
構造部材製造用アルミニウム合金製品およびその製造方法
構造部材製造用アルミニウム合金製品であり、重量%をベースに、7.5-8.7のZn、1.1-2.3のMg、0.5-1.9のCu、0.03-0.20のZrを含み、残部がAl、付随元素および不純物であり、Zn、Mg、Cu及びZrの濃度が式:(a)10.5≦Zn+Mg+Cu≦11.0;(b)5.3≦(Zn/Mg)+Cu≦6.0;および(c)(0.24-D/4800)≦Zr≦(0.24-D/5000)(Dはインゴットの断面の周縁部の任意の2点を結びかつ断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす直接チル鋳造インゴットから作られる製品。このアルミニウム合金製品は、強度と損傷耐性との優れた組み合わせを有し、製品の表面上、表面下の様々な深さの部位及び中心部で均一且つ一貫した性能を示す。本発明はこのアルミニウム合金製品の製造方法を更に提供する。
【発明の詳細な説明】
【発明の概要】
【0001】
発明の分野
本発明は、アルミニウム合金(Al合金としても知られている)、特に国際アルミニウム協会によって指定された7xxx系のアルミニウム合金(Al−Zn−Mg−Cu系アルミニウム合金)に関する。特に、本発明は、7xxx系のアルミニウム合金から作られる大きな厚さ(たとえば30〜360mm)の製品に関する。本発明は、ほとんどの場合には大きな厚さの鍛造製品の形状および圧延板製品の形態を対象とするが、大きな厚さを全体的にまたは局所的に有する押出し品および鋳造製品のためにも使用できる。
【0002】
背景
航空機の統合された(integrated)飛行性能、ペイロード燃料消費量、耐用年数、および信頼性に関する要求が高まっている現代の航空宇宙学的な製造では、大きな一体型のアルミニウム合金構造部材が航空機においてますます広範に使用されている。たとえば、航空機の翼と胴体との接合部の設計および製造において、様々な組成を有する複数の別々のアルミニウム合金部品を組み合わせた従来の組み合わせ組立部材の代わりに、均一な組成を有する大規模なアルミニウム合金製品から作られかつ数値制御フライス加工によって調製された航空機の翼および胴体の一体型の翼−胴体組立部材を使用することは、部材の重量を相当減らすことおよび耐用年数の最中の信頼性を高めることが可能であるだけでなく、部材の組み立ての手順を大きく減らすこともできるし、航空機を製造するための総合的なコストを削減することもできる。
【0003】
しかしながら、このような高度な設計および製造方法は、関連するアルミニウム合金製品の総合的な性能についての非常に厳しい要求をもたらす。
【0004】
航空機製造の分野で周知されているように、翼のまたは航空機の翼および胴体の組立構造の前面(face surface)を成す材料に関しては、それらが、許容できる損傷耐性に加えて、最適な圧縮降伏強さを有することが通常望ましく;一方、翼のまたは航空機の翼および胴体の組立構造の背面(back surface)を成す材料に関しては、それらが、許容できる引張降伏強さに加えて、最適な損傷耐性を示すことが通常望ましい。従来の組み合わせ構造体では、前記目的は、様々な組成を有する複数のアルミニウム合金部品を組み合わせることによって達成できる。たとえば、前面を成す材料を設計および選択する際には、より高いレベルの圧縮降伏強さと許容できる損傷耐性とを有するアルミニウム合金、たとえば7150、7055、7449合金などを使用することが好ましく;背面を成す材料を設計および選択する際には、許容できる引張降伏強さと最適な損傷耐性とを有するアルミニウム合金、たとえば2324、2524合金などを使用することが好ましい。しかしながら、(1)前記構造体が一体型構造として設計されている場合、使用されるただ1つの合金製品は、最適な引張および圧縮降伏強さと最適な損傷耐性との両方を示すべき、すなわち、「性質の最適な組み合わせ」を示すべきである;(3)一体型部材には、より大きな局所厚を有する傾向のあるものがあり、それにより、これら一体型部材を成すためのアルミニウム合金製品は、たとえば30mm以上、またはさらには360mmまでの大きな厚さを有さなければならなくなるであろう。一体型部材の様々な部位での性質の一貫性を確実にするために、アルミニウム合金製品内の様々な部位が高度に均一な性質を示すことが望ましい。
【0005】
総合的な性質を試験することによって、航空機製造の分野で広く使用されている従来の高強度および高靭性のアルミニウム合金には、先に特定した要件を満たせないものもあることがわかった。たとえば、7050、7150合金などは、この分野において、様々な性質の優れたバランスを有するアルミニウム合金として周知されている。20〜80mmの厚さを有するこれらの合金から作られる製品は、表面と中心部との許容できる差で、表面および中心部の両方において優れた総合的性質を示しうる;しかし、150mmまでの厚さを有するこれら合金の製品は、中心部での降伏強さが表面の降伏強さよりも少なくとも10%低く、それらが表面では優れた総合的性質を維持していたとしても、伸び率および破壊靱性に著しい差がある。さらに、7055、7449合金などは、この技術において、鍛造高強度アルミニウム合金として周知されている。20〜60mmの厚さを有するこれら合金から作られる製品は、表面と中心部との許容できる差で、表面および中心部の両方において高強度を望ましく示しうる;しかし、100mmまでの厚さを有するこれらの合金の製品は、それらが高強度および他の総合的な性質を表面で実質的に維持することができても、中心部の降伏強さ、伸び率、破壊靱性、疲労破壊の閾値、腐食性が表面のものより少なくとも10%〜25%低い。確立された原則は、設計者は、航空機の構造の設計の最中、材料の保証が最も小さい性質に基づいて材料を選択することである。この原則によると、7050、7150、7055、7449などの従来の合金が、たとえば80mm以下のより小さな厚さを有する製品に加工される場合、表面と中心部との間に優れた圧縮性能の一貫性が存在し、保証が最も小さい性質(典型的には、中心部の性質)がより高い耐荷重性を有するいくつかの構造部材を製造する要件を満たすことができる;しかしながら、これら合金がより大きな厚さの製品に加工される場合、中心部の性質は著しく低下し、製品の保証が最も小さい性質は、より高い耐荷重性を有するいくつかの構造部材を製造する要件を満たすことができなくなった。さらに、7xxx系のアルミニウム合金から作られる製品は、表面と中心部と差が大き過ぎ、それにより続いてのプロセス中にいくつかの予期せぬ問題、たとえば比較的高い残留内部応力を引き起こすと共に、続いてのフライス加工の確立および操作を難しくする。これは航空機の設計者にとって望ましくない。
【0006】
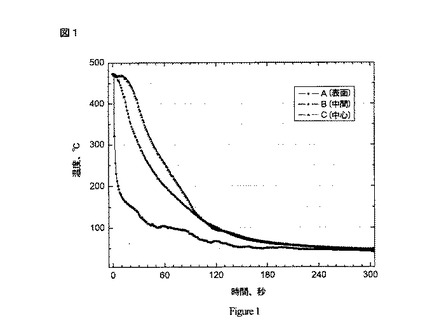
多くの研究結果は、7xxx系のアルミニウム合金から作られる大きな厚さの製品の表面と中心部との間の性質の違いが、合金の溶体化処理のあとの焼入れプロセスに主に起因することを示す。図1は、7xxx系のアルミニウム合金から作られた大きな厚さの製品の焼入れ曲線を示しており、ここから、所定の条件下で製品の厚さのことなる部位に、冷却速度に加えて焼入れプロセスの間に顕著な違いがあることがわかる;特に、製品の中心部の焼入れ速度は表面のそれよりもかなり低い。図2は、焼入れの最中の合金の過飽和固溶体の分解によって形成される第2の相の寸法および分布を示しており、ここから、合金の過飽和固溶体が製品の中心部付近の低い焼入れ速度に起因して分解し、大量の溶質元素が析出しかつ成長して比較的粗い焼入れ析出相となることがわかる。このような粗い焼入れ析出相の発生は、合金製品の中心部のマトリックス内での溶質元素の過飽和の度合いを下げて、その後の時効処理の最中に形成する析出強化相の量を減らしかつこれらの部位での強度特性を低下させるだけでなく、亀裂発生および微視的領域の腐食の原因となり易く、それにより、この部位の他の性質、たとえば伸び率、破壊靭性、耐疲労性、耐腐食性などを低下させもする。同時に、溶質元素は、比較的高い焼入れ速度、およびマトリックス内での溶質元素の過飽和のせいで表面の近傍には少ししかまたはほとんど析出せず、それにより、続いての時効処理最中の、適切で、微細で、好適に分布した析出強化相の形成を促進するので、合金の所望される優れた圧縮性能を製品の表面近傍で維持できることもわかる。
【0007】
より徹底的な研究結果は、焼入れ速度の、7xxx系のアルミニウム合金の過飽和固溶体の分解挙動に対する影響が、以下に説明する2つの側面に主に起因することを示している。
【0008】
第1の側面は、いわゆる「過飽和固溶体の安定性」である。
【0009】
7xxx系のアルミニウム合金では、Zn、MgおよびCuが主たる合金元素であることが周知されている。ZnおよびMgの添加は、MgZn2の化学構造を有しかつ合金中のマトリックスとの一貫的な関係にある析出強化相を形成することを主に目的としている。さらに、一方で、Cuの添加は、Cuをマトリックス中または析出相中に固溶させて合金の電極電位を変更することによって、合金の耐腐食性を向上させることを主に目的としており;他方で、Cuの存在は、析出相の形成を促進でき、高温での安定性を向上させることができる。Cuのレベルがマトリックスおよび析出相中でのその固溶限を超える場合、Al2Cuの化学構造を有する析出強化相と他にはCu富化三元相および四元相とが生じて、追加の補強効果を提供できる。何年にもわたって、当業者は、7xxx系のアルミニウム合金の強度、靭性および耐食性を高める努力をしており;現在、主合金元素Zn、Mg、およびCuの濃度範囲を制御する一式の理論および方法が確立されており、これに基づいて、様々な性質および特性を有する一連の7xxx系のアルミニウム合金が開発されてきた。しかしながら、近年、従来の7xxx系のアルミニウム合金の濃度範囲内にある所定の比の3種の主合金元素Zn、Mg、およびCuで調製した合金の中に、溶体化処理の後の焼入れプロセスの最中に、徐冷条件下で優れた安定性を示す過飽和固溶体を形成できるものがあり、一方、他の比で調製した合金は、徐冷条件下で分解し易い過飽和固溶体を形成することがわかった。知見に基づいて纏めると、固有の微視的メカニズムは完全には知られていないが、様々な冷却速度条件下での過飽和固溶体の安定性は比較的広い範囲でのZn濃度の変化には敏感でないが、一方でCu濃度の変化には非常に敏感であることがわかっている。特に、過剰なCuは、所定の焼入れ条件下で、合金の過飽和固溶体の安定性の急な低下をもたらし易い。
【0010】
第2の側面は、いわゆる「誘導析出現象」である。
【0011】
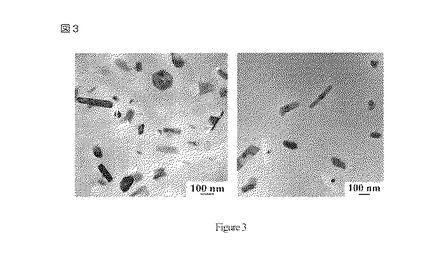
7xxx系のアルミニウム合金は、不可避不純元素、たとえばFe、Siなどを含んでおり、そのためFe富化相、Si富化相などが合金の凝固の最中に形成しうる。同時に、合金の鋳込み結晶粒の大きさと均質化の最中のこの粒子の成長とを制御することを目的としておよび熱歪みプロセスおよび溶体化処理の最中の再結晶の発生を抑えるために、複数種の微量合金化元素(たとえば、Ti、Cr、Mn、Zr、Sc、Hf、など)を合金に添加して、合金の凝固の最中に粒界に対するピン止め効果を示すことができるいくつかの第2の微細相を形成するか、または粒界に対するピン止め効果を示すことと合金の均質化の最中の補強効果に寄与することとの両方が可能ないくつかの微細分散相を析出させる。しかしながら、研究結果は、合金の凝固の最中に形成する様々な第2の相、または合金の均質化処理の最中に析出するいくつかの分散相が、マトリックスの結晶格子とは一般に不整合の関係にあり、そのためマトリックスの格子と不整合の関係にある第2の相は、焼入れ析出相の不均一コアを「誘導する」核として役立つ可能性がある。図3に示した顕微鏡写真は、マトリックスの格子と不整合の関係にある前記第2の相の部位での焼入れ析出相の優先析出を示している。
【0012】
ここ数年、上で説明した問題は、多くの研究施設および企業から強い注目を浴びてきた。理論計算および分析を組み合わせた実験室での多くの研究に基づいて、合金の成分を最適化することを、調製、成形および熱処理プロセスを最適化することと組み合わせて行うことによって、優れた総合的性質を示し、製品の厚さによっては種々の性質に関して比較的影響をあまり受けない(すなわち、いわゆる「低い焼入れ感度」)一連の高性能7xxx系アルミニウム合金材料が開発されてきた。
【0013】
たとえば、(1)Alcoa Inc.(合衆国の企業)によって出願され、2004年に公開されたCN1489637Aは、大きな厚さの構造部材の製造に合わせられた、焼入れの影響をあまり受けず、高強度でありかつ高靭性であるアルミニウム合金を開示している。この合金は本質的に:6−10重量%のZnと、1.2−1.9重量%のMgと、1.2−1.9重量%のCuと、0.4重量%以下のZrと、0.4重量%以下のScと、0.3重量%以下のHfと、0.06重量%以下のTiと、0.03重量%以下のCaと、0.03重量%以下のSrと、0.002重量%以下のBeと、0.3重量%以下のMnと、0.25重量%以下のFeと、0.25重量%以下のSiと、残部のAlとからなる。また、このアルミニウム合金は、好ましくは、6.4−9.5重量%のZnと、1.3−1.7重量%のMgと、1.3−1.9重量%のCuと、0.05−0.2重量%のZrとを含み、ここでMgの重量%≦(Cuの重量%+0.3重量%)である。CN1489637Aの実施形態に列挙されているように、T7「過時効」条件下では、典型的な合金から作られたプレート製品の中心部の長手(L−)方向における降伏強さ/破壊靱性は、このプレート製品が152mmまでの厚さを有する場合には516MPa/36.6MPa・m1/2まででありえ;熱処理のプロセスは降伏強さを高めかつ破壊靱性を低めるように、または降伏強さを低めかつ破壊靱性を高めるように調節されうる。さらに、製品の中心部の降伏強さは、典型的な合金から作られている鍛造部品が178mmの厚さを有する場合、489MPa(L−方向での)/486MPa(LT−方向での)まででありうる。この場合、この製品は、同様に大きな厚さを有しかつ従来の合金7050、7150、7044などから作られたものと比較して、遥かに優れた伸び率、耐疲労性、さらには応力腐食耐性および剥離腐食性を示し、様々な性質に関する優れたバランスと低い焼入れ感度とを示す。
【0014】
(2)Corus Aluminium Walzprod GmbH(ドイツの企業)によって出願され、2006年に公開されたCN1780926Aは、高強度および高靭性のアルミニウム合金であって、様々な性質の優れたバランスを有し、本質的に6.5−9.5重量%のZnと、1.2−2.2重量%のMgと、1.0−1.9重量%のCuと、0.5重量%以下のZrと、0.7重量%以下のScと、0.4重量%以下のCrと、0.3重量%以下のHfと、0.4重量%以下のTiと、0.4重量%以下のVと、0.8重量%以下のMnと、0.3重量%以下のFeと、以下0.2重量%のSiと、各々が0.05重量%以下であり合計で0.15重量%以下である他の不純物または付随元素と、残部のAlとからなり;好ましくは、(0.9Mg−0.6)≦Cu≦(0.9Mg+0.05)である合金を開示している。CN1780926Aの実施形態に列挙されているように、T7「過時効条件」(T76およびT74を含む)下では、製品の1/4の厚さの部位での極限引張強さ/降伏強さ/伸び率/破壊靭性/剥離腐食性は、典型的な合金から作られたプレート製品が150mmまでの厚さを有している場合、523MPa/494MPa/10.5%/39MPa・m1/2/EAまででありえ、熱処理のプロセスは、降伏強さを高めかつ伸び率および破壊靭性を低めるように、または降伏強さを低めかつ伸び率および破壊靭性を高めるように調節されうる。この場合、製品は、様々な性質の優れたバランスと低い焼入れ感度とを示す。
【0015】
(3)類似した研究も他の刊行物において報告されている。
【0016】
上述の試みはある成功には達したが、現代の航空機製造および他の関連する技術の迅速な開発が伴う、より優れた総合的性質を有しかつ製品の内部でより均一な性質を示す、7xxxアルミニウム合金の大きな厚さの製品に関する継続的な要求が存在する。したがって、当業者はこの点に関しては手綱を引かない。驚くべきことに、各成分の含有量の範囲およびその各元素のパーセンテージがより慎重に最適化されるならば7xxx系のアルミニウム合金は上述の厳しい要求を満たすであろう。
【0017】
発明の概要
本発明によって解決される第1の技術的課題は、構造部材製造用アルミニウム合金製品を提供することであって、7xxx系のアルミニウム合金から作られた大きな厚さの製品が強さと損傷耐性とのより優れた組み合わせを示すことを可能にし、この製品に、合金製品の表面上、表面下の様々な部位および中心部で、より均一な性能を持たせることにある。
【0018】
本発明によって解決される第2の技術的課題は、本発明のアルミニウム合金の変形製品の製造方法を提供することにある。
【0019】
本発明によって解決される第3の技術的課題は、本発明のアルミニウム合金の鋳造品の製造方法を提供することにある。
【0020】
本発明によって解決される第4の技術的課題は、本発明のアルミニウム合金製品を同様のまたは他の合金材料から作られた他の製品に溶接することによって形成される新規の製品を提供することにある。
【0021】
本発明によって解決される第5の技術的課題は、本発明のアルミニウム合金製品を機械加工、ケミカルミリング加工、放電加工、またはレーザー加工処理によって処理することによって製造される最終部材を提供することにある。
【0022】
本発明によって解決される第6の技術的課題は、本発明の最終部材の適用を提供することにある。
【0023】
上述の目的を達成するために、本発明は以下の技術的解決策を利用する。
【0024】
本発明は、構造部材製造用アルミニウム合金製品を対象とし、前記アルミニウム合金製品は、直接チル(DC)鋳造インゴットによって製造され、重量%に基づいて、7.5−8.7のZn、1.1−2.3のMg、0.5−1.9のCu、0.03−0.20のZrの組成を有し、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が以下の式:(a)10.5≦Zn+Mg+Cu≦11.0;(b)5.3≦(Zn/Mg)+Cu≦6.0;および(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)(ここで、Dは、前記インゴットの断面の周縁部上の任意の2点を結びかつ該断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす。一方では、前記鋳造インゴットは丸形(round)でもよく、Dはその断面の径でもよく;他方では、前記鋳造インゴットは偏平でもよく、Dはその断面の短辺の長さでもよい。
【0025】
本発明の第1の好ましい実施形態では、前記構造部材製造用アルミニウム合金製品は、重量%に基づいて、7.5−8.4のZn、1.65−1.8のMg、0.7−1.5のCu、0.03−0.20のZrの組成を有し、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が以下の式:
(a)10.6≦Zn+Mg+Cu≦10.8;
(b)5.5≦(Zn/Mg)+Cu≦5.7;および
(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)
を満たす。
【0026】
好ましい態様では、前記構造部材製造用アルミニウム合金製品は、1.69−1.8重量%のMg濃度を有する。
【0027】
本発明の第2の好ましい実施形態では、前記アルミニウム合金製品は、Mn、Sc、ErおよびHfからなる群より選択される少なくとも1種の付随微小合金化元素をさらに含み、ただし前記付随微小合金化元素の濃度が以下の式:(0.24−D/4800)≦(Zr+Mn+Sc+Er+Hf)≦(0.24−D/5000)を満たす。
【0028】
本発明の第3の好ましい実施形態では、前記アルミニウム合金製品は:0.50重量%以下のFe、0.50重量%以下のSi、0.10重量%以下のTi、および/または各々0.08重量%以下で総量0.25重量%以下の他の不純元素をさらに含む。
【0029】
本発明の第4の好ましい実施形態では、前記アルミニウム合金製品は:0.12重量%以下のFe、0.10重量%以下のSi、0.06重量%以下のTi、および/または各々0.05重量%以下で総量0.15重量%以下の他の不純元素を含む。
【0030】
本発明の第5の好ましい実施形態では、前記アルミニウム合金製品は:0.05重量%以下のFe、0.03重量%以下のSi、0.04重量%以下のTi、および/または各々0.03重量%以下で総量0.10重量%以下の他の不純元素を含む。
【0031】
本発明の第6の好ましい実施形態では、前記アルミニウム合金製品中のCu濃度は、Mg濃度以下である。
【0032】
本発明の第7の好ましい実施形態では、前記アルミニウム合金製品は、250−360mmの断面の最大厚さと、0.5−1.45重量%のCu濃度とを有している。
【0033】
本発明の第8の好ましい実施形態では、前記アルミニウム合金製品は、250−360mmの断面の最大厚さと、0.5−1.40重量%のCu濃度とを有している。
【0034】
本発明の第9の好ましい実施形態では、前記アルミニウム合金製品は、30−360mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0035】
本発明の第10の好ましい実施形態では、前記アルミニウム合金製品は、30−80mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0036】
本発明の第11の好ましい実施形態では、前記アルミニウム合金製品は、80−120mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0037】
本発明の第12の好ましい実施形態では、前記アルミニウム合金製品は、120−250mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0038】
本発明の第13の好ましい実施形態では、前記アルミニウム合金製品は、250−360mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0039】
本発明は、アルミニウム合金製品の製造方法をさらに対象としている。前記アルミニウム合金製品は、アルミニウム合金の変形製品または鋳造製品を含みうる。アルミニウム合金の変形製品の製造方法は以下のように説明できる:「合金の調製および溶解−インゴット(丸形または偏平なインゴット)をDC鋳造すること−インゴットの均質化処理および表面最終加工−最終製品形状とするためのインゴットの熱間加工(プレートの圧延、鍛造品の鍛造、およびセクショナルバー/パイプ/バーの押出)−溶体化処理および応力開放処理−時効処理−最終製品」。アルミニウム合金の鋳造製品の製造方法は以下のように説明できる:「合金の調製および溶解−鋳造−溶体化処理−時効処理−最終製品」。
【0040】
アルミニウム合金の変形処理の方法は:
1)本発明のDC鋳造インゴットを製造することと;
2)得られたインゴットを均質にすることと;
3)均質にしたインゴットを1回以上熱間加工し、所望の合金製品を製造することと;
4)変形させた合金製品を溶体化処理することと;
5)溶体化処理した合金製品を室温まで急冷することと;
6)冷却した合金製品を時効化して強度および靭性を向上させ、所望の変形合金製品を製造することと
を含んでもよい。
【0041】
工程1)では、DC鋳造インゴットを、溶解工程、脱ガス工程、介在物の除去工程、およびDC鋳造工程によって製造し、ここで、コア元素として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、鋳造インゴットの製造プロセスを完了させる。好ましい態様では、工程1)は、晶析装置の部位にまたはその近傍に、電磁攪拌、超音波攪拌または機械攪拌を適用することをさらに含む。
【0042】
工程2)では、均質化処理を:(1)450ないし480℃の範囲内にある温度での12−48時間にわたる1段階の均質化処理;(2)420ないし490℃の範囲内にある温度での合計で12−48時間にわたる2段階の均質化処理;および(3)420ないし490℃の範囲内にある温度での合計で12−48時間にわたる多段階の均質化処理からなる群より選択される手段によって行う。
【0043】
工程3)では、1回以上の変形加工処理を、鍛造、圧延、押出およびこれらの任意の組み合わせからなる群より選択される手段によって行う。各変形処理に先立って、インゴットを、380ないし450℃の範囲内にある温度へ1−6時間かけて予熱する。好ましい態様では、インゴットを、自由鍛造を圧延と組み合わせて用いて熱間変形させ、得られる合金のプレート製品は120−360mmの厚さを有する。
【0044】
工程4)では、溶体化処理を:(1)450ないし480℃の範囲内にある温度での1−12時間にわたる1段階の溶体化処理;(2)420ないし490℃の範囲内にある温度での合計で1−12時間にわたる2段階の溶体化処理;および(3)420ないし490℃の範囲内にある温度での合計で1−12時間にわたる多段階の溶体化処理からなる群より選択される手段によって行う。好ましい態様では、合金製品を、467ないし475℃の範囲内にある温度で
【数1】

【0045】
(ここでdはアルミニウム合金製品の最大厚さである)の有効等温加熱時間にわたって溶体化処理する。
【0046】
工程5)では、合金製品を、冷媒中での浸漬焼入れ、ローラーハース式スプレー焼入れ、強制空冷、およびこれらの任意の組み合わせからなる群より選択される手段によって室温まで急冷する。好ましい態様では、浸漬焼入れ用の冷媒として水を選択する。
【0047】
工程6)では、合金製品を:(1)110ないし125℃の範囲内にある温度での8−36時間にわたる1段階の時効処理(好ましくは、T6ピーク時効処理);(2)第1の段階の時効処理を110−115℃の温度で6−15時間にわたって行い、第2の段階の時効処理を155−160℃の温度で6−24時間にわたって行う2段階の時効処理(好ましくは、T7過時効処理);および(3)第1の段階の時効処理を105−125℃の温度で1−24時間にわたって行い、第2の段階の時効処理を170−200℃の温度で0.5−8時間にわたって行い、第3の段階の時効処理を105−125℃の温度で1−36時間にわたって行う3段階時効処理からなる群より選択される手段によって時効化する。
【0048】
好ましい態様では、本発明の方法は、工程5)と工程6)との合間に以下の工程:冷却した合金製品を、1−5%の範囲内にある総変形率で予備変形させて、残留内部応力を効率的に排除する工程をさらに含むことができる。好ましい態様では、予備変形処理は予備延伸であり、他の好ましい態様では、予備変形処理は予備圧縮である。
【0049】
本発明は、アルミニウム合金鋳造製品の製造方法であって:
1)本発明において説明するような鋳造インゴットを製造する工程と;
2)得られた鋳造インゴットを溶体化処理する工程と;
3)溶体化処理した鋳造インゴットを時効化して、所望の合金鋳造製品を製造する工程と
を含む方法をさらに提供する。
【0050】
工程1)では、鋳造インゴットを、溶解、脱ガス、介在物の除去、および鋳造によって製造し、ここで、コア元素として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、前記鋳造インゴットの製造プロセスを完了させる;鋳造は、砂型鋳造、ダイカスト、および機械攪拌を伴うまたは伴わない低圧鋳造からなる群より選択される。あるいは、工程1)では、鋳造インゴットを、溶解と、脱ガスと、介在物の除去と、攪拌し準固体組織特徴部を有するブランクを形成することとによって製造し、これを予熱して追加の低圧鋳造処理を施して鋳造インゴットの製造を完了させ、ここで、コア元素として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を、迅速に供給し、各元素の濃度をオンライン分析して鋳造インゴットの製造プロセスを完了させるように調節し;攪拌は、電磁攪拌、機械攪拌およびこれらの任意の組み合わせからなる群より選択される。
【0051】
工程2)では、溶体化処理を:(1)450ないし480℃の範囲内にある温度での1−48時間にわたる1段階の溶体化処理;(2)420ないし490℃の範囲内にある温度での合計で1−48時間にわたる2段階の溶体化処理;および(3)420ないし490℃の範囲内にある温度での合計で1−48時間にわたる多段階の溶体化処理からなる群より選択される手段によって行う。
【0052】
工程3)では、時効処理を:(1)110−125℃の温度での8−36時間にわたる1段階の時効処理(好ましくは、T6ピーク時効処理);(2)第1の段階の時効処理を110−115℃の温度で6−15時間にわたって行い、第2の段階の時効処理を155−160℃の温度で6−24時間にわたって行う2段階の時効処理(好ましくは、T7過時効処理);および(3)第1の段階の時効処理を105−125℃の温度で1−24時間にわたって行い、第2の段階の時効処理を170−200℃の温度で0.5−8時間にわたって行い、第3の段階の時効処理を105−125℃の温度で1−36時間にわたって行う3段階の時効処理からなる群より選択される手段によって行う。
【0053】
中でも、本発明によるまたは本発明の方法によって製造されるアルミニウム合金製品の表面上、表面下の様々な深さの部位、および中心部における降伏強さは、差異が10%以下、好ましくは6%以下、さらに好ましくは4%である。
【0054】
ある態様では、本発明によるまたは本発明の方法によって製造されるアルミニウム合金製品を、同種または異種の合金材料からなる群より選択される材料と互いに溶接して、新規の製品を形成することができ、ここで、溶接は、摩擦攪拌接合、溶融接合、ハンダ付け/ろう付け、電子ビーム溶接、レーザー溶接、およびこれらの任意の組み合わせからなる群より選択される。
【0055】
もう1つの態様では、本発明によるまたは本発明の方法によって製造されるアルミニウム合金製品は、機械加工、ケミカルミリング加工、放電加工、レーザー加工作業、およびこれらの任意の組み合わせからなる群より選択される手段によって加工し、航空機部品、車両部品、宇宙船、および成形型からなる群より選択される最終部材を形成できる。好ましい態様では、航空機部品は、翼けた、翼および胴体の組立部材、耐力フレーム、および航空機のウォールボードからなる群より選択される。もう1つの好ましい態様では、成形型は、100℃未満の温度での成形製品の製造のためのものである。さらにもう1つの好ましい態様では、車両部品は自動車部品および鉄道車両部品からなる群より選択される。
【0056】
以下に、本発明をさらに詳細に説明する。
【0057】
(1)30ないし360mmの範囲内にある厚さを有する製品の場合、本発明で使用する基本的な合金は、重量%に基づいて、7.5−8.7のZn、1.1−2.3のMg、0.5−1.9のCu、0.03−0.20のZrを含み、残部がAl、付随元素および不純物であり;Zn、Mg、CuおよびZrの濃度が式:(a)10.5≦Zn+Mg+Cu≦11;(b)5.3≦(Zn/Mg)+Cu≦6.0;および(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)(ここで、Dは、鋳造インゴットの断面の周縁部上の任意の2点を結びかつ該断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす。
【0058】
(2)30ないし360mmの厚さを有する製品に関しては、本発明で使用するより好ましい基本的な合金は、重量%に基づいて、7.5−8.4のZn、1.65−1.8のMg、0.7−1.5のCu、0.03−0.20のZrを含み、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が式:(a)10.6≦Zn+Mg+Cu≦10.8;(b)5.5≦(Zn/Mg)+Cu≦5.7;(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)(ここで、Dは、鋳造インゴットの断面の周縁部上の任意の2点を結びかつ該断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす。
【0059】
(3)本発明の合金は、7xxx系のアルミニウム合金で一般に使用される微小合金化元素Cr、Vなどを含んでいない。本発明の合金に添加される元素Zrおよび鋳造の処理の最中に結晶微細化剤によって本願の合金へと同伴される元素Tiに加え、本発明の合金は、微小合金化元素Mn、Sc、Er、Hf、などをさらに含むことができる。しかしながら、単独でまたは組み合わせて導入されるこれらの微小合金化元素は、式(0.24−D/4800)≦(Zr+Mn+Sc+Er+Hf)≦(0.24−D/5000)を満たして、上述の元素を含有する主析出相が、比較的低い速度で冷却および固化される大型のインゴットの中心部に形成しないか少ししか形成しないことを確実にする必要が依然としてある(ここで、Dは、鋳造インゴットの断面の周縁部上の任意の2点を結びかつ該断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)。
【0060】
(4)本発明の合金が変形製品および鋳造製品の製造に使用される場合、結晶微細化剤によって同伴される不純物および追加の元素の濃度を、以下の式を満たすように制御すべきである:0.50重量%以下のFe、0.50重量%以下のSi、0.10重量%以下のTi、および各々0.08重量%以下、合計で0.25重量%以下の他の不純物または付随元素;好ましくは、0.12重量%以下のFe、0.10重量%以下のSi、0.06重量%以下のTi、および各々0.05重量%以下、合計で0.15重量%以下の他の不純物または付随元素;より好ましくは、0.05重量%以下のFe、0.03重量%以下のSi、0.04重量%以下のTi、各々0.03重量%以下、合計で0.10重量%以下の他の不純物または付随元素。
【0061】
(5)他の好ましい実施形態では、大きな厚さの製品の中心部の低い焼入れ速度を原因とする過飽和固溶体の安定性低下を避けるために、7xxx系のアルミニウム合金製品が250mm以上の厚さを有する場合、Cu濃度の上限は1.45重量%以下である。
【0062】
(6)より好ましい実施形態では、大きな厚さの製品の好ましい低い焼入れ冷却速度を原因として過飽和固溶体の安定性が低下するのを避けるために、7xxx系のアルミニウム合金製品が250mm以上までの厚さを有する場合、Cu濃度の上限は1.40重量%以下である。
【0063】
(7)本発明の合金を、溶解、脱ガス、介在物の除去、およびDC鋳造によって形成して鋳造インゴットにすることができる。コア材料として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御すべきであることと;各合金化元素を、迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、鋳造インゴットの製造プロセスを完了させるべきであることとが特定されるべきである。
【0064】
(8)本発明の合金は、溶解、脱ガス、介在物の除去、および晶析装置におけるまたはその近傍での攪拌(電磁攪拌、音場攪拌、または機械攪拌)によって形成して鋳造インゴットにすることもでき、それにより、固液界面の形状を改善し、合金の固化プロセスの最中に溶融液体の窪みの深さを減らして、デンドライト構造を効率的に破壊しかつ合金化元素の巨視的および微視的偏析を減らすことができる。その間、合金中の酸化介在物は、この技術で周知されている濃度範囲内に制御すべきである。
【0065】
(9)本発明の合金は、以下の条件下で均質にできる:450−480℃の温度での12−48時間にわたる1段階の均質化処理、または420−490℃の温度での合計で12−48時間にわたる2段階の、さらには多段階の均質化処理。
【0066】
(10)本発明の合金に、鍛造、圧延、および押出からなる群より選択される1回以上の変形加工処理による1回以上の熱間変形処理を施して、所望の大きさを有する製品を形成することができる。各変形処理に先立って、合金を380−450℃の温度で1−6時間にわたって予熱してもよい。
【0067】
(11)他の好ましい実施形態において、本発明の合金から作られる圧延板製品が120mm以上の厚さを有する場合、自由鍛造を圧延と組み合わせて用いて合金を熱間変形させて、プレート製品の中心部に十分に変形した構造を得ることが好ましい。各熱間変形処理に先立って、合金を380−450℃の温度で1−6時間にわたって予熱してもよい。
【0068】
(12)本発明の合金に、以下の条件下で溶体化処理を施すことができる:450−480℃の温度での1−12時間にわたる1段階の溶体化処理、または420−490℃の温度での合計で1−12時間にわたる2段階の若しくは多段階の溶体化処理。
【0069】
(13)他の好ましい実施形態では、本発明の合金を、467−475℃の温度で、
【数2】
【0070】
の(ここで、dは、7xxx系アルミニウム合金製品の厚さ(mm)である)有効等温加熱時間にわたって溶体化処理することが好ましい。
【0071】
(14)本発明の合金に、水浸もしくは冷媒浸焼入れ、またはローラーハース型のスプレー焼入れ、または強制空冷焼入れを施して、溶体化処理された合金製品を室温まで迅速に冷却することができる。
【0072】
(15)本発明の残留内部応力は、厚板/セクショナルバー製品を予備延伸するか、鍛造製品を予備圧縮することによって効率的に排除できる。予備延伸または予備圧縮の総変形率は、1−5%の範囲内に制御すべきである。
【0073】
(16)本発明の合金は、強度および靭性を高めるために、1段階の時効プロセス(たとえばT6ピーク時効プロセス)または2段階の時効プロセス(たとえば、T73、T74、T76、およびT79プロセスなどを含んだT7過時効プロセス)によって時効できる。詳細には、T6ピーク時効プロセスを使用する場合、時効処理は、90−138℃の温度で1−48時間にわたって、好ましくは100−135℃の温度で1−48時間にわたって、より好ましくは110−125℃の温度で8−36時間にわたって行うことができる。T7過時効プロセスを使用する場合、第1の段階の時効処理は、105−125℃の温度で1−24時間にわたって行うことができ、第2の段階の時効処理は、150−170℃の温度で1−36時間にわたって行うことができ;好ましくは、第1の段階は、108−120℃の温度で5−20時間にわたって行うことができ、第2の段階は、153−165℃の温度で5−30時間にわたって行うことができ;より好ましくは、第1の段階は、110−115℃の温度で6−15時間にわたって行うことができ、第2の段階は、155−160℃の温度で6−24時間にわたって行うことができる。
【0074】
(17)本発明の合金に、3段階の時効処理によって、強度および靭性を向上させるための熱処理をすることができる。詳細には、第1の段階の時効処理は、105−125℃の温度で1−24時間にわたって行うことができ、第2の段階は、170−200℃の温度で0.5−8時間にわたって行うことができ、第3段階は、105−125℃の温度で1−36時間にわたって行うことができる。
【0075】
(18)鋳造製品を製造する場合、本発明の合金は、溶解、脱ガス、介在物の除去、および鋳造(砂型鋳造、ダイカスト、または機械攪拌を伴うもしくは伴わない低圧鋳造)によって形成して鋳造インゴットにすることができる。コア材料として焼成ロスになり難いCuを使用することによって、溶解中、元素を正確に制御することと;各合金化元素を、迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、鋳造インゴットの製造プロセスを完了させることとが特定されるべきである。
【0076】
(19)鋳造製品を製造する際、本発明の合金を、溶解と、脱ガスと、介在物の除去と、攪拌して準固体組織特徴部を有するブランクを形成することとによって鋳造インゴットにし、これを予熱して追加の低圧鋳造処理を施して鋳造インゴットの製造を完了することができ、ここでは、コア元素として焼成ロスになり難いCuを使用することによって、溶解中、元素を正確に制御し;各合金化元素を、迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、鋳造インゴットの製造プロセスを完了させる。
【0077】
(20)本発明の合金から作られる鋳造製品を、以下の条件下で溶体化処理することができる:450−480℃の温度での1−48時間にわたる1段階の溶体化処理、または420−490℃の温度での合計で1−48時間にわたる2段階のもしくは多段階の溶体化処理。
【0078】
(21)本発明の合金に、T6ピーク時効プロセスまたはT73、T74、T76、T79などのT7過時効プロセスによる強度および靭性のための時効処理を施すことができる。詳細には、T6ピーク時効プロセスを使用する場合、時効処理は、90−138℃の温度で1−48時間にわたって、好ましくは100−135℃の温度で1−48時間にわたって、より好ましくは110−125℃の温度で8−36時間にわたって行うことができる。T7過時効プロセスを使用する場合、第1の段階の時効プロセスを105−125℃の温度で1−24時間にわたって行うことができ、第2の段階を150−170℃で1−36時間にわたって行うことができる;好ましくは、第1の段階を108−120℃で5−20時間にわたって行い、第2段階を153−165℃で5−30時間にわたって行う;より好ましくは、第1の段階を110−115℃で6−15時間にわたって行い、第2の段階を155−160℃で6−24時間にわたって行う。
【0079】
(22)本発明の合金は、強度および靭性を高めるために、3段階の時効プロセスによって時効することができる。詳細には、第1の段階の時効処理は105−125℃の温度で1−24時間にわたって行うことができ、第2の段階は170−200℃で0.5ないし8時間にわたって行うことができ、第3の段階は105−125℃で1−36時間にわたって行うことができる。
【0080】
本発明は、以下の利点を提供する。
【0081】
本発明は、7xxx系のアルミニウム合金から作られる大きな厚さの製品に強度および損傷耐性のより優れた組み合わせを持たせることを可能にすると共に、この合金製品に、製品の表面、表面下の様々な深さのところ、中心部においてより均一で一貫した性能をもたせることを可能にする。本発明は、主要な力を支持する航空宇宙構造部材を製造するための、大きな断面を有する大きな厚さの鍛造製品および圧延板製品のために典型的に使用されるが、全体的にまたは局所的に大きな厚さを有する押出品および鋳造製品にも適合される。
【図面の簡単な説明】
【0082】
【図1】図1は、7xxx系のアルミニウム合金から作られた大きな厚さの製品の焼入れ曲線の概略図を示している。
【図2】図2は、7xxx系のアルミニウム合金から作られた大きな厚さ製品の焼入れ処理の最中に合金の過飽和固溶体の分解によって形成する第2の相の寸法および分布の概略図を示している。
【図3】図3は、7xxx系のアルミニウム合金から作られた大きな厚さ製品の焼入れの最中の、マトリックスの結晶格子に対して不整合の関係にある第2の相の部位での焼入れ析出相の好ましい析出を示したTEM写真を示している。
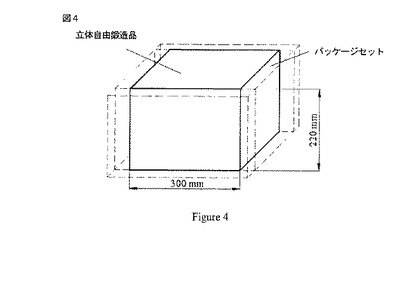
【図4】図4は、実験室レベルの小型自由鍛造製品のパッケージのセットを示した概略図である。
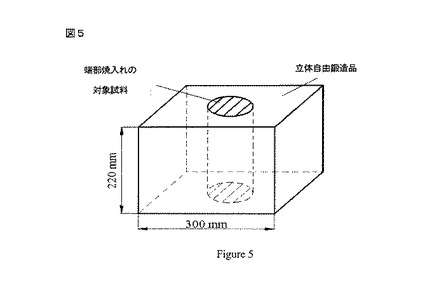
【図5】図5は、ジョミニー端部焼入れ試験試料の試料抽出プロセスを示した概略図である。
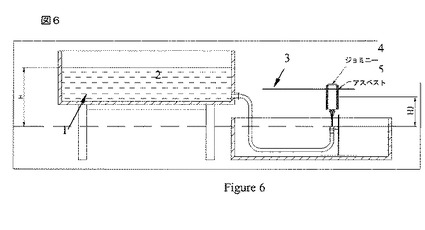
【図6】図6は、ジョミニー端部焼入れ試験のための試験器具の概略図を示している。
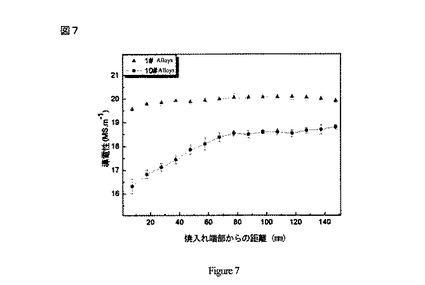
【図7】図7は、端部焼入れ試験後の、焼入れ端部からの距離に対する、サンプルの様々な部位での導電率を表したグラフを示している。
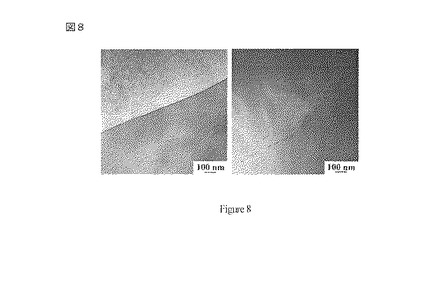
【図8】図8は、220mmの厚さを有する工業的鍛造品の1/4厚の部位でのおよび中心部での焼入れ後のTEM写真を示しており、左のものは1/4厚の部位でのTEM写真であり、右のものは中心部のTEM写真である。
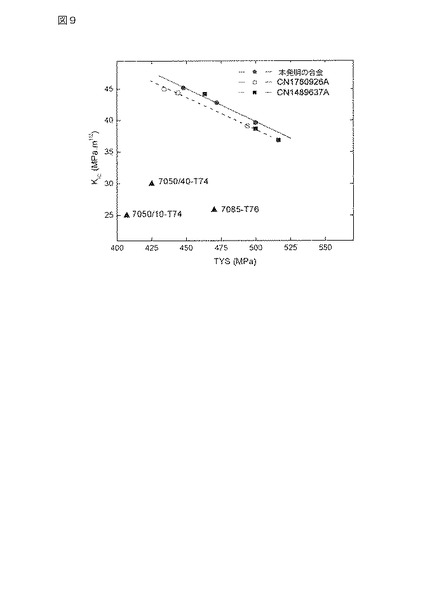
【図9】図9は、本発明の合金のTYS−KIC特性の組み合わせをいくつかの他の参照合金と比較している。
【0083】
発明の詳細な説明
例1
本発明の概念を提供するために、合金を実験室規模で調製した。合金の組成を表1に示した。270mmの径を有する球状のインゴットを、溶解、脱ガス、介在物の除去、およびDC鋳造を含む周知の手順によって調製した。得られたインゴットを(465±5℃/18時間)+(475±3℃/18時間)の条件下で均質にし、その後ゆっくりと空冷した。冷却したインゴットを剥皮し切断して、Φ250×600mmの鋳造ブランクを形成した。鋳造ブランクを420±10℃で4時間にわたって予熱し、次に、自由鍛造器において全周鍛造を3回施した。最終的に、445mm(長さ)×300mm(幅)×220mm(厚さ)の寸法を有する三次元自由鍛造製品が得られた。大型で大きな厚さの鍛造製品の焼入れ冷却の実際の工業条件を模するために、これらの三次元自由鍛造製品を、図4に示すように、合金製品と周囲との間の伝熱速度を、異なる伝熱係数を有する充填材料の選択および充填物のセットと合金製品との間の界面の存在によって効率的に制御できるようにパッケージし、それにより、大型で大きな厚さの鍛造品の焼入れ冷却条件を可能な限り模した。これら合金製品の全てに溶体化処理を施し、室温にある水中で浸漬焼入れした。次に、合金製品を、強度および靭性を高めるために、T74プロセスによって時効処理した。相関試験基準に従って、合金を、極限引張り強さ(UTS)、引張り降伏強さ(TYS)、伸び率(EL)、破壊靭性KIC、応力腐食割れ(SCC)耐性、および剥離腐食(EXCO)性などについて評価した。結果を表2に示す。
【表1】
【0084】
[注]1:実際の工業製造において、220mmの厚さを有する鍛造製品が、580−600mmのより大きな径を有する丸形インゴットを使用することによって通常製造されたことを考慮に入れて、Zr濃度を合理的に選択して0.12重量%とした。
【0085】
[注]2:10#、11#、12#および13#の合金は、それぞれ、AA7050、AA7150、AA7055、およびAA7085合金のものと類似した組成を有していた;7#合金:(Zn+Mg+Cu)=10.20;8#合金:(Zn+Mg+Cu)=11.67;9#合金:(Zn/Mg)+Cu=6.54;14#合金:Zn>(0.24−D/5000)。
【表2A】
【表2B】
【0086】
[注]:SCC耐性を以下の条件下で評価した:試料を3.5重量%のNaCl溶液に入れ、負荷を75%TYSに設定した。
【0087】
1#、2#、3#、4#、5#、および6#の合金製品は、全て、いわゆる「様々な性質の優れた組み合わせ」と「低い焼入れ感度」とを示すことと;これらの合金は、優れたSCC耐性およびEXCO耐性(EB以上である)を示すことと;L方向の降伏強さが500Mpa以上であった場合には13%以上の伸び率および40MPa・m1/2以上の破壊靭性(L−T)を維持することができ、L方向の降伏強さが500Mpa以上でありST方向の降伏強さが490MPa以上であった場合には8%以上の伸び率および26MPa・m1/2以上の破壊靭性(S−T)を維持することができたこととが、表2から分かる。
【0088】
製品の表面下(焼入れ冷却速度が比較的高いd/15の深さのところ)から中心部(焼入れ冷却速度が比較的低いd/2の深さのところ)にかけて、4#、5#、および6#合金製品は、1#、2#、および3#合金製品に比べて小さな降伏強さの変化を示し、これはより低いCu濃度を有する合金が、極めて大きな厚さを有するいくつかの製品(たとえば300mm以上の厚さを有するもの)の製造により適合していたことを示している;一方で、合金のCu濃度が減少する場合、EXCO耐性は、1#、2#、および3#合金のEAグレードから4#、5#、および6#合金のEBグレードまで低下するであろうことに気付かれたい。
【0089】
また、ZnおよびMg濃度が所定の範囲にあった場合、1#、2#、3#、4#、5#、6#、7#、8#、9#、13#、14#の合金が、比較的低いCu濃度を有し、製品の表面下から中心部にかけて6%未満の降伏強さの変化を示し、比較的優れた「低い焼入れ感度」の特徴を示したことと:一方で、10#、11#、および12#の合金が、比較的高いCu濃度(≧2.1重量%)を有し、製品の表面下から中心部にかけて13%を超える、さらには18%に近いまでの降伏強さの変化を示し、「高い焼入れ感度」を示したこととも表2から分かった。しかしながら、7#合金は、主合金化元素Zn、Mg、およびCuの比較的高い合計濃度を有し、優れた破壊靭性を示したが、強度の比較的顕著な低下が見られたこと;8#合金は、主合金化元素Zn、Mg、およびCuの比較的高い合計濃度を示し、優れた強度を示したが、破壊靭性の比較的顕著な低下が見られたことと;9#合金は、極めて高いZn/Mg比は合金の強さをさらに向上させないが、合金の破壊靭性の減少をもたらすことを示す試験結果を提供したことと;13#合金は、1#、2#、3#、4#、5#、および6#と比べて、高いCu濃度と低いMg濃度とを有しており、Cu重量%≧Mg重量%であったことと、また、製品の表面下から中心部にかけて、降伏強さの変化が増加し、破壊靭性が減少したことと;14#合金が、過剰なZrの添加が、製品の表面下から中心部にかけて、降伏強さの変化の増加と破壊靭性の減少とをもたらすことを示す試験結果を提供したこととに気付かれたい。
【0090】
例2
図5に示すように、例1で調製した1#および10#合金の三次元自由鍛造製品を、放電加工によって高さ方向に沿って切断し、Φ60×220mmの寸法を有する丸棒にした。これら丸棒にジョミニー端部焼入れ試験を施した。
【0091】
この端部焼入れ試験は、材料の焼入れ感度を調べるための従来の方法であった。試験器具は、図6に示したものであって、以下に詳細に説明する。ヘッダータンク1は20℃の水道水2を収容しており、給水管3がヘッダータンク1の下部に接続されていた。給水管3の出口は、端部焼入れのための丸棒状の試料4の下部と並んでおり、丸棒の円周面には、外的要因の干渉を低減するために、断熱材料5が充填されている。端部焼入れ試験試料4用の丸棒状の試料の一方の端部に、約10分間にわたる自由噴射焼入れを施し、図6に示す(H−HJ)のパラメータは、ヘッダータンク1内の貯水高に対応していた。
【0092】
図7に示すように、中実の三角印をつけた曲線は、端部焼入れ試験後の、1#合金の焼入れ端部からの距離に対する導電性を表しており;中実の丸印をつけた曲線は端部焼入れ試験後の10#合金の焼入れ端部からの距離に対する導電性を表していた。
【0093】
合金の導電性が焼入れプロセスの最中に得られる合金マトリックスの過飽和の度合いに関連していることは周知である。特に、合金マトリックスの過飽和の度合いが大きいほど、結晶の歪みが大きく、結晶格子が自由電子散乱に対するより高い障壁を示すので、合金の導電性が低くなる;対照的に、合金マトリックスの過飽和の度合いが小さいほど、格子歪みが小さく、合金の導電性が大きくなる。
【0094】
図7に示すように、焼入れ端部からの距離の増加に伴い、焼入れ冷却速度は連続的に減少する−1#の合金の導電性はほとんど変化せず(合金マトリックの過飽和の度合いは実質的に変化しないままであった)、これは、合金製品全体にわたっての過飽和固溶体はほとんど分解せず、焼入れ感度が低かったことを示している;一方、10#合金の導電性は大きく増加し(合金マトリックスの過飽和が連続的に減少した)、これは、焼入れ冷却速度の連続的な減少により、合金の過飽和固溶体がかなり分解し、焼入れ感度が比較的高かったことを示している。
【0095】
例3
溶解、脱ガス、介在物の除去、およびDC鋳造を含む周知のプロセスによって工業的試行を行い、630mmの径を有する丸形鋳造インゴットのバッチを製造した。これらインゴットの組成は表3に示した。鋳造インゴットを、(465±5℃/24時間)+(475±3℃/24時間)の条件下で均質にし、次にゆっくりと空冷した。冷却したインゴットを切断してΦ600×1800mmのブランクを形成した。
【表3】
【0096】
ブランクを420±10℃で予熱し、次に自由鍛造機内で全周鍛造を3回施した。最終的に、2310mm(長さ)×1000mm(幅)×220mm(厚さ)の寸法を有する三次元自由鍛造製品を調製した。この自由鍛造製品を溶体化処理し、室温にある水中で浸漬焼入れした。次に、この製品に1−3%の総変形率で冷間予備圧縮を施して残留応力を除去した。強度および靭性を向上させるために、合金製品にT76またはT74処理によって時効処理を施した。相関試験基準にしたがって、合金を、強さ、伸び率、破壊靭性、応力腐食割れ耐性および剥離腐食性について評価した。結果を表4に示す。
【表4】
【0097】
[注]:SCC耐性は、以下の条件下で評価した:試料を3.5重量%のNaCl溶液中に入れ、負荷を75%TYSに設定した。
【0098】
本発明の合金から調製された大きな厚さ(220mm)の鍛造製品は、いわゆる「様々な性質の優れた組み合わせ」と「低い焼入れ感度」とを持つことが、表4から分かる。たとえば、合金製品は、T76条件下またはT74条件下の何れかで、優れたSCC耐性および剥離腐食性を有していた一方で、L方向降伏強さは製品の表面下から中心部にかけて4%未満の変化を示した。T76条件下では、L方向降伏強さが490MPa以上であった場合、合金は14%を超える伸び率および37MPa・m1/2を超える破壊靭性(L−T)を維持することができた;ST方向降伏強さが480MPa以上であった場合、合金は6%を超える伸び率および23MPa・m1/2を超える破壊靭性(S−T)を維持することができた。T74条件下では、L方向降伏強さが450MPa以上であった場合、合金は15%以上の伸び率および41MPa・m1/2以上の破壊靭性(L−T)を維持することができた;ST方向降伏強さが420MPa以上であった場合、合金は6%以上の伸び率および24MPa・m1/2以上の破壊靭性(S−T)を維持することができた。合金の熱処理条件を調節することによって、様々な性質のより良い総合的な組み合わせを得ることができた。
【0099】
図8は、本発明の合金から作った220mmの厚さを有する製品の1/4の深さでのおよび中心部での焼入れ後のTEM写真を示している。鍛造製品の1/4の深さでは、目に見える焼入れ析出層はマトリックスの内部にも粒界にも観察されなかったことと;焼入れ冷却速度が最も遅い鍛造製品の中心部にも、マトリックスの内部に存在する確認可能な析出相はなかったが、少量の微細なシート状のη相が粒界に認められたこととがわかる。上で確認した結果は、微視的構造において、本発明の合金が低い焼入れ感度を有することをさらに証明した。
【0100】
例4
溶解、脱ガス、介在物の除去、およびDC鋳造を含む周知の手順によって他の工業的試行を行い、980mmの径を有する丸形鋳造インゴットのバッチを製造した。これらインゴットの組成を表5に示す。インゴットを、(465±5℃/24時間)+(475±3℃/24時間)の条件下で均質にし、次にゆっくりと空冷した。冷却したインゴットを剥皮しかつ切断してΦ950×1500mmのブランクを形成した。
【表5】
【0101】
ブランクを420±10℃で6時間にわたって予熱し、次に自由鍛造機において全周鍛造を3回施し、2950mm(長さ)×1000mm(幅)×360mm(厚さ)の寸法を有する立体自由鍛造製品を形成した。この自由鍛造製品に溶体化処理を施し、室温にある水中で浸漬焼入れした。次に、製品に、残留応力を取り除くため、1−3%の総変形率での冷間予備圧縮を施した。合金製品に、強度および靭性を高めるために、T74処理による時効処理を施した。相関試験基準にしたがって、合金を、強さ、伸び率、破壊靭性、応力腐蝕割れ耐性および剥離腐食性について評価した。結果を表6に示す。
【表6】
【0102】
[注]:SCC耐性は、以下の条件の下で評価した:試料を3.5重量%のNaCl内に入れ、負荷を75%TYSに設定した。
【0103】
本発明の合金から作られた極めて大きな厚さ(360mm)の鍛造製品が、いわゆる「様々な性質の優れた組み合わせ」および「低い焼入れ感度」の特徴を持つことが、表6から分かる。たとえば、T74条件下では、合金製品は優れたSCC耐性および剥離腐食性を有していた一方で、この合金のL方向降伏強さは、製品の表面下から中心部にかけて6%未満の変化を示した。L方向降伏強さが450MPa以上であった場合、合金は13%を超える伸び率および37MPa・m1/2を超える破壊靭性(L−T)を維持することができた;ST方向降伏強さが420MPa以上であった場合、合金は6%を超える伸び率および24MPa・m1/2を超える破壊靭性(S−T)を維持することができた。合金の熱処理条件を調節することによって、様々な性質のより良い総合的な組み合わせを得ることができた。
【0104】
例5
例4にしたがって調製したブランクを420±10℃で6時間にわたって予熱し、次に自由鍛造機において全周鍛造を3回施して、2950mm(長さ)×1000mm(幅)×360mm(厚さ)の寸法を有する立体自由鍛造製品を形成した。この鍛造製品を、410±10℃で3時間にわたってさらに予熱し、次に熱間圧延を施して、6980mm(長さ)×1000mm(幅)×152mm(厚さ)のプレート製品を形成した。この厚板に溶体化処理を施し、室温での水噴霧焼入れによって冷却した。次に、このプレートに、残留応力を取り除くため、1−3%の総変形率での冷間予備圧縮を施した。合金製品に、強度および靭性を高めるため、T76、T74またはT73処理によって時効処理を施した。相関試験基準にしたがって、合金を、強さ、伸び率、破壊靭性、応力腐蝕割れ耐性および剥離腐食性について評価した。結果を表7に示す。
【表7】
【0105】
[注]:SCC耐性は、以下の条件の下で評価した:思料を3.5重量%のNaCl内に入れ、負荷を75%TYSに設定した。
【0106】
図9は、本発明の152mmの厚さを有するプレートのTYS−KICの性質の組み合わせを、CN1780926Aの図2および表5に示された結果ならびにCN1489637Aの表3に示された結果と比較している,これら両方は参照によりここに組み込まれている。既に公開になっている、上で特定した中国特許出願は例を提供した(例3、例1)。上記2種類の合金の組成は本発明のものと異なっていたが、それらの主張している目的は、合金材料の焼入れ感度を低くするように合金の組成および割合を最適にすることにある。比較によって、本発明の合金が、上記2つの参考文献のものと類似したTYS−KICの性質の組み合わせを有したが、優れた伸び率とTYS−EL−KICの3つの性質の組み合わせとを示したことが分かった。図9は、AA7050/7010合金(AIMS03-02-022、2001年12月を参照のこと)、AA7050/7040合金(AIMS03-02-019、2001年9月を参照のこと)、およびAA7085合金(AIMS03-02-25、2002年9月を参照のこと)から作られた厚い製品の酷評に値する(reprehensive)性質データ(典型的には、保証が最も小さい性質)をさらに提供する。
【0107】
例6
合金溶解、脱ガス、介在物の除去、およびDC鋳造を含む周知の手順によって、中程度の厚さのプレート製品の製造のための工業的試行を行い、1100mm(幅)×270mm(厚さ)の寸法を有する偏平インゴットのバッチを製造した。鋳造インゴットの組成を表8に示した。鋳造インゴットを(465±5℃/24時間)+(475±3℃/24時間)の条件下で均質にし、次にゆっくりと空冷した。冷却したインゴットに表面ミリングおよび切断を施し、1500mm(長さ)×1100mm(幅)×250mm(厚さ)の寸法を有する立体ブランクを形成した。
【表8】
【0108】
立体ブランクを420±10℃で4時間にわたって予熱し、次に熱間圧延を施して、12500mm(長さ)×1000mm(幅)×30mm(厚さ)の中程度の厚さのプレート製品を形成した。中程度の厚さのプレート製品に溶体化処理を施し、室温での水スプレー焼入れによって冷却した。次に、このプレートに、残留応力を取り除くため、1−3%の総変形率で冷間予備延伸を施した。合金製品に、強度および靭性を高めるため、T76、T74、またはT77の処理による時効処理を施した。相関試験基準にしたがって、合金を、強さ、伸び率、破壊靭性、応力腐食割れ耐性および剥離腐食性について評価した。結果を表8に示す。
【表9】
【0109】
[注]:Pmax/PQ≦1.1の要件を満足していないので、KICは単なる参考であり、予備作製での疲れ亀裂が不安定な膨張現象を示した。
【0110】
表9から、CN1780962Aの例4の表6(30mmの厚さを有するプレートに関連する部分)に示されている結果と比較すると、本発明の合金は、優れたTYS−EL−KICの3つの性質の組み合わせを示した、すなわち、降伏強さが類似していた場合、本発明の合金は、著しく向上した伸び率および破壊靭性特性を有していたであろうことが分かる。
【発明の概要】
【0001】
発明の分野
本発明は、アルミニウム合金(Al合金としても知られている)、特に国際アルミニウム協会によって指定された7xxx系のアルミニウム合金(Al−Zn−Mg−Cu系アルミニウム合金)に関する。特に、本発明は、7xxx系のアルミニウム合金から作られる大きな厚さ(たとえば30〜360mm)の製品に関する。本発明は、ほとんどの場合には大きな厚さの鍛造製品の形状および圧延板製品の形態を対象とするが、大きな厚さを全体的にまたは局所的に有する押出し品および鋳造製品のためにも使用できる。
【0002】
背景
航空機の統合された(integrated)飛行性能、ペイロード燃料消費量、耐用年数、および信頼性に関する要求が高まっている現代の航空宇宙学的な製造では、大きな一体型のアルミニウム合金構造部材が航空機においてますます広範に使用されている。たとえば、航空機の翼と胴体との接合部の設計および製造において、様々な組成を有する複数の別々のアルミニウム合金部品を組み合わせた従来の組み合わせ組立部材の代わりに、均一な組成を有する大規模なアルミニウム合金製品から作られかつ数値制御フライス加工によって調製された航空機の翼および胴体の一体型の翼−胴体組立部材を使用することは、部材の重量を相当減らすことおよび耐用年数の最中の信頼性を高めることが可能であるだけでなく、部材の組み立ての手順を大きく減らすこともできるし、航空機を製造するための総合的なコストを削減することもできる。
【0003】
しかしながら、このような高度な設計および製造方法は、関連するアルミニウム合金製品の総合的な性能についての非常に厳しい要求をもたらす。
【0004】
航空機製造の分野で周知されているように、翼のまたは航空機の翼および胴体の組立構造の前面(face surface)を成す材料に関しては、それらが、許容できる損傷耐性に加えて、最適な圧縮降伏強さを有することが通常望ましく;一方、翼のまたは航空機の翼および胴体の組立構造の背面(back surface)を成す材料に関しては、それらが、許容できる引張降伏強さに加えて、最適な損傷耐性を示すことが通常望ましい。従来の組み合わせ構造体では、前記目的は、様々な組成を有する複数のアルミニウム合金部品を組み合わせることによって達成できる。たとえば、前面を成す材料を設計および選択する際には、より高いレベルの圧縮降伏強さと許容できる損傷耐性とを有するアルミニウム合金、たとえば7150、7055、7449合金などを使用することが好ましく;背面を成す材料を設計および選択する際には、許容できる引張降伏強さと最適な損傷耐性とを有するアルミニウム合金、たとえば2324、2524合金などを使用することが好ましい。しかしながら、(1)前記構造体が一体型構造として設計されている場合、使用されるただ1つの合金製品は、最適な引張および圧縮降伏強さと最適な損傷耐性との両方を示すべき、すなわち、「性質の最適な組み合わせ」を示すべきである;(3)一体型部材には、より大きな局所厚を有する傾向のあるものがあり、それにより、これら一体型部材を成すためのアルミニウム合金製品は、たとえば30mm以上、またはさらには360mmまでの大きな厚さを有さなければならなくなるであろう。一体型部材の様々な部位での性質の一貫性を確実にするために、アルミニウム合金製品内の様々な部位が高度に均一な性質を示すことが望ましい。
【0005】
総合的な性質を試験することによって、航空機製造の分野で広く使用されている従来の高強度および高靭性のアルミニウム合金には、先に特定した要件を満たせないものもあることがわかった。たとえば、7050、7150合金などは、この分野において、様々な性質の優れたバランスを有するアルミニウム合金として周知されている。20〜80mmの厚さを有するこれらの合金から作られる製品は、表面と中心部との許容できる差で、表面および中心部の両方において優れた総合的性質を示しうる;しかし、150mmまでの厚さを有するこれら合金の製品は、中心部での降伏強さが表面の降伏強さよりも少なくとも10%低く、それらが表面では優れた総合的性質を維持していたとしても、伸び率および破壊靱性に著しい差がある。さらに、7055、7449合金などは、この技術において、鍛造高強度アルミニウム合金として周知されている。20〜60mmの厚さを有するこれら合金から作られる製品は、表面と中心部との許容できる差で、表面および中心部の両方において高強度を望ましく示しうる;しかし、100mmまでの厚さを有するこれらの合金の製品は、それらが高強度および他の総合的な性質を表面で実質的に維持することができても、中心部の降伏強さ、伸び率、破壊靱性、疲労破壊の閾値、腐食性が表面のものより少なくとも10%〜25%低い。確立された原則は、設計者は、航空機の構造の設計の最中、材料の保証が最も小さい性質に基づいて材料を選択することである。この原則によると、7050、7150、7055、7449などの従来の合金が、たとえば80mm以下のより小さな厚さを有する製品に加工される場合、表面と中心部との間に優れた圧縮性能の一貫性が存在し、保証が最も小さい性質(典型的には、中心部の性質)がより高い耐荷重性を有するいくつかの構造部材を製造する要件を満たすことができる;しかしながら、これら合金がより大きな厚さの製品に加工される場合、中心部の性質は著しく低下し、製品の保証が最も小さい性質は、より高い耐荷重性を有するいくつかの構造部材を製造する要件を満たすことができなくなった。さらに、7xxx系のアルミニウム合金から作られる製品は、表面と中心部と差が大き過ぎ、それにより続いてのプロセス中にいくつかの予期せぬ問題、たとえば比較的高い残留内部応力を引き起こすと共に、続いてのフライス加工の確立および操作を難しくする。これは航空機の設計者にとって望ましくない。
【0006】
多くの研究結果は、7xxx系のアルミニウム合金から作られる大きな厚さの製品の表面と中心部との間の性質の違いが、合金の溶体化処理のあとの焼入れプロセスに主に起因することを示す。図1は、7xxx系のアルミニウム合金から作られた大きな厚さの製品の焼入れ曲線を示しており、ここから、所定の条件下で製品の厚さのことなる部位に、冷却速度に加えて焼入れプロセスの間に顕著な違いがあることがわかる;特に、製品の中心部の焼入れ速度は表面のそれよりもかなり低い。図2は、焼入れの最中の合金の過飽和固溶体の分解によって形成される第2の相の寸法および分布を示しており、ここから、合金の過飽和固溶体が製品の中心部付近の低い焼入れ速度に起因して分解し、大量の溶質元素が析出しかつ成長して比較的粗い焼入れ析出相となることがわかる。このような粗い焼入れ析出相の発生は、合金製品の中心部のマトリックス内での溶質元素の過飽和の度合いを下げて、その後の時効処理の最中に形成する析出強化相の量を減らしかつこれらの部位での強度特性を低下させるだけでなく、亀裂発生および微視的領域の腐食の原因となり易く、それにより、この部位の他の性質、たとえば伸び率、破壊靭性、耐疲労性、耐腐食性などを低下させもする。同時に、溶質元素は、比較的高い焼入れ速度、およびマトリックス内での溶質元素の過飽和のせいで表面の近傍には少ししかまたはほとんど析出せず、それにより、続いての時効処理最中の、適切で、微細で、好適に分布した析出強化相の形成を促進するので、合金の所望される優れた圧縮性能を製品の表面近傍で維持できることもわかる。
【0007】
より徹底的な研究結果は、焼入れ速度の、7xxx系のアルミニウム合金の過飽和固溶体の分解挙動に対する影響が、以下に説明する2つの側面に主に起因することを示している。
【0008】
第1の側面は、いわゆる「過飽和固溶体の安定性」である。
【0009】
7xxx系のアルミニウム合金では、Zn、MgおよびCuが主たる合金元素であることが周知されている。ZnおよびMgの添加は、MgZn2の化学構造を有しかつ合金中のマトリックスとの一貫的な関係にある析出強化相を形成することを主に目的としている。さらに、一方で、Cuの添加は、Cuをマトリックス中または析出相中に固溶させて合金の電極電位を変更することによって、合金の耐腐食性を向上させることを主に目的としており;他方で、Cuの存在は、析出相の形成を促進でき、高温での安定性を向上させることができる。Cuのレベルがマトリックスおよび析出相中でのその固溶限を超える場合、Al2Cuの化学構造を有する析出強化相と他にはCu富化三元相および四元相とが生じて、追加の補強効果を提供できる。何年にもわたって、当業者は、7xxx系のアルミニウム合金の強度、靭性および耐食性を高める努力をしており;現在、主合金元素Zn、Mg、およびCuの濃度範囲を制御する一式の理論および方法が確立されており、これに基づいて、様々な性質および特性を有する一連の7xxx系のアルミニウム合金が開発されてきた。しかしながら、近年、従来の7xxx系のアルミニウム合金の濃度範囲内にある所定の比の3種の主合金元素Zn、Mg、およびCuで調製した合金の中に、溶体化処理の後の焼入れプロセスの最中に、徐冷条件下で優れた安定性を示す過飽和固溶体を形成できるものがあり、一方、他の比で調製した合金は、徐冷条件下で分解し易い過飽和固溶体を形成することがわかった。知見に基づいて纏めると、固有の微視的メカニズムは完全には知られていないが、様々な冷却速度条件下での過飽和固溶体の安定性は比較的広い範囲でのZn濃度の変化には敏感でないが、一方でCu濃度の変化には非常に敏感であることがわかっている。特に、過剰なCuは、所定の焼入れ条件下で、合金の過飽和固溶体の安定性の急な低下をもたらし易い。
【0010】
第2の側面は、いわゆる「誘導析出現象」である。
【0011】
7xxx系のアルミニウム合金は、不可避不純元素、たとえばFe、Siなどを含んでおり、そのためFe富化相、Si富化相などが合金の凝固の最中に形成しうる。同時に、合金の鋳込み結晶粒の大きさと均質化の最中のこの粒子の成長とを制御することを目的としておよび熱歪みプロセスおよび溶体化処理の最中の再結晶の発生を抑えるために、複数種の微量合金化元素(たとえば、Ti、Cr、Mn、Zr、Sc、Hf、など)を合金に添加して、合金の凝固の最中に粒界に対するピン止め効果を示すことができるいくつかの第2の微細相を形成するか、または粒界に対するピン止め効果を示すことと合金の均質化の最中の補強効果に寄与することとの両方が可能ないくつかの微細分散相を析出させる。しかしながら、研究結果は、合金の凝固の最中に形成する様々な第2の相、または合金の均質化処理の最中に析出するいくつかの分散相が、マトリックスの結晶格子とは一般に不整合の関係にあり、そのためマトリックスの格子と不整合の関係にある第2の相は、焼入れ析出相の不均一コアを「誘導する」核として役立つ可能性がある。図3に示した顕微鏡写真は、マトリックスの格子と不整合の関係にある前記第2の相の部位での焼入れ析出相の優先析出を示している。
【0012】
ここ数年、上で説明した問題は、多くの研究施設および企業から強い注目を浴びてきた。理論計算および分析を組み合わせた実験室での多くの研究に基づいて、合金の成分を最適化することを、調製、成形および熱処理プロセスを最適化することと組み合わせて行うことによって、優れた総合的性質を示し、製品の厚さによっては種々の性質に関して比較的影響をあまり受けない(すなわち、いわゆる「低い焼入れ感度」)一連の高性能7xxx系アルミニウム合金材料が開発されてきた。
【0013】
たとえば、(1)Alcoa Inc.(合衆国の企業)によって出願され、2004年に公開されたCN1489637Aは、大きな厚さの構造部材の製造に合わせられた、焼入れの影響をあまり受けず、高強度でありかつ高靭性であるアルミニウム合金を開示している。この合金は本質的に:6−10重量%のZnと、1.2−1.9重量%のMgと、1.2−1.9重量%のCuと、0.4重量%以下のZrと、0.4重量%以下のScと、0.3重量%以下のHfと、0.06重量%以下のTiと、0.03重量%以下のCaと、0.03重量%以下のSrと、0.002重量%以下のBeと、0.3重量%以下のMnと、0.25重量%以下のFeと、0.25重量%以下のSiと、残部のAlとからなる。また、このアルミニウム合金は、好ましくは、6.4−9.5重量%のZnと、1.3−1.7重量%のMgと、1.3−1.9重量%のCuと、0.05−0.2重量%のZrとを含み、ここでMgの重量%≦(Cuの重量%+0.3重量%)である。CN1489637Aの実施形態に列挙されているように、T7「過時効」条件下では、典型的な合金から作られたプレート製品の中心部の長手(L−)方向における降伏強さ/破壊靱性は、このプレート製品が152mmまでの厚さを有する場合には516MPa/36.6MPa・m1/2まででありえ;熱処理のプロセスは降伏強さを高めかつ破壊靱性を低めるように、または降伏強さを低めかつ破壊靱性を高めるように調節されうる。さらに、製品の中心部の降伏強さは、典型的な合金から作られている鍛造部品が178mmの厚さを有する場合、489MPa(L−方向での)/486MPa(LT−方向での)まででありうる。この場合、この製品は、同様に大きな厚さを有しかつ従来の合金7050、7150、7044などから作られたものと比較して、遥かに優れた伸び率、耐疲労性、さらには応力腐食耐性および剥離腐食性を示し、様々な性質に関する優れたバランスと低い焼入れ感度とを示す。
【0014】
(2)Corus Aluminium Walzprod GmbH(ドイツの企業)によって出願され、2006年に公開されたCN1780926Aは、高強度および高靭性のアルミニウム合金であって、様々な性質の優れたバランスを有し、本質的に6.5−9.5重量%のZnと、1.2−2.2重量%のMgと、1.0−1.9重量%のCuと、0.5重量%以下のZrと、0.7重量%以下のScと、0.4重量%以下のCrと、0.3重量%以下のHfと、0.4重量%以下のTiと、0.4重量%以下のVと、0.8重量%以下のMnと、0.3重量%以下のFeと、以下0.2重量%のSiと、各々が0.05重量%以下であり合計で0.15重量%以下である他の不純物または付随元素と、残部のAlとからなり;好ましくは、(0.9Mg−0.6)≦Cu≦(0.9Mg+0.05)である合金を開示している。CN1780926Aの実施形態に列挙されているように、T7「過時効条件」(T76およびT74を含む)下では、製品の1/4の厚さの部位での極限引張強さ/降伏強さ/伸び率/破壊靭性/剥離腐食性は、典型的な合金から作られたプレート製品が150mmまでの厚さを有している場合、523MPa/494MPa/10.5%/39MPa・m1/2/EAまででありえ、熱処理のプロセスは、降伏強さを高めかつ伸び率および破壊靭性を低めるように、または降伏強さを低めかつ伸び率および破壊靭性を高めるように調節されうる。この場合、製品は、様々な性質の優れたバランスと低い焼入れ感度とを示す。
【0015】
(3)類似した研究も他の刊行物において報告されている。
【0016】
上述の試みはある成功には達したが、現代の航空機製造および他の関連する技術の迅速な開発が伴う、より優れた総合的性質を有しかつ製品の内部でより均一な性質を示す、7xxxアルミニウム合金の大きな厚さの製品に関する継続的な要求が存在する。したがって、当業者はこの点に関しては手綱を引かない。驚くべきことに、各成分の含有量の範囲およびその各元素のパーセンテージがより慎重に最適化されるならば7xxx系のアルミニウム合金は上述の厳しい要求を満たすであろう。
【0017】
発明の概要
本発明によって解決される第1の技術的課題は、構造部材製造用アルミニウム合金製品を提供することであって、7xxx系のアルミニウム合金から作られた大きな厚さの製品が強さと損傷耐性とのより優れた組み合わせを示すことを可能にし、この製品に、合金製品の表面上、表面下の様々な部位および中心部で、より均一な性能を持たせることにある。
【0018】
本発明によって解決される第2の技術的課題は、本発明のアルミニウム合金の変形製品の製造方法を提供することにある。
【0019】
本発明によって解決される第3の技術的課題は、本発明のアルミニウム合金の鋳造品の製造方法を提供することにある。
【0020】
本発明によって解決される第4の技術的課題は、本発明のアルミニウム合金製品を同様のまたは他の合金材料から作られた他の製品に溶接することによって形成される新規の製品を提供することにある。
【0021】
本発明によって解決される第5の技術的課題は、本発明のアルミニウム合金製品を機械加工、ケミカルミリング加工、放電加工、またはレーザー加工処理によって処理することによって製造される最終部材を提供することにある。
【0022】
本発明によって解決される第6の技術的課題は、本発明の最終部材の適用を提供することにある。
【0023】
上述の目的を達成するために、本発明は以下の技術的解決策を利用する。
【0024】
本発明は、構造部材製造用アルミニウム合金製品を対象とし、前記アルミニウム合金製品は、直接チル(DC)鋳造インゴットによって製造され、重量%に基づいて、7.5−8.7のZn、1.1−2.3のMg、0.5−1.9のCu、0.03−0.20のZrの組成を有し、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が以下の式:(a)10.5≦Zn+Mg+Cu≦11.0;(b)5.3≦(Zn/Mg)+Cu≦6.0;および(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)(ここで、Dは、前記インゴットの断面の周縁部上の任意の2点を結びかつ該断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす。一方では、前記鋳造インゴットは丸形(round)でもよく、Dはその断面の径でもよく;他方では、前記鋳造インゴットは偏平でもよく、Dはその断面の短辺の長さでもよい。
【0025】
本発明の第1の好ましい実施形態では、前記構造部材製造用アルミニウム合金製品は、重量%に基づいて、7.5−8.4のZn、1.65−1.8のMg、0.7−1.5のCu、0.03−0.20のZrの組成を有し、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が以下の式:
(a)10.6≦Zn+Mg+Cu≦10.8;
(b)5.5≦(Zn/Mg)+Cu≦5.7;および
(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)
を満たす。
【0026】
好ましい態様では、前記構造部材製造用アルミニウム合金製品は、1.69−1.8重量%のMg濃度を有する。
【0027】
本発明の第2の好ましい実施形態では、前記アルミニウム合金製品は、Mn、Sc、ErおよびHfからなる群より選択される少なくとも1種の付随微小合金化元素をさらに含み、ただし前記付随微小合金化元素の濃度が以下の式:(0.24−D/4800)≦(Zr+Mn+Sc+Er+Hf)≦(0.24−D/5000)を満たす。
【0028】
本発明の第3の好ましい実施形態では、前記アルミニウム合金製品は:0.50重量%以下のFe、0.50重量%以下のSi、0.10重量%以下のTi、および/または各々0.08重量%以下で総量0.25重量%以下の他の不純元素をさらに含む。
【0029】
本発明の第4の好ましい実施形態では、前記アルミニウム合金製品は:0.12重量%以下のFe、0.10重量%以下のSi、0.06重量%以下のTi、および/または各々0.05重量%以下で総量0.15重量%以下の他の不純元素を含む。
【0030】
本発明の第5の好ましい実施形態では、前記アルミニウム合金製品は:0.05重量%以下のFe、0.03重量%以下のSi、0.04重量%以下のTi、および/または各々0.03重量%以下で総量0.10重量%以下の他の不純元素を含む。
【0031】
本発明の第6の好ましい実施形態では、前記アルミニウム合金製品中のCu濃度は、Mg濃度以下である。
【0032】
本発明の第7の好ましい実施形態では、前記アルミニウム合金製品は、250−360mmの断面の最大厚さと、0.5−1.45重量%のCu濃度とを有している。
【0033】
本発明の第8の好ましい実施形態では、前記アルミニウム合金製品は、250−360mmの断面の最大厚さと、0.5−1.40重量%のCu濃度とを有している。
【0034】
本発明の第9の好ましい実施形態では、前記アルミニウム合金製品は、30−360mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0035】
本発明の第10の好ましい実施形態では、前記アルミニウム合金製品は、30−80mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0036】
本発明の第11の好ましい実施形態では、前記アルミニウム合金製品は、80−120mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0037】
本発明の第12の好ましい実施形態では、前記アルミニウム合金製品は、120−250mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0038】
本発明の第13の好ましい実施形態では、前記アルミニウム合金製品は、250−360mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である。
【0039】
本発明は、アルミニウム合金製品の製造方法をさらに対象としている。前記アルミニウム合金製品は、アルミニウム合金の変形製品または鋳造製品を含みうる。アルミニウム合金の変形製品の製造方法は以下のように説明できる:「合金の調製および溶解−インゴット(丸形または偏平なインゴット)をDC鋳造すること−インゴットの均質化処理および表面最終加工−最終製品形状とするためのインゴットの熱間加工(プレートの圧延、鍛造品の鍛造、およびセクショナルバー/パイプ/バーの押出)−溶体化処理および応力開放処理−時効処理−最終製品」。アルミニウム合金の鋳造製品の製造方法は以下のように説明できる:「合金の調製および溶解−鋳造−溶体化処理−時効処理−最終製品」。
【0040】
アルミニウム合金の変形処理の方法は:
1)本発明のDC鋳造インゴットを製造することと;
2)得られたインゴットを均質にすることと;
3)均質にしたインゴットを1回以上熱間加工し、所望の合金製品を製造することと;
4)変形させた合金製品を溶体化処理することと;
5)溶体化処理した合金製品を室温まで急冷することと;
6)冷却した合金製品を時効化して強度および靭性を向上させ、所望の変形合金製品を製造することと
を含んでもよい。
【0041】
工程1)では、DC鋳造インゴットを、溶解工程、脱ガス工程、介在物の除去工程、およびDC鋳造工程によって製造し、ここで、コア元素として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、鋳造インゴットの製造プロセスを完了させる。好ましい態様では、工程1)は、晶析装置の部位にまたはその近傍に、電磁攪拌、超音波攪拌または機械攪拌を適用することをさらに含む。
【0042】
工程2)では、均質化処理を:(1)450ないし480℃の範囲内にある温度での12−48時間にわたる1段階の均質化処理;(2)420ないし490℃の範囲内にある温度での合計で12−48時間にわたる2段階の均質化処理;および(3)420ないし490℃の範囲内にある温度での合計で12−48時間にわたる多段階の均質化処理からなる群より選択される手段によって行う。
【0043】
工程3)では、1回以上の変形加工処理を、鍛造、圧延、押出およびこれらの任意の組み合わせからなる群より選択される手段によって行う。各変形処理に先立って、インゴットを、380ないし450℃の範囲内にある温度へ1−6時間かけて予熱する。好ましい態様では、インゴットを、自由鍛造を圧延と組み合わせて用いて熱間変形させ、得られる合金のプレート製品は120−360mmの厚さを有する。
【0044】
工程4)では、溶体化処理を:(1)450ないし480℃の範囲内にある温度での1−12時間にわたる1段階の溶体化処理;(2)420ないし490℃の範囲内にある温度での合計で1−12時間にわたる2段階の溶体化処理;および(3)420ないし490℃の範囲内にある温度での合計で1−12時間にわたる多段階の溶体化処理からなる群より選択される手段によって行う。好ましい態様では、合金製品を、467ないし475℃の範囲内にある温度で
【数1】
【0045】
(ここでdはアルミニウム合金製品の最大厚さである)の有効等温加熱時間にわたって溶体化処理する。
【0046】
工程5)では、合金製品を、冷媒中での浸漬焼入れ、ローラーハース式スプレー焼入れ、強制空冷、およびこれらの任意の組み合わせからなる群より選択される手段によって室温まで急冷する。好ましい態様では、浸漬焼入れ用の冷媒として水を選択する。
【0047】
工程6)では、合金製品を:(1)110ないし125℃の範囲内にある温度での8−36時間にわたる1段階の時効処理(好ましくは、T6ピーク時効処理);(2)第1の段階の時効処理を110−115℃の温度で6−15時間にわたって行い、第2の段階の時効処理を155−160℃の温度で6−24時間にわたって行う2段階の時効処理(好ましくは、T7過時効処理);および(3)第1の段階の時効処理を105−125℃の温度で1−24時間にわたって行い、第2の段階の時効処理を170−200℃の温度で0.5−8時間にわたって行い、第3の段階の時効処理を105−125℃の温度で1−36時間にわたって行う3段階時効処理からなる群より選択される手段によって時効化する。
【0048】
好ましい態様では、本発明の方法は、工程5)と工程6)との合間に以下の工程:冷却した合金製品を、1−5%の範囲内にある総変形率で予備変形させて、残留内部応力を効率的に排除する工程をさらに含むことができる。好ましい態様では、予備変形処理は予備延伸であり、他の好ましい態様では、予備変形処理は予備圧縮である。
【0049】
本発明は、アルミニウム合金鋳造製品の製造方法であって:
1)本発明において説明するような鋳造インゴットを製造する工程と;
2)得られた鋳造インゴットを溶体化処理する工程と;
3)溶体化処理した鋳造インゴットを時効化して、所望の合金鋳造製品を製造する工程と
を含む方法をさらに提供する。
【0050】
工程1)では、鋳造インゴットを、溶解、脱ガス、介在物の除去、および鋳造によって製造し、ここで、コア元素として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、前記鋳造インゴットの製造プロセスを完了させる;鋳造は、砂型鋳造、ダイカスト、および機械攪拌を伴うまたは伴わない低圧鋳造からなる群より選択される。あるいは、工程1)では、鋳造インゴットを、溶解と、脱ガスと、介在物の除去と、攪拌し準固体組織特徴部を有するブランクを形成することとによって製造し、これを予熱して追加の低圧鋳造処理を施して鋳造インゴットの製造を完了させ、ここで、コア元素として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を、迅速に供給し、各元素の濃度をオンライン分析して鋳造インゴットの製造プロセスを完了させるように調節し;攪拌は、電磁攪拌、機械攪拌およびこれらの任意の組み合わせからなる群より選択される。
【0051】
工程2)では、溶体化処理を:(1)450ないし480℃の範囲内にある温度での1−48時間にわたる1段階の溶体化処理;(2)420ないし490℃の範囲内にある温度での合計で1−48時間にわたる2段階の溶体化処理;および(3)420ないし490℃の範囲内にある温度での合計で1−48時間にわたる多段階の溶体化処理からなる群より選択される手段によって行う。
【0052】
工程3)では、時効処理を:(1)110−125℃の温度での8−36時間にわたる1段階の時効処理(好ましくは、T6ピーク時効処理);(2)第1の段階の時効処理を110−115℃の温度で6−15時間にわたって行い、第2の段階の時効処理を155−160℃の温度で6−24時間にわたって行う2段階の時効処理(好ましくは、T7過時効処理);および(3)第1の段階の時効処理を105−125℃の温度で1−24時間にわたって行い、第2の段階の時効処理を170−200℃の温度で0.5−8時間にわたって行い、第3の段階の時効処理を105−125℃の温度で1−36時間にわたって行う3段階の時効処理からなる群より選択される手段によって行う。
【0053】
中でも、本発明によるまたは本発明の方法によって製造されるアルミニウム合金製品の表面上、表面下の様々な深さの部位、および中心部における降伏強さは、差異が10%以下、好ましくは6%以下、さらに好ましくは4%である。
【0054】
ある態様では、本発明によるまたは本発明の方法によって製造されるアルミニウム合金製品を、同種または異種の合金材料からなる群より選択される材料と互いに溶接して、新規の製品を形成することができ、ここで、溶接は、摩擦攪拌接合、溶融接合、ハンダ付け/ろう付け、電子ビーム溶接、レーザー溶接、およびこれらの任意の組み合わせからなる群より選択される。
【0055】
もう1つの態様では、本発明によるまたは本発明の方法によって製造されるアルミニウム合金製品は、機械加工、ケミカルミリング加工、放電加工、レーザー加工作業、およびこれらの任意の組み合わせからなる群より選択される手段によって加工し、航空機部品、車両部品、宇宙船、および成形型からなる群より選択される最終部材を形成できる。好ましい態様では、航空機部品は、翼けた、翼および胴体の組立部材、耐力フレーム、および航空機のウォールボードからなる群より選択される。もう1つの好ましい態様では、成形型は、100℃未満の温度での成形製品の製造のためのものである。さらにもう1つの好ましい態様では、車両部品は自動車部品および鉄道車両部品からなる群より選択される。
【0056】
以下に、本発明をさらに詳細に説明する。
【0057】
(1)30ないし360mmの範囲内にある厚さを有する製品の場合、本発明で使用する基本的な合金は、重量%に基づいて、7.5−8.7のZn、1.1−2.3のMg、0.5−1.9のCu、0.03−0.20のZrを含み、残部がAl、付随元素および不純物であり;Zn、Mg、CuおよびZrの濃度が式:(a)10.5≦Zn+Mg+Cu≦11;(b)5.3≦(Zn/Mg)+Cu≦6.0;および(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)(ここで、Dは、鋳造インゴットの断面の周縁部上の任意の2点を結びかつ該断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす。
【0058】
(2)30ないし360mmの厚さを有する製品に関しては、本発明で使用するより好ましい基本的な合金は、重量%に基づいて、7.5−8.4のZn、1.65−1.8のMg、0.7−1.5のCu、0.03−0.20のZrを含み、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が式:(a)10.6≦Zn+Mg+Cu≦10.8;(b)5.5≦(Zn/Mg)+Cu≦5.7;(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)(ここで、Dは、鋳造インゴットの断面の周縁部上の任意の2点を結びかつ該断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす。
【0059】
(3)本発明の合金は、7xxx系のアルミニウム合金で一般に使用される微小合金化元素Cr、Vなどを含んでいない。本発明の合金に添加される元素Zrおよび鋳造の処理の最中に結晶微細化剤によって本願の合金へと同伴される元素Tiに加え、本発明の合金は、微小合金化元素Mn、Sc、Er、Hf、などをさらに含むことができる。しかしながら、単独でまたは組み合わせて導入されるこれらの微小合金化元素は、式(0.24−D/4800)≦(Zr+Mn+Sc+Er+Hf)≦(0.24−D/5000)を満たして、上述の元素を含有する主析出相が、比較的低い速度で冷却および固化される大型のインゴットの中心部に形成しないか少ししか形成しないことを確実にする必要が依然としてある(ここで、Dは、鋳造インゴットの断面の周縁部上の任意の2点を結びかつ該断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)。
【0060】
(4)本発明の合金が変形製品および鋳造製品の製造に使用される場合、結晶微細化剤によって同伴される不純物および追加の元素の濃度を、以下の式を満たすように制御すべきである:0.50重量%以下のFe、0.50重量%以下のSi、0.10重量%以下のTi、および各々0.08重量%以下、合計で0.25重量%以下の他の不純物または付随元素;好ましくは、0.12重量%以下のFe、0.10重量%以下のSi、0.06重量%以下のTi、および各々0.05重量%以下、合計で0.15重量%以下の他の不純物または付随元素;より好ましくは、0.05重量%以下のFe、0.03重量%以下のSi、0.04重量%以下のTi、各々0.03重量%以下、合計で0.10重量%以下の他の不純物または付随元素。
【0061】
(5)他の好ましい実施形態では、大きな厚さの製品の中心部の低い焼入れ速度を原因とする過飽和固溶体の安定性低下を避けるために、7xxx系のアルミニウム合金製品が250mm以上の厚さを有する場合、Cu濃度の上限は1.45重量%以下である。
【0062】
(6)より好ましい実施形態では、大きな厚さの製品の好ましい低い焼入れ冷却速度を原因として過飽和固溶体の安定性が低下するのを避けるために、7xxx系のアルミニウム合金製品が250mm以上までの厚さを有する場合、Cu濃度の上限は1.40重量%以下である。
【0063】
(7)本発明の合金を、溶解、脱ガス、介在物の除去、およびDC鋳造によって形成して鋳造インゴットにすることができる。コア材料として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御すべきであることと;各合金化元素を、迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、鋳造インゴットの製造プロセスを完了させるべきであることとが特定されるべきである。
【0064】
(8)本発明の合金は、溶解、脱ガス、介在物の除去、および晶析装置におけるまたはその近傍での攪拌(電磁攪拌、音場攪拌、または機械攪拌)によって形成して鋳造インゴットにすることもでき、それにより、固液界面の形状を改善し、合金の固化プロセスの最中に溶融液体の窪みの深さを減らして、デンドライト構造を効率的に破壊しかつ合金化元素の巨視的および微視的偏析を減らすことができる。その間、合金中の酸化介在物は、この技術で周知されている濃度範囲内に制御すべきである。
【0065】
(9)本発明の合金は、以下の条件下で均質にできる:450−480℃の温度での12−48時間にわたる1段階の均質化処理、または420−490℃の温度での合計で12−48時間にわたる2段階の、さらには多段階の均質化処理。
【0066】
(10)本発明の合金に、鍛造、圧延、および押出からなる群より選択される1回以上の変形加工処理による1回以上の熱間変形処理を施して、所望の大きさを有する製品を形成することができる。各変形処理に先立って、合金を380−450℃の温度で1−6時間にわたって予熱してもよい。
【0067】
(11)他の好ましい実施形態において、本発明の合金から作られる圧延板製品が120mm以上の厚さを有する場合、自由鍛造を圧延と組み合わせて用いて合金を熱間変形させて、プレート製品の中心部に十分に変形した構造を得ることが好ましい。各熱間変形処理に先立って、合金を380−450℃の温度で1−6時間にわたって予熱してもよい。
【0068】
(12)本発明の合金に、以下の条件下で溶体化処理を施すことができる:450−480℃の温度での1−12時間にわたる1段階の溶体化処理、または420−490℃の温度での合計で1−12時間にわたる2段階の若しくは多段階の溶体化処理。
【0069】
(13)他の好ましい実施形態では、本発明の合金を、467−475℃の温度で、
【数2】
【0070】
の(ここで、dは、7xxx系アルミニウム合金製品の厚さ(mm)である)有効等温加熱時間にわたって溶体化処理することが好ましい。
【0071】
(14)本発明の合金に、水浸もしくは冷媒浸焼入れ、またはローラーハース型のスプレー焼入れ、または強制空冷焼入れを施して、溶体化処理された合金製品を室温まで迅速に冷却することができる。
【0072】
(15)本発明の残留内部応力は、厚板/セクショナルバー製品を予備延伸するか、鍛造製品を予備圧縮することによって効率的に排除できる。予備延伸または予備圧縮の総変形率は、1−5%の範囲内に制御すべきである。
【0073】
(16)本発明の合金は、強度および靭性を高めるために、1段階の時効プロセス(たとえばT6ピーク時効プロセス)または2段階の時効プロセス(たとえば、T73、T74、T76、およびT79プロセスなどを含んだT7過時効プロセス)によって時効できる。詳細には、T6ピーク時効プロセスを使用する場合、時効処理は、90−138℃の温度で1−48時間にわたって、好ましくは100−135℃の温度で1−48時間にわたって、より好ましくは110−125℃の温度で8−36時間にわたって行うことができる。T7過時効プロセスを使用する場合、第1の段階の時効処理は、105−125℃の温度で1−24時間にわたって行うことができ、第2の段階の時効処理は、150−170℃の温度で1−36時間にわたって行うことができ;好ましくは、第1の段階は、108−120℃の温度で5−20時間にわたって行うことができ、第2の段階は、153−165℃の温度で5−30時間にわたって行うことができ;より好ましくは、第1の段階は、110−115℃の温度で6−15時間にわたって行うことができ、第2の段階は、155−160℃の温度で6−24時間にわたって行うことができる。
【0074】
(17)本発明の合金に、3段階の時効処理によって、強度および靭性を向上させるための熱処理をすることができる。詳細には、第1の段階の時効処理は、105−125℃の温度で1−24時間にわたって行うことができ、第2の段階は、170−200℃の温度で0.5−8時間にわたって行うことができ、第3段階は、105−125℃の温度で1−36時間にわたって行うことができる。
【0075】
(18)鋳造製品を製造する場合、本発明の合金は、溶解、脱ガス、介在物の除去、および鋳造(砂型鋳造、ダイカスト、または機械攪拌を伴うもしくは伴わない低圧鋳造)によって形成して鋳造インゴットにすることができる。コア材料として焼成ロスになり難いCuを使用することによって、溶解中、元素を正確に制御することと;各合金化元素を、迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、鋳造インゴットの製造プロセスを完了させることとが特定されるべきである。
【0076】
(19)鋳造製品を製造する際、本発明の合金を、溶解と、脱ガスと、介在物の除去と、攪拌して準固体組織特徴部を有するブランクを形成することとによって鋳造インゴットにし、これを予熱して追加の低圧鋳造処理を施して鋳造インゴットの製造を完了することができ、ここでは、コア元素として焼成ロスになり難いCuを使用することによって、溶解中、元素を正確に制御し;各合金化元素を、迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、鋳造インゴットの製造プロセスを完了させる。
【0077】
(20)本発明の合金から作られる鋳造製品を、以下の条件下で溶体化処理することができる:450−480℃の温度での1−48時間にわたる1段階の溶体化処理、または420−490℃の温度での合計で1−48時間にわたる2段階のもしくは多段階の溶体化処理。
【0078】
(21)本発明の合金に、T6ピーク時効プロセスまたはT73、T74、T76、T79などのT7過時効プロセスによる強度および靭性のための時効処理を施すことができる。詳細には、T6ピーク時効プロセスを使用する場合、時効処理は、90−138℃の温度で1−48時間にわたって、好ましくは100−135℃の温度で1−48時間にわたって、より好ましくは110−125℃の温度で8−36時間にわたって行うことができる。T7過時効プロセスを使用する場合、第1の段階の時効プロセスを105−125℃の温度で1−24時間にわたって行うことができ、第2の段階を150−170℃で1−36時間にわたって行うことができる;好ましくは、第1の段階を108−120℃で5−20時間にわたって行い、第2段階を153−165℃で5−30時間にわたって行う;より好ましくは、第1の段階を110−115℃で6−15時間にわたって行い、第2の段階を155−160℃で6−24時間にわたって行う。
【0079】
(22)本発明の合金は、強度および靭性を高めるために、3段階の時効プロセスによって時効することができる。詳細には、第1の段階の時効処理は105−125℃の温度で1−24時間にわたって行うことができ、第2の段階は170−200℃で0.5ないし8時間にわたって行うことができ、第3の段階は105−125℃で1−36時間にわたって行うことができる。
【0080】
本発明は、以下の利点を提供する。
【0081】
本発明は、7xxx系のアルミニウム合金から作られる大きな厚さの製品に強度および損傷耐性のより優れた組み合わせを持たせることを可能にすると共に、この合金製品に、製品の表面、表面下の様々な深さのところ、中心部においてより均一で一貫した性能をもたせることを可能にする。本発明は、主要な力を支持する航空宇宙構造部材を製造するための、大きな断面を有する大きな厚さの鍛造製品および圧延板製品のために典型的に使用されるが、全体的にまたは局所的に大きな厚さを有する押出品および鋳造製品にも適合される。
【図面の簡単な説明】
【0082】
【図1】図1は、7xxx系のアルミニウム合金から作られた大きな厚さの製品の焼入れ曲線の概略図を示している。
【図2】図2は、7xxx系のアルミニウム合金から作られた大きな厚さ製品の焼入れ処理の最中に合金の過飽和固溶体の分解によって形成する第2の相の寸法および分布の概略図を示している。
【図3】図3は、7xxx系のアルミニウム合金から作られた大きな厚さ製品の焼入れの最中の、マトリックスの結晶格子に対して不整合の関係にある第2の相の部位での焼入れ析出相の好ましい析出を示したTEM写真を示している。
【図4】図4は、実験室レベルの小型自由鍛造製品のパッケージのセットを示した概略図である。
【図5】図5は、ジョミニー端部焼入れ試験試料の試料抽出プロセスを示した概略図である。
【図6】図6は、ジョミニー端部焼入れ試験のための試験器具の概略図を示している。
【図7】図7は、端部焼入れ試験後の、焼入れ端部からの距離に対する、サンプルの様々な部位での導電率を表したグラフを示している。
【図8】図8は、220mmの厚さを有する工業的鍛造品の1/4厚の部位でのおよび中心部での焼入れ後のTEM写真を示しており、左のものは1/4厚の部位でのTEM写真であり、右のものは中心部のTEM写真である。
【図9】図9は、本発明の合金のTYS−KIC特性の組み合わせをいくつかの他の参照合金と比較している。
【0083】
発明の詳細な説明
例1
本発明の概念を提供するために、合金を実験室規模で調製した。合金の組成を表1に示した。270mmの径を有する球状のインゴットを、溶解、脱ガス、介在物の除去、およびDC鋳造を含む周知の手順によって調製した。得られたインゴットを(465±5℃/18時間)+(475±3℃/18時間)の条件下で均質にし、その後ゆっくりと空冷した。冷却したインゴットを剥皮し切断して、Φ250×600mmの鋳造ブランクを形成した。鋳造ブランクを420±10℃で4時間にわたって予熱し、次に、自由鍛造器において全周鍛造を3回施した。最終的に、445mm(長さ)×300mm(幅)×220mm(厚さ)の寸法を有する三次元自由鍛造製品が得られた。大型で大きな厚さの鍛造製品の焼入れ冷却の実際の工業条件を模するために、これらの三次元自由鍛造製品を、図4に示すように、合金製品と周囲との間の伝熱速度を、異なる伝熱係数を有する充填材料の選択および充填物のセットと合金製品との間の界面の存在によって効率的に制御できるようにパッケージし、それにより、大型で大きな厚さの鍛造品の焼入れ冷却条件を可能な限り模した。これら合金製品の全てに溶体化処理を施し、室温にある水中で浸漬焼入れした。次に、合金製品を、強度および靭性を高めるために、T74プロセスによって時効処理した。相関試験基準に従って、合金を、極限引張り強さ(UTS)、引張り降伏強さ(TYS)、伸び率(EL)、破壊靭性KIC、応力腐食割れ(SCC)耐性、および剥離腐食(EXCO)性などについて評価した。結果を表2に示す。
【表1】
【0084】
[注]1:実際の工業製造において、220mmの厚さを有する鍛造製品が、580−600mmのより大きな径を有する丸形インゴットを使用することによって通常製造されたことを考慮に入れて、Zr濃度を合理的に選択して0.12重量%とした。
【0085】
[注]2:10#、11#、12#および13#の合金は、それぞれ、AA7050、AA7150、AA7055、およびAA7085合金のものと類似した組成を有していた;7#合金:(Zn+Mg+Cu)=10.20;8#合金:(Zn+Mg+Cu)=11.67;9#合金:(Zn/Mg)+Cu=6.54;14#合金:Zn>(0.24−D/5000)。
【表2A】
【表2B】
【0086】
[注]:SCC耐性を以下の条件下で評価した:試料を3.5重量%のNaCl溶液に入れ、負荷を75%TYSに設定した。
【0087】
1#、2#、3#、4#、5#、および6#の合金製品は、全て、いわゆる「様々な性質の優れた組み合わせ」と「低い焼入れ感度」とを示すことと;これらの合金は、優れたSCC耐性およびEXCO耐性(EB以上である)を示すことと;L方向の降伏強さが500Mpa以上であった場合には13%以上の伸び率および40MPa・m1/2以上の破壊靭性(L−T)を維持することができ、L方向の降伏強さが500Mpa以上でありST方向の降伏強さが490MPa以上であった場合には8%以上の伸び率および26MPa・m1/2以上の破壊靭性(S−T)を維持することができたこととが、表2から分かる。
【0088】
製品の表面下(焼入れ冷却速度が比較的高いd/15の深さのところ)から中心部(焼入れ冷却速度が比較的低いd/2の深さのところ)にかけて、4#、5#、および6#合金製品は、1#、2#、および3#合金製品に比べて小さな降伏強さの変化を示し、これはより低いCu濃度を有する合金が、極めて大きな厚さを有するいくつかの製品(たとえば300mm以上の厚さを有するもの)の製造により適合していたことを示している;一方で、合金のCu濃度が減少する場合、EXCO耐性は、1#、2#、および3#合金のEAグレードから4#、5#、および6#合金のEBグレードまで低下するであろうことに気付かれたい。
【0089】
また、ZnおよびMg濃度が所定の範囲にあった場合、1#、2#、3#、4#、5#、6#、7#、8#、9#、13#、14#の合金が、比較的低いCu濃度を有し、製品の表面下から中心部にかけて6%未満の降伏強さの変化を示し、比較的優れた「低い焼入れ感度」の特徴を示したことと:一方で、10#、11#、および12#の合金が、比較的高いCu濃度(≧2.1重量%)を有し、製品の表面下から中心部にかけて13%を超える、さらには18%に近いまでの降伏強さの変化を示し、「高い焼入れ感度」を示したこととも表2から分かった。しかしながら、7#合金は、主合金化元素Zn、Mg、およびCuの比較的高い合計濃度を有し、優れた破壊靭性を示したが、強度の比較的顕著な低下が見られたこと;8#合金は、主合金化元素Zn、Mg、およびCuの比較的高い合計濃度を示し、優れた強度を示したが、破壊靭性の比較的顕著な低下が見られたことと;9#合金は、極めて高いZn/Mg比は合金の強さをさらに向上させないが、合金の破壊靭性の減少をもたらすことを示す試験結果を提供したことと;13#合金は、1#、2#、3#、4#、5#、および6#と比べて、高いCu濃度と低いMg濃度とを有しており、Cu重量%≧Mg重量%であったことと、また、製品の表面下から中心部にかけて、降伏強さの変化が増加し、破壊靭性が減少したことと;14#合金が、過剰なZrの添加が、製品の表面下から中心部にかけて、降伏強さの変化の増加と破壊靭性の減少とをもたらすことを示す試験結果を提供したこととに気付かれたい。
【0090】
例2
図5に示すように、例1で調製した1#および10#合金の三次元自由鍛造製品を、放電加工によって高さ方向に沿って切断し、Φ60×220mmの寸法を有する丸棒にした。これら丸棒にジョミニー端部焼入れ試験を施した。
【0091】
この端部焼入れ試験は、材料の焼入れ感度を調べるための従来の方法であった。試験器具は、図6に示したものであって、以下に詳細に説明する。ヘッダータンク1は20℃の水道水2を収容しており、給水管3がヘッダータンク1の下部に接続されていた。給水管3の出口は、端部焼入れのための丸棒状の試料4の下部と並んでおり、丸棒の円周面には、外的要因の干渉を低減するために、断熱材料5が充填されている。端部焼入れ試験試料4用の丸棒状の試料の一方の端部に、約10分間にわたる自由噴射焼入れを施し、図6に示す(H−HJ)のパラメータは、ヘッダータンク1内の貯水高に対応していた。
【0092】
図7に示すように、中実の三角印をつけた曲線は、端部焼入れ試験後の、1#合金の焼入れ端部からの距離に対する導電性を表しており;中実の丸印をつけた曲線は端部焼入れ試験後の10#合金の焼入れ端部からの距離に対する導電性を表していた。
【0093】
合金の導電性が焼入れプロセスの最中に得られる合金マトリックスの過飽和の度合いに関連していることは周知である。特に、合金マトリックスの過飽和の度合いが大きいほど、結晶の歪みが大きく、結晶格子が自由電子散乱に対するより高い障壁を示すので、合金の導電性が低くなる;対照的に、合金マトリックスの過飽和の度合いが小さいほど、格子歪みが小さく、合金の導電性が大きくなる。
【0094】
図7に示すように、焼入れ端部からの距離の増加に伴い、焼入れ冷却速度は連続的に減少する−1#の合金の導電性はほとんど変化せず(合金マトリックの過飽和の度合いは実質的に変化しないままであった)、これは、合金製品全体にわたっての過飽和固溶体はほとんど分解せず、焼入れ感度が低かったことを示している;一方、10#合金の導電性は大きく増加し(合金マトリックスの過飽和が連続的に減少した)、これは、焼入れ冷却速度の連続的な減少により、合金の過飽和固溶体がかなり分解し、焼入れ感度が比較的高かったことを示している。
【0095】
例3
溶解、脱ガス、介在物の除去、およびDC鋳造を含む周知のプロセスによって工業的試行を行い、630mmの径を有する丸形鋳造インゴットのバッチを製造した。これらインゴットの組成は表3に示した。鋳造インゴットを、(465±5℃/24時間)+(475±3℃/24時間)の条件下で均質にし、次にゆっくりと空冷した。冷却したインゴットを切断してΦ600×1800mmのブランクを形成した。
【表3】
【0096】
ブランクを420±10℃で予熱し、次に自由鍛造機内で全周鍛造を3回施した。最終的に、2310mm(長さ)×1000mm(幅)×220mm(厚さ)の寸法を有する三次元自由鍛造製品を調製した。この自由鍛造製品を溶体化処理し、室温にある水中で浸漬焼入れした。次に、この製品に1−3%の総変形率で冷間予備圧縮を施して残留応力を除去した。強度および靭性を向上させるために、合金製品にT76またはT74処理によって時効処理を施した。相関試験基準にしたがって、合金を、強さ、伸び率、破壊靭性、応力腐食割れ耐性および剥離腐食性について評価した。結果を表4に示す。
【表4】
【0097】
[注]:SCC耐性は、以下の条件下で評価した:試料を3.5重量%のNaCl溶液中に入れ、負荷を75%TYSに設定した。
【0098】
本発明の合金から調製された大きな厚さ(220mm)の鍛造製品は、いわゆる「様々な性質の優れた組み合わせ」と「低い焼入れ感度」とを持つことが、表4から分かる。たとえば、合金製品は、T76条件下またはT74条件下の何れかで、優れたSCC耐性および剥離腐食性を有していた一方で、L方向降伏強さは製品の表面下から中心部にかけて4%未満の変化を示した。T76条件下では、L方向降伏強さが490MPa以上であった場合、合金は14%を超える伸び率および37MPa・m1/2を超える破壊靭性(L−T)を維持することができた;ST方向降伏強さが480MPa以上であった場合、合金は6%を超える伸び率および23MPa・m1/2を超える破壊靭性(S−T)を維持することができた。T74条件下では、L方向降伏強さが450MPa以上であった場合、合金は15%以上の伸び率および41MPa・m1/2以上の破壊靭性(L−T)を維持することができた;ST方向降伏強さが420MPa以上であった場合、合金は6%以上の伸び率および24MPa・m1/2以上の破壊靭性(S−T)を維持することができた。合金の熱処理条件を調節することによって、様々な性質のより良い総合的な組み合わせを得ることができた。
【0099】
図8は、本発明の合金から作った220mmの厚さを有する製品の1/4の深さでのおよび中心部での焼入れ後のTEM写真を示している。鍛造製品の1/4の深さでは、目に見える焼入れ析出層はマトリックスの内部にも粒界にも観察されなかったことと;焼入れ冷却速度が最も遅い鍛造製品の中心部にも、マトリックスの内部に存在する確認可能な析出相はなかったが、少量の微細なシート状のη相が粒界に認められたこととがわかる。上で確認した結果は、微視的構造において、本発明の合金が低い焼入れ感度を有することをさらに証明した。
【0100】
例4
溶解、脱ガス、介在物の除去、およびDC鋳造を含む周知の手順によって他の工業的試行を行い、980mmの径を有する丸形鋳造インゴットのバッチを製造した。これらインゴットの組成を表5に示す。インゴットを、(465±5℃/24時間)+(475±3℃/24時間)の条件下で均質にし、次にゆっくりと空冷した。冷却したインゴットを剥皮しかつ切断してΦ950×1500mmのブランクを形成した。
【表5】
【0101】
ブランクを420±10℃で6時間にわたって予熱し、次に自由鍛造機において全周鍛造を3回施し、2950mm(長さ)×1000mm(幅)×360mm(厚さ)の寸法を有する立体自由鍛造製品を形成した。この自由鍛造製品に溶体化処理を施し、室温にある水中で浸漬焼入れした。次に、製品に、残留応力を取り除くため、1−3%の総変形率での冷間予備圧縮を施した。合金製品に、強度および靭性を高めるために、T74処理による時効処理を施した。相関試験基準にしたがって、合金を、強さ、伸び率、破壊靭性、応力腐蝕割れ耐性および剥離腐食性について評価した。結果を表6に示す。
【表6】
【0102】
[注]:SCC耐性は、以下の条件の下で評価した:試料を3.5重量%のNaCl内に入れ、負荷を75%TYSに設定した。
【0103】
本発明の合金から作られた極めて大きな厚さ(360mm)の鍛造製品が、いわゆる「様々な性質の優れた組み合わせ」および「低い焼入れ感度」の特徴を持つことが、表6から分かる。たとえば、T74条件下では、合金製品は優れたSCC耐性および剥離腐食性を有していた一方で、この合金のL方向降伏強さは、製品の表面下から中心部にかけて6%未満の変化を示した。L方向降伏強さが450MPa以上であった場合、合金は13%を超える伸び率および37MPa・m1/2を超える破壊靭性(L−T)を維持することができた;ST方向降伏強さが420MPa以上であった場合、合金は6%を超える伸び率および24MPa・m1/2を超える破壊靭性(S−T)を維持することができた。合金の熱処理条件を調節することによって、様々な性質のより良い総合的な組み合わせを得ることができた。
【0104】
例5
例4にしたがって調製したブランクを420±10℃で6時間にわたって予熱し、次に自由鍛造機において全周鍛造を3回施して、2950mm(長さ)×1000mm(幅)×360mm(厚さ)の寸法を有する立体自由鍛造製品を形成した。この鍛造製品を、410±10℃で3時間にわたってさらに予熱し、次に熱間圧延を施して、6980mm(長さ)×1000mm(幅)×152mm(厚さ)のプレート製品を形成した。この厚板に溶体化処理を施し、室温での水噴霧焼入れによって冷却した。次に、このプレートに、残留応力を取り除くため、1−3%の総変形率での冷間予備圧縮を施した。合金製品に、強度および靭性を高めるため、T76、T74またはT73処理によって時効処理を施した。相関試験基準にしたがって、合金を、強さ、伸び率、破壊靭性、応力腐蝕割れ耐性および剥離腐食性について評価した。結果を表7に示す。
【表7】
【0105】
[注]:SCC耐性は、以下の条件の下で評価した:思料を3.5重量%のNaCl内に入れ、負荷を75%TYSに設定した。
【0106】
図9は、本発明の152mmの厚さを有するプレートのTYS−KICの性質の組み合わせを、CN1780926Aの図2および表5に示された結果ならびにCN1489637Aの表3に示された結果と比較している,これら両方は参照によりここに組み込まれている。既に公開になっている、上で特定した中国特許出願は例を提供した(例3、例1)。上記2種類の合金の組成は本発明のものと異なっていたが、それらの主張している目的は、合金材料の焼入れ感度を低くするように合金の組成および割合を最適にすることにある。比較によって、本発明の合金が、上記2つの参考文献のものと類似したTYS−KICの性質の組み合わせを有したが、優れた伸び率とTYS−EL−KICの3つの性質の組み合わせとを示したことが分かった。図9は、AA7050/7010合金(AIMS03-02-022、2001年12月を参照のこと)、AA7050/7040合金(AIMS03-02-019、2001年9月を参照のこと)、およびAA7085合金(AIMS03-02-25、2002年9月を参照のこと)から作られた厚い製品の酷評に値する(reprehensive)性質データ(典型的には、保証が最も小さい性質)をさらに提供する。
【0107】
例6
合金溶解、脱ガス、介在物の除去、およびDC鋳造を含む周知の手順によって、中程度の厚さのプレート製品の製造のための工業的試行を行い、1100mm(幅)×270mm(厚さ)の寸法を有する偏平インゴットのバッチを製造した。鋳造インゴットの組成を表8に示した。鋳造インゴットを(465±5℃/24時間)+(475±3℃/24時間)の条件下で均質にし、次にゆっくりと空冷した。冷却したインゴットに表面ミリングおよび切断を施し、1500mm(長さ)×1100mm(幅)×250mm(厚さ)の寸法を有する立体ブランクを形成した。
【表8】
【0108】
立体ブランクを420±10℃で4時間にわたって予熱し、次に熱間圧延を施して、12500mm(長さ)×1000mm(幅)×30mm(厚さ)の中程度の厚さのプレート製品を形成した。中程度の厚さのプレート製品に溶体化処理を施し、室温での水スプレー焼入れによって冷却した。次に、このプレートに、残留応力を取り除くため、1−3%の総変形率で冷間予備延伸を施した。合金製品に、強度および靭性を高めるため、T76、T74、またはT77の処理による時効処理を施した。相関試験基準にしたがって、合金を、強さ、伸び率、破壊靭性、応力腐食割れ耐性および剥離腐食性について評価した。結果を表8に示す。
【表9】
【0109】
[注]:Pmax/PQ≦1.1の要件を満足していないので、KICは単なる参考であり、予備作製での疲れ亀裂が不安定な膨張現象を示した。
【0110】
表9から、CN1780962Aの例4の表6(30mmの厚さを有するプレートに関連する部分)に示されている結果と比較すると、本発明の合金は、優れたTYS−EL−KICの3つの性質の組み合わせを示した、すなわち、降伏強さが類似していた場合、本発明の合金は、著しく向上した伸び率および破壊靭性特性を有していたであろうことが分かる。
【特許請求の範囲】
【請求項1】
直接チル(DC)鋳造インゴットから作られる、構造部材製造用アルミニウム合金製品であって、前記合金が、重量%に基づいて、本質的に7.5−8.7のZn、1.1−2.3のMg、0.5−1.9のCu、0.03−0.20のZrからなり、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が式:
(a)10.5≦Zn+Mg+Cu≦11.0;
(b)5.3≦(Zn/Mg)+Cu≦6.0;および
(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)
(ここで、Dは、前記インゴットの断面の周縁部上の任意の2点を結びかつ前記断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす構造部材製造用アルミニウム合金製品。
【請求項2】
前記合金が、重量%に基づいて、本質的に7.5−8.4のZn、1.65−1.8のMg、0.7−1.5のCu、0.03−0.20のZrからなり、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が式:
(a)10.6≦Zn+Mg+Cu≦10.8;
(b)5.5≦(Zn/Mg)+Cu≦5.7;および
(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)
を満たす請求項1に記載の構造部材製造用アルミニウム合金製品。
【請求項3】
重量%に基づいて、Mgの濃度が1.69−1.8である請求項1に記載の構造部材製造用アルミニウム合金製品。
【請求項4】
Mn、Sc、ErおよびHfからなる群より選択される少なくとも1種の付随微小合金化元素をさらに含み、ただし前記付随微小合金化元素の濃度が式:(0.24−D/4800)≦(Zr+Mn+Sc+Er+Hf)≦(0.24−D/5000)を満たす請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項5】
0.50重量%以下のFe、0.50重量%以下のSi、0.10重量%以下のTi、および/または各々0.08重量%以下で総量0.25重量%以下の他の不純元素をさらに含む請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項6】
0.12重量%以下のFe、0.10重量%以下のSi、0.06重量%以下のTi、および/または各々0.05重量%以下で総量0.15重量%以下の他の不純元素を含む請求項5に記載の構造部材製造用アルミニウム合金製品。
【請求項7】
0.05重量%以下のFe、0.03重量%以下のSi、0.04重量%以下のTi、および/または各々0.03重量%以下で総量0.10重量%以下の他の不純元素を含む請求項6に記載の構造部材製造用アルミニウム合金製品。
【請求項8】
Cu濃度がMg濃度以下である請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項9】
前記アルミニウム合金製品が250−360mmの断面の最大厚さを有し、前記合金が、重量%に基づいて、0.5−1.45のCu濃度を有する請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項10】
前記アルミニウム合金製品が250−360mmの断面の最大厚さを有し、前記合金が、重量%に基づいて、0.5−1.40のCu濃度を有する請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項11】
前記アルミニウム合金製品は30−360mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項12】
前記アルミニウム合金製品は、30−80mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項11に記載の構造部材製造用アルミニウム合金製品。
【請求項13】
前記アルミニウム合金製品は、80−120mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項11に記載の構造部材製造用アルミニウム合金製品。
【請求項14】
前記アルミニウム合金製品は、120−250mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項11に記載の構造部材製造用アルミニウム合金製品。
【請求項15】
前記アルミニウム合金製品は、250−360mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項11に記載の構造部材製造用アルミニウム合金製品。
【請求項16】
前記インゴットが丸形であり、Dは前記インゴットの断面の径である請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項17】
前記インゴットが偏平であり、Dは前記インゴットの断面の短辺の長さである請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項18】
アルミニウム合金の変形製品の製造方法であって、以下の処理工程:
1)請求項1ないし17の何れか1項に記載のインゴットをDC鋳造する工程と;
2)鋳造のあと、前記インゴットを均質にする工程と;
3)均質にした前記インゴットを1回以上熱間加工し、所望の寸法を有する合金製品を形成する工程と;
4)変形させた前記合金製品を溶体化処理する工程と;
5)溶体化処理した前記合金製品を室温まで急冷する工程と;
6)前記合金製品を時効化して強度および靭性を向上させ、所望の合金製品を得る工程と
を含む方法。
【請求項19】
工程1)において、前記DC鋳造インゴットを、溶解工程、脱ガス工程、介在物の除去工程、およびDC鋳造工程によって製造し、ここで、コア元素として焼成ロスになり難いCu元素を使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、前記鋳造インゴットの製造プロセスを完了させる請求項18に記載の方法。
【請求項20】
前記工程1)が、晶析装置の部位にまたはその近傍に、電磁攪拌、超音波場攪拌または機械攪拌を適用することをさらに含む請求項19に記載の方法。
【請求項21】
工程2)において、均質化処理を:
(1)450ないし480℃の範囲内にある温度での12−48時間にわたる1段階の均質化処理;
(2)420ないし490℃の範囲内にある温度での合計で12−48時間にわたる2段階の均質化処理;および
(3)420ないし490℃の範囲内にある温度での合計で12−48時間にわたる多段階の均質化処理
からなる群より選択される手段よって行う請求項18に記載の方法。
【請求項22】
1回以上の変形加工処理を、鍛造、圧延、押出およびこれらの任意の組み合わせからなる群より選択される手段によって行い、各変形処理に先立って、前記インゴットを、380ないし450℃の範囲内にある温度へ1−6時間かけて予熱する請求項18に記載の方法。
【請求項23】
前記インゴットを、自由鍛造を圧延と組み合わせて用いて熱間変形させ、得られる合金プレート製品は120−360mmの厚さを有する請求項22に記載の方法。
【請求項24】
工程4)において、前記溶体化処理を:
(1)450ないし480℃の範囲内にある温度での1−12時間にわたる1段階の溶体化処理;
(2)420ないし490℃の範囲内にある温度での合計で1−12時間にわたる2段階の溶体化処理;および
(3)420ないし490℃の範囲内にある温度での合計で1−12時間にわたる多段階の溶体化処理
からなる群より選択される手段によって行う請求項18に記載の方法。
【請求項25】
前記合金製品を、467ないし475℃の範囲内にある温度で
【数1】
(ここでdは前記アルミニウム合金製品の最大厚さである)の有効等温加熱時間にわたって溶体化処理する請求項24に記載の方法。
【請求項26】
工程5)において、前記合金製品を、冷媒中での浸漬焼入れ、ローラーハース式スプレー焼入れ、強制空冷、およびこれらの任意の組み合わせからなる群より選択される手段によって室温まで急冷する請求項18に記載の方法。
【請求項27】
工程6)において、前記合金製品を:
(1)110ないし125℃の範囲内にある温度での8−36時間にわたる1段階の時効処理(好ましくは、T6ピーク時効処理);
(2)第1の段階の時効処理を110−115℃の温度で6−15時間にわたって行い、第2の段階の時効処理を155−160℃の温度で6−24時間にわたって行う2段階の時効処理;および
(3)第1の段階の時効処理を105−125℃の温度で1−24時間にわたって行い、第2の段階の時効処理を170−200℃の温度で0.5−8時間にわたって行い、第3の段階の時効処理を105−125℃の温度で1−36時間にわたって行う3段階時効処理
からなる群より選択される手段によって時効化する請求項18に記載の方法。
【請求項28】
工程5)と工程6)との合間に、冷却した前記合金製品を、1−5%の範囲内にある総変形率で予備変形させて、残留内部応力を効率的に排除する工程をさらに含む請求項18に記載の方法。
【請求項29】
前記予備形成処理が予備延伸である請求項28に記載の方法。
【請求項30】
前記予備形成処理が予備圧縮である請求項28に記載の方法。
【請求項31】
アルミニウム合金の鋳造製品の製造方法であって:
1)請求項1ないし17の何れか1項に記載のインゴットを鋳造する工程と;
2)得られた前記インゴットを溶体化処理する工程と;
3)溶体化処理した前記インゴットを時効化して、所望の合金鋳造製品を形成する工程と
を含む方法。
【請求項32】
工程1)において、前記鋳造インゴットを、溶解、脱ガス、介在物の除去、および鋳造によって製造し、ここで、コア元素として焼成ロスになり難いCu元素を使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、前記鋳造インゴットの製造プロセスを完了させ;鋳造は、砂型鋳造、ダイカスト、および機械攪拌を伴うまたは伴わない低圧鋳造からなる群より選択される請求項31に記載の方法。
【請求項33】
工程1)において、前記鋳造インゴットを、溶解と、脱ガスと、介在物の除去と、攪拌し準固体組織特徴部を有するブランクを形成することとによって製造し、これを予熱して追加の低圧鋳造処理を施して前記鋳造インゴットの製造を完了させ、ここで、コア元素として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、前記鋳造インゴットの製造プロセスを完了させ;攪拌は、電磁攪拌、機械攪拌およびこれらの任意の組み合わせからなる群より選択される請求項31に記載の方法。
【請求項34】
工程2)において、前記溶体化処理を:
(1)450ないし480℃の範囲内にある温度での1−48時間にわたる1段階の溶体化処理;
(2)420ないし490℃の範囲内にある温度での合計で1−48時間にわたる2段階の溶体化処理;および
(3)420ないし490℃の範囲内にある温度での合計で1−48時間にわたる多段階の溶体化処理
からなる群より選択される手段によって行う請求項31に記載の方法。
【請求項35】
工程3)において、前記時効処理を:
(1)110−125℃の温度での8−36時間にわたる1段階の時効処理;
(2)第1の段階の時効処理を110−115℃の温度で6−15時間にわたって行い、第2の段階の時効処理を155−160℃の温度で6−24時間にわたって行う2段階の時効処理;および
(3)第1の段階の時効処理を105−125℃の温度で1−24時間にわたって行い、第2の段階の時効処理を170−200℃の温度で0.5−8時間にわたって行い、第3の段階の時効処理を105−125℃の温度で1−36時間にわたって行う3段階の時効処理
からなる群より選択される手段によって行う請求項31に記載の方法。
【請求項36】
請求項1ないし17の何れか1項に記載の構造部材製造用アルミニウム合金製品または請求項18ないし35の何れか1項に記載の方法によって調製されるアルミニウム合金製品であって、表面上、表面下の様々な深さの部位、および中心部における降伏強さの差が10%以下であるアルミニウム合金製品。
【請求項37】
表面上、表面下の様々な深さの部位、および中心部における降伏強さの差が6%以下である請求項36に記載のアルミニウム合金製品。
【請求項38】
表面上、表面下の様々な深さの部位、および中心部における降伏強さの差が4%以下である請求項36に記載のアルミニウム合金製品。
【請求項39】
請求項1ないし17の何れか1項に記載のアルミニウム合金製品または請求項18ないし35の何れか1項に記載の方法によって調製されるアルミニウム合金製品であって、前記アルミニウム合金製品が、同種または異種の合金材料からなる群より選択される材料と互いに溶接されて新規の製品を形成しており、前記溶接は、摩擦攪拌接合、溶融接合、ハンダ付け/ろう付け、電子ビーム溶接、レーザー溶接、およびこれらの任意の組み合わせからなる群より選択されるアルミニウム合金製品。
【請求項40】
請求項1ないし17の何れか1項に記載のアルミニウム合金製品または請求項18ないし35の何れか1項に記載の方法によって調製されるアルミニウム合金製品であって、前記アルミニウム合金製品が、機械加工、ケミカルミリング加工、放電加工、レーザー加工、およびこれらの任意の組み合わせからなる群より選択される手段によって最終部材に加工されているアルミニウム合金製品。
【請求項41】
前記最終部材は、航空機部品、車両部品、宇宙船、および成形型からなる群より選択される請求項40に記載のアルミニウム合金製品。
【請求項42】
前記航空機部品は、翼けた、翼および胴体の組立部材、耐力フレーム、および航空機のウォールボードからなる群より選択される請求項40に記載のアルミニウム合金製品。
【請求項43】
前記成形型は、100℃未満の温度での成形製品の製造のためのものである請求項40に記載のアルミニウム合金製品。
【請求項44】
前記車両部品は、自動車部品および鉄道車両部品からなる群より選択される請求項40に記載のアルミニウム合金製品。
【請求項1】
直接チル(DC)鋳造インゴットから作られる、構造部材製造用アルミニウム合金製品であって、前記合金が、重量%に基づいて、本質的に7.5−8.7のZn、1.1−2.3のMg、0.5−1.9のCu、0.03−0.20のZrからなり、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が式:
(a)10.5≦Zn+Mg+Cu≦11.0;
(b)5.3≦(Zn/Mg)+Cu≦6.0;および
(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)
(ここで、Dは、前記インゴットの断面の周縁部上の任意の2点を結びかつ前記断面の幾何学中心を通る直線部分の最短長であり、250mm≦D≦1000mmである)を満たす構造部材製造用アルミニウム合金製品。
【請求項2】
前記合金が、重量%に基づいて、本質的に7.5−8.4のZn、1.65−1.8のMg、0.7−1.5のCu、0.03−0.20のZrからなり、残部がAl、付随元素および不純物であり、Zn、Mg、CuおよびZrの濃度が式:
(a)10.6≦Zn+Mg+Cu≦10.8;
(b)5.5≦(Zn/Mg)+Cu≦5.7;および
(c)(0.24−D/4800)≦Zr≦(0.24−D/5000)
を満たす請求項1に記載の構造部材製造用アルミニウム合金製品。
【請求項3】
重量%に基づいて、Mgの濃度が1.69−1.8である請求項1に記載の構造部材製造用アルミニウム合金製品。
【請求項4】
Mn、Sc、ErおよびHfからなる群より選択される少なくとも1種の付随微小合金化元素をさらに含み、ただし前記付随微小合金化元素の濃度が式:(0.24−D/4800)≦(Zr+Mn+Sc+Er+Hf)≦(0.24−D/5000)を満たす請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項5】
0.50重量%以下のFe、0.50重量%以下のSi、0.10重量%以下のTi、および/または各々0.08重量%以下で総量0.25重量%以下の他の不純元素をさらに含む請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項6】
0.12重量%以下のFe、0.10重量%以下のSi、0.06重量%以下のTi、および/または各々0.05重量%以下で総量0.15重量%以下の他の不純元素を含む請求項5に記載の構造部材製造用アルミニウム合金製品。
【請求項7】
0.05重量%以下のFe、0.03重量%以下のSi、0.04重量%以下のTi、および/または各々0.03重量%以下で総量0.10重量%以下の他の不純元素を含む請求項6に記載の構造部材製造用アルミニウム合金製品。
【請求項8】
Cu濃度がMg濃度以下である請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項9】
前記アルミニウム合金製品が250−360mmの断面の最大厚さを有し、前記合金が、重量%に基づいて、0.5−1.45のCu濃度を有する請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項10】
前記アルミニウム合金製品が250−360mmの断面の最大厚さを有し、前記合金が、重量%に基づいて、0.5−1.40のCu濃度を有する請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項11】
前記アルミニウム合金製品は30−360mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項12】
前記アルミニウム合金製品は、30−80mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項11に記載の構造部材製造用アルミニウム合金製品。
【請求項13】
前記アルミニウム合金製品は、80−120mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項11に記載の構造部材製造用アルミニウム合金製品。
【請求項14】
前記アルミニウム合金製品は、120−250mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項11に記載の構造部材製造用アルミニウム合金製品。
【請求項15】
前記アルミニウム合金製品は、250−360mmの断面の最大厚さを有し、前記アルミニウム合金製品は、鍛造製品、プレート製品、押出製品、または鋳造製品である請求項11に記載の構造部材製造用アルミニウム合金製品。
【請求項16】
前記インゴットが丸形であり、Dは前記インゴットの断面の径である請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項17】
前記インゴットが偏平であり、Dは前記インゴットの断面の短辺の長さである請求項1ないし3の何れか1項に記載の構造部材製造用アルミニウム合金製品。
【請求項18】
アルミニウム合金の変形製品の製造方法であって、以下の処理工程:
1)請求項1ないし17の何れか1項に記載のインゴットをDC鋳造する工程と;
2)鋳造のあと、前記インゴットを均質にする工程と;
3)均質にした前記インゴットを1回以上熱間加工し、所望の寸法を有する合金製品を形成する工程と;
4)変形させた前記合金製品を溶体化処理する工程と;
5)溶体化処理した前記合金製品を室温まで急冷する工程と;
6)前記合金製品を時効化して強度および靭性を向上させ、所望の合金製品を得る工程と
を含む方法。
【請求項19】
工程1)において、前記DC鋳造インゴットを、溶解工程、脱ガス工程、介在物の除去工程、およびDC鋳造工程によって製造し、ここで、コア元素として焼成ロスになり難いCu元素を使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、前記鋳造インゴットの製造プロセスを完了させる請求項18に記載の方法。
【請求項20】
前記工程1)が、晶析装置の部位にまたはその近傍に、電磁攪拌、超音波場攪拌または機械攪拌を適用することをさらに含む請求項19に記載の方法。
【請求項21】
工程2)において、均質化処理を:
(1)450ないし480℃の範囲内にある温度での12−48時間にわたる1段階の均質化処理;
(2)420ないし490℃の範囲内にある温度での合計で12−48時間にわたる2段階の均質化処理;および
(3)420ないし490℃の範囲内にある温度での合計で12−48時間にわたる多段階の均質化処理
からなる群より選択される手段よって行う請求項18に記載の方法。
【請求項22】
1回以上の変形加工処理を、鍛造、圧延、押出およびこれらの任意の組み合わせからなる群より選択される手段によって行い、各変形処理に先立って、前記インゴットを、380ないし450℃の範囲内にある温度へ1−6時間かけて予熱する請求項18に記載の方法。
【請求項23】
前記インゴットを、自由鍛造を圧延と組み合わせて用いて熱間変形させ、得られる合金プレート製品は120−360mmの厚さを有する請求項22に記載の方法。
【請求項24】
工程4)において、前記溶体化処理を:
(1)450ないし480℃の範囲内にある温度での1−12時間にわたる1段階の溶体化処理;
(2)420ないし490℃の範囲内にある温度での合計で1−12時間にわたる2段階の溶体化処理;および
(3)420ないし490℃の範囲内にある温度での合計で1−12時間にわたる多段階の溶体化処理
からなる群より選択される手段によって行う請求項18に記載の方法。
【請求項25】
前記合金製品を、467ないし475℃の範囲内にある温度で
【数1】
(ここでdは前記アルミニウム合金製品の最大厚さである)の有効等温加熱時間にわたって溶体化処理する請求項24に記載の方法。
【請求項26】
工程5)において、前記合金製品を、冷媒中での浸漬焼入れ、ローラーハース式スプレー焼入れ、強制空冷、およびこれらの任意の組み合わせからなる群より選択される手段によって室温まで急冷する請求項18に記載の方法。
【請求項27】
工程6)において、前記合金製品を:
(1)110ないし125℃の範囲内にある温度での8−36時間にわたる1段階の時効処理(好ましくは、T6ピーク時効処理);
(2)第1の段階の時効処理を110−115℃の温度で6−15時間にわたって行い、第2の段階の時効処理を155−160℃の温度で6−24時間にわたって行う2段階の時効処理;および
(3)第1の段階の時効処理を105−125℃の温度で1−24時間にわたって行い、第2の段階の時効処理を170−200℃の温度で0.5−8時間にわたって行い、第3の段階の時効処理を105−125℃の温度で1−36時間にわたって行う3段階時効処理
からなる群より選択される手段によって時効化する請求項18に記載の方法。
【請求項28】
工程5)と工程6)との合間に、冷却した前記合金製品を、1−5%の範囲内にある総変形率で予備変形させて、残留内部応力を効率的に排除する工程をさらに含む請求項18に記載の方法。
【請求項29】
前記予備形成処理が予備延伸である請求項28に記載の方法。
【請求項30】
前記予備形成処理が予備圧縮である請求項28に記載の方法。
【請求項31】
アルミニウム合金の鋳造製品の製造方法であって:
1)請求項1ないし17の何れか1項に記載のインゴットを鋳造する工程と;
2)得られた前記インゴットを溶体化処理する工程と;
3)溶体化処理した前記インゴットを時効化して、所望の合金鋳造製品を形成する工程と
を含む方法。
【請求項32】
工程1)において、前記鋳造インゴットを、溶解、脱ガス、介在物の除去、および鋳造によって製造し、ここで、コア元素として焼成ロスになり難いCu元素を使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、前記鋳造インゴットの製造プロセスを完了させ;鋳造は、砂型鋳造、ダイカスト、および機械攪拌を伴うまたは伴わない低圧鋳造からなる群より選択される請求項31に記載の方法。
【請求項33】
工程1)において、前記鋳造インゴットを、溶解と、脱ガスと、介在物の除去と、攪拌し準固体組織特徴部を有するブランクを形成することとによって製造し、これを予熱して追加の低圧鋳造処理を施して前記鋳造インゴットの製造を完了させ、ここで、コア元素として焼成ロスになり難いCuを使用することによって、溶解の最中、元素を正確に制御し;各合金化元素を迅速に供給しかつ各元素の濃度をオンライン分析することによって調節して、前記鋳造インゴットの製造プロセスを完了させ;攪拌は、電磁攪拌、機械攪拌およびこれらの任意の組み合わせからなる群より選択される請求項31に記載の方法。
【請求項34】
工程2)において、前記溶体化処理を:
(1)450ないし480℃の範囲内にある温度での1−48時間にわたる1段階の溶体化処理;
(2)420ないし490℃の範囲内にある温度での合計で1−48時間にわたる2段階の溶体化処理;および
(3)420ないし490℃の範囲内にある温度での合計で1−48時間にわたる多段階の溶体化処理
からなる群より選択される手段によって行う請求項31に記載の方法。
【請求項35】
工程3)において、前記時効処理を:
(1)110−125℃の温度での8−36時間にわたる1段階の時効処理;
(2)第1の段階の時効処理を110−115℃の温度で6−15時間にわたって行い、第2の段階の時効処理を155−160℃の温度で6−24時間にわたって行う2段階の時効処理;および
(3)第1の段階の時効処理を105−125℃の温度で1−24時間にわたって行い、第2の段階の時効処理を170−200℃の温度で0.5−8時間にわたって行い、第3の段階の時効処理を105−125℃の温度で1−36時間にわたって行う3段階の時効処理
からなる群より選択される手段によって行う請求項31に記載の方法。
【請求項36】
請求項1ないし17の何れか1項に記載の構造部材製造用アルミニウム合金製品または請求項18ないし35の何れか1項に記載の方法によって調製されるアルミニウム合金製品であって、表面上、表面下の様々な深さの部位、および中心部における降伏強さの差が10%以下であるアルミニウム合金製品。
【請求項37】
表面上、表面下の様々な深さの部位、および中心部における降伏強さの差が6%以下である請求項36に記載のアルミニウム合金製品。
【請求項38】
表面上、表面下の様々な深さの部位、および中心部における降伏強さの差が4%以下である請求項36に記載のアルミニウム合金製品。
【請求項39】
請求項1ないし17の何れか1項に記載のアルミニウム合金製品または請求項18ないし35の何れか1項に記載の方法によって調製されるアルミニウム合金製品であって、前記アルミニウム合金製品が、同種または異種の合金材料からなる群より選択される材料と互いに溶接されて新規の製品を形成しており、前記溶接は、摩擦攪拌接合、溶融接合、ハンダ付け/ろう付け、電子ビーム溶接、レーザー溶接、およびこれらの任意の組み合わせからなる群より選択されるアルミニウム合金製品。
【請求項40】
請求項1ないし17の何れか1項に記載のアルミニウム合金製品または請求項18ないし35の何れか1項に記載の方法によって調製されるアルミニウム合金製品であって、前記アルミニウム合金製品が、機械加工、ケミカルミリング加工、放電加工、レーザー加工、およびこれらの任意の組み合わせからなる群より選択される手段によって最終部材に加工されているアルミニウム合金製品。
【請求項41】
前記最終部材は、航空機部品、車両部品、宇宙船、および成形型からなる群より選択される請求項40に記載のアルミニウム合金製品。
【請求項42】
前記航空機部品は、翼けた、翼および胴体の組立部材、耐力フレーム、および航空機のウォールボードからなる群より選択される請求項40に記載のアルミニウム合金製品。
【請求項43】
前記成形型は、100℃未満の温度での成形製品の製造のためのものである請求項40に記載のアルミニウム合金製品。
【請求項44】
前記車両部品は、自動車部品および鉄道車両部品からなる群より選択される請求項40に記載のアルミニウム合金製品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2013−518184(P2013−518184A)
【公表日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2012−550297(P2012−550297)
【出願日】平成22年6月25日(2010.6.25)
【国際出願番号】PCT/CN2010/074529
【国際公開番号】WO2011/091645
【国際公開日】平成23年8月4日(2011.8.4)
【出願人】(511136049)
【氏名又は名称原語表記】General Research Institute for Nonferrous Metals
【住所又は居所原語表記】No. 2 XinJiekou Wai Street, Xicheng District, Beijing 100088, China
【公表日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成22年6月25日(2010.6.25)
【国際出願番号】PCT/CN2010/074529
【国際公開番号】WO2011/091645
【国際公開日】平成23年8月4日(2011.8.4)
【出願人】(511136049)
【氏名又は名称原語表記】General Research Institute for Nonferrous Metals
【住所又は居所原語表記】No. 2 XinJiekou Wai Street, Xicheng District, Beijing 100088, China
[ Back to top ]