
構造部材

【課題】中空断面の一部に溶着部を必然的に有する、ポートホール押出によるアルミニウム合金押出管材からなる、断面が円管状の構造部材において、重量増加を最小限に抑えた上で、曲げ強度やエネルギ吸収量を有効に向上させることを目的とする。
【解決手段】ポートホール押出による溶着部3を有する、円管状アルミニウム合金押出管材1からなり、この円管の円環断面の一部を一辺の長さが特定範囲の直線状の辺2となし、溶着部3を直線状の辺2の中に設けて重量増加を最小限に抑えた上で、曲げ強度やエネルギ吸収量を有効に向上させる。
【解決手段】ポートホール押出による溶着部3を有する、円管状アルミニウム合金押出管材1からなり、この円管の円環断面の一部を一辺の長さが特定範囲の直線状の辺2となし、溶着部3を直線状の辺2の中に設けて重量増加を最小限に抑えた上で、曲げ強度やエネルギ吸収量を有効に向上させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポートホール押出加工により製造される、円環状の断面形状をその長手方向に亙って有する円管状のアルミニウム合金製押出管材からなる、構造部材に関するものである。以下、アルミニウムを単にAlとも言う。
【背景技術】
【0002】
周知の通り、自動車などの輸送機材では、車体の軽量化の観点から、種々のアルミニウム合金製の構造部材が用いられている。
【0003】
自動車などの構造部材では、軽量だけではなく、高剛性あるいは高強度であることが望まれる。特に、耐衝突用の補強材用途に用いる構造部材の場合には、高い変形強度が要求されることになる。これに対応するために、このような構造部材には、平板状や開断面形状ではなく、その長手方向に亙って中空閉断面形状の部品が用いられることが多い。
【0004】
この点、熱間押出加工によって製造されるアルミニウム合金押出管材(押出形材)は、その長手方向に亙る均一な閉断面化した中空断面形状が予め得られるため、圧延板素材を成形、接合して閉断面化させる場合に比べて、接合費が不要になる。そして、前記圧延板では製造しにくい7000系アルミニウム合金などの、比較的強度の高いアルミニウム合金材料でも比較的容易に製造できるという利点がある。
【0005】
このため、このような閉断面構造を有する押出管材は、比較的高強度が要求される車体構造部材として、例えば、自動車のクロスメンバー(特許文献1参照)、自動車のサイドドア用のインパクトビーム(特許文献2参照)、自動車のルーフ補強材(特許文献3参照)などとして、これまでも多数検討あるいは実用化されている。
【0006】
これらの押出管材製の車体の構造部材は、断面が矩形の中空閉断面構造を有するとともに、共通して、前記変形強度を大きくするために、閉断面構造から側方に張出した平板状の突出フランジ部を有している。このような閉断面構造と突出フランジ部との組み合わせは、押出形材製の自動車のバンパ補強材など、他の車体の構造部材としても知られている。
【0007】
一方で、車両用の座席フレームを構成する構造部材など、その用途によっては、形状の制約などにより、長手方向に一様な断面の直線部材では対応できず、曲げ加工等により、長手方向形状を変化させる場合がある。特に、このような形状制約が厳しく、かつ小Rでの曲げ加工が必要な場合には、座屈や破断防止の観点から、前記矩形や突出フランジ部を有する中空閉断面構造(管構造)は適用できず、断面形状が円環である円管部材が良く用いられている。
【0008】
このような円管状のアルミニウム合金押出管材としては、小R曲げ加工が要求される場合の加工不良抑制のために、少なくとも曲げ内側方向を曲率のあるアーチ形状にすることで座屈を防止するというような構造案も、特許文献4などで提案されている.
【0009】
また、このような円管状のアルミニウム合金押出管材(以下、単に円管部材とも言う)は、自動車車体衝突時に、断面方向(長手方向とは直角の方向)から衝突荷重が付加されても、圧縮面での座屈が生じにくく、かつ、断面が均一に変形しやすい。このため、車体衝突時の変形荷重が高く、かつ、その断面潰れ(断面変形)によっても破断が生じにくいこととなる。したがって、このような特性を利用して、前記曲げ加工されて最終形状とされた上で、耐衝突用あるいは衝突エネルギ吸収用の構造部材として使用されることも多い。
【0010】
ところで、このような構造部材としてのアルミニウム合金押出管材は、5000系(Al−Mg系)アルミニウム合金を除いて、製造コストの面からは、マンドレルを用いた間接押出などに比して、比較的安価な、ポートホール押出により通常製造される。
【0011】
このポートホール押出は、周知の通り、複数のポート孔をそなえたマンドレルボディとダイスを組合わせたポートホールダイスを使用して行われ、アルミニウムビレットは、前記ポート孔で分断された後、前記マンドレルを取り囲んで再び溶着して一体化し、内面を前記マンドレルで、外面を前記ダイスで成形されて中空材(管材)となる。このため、ポートホール押出で製造されたアルミニウム合金押出管材(中空押出形材)には必然的に溶着部が存在し、溶着部と溶着部以外とで互いの組織が異なるために、素材の機械的性質にも差異があることが知られている。具体的には、前記溶着部の破断限界は、通常部に比べて低くなり、前記曲げ加工条件や使用条件によっては、この溶着部の破断によって、構造部材としての曲げ強度が低下してしまうという問題が生じる。
【0012】
したがって、ポートホール押出によるアルミニウム合金押出管材では、この溶着部の破断限界向上のために、例えば特許文献5〜10など、従来からさまざまな材料塑性や製造条件での改良検討が行われている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開2006−240543号公報
【特許文献2】特開2008−285019号公報
【特許文献3】特開2009−35244号公報
【特許文献4】特開2004−51066号公報
【特許文献5】特許2928445号公報
【特許文献6】特許3853021号公報
【特許文献7】特許4101614号公報
【特許文献8】特開2003−154407号公報
【特許文献9】特開2007−231408号公報
【特許文献10】特開2009−45672号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
しかし、これら材料塑性や製造条件側からの従来技術でも、前記溶着部の性質を通常部と完全に同等にすることは難しい。したがって、ポートホール押出によるアルミニウム合金押出管材を用いた構造部材の曲げ強度を向上させるためには、素材が有する機械的性質の差異による前記問題点を、構造面や形状面での工夫により対策する(補う)ことが必要となる。しかし、従来から、このような構造面や形状面で工夫した事例はあまり見られず、特に、重量増加を最小限に抑えた上で、曲げ強度を有効に向上させた例は、これまであまり無い。
【0015】
このような事情に鑑み、本発明の目的は、ポートホール押出による1箇所か2箇所の溶着部を必然的に有する円管状のアルミニウム合金押出管材からなる構造部材において、重量増加を最小限に抑えた上で、曲げ強度を有効に向上させることである。
【課題を解決するための手段】
【0016】
この目的を達成するための本発明構造部材の要旨は、ポートホール押出による1箇所か2箇所の溶着部をその長手方向に亙って有する円管状のアルミニウム合金押出管材からなり、この押出管材断面の円環の一部を一辺の長さが前記円環の外径の5%以上25%以下の長さを持つ直線状の辺となし、この直線状の辺を前記各溶着部の位置に対応させて前記中空押出管材の長手方向に亙って設けて、前記溶着部を前記直線状の辺内に設けたことである。
【0017】
ここで、前記構造部材が前記アルミニウム合金押出管材を予め曲げ加工を施されたものであることが好ましい。また、前記構造部材が、自動車用の耐衝突用補強部材に用いられ、この補強部材として想定される荷重負荷方向に対して、前記押出管材の断面方向が平行になるように配置されるとともに、前記直線状の辺も、前記想定される荷重負荷方向に対して平行になるように、かつ前記押出管材の中立軸と交わるように配置されていることが好ましい。なお、前記構造部材が曲げ加工したアルミニウム合金押出管材からなる場合、曲率を有する部分あるいは曲げられた部分では、前記押出管材の断面方向や前記直線状の辺は、想定される荷重負荷方向に対して、厳密なあるいは正確な意味での平行とはならない。したがって、この「平行」とは厳密な意味での平行関係だけでなく、いわば「略平行」の意味であり、厳密な意味での平行な関係からの、構造部材の曲がり度合い(曲げ加工度合い)や部位(位置)による、多少の角度の差やズレを含みうる。
【発明の効果】
【0018】
ポートホール押出による溶着部が存在する円管部材(断面が円管のアルミニウム中空押出形材)の場合、後述する図3、4、5の通り、曲げ変形に対する溶着部の位置によって、曲げ強度が大きく異なる。
【0019】
例えば、円管部材に対する自動車車体衝突時や曲げ加工を想定すると、円管部材の断面方向(長手方向とは直角の方向)に、図3〜5において矢印で示す曲げ荷重が負荷される。後述する通り、管軸方向に最大引張応力が生じる曲げ最外側部に溶着部3、3が配置された図4の場合には、通常部に比べて溶着部3、3の破断限界が低いため、管としての破断限界が低下し、曲げ強度が著しく低くなる。
【0020】
また、図5に示すような、円管部材(押出管材)1の中立軸近傍に溶着部3、3がある場合、中立軸近傍であるために、管軸方向の応力はほとんど発生しないが、断面の潰れ変形に応じて、溶着部3、3が集中的に曲げ変形することになり、矢印で示す断面周方向への曲げ応力により、やはり破断が生じやすくなる。
【0021】
しからば、円管部材における溶着部の向きを、前記荷重方向に対して、最も曲げ強度が高くなる方向に向ければ良いこととなるが、このような溶着部溶着部3、3自体、通常の薄肉な円環の円管部材では微小となって、その外観形状からは分かりにくく、特に、円管部材の場合には、実際の曲げ加工や構造部材としての施工現場で、これら溶着部3、3がどこにあるかを判断(識別)することは困難である。このため、結果的に、前記図4、5など、曲げ強度上、最も不利な位置に溶着部が配置されることも起こりえるため、構造部材としての強度性能にバラツキが生じることとなる。
【0022】
これに対して、本発明では、図1に示す通り、円管部材(アルミニウム合金押出管材)の断面の円環の一部を特定の長さを有する直線状の辺2となし、前記溶着部を、この前記直線状の辺内に設けるため、円管部材の外寸も若干減少し、同時に重量も軽減されることになる。これにより、溶着部が存在しても、前記曲げ荷重の負荷時において、溶着部へのひずみ集中が抑制され、前記構造部材としての曲げ強度が向上させるとともに、重量も軽減できることを知見した。
【0023】
したがって、本発明によれば、円管部材の、構造部材への曲げ加工性や、構造部材としての耐衝突性に必要な、曲げ強度を向上させることができる。
【図面の簡単な説明】
【0024】
【図1】本発明構造部材を示す断面図である。
【図2】本発明構造部材の最良の使用態様を示す説明図である。
【図3】図3の本発明構造部材の変形形態を示す説明図である。
【図4】従来の構造部材の変形形態を示す説明図である。
【図5】従来の構造部材の変形形態を示す説明図である。
【図6】本発明構造部材の別の使用態様を示す説明図である。
【図7】図6の本発明構造部材の変形形態を示す説明図である。
【図8】本発明実施例における構造部材の機械的性質のFEM解析の前提条件を示す説明図である。
【図9】本発明実施例における構造部材の機械的性質のFEM解析の前提条件を示す説明図である。
【図10】本発明実施例における構造部材の機械的性質のFEM解析結果を示す説明図である。
【図11】本発明構造部材における直線状の辺の長さの最大荷重との関係を示す説明図である。
【図12】本発明構造部材における直線状の辺の長さのエネルギ吸収量との関係を示す説明図である。
【発明を実施するための形態】
【0025】
以下に、本発明構造部材の実施の形態につき、図面を用いて説明する。
【0026】
(溶着部による曲げ強度低下の理由)
まず、ポートホール押出による溶着部の存在する円管部材1の、曲げ変形時における変形形態を用いて、現状の円管部材の曲げ強度が低くなる理由を説明する。なお、ここで言う円管部材1とは、断面(形状)が円環である円管の構造部材の呼称であり、断面(形状)が円環である円管の素材アルミニウム合金押出管材のことも意味する。
【0027】
図4、5に、従来例である円管部材1(アルミニウム合金押出管材)に対する断面方向(長手方向とは直角の方向)から、矢印で示す曲げ荷重を負荷した時の変形形態を、左側の長手方向(中央部を境に左半分のみ)の図と、右側の中央部のA−A線断面図とで示す。これら図4、5は、自動車車体衝突時を模擬した変形形態を示しているが、この円管部材1をアルミニウム合金押出管材の曲げ加工時する場合も同様の問題が生じる。
【0028】
図4は、曲げ荷重方向に対して、円管部材1の円環(リング)の対称位置に各々ある2箇所の溶着部3、3が、衝突面およびその背面に設けられている場合を示している。また、図5は、曲げ荷重方向に対して、前記溶着部3、3が円管部材(押出管材)1の中立軸近傍に設けられている場合を示している。なお、図4、5の円管部材1は、便宜的に、曲げ加工されていない、長手方向に直線的な部材として示している。
【0029】
図4に示すような位置に溶着部3、3がある場合、管軸方向に最大引張応力が生じる、曲げ最外側部に溶着部3、3が配置されることになる。前記した通り、これらの溶着部3、3は、通常部に比べて破断限界が低いため、このような条件では、管としての破断限界が低下し、曲げ強度が著しく低くなる。
【0030】
逆に、図5に示すように、管の中立軸近傍に溶着部3、3がある場合、中立軸近傍であるために、図4のような管軸方向の応力はほとんど発生しない。しかし、円管(円環)断面の潰れ変形に応じて、溶着部3、3が集中的に曲げ変形することになり、矢印で示す断面周方向への曲げ応力により、やはり破断が生じやすくなる。
【0031】
そして、これらの溶着部3、3自体、通常の肉厚10mm以下程度の薄肉な円環(リング)の円管部材1では微小であり、拡大鏡や顕微鏡による組織観察にて始めて判別可能であり、目視やその外観形状だけからでは判別できない。このため、特に円管部材の場合には、実際の曲げ加工や構造部材としての施工現場で、これら溶着部3、3がどこにあるかを判断(識別)することは困難である。したがって、結果的に、前記図4、5などのように、曲げ強度上、最も不利な位置に溶着部が配置されることも、大いに起こり得るため、構造部材としての強度性能にバラツキが生じることとなる。なお、この図4、5および後述する図1、2、3などを含めて、図示している溶着部3は、分かりやすいように、目視では判別できない実際とは異なり、敢えて実線で表現している。
【0032】
(本発明の実施形態)
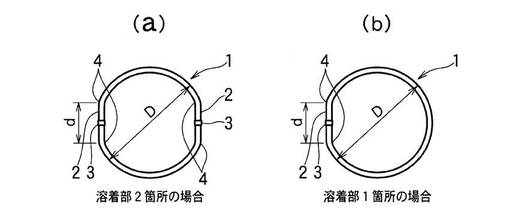
これに対して、図1に、本発明の一実施形態を円管部材1の断面図で示す。図1(a)は、ポートホール押出による溶着部3、3が、円管部材1の断面の円環の対称位置に、各々2箇所ある場合を示す。図1(b)はポートホール押出による溶着部3が円管部材1の円環の1箇所にしかない場合を示す。
【0033】
円管部材1はアルミニウム合金押出管材からなり、この押出管材の断面形状が円管であるとともに、この円管の断面の円環の一部を、直線状の辺2となしている。この直線状の辺2は、前記円管部材1の円環の前記各溶着部3の位置に対応させて、前記押出管材(円管部材1)の長手方向に亙って設けている。
【0034】
この直線状の辺2は、その両端側に設けられた折れ点4により、元々の円環状(円管状)の形状部分と接続されている。この直線状の辺2は、前記溶着部3の数が1箇所であれば1箇所、2箇所であれば2箇所など、溶着部3の数に応じて設ける。したがって、前記折れ点4も、直線状の辺2の数が1箇所であれば合計2箇所、直線状の辺2の数が2箇所であれば合計4箇所となる。
【0035】
すなわち、図1(a)では、2箇所の溶着部3、3の位置に対応させて、円管部材1の円環の対称位置に、直線状の辺2を各々設ける。また、図1(b)では、1箇所の溶着部3の位置に対応させて、円管部材1の円環に、直線状の辺2を設ける。そして、前記各溶着部3を、各々前記直線状の辺2の内(中)に設ける。
【0036】
(本発明の使用形態)
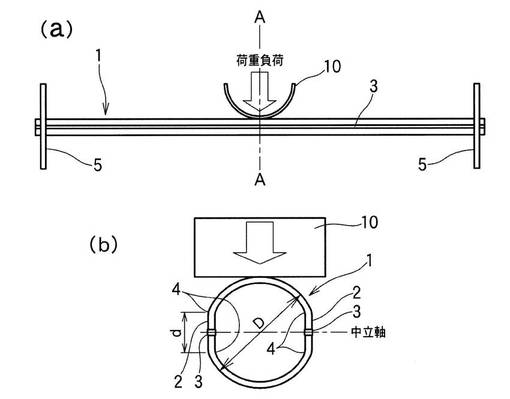
図2は、本発明の円管部材1としての最良の使用形態を示し、図2(a)は、円管部材1(アルミニウム合金押出管材)が、その長手方向の両端側にて、治具などの固定端5、5によって、各々自動車車体側や座席フレームなどの自動車構造部材に、支持、固定された状態を示している。また、図2(b)は、図2(a)のA−A線断面図である。なお、この図2は、通常は曲げ加工して使用される円管部材1につき、その荷重に対する変形状態を分かりやすくするために、敢えて直線状の態様の場合で示している。
【0037】
この図2では、前記図1(a)の溶着部3、3を2箇所有する円管部材1が、矢印で示す想定される荷重負荷方向に対して、前記円管部材1の断面方向が平行になるように配置されている。そして、前記直線状の辺2も、前記想定される荷重負荷方向に対して平行になるように配置されている。このような使用形態は、自動車用の耐衝突用補強部材などの構造部材として最適である。
【0038】
この図2は、円管部材1の断面方向(長手方向とは直角の方向)から、矢印で示す曲げ荷重を負荷した時の変形形態を示している。したがって、図2は、円管部材1への自動車車体衝突時や、あるいは、この円管部材1への直線状のアルミニウム合金押出管材を曲げ加工する時の荷重負荷を想定している。
【0039】
(本発明における変形形態)
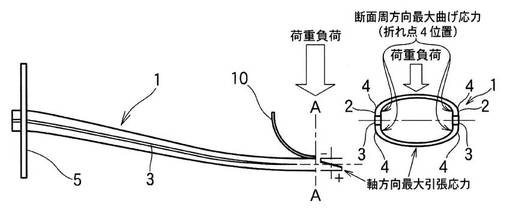
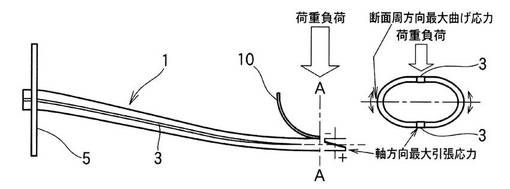
この図2の円管部材1に対して、曲げ荷重を負荷した時の変形形態を図3に示す。図3では、前記図4、5と同様に、円管部材1(アルミニウム合金押出管材)に対する断面方向(長手方向とは直角の方向)から、矢印で示す曲げ荷重を負荷した時の変形形態を、左側の長手方向(中央部を境に左半分のみ)の図と、右側の中央部のA−A線断面図とで示す。
【0040】
図3において、本発明では、真円の円管の円環の一部を直線状の辺2とすることによって、破断が生じやすい溶着部3、3の両側に、円管の円環と直線状の辺2との境界である、合計4箇所の折れ点(変曲点)4、4を各々配置していることとなる。この図3の場合は、直線状の辺2の数が2箇所なので合計4箇所となる。
【0041】
この折れ点(変曲点)4、4の存在によって、曲げ荷重負荷時の円管部材1の断面潰れ変形の際には、これら合計4箇所の折れ点4、4にひずみが集中して、折れ点4、4を基準(起点)とする曲げ変形が生じる。これによって、直線状の辺2内にある、溶着部3、3へのひずみ集中を防止して、円管部材1の断面潰れ変形の際の、低強度部である溶着部3、3での破断を抑制することができる。この結果、円管部材1の破断限界の向上効果や曲げ強度の向上効果が得られる。
【0042】
そして、図3において、溶着部3、3は、前記従来例の図5と同様に、中立軸近傍に配置されることになるため、言い換えると、直線状の辺2が円管部材(押出管材)1の中立軸と交わる(図3では直交する)ようにしているため、管軸方向への引張応力はほとんど加わらないという利点もある。また、本発明では、外径Dの真円の円環の一部を、直辺に置き換えることで,補強材断面の最大外寸も若干減少し、同時に重量も軽減されることになる。更に、直線状の辺2の円環において設ける位置を、図2のように中立軸近傍に設定している(直線状の辺2が円管部材(押出管材)1の中立軸と交わるようにしている)ことで、この部位の断面積が減少しても、曲げ強度への影響が小さくなる。
【0043】
(直線状の辺の長さ)
ここで、前記直線状の辺2の一辺の長さdは、前記円管部材1の円環の(円管の)外径Dの5%以上25%以下の長さ、好ましくは前記円管部材1の円環の(円管の)外径Dの10%以上20%以下の長さを持つようにする。なお、直線状の辺2の一辺の長さdとは、径方向(円環の厚み方向)ではなく、謂わば円環の周方向である。
【0044】
直線状の辺2の長さdを、円管部材の円環の(円管の)外径Dの25%以下に設定すれば、曲げ強度の低下に比べて、溶着部3へのひずみ集中抑制効果が大きく、部品として曲げ強度が向上できる。直線状の辺2の長さdが長すぎると、中立軸から遠い部分の断面積や断面高さも減少し、曲げ強度が急激に低下することになる。
【0045】
一方、直線状の辺2(折れ点4)による、溶着部3への前記ひずみ集中の抑制効果を十分に得るためには、一定以上の直線状の辺2の長さdが必要であり、このための長さdは、円管部材1の円環の(円管の)外径Dの5%以上とする。
【0046】
(その他の使用形態)
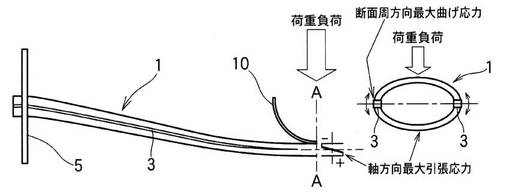
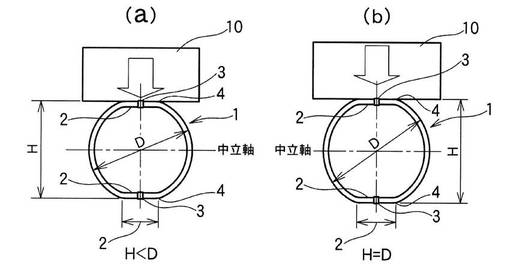
図6、7には、円管部材1の望ましくない使用形態を示す。図6は前記図1と同じ断面図、図7は前記図3と同じ形式の図である。これら図6、7では、共通して、押出形材の直線状の辺2を、矢印で示す曲げ荷重に対する、衝突面に垂直に設けている。
【0047】
このうち、図6(a)は、円管部材1の円環の一部を直線状の辺2に置き換えた構造であるが、曲げ強度に最も影響する、円管部材1の(円環の)断面の高さHが、従来例である円管部材の真円の断面の高さD(円環の外径D)に比べて小さくなる(H<D)。このため、図6(a)の条件では、通常、従来例である円管部材よりも曲げ強度が低下してしまう。
【0048】
これを補うために、図6(b)のように断面高さを、従来例である円管部材の真円の断面の高さに一致させるべく大きくした場合(H=D)、円管部材1の(円環の)断面が、高さ方向に拡大することになり、円管部材1の曲げ強度は増加する。しかし、同時に、円管部材1の重量自体も若干増加してしまう。
【0049】
また、図6(a)、(b)の場合に共通して言えるのは、図7に示すように、曲げ外側の管軸方向最大引張応力発生位置に、溶着部3が配置されることになるため、管軸方向引張応力に起因する破断に対する抑制効果は得られない点である。
【0050】
以上述べたように、本発明は、溶着部3への変形が集中するのを抑制でき、従来から用いられている円管部材に比べて、重量および断面スペースを増加させずに、却って減少させることもできた上で、曲げ強度を向上することが可能である。
【0051】
更に、本発明では、曲げ加工性、曲げ変形時の変形強度に優れる円管(円形断面)形状を基本形状としていることで、曲げ加工あるいは曲げ変形時の座屈が生じにくく、断面の潰れ変形により、破断も生じにくい。また、加えて、直線状の辺2に溶着部3を設定し(収容し)、前記使用態様のように、その方向を規定することにより、溶着部3位置のバラツキによる、円管部材1としての特性(機械的性質)や性能のバラツキを抑制することも出来る。
また、直線状の辺2の円環において設ける位置を、曲げ加工時における中立軸近傍に設定している(直線状の辺2が円管部材(押出管材)1の中立軸と交わるようにしている)場合、曲げ加工における破断も生じにくくなり、より小Rでの曲げ加工が出来るため、さらに好ましい。
【0052】
(構造部材の製法)
そして、この押出形材の直線状の辺2は、通常の汎用されている条件範囲内での(常法による)ポートホール押出時に、円管材の円環(断面)に一体的に設けることができるため、加工(製造)上のコストアップも生じない。すなわち、本発明の素材アルミニウム合金押出管材は、複数のポート孔をそなえたマンドレルボディとダイスを組合わせたポートホールダイスを使用した周知のポートホール押出にて、常法により製造できる。そして、この素材アルミニウム合金押出管材を曲げ加工して構造部材形状(構造)とし、前記固定端5への取り付け穴の設置などの必要な機械加工がされて、前記図2のような使用状態(取り付け方)で使用する。
【0053】
(構造部材の厚み)
本発明における、構造部材(円管部材あるいは素材アルミニウム合金押出形材)の円環(壁)の厚みは、直線状の辺2の部分を含めて、均一であってもよく、部分的に異ならせても良い。ただ、構造部材としての軽量化を阻害せずに(あまり重くならずに)、前記必要な曲げ強度などの特性を満たすためには、円環(壁)の厚みは1.5mm〜7mmの範囲であることが好ましい。
【0054】
(使用アルミニウム合金)
このような厚み条件のもとで、必要な曲げ強度を得るために、本発明に適用するアルミニウム合金は、構造部材としての使用時の0.2%耐力が300MPa以上の高強度であることが好ましい。また、このような高強度アルミニウム合金押出管材とは、ポートホール押出後にT5以上の調質処理を施した(溶体化および焼入れ処理や人工時効処理などの熱処理を施した)、高強度なA6000系かA7000系のアルミニウム合金を用いることが好ましい。
【実施例】
【0055】
本発明の実施例として、前記図2の円管部材1につき、外寸や肉厚を一定として、円環の直線状の辺2の一辺の長さdを、円環(円管)の外径Dとの比で種々変えた場合の、曲げ強度を調査するため、最大荷重との関係をFEM解析した。また、耐衝突用あるいは衝突エネルギ吸収用の構造部材(補強部材)としてのエネルギ吸収量との関係も合わせてFEM解析した。これらの結果を図11、12に示す。
【0056】
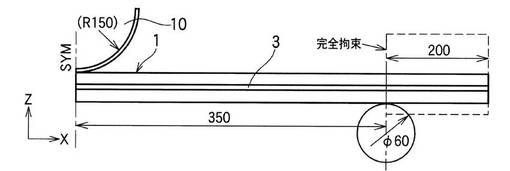
FEM解析の前提条件としての計算モデルを図8、9に示す。図8は、前記図2と同じく、曲げ加工されていない直線状の円管部材1(アルミニウム合金押出管材)が、その長手方向の両端側にて、支持、固定された状態を示している(但し、部材中央部から右半分のみを開示)。また、図9は、図8のA−A線断面図であり、図9(a)は直線状の辺2の無い従来例(通常の円管)で、d=0mmである。図9(b)は直線状の辺2を2箇所、各々中立軸近傍で、荷重方向に対して平行な方向に各々設けた前記図2の発明例である。
【0057】
FEM解析には、汎用の動的陽解法ソフトLS−DYNA r.960を用いて動的圧壊試験解析を行なった。荷重データ採取は、円管部材1の両端部を、支点間距離を350×2=700mmとして支持(完全拘束)した上で、中央部へ準静的に剛体を載荷(荷重)する3点曲げ試験の要領とした。
【0058】
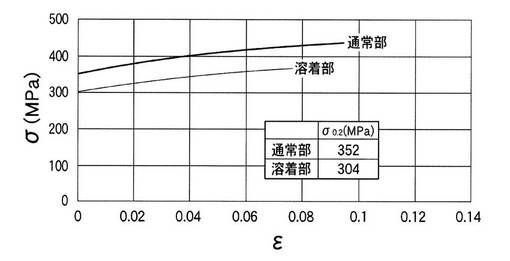
また、直線状の辺2の一辺の長さdが長くなるほど、円管部材1の断面は小さくなっていくので、FEM解析に際しての素材押出管材の機械的性質の仮定条件を図10に示す。図7は引張強度とεとの関係を示し、上側の線が円管の円環の通常部、下側の線が溶着部3である。実際にポートホール押出後にT5調質処理されて製造された、7003系アルミニウム合金押出管材の実績データでは、円管の円環の通常部の0.2%耐力が352MPa、溶着部3の0.2%耐力が304MPaである。このため、この実績を基に、解析では、溶着部3の0.2%耐力を通常部の85%耐力、溶着部3の周方向の長さ(幅)を1mmに設定した。
【0059】
図11に最大荷重Pmax(縦軸)と無次元直線部長さd/D(横軸)との関係、図12に最大荷重点までのエネルギ吸収量(縦軸)と無次元直線部長さd/D(横軸)との関係を各々示す。
【0060】
図11から分かる通り、直線状の辺2の一辺の長さdが、円管部材1の円環の外径Dの5%以上25%以下の長さである、d/D=0.05〜0.25の間で、図9(b)の発明例における最大荷重Pmaxは、d=0mmである図9(a)の従来例(通常の円管)に比べて高くなっている。具体的には、曲げ強度が約6%向上しており、最も高い曲げ強度が得られる条件はd/D=0.15程度であることが分かる。
【0061】
また、図12から分かる通り、直線状の辺2の一辺の長さdが、外径Dの5%以上25%以下の長さである、d/D=0.05〜0.25の間で、図9(b)の発明例におけるエネルギ吸収量も、d=0mmである図9(a)の従来例(通常の円管)に比べて高くなっている。
【0062】
この一方で、図11、12において、d/D≧0.3である、直線状の辺2の一辺の長さdが外径Dの25%を超えるような長さでは、通常の円管よりも、最大荷重およびエネルギ吸収量が低下している。
【0063】
因みに、このFEM解析による、曲げ試験における荷重−変位関係では、変形荷重は、変形の進行に応じて増加し、最大荷重点に到達後、急激に減少したが、前記図9(b)の発明例のように、中立軸近傍に直線状の辺2を2箇所設けても、初期の荷重−変位関係に大きな差異はなく、曲げ剛性は、図9(a)の従来例と等価であった。
【0064】
したがって、これらの実施例の結果から、本発明の要件の臨界的な意義が裏付けられる。
【産業上の利用可能性】
【0065】
本発明によれば、中空断面の一部に溶着部を必然的に有する、ポートホール押出によるアルミニウム合金押出管材からなる、円管状の構造部材において、重量増加を最小限に抑えた上で、曲げ強度やエネルギ吸収量を有効に向上させることができる。このため、小Rでの曲げ加工が要求されることが多い座席用フレームなどの構造部材や、自動車用の耐衝突用補強部材などの構造部材として最適である。
【符号の説明】
【0066】
1:円管部材(構造部材、アルミニウム合金押出管材)、2:直線状の辺、3:溶着部、4:折れ点、5:固定端、10:剛体、
【技術分野】
【0001】
本発明は、ポートホール押出加工により製造される、円環状の断面形状をその長手方向に亙って有する円管状のアルミニウム合金製押出管材からなる、構造部材に関するものである。以下、アルミニウムを単にAlとも言う。
【背景技術】
【0002】
周知の通り、自動車などの輸送機材では、車体の軽量化の観点から、種々のアルミニウム合金製の構造部材が用いられている。
【0003】
自動車などの構造部材では、軽量だけではなく、高剛性あるいは高強度であることが望まれる。特に、耐衝突用の補強材用途に用いる構造部材の場合には、高い変形強度が要求されることになる。これに対応するために、このような構造部材には、平板状や開断面形状ではなく、その長手方向に亙って中空閉断面形状の部品が用いられることが多い。
【0004】
この点、熱間押出加工によって製造されるアルミニウム合金押出管材(押出形材)は、その長手方向に亙る均一な閉断面化した中空断面形状が予め得られるため、圧延板素材を成形、接合して閉断面化させる場合に比べて、接合費が不要になる。そして、前記圧延板では製造しにくい7000系アルミニウム合金などの、比較的強度の高いアルミニウム合金材料でも比較的容易に製造できるという利点がある。
【0005】
このため、このような閉断面構造を有する押出管材は、比較的高強度が要求される車体構造部材として、例えば、自動車のクロスメンバー(特許文献1参照)、自動車のサイドドア用のインパクトビーム(特許文献2参照)、自動車のルーフ補強材(特許文献3参照)などとして、これまでも多数検討あるいは実用化されている。
【0006】
これらの押出管材製の車体の構造部材は、断面が矩形の中空閉断面構造を有するとともに、共通して、前記変形強度を大きくするために、閉断面構造から側方に張出した平板状の突出フランジ部を有している。このような閉断面構造と突出フランジ部との組み合わせは、押出形材製の自動車のバンパ補強材など、他の車体の構造部材としても知られている。
【0007】
一方で、車両用の座席フレームを構成する構造部材など、その用途によっては、形状の制約などにより、長手方向に一様な断面の直線部材では対応できず、曲げ加工等により、長手方向形状を変化させる場合がある。特に、このような形状制約が厳しく、かつ小Rでの曲げ加工が必要な場合には、座屈や破断防止の観点から、前記矩形や突出フランジ部を有する中空閉断面構造(管構造)は適用できず、断面形状が円環である円管部材が良く用いられている。
【0008】
このような円管状のアルミニウム合金押出管材としては、小R曲げ加工が要求される場合の加工不良抑制のために、少なくとも曲げ内側方向を曲率のあるアーチ形状にすることで座屈を防止するというような構造案も、特許文献4などで提案されている.
【0009】
また、このような円管状のアルミニウム合金押出管材(以下、単に円管部材とも言う)は、自動車車体衝突時に、断面方向(長手方向とは直角の方向)から衝突荷重が付加されても、圧縮面での座屈が生じにくく、かつ、断面が均一に変形しやすい。このため、車体衝突時の変形荷重が高く、かつ、その断面潰れ(断面変形)によっても破断が生じにくいこととなる。したがって、このような特性を利用して、前記曲げ加工されて最終形状とされた上で、耐衝突用あるいは衝突エネルギ吸収用の構造部材として使用されることも多い。
【0010】
ところで、このような構造部材としてのアルミニウム合金押出管材は、5000系(Al−Mg系)アルミニウム合金を除いて、製造コストの面からは、マンドレルを用いた間接押出などに比して、比較的安価な、ポートホール押出により通常製造される。
【0011】
このポートホール押出は、周知の通り、複数のポート孔をそなえたマンドレルボディとダイスを組合わせたポートホールダイスを使用して行われ、アルミニウムビレットは、前記ポート孔で分断された後、前記マンドレルを取り囲んで再び溶着して一体化し、内面を前記マンドレルで、外面を前記ダイスで成形されて中空材(管材)となる。このため、ポートホール押出で製造されたアルミニウム合金押出管材(中空押出形材)には必然的に溶着部が存在し、溶着部と溶着部以外とで互いの組織が異なるために、素材の機械的性質にも差異があることが知られている。具体的には、前記溶着部の破断限界は、通常部に比べて低くなり、前記曲げ加工条件や使用条件によっては、この溶着部の破断によって、構造部材としての曲げ強度が低下してしまうという問題が生じる。
【0012】
したがって、ポートホール押出によるアルミニウム合金押出管材では、この溶着部の破断限界向上のために、例えば特許文献5〜10など、従来からさまざまな材料塑性や製造条件での改良検討が行われている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開2006−240543号公報
【特許文献2】特開2008−285019号公報
【特許文献3】特開2009−35244号公報
【特許文献4】特開2004−51066号公報
【特許文献5】特許2928445号公報
【特許文献6】特許3853021号公報
【特許文献7】特許4101614号公報
【特許文献8】特開2003−154407号公報
【特許文献9】特開2007−231408号公報
【特許文献10】特開2009−45672号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
しかし、これら材料塑性や製造条件側からの従来技術でも、前記溶着部の性質を通常部と完全に同等にすることは難しい。したがって、ポートホール押出によるアルミニウム合金押出管材を用いた構造部材の曲げ強度を向上させるためには、素材が有する機械的性質の差異による前記問題点を、構造面や形状面での工夫により対策する(補う)ことが必要となる。しかし、従来から、このような構造面や形状面で工夫した事例はあまり見られず、特に、重量増加を最小限に抑えた上で、曲げ強度を有効に向上させた例は、これまであまり無い。
【0015】
このような事情に鑑み、本発明の目的は、ポートホール押出による1箇所か2箇所の溶着部を必然的に有する円管状のアルミニウム合金押出管材からなる構造部材において、重量増加を最小限に抑えた上で、曲げ強度を有効に向上させることである。
【課題を解決するための手段】
【0016】
この目的を達成するための本発明構造部材の要旨は、ポートホール押出による1箇所か2箇所の溶着部をその長手方向に亙って有する円管状のアルミニウム合金押出管材からなり、この押出管材断面の円環の一部を一辺の長さが前記円環の外径の5%以上25%以下の長さを持つ直線状の辺となし、この直線状の辺を前記各溶着部の位置に対応させて前記中空押出管材の長手方向に亙って設けて、前記溶着部を前記直線状の辺内に設けたことである。
【0017】
ここで、前記構造部材が前記アルミニウム合金押出管材を予め曲げ加工を施されたものであることが好ましい。また、前記構造部材が、自動車用の耐衝突用補強部材に用いられ、この補強部材として想定される荷重負荷方向に対して、前記押出管材の断面方向が平行になるように配置されるとともに、前記直線状の辺も、前記想定される荷重負荷方向に対して平行になるように、かつ前記押出管材の中立軸と交わるように配置されていることが好ましい。なお、前記構造部材が曲げ加工したアルミニウム合金押出管材からなる場合、曲率を有する部分あるいは曲げられた部分では、前記押出管材の断面方向や前記直線状の辺は、想定される荷重負荷方向に対して、厳密なあるいは正確な意味での平行とはならない。したがって、この「平行」とは厳密な意味での平行関係だけでなく、いわば「略平行」の意味であり、厳密な意味での平行な関係からの、構造部材の曲がり度合い(曲げ加工度合い)や部位(位置)による、多少の角度の差やズレを含みうる。
【発明の効果】
【0018】
ポートホール押出による溶着部が存在する円管部材(断面が円管のアルミニウム中空押出形材)の場合、後述する図3、4、5の通り、曲げ変形に対する溶着部の位置によって、曲げ強度が大きく異なる。
【0019】
例えば、円管部材に対する自動車車体衝突時や曲げ加工を想定すると、円管部材の断面方向(長手方向とは直角の方向)に、図3〜5において矢印で示す曲げ荷重が負荷される。後述する通り、管軸方向に最大引張応力が生じる曲げ最外側部に溶着部3、3が配置された図4の場合には、通常部に比べて溶着部3、3の破断限界が低いため、管としての破断限界が低下し、曲げ強度が著しく低くなる。
【0020】
また、図5に示すような、円管部材(押出管材)1の中立軸近傍に溶着部3、3がある場合、中立軸近傍であるために、管軸方向の応力はほとんど発生しないが、断面の潰れ変形に応じて、溶着部3、3が集中的に曲げ変形することになり、矢印で示す断面周方向への曲げ応力により、やはり破断が生じやすくなる。
【0021】
しからば、円管部材における溶着部の向きを、前記荷重方向に対して、最も曲げ強度が高くなる方向に向ければ良いこととなるが、このような溶着部溶着部3、3自体、通常の薄肉な円環の円管部材では微小となって、その外観形状からは分かりにくく、特に、円管部材の場合には、実際の曲げ加工や構造部材としての施工現場で、これら溶着部3、3がどこにあるかを判断(識別)することは困難である。このため、結果的に、前記図4、5など、曲げ強度上、最も不利な位置に溶着部が配置されることも起こりえるため、構造部材としての強度性能にバラツキが生じることとなる。
【0022】
これに対して、本発明では、図1に示す通り、円管部材(アルミニウム合金押出管材)の断面の円環の一部を特定の長さを有する直線状の辺2となし、前記溶着部を、この前記直線状の辺内に設けるため、円管部材の外寸も若干減少し、同時に重量も軽減されることになる。これにより、溶着部が存在しても、前記曲げ荷重の負荷時において、溶着部へのひずみ集中が抑制され、前記構造部材としての曲げ強度が向上させるとともに、重量も軽減できることを知見した。
【0023】
したがって、本発明によれば、円管部材の、構造部材への曲げ加工性や、構造部材としての耐衝突性に必要な、曲げ強度を向上させることができる。
【図面の簡単な説明】
【0024】
【図1】本発明構造部材を示す断面図である。
【図2】本発明構造部材の最良の使用態様を示す説明図である。
【図3】図3の本発明構造部材の変形形態を示す説明図である。
【図4】従来の構造部材の変形形態を示す説明図である。
【図5】従来の構造部材の変形形態を示す説明図である。
【図6】本発明構造部材の別の使用態様を示す説明図である。
【図7】図6の本発明構造部材の変形形態を示す説明図である。
【図8】本発明実施例における構造部材の機械的性質のFEM解析の前提条件を示す説明図である。
【図9】本発明実施例における構造部材の機械的性質のFEM解析の前提条件を示す説明図である。
【図10】本発明実施例における構造部材の機械的性質のFEM解析結果を示す説明図である。
【図11】本発明構造部材における直線状の辺の長さの最大荷重との関係を示す説明図である。
【図12】本発明構造部材における直線状の辺の長さのエネルギ吸収量との関係を示す説明図である。
【発明を実施するための形態】
【0025】
以下に、本発明構造部材の実施の形態につき、図面を用いて説明する。
【0026】
(溶着部による曲げ強度低下の理由)
まず、ポートホール押出による溶着部の存在する円管部材1の、曲げ変形時における変形形態を用いて、現状の円管部材の曲げ強度が低くなる理由を説明する。なお、ここで言う円管部材1とは、断面(形状)が円環である円管の構造部材の呼称であり、断面(形状)が円環である円管の素材アルミニウム合金押出管材のことも意味する。
【0027】
図4、5に、従来例である円管部材1(アルミニウム合金押出管材)に対する断面方向(長手方向とは直角の方向)から、矢印で示す曲げ荷重を負荷した時の変形形態を、左側の長手方向(中央部を境に左半分のみ)の図と、右側の中央部のA−A線断面図とで示す。これら図4、5は、自動車車体衝突時を模擬した変形形態を示しているが、この円管部材1をアルミニウム合金押出管材の曲げ加工時する場合も同様の問題が生じる。
【0028】
図4は、曲げ荷重方向に対して、円管部材1の円環(リング)の対称位置に各々ある2箇所の溶着部3、3が、衝突面およびその背面に設けられている場合を示している。また、図5は、曲げ荷重方向に対して、前記溶着部3、3が円管部材(押出管材)1の中立軸近傍に設けられている場合を示している。なお、図4、5の円管部材1は、便宜的に、曲げ加工されていない、長手方向に直線的な部材として示している。
【0029】
図4に示すような位置に溶着部3、3がある場合、管軸方向に最大引張応力が生じる、曲げ最外側部に溶着部3、3が配置されることになる。前記した通り、これらの溶着部3、3は、通常部に比べて破断限界が低いため、このような条件では、管としての破断限界が低下し、曲げ強度が著しく低くなる。
【0030】
逆に、図5に示すように、管の中立軸近傍に溶着部3、3がある場合、中立軸近傍であるために、図4のような管軸方向の応力はほとんど発生しない。しかし、円管(円環)断面の潰れ変形に応じて、溶着部3、3が集中的に曲げ変形することになり、矢印で示す断面周方向への曲げ応力により、やはり破断が生じやすくなる。
【0031】
そして、これらの溶着部3、3自体、通常の肉厚10mm以下程度の薄肉な円環(リング)の円管部材1では微小であり、拡大鏡や顕微鏡による組織観察にて始めて判別可能であり、目視やその外観形状だけからでは判別できない。このため、特に円管部材の場合には、実際の曲げ加工や構造部材としての施工現場で、これら溶着部3、3がどこにあるかを判断(識別)することは困難である。したがって、結果的に、前記図4、5などのように、曲げ強度上、最も不利な位置に溶着部が配置されることも、大いに起こり得るため、構造部材としての強度性能にバラツキが生じることとなる。なお、この図4、5および後述する図1、2、3などを含めて、図示している溶着部3は、分かりやすいように、目視では判別できない実際とは異なり、敢えて実線で表現している。
【0032】
(本発明の実施形態)
これに対して、図1に、本発明の一実施形態を円管部材1の断面図で示す。図1(a)は、ポートホール押出による溶着部3、3が、円管部材1の断面の円環の対称位置に、各々2箇所ある場合を示す。図1(b)はポートホール押出による溶着部3が円管部材1の円環の1箇所にしかない場合を示す。
【0033】
円管部材1はアルミニウム合金押出管材からなり、この押出管材の断面形状が円管であるとともに、この円管の断面の円環の一部を、直線状の辺2となしている。この直線状の辺2は、前記円管部材1の円環の前記各溶着部3の位置に対応させて、前記押出管材(円管部材1)の長手方向に亙って設けている。
【0034】
この直線状の辺2は、その両端側に設けられた折れ点4により、元々の円環状(円管状)の形状部分と接続されている。この直線状の辺2は、前記溶着部3の数が1箇所であれば1箇所、2箇所であれば2箇所など、溶着部3の数に応じて設ける。したがって、前記折れ点4も、直線状の辺2の数が1箇所であれば合計2箇所、直線状の辺2の数が2箇所であれば合計4箇所となる。
【0035】
すなわち、図1(a)では、2箇所の溶着部3、3の位置に対応させて、円管部材1の円環の対称位置に、直線状の辺2を各々設ける。また、図1(b)では、1箇所の溶着部3の位置に対応させて、円管部材1の円環に、直線状の辺2を設ける。そして、前記各溶着部3を、各々前記直線状の辺2の内(中)に設ける。
【0036】
(本発明の使用形態)
図2は、本発明の円管部材1としての最良の使用形態を示し、図2(a)は、円管部材1(アルミニウム合金押出管材)が、その長手方向の両端側にて、治具などの固定端5、5によって、各々自動車車体側や座席フレームなどの自動車構造部材に、支持、固定された状態を示している。また、図2(b)は、図2(a)のA−A線断面図である。なお、この図2は、通常は曲げ加工して使用される円管部材1につき、その荷重に対する変形状態を分かりやすくするために、敢えて直線状の態様の場合で示している。
【0037】
この図2では、前記図1(a)の溶着部3、3を2箇所有する円管部材1が、矢印で示す想定される荷重負荷方向に対して、前記円管部材1の断面方向が平行になるように配置されている。そして、前記直線状の辺2も、前記想定される荷重負荷方向に対して平行になるように配置されている。このような使用形態は、自動車用の耐衝突用補強部材などの構造部材として最適である。
【0038】
この図2は、円管部材1の断面方向(長手方向とは直角の方向)から、矢印で示す曲げ荷重を負荷した時の変形形態を示している。したがって、図2は、円管部材1への自動車車体衝突時や、あるいは、この円管部材1への直線状のアルミニウム合金押出管材を曲げ加工する時の荷重負荷を想定している。
【0039】
(本発明における変形形態)
この図2の円管部材1に対して、曲げ荷重を負荷した時の変形形態を図3に示す。図3では、前記図4、5と同様に、円管部材1(アルミニウム合金押出管材)に対する断面方向(長手方向とは直角の方向)から、矢印で示す曲げ荷重を負荷した時の変形形態を、左側の長手方向(中央部を境に左半分のみ)の図と、右側の中央部のA−A線断面図とで示す。
【0040】
図3において、本発明では、真円の円管の円環の一部を直線状の辺2とすることによって、破断が生じやすい溶着部3、3の両側に、円管の円環と直線状の辺2との境界である、合計4箇所の折れ点(変曲点)4、4を各々配置していることとなる。この図3の場合は、直線状の辺2の数が2箇所なので合計4箇所となる。
【0041】
この折れ点(変曲点)4、4の存在によって、曲げ荷重負荷時の円管部材1の断面潰れ変形の際には、これら合計4箇所の折れ点4、4にひずみが集中して、折れ点4、4を基準(起点)とする曲げ変形が生じる。これによって、直線状の辺2内にある、溶着部3、3へのひずみ集中を防止して、円管部材1の断面潰れ変形の際の、低強度部である溶着部3、3での破断を抑制することができる。この結果、円管部材1の破断限界の向上効果や曲げ強度の向上効果が得られる。
【0042】
そして、図3において、溶着部3、3は、前記従来例の図5と同様に、中立軸近傍に配置されることになるため、言い換えると、直線状の辺2が円管部材(押出管材)1の中立軸と交わる(図3では直交する)ようにしているため、管軸方向への引張応力はほとんど加わらないという利点もある。また、本発明では、外径Dの真円の円環の一部を、直辺に置き換えることで,補強材断面の最大外寸も若干減少し、同時に重量も軽減されることになる。更に、直線状の辺2の円環において設ける位置を、図2のように中立軸近傍に設定している(直線状の辺2が円管部材(押出管材)1の中立軸と交わるようにしている)ことで、この部位の断面積が減少しても、曲げ強度への影響が小さくなる。
【0043】
(直線状の辺の長さ)
ここで、前記直線状の辺2の一辺の長さdは、前記円管部材1の円環の(円管の)外径Dの5%以上25%以下の長さ、好ましくは前記円管部材1の円環の(円管の)外径Dの10%以上20%以下の長さを持つようにする。なお、直線状の辺2の一辺の長さdとは、径方向(円環の厚み方向)ではなく、謂わば円環の周方向である。
【0044】
直線状の辺2の長さdを、円管部材の円環の(円管の)外径Dの25%以下に設定すれば、曲げ強度の低下に比べて、溶着部3へのひずみ集中抑制効果が大きく、部品として曲げ強度が向上できる。直線状の辺2の長さdが長すぎると、中立軸から遠い部分の断面積や断面高さも減少し、曲げ強度が急激に低下することになる。
【0045】
一方、直線状の辺2(折れ点4)による、溶着部3への前記ひずみ集中の抑制効果を十分に得るためには、一定以上の直線状の辺2の長さdが必要であり、このための長さdは、円管部材1の円環の(円管の)外径Dの5%以上とする。
【0046】
(その他の使用形態)
図6、7には、円管部材1の望ましくない使用形態を示す。図6は前記図1と同じ断面図、図7は前記図3と同じ形式の図である。これら図6、7では、共通して、押出形材の直線状の辺2を、矢印で示す曲げ荷重に対する、衝突面に垂直に設けている。
【0047】
このうち、図6(a)は、円管部材1の円環の一部を直線状の辺2に置き換えた構造であるが、曲げ強度に最も影響する、円管部材1の(円環の)断面の高さHが、従来例である円管部材の真円の断面の高さD(円環の外径D)に比べて小さくなる(H<D)。このため、図6(a)の条件では、通常、従来例である円管部材よりも曲げ強度が低下してしまう。
【0048】
これを補うために、図6(b)のように断面高さを、従来例である円管部材の真円の断面の高さに一致させるべく大きくした場合(H=D)、円管部材1の(円環の)断面が、高さ方向に拡大することになり、円管部材1の曲げ強度は増加する。しかし、同時に、円管部材1の重量自体も若干増加してしまう。
【0049】
また、図6(a)、(b)の場合に共通して言えるのは、図7に示すように、曲げ外側の管軸方向最大引張応力発生位置に、溶着部3が配置されることになるため、管軸方向引張応力に起因する破断に対する抑制効果は得られない点である。
【0050】
以上述べたように、本発明は、溶着部3への変形が集中するのを抑制でき、従来から用いられている円管部材に比べて、重量および断面スペースを増加させずに、却って減少させることもできた上で、曲げ強度を向上することが可能である。
【0051】
更に、本発明では、曲げ加工性、曲げ変形時の変形強度に優れる円管(円形断面)形状を基本形状としていることで、曲げ加工あるいは曲げ変形時の座屈が生じにくく、断面の潰れ変形により、破断も生じにくい。また、加えて、直線状の辺2に溶着部3を設定し(収容し)、前記使用態様のように、その方向を規定することにより、溶着部3位置のバラツキによる、円管部材1としての特性(機械的性質)や性能のバラツキを抑制することも出来る。
また、直線状の辺2の円環において設ける位置を、曲げ加工時における中立軸近傍に設定している(直線状の辺2が円管部材(押出管材)1の中立軸と交わるようにしている)場合、曲げ加工における破断も生じにくくなり、より小Rでの曲げ加工が出来るため、さらに好ましい。
【0052】
(構造部材の製法)
そして、この押出形材の直線状の辺2は、通常の汎用されている条件範囲内での(常法による)ポートホール押出時に、円管材の円環(断面)に一体的に設けることができるため、加工(製造)上のコストアップも生じない。すなわち、本発明の素材アルミニウム合金押出管材は、複数のポート孔をそなえたマンドレルボディとダイスを組合わせたポートホールダイスを使用した周知のポートホール押出にて、常法により製造できる。そして、この素材アルミニウム合金押出管材を曲げ加工して構造部材形状(構造)とし、前記固定端5への取り付け穴の設置などの必要な機械加工がされて、前記図2のような使用状態(取り付け方)で使用する。
【0053】
(構造部材の厚み)
本発明における、構造部材(円管部材あるいは素材アルミニウム合金押出形材)の円環(壁)の厚みは、直線状の辺2の部分を含めて、均一であってもよく、部分的に異ならせても良い。ただ、構造部材としての軽量化を阻害せずに(あまり重くならずに)、前記必要な曲げ強度などの特性を満たすためには、円環(壁)の厚みは1.5mm〜7mmの範囲であることが好ましい。
【0054】
(使用アルミニウム合金)
このような厚み条件のもとで、必要な曲げ強度を得るために、本発明に適用するアルミニウム合金は、構造部材としての使用時の0.2%耐力が300MPa以上の高強度であることが好ましい。また、このような高強度アルミニウム合金押出管材とは、ポートホール押出後にT5以上の調質処理を施した(溶体化および焼入れ処理や人工時効処理などの熱処理を施した)、高強度なA6000系かA7000系のアルミニウム合金を用いることが好ましい。
【実施例】
【0055】
本発明の実施例として、前記図2の円管部材1につき、外寸や肉厚を一定として、円環の直線状の辺2の一辺の長さdを、円環(円管)の外径Dとの比で種々変えた場合の、曲げ強度を調査するため、最大荷重との関係をFEM解析した。また、耐衝突用あるいは衝突エネルギ吸収用の構造部材(補強部材)としてのエネルギ吸収量との関係も合わせてFEM解析した。これらの結果を図11、12に示す。
【0056】
FEM解析の前提条件としての計算モデルを図8、9に示す。図8は、前記図2と同じく、曲げ加工されていない直線状の円管部材1(アルミニウム合金押出管材)が、その長手方向の両端側にて、支持、固定された状態を示している(但し、部材中央部から右半分のみを開示)。また、図9は、図8のA−A線断面図であり、図9(a)は直線状の辺2の無い従来例(通常の円管)で、d=0mmである。図9(b)は直線状の辺2を2箇所、各々中立軸近傍で、荷重方向に対して平行な方向に各々設けた前記図2の発明例である。
【0057】
FEM解析には、汎用の動的陽解法ソフトLS−DYNA r.960を用いて動的圧壊試験解析を行なった。荷重データ採取は、円管部材1の両端部を、支点間距離を350×2=700mmとして支持(完全拘束)した上で、中央部へ準静的に剛体を載荷(荷重)する3点曲げ試験の要領とした。
【0058】
また、直線状の辺2の一辺の長さdが長くなるほど、円管部材1の断面は小さくなっていくので、FEM解析に際しての素材押出管材の機械的性質の仮定条件を図10に示す。図7は引張強度とεとの関係を示し、上側の線が円管の円環の通常部、下側の線が溶着部3である。実際にポートホール押出後にT5調質処理されて製造された、7003系アルミニウム合金押出管材の実績データでは、円管の円環の通常部の0.2%耐力が352MPa、溶着部3の0.2%耐力が304MPaである。このため、この実績を基に、解析では、溶着部3の0.2%耐力を通常部の85%耐力、溶着部3の周方向の長さ(幅)を1mmに設定した。
【0059】
図11に最大荷重Pmax(縦軸)と無次元直線部長さd/D(横軸)との関係、図12に最大荷重点までのエネルギ吸収量(縦軸)と無次元直線部長さd/D(横軸)との関係を各々示す。
【0060】
図11から分かる通り、直線状の辺2の一辺の長さdが、円管部材1の円環の外径Dの5%以上25%以下の長さである、d/D=0.05〜0.25の間で、図9(b)の発明例における最大荷重Pmaxは、d=0mmである図9(a)の従来例(通常の円管)に比べて高くなっている。具体的には、曲げ強度が約6%向上しており、最も高い曲げ強度が得られる条件はd/D=0.15程度であることが分かる。
【0061】
また、図12から分かる通り、直線状の辺2の一辺の長さdが、外径Dの5%以上25%以下の長さである、d/D=0.05〜0.25の間で、図9(b)の発明例におけるエネルギ吸収量も、d=0mmである図9(a)の従来例(通常の円管)に比べて高くなっている。
【0062】
この一方で、図11、12において、d/D≧0.3である、直線状の辺2の一辺の長さdが外径Dの25%を超えるような長さでは、通常の円管よりも、最大荷重およびエネルギ吸収量が低下している。
【0063】
因みに、このFEM解析による、曲げ試験における荷重−変位関係では、変形荷重は、変形の進行に応じて増加し、最大荷重点に到達後、急激に減少したが、前記図9(b)の発明例のように、中立軸近傍に直線状の辺2を2箇所設けても、初期の荷重−変位関係に大きな差異はなく、曲げ剛性は、図9(a)の従来例と等価であった。
【0064】
したがって、これらの実施例の結果から、本発明の要件の臨界的な意義が裏付けられる。
【産業上の利用可能性】
【0065】
本発明によれば、中空断面の一部に溶着部を必然的に有する、ポートホール押出によるアルミニウム合金押出管材からなる、円管状の構造部材において、重量増加を最小限に抑えた上で、曲げ強度やエネルギ吸収量を有効に向上させることができる。このため、小Rでの曲げ加工が要求されることが多い座席用フレームなどの構造部材や、自動車用の耐衝突用補強部材などの構造部材として最適である。
【符号の説明】
【0066】
1:円管部材(構造部材、アルミニウム合金押出管材)、2:直線状の辺、3:溶着部、4:折れ点、5:固定端、10:剛体、
【特許請求の範囲】
【請求項1】
ポートホール押出による1箇所か2箇所の溶着部をその長手方向に亙って有する円管状のアルミニウム合金押出管材からなり、この押出管材断面の円環の一部を一辺の長さが前記円環の外径の5%以上25%以下の長さを持つ直線状の辺となし、この直線状の辺を前記各溶着部の位置に対応させて前記中空押出管材の長手方向に亙って設けて、前記溶着部を前記直線状の辺内に設けたことを特徴とする曲げ強度に優れる構造部材。
【請求項2】
前記構造部材が前記アルミニウム合金押出管材を曲げ加工したものである請求項1に記載の曲げ強度に優れる構造部材。
【請求項3】
前記構造部材が、自動車用の耐衝突用補強部材に用いられ、この補強部材として想定される荷重負荷方向に対して、前記押出管材の断面方向が平行になるように配置されるとともに、前記直線状の辺も、前記想定される荷重負荷方向に対して平行になるように、かつ前記押出管材の中立軸と交わるように配置されている請求項1または2に記載の曲げ強度に優れる構造部材。
【請求項1】
ポートホール押出による1箇所か2箇所の溶着部をその長手方向に亙って有する円管状のアルミニウム合金押出管材からなり、この押出管材断面の円環の一部を一辺の長さが前記円環の外径の5%以上25%以下の長さを持つ直線状の辺となし、この直線状の辺を前記各溶着部の位置に対応させて前記中空押出管材の長手方向に亙って設けて、前記溶着部を前記直線状の辺内に設けたことを特徴とする曲げ強度に優れる構造部材。
【請求項2】
前記構造部材が前記アルミニウム合金押出管材を曲げ加工したものである請求項1に記載の曲げ強度に優れる構造部材。
【請求項3】
前記構造部材が、自動車用の耐衝突用補強部材に用いられ、この補強部材として想定される荷重負荷方向に対して、前記押出管材の断面方向が平行になるように配置されるとともに、前記直線状の辺も、前記想定される荷重負荷方向に対して平行になるように、かつ前記押出管材の中立軸と交わるように配置されている請求項1または2に記載の曲げ強度に優れる構造部材。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】

【図12】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−177765(P2011−177765A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−45537(P2010−45537)
【出願日】平成22年3月2日(2010.3.2)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年3月2日(2010.3.2)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]