
構造部品の製造方法
本発明は、特に航空宇宙分野における構造部品を製造する方法を提供する。第1の硬化温度で硬化可能な複合繊維材料から所定形状の未硬化プリプレグ構造体(6)を形成する。次に、未硬化プリプレグ構造体(6)を、第1の硬化温度よりも低い第2の硬化温度で部分的に硬化された複合繊維材料からなる少なくとも一つの保持部(12,13)に接合して、未硬化プリプレグ構造体(6)を所定形状に保持する。更なる方法工程において、少なくとも一つの保持部(12,13)に接合された未硬化プリプレグ構造体(6)を第1の硬化温度で硬化して構造部品を形成する。本発明の基本思想は、寸法的に不安定なプリプレグ構造体を保持するのにこれまで用いられてきた特別なスチールからなる高価な治具の代わりに、プリプレグ構造体(6)よりも低い硬化温度を有する複合繊維材料からなる少なくとも一つの保持部(12,13)を用いることにより、低コストの治具での製造を可能とすることである。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、構造部品の製造方法、特に航空宇宙分野における構造部品の製造方法に関する。
【背景技術】
【0002】
本発明はいずれの構造部品にも適用可能であるが、本発明とその課題を、航空機のT字型ストリンガー補強スキンの製造に関連して詳細に説明する。
【0003】
数多くのT字型ストリンガー補強スキンの製造方法が最新技術から公知である。
【0004】
これら方法の一つに、未硬化のT字型ストリンガーを未硬化のスキン上に配置するものがある。この場合、T字型ストリンガーとスキンはそれぞれ、炭素繊維プラスチック(CFC)プリプレグ材から形成される。更なる工程では、後の硬化工程前およびその工程中にT字型ストリンガーをスキン上の適切な位置に維持し、特にストリンガーウェブの「倒壊」を防止するための治具が用いられる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
CFCプリプレグ材は低い熱膨張係数を有することから、T字型ストリンガー補強スキンの高強度に必要な硬化温度、約125〜180℃に曝しても長さがほとんど変わらないため、治具もそのような低い熱膨張係数を有しかつ硬化温度に耐える材料で形成されなければならない。
【0006】
このため、現在、治具は特別なスチールで製造されており、高いコストを必要とする。このような高コストは、特別なスチール自体の材料費が高いことや治具を製造するための材料の機械加工にかかる費用が高いことが原因となっている。
【0007】
さらに、このような治具は比較的柔軟性に欠ける。つまり、例えば、ストリンガーの形状を変える度に高額な治具の再加工が必要となる。
【0008】
このような治具の更なる不利な点は、特に、長さが最大約35メートルの航空機の翼部を製造するための治具の場合、かなりの重量になってしまい、非常に扱いにくくなることである。
【0009】
このため、本発明は、特別なスチールで形成される上記の治具を利用しない構造部品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明によると、この目的は請求項1の特徴を有する方法により達成される。
【0011】
従って、特に航空宇宙分野における構造部品を以下の方法工程で製造する方法を提供する。まず、硬化可能な複合繊維材料を、第1の硬化温度で所定形状に形成して未硬化プリプレグ構造体を得る。更なる方法工程において、その未硬化プリプレグ構造体を少なくとも一つの保持部に接合し、第2の硬化温度で少なくとも部分的に硬化させて、未硬化プリプレグ構造体を所定形状に維持する。この場合、第2の硬化温度は第1の硬化温度よりも低い。また更なる方法工程において、少なくとも一つの保持部に接合された未硬化プリプレグ構造体を第1の硬化温度で硬化し、構造部品を形成する。
【発明の効果】
【0012】
本発明の基本思想は、特別なスチールからなる高価な治具に代わる、低コストの、硬化時にプリプレグ構造体を保持するための複合繊維材料からなる少なくとも部分的に硬化した保持部を供給することにある。
【0013】
この目的のために、少なくとも部分的に硬化した保持部は、比較的低い硬化温度で既に硬化された複合繊維材料で構成される。このため、比較的高い熱膨張係数を有する材料から少なくとも一つの保持部を製造するための治具を備えてもよい。その結果、材料の選択の幅が広がるので、機械加工しやすくかつ比較的低コストな材料、例えばアルミニウムを、少なくとも一つの保持部を製造するための治具に用いることが可能となる。その結果、少なくとも一つの保持部の製造にかかるコストが低くなる。そして、このように低コストで製造された少なくとも一つの保持部は、ある一定の形で、未硬化であるために寸法的に不安定なプリプレグ構造体に、それを保持するために接合される。
【0014】
複合繊維材料からなる少なくとも一つの保持部には、その熱膨張係数が未硬化プリプレグ構造体の複合繊維材料の熱膨張係数に非常に近いという利点もある。結果として、高い硬化温度での硬化時に、プリプレグ構造体と少なくとも一つの保持部との間に有害な応力が発生しなくなる。
【0015】
従属する請求項は、本発明の方法の有利な改良および発展形態を記載している。
【0016】
上記第1および第2の硬化温度はそれぞれ、プリプレグ構造体の複合繊維材料のマトリックスまたは少なくとも一つの保持部の複合繊維材料のマトリックスが活性化する温度、つまり、各マトリックスの高分子主鎖間で架橋が起こる温度に関係する。
【0017】
本願において、複合繊維材料からなるプリプレグ構造体および複合繊維材料からなる保持部は、繊維構造、特に、好ましくは積層構造を有するテープ構造体で構成されるものと理解される。テープ構造体の繊維は、製造される構造部品の荷重の観点から、最適に設計されることが好ましい。繊維構造および/または繊維構造体には、マトリックス、特にエポキシ樹脂マトリックスが含浸される。
【0018】
未硬化プリプレグ構造体の所定形状への「形成」とは、未硬化プリプレグ構造体の加熱成形を意味するものと理解されることが好ましい。しかし、プリプレグ構造体を所定の形状、例えば、治具または少なくとも一つの保持部自体に被着させることにより、ある一定形状への「形成」を行うことも可能である。
【0019】
「未硬化プリプレグ構造体」とは、非硬化でさらに湿潤したプリプレグ構造体または、部分硬化したプリプレグ構造体を意味するものと理解される。
【0020】
本発明の発展形態によると、少なくとも一つの保持部は、接合工程において、未硬化プリプレグ構造体に、特に同一平面で堅固に接合され、一体成形構造部品を形成する。原理的には、適切な固定手段、例えばピンだけで、保持部を未硬化プリプレグ構造体に接合し、この状態で両者を硬化することが考えられる。しかし、少なくとも一つの保持部を未硬化プリプレグ構造体に堅固に接合すると、よりさらに安定した構造部品が達成できる。
【0021】
本発明の一実施形態では、未硬化プリプレグ構造体と少なくとも一つの保持部とを共に押し付けることにより、未硬化プリプレグ構造体を少なくとも一つの保持部に接合する。その結果、特に、プリプレグ構造体のマトリックス流により、保持部がプリプレグ構造体に有利に埋め込まれる。製造される構造部品の強度は概ね高くなる。
【0022】
本発明の一実施形態では、少なくとも一つの保持部は、接合前に、形成されるプリプレグ構造体の外輪郭に対応する内輪郭を備えて形成される。このため、保持部とプリプレグ構造体との間において、できるだけ広い面積での接触、特に、全面にわたる密着状態を達成することができる。これにより、プリプレグ構造体が良好に支持される。
【0023】
本発明の発展形態によると、少なくとも一つの保持部は、接合前に、中立折曲げ線に対して縮長した領域からの材料のだぶつきをなくすため、少なくとも一つの保持部に適切な切り込みが切られて、半径を有する湾曲状に形成される。中立折曲げ線は一般的に、材料が伸長も折曲げによる縮長もされていない湾曲体の領域を規定する。縮長領域は、中立折曲げ線に対して半径側に位置する。切り込みは、例えば、保持部において略三角形の切り目で形成され、縮長領域において保持部の一部が座屈するのを防止する。更なる工程において、切り込みにより部分的に途切れた縮長領域の複合繊維材料は、例えば、互いに接合され、特に、互いに接着され得る。この方法により、湾曲した保持部を非常に簡単に製造することができ、得られた保持部は、曲面を有する構造部品を製造するのに用いられ得る。これの更なる利点は、保持部を製造するための治具に変更を加えることなく、保持部自体を湾曲状に形成できることである。このため、製造コストを更に減らすことができる。
【0024】
本発明の発展形態では、プリプレグ構造体は、接合前または接合中に、プロファイル、特に、ブレードを間に挟んだ二つのL字型プロファイルからなるT字型プロファイルとして形成され、および/または少なくとも一つの保持部は、プロファイル、特にL字型プロファイルとして設計され得る。本願において、「プロファイル」とは、本質的に一定断面を有し、以下で「長手方向」と記載される空間的方向に延びる部品を意味するものと理解される。「ブレード」とは、特にストリンガー内において、幾何学的に区分されたユニットを形成する複合繊維材料からなる強化層を指すものと理解される。この場合、まず、プリプレグ構造体のL字型プロファイルを、例えば、L字型プロファイルとして設計された保持部に被着し得る。更なる工程において、プリプレグ構造体のL字型プロファイルの一つにブレードを配置する。次に、二つの保持部を共に押し付けて、プリプレグ構造体を二つの保持部間で維持する。このような方法で、T字型プロファイルとして設計された構造部品を簡単に製造することができる。
【0025】
更なる実施形態によると、その間にプリプレグ構造体を収容する二つの保持部を設ける。本願において、「収容」とは、部分的または全体的に収容することを指す。これにより、寸法がまだ不安定なプリプレグ構造体を支持することが可能となる。
【0026】
本発明の発展形態によると、この二つの保持部を少なくとも部分的に互いに接触させる。これにより、特に、硬化されたプリプレグ構造体に占有されるこの二つの保持部間の空間を正確に規定することができる。
【0027】
発展形態によると、少なくとも一つの保持部に接合された未硬化プリプレグ構造体を、硬化前に、複合繊維材料からなるスキン上に、特に、プリプレグ構造体および/または少なくとも一つの保持部をスキンに接触させた状態で配置する。これにより、後の硬化工程において、スキンが片面でプリプレグ構造体を支持し、少なくとも一つの保持部が、特にプリプレグ構造体の一つのウェブを支持するストリンガー補強スキンを製造することができる。
【0028】
本発明のさらなる実施形態によると、プリプレグ構造体のマトリックスは、特に110〜200℃の温度範囲内で硬化する高温硬化剤、特に、ジアミノジフェニルスルホンを含み、かつ/または少なくとも一つの保持部のマトリックスは、特に、20〜100℃の温度範囲内で硬化する低温硬化剤、特に、イソホロンジアミンまたは無水物系低温硬化剤を含む。低コスト材料を保持部を製造するための治具に用いることができるため、高温硬化剤で構造部品の所期の強度特性を達成し、低温硬化剤で構造部品の製造コストの低減を達成することができる。
【0029】
本発明の発展形態によると、プリプレグ構造体の複合繊維材料は、炭素繊維を有し、かつ/または少なくとも一つの保持部の複合繊維材料は、ガラス繊維および/または炭素繊維および/または天然繊維を有する。保持部の炭素繊維は、高品質でないため、非常に好適な繊維であることが好ましい。これにより、保持部を低コストで製造しながら、所期の高強度を有する構造部品を得ることができる。保持部をガラス繊維プラスチック(GFP)で形成する場合、構造部品の切り欠き棒衝撃強度が増すという更なる利点がある。また、構造部品を金属接合要素に接合した場合に、腐食および落雷の防護性が向上される。
【0030】
構造部品は、ストリンガー、リブ、または、少なくとも一つのストリンガーもしくは少なくとも一つのリブを有するスキンとして設計されることが好ましい。
【0031】
本発明を、添付図面を参照しながら例示的な実施形態に基づいてより詳細に説明する。
【図面の簡単な説明】
【0032】
【図1】本発明の例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す断面図である。
【図2】本発明の更なる例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す断面図である。
【図3】本発明の更なる例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す断面斜視図である。
【図4】本発明のまた更なる例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す断面図である。
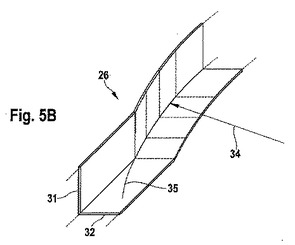
【図5】図5Aは、本発明のまた更なる例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す斜視図である。図5Bは、図5Aの例示的な実施形態に係る更なるある特定の時点の構造部分の状態を示す斜視図である。
【発明を実施するための形態】
【0033】
上記図面において、特に明記しない限り、同一または機能的に同一である部品には同一の参照符号を付すものとする。
【0034】
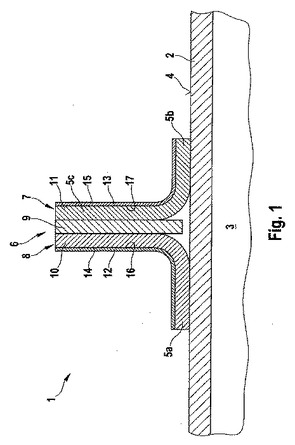
図1は、本発明の例示的な実施形態に係る方法の方法状態を示す断面図である。
【0035】
構成1は、積層デバイス3上に配置された、好ましくは非硬化CFCからなるスキン2を備えている。その上面側4で、スキン2は、T字型断面を有する未硬化プリプレグ構造体6の足部5a,5bに堅固に接合して接触している。未硬化プリプレグ構造体6は、好ましくはエポキシ樹脂マトリックスを有する未硬化のCFCテープ構造体からなるブレード9を間に挟んだ、好ましくはエポキシ樹脂マトリックスを有する未硬化のCFCテープ構造体からそれぞれなり、鏡対称である二つのL字型プロファイル7,8を押し付けることにより製造される。ブレード9は、L字型プロファイル7と8の二つの脚部10,11と共に、プリプレグ構造体6のウェブ5cを形成する。プリプレグ構造体6自体のL字型プロファイル7,8は、加熱成形により、図示のL字型形状にされていることが好ましい。
【0036】
プリプレグ6は、未硬化のままでは寸法が不安定な状態である。図1に示すプリプレグ構造体6のT字型形状を保つために、二つの寸法安定性を有し、好ましくは、少なくとも部分的に硬化したGFP(ガラス繊維プラスチック)からなるL字型プロファイルとしてそれぞれ設計された保持部12,13を鏡対称となるように備える。この場合、特にプリプレグ構造体6のウェブ5cは、保持部12,13により支持される。この目的のために、プリプレグ構造体6のL字型プロファイル7と8の外輪郭14,15を保持部12と13の内輪郭16と17にそれぞれ堅固に接合して接触させる。
【0037】
保持部12,13は、約80℃の硬化温度で、冷〔低温〕硬化剤、例えばイソホロンジアミンの活性化により、アルミニウムまたはアルミニウム合金からなる治具を用いて製造される。この場合、保持部12,13は、その低温硬化剤を含んだエポキシ樹脂マトリックスを含浸したガラス繊維構造体からなる二つの層で構成される構造を有することが好ましい。
【0038】
構造部品を形成するため、図1の構成1を真空バッグに入れ、例えばオートクレーブ(不図示)で硬化する。硬化は、約180℃のオートクレーブ内で行われ、適切な高温硬化剤、例えばジアミノジフェニルスルホンが、プリプレグ構造体6、すなわち、L字型プロファイル7,8とブレード9のマトリックスにおいて硬化される。その時、製造された構造部品は、図1に示す構成1に略形成されるが、全ての構成要素2,6,12,13は硬化し互いにしっかりと接合されて一体となり、スキン上にストリンガーを形成する。
【0039】
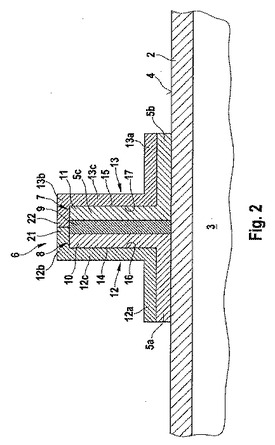
図2の例示的な実施形態は、保持部12,13が、足部12a,12bと13a,13bにそれぞれ直角に延びるウェブ12cと13cを有するZ字型プロファイルとして設計されている点が、図1の例示的な実施形態とは異なる。ここでは、保持部12,13を、足部12b,13bに配された端部21,22で、好ましくは、プリプレグ構造体6のウェブ5cとブレード9の領域で互いに接触させる。
【0040】
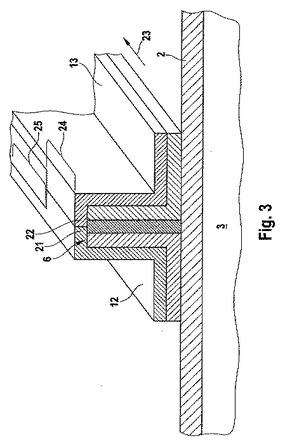
図2の例示的な実施形態では、図3から分かるように、部分的にのみ接触させることができる。この場合、保持部12,13の端部21,22は、セクション24に沿った長手方向23で接触し、長手方向23のセクション24につながるセクション25において凹んでいる。これにより、既に述べたように、保持要素12,13は互いに規定された距離に配置されるので、材料、延いては重量を同時に節約できるという利点も得られる。
【0041】
図4に係る例示的な実施形態は、端部21,22がブレードに接触した状態でブレード9が端部21,22間から延出している点が、図2に示す例示的な実施形態とは異なる。これにより、保持部12,13間において一定距離が確保される。
【0042】
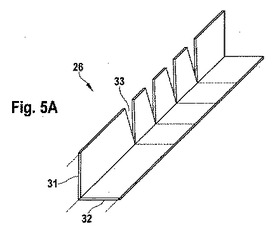
図5Aは、脚部31,32を有する少なくとも部分的に硬化したGFPからなるL字型プロファイル26を示し、脚部31には、(一例として参照符号33で示す)三角形の切り込みが切られている。図5Bに示すように、L字型プロファイル26は、半径34で湾曲している。ここで、中立折曲げ線35は、本質的に脚部32の平面で延びている。L字型プロファイル36が湾曲した状態では切り込み33は閉じ、これを接着することにより、安定したL字型プロファイル26が製造され、上述した例示的な実施形態に係る保持部12または13として用いられ得る。
【0043】
以上、幾つかの例示的な実施形態を参照して本発明を説明したが、本発明は上記実施形態に限定されるものではなく、種々の方法で変更され得る。
【0044】
例えば、未硬化プリプレグ構造体の代わりに、非含浸繊維成形品を用いてもよい。この場合、高温硬化剤を含むマトリックスが含浸されていない繊維成形品を、その成形品を所定形状に保持するための、低温硬化剤で少なくとも部分的に硬化された少なくとも一つの保持部に接合されるまで、またはその内部に被着されるまで硬化する。
【0045】
本発明は、以下の方法工程を含む特に航空宇宙分野における構造部品を製造する方法を提供する。まず、第1の硬化温度で硬化可能な複合繊維材料を所定形状の未硬化プリプレグ構造体に形成する。次に、未硬化プリプレグ構造体を、第1の硬化温度よりも低い第2の硬化温度で部分的に硬化された複合繊維材料からなる少なくとも一つの保持部に接合して、未硬化プリプレグ構造体を所定形状に保持する。更なる方法工程において、少なくとも一つの保持部に接合された未硬化プリプレグ構造体を第1の硬化温度で硬化して構造部品を形成する。本発明の基本思想は、寸法的に不安定なプリプレグ構造体を保持するのにこれまで用いられてきた特別なスチールからなる高価な治具の代わりに、プリプレグ構造体よりも低い硬化温度を有する複合繊維材料からなる少なくとも一つの保持部を用いることにより、低コストの治具での製造を可能とすることである。
【符号の説明】
【0046】
1 構成
2 スキン
3 積層デバイス
4 表面
5a 足部
5b 足部
5c ウェブ
6 プリプレグ構造体
7 L字型プロファイル
8 L字型プロファイル
9 ブレード
12 保持部
12a 足部
12b 足部
12c ウェブ
13 保持部
13a 足部
13b 足部
13c ウェブ
14 外輪郭
15 外輪郭
16 内輪郭
17 内輪郭
21 端部
22 端部
23 長手方向
24 セクション
25 セクション
26 L字型プロファイル
31 脚部
32 脚部
33 切り込み
34 半径
35 折曲げ線
【技術分野】
【0001】
本発明は、構造部品の製造方法、特に航空宇宙分野における構造部品の製造方法に関する。
【背景技術】
【0002】
本発明はいずれの構造部品にも適用可能であるが、本発明とその課題を、航空機のT字型ストリンガー補強スキンの製造に関連して詳細に説明する。
【0003】
数多くのT字型ストリンガー補強スキンの製造方法が最新技術から公知である。
【0004】
これら方法の一つに、未硬化のT字型ストリンガーを未硬化のスキン上に配置するものがある。この場合、T字型ストリンガーとスキンはそれぞれ、炭素繊維プラスチック(CFC)プリプレグ材から形成される。更なる工程では、後の硬化工程前およびその工程中にT字型ストリンガーをスキン上の適切な位置に維持し、特にストリンガーウェブの「倒壊」を防止するための治具が用いられる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
CFCプリプレグ材は低い熱膨張係数を有することから、T字型ストリンガー補強スキンの高強度に必要な硬化温度、約125〜180℃に曝しても長さがほとんど変わらないため、治具もそのような低い熱膨張係数を有しかつ硬化温度に耐える材料で形成されなければならない。
【0006】
このため、現在、治具は特別なスチールで製造されており、高いコストを必要とする。このような高コストは、特別なスチール自体の材料費が高いことや治具を製造するための材料の機械加工にかかる費用が高いことが原因となっている。
【0007】
さらに、このような治具は比較的柔軟性に欠ける。つまり、例えば、ストリンガーの形状を変える度に高額な治具の再加工が必要となる。
【0008】
このような治具の更なる不利な点は、特に、長さが最大約35メートルの航空機の翼部を製造するための治具の場合、かなりの重量になってしまい、非常に扱いにくくなることである。
【0009】
このため、本発明は、特別なスチールで形成される上記の治具を利用しない構造部品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明によると、この目的は請求項1の特徴を有する方法により達成される。
【0011】
従って、特に航空宇宙分野における構造部品を以下の方法工程で製造する方法を提供する。まず、硬化可能な複合繊維材料を、第1の硬化温度で所定形状に形成して未硬化プリプレグ構造体を得る。更なる方法工程において、その未硬化プリプレグ構造体を少なくとも一つの保持部に接合し、第2の硬化温度で少なくとも部分的に硬化させて、未硬化プリプレグ構造体を所定形状に維持する。この場合、第2の硬化温度は第1の硬化温度よりも低い。また更なる方法工程において、少なくとも一つの保持部に接合された未硬化プリプレグ構造体を第1の硬化温度で硬化し、構造部品を形成する。
【発明の効果】
【0012】
本発明の基本思想は、特別なスチールからなる高価な治具に代わる、低コストの、硬化時にプリプレグ構造体を保持するための複合繊維材料からなる少なくとも部分的に硬化した保持部を供給することにある。
【0013】
この目的のために、少なくとも部分的に硬化した保持部は、比較的低い硬化温度で既に硬化された複合繊維材料で構成される。このため、比較的高い熱膨張係数を有する材料から少なくとも一つの保持部を製造するための治具を備えてもよい。その結果、材料の選択の幅が広がるので、機械加工しやすくかつ比較的低コストな材料、例えばアルミニウムを、少なくとも一つの保持部を製造するための治具に用いることが可能となる。その結果、少なくとも一つの保持部の製造にかかるコストが低くなる。そして、このように低コストで製造された少なくとも一つの保持部は、ある一定の形で、未硬化であるために寸法的に不安定なプリプレグ構造体に、それを保持するために接合される。
【0014】
複合繊維材料からなる少なくとも一つの保持部には、その熱膨張係数が未硬化プリプレグ構造体の複合繊維材料の熱膨張係数に非常に近いという利点もある。結果として、高い硬化温度での硬化時に、プリプレグ構造体と少なくとも一つの保持部との間に有害な応力が発生しなくなる。
【0015】
従属する請求項は、本発明の方法の有利な改良および発展形態を記載している。
【0016】
上記第1および第2の硬化温度はそれぞれ、プリプレグ構造体の複合繊維材料のマトリックスまたは少なくとも一つの保持部の複合繊維材料のマトリックスが活性化する温度、つまり、各マトリックスの高分子主鎖間で架橋が起こる温度に関係する。
【0017】
本願において、複合繊維材料からなるプリプレグ構造体および複合繊維材料からなる保持部は、繊維構造、特に、好ましくは積層構造を有するテープ構造体で構成されるものと理解される。テープ構造体の繊維は、製造される構造部品の荷重の観点から、最適に設計されることが好ましい。繊維構造および/または繊維構造体には、マトリックス、特にエポキシ樹脂マトリックスが含浸される。
【0018】
未硬化プリプレグ構造体の所定形状への「形成」とは、未硬化プリプレグ構造体の加熱成形を意味するものと理解されることが好ましい。しかし、プリプレグ構造体を所定の形状、例えば、治具または少なくとも一つの保持部自体に被着させることにより、ある一定形状への「形成」を行うことも可能である。
【0019】
「未硬化プリプレグ構造体」とは、非硬化でさらに湿潤したプリプレグ構造体または、部分硬化したプリプレグ構造体を意味するものと理解される。
【0020】
本発明の発展形態によると、少なくとも一つの保持部は、接合工程において、未硬化プリプレグ構造体に、特に同一平面で堅固に接合され、一体成形構造部品を形成する。原理的には、適切な固定手段、例えばピンだけで、保持部を未硬化プリプレグ構造体に接合し、この状態で両者を硬化することが考えられる。しかし、少なくとも一つの保持部を未硬化プリプレグ構造体に堅固に接合すると、よりさらに安定した構造部品が達成できる。
【0021】
本発明の一実施形態では、未硬化プリプレグ構造体と少なくとも一つの保持部とを共に押し付けることにより、未硬化プリプレグ構造体を少なくとも一つの保持部に接合する。その結果、特に、プリプレグ構造体のマトリックス流により、保持部がプリプレグ構造体に有利に埋め込まれる。製造される構造部品の強度は概ね高くなる。
【0022】
本発明の一実施形態では、少なくとも一つの保持部は、接合前に、形成されるプリプレグ構造体の外輪郭に対応する内輪郭を備えて形成される。このため、保持部とプリプレグ構造体との間において、できるだけ広い面積での接触、特に、全面にわたる密着状態を達成することができる。これにより、プリプレグ構造体が良好に支持される。
【0023】
本発明の発展形態によると、少なくとも一つの保持部は、接合前に、中立折曲げ線に対して縮長した領域からの材料のだぶつきをなくすため、少なくとも一つの保持部に適切な切り込みが切られて、半径を有する湾曲状に形成される。中立折曲げ線は一般的に、材料が伸長も折曲げによる縮長もされていない湾曲体の領域を規定する。縮長領域は、中立折曲げ線に対して半径側に位置する。切り込みは、例えば、保持部において略三角形の切り目で形成され、縮長領域において保持部の一部が座屈するのを防止する。更なる工程において、切り込みにより部分的に途切れた縮長領域の複合繊維材料は、例えば、互いに接合され、特に、互いに接着され得る。この方法により、湾曲した保持部を非常に簡単に製造することができ、得られた保持部は、曲面を有する構造部品を製造するのに用いられ得る。これの更なる利点は、保持部を製造するための治具に変更を加えることなく、保持部自体を湾曲状に形成できることである。このため、製造コストを更に減らすことができる。
【0024】
本発明の発展形態では、プリプレグ構造体は、接合前または接合中に、プロファイル、特に、ブレードを間に挟んだ二つのL字型プロファイルからなるT字型プロファイルとして形成され、および/または少なくとも一つの保持部は、プロファイル、特にL字型プロファイルとして設計され得る。本願において、「プロファイル」とは、本質的に一定断面を有し、以下で「長手方向」と記載される空間的方向に延びる部品を意味するものと理解される。「ブレード」とは、特にストリンガー内において、幾何学的に区分されたユニットを形成する複合繊維材料からなる強化層を指すものと理解される。この場合、まず、プリプレグ構造体のL字型プロファイルを、例えば、L字型プロファイルとして設計された保持部に被着し得る。更なる工程において、プリプレグ構造体のL字型プロファイルの一つにブレードを配置する。次に、二つの保持部を共に押し付けて、プリプレグ構造体を二つの保持部間で維持する。このような方法で、T字型プロファイルとして設計された構造部品を簡単に製造することができる。
【0025】
更なる実施形態によると、その間にプリプレグ構造体を収容する二つの保持部を設ける。本願において、「収容」とは、部分的または全体的に収容することを指す。これにより、寸法がまだ不安定なプリプレグ構造体を支持することが可能となる。
【0026】
本発明の発展形態によると、この二つの保持部を少なくとも部分的に互いに接触させる。これにより、特に、硬化されたプリプレグ構造体に占有されるこの二つの保持部間の空間を正確に規定することができる。
【0027】
発展形態によると、少なくとも一つの保持部に接合された未硬化プリプレグ構造体を、硬化前に、複合繊維材料からなるスキン上に、特に、プリプレグ構造体および/または少なくとも一つの保持部をスキンに接触させた状態で配置する。これにより、後の硬化工程において、スキンが片面でプリプレグ構造体を支持し、少なくとも一つの保持部が、特にプリプレグ構造体の一つのウェブを支持するストリンガー補強スキンを製造することができる。
【0028】
本発明のさらなる実施形態によると、プリプレグ構造体のマトリックスは、特に110〜200℃の温度範囲内で硬化する高温硬化剤、特に、ジアミノジフェニルスルホンを含み、かつ/または少なくとも一つの保持部のマトリックスは、特に、20〜100℃の温度範囲内で硬化する低温硬化剤、特に、イソホロンジアミンまたは無水物系低温硬化剤を含む。低コスト材料を保持部を製造するための治具に用いることができるため、高温硬化剤で構造部品の所期の強度特性を達成し、低温硬化剤で構造部品の製造コストの低減を達成することができる。
【0029】
本発明の発展形態によると、プリプレグ構造体の複合繊維材料は、炭素繊維を有し、かつ/または少なくとも一つの保持部の複合繊維材料は、ガラス繊維および/または炭素繊維および/または天然繊維を有する。保持部の炭素繊維は、高品質でないため、非常に好適な繊維であることが好ましい。これにより、保持部を低コストで製造しながら、所期の高強度を有する構造部品を得ることができる。保持部をガラス繊維プラスチック(GFP)で形成する場合、構造部品の切り欠き棒衝撃強度が増すという更なる利点がある。また、構造部品を金属接合要素に接合した場合に、腐食および落雷の防護性が向上される。
【0030】
構造部品は、ストリンガー、リブ、または、少なくとも一つのストリンガーもしくは少なくとも一つのリブを有するスキンとして設計されることが好ましい。
【0031】
本発明を、添付図面を参照しながら例示的な実施形態に基づいてより詳細に説明する。
【図面の簡単な説明】
【0032】
【図1】本発明の例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す断面図である。
【図2】本発明の更なる例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す断面図である。
【図3】本発明の更なる例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す断面斜視図である。
【図4】本発明のまた更なる例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す断面図である。
【図5】図5Aは、本発明のまた更なる例示的な実施形態に係る方法のある特定の時点の構造部分の状態を示す斜視図である。図5Bは、図5Aの例示的な実施形態に係る更なるある特定の時点の構造部分の状態を示す斜視図である。
【発明を実施するための形態】
【0033】
上記図面において、特に明記しない限り、同一または機能的に同一である部品には同一の参照符号を付すものとする。
【0034】
図1は、本発明の例示的な実施形態に係る方法の方法状態を示す断面図である。
【0035】
構成1は、積層デバイス3上に配置された、好ましくは非硬化CFCからなるスキン2を備えている。その上面側4で、スキン2は、T字型断面を有する未硬化プリプレグ構造体6の足部5a,5bに堅固に接合して接触している。未硬化プリプレグ構造体6は、好ましくはエポキシ樹脂マトリックスを有する未硬化のCFCテープ構造体からなるブレード9を間に挟んだ、好ましくはエポキシ樹脂マトリックスを有する未硬化のCFCテープ構造体からそれぞれなり、鏡対称である二つのL字型プロファイル7,8を押し付けることにより製造される。ブレード9は、L字型プロファイル7と8の二つの脚部10,11と共に、プリプレグ構造体6のウェブ5cを形成する。プリプレグ構造体6自体のL字型プロファイル7,8は、加熱成形により、図示のL字型形状にされていることが好ましい。
【0036】
プリプレグ6は、未硬化のままでは寸法が不安定な状態である。図1に示すプリプレグ構造体6のT字型形状を保つために、二つの寸法安定性を有し、好ましくは、少なくとも部分的に硬化したGFP(ガラス繊維プラスチック)からなるL字型プロファイルとしてそれぞれ設計された保持部12,13を鏡対称となるように備える。この場合、特にプリプレグ構造体6のウェブ5cは、保持部12,13により支持される。この目的のために、プリプレグ構造体6のL字型プロファイル7と8の外輪郭14,15を保持部12と13の内輪郭16と17にそれぞれ堅固に接合して接触させる。
【0037】
保持部12,13は、約80℃の硬化温度で、冷〔低温〕硬化剤、例えばイソホロンジアミンの活性化により、アルミニウムまたはアルミニウム合金からなる治具を用いて製造される。この場合、保持部12,13は、その低温硬化剤を含んだエポキシ樹脂マトリックスを含浸したガラス繊維構造体からなる二つの層で構成される構造を有することが好ましい。
【0038】
構造部品を形成するため、図1の構成1を真空バッグに入れ、例えばオートクレーブ(不図示)で硬化する。硬化は、約180℃のオートクレーブ内で行われ、適切な高温硬化剤、例えばジアミノジフェニルスルホンが、プリプレグ構造体6、すなわち、L字型プロファイル7,8とブレード9のマトリックスにおいて硬化される。その時、製造された構造部品は、図1に示す構成1に略形成されるが、全ての構成要素2,6,12,13は硬化し互いにしっかりと接合されて一体となり、スキン上にストリンガーを形成する。
【0039】
図2の例示的な実施形態は、保持部12,13が、足部12a,12bと13a,13bにそれぞれ直角に延びるウェブ12cと13cを有するZ字型プロファイルとして設計されている点が、図1の例示的な実施形態とは異なる。ここでは、保持部12,13を、足部12b,13bに配された端部21,22で、好ましくは、プリプレグ構造体6のウェブ5cとブレード9の領域で互いに接触させる。
【0040】
図2の例示的な実施形態では、図3から分かるように、部分的にのみ接触させることができる。この場合、保持部12,13の端部21,22は、セクション24に沿った長手方向23で接触し、長手方向23のセクション24につながるセクション25において凹んでいる。これにより、既に述べたように、保持要素12,13は互いに規定された距離に配置されるので、材料、延いては重量を同時に節約できるという利点も得られる。
【0041】
図4に係る例示的な実施形態は、端部21,22がブレードに接触した状態でブレード9が端部21,22間から延出している点が、図2に示す例示的な実施形態とは異なる。これにより、保持部12,13間において一定距離が確保される。
【0042】
図5Aは、脚部31,32を有する少なくとも部分的に硬化したGFPからなるL字型プロファイル26を示し、脚部31には、(一例として参照符号33で示す)三角形の切り込みが切られている。図5Bに示すように、L字型プロファイル26は、半径34で湾曲している。ここで、中立折曲げ線35は、本質的に脚部32の平面で延びている。L字型プロファイル36が湾曲した状態では切り込み33は閉じ、これを接着することにより、安定したL字型プロファイル26が製造され、上述した例示的な実施形態に係る保持部12または13として用いられ得る。
【0043】
以上、幾つかの例示的な実施形態を参照して本発明を説明したが、本発明は上記実施形態に限定されるものではなく、種々の方法で変更され得る。
【0044】
例えば、未硬化プリプレグ構造体の代わりに、非含浸繊維成形品を用いてもよい。この場合、高温硬化剤を含むマトリックスが含浸されていない繊維成形品を、その成形品を所定形状に保持するための、低温硬化剤で少なくとも部分的に硬化された少なくとも一つの保持部に接合されるまで、またはその内部に被着されるまで硬化する。
【0045】
本発明は、以下の方法工程を含む特に航空宇宙分野における構造部品を製造する方法を提供する。まず、第1の硬化温度で硬化可能な複合繊維材料を所定形状の未硬化プリプレグ構造体に形成する。次に、未硬化プリプレグ構造体を、第1の硬化温度よりも低い第2の硬化温度で部分的に硬化された複合繊維材料からなる少なくとも一つの保持部に接合して、未硬化プリプレグ構造体を所定形状に保持する。更なる方法工程において、少なくとも一つの保持部に接合された未硬化プリプレグ構造体を第1の硬化温度で硬化して構造部品を形成する。本発明の基本思想は、寸法的に不安定なプリプレグ構造体を保持するのにこれまで用いられてきた特別なスチールからなる高価な治具の代わりに、プリプレグ構造体よりも低い硬化温度を有する複合繊維材料からなる少なくとも一つの保持部を用いることにより、低コストの治具での製造を可能とすることである。
【符号の説明】
【0046】
1 構成
2 スキン
3 積層デバイス
4 表面
5a 足部
5b 足部
5c ウェブ
6 プリプレグ構造体
7 L字型プロファイル
8 L字型プロファイル
9 ブレード
12 保持部
12a 足部
12b 足部
12c ウェブ
13 保持部
13a 足部
13b 足部
13c ウェブ
14 外輪郭
15 外輪郭
16 内輪郭
17 内輪郭
21 端部
22 端部
23 長手方向
24 セクション
25 セクション
26 L字型プロファイル
31 脚部
32 脚部
33 切り込み
34 半径
35 折曲げ線
【特許請求の範囲】
【請求項1】
特に航空宇宙分野における構造部品を製造する方法であって、
第1の硬化温度で硬化可能な複合繊維材料から所定形状の未硬化プリプレグ構造体(6)を形成する工程と;
前記未硬化プリプレグ構造体(6)を、前記第1の硬化温度よりも低い第2の硬化温度で少なくとも部分的に硬化され寸法的に安定した複合繊維材料からなる少なくとも一つの保持部(12,13)に接合する工程と;
前記少なくとも一つの保持部(12,13)に接合された前記未硬化プリプレグ構造体(6)を前記第1の硬化温度で硬化して前記構造部品を形成する工程を含む方法。
【請求項2】
前記接合工程において、前記少なくとも一つの保持部(12,13)を前記未硬化プリプレグ構造体(6)に、特に同一平面で堅固に接合し、一体成形構造部品を形成することを特徴とする、請求項1に記載の方法。
【請求項3】
前記未硬化プリプレグ構造体(6)および前記少なくとも一つの保持部(12,13)を共に押し付けて接合することを特徴とする、請求項2に記載の方法。
【請求項4】
前記少なくとも一つの保持部(12,13)は、前記接合工程の前に、前記形成されるプリプレグ構造体(6)の外輪郭(14,15)に対応する内輪郭(16,17)を備えて形成されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項5】
前記接合工程の前に、前記少なくとも一つの保持部(12,13)は、中立折曲げ線(35)に対して縮長した領域からだぶついた材料をなくすため、前記少なくとも一つの保持部(12,13)に適切な切り込み(33)が切られて、半径(34)を有する湾曲状に形成されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項6】
前記接合工程の前または前記接合工程中に、前記プリプレグ構造体(6)は、プロファイル、特に、ブレード(9)を間に挟んだ二つのL字型プロファイル(7,8)からなるT字型プロファイルとして設計され、かつ/または前記少なくとも一つの保持部(12,13)は、プロファイル、特にL字型プロファイルとして設計されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項7】
その間にプリプレグ構造体(6)を収容し接合される二つの保持部(12,13)を設けることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項8】
前記接合時、前記二つの保持部(12,13)を少なくとも部分的に互いに接触させることを特徴とする、請求項7に記載の方法。
【請求項9】
前記少なくとも一つの保持部(12,13)に接合された未硬化プリプレグ構造体(6)を、硬化前に、特に複合繊維材料からなるスキン(2)上に配置し、前記プリプレグ構造体(6)および/または前記少なくとも一つの保持部(12,13)を前記スキン(2)に接触させたことを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項10】
前記プリプレグ構造体(6)のマトリックスは、特に、110〜200℃の温度範囲内で硬化する高温硬化剤、特にジアミノジフェニルスルホンを含み、かつ/または前記少なくとも一つの保持部(12,13)のマトリックスは、特に、20〜100℃の温度範囲内で硬化する低温硬化剤、特にイソホロンジアミンまたは無水物系低温硬化剤を含むことを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項11】
前記プリプレグ構造体(6)の複合繊維材料は、炭素繊維で形成され、かつ/または前記少なくとも一つの保持部(12,13)の複合繊維材料は、ガラス繊維および/または炭素繊維および/または天然繊維で形成されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項12】
前記構造部品は、ストリンガー、リブ、または、少なくとも一つのストリンガー(6,12,13)もしくは少なくとも一つのリブを有するスキン(2)として設計されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項1】
特に航空宇宙分野における構造部品を製造する方法であって、
第1の硬化温度で硬化可能な複合繊維材料から所定形状の未硬化プリプレグ構造体(6)を形成する工程と;
前記未硬化プリプレグ構造体(6)を、前記第1の硬化温度よりも低い第2の硬化温度で少なくとも部分的に硬化され寸法的に安定した複合繊維材料からなる少なくとも一つの保持部(12,13)に接合する工程と;
前記少なくとも一つの保持部(12,13)に接合された前記未硬化プリプレグ構造体(6)を前記第1の硬化温度で硬化して前記構造部品を形成する工程を含む方法。
【請求項2】
前記接合工程において、前記少なくとも一つの保持部(12,13)を前記未硬化プリプレグ構造体(6)に、特に同一平面で堅固に接合し、一体成形構造部品を形成することを特徴とする、請求項1に記載の方法。
【請求項3】
前記未硬化プリプレグ構造体(6)および前記少なくとも一つの保持部(12,13)を共に押し付けて接合することを特徴とする、請求項2に記載の方法。
【請求項4】
前記少なくとも一つの保持部(12,13)は、前記接合工程の前に、前記形成されるプリプレグ構造体(6)の外輪郭(14,15)に対応する内輪郭(16,17)を備えて形成されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項5】
前記接合工程の前に、前記少なくとも一つの保持部(12,13)は、中立折曲げ線(35)に対して縮長した領域からだぶついた材料をなくすため、前記少なくとも一つの保持部(12,13)に適切な切り込み(33)が切られて、半径(34)を有する湾曲状に形成されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項6】
前記接合工程の前または前記接合工程中に、前記プリプレグ構造体(6)は、プロファイル、特に、ブレード(9)を間に挟んだ二つのL字型プロファイル(7,8)からなるT字型プロファイルとして設計され、かつ/または前記少なくとも一つの保持部(12,13)は、プロファイル、特にL字型プロファイルとして設計されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項7】
その間にプリプレグ構造体(6)を収容し接合される二つの保持部(12,13)を設けることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項8】
前記接合時、前記二つの保持部(12,13)を少なくとも部分的に互いに接触させることを特徴とする、請求項7に記載の方法。
【請求項9】
前記少なくとも一つの保持部(12,13)に接合された未硬化プリプレグ構造体(6)を、硬化前に、特に複合繊維材料からなるスキン(2)上に配置し、前記プリプレグ構造体(6)および/または前記少なくとも一つの保持部(12,13)を前記スキン(2)に接触させたことを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項10】
前記プリプレグ構造体(6)のマトリックスは、特に、110〜200℃の温度範囲内で硬化する高温硬化剤、特にジアミノジフェニルスルホンを含み、かつ/または前記少なくとも一つの保持部(12,13)のマトリックスは、特に、20〜100℃の温度範囲内で硬化する低温硬化剤、特にイソホロンジアミンまたは無水物系低温硬化剤を含むことを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項11】
前記プリプレグ構造体(6)の複合繊維材料は、炭素繊維で形成され、かつ/または前記少なくとも一つの保持部(12,13)の複合繊維材料は、ガラス繊維および/または炭素繊維および/または天然繊維で形成されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【請求項12】
前記構造部品は、ストリンガー、リブ、または、少なくとも一つのストリンガー(6,12,13)もしくは少なくとも一つのリブを有するスキン(2)として設計されることを特徴とする、先行する請求項の少なくとも一項に記載の方法。
【図1】

【図2】
【図3】
【図4】

【図5A】
【図5B】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【公表番号】特表2010−523357(P2010−523357A)
【公表日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2010−500255(P2010−500255)
【出願日】平成20年3月26日(2008.3.26)
【国際出願番号】PCT/EP2008/053539
【国際公開番号】WO2008/119701
【国際公開日】平成20年10月9日(2008.10.9)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
【公表日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成20年3月26日(2008.3.26)
【国際出願番号】PCT/EP2008/053539
【国際公開番号】WO2008/119701
【国際公開日】平成20年10月9日(2008.10.9)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
[ Back to top ]