
構造物及び切削工法
【課題】構造物を維持するための十分な強度を有しながら、例えば撤去や掘削等の作業時には優れた切削性を発揮するモルタル又はコンクリートで、構造物の切削対象箇所を構築する。
【解決手段】20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて、構造物10の切削対象箇所16、18を構築する。上記組成のカルシウムアルミネート系鉄鋼スラグは、その内部に多くの微細な気孔を有していると考えられ、このため、当該スラグを細骨材として含むモルタル又はコンクリートは、細砂等の従来の細骨材を用いたモルタル又はコンクリートと比較して、切削性に優れる。
【解決手段】20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて、構造物10の切削対象箇所16、18を構築する。上記組成のカルシウムアルミネート系鉄鋼スラグは、その内部に多くの微細な気孔を有していると考えられ、このため、当該スラグを細骨材として含むモルタル又はコンクリートは、細砂等の従来の細骨材を用いたモルタル又はコンクリートと比較して、切削性に優れる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、構造物及び切削工法に関し、詳細には、切削性に優れたモルタル又はコンクリート製の構造物及びその切削工法に関する。
【背景技術】
【0002】
従来、構造物の建築資材としてモルタル又はコンクリートが汎用されている。このモルタル又はコンクリートは、構造物を維持するために十分な強度を有することが求められる一方で、構造物の撤去時や、トンネル掘削に伴う切削時などには、切削性に優れることが求められる。例えば、シールド掘進用立坑において、シールド掘進機の発進/到達箇所に設けられる壁体は、掘削前には地盤を安定して支持可能な程度の強度を有し、一方、掘削時にはシールド掘進機のビットにより切削可能であることが求められる。
【0003】
かかるシールド掘進用立坑における上記発進/到達箇所の構造に関しては、各種の改良技術が開示されている。例えば、特許文献1には、シールド掘進用立坑における発進/到達箇所の仕切り壁体として、硬質ウレタン樹脂よりなるプラスチック発泡体を無機繊維で補強した複合材を用いることが記載されている。また、特許文献2には、繊維補強材(FRPロッド等)で補強されたコンクリート材を用いて、シールド掘進用立坑における発進/到達箇所の壁体を構築することが記載されている。
【0004】
また、近年では、製鉄所において発生した高炉スラグや製鋼スラグを、モルタル又はコンクリート材料として利用する技術が盛んに研究されている。例えば、特許文献3には、膨張性因子である遊離石灰を含有する製鋼スラグと、高炉スラグとの混合物を、モルタル又はコンクリートの骨材として利用することが記載されている。
【0005】
【特許文献1】特開平8−303178号公報
【特許文献2】特開2004−115997号公報
【特許文献3】特開2002−179451号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記従来のシールド掘進用立坑の発進/到達箇所の壁体に用いられる材料は、構造物を維持するための強度の要求と、掘削時の切削性の要求の双方を十分に満たしていないという問題があった。例えば、特許文献1に記載の壁体は、プラスチック発泡体を材質としているため、発泡コンクリートや人工木材、石灰砕石コンクリート等と同様、切削性に優れるが、強度が不足していた。一方、特許文献2に記載の壁体は、繊維補強材を用いて補強されたコンクリート材を用いているので、強度は高いものの、切削性の点では更なる改善が要望されていた。
【0007】
また、特許文献3に記載の技術は、製鋼スラグの膨張・崩壊を抑制してコンクリートの骨材として利用可能とすることに主眼をおいたものでおり、スラグを用いて製造されたコンクリートの切削性に関しては、何らの知見も開示されていない。
【0008】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、構造物を維持するための十分な強度を有しながら、例えば撤去や掘削等の作業時には優れた切削性を発揮することが可能なモルタル又はコンクリートで構築された構造物、及びその切削工法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明のある観点によれば、20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて構築された切削対象箇所を有することを特徴とする、構造物が提供される。かかる構成において、上記組成のカルシウムアルミネート系鉄鋼スラグは、その内部に多くの微細な気孔を有していると考えられ、このため、当該スラグを細骨材として含むモルタル又はコンクリートは、細砂等の従来の細骨材を用いたモルタル又はコンクリートと比較して、切削性に優れる。
【0010】
また、上記カルシウムアルミネート系鉄鋼スラグの最大吸水量は、40〜50質量%であってもよい。この場合、当該スラグが微細な気孔を十分に有するといえるので、上記スラグを細骨材として含むモルタル又はコンクリートは切削性が優れたものとなる。
【0011】
また、上記切削対象箇所に対して蒸気養生が施されてもよい。これにより、蒸気養生を施した切削対象箇所のモルタル又はコンクリートを膨張させて、蒸気養生前と比べて切削対象箇所の切削性を向上させることができる。なお、かかる蒸気養生を行っても、切削対象箇所のモルタル又はコンクリートが、ひび割れが発生する程度にまでは膨張しない場合もあるが、この場合であっても切削対象箇所の切削性を向上させることができる。
【0012】
また、蒸気養生を施すことにより、切削対象箇所にひび割れを生じさせてもよい。これにより、切削対象箇所のモルタル又はコンクリートにひび割れ(微小亀裂を含む。)を発生させて、更に強度劣化させ得るため、切削対象箇所の切削性を更に向上させることができる。
【0013】
また、上記モルタル又はコンクリートにおける、セメントとカルシウムアルミネート系鉄鋼スラグとの配合比は、質量比で1:0.1〜30であってもよい。この配合比により、モルタル又はコンクリートは、構造体に必要な強度を維持しつつ、切削性改善効果を好適に発揮できるようになる。
【0014】
また、切削対象箇所は、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体であってもよい。このように、シールド掘進機による切削対象箇所である発進又は到達箇所の壁体を、上記スラグを細骨材として含む切削性に優れたモルタル又はコンクリートで構築することで、発進又は到達箇所の壁体は、掘削前には、シールド掘進用立坑の壁体として十分な強度を有するとともに、掘削時には、シールド掘削機によって比較的容易に掘削可能となる。
【0015】
また、上記課題を解決するために、本発明の別の観点によれば、構造物の切削対象箇所を切削する切削工法であって、20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて切削対象箇所を構築し、切削対象箇所を切削することを特徴とする、切削工法が提供される。上述したように、当該スラグを細骨材として含むモルタル又はコンクリートは切削性に優れる。よって、この切削性に優れたモルタル又はコンクリートを用いて、構造物の切削対象箇所を構築することで、当該切削対象箇所を好適に切削できるようになる。
【0016】
また、上記カルシウムアルミネート系鉄鋼スラグの最大吸水量が、40〜50質量%であるようにしてもよい。この場合、当該スラグが微細な気孔を十分に有するといえるので、上記スラグを細骨材として含むモルタル又はコンクリートは切削性が優れたものとなる。
【0017】
また、上記切削対象箇所の構築後に当該切削対象箇所に対して蒸気養生を施してから、切削対象箇所を切削するようにしてもよい。この蒸気養生により、切削対象箇所のモルタル又はコンクリートに含まれるカルシウムアルミネート系鉄鋼スラグを膨張させて、蒸気養生前と比べて切削対象箇所の切削性を向上させることができる
【0018】
また、上記蒸気養生を施すことにより、切削対象箇所にひび割れを生じさせてから、切削対象箇所を切削するようにしてもよい。これにより、切削対象箇所のモルタル又はコンクリートにひび割れ(微小亀裂を含む。)を発生させて、更に強度劣化させ得るため、切削対象箇所の切削性を更に向上させることができる。
【0019】
また、上記モルタル又はコンクリートにおける、セメントとカルシウムアルミネート系鉄鋼スラグとの配合比は、質量比で1:0.1〜30であってもよい。この配合比により、モルタル又はコンクリートは、構造体に必要な強度を維持しつつ、切削性改善効果を好適に発揮できるようになる。
【0020】
また、上記切削対象箇所は、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体であってもよい。これにより、シールド掘進機による切削対象箇所である発進又は到達箇所の壁体を、掘削前には、シールド掘進用立坑の壁体として十分な強度を有するようにできるとともに、掘削時には、シールド掘削機によって比較的容易に掘削可能にできるようになる。
【発明の効果】
【0021】
本発明によれば、構造物を維持するために十分な強度を有しながら、例えば撤去や掘削等の作業時には優れた切削性を発揮するモルタル又はコンクリートを用いて、構造物の一部又は全部の切削対象箇所を構築できる。
【発明を実施するための最良の形態】
【0022】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
【0023】
<モルタル又はコンクリートの概要>
まず、本発明の一実施形態にかかる構造物を構築するためのモルタル又はコンクリートの概略について説明する。本実施形態にかかるモルタル又はコンクリートは、例えば、ビル、住宅、工場設備等の建築物や、トンネル、道路、ダム、高架橋、港湾設備、河川の護岸、土木工事用の仮設構造物などの各種の構造物を構築するために用いられる建築資材である。一般的に、モルタルは、水硬性組成物(セメント、アスファルト等)と、比較的細かい所定粒径以下の細骨材(細砂、人工軽量骨材等)と、水とを所定の配合比で混合したものである。また、コンクリートは、上記水硬性組成物と、上記細骨材と、比較的粗い所定粒径範囲の粗骨材(砂利、砕石、人工軽量骨材等)と、水とを所定の配合比で混合したものである。このようにモルタルとコンクリートとは、粗骨材が混合されるか否かで区別される。モルタルは、ペースト状で施工性が良いため、構造物の仕上材、目地材、躯体の調整材などに用いられる。一方、コンクリートは、モルタルよりも高強度で安価であり、施工が容易であるため、構造物の構造材に適している。
【0024】
本実施形態では、かかるモルタル又はコンクリートの細骨材として、従来一般的な細砂の代わりに、カルシウムアルミネート系鉄鋼スラグを使用することを特徴としている。このカルシウムアルミネート系鉄鋼スラグの作用により、モルタル又はコンクリートは、構築された構造物の維持時においては、構造物を維持するために十分な強度を有するとともに、構造物の撤去又は掘削時等においては、優れた切削性を有することができるようになる。以下に、このカルシウムアルミネート系鉄鋼スラグについて詳述する。
【0025】
<カルシウムアルミネート系鉄鋼スラグの組成及び特性>
本実施形態にかかるカルシウムアルミネート系鉄鋼スラグは、例えば、ステンレス鋼の製鋼工程において発生する製鋼スラグであり、例えば、精錬炉の一例であるAOD炉において、ステンレス用の溶鋼からクロム等の合金を回収するために、還元期に脱酸剤としてアルミニウムを用いて溶鋼を強制的に脱酸するときに発生する各種の金属酸化物を含む製鋼スラグ等が例示できる。
【0026】
このカルシウムアルミネート系鉄鋼スラグの主要成分の組成は、酸化アルミニウム(Al2O3) 20〜40質量%、酸化カルシウム(CaO) 40〜60質量%、二酸化ケイ素(SiO2) 15質量%以下、酸化マグネシウム(MgO) 5〜15質量%である。なお、SiO2の組成比は、15質量%以下であれば任意の値であってよく、その下限値は例えば0質量%であってもよい。かかるカルシウムアルミネート系鉄鋼スラグの組成は、製鋼条件等に応じて変化するが、平均的な組成は、例えば、Al2O3 30質量%、CaO 50質量%、SiO2 5質量%、MgO 12質量%、残部 Fe、Cr2O3、MnO、FeO、TiO2、S、F等である。
【0027】
主成分が上記範囲のカルシウムアルミネート系鉄鋼スラグ(以下、単に「スラグ」と称する。)は、強い水硬性(セメントのように水と反応して硬化する性質)を有しており、水と混練されると、水和反応が促進され、早い反応速度で水硬するという特性を有する。このため、細骨材として当該スラグをセメント及び水等と混合して、モルタル又はコンクリートを製造することで、従来の細砂を細骨材として用いた場合と比べて、固化したモルタル又はコンクリートの強度を高めることができる。なお、このスラグは、普通ポルトランドセメントと同程度以上の水硬性を有しているため、モルタル又はコンクリート材料におけるセメントの代替物として利用することもできる。
【0028】
また、上記スラグは、大気下で長時間放置する、或いは、強制的に蒸気養生を行うと、塊状の状態から崩壊して微粉化する特性を有している。さらに、本願発明者が鋭意努力して実験を行ったところ、当該粉状のスラグを細骨材として用いたモルタル又はコンクリートは、従来のモルタル又はコンクリートと比べて切削性が高いことが判明した。さらに、上記粉状のスラグを細骨材として用いたモルタル又はコンクリートを、蒸気雰囲気下で養生すると、当該蒸気養生した部分が膨張して、局所的に微小な亀裂(ひび割れ)が発生し、この部分の切削性が更に高まることが判明した。このように、上記スラグを細骨材として用いたモルタル又はコンクリートは、そのままの状態でも切削性に優れるものであり、さらに、蒸気養生を施すことで、切削性が更に向上することが判明した。このようなスラグの崩壊〜微粉化のメカニズム、並びに、当該スラグを含むモルタル又はコンクリートの優れた切削性を有するメカニズムは、次のように考えられる。
【0029】
上記組成のスラグは、nCaO・mAl2O3(カルシウムアルミネート)や、nCaO・mSiO2(カルシウムシリケート)と称される鉱物相からなる(n及びmはモル比)。このうち、カルシウムアルミネートの一部の組成(例えば、12CaO・7Al2O3)及びカルシウムシリケートの一部の組成(例えば、CaO・SiO2)は、非常に水和し易いので、スラグの水硬性が高くなり、この結果、当該スラグを用いたモルタル等の圧縮強度が増加する。また、上記鉱物相のうち、例えば3CaO・SiO2(トリカルシウムシリケート)が冷却過程で変態する際の体積変化(構造変化)によって、塊状のスラグが自然に崩壊して、例えば200μm以下の微粒子まで微粉化する。
【0030】
さらに、この微粉状態のスラグは、上述の強い水硬性以外にも、同程度の粒径の天然細砂と比較して、はるかに大量の水分を吸収できるという特性を有しており、吸水性が極めて高いことが判明した。具体的には、本願発明者の行った実験によれば、粒度が同程度である場合、通常の細砂の最大吸水量が20〜30質量%であるのに対し、上記スラグの最大吸水量は40〜50質量%と非常に高いこことが分かった。ここで、スラグに吸収される40〜50質量%の水分のうち、スラグ内の上述の鉱物相が水和(化学反応)しうる水分量(結晶水の水分量)は、約30質量%程度であり、残りの約10〜20質量%程度の水分は物理的な吸着水であると考えられる。このようにスラグが高い吸水性を有する理由としては、スラグの微粒子中に、例えばゼオライトのような微細な気孔(ポア)が存在するためであると推定される。
【0031】
このようにスラグの微粒子中に微細な気孔が多く含まれているので、当該スラグを用いて製造されたモルタル又はコンクリートは、蒸気養生等の処理を施さないそのままの状態であっても、細砂等を用いた従来のモルタル又はコンクリートよりも、切削性に優れると考えられる。つまり、上記測定したスラグの最大吸水量が極めて高いことから、当該スラグの気孔率も高いといえる。従って、この高い気孔率のスラグを用いて製造されたモルタル又はコンクリートは、その内部に多くの微細な気孔を有しているため、切削性に優れると考えられる。
【0032】
さらに、上記スラグを混合して製造されたモルタル又はコンクリートは、蒸気養生を行なった際に、膨張〜微小亀裂発生という劣化現象を発現し、切削性が更に向上することが判明した。このメカニズムとしては、微粉状態のスラグ中に含まれるMgO成分が、蒸気養生により供給された水蒸気と水和する際に膨張するためであると考えられる。そもそもこのMgOの水和反応は、自然状態では非常にゆっくりと進行することが知られており、蒸気養生は、このMgOの水和反応を強制的に促進させる作用を奏すると考えられる。このような蒸気養生によるモルタル等の劣化現象は、MgO系耐火物を大気中に放置しておくと、自然に崩壊してボロボロになる(所謂「ふける」)という現象に類似する。
【0033】
一般的にスラグ(特に製鋼スラグ)の膨張現象は、スラグ中に含まれる水和性のCaOやMgOが原因であると言われるが、本実施形態にかかる粉状のスラグが蒸気養生時に膨張する主要因は、当該スラグ中のMgO成分が、蒸気中の水分と水和することが原因であると考えられる。この理由は、上記CaOの水和は比較的早く、また、本実施形態にかかるスラグ中では、大半のCaOがnCaO・mAl2O3(カルシウムアルミネート)やnCaO・mSiO2(カルシウムシリケート)といった安定な鉱物相で存在しており、f−CaO(アルミナやシリカと結合していないCaO単体)は少ないからである。
【0034】
以上のメカニズムにより、本実施形態にかかる上記組成のスラグを細骨材として用いたモルタル又はコンクリートは、強度及び切削性の双方に優れることとなると考えられる。
【0035】
<構造物の施工及び切削工法>
次に、上述したスラグを細骨材とするモルタル又はコンクリートを用いて構造物を構築し、この構造物を切削する方法について説明する。
【0036】
上記スラグを含むモルタル又はコンクリート製の構造物を構築する場合、まず、セメント(水硬性組成物)と、本実施形態にかかる粉状のスラグ(細骨材)と、水とを所定の配合比で混練して、流動性を有するモルタル又はコンクリートを生成する。なお、コンクリートを生成する場合には、上記セメント、スラグ及び水に加えて、砂利(粗骨材)も混練する。
【0037】
ここで、これらの材料の配合比について説明する。標準的配合比(質量比)は、一般的なモルタルで「セメント:細砂:水=1:3:0.5」、一般的なコンクリートで「セメント:細砂:砂利:水=1:2:4:0.5」である。これに対して、本実施形態では、細骨材として細砂の代わりにスラグを混合しており、このスラグは吸水性に富むので、水比を通常よりも増加させる。即ち、本実施形態にかかる配合比(質量比)は、例えば、モルタルで「セメント:スラグ:水=1:3:0.8」、コンクリートで「セメント:スラグ:砂利:水=1:2:4:0.8」である。
【0038】
また、セメントとスラグとの配合比(質量比)は、「スラグ:セメント=1:0.1〜30」であることが好ましい。スラグの配合比が、上限値「30」を超える場合には、構造体に必要な強度が低下し易くなり、一方、下限値「0.1」未満である場合には、切削性改善効果が発現し難くなってしまう。スラグの配合比を上記「0.1〜30」の範囲とすることで、構造体に必要な強度を維持しつつ、切削性改善効果を好適に発揮できるモルタル又はコンクリートが得られる。
【0039】
また、上記配合されるスラグの粒度分布としては、平均粒径2μm以下のものが80質量%以上含まれることが好ましい。この理由は、スラグの粒度が小さいほど、緻密な構造体とすることができるためである。従って、平均粒径2μm以下のスラグの含有率は、より多い方が好ましく、その上限値は100質量%である。
【0040】
なお、本実施形態では、細骨材としてスラグのみを使用し、従来の細砂を代替率100%でスラグに代替しているが、本発明はかかる例に限定されず、例えば、細骨材として、細砂(天然砂)とスラグとの混合物などを用いてもよい。これは、そもそものスラグの有する膨張率から推定すると、セメントに対する細骨材の配合比率が多い場合には、従来の細砂からスラグへの代替率が例えば10%程度でも、上記スラグを混合することによる強度及び切削性の改善効果が発現する場合もあるからである。ここで、スラグの配合比率を多くした場合には、水分添加量を多くする必要があるが、強度のために水/セメント比(W/C)を低位にするには、減水剤(AE剤)を添加することもできる。
【0041】
次に、上記のように各材料を混合して得られた未凝固のモルタル又はコンクリートを用いて、構造物の切削対象箇所を構築する。この切削対象箇所は、構造物において将来的に切削が予定されている部位であり、構造物の一部又は全部のいずれであってもよい。この切削対象箇所としては、例えば、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体(詳細は後述する。)、地中連続壁の一部又は全部、構築後に比較的早期に撤去される仮設構造物の一部又は全部(例えば、建築物の仮基礎や、アスファルト敷設前の道路に一時的に敷設されるコンクリート、地盤への配管埋設時における土留め壁、土木工事の仮設用設備など)、構造物の構築後に穿設される開口部(例えば、建築物の壁面における窓や配管挿通用の孔など)、或いは、構造物の表面を一時的に被覆した後に切削・除去される部分(例えば、建築物の内外壁のひび割れの臨時補修目的で塗布されるモルタル、線路又は道路脇の法面やダム又はトンネルの壁面に対して臨時補修目的で吹き付けられる吹き付けコンクリートなど)などが挙げられる。
【0042】
かかる切削対象箇所を構築する場合には、例えば、施工現場において、切削対象箇所の形状に合わせて型枠を組み上げ、当該型枠内に上記モルタル又はコンクリートを流し込んで養生・固化させてもよいし、或いは、予め工場等において、上記モルタル又はコンクリートを固化させて、切削対象箇所に応じた形状の1又は2以上のパーツを成型し、当該パーツを施工現場に搬入して組み立ててもよい。なお、構造物全体が切削対象箇所である場合(例えば、仮設構造物全体を構築後に撤去する場合)には勿論、構造物全体を上記モルタル又はコンクリートで構築してもよい。
【0043】
このように固化されたモルタル又はコンクリートは、上記スラグが有する高い水硬性により各材料が強固に結合されるため、その圧縮強度が、従来のモルタル又はコンクリートと比べて、少なくとも同程度である。従って、上記のように構築された構造物の切削対象箇所は、構造物の維持時に構造物として十分な強度を維持することができ、崩壊することがない。
【0044】
次に、上記のようにして構築された構造物の切削対象箇所のモルタル又はコンクリートを切削する。この切削作業は、適宜の切削手段、例えば、シールド掘進機、コンクリートカッタ、ロードカッタ、削岩機、パワーショベル等の各種の切削機や、ツルハシ等の各種の切削工具などを用いて自動又は手動で行われる。この切削工程では、上記スラグを含むモルタル又はコンクリートは、事前処理を施さないそのままの状態でも切削性に優れているので、切削を容易に行うことができる。
【0045】
さらに、かかる切削工程前に予め、構造物の切削対象箇所に対して、蒸気養生を施すことがより好ましい。この蒸気養生は、切削対象箇所のモルタル又はコンクリートに対して水蒸気を作用させることであり、例えば、水蒸気を吹き付ける水蒸気噴射手段を用いて実行できる。この蒸気養生により、切削対象箇所のモルタル又はコンクリート中のスラグを強制的に膨張させて、微小亀裂を発生させることができるので、当該切削対象箇所の切削性を更に向上させることができる。
【0046】
かかる蒸気養生において作用される水蒸気の温度は、例えば90℃以上であり、当該温度が高い方が、スラグの膨張を促して切削性を向上できる。この観点からは、切削対象箇所を高圧雰囲気下にすることができれば、切削対象箇所に100℃以上の高温の蒸気を当てることができるので、より好ましい。このように切削対象箇所を高圧雰囲気下にする手法としては、例えば、切削対象箇所の少なくとも一側が密封されるように覆った上で、当該覆いの内部に高温高圧の水蒸気を吹き込む手法や、或いは、切削対象箇所に1又は2以上の孔を穿設し、当該孔内に高温高圧の水蒸気を吹き込む手法などがある。
【0047】
<シールド掘進用立坑への適用例>
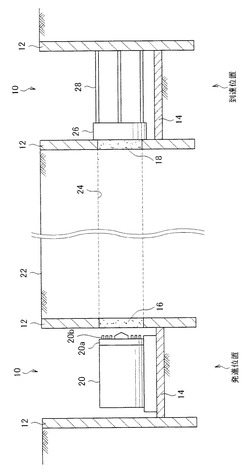
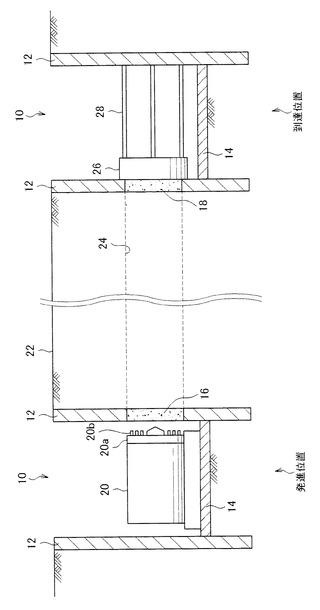
次に、図1〜図3を参照して、本実施形態にかかるスラグを細骨材として用いたコンクリートを、シールド掘進用立坑10における発進又は到達箇所の壁体16、18に適用する例について説明する。なお、図1は本実施形態にかかるシールド掘進用立坑10の概略構成を示す縦断面図である。
【0048】
図1に示すように、シールド掘進用立坑10は、シールド掘進機20を用いて地盤22中にシールドトンネル24を掘削するために、シールド掘進機20の発進位置と到達位置の地盤22を掘削して構築される例えば角状の立坑である。このシールド掘進用立坑10は、例えば鉄筋コンクリート製の側壁12及び底板14などから構成される。側壁12は、立坑の側面に配設されて地盤22が崩壊しないように支持し、底板14は立坑の底部に設けられシールド掘進機20等の機材を支持する。また、到達位置のシールド掘進用立坑10には、シールド掘進機20が到達箇所の壁体18を掘削できるように、当該壁体18の坑内側を押圧するための押圧部材26及び反力梁28が設けられる。
【0049】
かかるシールド掘進用立坑10の側壁12のうち、シールド掘進機20の発進箇所の壁体16と到達箇所の壁体18は、シールドトンネル24の掘削開始時と掘削終了時に、シールド掘進機20によって掘削される切削対象箇所である。このため、発進箇所の壁体16と到達箇所の壁体18は、シールド掘進用立坑10の維持時には地盤22の土圧を支持可能な程度の強度が要求されるとともに、掘削時にはシールド掘進機20により切削可能であることが要求される。そこで、本実施形態にかかるシールド掘進用立坑10では、この発進/到達箇所の壁体16、18を、上述したスラグを細骨材として含むコンクリートを用いて構築する。
【0050】
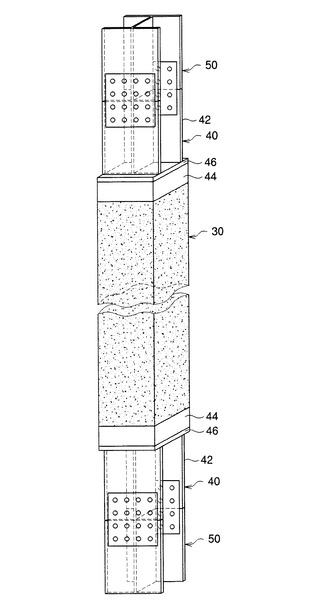
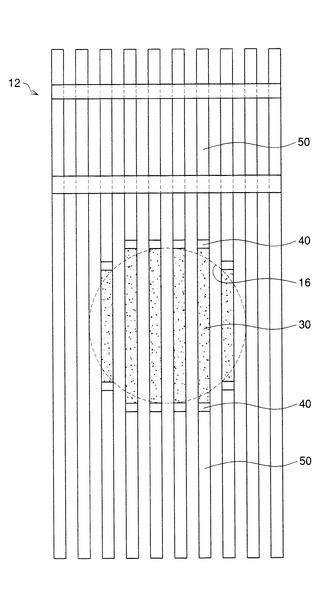
ここで、図2及び図3を参照して、当該コンクリートを用いて、上記発進/到達箇所の壁体16、18を構築する具体例について説明する。なお、図2は本実施形態にかかるスラグを含むコンクリート柱状体が設けられた構成鋼部材を示す斜視図であり、図3は本実施形態にかかるシールド掘進用立坑10の発進箇所の壁体16をシールド掘進機20側から見た正面図である。
【0051】
図2に示すように、上記スラグを細骨材として含むコンクリートを用いて、例えば四角柱状のコンクリート柱状体30を成型する。このコンクリート柱状体30は、上記発進/到達箇所の壁体16、18の形状に応じた大きさに成型される。そして、かかるコンクリート柱状体30の長手方向の両端に、継手部材40を介して、H型鋼等の構成鋼部材50を接合する。この構成鋼部材50は、上記シールド掘進用立坑10の側壁12を構成する補強部材であり、この構成鋼部材50の周囲にコンクリートを打設するなどして側壁12が完成する。継手部材40は、この構成鋼部材50とコンクリート柱状体30とを接合するものであって、連結金具42と、定着治具44とからなる。連結金具42の一端は、構成鋼部材50の端部に対してボルト又は溶接により接合され、連結金具42の他端は、定着治具44の鋼製端板46に連結される。定着治具44は、コンクリート柱状体30の成型時に一体に成型され、コンクリート柱状体30と強固に結合される。このようにして、継手部材40を用いて、上下の構成鋼部材50間に、発進/到達箇所の壁体16、18を構築するためのコンクリート柱状体30を取り付ける。
【0052】
次いで、図3に示すように、上記製造したコンクリート柱状体30付き構成鋼部材50を順次、シールド掘進用立坑10の施工位置の地盤22内に打ち込み、当該複数の構成鋼部材50を所定間隔で配列する。さらに、これらの複数の構成鋼部材50の周囲にコンクリート(図示せず。)を打設して固化することで、シールド掘進用立坑10のシールドトンネル24側の側壁12が構築される。このとき、シールド掘進機20による円形の切削対象箇所(発進箇所の壁体16)の形状に沿うように、コンクリート柱状体30の長さが適宜調節された構成鋼部材50が用いられる。また、発進箇所の壁体16以外の部分は、コンクリート柱状体30を有さずH型鋼等のみで構成された構成鋼部材50が用いられる。なお、上記複数の構成鋼部材50の周囲に打設されるコンクリートは、細砂を細骨材とする一般的なコンクリートを用いてもよいし、上記本実施形態にかかるスラグを細骨材とするコンクリートを用いてもよい。なお、ここでは、発進箇所の壁体16の構築方法について説明したが、到達箇所の壁体18を構築する場合も同様である。
【0053】
次に、再び図1を参照しながら、シールド掘進機20によるシールドトンネル24の掘削工法について説明する。まず、上述した発進位置及び到達位置それぞれに、シールド掘進用立坑10を構築した後に、発進位置のシールド掘進用立坑10内にシールド掘進機20を搬入して、掘削準備を行う。この時点では、シールド掘進用立坑10の発進箇所の壁体16は、地盤圧力に耐えうるだけの十分な強度を有している。
【0054】
次いで、水蒸気噴射装置(図示せず。)を用いて、発進箇所の壁体16に対して水蒸気を吹き付けて蒸気養生する。このとき、水蒸気噴射装置をシールド掘進機20に搭載しておき、シールド掘進機20のヘッド20aから発進箇所の壁体16に対して水蒸気を噴射してもよいし、或いは、水蒸気噴射装置の本体をシールド掘進用立坑10の内部又は外部に設置し、シールド掘進機20を退避させた状態で、水蒸気噴射装置の噴射ノズルから発進箇所の壁体16に対して水蒸気を噴射してもよい。この際、発進箇所の壁体16にドリルで複数の孔を開けておき、この孔の内部に水蒸気を吹き込むようにすれば、発進箇所の壁体16内に高温・高圧の水蒸気を作用させ、好適に蒸気養生できる。
【0055】
その後、シールド掘進機20を発進させ、回転するヘッド20aに設けられたビット20bにより、発進箇所の壁体16を掘削する。このとき、上記蒸気養生により、発進箇所の壁体16を構成するコンクリートが膨張して微小亀裂が発生し、発進箇所の壁体16の切削性が向上しているので、シールド掘進機20は発進箇所の壁体16を容易に掘削できる。
次いで、シールド掘進機20によって地盤22内を略水平方向に掘削してシールドトンネル24を構築していく。そして、到達箇所の壁体18の近傍まで掘削が進行した時点で、上記と同様にして到達箇所の壁体18に対して蒸気養生を行い、到達箇所の壁体18の切削性を向上させる。これにより、シールド掘進機20は、到達箇所の壁体18も容易に掘削することができる。その後、到達箇所の壁体18の掘削完了により、シールドトンネル24が完成し、到達位置のシールド掘進用立坑10からシールド掘進機20が搬出される。
【0056】
以上のように、本実施形態にかかるスラグを細骨材とする特殊なコンクリートを用いて、シールド掘進用立坑10の発進/到達箇所の壁体16、18を構築することにより、シールド掘進用立坑10の維持時(即ち、非掘削時)には、構造物として十分な強度を有することができ、一方、シールド掘進機20による掘削時には、発進/到達箇所の壁体16、18を容易に切削できるようになる。特に、発進/到達箇所の壁体16、18の掘削前に蒸気養生を施すことで、当該壁体16、18の切削性を大幅に向上させることができる。
【0057】
以上、発進/到達箇所の壁体16、18に対して蒸気養生を行う場合について述べてきたが、蒸気養生を行わない場合でも、通常のコンクリートよりは切削性は向上する。
【実施例】
【0058】
次に、本実施形態にかかる上記組成のスラグを用いて製造されたモルタル又はコンクリートが、強度及び切削性に優れることを実証するために行った各種の試験結果について説明する。なお、本発明は以下の実施例に限定されるものではない。
【0059】
<1.スラグ単体の蒸気養生試験結果>
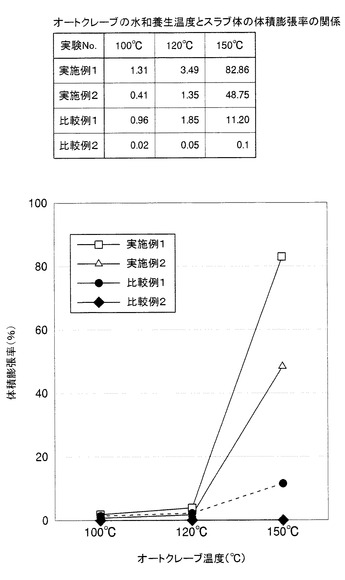
まず、スラグの主要成分の組成が本発明の組成範囲に属する2種のスラグ(実施例1、2)と、当該組成範囲に属しない2種の転炉スラグ(比較例1、2)に関し、スラグ単体成型体を蒸気養生した時の膨張挙動を得るため、オートクレーブ試験を行った結果について説明する。なお、実施例1、2のスラグは、ステンレス鋼の製鋼工程におけるAOD炉での精錬時に発生した製鋼スラグである。表1に、実施例1、2と比較例1、2のスラグの組成等を示す。
【0060】
【表1】

【0061】
まず、本試験の試験条件について説明する。表1に示す各組成のスラグ粉末40gに水4gを添加しスパーテルで十分に混練した後に、25mmφの円筒状金型に入れて、約98MPaで加圧成型を行い、各試験体を成型した。さに、各試験体の寸法を測定後、乾燥収縮による亀裂発生を防止するために湿気中で養生を行った。次いで、上記成型された各試験体をオートクレーブ装置内にセットし、100℃(1気圧:101325Pa)、120℃(2気圧:202650Pa)、150℃(5気圧:506625Pa)の条件下で蒸気養生を行った。さらに、冷却後、オートクレーブ装置内から各試験体を取り出して、試験体の形状が保たれていれば、外径と高さを測定し、体積換算で膨張率を算出した。
【0062】
かかる試験結果を図4に示す。図4に示すように、実施例1、2のスラグ及び比較例1、2のスラグの試験体とも、オートクレーブ装置の処理温度の増加に伴い、膨張率は徐々に増加しているが、このときの膨張率は、本実施例1、2のスラグの試験体が、比較例1、2のスラグの試験体よりも、圧倒的に大きい。例えば、150℃では、比較例1のスラグの試験体の膨張率が11.2%であるの対し、本実施例1、2のスラグの試験体の膨張率は約82.9%、約48.8%であり、少なくとも4〜7倍以上膨張していることが分かる。このようなスラグ単体の蒸気養生試験結果によれば、本発明の組成範囲(Al2O3 20〜40質量%、CaO 40〜60質量%、SiO2 15質量%以下、MgO 5〜15質量%)に属するスラグは、蒸気養生による膨張性が極めて高いといえる。
【0063】
<2.スラグを含むモルタルの蒸気養生試験結果>
次に、上述した実施例1、2の組成(表1参照)のスラグを細骨材として用いたモルタル試験体(以下「実施例1、2のモルタル試験体」と称する。)と、通常の細砂を細骨材として用いたモルタル試験体(標準サンプル)とを作製し、各モルタル試験体を蒸気雰囲気で加熱養生し、体積変化を測定した試験結果について説明する。
【0064】
まず、本試験の試験条件について説明する。標準サンプルとして、セメント180g、細砂540g、水90gを混練(水セメント比 W/C=0.50)して、圧縮強度が約49MPaのJIS A規定モルタルを作製した。また、セメント180gと、実施例1、2のスラグ540gとを混合し、徐々に水を加えていった。このとき、実施例1及び2とも、上記標準サンプルよりも多くの水を加えないと混合ができなかった。このため、上記セメントとスラグに水を徐々に加えていき、濃流動体となったときをモルタルの混練完了とした。このとき加えた水の量は、実施例1のモルタルで144g、実施例2のモルタルで252gであった。このようにして得られた標準サンプル及び実施例1、2の各モルタルを、40×40×150mmの型枠内に打設し、一日後に脱型してモルタル試験体を得た。
【0065】
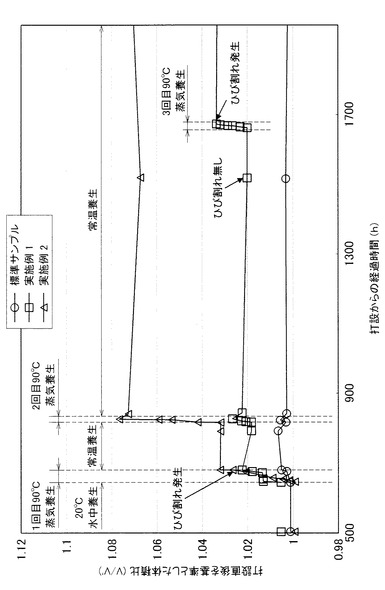
さらに、図5に示すように、これらの標準サンプル及び実施例1、2のモルタル試験体を打設後約1ヶ月間、20℃で水中養生した後に、第1回目の加熱蒸気養生(90℃、32.5時間)を行った。次いで、135.5時間常温で放置して常温養生を行った後に、第2回目の加熱蒸気養生(90℃、10.5時間)を行った。その後、約1ヶ月間常温で放置して常温養生を行った。この途中、実施例1のモルタル試験体のみ第3回目の加熱蒸気養生(90℃、11時間)を行った。このような水中養生、常温養生、蒸気養生期間中には、適宜の時間間隔で、各モルタル試験体の長さ、高さ、幅の寸法を測定して体積Vを算出し、上記打設直後の各モルタル試験体の体積V’との体積比(V/V’)を求めた。なお、蒸気養生時の温度90℃は、試験機に備え付けた温度計で測定したときの値であり、モルタル試験体に対して実際に作用させた水蒸気の温度は90℃より高い温度である。
【0066】
このような各モルタル試験体に対する蒸気養生試験の結果を図5及び図6に示す。図5に示すように、標準サンプルのモルタル試験は、第1及び第2回目の加熱蒸気養生を施しても、ほとんど体積膨張がみられず、最終的な体積比は1.005倍程度であった。これに対し、実施例1、2のモルタル試験体は、第1〜第3回目の加熱蒸気養生を施すたびに、体積が膨張した。特に、実施例2のモルタル試験体の体積膨張が激しく、第2回目の加熱蒸気養生後には、体積比が約1.08倍となるまで膨張した。なお、実施例1、2のモルタル試験体であっても、各蒸気養生を行った後の常温養生時には、体積膨張がほとんど見られなかった。
【0067】
また、試験体のひび割れの発生の有無について検討すると、標準サンプルのモルタル試験は、第1及び第2回目の加熱蒸気養生を施しても、ひび割れが発生しなかった。これに対し、実施例2のモルタル試験体は第1回目の加熱蒸気養生の開始後、約26時間でひび割れが発生した。その後の第2回目の加熱蒸気養生時には、既にひび割れが生じている実施例2のモルタル試験体は、体積比が1.03から1.08倍程度まで膨張しており、ひび割れが生じていない実施例1のモルタル試験体よりも大幅に膨張している。これは、一旦ひび割れが生じると、蒸気養生による体積膨張による強度劣化が加速されることを意味する。また、実施例1のモルタル試験体は、第1回目及び第2回目の加熱蒸気養生の結果(蒸気養生時間:合計43時間)、体積膨張が生じたものの、ひび割れの発生がなかったが、第3回目の加熱蒸気養生を施したところ(蒸気養生時間:合計54時間)、ひび割れが発生した。
【0068】
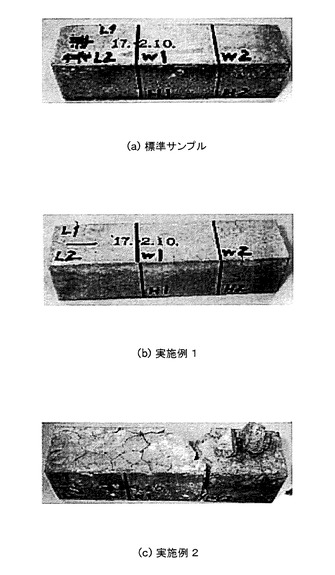
このような蒸気養生試験後の各モルタル試験体を撮影した写真を図6に示す。標準サンプルのモルタル試験体は、ひび割れが全く生じておらず、強度劣化がほとんどみられない(図6(a)参照)。これに対し、実施例1のモルタル試験体は、微小なひび割れが発生しており、強度劣化している(図6(b)参照)。また、実施例2のモルタル試験体は、顕著なひび割れが発生・進行した結果、原形をとどめないまでに崩壊しており、強度劣化が顕著である(図6(c)参照)。
【0069】
以上のようなモルタル試験体の蒸気養生試験結果によれば、本発明の組成範囲に属するスラグを用いて製造されたモルタルは、蒸気養生により、通常のモルタルよりも大幅に膨張してひび割れが発生し、強度劣化し易いことが分かる。このため、打設当初は高い強度を有している上記スラグ含有モルタルに対し、蒸気養生を施すことで、強度劣化を促進させ、切削性を向上できるといえる。
【0070】
<3.スラグを含むモルタルの切削性評価試験結果>
次に、上述した実施例1の組成(表1参照)のスラグを細骨材として用いたモルタル試験体を複数作製し、選択的に蒸気養生を施した後に、切削評価試験を実施した結果について説明する。
【0071】
まず、本試験にかかるモルタル試験体の作製について説明する。最初に、ポルトランドセメント 6000gと、上記実施例1のスラグ 9000gと、水 4000gと、減水剤 60gとを混練(水セメント比 W/C=0.67)して、未凝固のモルタルを作成した。このモルタルを500×500×100mmの鋼枠内に打設し、脱型後に28日間の常温での気中養生により凝固させて、3つのモルタル試験体を得た。このうち2つのモルタル試験体に対して、90℃の蒸気雰囲気中で、それぞれ24時間、48時間の加熱蒸気養生を行った。この結果、24時間の蒸気養生を行った試験体は、膨張に伴う適度なひび割れが発生し、その圧縮強度は材令30日以上で約21MPaであった。一方、48時間の蒸気養生を行った試験体は、膨張に伴う過度なひび割れが発生して崩壊度合いが大きかったので、切削試験対象から除外した。
【0072】
以上のようにして、上述した実施例1のスラグを用いて、28日間の気中養生後に、蒸気養生を行わなかったモルタル試験体(以下「第1試験体」と称する。)と、24時間の蒸気養生を行ったモルタル試験体(以下「第2試験体」と称する。)を作製した。また、比較試験体として、上述した比較例1、2の組成(表1参照)のスラグを用いて、モルタル試験体(以下、それぞれ「比較例1、2の試験体」という。)を作製した。この比較例1、2の試験体は、上記第1試験体と同様にして脱型後に28日間の気中養生を施した後に、蒸気養生を行わずに作製したものである。
【0073】
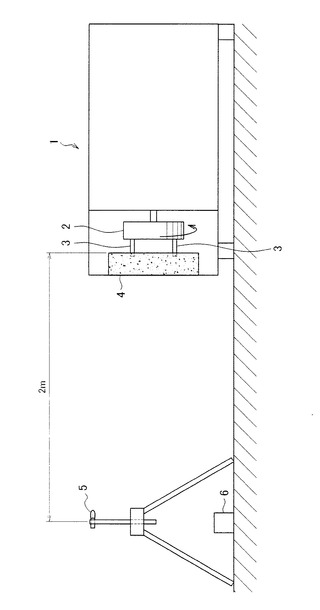
次に、切削試験方法について説明する。本切削試験では、図7に示す切削試験機1を使用した。この切削試験機1は、図7に示すように、電動モータ駆動の横型切削試験機であり、回転可能に軸設された面板2の前面に複数のビット3が装着され、面板2を回転させながら水平方向に押し出すことができる構造を有する。かかる切削試験機1は、周回するビット3を試験体4に対して水平方向に押し込んで、試験体4を円周軌跡で切削することができる。さらに、切削時に生じる騒音及び振動を測定するために、切削試験機1に装着された試験体4から2m離隔した位置に、騒音測定用マイク5と振動計6を設置した。表2に上記切削試験機1及びビット3の仕様と切削試験条件を示す。
【0074】
【表2】
【0075】
かかる切削試験機1を用いて、上述した実施例1の第1、第2試験体(材令110日)の切削試験を行い、切削時の押付力(=押込抵抗)、切削トルク、騒音レベル、振動レベルを測定した。このうち、切削時の押付力及び切削トルクは、被切削物の切削性の優劣を直接的に表す指標となり、また、切削時の騒音レベル及び振動レベルは、被切削物の切削性の優劣を間接的に表す指標となるものである。
【0076】
上記切削試験における各測定結果を表3に示す。なお、表3には、比較試験体として、上記比較例1、2の試験体及び人工木材に関し、上記と同様にして測定した振動レベル、騒音レベル、及び圧縮強度についてもそれぞれ示してある。
【0077】
【表3】
【0078】
まず、第1試験体と第2試験体とを比較する。表3に示すように、蒸気養生を行った第2試験体は、蒸気養生を行わなかった第1試験体よりも、振動レベル、騒音レベル、押付力、切削トルクのいずれもが小さくなっており、膨張による切削性改善効果がみられる。特に、第2試験体の切削時の騒音レベルは68dbと非常に低く、切削に伴う騒音が切削試験機1の駆動に伴う騒音(暗騒音)に隠れてしまうほどであった。また、第1試験体の振動レベル、騒音レベル、押付力、切削トルクは、切削進行に伴って時間が経過するとともに増加する傾向を示したが、第2試験体の振動レベル、騒音レベル、押付力、切削トルクは、切削が進行しても増加せず、ほぼ一定であった。これは、第2試験体では、膨張による亀裂発生が顕著なため、切削時にビット3近傍のモルタルが剥離するので、ビット3側面の摩擦が少なくなることが原因であると考えられる。
【0079】
また、圧縮強度については、第1試験体の圧縮強度は、21.0MPaと高い強度であるのに対し、第2試験体は、蒸気養生による膨張〜崩壊により圧縮強度が測定不能なほどに劣化していた。
【0080】
このような第1試験体と第2試験体との比較結果によれば、同一組成のモルタルでありながら、蒸気養生を行わなかった第1試験体よりも、蒸気養生を行った第2試験体の方が切削性に優れるといえる。従って、本願発明の組成範囲に属するスラグを用いて製造されたモルタルは、蒸気養生を施すことで、膨張による亀裂発生が進行し、切削性が大幅に改善されることが実証されたといえる。
【0081】
次に、本実施形態にかかる第1及び第2試験体と、比較例1の試験体、比較例2の試験体、及び人工木材とを比較する。第1試験体の振動レベル(49dB)は、比較例1の試験体、及び比較例2の試験体の振動レベル(55、60dB)よりも大幅に小さくなっており、人工木材(45dB)に近いレベルまで低下している。この第1試験体と比較例1の試験体との振動レベルの差((55〜60)−49=6〜11dB)は、上記膨張による第1試験体と第2試験体との振動レベルの差(49−46=3dB)よりも大きい。従って、蒸気養生を行っていない第1試験体であっても、比較例1の試験体等と比べて、十分に切削性が改善されているといえる。
【0082】
また、蒸気養生を行った第2試験体は、振動レベル及び騒音レベルの双方とも、比較例1の試験体等と比べて顕著に小さく、切削性に優れた人工木材に匹敵するレベルとなっている。以上の試験結果から、第1及び第2試験体は、比較例1の試験体や比較例2の試験体と比べて、切削性が大幅に改善されていることが実証されたといえる。
【0083】
以上、本実施形態にかかるカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートと、このモルタル又はコンクリートを用いて構築された構造物及びその切削工法について詳述した。本実施形態によれば、上記スラグを含むモルタル又はコンクリートは、従来の切削性に優れた材料(プラスチック発泡体や、発泡コンクリート、人工木材等)よりも高い強度を有し、また、従来の繊維補強材を用いて補強されたコンクリート材よりも切削性に優れている。従って、本実施形態にかかるモルタル又はコンクリートを用いて構築された構造物の切削対象箇所は、構造物を維持するために十分な強度を有しながら、例えば構造物の撤去や掘削等の切削作業時には優れた切削性を発揮することができる。
【0084】
さらに、上記構造物の切削対象箇所に対して蒸気養生を行うことで、当該切削対象箇所に微小な亀裂を発生させることができ、このため、当該切削対象箇所の切削性を大幅に向上させることもできる。このように蒸気養生という事前の簡易処理を行うだけで、構造物の切削性を部分的に改善できるので、構造物の施工上、非常に有用であり、施工労力及び施工コストを低減できる。
【0085】
また、上述した製鋼スラグという産業副生物は、品質のバラつきも少なく、環境親和的なリサイクル材料であるので、モルタル又はコンクリートの材料として好適に有効利用できる。
【0086】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明は係る例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【図面の簡単な説明】
【0087】
【図1】本発明の一実施形態にかかるシールド掘進用立坑の概略構成を示す縦断面図である。
【図2】同実施形態にかかるカルシウムアルミネート系鉄鋼スラグを含むコンクリート柱状体が設けられた構成鋼部材を示す斜視図である。
【図3】同実施形態にかかるシールド掘進用立坑の発進箇所の壁体をシールド掘進機側から見た正面図である。
【図4】本発明の実施例にかかるスラグ単体の蒸気養生試験結果を示す表及びグラフである。
【図5】本発明の実施例にかかるスラグを含むモルタルの蒸気養生試験結果を示すグラフである。
【図6】本発明の実施例にかかるスラグを含むモルタルの蒸気養生試験結果を示す写真である。
【図7】本発明の実施例にかかる切削性評価試験で使用された切削試験機の概略構成を示す説明図である。
【符号の説明】
【0088】
1 切削試験機
2 面板
3 ビット
4 試験体
5 騒音測定用マイク
6 振動計
10 シールド掘進用立坑
12 側壁
14 底板
16 発進箇所の壁体
18 到達箇所の壁体
20 シールド掘進機
22 地盤
24 シールドトンネル
26 押圧部材
28 反力梁
30 コンクリート柱状体
40 継手部材
42 連結金具
44 定着治具
46 鋼製端板
50 構成鋼部材
【技術分野】
【0001】
本発明は、構造物及び切削工法に関し、詳細には、切削性に優れたモルタル又はコンクリート製の構造物及びその切削工法に関する。
【背景技術】
【0002】
従来、構造物の建築資材としてモルタル又はコンクリートが汎用されている。このモルタル又はコンクリートは、構造物を維持するために十分な強度を有することが求められる一方で、構造物の撤去時や、トンネル掘削に伴う切削時などには、切削性に優れることが求められる。例えば、シールド掘進用立坑において、シールド掘進機の発進/到達箇所に設けられる壁体は、掘削前には地盤を安定して支持可能な程度の強度を有し、一方、掘削時にはシールド掘進機のビットにより切削可能であることが求められる。
【0003】
かかるシールド掘進用立坑における上記発進/到達箇所の構造に関しては、各種の改良技術が開示されている。例えば、特許文献1には、シールド掘進用立坑における発進/到達箇所の仕切り壁体として、硬質ウレタン樹脂よりなるプラスチック発泡体を無機繊維で補強した複合材を用いることが記載されている。また、特許文献2には、繊維補強材(FRPロッド等)で補強されたコンクリート材を用いて、シールド掘進用立坑における発進/到達箇所の壁体を構築することが記載されている。
【0004】
また、近年では、製鉄所において発生した高炉スラグや製鋼スラグを、モルタル又はコンクリート材料として利用する技術が盛んに研究されている。例えば、特許文献3には、膨張性因子である遊離石灰を含有する製鋼スラグと、高炉スラグとの混合物を、モルタル又はコンクリートの骨材として利用することが記載されている。
【0005】
【特許文献1】特開平8−303178号公報
【特許文献2】特開2004−115997号公報
【特許文献3】特開2002−179451号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記従来のシールド掘進用立坑の発進/到達箇所の壁体に用いられる材料は、構造物を維持するための強度の要求と、掘削時の切削性の要求の双方を十分に満たしていないという問題があった。例えば、特許文献1に記載の壁体は、プラスチック発泡体を材質としているため、発泡コンクリートや人工木材、石灰砕石コンクリート等と同様、切削性に優れるが、強度が不足していた。一方、特許文献2に記載の壁体は、繊維補強材を用いて補強されたコンクリート材を用いているので、強度は高いものの、切削性の点では更なる改善が要望されていた。
【0007】
また、特許文献3に記載の技術は、製鋼スラグの膨張・崩壊を抑制してコンクリートの骨材として利用可能とすることに主眼をおいたものでおり、スラグを用いて製造されたコンクリートの切削性に関しては、何らの知見も開示されていない。
【0008】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、構造物を維持するための十分な強度を有しながら、例えば撤去や掘削等の作業時には優れた切削性を発揮することが可能なモルタル又はコンクリートで構築された構造物、及びその切削工法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明のある観点によれば、20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて構築された切削対象箇所を有することを特徴とする、構造物が提供される。かかる構成において、上記組成のカルシウムアルミネート系鉄鋼スラグは、その内部に多くの微細な気孔を有していると考えられ、このため、当該スラグを細骨材として含むモルタル又はコンクリートは、細砂等の従来の細骨材を用いたモルタル又はコンクリートと比較して、切削性に優れる。
【0010】
また、上記カルシウムアルミネート系鉄鋼スラグの最大吸水量は、40〜50質量%であってもよい。この場合、当該スラグが微細な気孔を十分に有するといえるので、上記スラグを細骨材として含むモルタル又はコンクリートは切削性が優れたものとなる。
【0011】
また、上記切削対象箇所に対して蒸気養生が施されてもよい。これにより、蒸気養生を施した切削対象箇所のモルタル又はコンクリートを膨張させて、蒸気養生前と比べて切削対象箇所の切削性を向上させることができる。なお、かかる蒸気養生を行っても、切削対象箇所のモルタル又はコンクリートが、ひび割れが発生する程度にまでは膨張しない場合もあるが、この場合であっても切削対象箇所の切削性を向上させることができる。
【0012】
また、蒸気養生を施すことにより、切削対象箇所にひび割れを生じさせてもよい。これにより、切削対象箇所のモルタル又はコンクリートにひび割れ(微小亀裂を含む。)を発生させて、更に強度劣化させ得るため、切削対象箇所の切削性を更に向上させることができる。
【0013】
また、上記モルタル又はコンクリートにおける、セメントとカルシウムアルミネート系鉄鋼スラグとの配合比は、質量比で1:0.1〜30であってもよい。この配合比により、モルタル又はコンクリートは、構造体に必要な強度を維持しつつ、切削性改善効果を好適に発揮できるようになる。
【0014】
また、切削対象箇所は、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体であってもよい。このように、シールド掘進機による切削対象箇所である発進又は到達箇所の壁体を、上記スラグを細骨材として含む切削性に優れたモルタル又はコンクリートで構築することで、発進又は到達箇所の壁体は、掘削前には、シールド掘進用立坑の壁体として十分な強度を有するとともに、掘削時には、シールド掘削機によって比較的容易に掘削可能となる。
【0015】
また、上記課題を解決するために、本発明の別の観点によれば、構造物の切削対象箇所を切削する切削工法であって、20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて切削対象箇所を構築し、切削対象箇所を切削することを特徴とする、切削工法が提供される。上述したように、当該スラグを細骨材として含むモルタル又はコンクリートは切削性に優れる。よって、この切削性に優れたモルタル又はコンクリートを用いて、構造物の切削対象箇所を構築することで、当該切削対象箇所を好適に切削できるようになる。
【0016】
また、上記カルシウムアルミネート系鉄鋼スラグの最大吸水量が、40〜50質量%であるようにしてもよい。この場合、当該スラグが微細な気孔を十分に有するといえるので、上記スラグを細骨材として含むモルタル又はコンクリートは切削性が優れたものとなる。
【0017】
また、上記切削対象箇所の構築後に当該切削対象箇所に対して蒸気養生を施してから、切削対象箇所を切削するようにしてもよい。この蒸気養生により、切削対象箇所のモルタル又はコンクリートに含まれるカルシウムアルミネート系鉄鋼スラグを膨張させて、蒸気養生前と比べて切削対象箇所の切削性を向上させることができる
【0018】
また、上記蒸気養生を施すことにより、切削対象箇所にひび割れを生じさせてから、切削対象箇所を切削するようにしてもよい。これにより、切削対象箇所のモルタル又はコンクリートにひび割れ(微小亀裂を含む。)を発生させて、更に強度劣化させ得るため、切削対象箇所の切削性を更に向上させることができる。
【0019】
また、上記モルタル又はコンクリートにおける、セメントとカルシウムアルミネート系鉄鋼スラグとの配合比は、質量比で1:0.1〜30であってもよい。この配合比により、モルタル又はコンクリートは、構造体に必要な強度を維持しつつ、切削性改善効果を好適に発揮できるようになる。
【0020】
また、上記切削対象箇所は、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体であってもよい。これにより、シールド掘進機による切削対象箇所である発進又は到達箇所の壁体を、掘削前には、シールド掘進用立坑の壁体として十分な強度を有するようにできるとともに、掘削時には、シールド掘削機によって比較的容易に掘削可能にできるようになる。
【発明の効果】
【0021】
本発明によれば、構造物を維持するために十分な強度を有しながら、例えば撤去や掘削等の作業時には優れた切削性を発揮するモルタル又はコンクリートを用いて、構造物の一部又は全部の切削対象箇所を構築できる。
【発明を実施するための最良の形態】
【0022】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
【0023】
<モルタル又はコンクリートの概要>
まず、本発明の一実施形態にかかる構造物を構築するためのモルタル又はコンクリートの概略について説明する。本実施形態にかかるモルタル又はコンクリートは、例えば、ビル、住宅、工場設備等の建築物や、トンネル、道路、ダム、高架橋、港湾設備、河川の護岸、土木工事用の仮設構造物などの各種の構造物を構築するために用いられる建築資材である。一般的に、モルタルは、水硬性組成物(セメント、アスファルト等)と、比較的細かい所定粒径以下の細骨材(細砂、人工軽量骨材等)と、水とを所定の配合比で混合したものである。また、コンクリートは、上記水硬性組成物と、上記細骨材と、比較的粗い所定粒径範囲の粗骨材(砂利、砕石、人工軽量骨材等)と、水とを所定の配合比で混合したものである。このようにモルタルとコンクリートとは、粗骨材が混合されるか否かで区別される。モルタルは、ペースト状で施工性が良いため、構造物の仕上材、目地材、躯体の調整材などに用いられる。一方、コンクリートは、モルタルよりも高強度で安価であり、施工が容易であるため、構造物の構造材に適している。
【0024】
本実施形態では、かかるモルタル又はコンクリートの細骨材として、従来一般的な細砂の代わりに、カルシウムアルミネート系鉄鋼スラグを使用することを特徴としている。このカルシウムアルミネート系鉄鋼スラグの作用により、モルタル又はコンクリートは、構築された構造物の維持時においては、構造物を維持するために十分な強度を有するとともに、構造物の撤去又は掘削時等においては、優れた切削性を有することができるようになる。以下に、このカルシウムアルミネート系鉄鋼スラグについて詳述する。
【0025】
<カルシウムアルミネート系鉄鋼スラグの組成及び特性>
本実施形態にかかるカルシウムアルミネート系鉄鋼スラグは、例えば、ステンレス鋼の製鋼工程において発生する製鋼スラグであり、例えば、精錬炉の一例であるAOD炉において、ステンレス用の溶鋼からクロム等の合金を回収するために、還元期に脱酸剤としてアルミニウムを用いて溶鋼を強制的に脱酸するときに発生する各種の金属酸化物を含む製鋼スラグ等が例示できる。
【0026】
このカルシウムアルミネート系鉄鋼スラグの主要成分の組成は、酸化アルミニウム(Al2O3) 20〜40質量%、酸化カルシウム(CaO) 40〜60質量%、二酸化ケイ素(SiO2) 15質量%以下、酸化マグネシウム(MgO) 5〜15質量%である。なお、SiO2の組成比は、15質量%以下であれば任意の値であってよく、その下限値は例えば0質量%であってもよい。かかるカルシウムアルミネート系鉄鋼スラグの組成は、製鋼条件等に応じて変化するが、平均的な組成は、例えば、Al2O3 30質量%、CaO 50質量%、SiO2 5質量%、MgO 12質量%、残部 Fe、Cr2O3、MnO、FeO、TiO2、S、F等である。
【0027】
主成分が上記範囲のカルシウムアルミネート系鉄鋼スラグ(以下、単に「スラグ」と称する。)は、強い水硬性(セメントのように水と反応して硬化する性質)を有しており、水と混練されると、水和反応が促進され、早い反応速度で水硬するという特性を有する。このため、細骨材として当該スラグをセメント及び水等と混合して、モルタル又はコンクリートを製造することで、従来の細砂を細骨材として用いた場合と比べて、固化したモルタル又はコンクリートの強度を高めることができる。なお、このスラグは、普通ポルトランドセメントと同程度以上の水硬性を有しているため、モルタル又はコンクリート材料におけるセメントの代替物として利用することもできる。
【0028】
また、上記スラグは、大気下で長時間放置する、或いは、強制的に蒸気養生を行うと、塊状の状態から崩壊して微粉化する特性を有している。さらに、本願発明者が鋭意努力して実験を行ったところ、当該粉状のスラグを細骨材として用いたモルタル又はコンクリートは、従来のモルタル又はコンクリートと比べて切削性が高いことが判明した。さらに、上記粉状のスラグを細骨材として用いたモルタル又はコンクリートを、蒸気雰囲気下で養生すると、当該蒸気養生した部分が膨張して、局所的に微小な亀裂(ひび割れ)が発生し、この部分の切削性が更に高まることが判明した。このように、上記スラグを細骨材として用いたモルタル又はコンクリートは、そのままの状態でも切削性に優れるものであり、さらに、蒸気養生を施すことで、切削性が更に向上することが判明した。このようなスラグの崩壊〜微粉化のメカニズム、並びに、当該スラグを含むモルタル又はコンクリートの優れた切削性を有するメカニズムは、次のように考えられる。
【0029】
上記組成のスラグは、nCaO・mAl2O3(カルシウムアルミネート)や、nCaO・mSiO2(カルシウムシリケート)と称される鉱物相からなる(n及びmはモル比)。このうち、カルシウムアルミネートの一部の組成(例えば、12CaO・7Al2O3)及びカルシウムシリケートの一部の組成(例えば、CaO・SiO2)は、非常に水和し易いので、スラグの水硬性が高くなり、この結果、当該スラグを用いたモルタル等の圧縮強度が増加する。また、上記鉱物相のうち、例えば3CaO・SiO2(トリカルシウムシリケート)が冷却過程で変態する際の体積変化(構造変化)によって、塊状のスラグが自然に崩壊して、例えば200μm以下の微粒子まで微粉化する。
【0030】
さらに、この微粉状態のスラグは、上述の強い水硬性以外にも、同程度の粒径の天然細砂と比較して、はるかに大量の水分を吸収できるという特性を有しており、吸水性が極めて高いことが判明した。具体的には、本願発明者の行った実験によれば、粒度が同程度である場合、通常の細砂の最大吸水量が20〜30質量%であるのに対し、上記スラグの最大吸水量は40〜50質量%と非常に高いこことが分かった。ここで、スラグに吸収される40〜50質量%の水分のうち、スラグ内の上述の鉱物相が水和(化学反応)しうる水分量(結晶水の水分量)は、約30質量%程度であり、残りの約10〜20質量%程度の水分は物理的な吸着水であると考えられる。このようにスラグが高い吸水性を有する理由としては、スラグの微粒子中に、例えばゼオライトのような微細な気孔(ポア)が存在するためであると推定される。
【0031】
このようにスラグの微粒子中に微細な気孔が多く含まれているので、当該スラグを用いて製造されたモルタル又はコンクリートは、蒸気養生等の処理を施さないそのままの状態であっても、細砂等を用いた従来のモルタル又はコンクリートよりも、切削性に優れると考えられる。つまり、上記測定したスラグの最大吸水量が極めて高いことから、当該スラグの気孔率も高いといえる。従って、この高い気孔率のスラグを用いて製造されたモルタル又はコンクリートは、その内部に多くの微細な気孔を有しているため、切削性に優れると考えられる。
【0032】
さらに、上記スラグを混合して製造されたモルタル又はコンクリートは、蒸気養生を行なった際に、膨張〜微小亀裂発生という劣化現象を発現し、切削性が更に向上することが判明した。このメカニズムとしては、微粉状態のスラグ中に含まれるMgO成分が、蒸気養生により供給された水蒸気と水和する際に膨張するためであると考えられる。そもそもこのMgOの水和反応は、自然状態では非常にゆっくりと進行することが知られており、蒸気養生は、このMgOの水和反応を強制的に促進させる作用を奏すると考えられる。このような蒸気養生によるモルタル等の劣化現象は、MgO系耐火物を大気中に放置しておくと、自然に崩壊してボロボロになる(所謂「ふける」)という現象に類似する。
【0033】
一般的にスラグ(特に製鋼スラグ)の膨張現象は、スラグ中に含まれる水和性のCaOやMgOが原因であると言われるが、本実施形態にかかる粉状のスラグが蒸気養生時に膨張する主要因は、当該スラグ中のMgO成分が、蒸気中の水分と水和することが原因であると考えられる。この理由は、上記CaOの水和は比較的早く、また、本実施形態にかかるスラグ中では、大半のCaOがnCaO・mAl2O3(カルシウムアルミネート)やnCaO・mSiO2(カルシウムシリケート)といった安定な鉱物相で存在しており、f−CaO(アルミナやシリカと結合していないCaO単体)は少ないからである。
【0034】
以上のメカニズムにより、本実施形態にかかる上記組成のスラグを細骨材として用いたモルタル又はコンクリートは、強度及び切削性の双方に優れることとなると考えられる。
【0035】
<構造物の施工及び切削工法>
次に、上述したスラグを細骨材とするモルタル又はコンクリートを用いて構造物を構築し、この構造物を切削する方法について説明する。
【0036】
上記スラグを含むモルタル又はコンクリート製の構造物を構築する場合、まず、セメント(水硬性組成物)と、本実施形態にかかる粉状のスラグ(細骨材)と、水とを所定の配合比で混練して、流動性を有するモルタル又はコンクリートを生成する。なお、コンクリートを生成する場合には、上記セメント、スラグ及び水に加えて、砂利(粗骨材)も混練する。
【0037】
ここで、これらの材料の配合比について説明する。標準的配合比(質量比)は、一般的なモルタルで「セメント:細砂:水=1:3:0.5」、一般的なコンクリートで「セメント:細砂:砂利:水=1:2:4:0.5」である。これに対して、本実施形態では、細骨材として細砂の代わりにスラグを混合しており、このスラグは吸水性に富むので、水比を通常よりも増加させる。即ち、本実施形態にかかる配合比(質量比)は、例えば、モルタルで「セメント:スラグ:水=1:3:0.8」、コンクリートで「セメント:スラグ:砂利:水=1:2:4:0.8」である。
【0038】
また、セメントとスラグとの配合比(質量比)は、「スラグ:セメント=1:0.1〜30」であることが好ましい。スラグの配合比が、上限値「30」を超える場合には、構造体に必要な強度が低下し易くなり、一方、下限値「0.1」未満である場合には、切削性改善効果が発現し難くなってしまう。スラグの配合比を上記「0.1〜30」の範囲とすることで、構造体に必要な強度を維持しつつ、切削性改善効果を好適に発揮できるモルタル又はコンクリートが得られる。
【0039】
また、上記配合されるスラグの粒度分布としては、平均粒径2μm以下のものが80質量%以上含まれることが好ましい。この理由は、スラグの粒度が小さいほど、緻密な構造体とすることができるためである。従って、平均粒径2μm以下のスラグの含有率は、より多い方が好ましく、その上限値は100質量%である。
【0040】
なお、本実施形態では、細骨材としてスラグのみを使用し、従来の細砂を代替率100%でスラグに代替しているが、本発明はかかる例に限定されず、例えば、細骨材として、細砂(天然砂)とスラグとの混合物などを用いてもよい。これは、そもそものスラグの有する膨張率から推定すると、セメントに対する細骨材の配合比率が多い場合には、従来の細砂からスラグへの代替率が例えば10%程度でも、上記スラグを混合することによる強度及び切削性の改善効果が発現する場合もあるからである。ここで、スラグの配合比率を多くした場合には、水分添加量を多くする必要があるが、強度のために水/セメント比(W/C)を低位にするには、減水剤(AE剤)を添加することもできる。
【0041】
次に、上記のように各材料を混合して得られた未凝固のモルタル又はコンクリートを用いて、構造物の切削対象箇所を構築する。この切削対象箇所は、構造物において将来的に切削が予定されている部位であり、構造物の一部又は全部のいずれであってもよい。この切削対象箇所としては、例えば、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体(詳細は後述する。)、地中連続壁の一部又は全部、構築後に比較的早期に撤去される仮設構造物の一部又は全部(例えば、建築物の仮基礎や、アスファルト敷設前の道路に一時的に敷設されるコンクリート、地盤への配管埋設時における土留め壁、土木工事の仮設用設備など)、構造物の構築後に穿設される開口部(例えば、建築物の壁面における窓や配管挿通用の孔など)、或いは、構造物の表面を一時的に被覆した後に切削・除去される部分(例えば、建築物の内外壁のひび割れの臨時補修目的で塗布されるモルタル、線路又は道路脇の法面やダム又はトンネルの壁面に対して臨時補修目的で吹き付けられる吹き付けコンクリートなど)などが挙げられる。
【0042】
かかる切削対象箇所を構築する場合には、例えば、施工現場において、切削対象箇所の形状に合わせて型枠を組み上げ、当該型枠内に上記モルタル又はコンクリートを流し込んで養生・固化させてもよいし、或いは、予め工場等において、上記モルタル又はコンクリートを固化させて、切削対象箇所に応じた形状の1又は2以上のパーツを成型し、当該パーツを施工現場に搬入して組み立ててもよい。なお、構造物全体が切削対象箇所である場合(例えば、仮設構造物全体を構築後に撤去する場合)には勿論、構造物全体を上記モルタル又はコンクリートで構築してもよい。
【0043】
このように固化されたモルタル又はコンクリートは、上記スラグが有する高い水硬性により各材料が強固に結合されるため、その圧縮強度が、従来のモルタル又はコンクリートと比べて、少なくとも同程度である。従って、上記のように構築された構造物の切削対象箇所は、構造物の維持時に構造物として十分な強度を維持することができ、崩壊することがない。
【0044】
次に、上記のようにして構築された構造物の切削対象箇所のモルタル又はコンクリートを切削する。この切削作業は、適宜の切削手段、例えば、シールド掘進機、コンクリートカッタ、ロードカッタ、削岩機、パワーショベル等の各種の切削機や、ツルハシ等の各種の切削工具などを用いて自動又は手動で行われる。この切削工程では、上記スラグを含むモルタル又はコンクリートは、事前処理を施さないそのままの状態でも切削性に優れているので、切削を容易に行うことができる。
【0045】
さらに、かかる切削工程前に予め、構造物の切削対象箇所に対して、蒸気養生を施すことがより好ましい。この蒸気養生は、切削対象箇所のモルタル又はコンクリートに対して水蒸気を作用させることであり、例えば、水蒸気を吹き付ける水蒸気噴射手段を用いて実行できる。この蒸気養生により、切削対象箇所のモルタル又はコンクリート中のスラグを強制的に膨張させて、微小亀裂を発生させることができるので、当該切削対象箇所の切削性を更に向上させることができる。
【0046】
かかる蒸気養生において作用される水蒸気の温度は、例えば90℃以上であり、当該温度が高い方が、スラグの膨張を促して切削性を向上できる。この観点からは、切削対象箇所を高圧雰囲気下にすることができれば、切削対象箇所に100℃以上の高温の蒸気を当てることができるので、より好ましい。このように切削対象箇所を高圧雰囲気下にする手法としては、例えば、切削対象箇所の少なくとも一側が密封されるように覆った上で、当該覆いの内部に高温高圧の水蒸気を吹き込む手法や、或いは、切削対象箇所に1又は2以上の孔を穿設し、当該孔内に高温高圧の水蒸気を吹き込む手法などがある。
【0047】
<シールド掘進用立坑への適用例>
次に、図1〜図3を参照して、本実施形態にかかるスラグを細骨材として用いたコンクリートを、シールド掘進用立坑10における発進又は到達箇所の壁体16、18に適用する例について説明する。なお、図1は本実施形態にかかるシールド掘進用立坑10の概略構成を示す縦断面図である。
【0048】
図1に示すように、シールド掘進用立坑10は、シールド掘進機20を用いて地盤22中にシールドトンネル24を掘削するために、シールド掘進機20の発進位置と到達位置の地盤22を掘削して構築される例えば角状の立坑である。このシールド掘進用立坑10は、例えば鉄筋コンクリート製の側壁12及び底板14などから構成される。側壁12は、立坑の側面に配設されて地盤22が崩壊しないように支持し、底板14は立坑の底部に設けられシールド掘進機20等の機材を支持する。また、到達位置のシールド掘進用立坑10には、シールド掘進機20が到達箇所の壁体18を掘削できるように、当該壁体18の坑内側を押圧するための押圧部材26及び反力梁28が設けられる。
【0049】
かかるシールド掘進用立坑10の側壁12のうち、シールド掘進機20の発進箇所の壁体16と到達箇所の壁体18は、シールドトンネル24の掘削開始時と掘削終了時に、シールド掘進機20によって掘削される切削対象箇所である。このため、発進箇所の壁体16と到達箇所の壁体18は、シールド掘進用立坑10の維持時には地盤22の土圧を支持可能な程度の強度が要求されるとともに、掘削時にはシールド掘進機20により切削可能であることが要求される。そこで、本実施形態にかかるシールド掘進用立坑10では、この発進/到達箇所の壁体16、18を、上述したスラグを細骨材として含むコンクリートを用いて構築する。
【0050】
ここで、図2及び図3を参照して、当該コンクリートを用いて、上記発進/到達箇所の壁体16、18を構築する具体例について説明する。なお、図2は本実施形態にかかるスラグを含むコンクリート柱状体が設けられた構成鋼部材を示す斜視図であり、図3は本実施形態にかかるシールド掘進用立坑10の発進箇所の壁体16をシールド掘進機20側から見た正面図である。
【0051】
図2に示すように、上記スラグを細骨材として含むコンクリートを用いて、例えば四角柱状のコンクリート柱状体30を成型する。このコンクリート柱状体30は、上記発進/到達箇所の壁体16、18の形状に応じた大きさに成型される。そして、かかるコンクリート柱状体30の長手方向の両端に、継手部材40を介して、H型鋼等の構成鋼部材50を接合する。この構成鋼部材50は、上記シールド掘進用立坑10の側壁12を構成する補強部材であり、この構成鋼部材50の周囲にコンクリートを打設するなどして側壁12が完成する。継手部材40は、この構成鋼部材50とコンクリート柱状体30とを接合するものであって、連結金具42と、定着治具44とからなる。連結金具42の一端は、構成鋼部材50の端部に対してボルト又は溶接により接合され、連結金具42の他端は、定着治具44の鋼製端板46に連結される。定着治具44は、コンクリート柱状体30の成型時に一体に成型され、コンクリート柱状体30と強固に結合される。このようにして、継手部材40を用いて、上下の構成鋼部材50間に、発進/到達箇所の壁体16、18を構築するためのコンクリート柱状体30を取り付ける。
【0052】
次いで、図3に示すように、上記製造したコンクリート柱状体30付き構成鋼部材50を順次、シールド掘進用立坑10の施工位置の地盤22内に打ち込み、当該複数の構成鋼部材50を所定間隔で配列する。さらに、これらの複数の構成鋼部材50の周囲にコンクリート(図示せず。)を打設して固化することで、シールド掘進用立坑10のシールドトンネル24側の側壁12が構築される。このとき、シールド掘進機20による円形の切削対象箇所(発進箇所の壁体16)の形状に沿うように、コンクリート柱状体30の長さが適宜調節された構成鋼部材50が用いられる。また、発進箇所の壁体16以外の部分は、コンクリート柱状体30を有さずH型鋼等のみで構成された構成鋼部材50が用いられる。なお、上記複数の構成鋼部材50の周囲に打設されるコンクリートは、細砂を細骨材とする一般的なコンクリートを用いてもよいし、上記本実施形態にかかるスラグを細骨材とするコンクリートを用いてもよい。なお、ここでは、発進箇所の壁体16の構築方法について説明したが、到達箇所の壁体18を構築する場合も同様である。
【0053】
次に、再び図1を参照しながら、シールド掘進機20によるシールドトンネル24の掘削工法について説明する。まず、上述した発進位置及び到達位置それぞれに、シールド掘進用立坑10を構築した後に、発進位置のシールド掘進用立坑10内にシールド掘進機20を搬入して、掘削準備を行う。この時点では、シールド掘進用立坑10の発進箇所の壁体16は、地盤圧力に耐えうるだけの十分な強度を有している。
【0054】
次いで、水蒸気噴射装置(図示せず。)を用いて、発進箇所の壁体16に対して水蒸気を吹き付けて蒸気養生する。このとき、水蒸気噴射装置をシールド掘進機20に搭載しておき、シールド掘進機20のヘッド20aから発進箇所の壁体16に対して水蒸気を噴射してもよいし、或いは、水蒸気噴射装置の本体をシールド掘進用立坑10の内部又は外部に設置し、シールド掘進機20を退避させた状態で、水蒸気噴射装置の噴射ノズルから発進箇所の壁体16に対して水蒸気を噴射してもよい。この際、発進箇所の壁体16にドリルで複数の孔を開けておき、この孔の内部に水蒸気を吹き込むようにすれば、発進箇所の壁体16内に高温・高圧の水蒸気を作用させ、好適に蒸気養生できる。
【0055】
その後、シールド掘進機20を発進させ、回転するヘッド20aに設けられたビット20bにより、発進箇所の壁体16を掘削する。このとき、上記蒸気養生により、発進箇所の壁体16を構成するコンクリートが膨張して微小亀裂が発生し、発進箇所の壁体16の切削性が向上しているので、シールド掘進機20は発進箇所の壁体16を容易に掘削できる。
次いで、シールド掘進機20によって地盤22内を略水平方向に掘削してシールドトンネル24を構築していく。そして、到達箇所の壁体18の近傍まで掘削が進行した時点で、上記と同様にして到達箇所の壁体18に対して蒸気養生を行い、到達箇所の壁体18の切削性を向上させる。これにより、シールド掘進機20は、到達箇所の壁体18も容易に掘削することができる。その後、到達箇所の壁体18の掘削完了により、シールドトンネル24が完成し、到達位置のシールド掘進用立坑10からシールド掘進機20が搬出される。
【0056】
以上のように、本実施形態にかかるスラグを細骨材とする特殊なコンクリートを用いて、シールド掘進用立坑10の発進/到達箇所の壁体16、18を構築することにより、シールド掘進用立坑10の維持時(即ち、非掘削時)には、構造物として十分な強度を有することができ、一方、シールド掘進機20による掘削時には、発進/到達箇所の壁体16、18を容易に切削できるようになる。特に、発進/到達箇所の壁体16、18の掘削前に蒸気養生を施すことで、当該壁体16、18の切削性を大幅に向上させることができる。
【0057】
以上、発進/到達箇所の壁体16、18に対して蒸気養生を行う場合について述べてきたが、蒸気養生を行わない場合でも、通常のコンクリートよりは切削性は向上する。
【実施例】
【0058】
次に、本実施形態にかかる上記組成のスラグを用いて製造されたモルタル又はコンクリートが、強度及び切削性に優れることを実証するために行った各種の試験結果について説明する。なお、本発明は以下の実施例に限定されるものではない。
【0059】
<1.スラグ単体の蒸気養生試験結果>
まず、スラグの主要成分の組成が本発明の組成範囲に属する2種のスラグ(実施例1、2)と、当該組成範囲に属しない2種の転炉スラグ(比較例1、2)に関し、スラグ単体成型体を蒸気養生した時の膨張挙動を得るため、オートクレーブ試験を行った結果について説明する。なお、実施例1、2のスラグは、ステンレス鋼の製鋼工程におけるAOD炉での精錬時に発生した製鋼スラグである。表1に、実施例1、2と比較例1、2のスラグの組成等を示す。
【0060】
【表1】
【0061】
まず、本試験の試験条件について説明する。表1に示す各組成のスラグ粉末40gに水4gを添加しスパーテルで十分に混練した後に、25mmφの円筒状金型に入れて、約98MPaで加圧成型を行い、各試験体を成型した。さに、各試験体の寸法を測定後、乾燥収縮による亀裂発生を防止するために湿気中で養生を行った。次いで、上記成型された各試験体をオートクレーブ装置内にセットし、100℃(1気圧:101325Pa)、120℃(2気圧:202650Pa)、150℃(5気圧:506625Pa)の条件下で蒸気養生を行った。さらに、冷却後、オートクレーブ装置内から各試験体を取り出して、試験体の形状が保たれていれば、外径と高さを測定し、体積換算で膨張率を算出した。
【0062】
かかる試験結果を図4に示す。図4に示すように、実施例1、2のスラグ及び比較例1、2のスラグの試験体とも、オートクレーブ装置の処理温度の増加に伴い、膨張率は徐々に増加しているが、このときの膨張率は、本実施例1、2のスラグの試験体が、比較例1、2のスラグの試験体よりも、圧倒的に大きい。例えば、150℃では、比較例1のスラグの試験体の膨張率が11.2%であるの対し、本実施例1、2のスラグの試験体の膨張率は約82.9%、約48.8%であり、少なくとも4〜7倍以上膨張していることが分かる。このようなスラグ単体の蒸気養生試験結果によれば、本発明の組成範囲(Al2O3 20〜40質量%、CaO 40〜60質量%、SiO2 15質量%以下、MgO 5〜15質量%)に属するスラグは、蒸気養生による膨張性が極めて高いといえる。
【0063】
<2.スラグを含むモルタルの蒸気養生試験結果>
次に、上述した実施例1、2の組成(表1参照)のスラグを細骨材として用いたモルタル試験体(以下「実施例1、2のモルタル試験体」と称する。)と、通常の細砂を細骨材として用いたモルタル試験体(標準サンプル)とを作製し、各モルタル試験体を蒸気雰囲気で加熱養生し、体積変化を測定した試験結果について説明する。
【0064】
まず、本試験の試験条件について説明する。標準サンプルとして、セメント180g、細砂540g、水90gを混練(水セメント比 W/C=0.50)して、圧縮強度が約49MPaのJIS A規定モルタルを作製した。また、セメント180gと、実施例1、2のスラグ540gとを混合し、徐々に水を加えていった。このとき、実施例1及び2とも、上記標準サンプルよりも多くの水を加えないと混合ができなかった。このため、上記セメントとスラグに水を徐々に加えていき、濃流動体となったときをモルタルの混練完了とした。このとき加えた水の量は、実施例1のモルタルで144g、実施例2のモルタルで252gであった。このようにして得られた標準サンプル及び実施例1、2の各モルタルを、40×40×150mmの型枠内に打設し、一日後に脱型してモルタル試験体を得た。
【0065】
さらに、図5に示すように、これらの標準サンプル及び実施例1、2のモルタル試験体を打設後約1ヶ月間、20℃で水中養生した後に、第1回目の加熱蒸気養生(90℃、32.5時間)を行った。次いで、135.5時間常温で放置して常温養生を行った後に、第2回目の加熱蒸気養生(90℃、10.5時間)を行った。その後、約1ヶ月間常温で放置して常温養生を行った。この途中、実施例1のモルタル試験体のみ第3回目の加熱蒸気養生(90℃、11時間)を行った。このような水中養生、常温養生、蒸気養生期間中には、適宜の時間間隔で、各モルタル試験体の長さ、高さ、幅の寸法を測定して体積Vを算出し、上記打設直後の各モルタル試験体の体積V’との体積比(V/V’)を求めた。なお、蒸気養生時の温度90℃は、試験機に備え付けた温度計で測定したときの値であり、モルタル試験体に対して実際に作用させた水蒸気の温度は90℃より高い温度である。
【0066】
このような各モルタル試験体に対する蒸気養生試験の結果を図5及び図6に示す。図5に示すように、標準サンプルのモルタル試験は、第1及び第2回目の加熱蒸気養生を施しても、ほとんど体積膨張がみられず、最終的な体積比は1.005倍程度であった。これに対し、実施例1、2のモルタル試験体は、第1〜第3回目の加熱蒸気養生を施すたびに、体積が膨張した。特に、実施例2のモルタル試験体の体積膨張が激しく、第2回目の加熱蒸気養生後には、体積比が約1.08倍となるまで膨張した。なお、実施例1、2のモルタル試験体であっても、各蒸気養生を行った後の常温養生時には、体積膨張がほとんど見られなかった。
【0067】
また、試験体のひび割れの発生の有無について検討すると、標準サンプルのモルタル試験は、第1及び第2回目の加熱蒸気養生を施しても、ひび割れが発生しなかった。これに対し、実施例2のモルタル試験体は第1回目の加熱蒸気養生の開始後、約26時間でひび割れが発生した。その後の第2回目の加熱蒸気養生時には、既にひび割れが生じている実施例2のモルタル試験体は、体積比が1.03から1.08倍程度まで膨張しており、ひび割れが生じていない実施例1のモルタル試験体よりも大幅に膨張している。これは、一旦ひび割れが生じると、蒸気養生による体積膨張による強度劣化が加速されることを意味する。また、実施例1のモルタル試験体は、第1回目及び第2回目の加熱蒸気養生の結果(蒸気養生時間:合計43時間)、体積膨張が生じたものの、ひび割れの発生がなかったが、第3回目の加熱蒸気養生を施したところ(蒸気養生時間:合計54時間)、ひび割れが発生した。
【0068】
このような蒸気養生試験後の各モルタル試験体を撮影した写真を図6に示す。標準サンプルのモルタル試験体は、ひび割れが全く生じておらず、強度劣化がほとんどみられない(図6(a)参照)。これに対し、実施例1のモルタル試験体は、微小なひび割れが発生しており、強度劣化している(図6(b)参照)。また、実施例2のモルタル試験体は、顕著なひび割れが発生・進行した結果、原形をとどめないまでに崩壊しており、強度劣化が顕著である(図6(c)参照)。
【0069】
以上のようなモルタル試験体の蒸気養生試験結果によれば、本発明の組成範囲に属するスラグを用いて製造されたモルタルは、蒸気養生により、通常のモルタルよりも大幅に膨張してひび割れが発生し、強度劣化し易いことが分かる。このため、打設当初は高い強度を有している上記スラグ含有モルタルに対し、蒸気養生を施すことで、強度劣化を促進させ、切削性を向上できるといえる。
【0070】
<3.スラグを含むモルタルの切削性評価試験結果>
次に、上述した実施例1の組成(表1参照)のスラグを細骨材として用いたモルタル試験体を複数作製し、選択的に蒸気養生を施した後に、切削評価試験を実施した結果について説明する。
【0071】
まず、本試験にかかるモルタル試験体の作製について説明する。最初に、ポルトランドセメント 6000gと、上記実施例1のスラグ 9000gと、水 4000gと、減水剤 60gとを混練(水セメント比 W/C=0.67)して、未凝固のモルタルを作成した。このモルタルを500×500×100mmの鋼枠内に打設し、脱型後に28日間の常温での気中養生により凝固させて、3つのモルタル試験体を得た。このうち2つのモルタル試験体に対して、90℃の蒸気雰囲気中で、それぞれ24時間、48時間の加熱蒸気養生を行った。この結果、24時間の蒸気養生を行った試験体は、膨張に伴う適度なひび割れが発生し、その圧縮強度は材令30日以上で約21MPaであった。一方、48時間の蒸気養生を行った試験体は、膨張に伴う過度なひび割れが発生して崩壊度合いが大きかったので、切削試験対象から除外した。
【0072】
以上のようにして、上述した実施例1のスラグを用いて、28日間の気中養生後に、蒸気養生を行わなかったモルタル試験体(以下「第1試験体」と称する。)と、24時間の蒸気養生を行ったモルタル試験体(以下「第2試験体」と称する。)を作製した。また、比較試験体として、上述した比較例1、2の組成(表1参照)のスラグを用いて、モルタル試験体(以下、それぞれ「比較例1、2の試験体」という。)を作製した。この比較例1、2の試験体は、上記第1試験体と同様にして脱型後に28日間の気中養生を施した後に、蒸気養生を行わずに作製したものである。
【0073】
次に、切削試験方法について説明する。本切削試験では、図7に示す切削試験機1を使用した。この切削試験機1は、図7に示すように、電動モータ駆動の横型切削試験機であり、回転可能に軸設された面板2の前面に複数のビット3が装着され、面板2を回転させながら水平方向に押し出すことができる構造を有する。かかる切削試験機1は、周回するビット3を試験体4に対して水平方向に押し込んで、試験体4を円周軌跡で切削することができる。さらに、切削時に生じる騒音及び振動を測定するために、切削試験機1に装着された試験体4から2m離隔した位置に、騒音測定用マイク5と振動計6を設置した。表2に上記切削試験機1及びビット3の仕様と切削試験条件を示す。
【0074】
【表2】
【0075】
かかる切削試験機1を用いて、上述した実施例1の第1、第2試験体(材令110日)の切削試験を行い、切削時の押付力(=押込抵抗)、切削トルク、騒音レベル、振動レベルを測定した。このうち、切削時の押付力及び切削トルクは、被切削物の切削性の優劣を直接的に表す指標となり、また、切削時の騒音レベル及び振動レベルは、被切削物の切削性の優劣を間接的に表す指標となるものである。
【0076】
上記切削試験における各測定結果を表3に示す。なお、表3には、比較試験体として、上記比較例1、2の試験体及び人工木材に関し、上記と同様にして測定した振動レベル、騒音レベル、及び圧縮強度についてもそれぞれ示してある。
【0077】
【表3】
【0078】
まず、第1試験体と第2試験体とを比較する。表3に示すように、蒸気養生を行った第2試験体は、蒸気養生を行わなかった第1試験体よりも、振動レベル、騒音レベル、押付力、切削トルクのいずれもが小さくなっており、膨張による切削性改善効果がみられる。特に、第2試験体の切削時の騒音レベルは68dbと非常に低く、切削に伴う騒音が切削試験機1の駆動に伴う騒音(暗騒音)に隠れてしまうほどであった。また、第1試験体の振動レベル、騒音レベル、押付力、切削トルクは、切削進行に伴って時間が経過するとともに増加する傾向を示したが、第2試験体の振動レベル、騒音レベル、押付力、切削トルクは、切削が進行しても増加せず、ほぼ一定であった。これは、第2試験体では、膨張による亀裂発生が顕著なため、切削時にビット3近傍のモルタルが剥離するので、ビット3側面の摩擦が少なくなることが原因であると考えられる。
【0079】
また、圧縮強度については、第1試験体の圧縮強度は、21.0MPaと高い強度であるのに対し、第2試験体は、蒸気養生による膨張〜崩壊により圧縮強度が測定不能なほどに劣化していた。
【0080】
このような第1試験体と第2試験体との比較結果によれば、同一組成のモルタルでありながら、蒸気養生を行わなかった第1試験体よりも、蒸気養生を行った第2試験体の方が切削性に優れるといえる。従って、本願発明の組成範囲に属するスラグを用いて製造されたモルタルは、蒸気養生を施すことで、膨張による亀裂発生が進行し、切削性が大幅に改善されることが実証されたといえる。
【0081】
次に、本実施形態にかかる第1及び第2試験体と、比較例1の試験体、比較例2の試験体、及び人工木材とを比較する。第1試験体の振動レベル(49dB)は、比較例1の試験体、及び比較例2の試験体の振動レベル(55、60dB)よりも大幅に小さくなっており、人工木材(45dB)に近いレベルまで低下している。この第1試験体と比較例1の試験体との振動レベルの差((55〜60)−49=6〜11dB)は、上記膨張による第1試験体と第2試験体との振動レベルの差(49−46=3dB)よりも大きい。従って、蒸気養生を行っていない第1試験体であっても、比較例1の試験体等と比べて、十分に切削性が改善されているといえる。
【0082】
また、蒸気養生を行った第2試験体は、振動レベル及び騒音レベルの双方とも、比較例1の試験体等と比べて顕著に小さく、切削性に優れた人工木材に匹敵するレベルとなっている。以上の試験結果から、第1及び第2試験体は、比較例1の試験体や比較例2の試験体と比べて、切削性が大幅に改善されていることが実証されたといえる。
【0083】
以上、本実施形態にかかるカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートと、このモルタル又はコンクリートを用いて構築された構造物及びその切削工法について詳述した。本実施形態によれば、上記スラグを含むモルタル又はコンクリートは、従来の切削性に優れた材料(プラスチック発泡体や、発泡コンクリート、人工木材等)よりも高い強度を有し、また、従来の繊維補強材を用いて補強されたコンクリート材よりも切削性に優れている。従って、本実施形態にかかるモルタル又はコンクリートを用いて構築された構造物の切削対象箇所は、構造物を維持するために十分な強度を有しながら、例えば構造物の撤去や掘削等の切削作業時には優れた切削性を発揮することができる。
【0084】
さらに、上記構造物の切削対象箇所に対して蒸気養生を行うことで、当該切削対象箇所に微小な亀裂を発生させることができ、このため、当該切削対象箇所の切削性を大幅に向上させることもできる。このように蒸気養生という事前の簡易処理を行うだけで、構造物の切削性を部分的に改善できるので、構造物の施工上、非常に有用であり、施工労力及び施工コストを低減できる。
【0085】
また、上述した製鋼スラグという産業副生物は、品質のバラつきも少なく、環境親和的なリサイクル材料であるので、モルタル又はコンクリートの材料として好適に有効利用できる。
【0086】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明は係る例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【図面の簡単な説明】
【0087】
【図1】本発明の一実施形態にかかるシールド掘進用立坑の概略構成を示す縦断面図である。
【図2】同実施形態にかかるカルシウムアルミネート系鉄鋼スラグを含むコンクリート柱状体が設けられた構成鋼部材を示す斜視図である。
【図3】同実施形態にかかるシールド掘進用立坑の発進箇所の壁体をシールド掘進機側から見た正面図である。
【図4】本発明の実施例にかかるスラグ単体の蒸気養生試験結果を示す表及びグラフである。
【図5】本発明の実施例にかかるスラグを含むモルタルの蒸気養生試験結果を示すグラフである。
【図6】本発明の実施例にかかるスラグを含むモルタルの蒸気養生試験結果を示す写真である。
【図7】本発明の実施例にかかる切削性評価試験で使用された切削試験機の概略構成を示す説明図である。
【符号の説明】
【0088】
1 切削試験機
2 面板
3 ビット
4 試験体
5 騒音測定用マイク
6 振動計
10 シールド掘進用立坑
12 側壁
14 底板
16 発進箇所の壁体
18 到達箇所の壁体
20 シールド掘進機
22 地盤
24 シールドトンネル
26 押圧部材
28 反力梁
30 コンクリート柱状体
40 継手部材
42 連結金具
44 定着治具
46 鋼製端板
50 構成鋼部材
【特許請求の範囲】
【請求項1】
20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて構築された切削対象箇所を有することを特徴とする、構造物。
【請求項2】
前記カルシウムアルミネート系鉄鋼スラグの最大吸水量が、40〜50質量%であることを特徴とする、請求項1に記載の構造物。
【請求項3】
前記切削対象箇所に対して蒸気養生が施されたことを特徴とする、請求項1または2に記載の構造物。
【請求項4】
前記蒸気養生を施すことにより、前記切削対象箇所に、ひび割れを生じさせたことを特徴とする、請求項3に記載の構造物。
【請求項5】
前記モルタル又はコンクリートにおける、セメントと前記カルシウムアルミネート系鉄鋼スラグとの配合比は、質量比で1:0.1〜30であることを特徴とする、請求項1〜4のいずれかに記載の構造物。
【請求項6】
前記切削対象箇所は、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体であることを特徴とする、請求項1〜5のいずれかに記載の構造物。
【請求項7】
構造物の切削対象箇所を切削する切削工法であって、
20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて前記切削対象箇所を構築し、前記切削対象箇所を切削することを特徴とする、切削工法。
【請求項8】
前記カルシウムアルミネート系鉄鋼スラグの最大吸水量が、40〜50質量%であることを特徴とする、請求項7に記載の切削工法。
【請求項9】
前記切削対象箇所の構築後に前記切削対象箇所に対して蒸気養生を施してから、前記切削対象箇所を切削することを特徴とする、請求項7または8に記載の切削工法。
【請求項10】
前記蒸気養生を施すことにより、前記切削対象箇所にひび割れを生じさせてから、前記切削対象箇所を切削することを特徴とする、請求項9に記載の切削工法。
【請求項11】
前記モルタル又はコンクリートにおける、セメントと前記カルシウムアルミネート系鉄鋼スラグとの配合比は、質量比で1:0.1〜30であることを特徴とする、請求項7〜10のいずれかに記載の切削工法。
【請求項12】
前記切削対象箇所は、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体であることを特徴とする、請求項7〜11のいずれかに記載の切削工法。
【請求項1】
20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて構築された切削対象箇所を有することを特徴とする、構造物。
【請求項2】
前記カルシウムアルミネート系鉄鋼スラグの最大吸水量が、40〜50質量%であることを特徴とする、請求項1に記載の構造物。
【請求項3】
前記切削対象箇所に対して蒸気養生が施されたことを特徴とする、請求項1または2に記載の構造物。
【請求項4】
前記蒸気養生を施すことにより、前記切削対象箇所に、ひび割れを生じさせたことを特徴とする、請求項3に記載の構造物。
【請求項5】
前記モルタル又はコンクリートにおける、セメントと前記カルシウムアルミネート系鉄鋼スラグとの配合比は、質量比で1:0.1〜30であることを特徴とする、請求項1〜4のいずれかに記載の構造物。
【請求項6】
前記切削対象箇所は、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体であることを特徴とする、請求項1〜5のいずれかに記載の構造物。
【請求項7】
構造物の切削対象箇所を切削する切削工法であって、
20〜40質量%のAl2O3と、40〜60質量%のCaOと、15質量%以下のSiO2と、5〜15質量%のMgOとを含有するカルシウムアルミネート系鉄鋼スラグを細骨材として含むモルタル又はコンクリートを用いて前記切削対象箇所を構築し、前記切削対象箇所を切削することを特徴とする、切削工法。
【請求項8】
前記カルシウムアルミネート系鉄鋼スラグの最大吸水量が、40〜50質量%であることを特徴とする、請求項7に記載の切削工法。
【請求項9】
前記切削対象箇所の構築後に前記切削対象箇所に対して蒸気養生を施してから、前記切削対象箇所を切削することを特徴とする、請求項7または8に記載の切削工法。
【請求項10】
前記蒸気養生を施すことにより、前記切削対象箇所にひび割れを生じさせてから、前記切削対象箇所を切削することを特徴とする、請求項9に記載の切削工法。
【請求項11】
前記モルタル又はコンクリートにおける、セメントと前記カルシウムアルミネート系鉄鋼スラグとの配合比は、質量比で1:0.1〜30であることを特徴とする、請求項7〜10のいずれかに記載の切削工法。
【請求項12】
前記切削対象箇所は、シールド掘進用立坑においてシールド掘進機により掘削される発進又は到達箇所の壁体であることを特徴とする、請求項7〜11のいずれかに記載の切削工法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−156821(P2008−156821A)
【公開日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願番号】特願2006−343527(P2006−343527)
【出願日】平成18年12月20日(2006.12.20)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(599104369)日鉄コンポジット株式会社 (51)
【出願人】(503378420)新日鐵住金ステンレス株式会社 (247)
【Fターム(参考)】
【公開日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願日】平成18年12月20日(2006.12.20)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(599104369)日鉄コンポジット株式会社 (51)
【出願人】(503378420)新日鐵住金ステンレス株式会社 (247)
【Fターム(参考)】
[ Back to top ]