。過剰熱接着もまた、ベース基材と比較したMD引っ張り強度の増大で示されるように、機械的特性を増大させるために使用することができる。実施例1Nのデータセットは、ベース基材と、種々の歪み深さプロセスが施されている1N1〜1N9とを比較する。このデータセットは、いずれかの過剰熱接着、FS−先端、及び歪み全般によって決定される、キャリパー生成の最適化が存在することを示す。このデータは、過大な歪みは、エージングされたキャリパーの悪化を伴うサンプルを作り出す恐れがあることを示す。本発明の1つの実行では、このことは、駆動領域内の完全に破断されたフィラメントに相当するが、一方で、最高の空隙容量の生成を有する領域は、好ましい破断フィラメントの範囲を有する。これらの結果はまた、本発明に関しては、典型的な樹脂結合構造と同様ではあるが、その一方で流体移送特性も有する、構造化基材の体積を生成し得ることも示す。
【0252】
●表5:データ及び実施例は、本発明でのキャリパーの増大及び空隙容量の生成を、標準的な3葉形及び中実丸形の繊維形状に関して使用可能であることを示す。本発明の効果は、顕著な3葉形の繊維に制限されるものではない。
【0253】
●表6は、ベース基材の特性と比較した、構造化基材の流体処理特性を記載する。表6での実施例は、表4と同じである。表6でのデータは、FDTの使用が、ベース基材と比較した、構造化基材のMD水平移送特性を実際に増大させることを示す。過剰接着は、MDでの流体移送を増大させることが見出されている。垂直吸い上げ高さ成分は、中程度FDT歪みでは、構造化基材とベース基材との類似した特性を示すが、より高度の歪みでは、垂直吸い上げ高さ成分は実際に若干減少する。カーディングされた樹脂結合不織布と比較すると、この垂直移送成分は、依然として非常に良好である。エージングされた裏抜けのデータは、ベース基材と比較した、構造化基材の流体獲得率の劇的な向上を示す。裏抜けの時間は、FDTの使用で、ベース基材と比較して劇的に減少する。再湿潤の特性は、FDTの使用で、ベース基材と比較して、概して減少する。この表6でのデータは、構造化基材の、流体獲得率を制御する能力と共に、流体移送を提供する能力を立証する。この表はまた、サンプルについての、IPRPを介した材料の流体浸透性を含み、この浸透性は、FDT後の劇的な向上を示し、また、構造化基材が、カーディングされた樹脂結合構造と同様のキャリパーで、より高い浸透性をどの程度有するかということも示す。
【0254】
●表7は、ベース基材と比較した、一部の顕著な繊維形状の構造化基材の、一部の付加的な流体処理特性を記載する。このサンプルで使用される駆動条件は、表5に記載される。表5は、FDTにおける変化が、流体獲得率を向上させ得ることを示す。
【0255】
●表8は、ベース基材サンプルと比較した、中実丸形繊維(SR)及び標準的な3葉形の繊維(TRI)に関する、向上した流体獲得率を有する追加的な構造化基材サンプルを示す。構造化基材サンプルに関して使用される駆動条件は、表9に記載される。
【0256】
●表9は、表8で作製されるサンプルに関する、プロセス条件を記載する。
【0257】
●表10は、本発明で使用される基材に関する、単一繊維の特性の値を記載する。本発明は、高速の繊維紡糸を使用して、熱安定性PETを製造することから、弾性率の値は、フィラメント当たりの強度>10gを有する繊維に関して、非常に高い。
【0258】
【表2】
【0259】
【表3】
【0260】
【表4】
【0261】
【表5】
【0262】
【表6】
【0263】
【表7】
【0264】
【表8】
【0265】
【表9】
【0266】
【表10】
【0267】
【表11】
【0268】
物品
本発明のベース基材及び構造化基材は、多種多様の用途のために使用することができ、それらの用途としては、エアフィルター、バグフィルター、液体フィルター、真空フィルター、排水フィルター、及び細菌遮蔽フィルターなどの、フィルターシート;コンデンサ用セパレータ紙、及びフロッピーディスク梱包材料などの、様々な電気機器用のシート;粘着性接着テープ基布、及び油吸収材料などの、様々な工業用シート;硬質表面の洗浄、床の手入れ、及び他の家庭用手入れの用途などの、様々なドライタイプ若しくはウェットタイプの拭き取り布;家庭用、業務用、及び医療処置用のワイパー、印刷ロール用ワイパー、コピー機洗浄用ワイパー、ベビーワイパー、並びに光学システム用ワイパーなどの、様々なワイパー用シート;手術用ガウン、医療用ガウン、創傷手当、被覆布、帽子、マスク、シーツ、タオル、ガーゼ、パップ用基布などの、様々な医療用及び衛生用シートが挙げられる。他の用途としては、流体管理のための手段としての、使い捨て吸収性物品が挙げられる。使い捨て吸収性物品の用途としては、タンポンのライナー、及びおむつの獲得層が挙げられる。
【0269】
本明細書に開示されている寸法及び値は、列挙した正確な数値に厳しく制限されるものとして理解すべきではない。それよりむしろ、特に指定のない限り、そのような各寸法は、列挙された値、及びその値周辺の機能的に等価な範囲の双方を意味するものとする。例えば、「40mm」として開示される寸法は、「約40mm」を意味するものとする。
【0270】
相互参照されるか若しくは関連する、あらゆる特許又は出願書類を含めた、本明細書において引用される全ての文献は、明示的に除外されるか、又は制限されない限り、その全体が参照として本明細書に組み込まれる。いかなる文献の引用も、それが本明細書において開示され請求されるいずれかの発明に関する先行技術であること、又はそれが単独で若しくは他のいかなる参照とのいかなる組み合わせにおいても、このような発明を教示する、提案する、又は開示することを認めるものではない。更に、本書における用語のいずれかの意味又は定義が、参照として組み込まれた文献における同一の用語のいずれかの意味又は定義と相反する限りにおいて、本書においてその用語に与えられた定義又は意味が適用されるものとする。
【0271】
本発明の特定の実施形態が例示され、記載されてきたが、本発明の趣旨及び範囲から逸脱することなく、他の様々な変更及び修正を実施できることが、当業者には明白であろう。したがって、本発明の範囲内にあるそのような全ての変更及び修正を、添付の「特許請求の範囲」で扱うものとする。
【特許請求の範囲】
【請求項1】
熱的に安定な繊維ウェブを形成する、少なくとも0.5GPaの弾性率を有する熱可塑性繊維を含む、構造化繊維ウェブであって、前記繊維ウェブは、第1表面及び第2表面と、第1領域、及び前記第1領域の全域に配置される、複数個の離散した第2領域とを含み、前記第2領域が、前記第2表面上の不連続部、及び前記第1表面上の変位繊維を形成し、各第2領域内の前記変位繊維の少なくとも50%かつ100%未満が、前記第2領域の第1辺に沿って固定され、および前記第1辺に対向する前記第2領域の第2辺に沿って、前記第1表面の近位で分離されて、前記第1表面から離れて延びる遊離端部を形成し、遊離端部を形成する前記変位繊維が、流体を収集するための空隙容積を生成する、構造化繊維ウェブ。
【請求項2】
前記第1領域の全域に配置される複数個の過剰接着領域を更に含み、前記過剰接着領域、前記第1領域、及び前記第2領域のそれぞれが、エージングされたキャリパーを有し、前記変位繊維の前記遊離端部によって形成される前記第2領域の前記エージングされたキャリパーが、前記第1領域の前記エージングされたキャリパーより大きい1.5mm未満であり、前記第1領域の前記エージングされたキャリパーが、前記過剰接着領域の前記エージングされたキャリパーより大きい、請求項1に記載の構造化繊維ウェブ。
【請求項3】
前記熱的に安定な繊維ウェブが30%未満の収縮を許容する、請求項1に記載の構造化繊維ウェブ。
【請求項4】
前記繊維が連続および非捲縮のスパンボンド繊維である、請求項1に記載の構造化繊維ウェブ。
【請求項5】
前記繊維ウェブがポイント接着される、請求項1に記載の構造化繊維ウェブ。
【請求項6】
前記過剰接着領域が連続している、請求項2に記載の構造化繊維ウェブ。
【請求項7】
前記過剰接着領域が、前記繊維ウェブの前記第1表面又は前記第2表面の総表面積の75%未満を占める、請求項2に記載の構造化繊維ウェブ。
【請求項8】
前記変位繊維の前記遊離端部が一体となって熱接着される、請求項1に記載の構造化繊維ウェブ。
【請求項9】
前記第2領域が、前記繊維ウェブの前記第1表面又は前記第2表面の総表面積の75%未満を形成する、請求項1に記載の構造化繊維ウェブ。
【請求項10】
前記繊維が非延伸性である、請求項1に記載の構造化繊維ウェブ。
【請求項11】
前記繊維がPETを含む、請求項1に記載の構造化繊維ウェブ。
【請求項12】
前記繊維が多葉形の成形繊維を含む、請求項1に記載の構造化繊維ウェブ。
【請求項13】
前記繊維が少なくとも3dpfのデニールを有する、請求項1に記載の構造化繊維ウェブ。
【請求項14】
前記繊維ウェブが少なくとも5cm3/gの構造化基材の比体積を有する、請求項1に記載の構造化繊維ウェブ。
【請求項15】
前記繊維ウェブが親水性である、請求項1に記載の構造化繊維ウェブ。
【請求項1】
熱的に安定な繊維ウェブを形成する、少なくとも0.5GPaの弾性率を有する熱可塑性繊維を含む、構造化繊維ウェブであって、前記繊維ウェブは、第1表面及び第2表面と、第1領域、及び前記第1領域の全域に配置される、複数個の離散した第2領域とを含み、前記第2領域が、前記第2表面上の不連続部、及び前記第1表面上の変位繊維を形成し、各第2領域内の前記変位繊維の少なくとも50%かつ100%未満が、前記第2領域の第1辺に沿って固定され、および前記第1辺に対向する前記第2領域の第2辺に沿って、前記第1表面の近位で分離されて、前記第1表面から離れて延びる遊離端部を形成し、遊離端部を形成する前記変位繊維が、流体を収集するための空隙容積を生成する、構造化繊維ウェブ。
【請求項2】
前記第1領域の全域に配置される複数個の過剰接着領域を更に含み、前記過剰接着領域、前記第1領域、及び前記第2領域のそれぞれが、エージングされたキャリパーを有し、前記変位繊維の前記遊離端部によって形成される前記第2領域の前記エージングされたキャリパーが、前記第1領域の前記エージングされたキャリパーより大きい1.5mm未満であり、前記第1領域の前記エージングされたキャリパーが、前記過剰接着領域の前記エージングされたキャリパーより大きい、請求項1に記載の構造化繊維ウェブ。
【請求項3】
前記熱的に安定な繊維ウェブが30%未満の収縮を許容する、請求項1に記載の構造化繊維ウェブ。
【請求項4】
前記繊維が連続および非捲縮のスパンボンド繊維である、請求項1に記載の構造化繊維ウェブ。
【請求項5】
前記繊維ウェブがポイント接着される、請求項1に記載の構造化繊維ウェブ。
【請求項6】
前記過剰接着領域が連続している、請求項2に記載の構造化繊維ウェブ。
【請求項7】
前記過剰接着領域が、前記繊維ウェブの前記第1表面又は前記第2表面の総表面積の75%未満を占める、請求項2に記載の構造化繊維ウェブ。
【請求項8】
前記変位繊維の前記遊離端部が一体となって熱接着される、請求項1に記載の構造化繊維ウェブ。
【請求項9】
前記第2領域が、前記繊維ウェブの前記第1表面又は前記第2表面の総表面積の75%未満を形成する、請求項1に記載の構造化繊維ウェブ。
【請求項10】
前記繊維が非延伸性である、請求項1に記載の構造化繊維ウェブ。
【請求項11】
前記繊維がPETを含む、請求項1に記載の構造化繊維ウェブ。
【請求項12】
前記繊維が多葉形の成形繊維を含む、請求項1に記載の構造化繊維ウェブ。
【請求項13】
前記繊維が少なくとも3dpfのデニールを有する、請求項1に記載の構造化繊維ウェブ。
【請求項14】
前記繊維ウェブが少なくとも5cm3/gの構造化基材の比体積を有する、請求項1に記載の構造化繊維ウェブ。
【請求項15】
前記繊維ウェブが親水性である、請求項1に記載の構造化繊維ウェブ。
【図1】

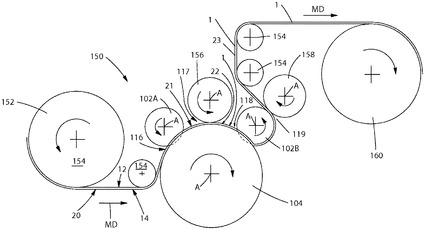
【図1A】

【図2】

【図3】
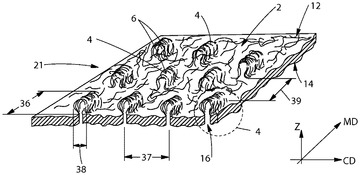
【図4】
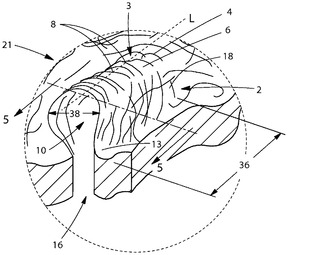
【図5】
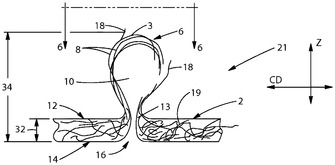
【図6】

【図7】
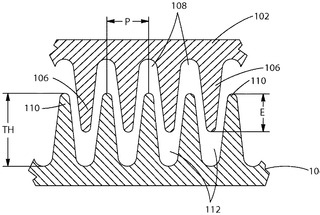
【図8】
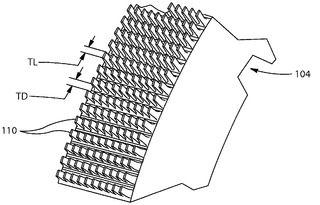
【図9】
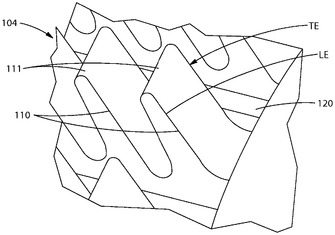
【図10】
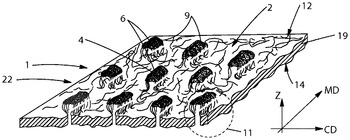
【図11】
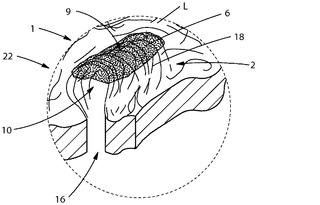
【図12A】
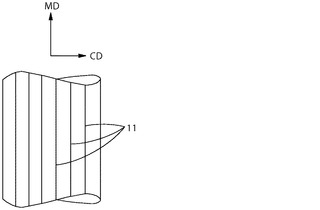
【図12B】
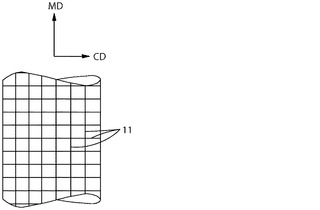
【図12C】
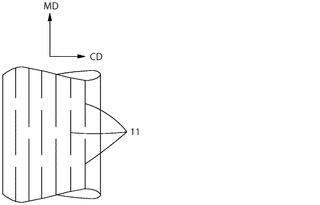
【図12D】
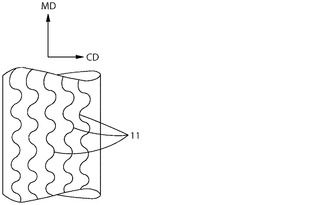
【図12E】

【図12F】
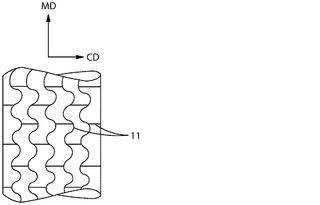
【図13】
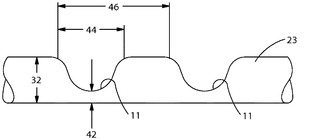
【図14】
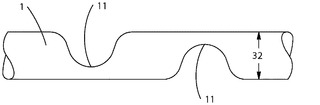
【図15】
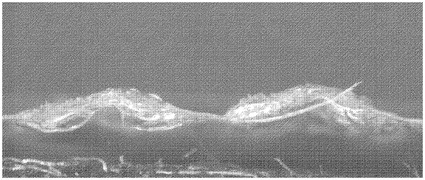
【図16】
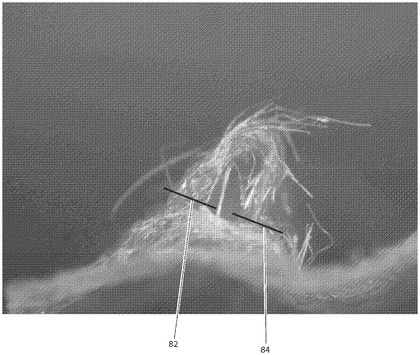
【図17A】

【図17B】

【図18】
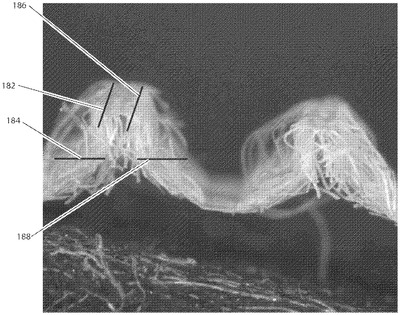
【図19A】

【図19B】

【図19C】
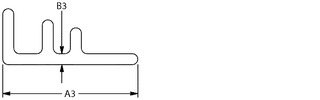
【図20】

【図21A】
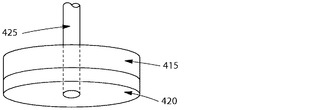
【図21B】
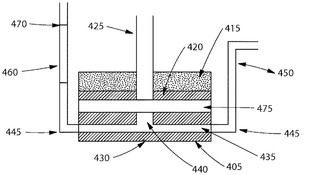
【図21C】
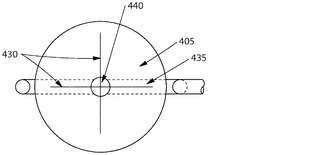
【図22】

【図1A】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12A】
【図12B】
【図12C】
【図12D】
【図12E】
【図12F】
【図13】
【図14】
【図15】
【図16】
【図17A】
【図17B】
【図18】
【図19A】
【図19B】
【図19C】
【図20】
【図21A】
【図21B】
【図21C】
【図22】
【公表番号】特表2012−528955(P2012−528955A)
【公表日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2012−514080(P2012−514080)
【出願日】平成22年6月2日(2010.6.2)
【国際出願番号】PCT/US2010/037061
【国際公開番号】WO2010/141578
【国際公開日】平成22年12月9日(2010.12.9)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
【公表日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成22年6月2日(2010.6.2)
【国際出願番号】PCT/US2010/037061
【国際公開番号】WO2010/141578
【国際公開日】平成22年12月9日(2010.12.9)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
[ Back to top ]