
模様付木材の製造方法
【課題】木材の表面に立体感のある模様を形成することができ、意匠性に優れた木材を効率よく製造することのできる模様付木材の製造方法を提供すること。
【解決手段】本発明の模様付木材の製造方法は、模様2を付けるべき木材10にエンボス加工により該模様2に対応する形状の凹部20を形成するエンボス工程、該木材10の凹部20及びそれ以外の部分25に着色塗料を塗布する第1着色工程、第1着色工程後の木材10の表面を研磨し、前記凹部以外の部分25の色を除去する一方、該凹部20内の色を残す研磨工程、及び該木材10の表面に、第1着色工程で用いた着色塗料より薄い色の着色塗料を塗布する第2着色工程を具備する。
【解決手段】本発明の模様付木材の製造方法は、模様2を付けるべき木材10にエンボス加工により該模様2に対応する形状の凹部20を形成するエンボス工程、該木材10の凹部20及びそれ以外の部分25に着色塗料を塗布する第1着色工程、第1着色工程後の木材10の表面を研磨し、前記凹部以外の部分25の色を除去する一方、該凹部20内の色を残す研磨工程、及び該木材10の表面に、第1着色工程で用いた着色塗料より薄い色の着色塗料を塗布する第2着色工程を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、模様付木材の製造方法に関する。
【背景技術】
【0002】
近年、品質の均質化や、強度の向上、小径木、間伐材、廃材等の有効利用、製品歩留まりの向上等の観点から、集成材、パーティクルボード、木質繊維板等の木質材が、建材や家具の構成部材として用いられるようになっている。
しかし、このような木質材は、杉、松、檜、楓から得た製材品(無垢材)におけるような綺麗な木目を有しておらず、意匠性に劣る。また、原木の種類によっては、製材品(無垢材)であっても、綺麗な木目模様を有しないものもある。
木質材の意匠性を向上させる方法として、木目の綺麗な木材から得た突板を木質材の表面に接合して突板化粧材とする方法がある。しかし、この方法は、突板を得るための木材が必要であり、木質材の原料とは別に、木目の綺麗な木材や突板を用意する必要がある。
【0003】
また、特許文献1には、集成材等の木質材にエンボス加工を施して凹凸模様を形成し、次いで、その木質材の地色を消す色調の隠蔽塗料を塗装した後、更に、その隠蔽塗料上への濃色塗料の塗装、ワイピング処理、上塗り塗料の塗装を行って、高級感のある表面木質材を得る方法が記載されている。
【0004】
しかし、特許文献1の方法は、エンボス加工により形成した凹部が隠蔽塗料及び濃色塗料によりほぼ完全に埋まるため、立体感の木目模様が得られない。また、隠蔽塗料により木質材の地色を隠蔽した後に、濃色塗料により木目模様を表すため、木目模様が人工的な印象を与えやすいものとなる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平8−72022号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
従って、本発明の目的は、木材の表面に立体感のある模様を形成することができ、意匠性に優れた木材を効率よく製造することのできる模様付木材の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、模様を付けるべき木材にエンボス加工により該模様に対応する形状の凹部を形成するエンボス工程、該木材の凹部及びそれ以外の部分に着色塗料を塗布する第1着色工程、第1着色工程後の木材の表面を研磨し、前記凹部以外の部分の色を除去する一方、該凹部内の色を残す研磨工程、及び該木材の表面に、第1着色工程で用いた着色塗料より薄い色の着色塗料を塗布する第2着色工程を具備する、模様付木材の製造方法を提供することにより、上記目的を達成したものである。
【発明の効果】
【0008】
本発明の模様付木材の製造方法によれば、木材の表面に立体感のある模様を形成することができ、意匠性に優れた木材を効率よく製造することができる。
【図面の簡単な説明】
【0009】
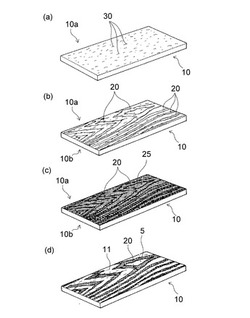
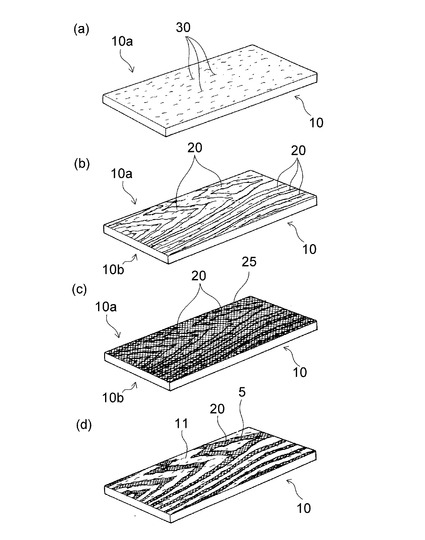
【図1】図1(a)〜図1(d)は、本発明の一実施態様における各段階の木材を示す斜視図であり、図1(a)は、エンボス工程前の木材、図1(b)は、エンボス工程後、第1着色工程前の木材、図1(c)は、第1着色工程後、研磨工程前の木材、図1(d)は、研磨工程後、第2着色工程前の木材を示す斜視図である。
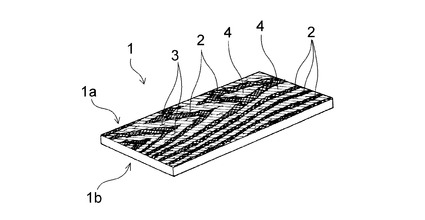
【図2】図2は、本発明の一実施態様において得られる模様付木材を示す斜視図である。
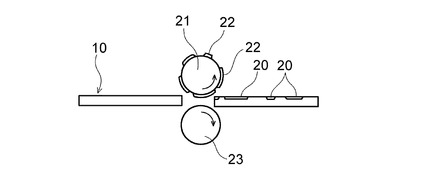
【図3】図3は、エンボス工程に用い得るエンボス装置及び該装置で木材にエンボス加工を施す様子を示す図である。
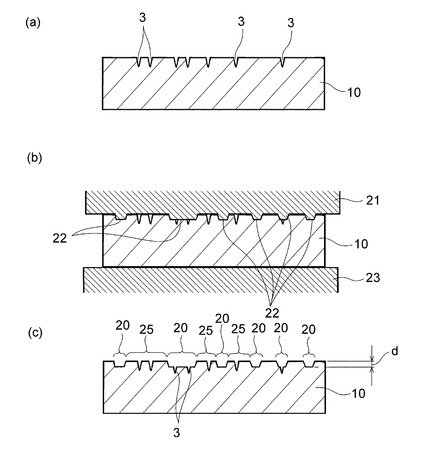
【図4】図4は、本発明の一実施態様における各段階の木材を示す断面図であり、図4(a)は、エンボス工程前の木材、図4(b)は、エンボス工程でエンボス加工を施している最中の木材、図4(c)は、エンボス工程で凹部を形成した木材を示す断面図である。
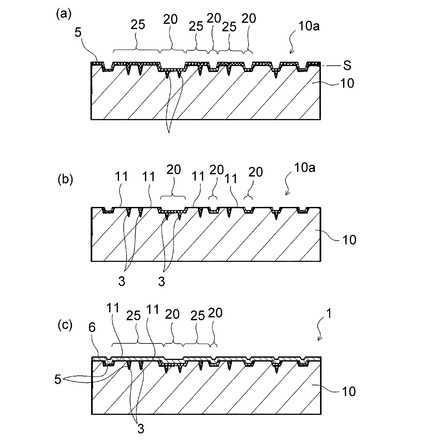
【図5】図5は、本発明の一実施態様における各段階の木材を示す断面図であり、図5(a)は、第1着色工程後、研磨工程前の木材、図5(b)は、研磨工程後、第2着色工程前の木材、図5(c)は、第2着色工程後の木材(模様付木材)を示す断面図である。
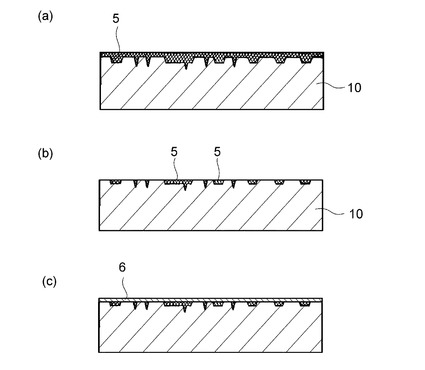
【図6】図6は、本発明の他の実施態様の説明図である。
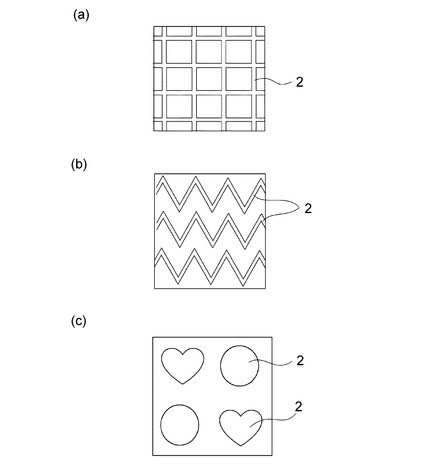
【図7】図7は、本発明の更に他の実施態様の説明図である。
【発明を実施するための形態】
【0010】
以下、本発明をその好ましい実施形態に基づいて詳細に説明する。
本発明の好ましい一実施態様においては、図1に示すように、(1)エンボス工程、(2)第1着色工程、(3)研磨工程、及び(4)第2着色工程を経て、図1(a)に示す木材1から、図2に示す模様付木材1を製造する。
【0011】
(木材)
本発明において模様を付ける木材は、無垢材であっても木質材であっても良いが、木質材であることが好ましい。
木質材としては、集成材、パーティクルボード、木質繊維板(ファイバーボード)、単板積層材(LVL:Laminated Veneer Lumber)、合板、配向性ストランドボード(OSB:Oriented Strand Board)、OSL(Oriented Strand Lumber)、LSL(Laminated Strand Lumber)等が挙げられる。木質材は、構成要素どうしを結合して得られる。
【0012】
集成材は、ひき板又は小角材などを、繊維方向を互いに平行にして、長さ、幅及び厚さ方向に集成接着してなるものの他、ひき板又は小角材などを、直交する2方向(長さ及び幅の2方向等)に集成接着したものも含まれる。
【0013】
パーティクルボードは、木材の切削や破砕等により得た小片(エレメント)を接着剤と共に混合してマット状としたものを熱圧締して得られる木質ボードである。木質繊維板は、木材の蒸射・解繊等により得た木材繊維(エレメント)を接着剤と混合してマット状としたものを熱圧締して得られる木質ボードである。ファイバーボードとしては、MDF(中比重繊維板)、やハードボード(HB)、インシュレーションボード等が挙げられる。
【0014】
また、本発明に用いる木材の原木の樹種は、特に制限されるものではなく、例えば、ゴム、ポプラ、ラミン、カポール、ユーカリ、アッシュ等を例示できるが、これらのなかでもゴム(ラバーウッド)が、比較的軟らかい材質でエンボス加工がし易く、エンボス加工後に美しい表面仕上げを得ることができる観点から好ましい。
【0015】
(1)エンボス工程
エンボス工程においては、図3及び図4に示すように、模様2を付けるべき木材10〔図1(a)参照〕に、エンボス加工により該模様2に対応する形状の凹部20を形成する。
例えば、図2に示す模様付木材1は、その一方の面1aに、それぞれ濃い色に着色された木目模様2を有するものであるが、このエンボス加工においては、その製造に用いる木材10の片面に、該木目模様2に対応する形状(平面視形状)の凹部20を形成する。
【0016】
図2に示す模様付木材1は、本実施態様で製造される模様付木材の一例であり、一方の面1aに、それぞれ濃い色に着色された、木目模様2及び溝3を有し、該一方の面1aにおける、木目模様2及び溝3以外の部分4は、木目模様2及び溝3のそれぞれより薄い色に着色されている。模様付木材1の他方の面1bは、図1(a)に示す溝30と同様の溝(図示略)を有している。図1(a)に示す溝30及び他方の面1b側の同様の溝は、木材1が元々有している、原木の導管に由来する溝であり、模様付木材1の前記溝3は、その溝30が着色されたものである。
【0017】
エンボス加工は、図3及び図4に示すように、木材10を、周面に木目模様2を模した形状の凸部22を有するエンボスロール21と、平滑な周面を有するアンビルロール(バックアップロール)23と、それらを矢印方向に回転させる駆動源(電動モーター等)を備えたエンボス装置で行うことが好ましい。
エンボス加工は、図4(c)に示すように、凹部20以外の部分25が平面状を維持するように行うことが好ましい。
また、エンボス加工は、凹部20に対応する形状の凸部を有する平板で、木材10を加圧して行っても良い。
【0018】
エンボス加工により形成する凹部20は、凹部以外の部分20の表面からの深さd〔図4(c)参照〕が、0.2〜5mmであることが好ましく、より好ましくは0.2〜1mmである。また、本発明の模様付木材は、表面が平坦になるように仕上げるフラット仕上げとしても良いし、表面に凹凸が残るように仕上げる凹凸仕上げとしても良いが、フラット仕上げの場合、前記深さdは0.2〜0.3mmであることが更に好ましく、凹凸仕上げの場合、前記深さdは0.3〜0.4mmであることが更に好ましい。
【0019】
(2)第1着色工程
第1着色工程においては、木材1における、エンボス工程により凹部20を形成した片面10aに、着色塗料を塗布する。
この着色塗料の塗布は、図1(c)及び図5(a)に示すように、木材10の前記片面10aにおける、凹部20及びそれ以外の部分25に塗布し、好ましくは該片面10aの全域に塗布する。
【0020】
第1着色工程における着色塗料5の塗布は、凹部20内を着色し、着色された凹部20からなる模様2が、模様付木材1の外観に明瞭に表れるようにする。
従って、第1着色工程で塗布する着色塗料としては、従来公知の各種の着色塗料を用いることができるが、塗料の乾燥が早いことや、研磨工程で研磨する際に、凹部20以外の部分の色を除去し易く、塗料が、研磨に用いるもの(研磨紙等)に絡まないことなどから、顔料又は染料を含み、樹脂を含まない非樹脂系の着色塗料(以下、非樹脂系着色塗料ともいう)であることが好ましい。
【0021】
また、第1着色工程における着色塗料5の塗布は、図5(a)に示すように、エンボス加工により形成した凹部20内の空間が塗料で埋めつくされないことが好ましく、その観点からも非樹脂系塗料を用いることが好ましい。
また、木材1の溝30内に浸透させることによって、着色された溝3が模様付木材1の外観に明瞭に表れるようにすることが、自然観のある外観の模様付木材1を得る点から好ましいが、そのような観点からも非樹脂系着色塗料を用いることが好ましい
【0022】
非樹脂系着色塗料は、顔料又は染料、及び水、シンナー等の有機溶媒等の溶媒又は分散媒を含み、樹脂を含まないものが好ましい。このような非樹脂系着色塗料としては市販のものを用いることもでき、例えば、何れもユニオンペイント株式会社製の「アルマステイン(染料系)」や「オルパステイン(顔料系)」を用いることができ、また、和信化学工業株式会社製の「シークステインPG(濃色タイプ)」を用いることもできる。これらは、シンナー等で適宜の濃度に希釈して用いることもできる。木材の素地着色用の市販の塗料も好ましく用いられる。樹脂は、重合により高分子化して塗膜を形成する。
【0023】
着色塗料に含ませる顔料としては、各種公知のものを用いることができ、無機顔料でも有機顔料でも良い。無機顔料は、天然鉱物顔料でも合成無機顔料でも良く、例えば、鉛丹、酸化鉄赤、黄鉛、亜鉛黄(1種、2種)、ウルトラマリン青、プロシア青(フェロシアン化鉄カリ)、カーボンブラック等が挙げられる。有機顔料としては、アゾ顔料、多環顔料が挙げられる。顔料は2種以上を混合して用いることも好ましい。
着色塗料に含ませる染料としては、各種公知のものを用いることができ、天然染料でも合成染料でも良い。染料も2種以上を組み合わせて用いることも好ましい。
【0024】
第1着色工程の着色塗料の塗布方法は、特に制限されず、各種公知の塗布方法を採用することができ、例えば、刷毛塗り、スポンジによる塗布、ローラー塗り、スプレーによる塗布等、適宜に選択できる。着色塗料は、図5(a)に示すように、凹部20内の底部全体に塗布することが好ましく、底部に存する溝30内も着色されるように行うことが好ましい。
【0025】
(3)研磨工程
研磨工程においては、図1(d)に示すように、第1着色工程後の木材10の表面を研磨し、凹部20以外の部分25の色を除去する。具体的には、図5(a)及び図5(b)に示すように、木材10の着色した面10a側における、凹部20以外の部分25の着色部分を研磨により削り取る。この研磨は、凹部20以外の部分25に、木材1の地色が露出した部分11〔図5(b)参照)〕が生じるように行う。一方、凹部20内の色は、できるだけ除去されないようにする。
第2着色行程の前に、凹部20以外の部分25の色を除去することにより、得られる模様付木材1の、模様2とそれ以外の部分4との間の濃淡差(コントラスト)を大きくできる。
【0026】
木材10の研磨方法は、手研磨でも良いし、各種公知の研磨装置を用いた研磨でも良い。例えば、ワイドベルトサンダー、レベルサンダー、オーピタルサンダー等を用いることが、凹部以外の部分25の色を除去する一方、凹部20内の色が除去されないようにする観点から好ましく、特にワイドベルトサンダーを用いることが好ましい。ワイドベルトサンダーは、鋳鉄粉等の研磨剤が表面に固定された無端状のベルトを複数のローラー(例えば駆動ローラー及び複数の従動ローラー)間に掛け渡してなるもの等を好ましく用いることができる。
【0027】
木材10の研磨は、図5(b)に示すように、研磨後の木材10における、着色塗料塗布面10a側に凹凸が残るように行うことが好ましい。
また、木材10の研磨は、図5(b)に示すように、凹部以外の部分25に、着色された溝3の一部が残るように行うことが好ましい。
このような観点から、木材10の研磨は、着色塗料5を塗布する前の木材10の凹部以外の部分25における表面Sの近傍を、0.02〜0.15mm程度除去するよう行うことが好ましく、0.05〜0.1mm程度除去するよう行うことがより好ましい。
【0028】
(4)第2着色工程
第2着色工程においては、研磨工程後の木材10における、研磨を行った側の片面10aに、第1着色工程で用いた着色塗料5より薄い色の着色塗料6を塗布する。
第2着色工程における着色塗料の塗布は、木材10の前記片面10aにおける、少なくとも、研磨により木材1の地色が露出した部分11〔図5(b)参照)〕に対して行う。
しかし、図5(c)に示すように、第2着色工程においても、凹部20上及び
凹部20以外の部分25上の両者に塗布することが好ましく、より好ましくは該片面10aの全域に塗布する。
【0029】
第2着色工程における着色塗料6の塗布は、研磨により色を除去した部分を、凹部20内の着色部分よりも薄い色に着色し、濃く着色された凹部20からなる模様2が、模様付木材1の外観に一層明瞭に表れるようにする。
第2着色工程で塗布する着色塗料6としては、模様付木材1に、着色された凹部20からなる濃い色の模様2と、該模様2よりも薄い色に着色された模様2以外の部分4を生じさせ得るものを、特に制限なく用いることができる。
塗料の乾燥が早いことなどから、第1着色工程における着色塗料と同様に非樹脂系着色塗料であることが好ましい。
【0030】
第1着色工程で用いる着色塗料(以下、第1塗料という)と、第2着色工程で用いる着色塗料(以下、第2塗料という)の好ましい組み合わせとしては、例えば、以下の組み合わせを例示することができる。
(組み合わせ1)
顔料系塗料(第1塗料)と顔料系塗料(第2塗料)の組み合わせ。
(組み合わせ2)
顔料系塗料(第1塗料)と染料系塗料(第2塗料)の組み合わせ。
(組み合わせ3)
染料系塗料(第1塗料)と染料系塗料(第2塗料)の組み合わせ。
(組み合わせ4)
染料系塗料(第1塗料)と顔料系塗料(第2塗料)の組み合わせ。
【0031】
第2塗料としての着色塗料も、顔料又は染料、及び水、シンナー等の有機溶媒等の溶媒又は分散媒を含み、樹脂を含まないものが好ましい。このような着色塗料としては市販のものを用いることもでき、例えば、和信化学工業株式会社製の「シークステインPG」等を用いることができる。
【0032】
第2着色工程における着色塗料6の塗布は、図5(c)に示すように、エンボス加工により形成した凹部20上に、該凹部20に対応する形状の凹部が残るように塗布することが好ましい。
【0033】
第2着色工程の着色塗料の塗布方法は、特に制限されず、各種公知の塗布方法を採用することができ、例えば、刷毛塗り、スポンジによる塗布、ローラー塗り、スプレーによる塗布等、適宜に選択できる。
本実施態様によれば、このようにして、図2に示す模様付木材1を効率よく製造することができる。
【0034】
本発明の上述した実施態様においては、濃い色に着色された凹部からなる模様2が形成されると共に、その模様2と、研磨した部分が薄い色に着色された部分4との間に色の濃淡差があるため、模様2が立体感のあるものとなっており、意匠性に優れた木材を効率よく製造することができる。
また、模様2として、天然の木目模様を模した模様を付与した場合、その模様は、人工的に付与したものであるにも拘わらずに、天然の木目のような外観を呈するため、例えば、集成材や綺麗な木目を有しない意匠的に低品質な木材から、綺麗な木目を有する意匠的に高品質の木材を得ることができる。
【0035】
また、上述した実施態様においては、木材1として、図1(a)に示すように、エンボス加工を施す面10aに、原木の導管に由来する溝30を有するものを用いることにより、図5(c)に示すように、凹部20以外の部分における該溝30も、該凹部20内と同様に第1塗料5により濃い色に着色された模様付木材1を得ることができる。
このように、凹部20以外の部分25にも、凹部20内と同様に濃い色に着色された導管由来の溝3を有することで、得られる模様付木材1の外観が、一層、天然の木目模様を有する無垢材と似たものとなり、一層、意匠的に高品質な木材を得ることができる。
【0036】
第2着色工程の模様付木材には、仕上げ塗装を行うことも好ましい。また、仕上げ塗装の前にシーラー処理を行うことも好ましい。但し、仕上げ塗装及びシーラー処理は、模様2の視認性を損なわないように行う。
仕上げ塗装には、ウレタン系塗料、ポリエステル系塗料、フェノール樹脂系塗料、アクリル樹脂系塗料等を用いることができる。仕上げ塗装に用いる塗料は、透明、半透明の塗膜を形成し得るものが好ましい。仕上げ塗装に用いる塗料は、各種の着色料を配合して、模様付木材の表面の色を調色することも好ましい。
【0037】
シーラー処理は、模様付木材と仕上げ塗装の塗膜との接着性を高めるものである。シーラー剤としては、ウレタン系サンディングシーラー、ポリエステル系サンディングシーラー、フェノール系サンディングシーラー、アクリル系サンディングシーラー等が挙げられる。
シーラー剤及び仕上げ塗装に用いる塗料の塗布方法は、それぞれ、各種公知の方法を用いることができ、ローラー塗り、スプレーによる塗布、刷毛塗り等、適宜に選択できる。
仕上げ塗装における塗料の塗布は、模様付木材1の凹部20を有する面側に、凹部20に対応する形状の凹部が残るように塗布し、凹凸仕上げにしても良いし、凹凸を残さないように平坦にして、フラットな表面で、木目柄を強調するように塗布してもよい。
【0038】
本発明で製造する模様付木材は、その外観の良さを生かして、多様な用途に用いることができる。
模様付木材の用途としては、例えば、床板、階段の側板や段板、上がり框、ドアの枠やフレーム、壁材、天井材等の建築用材や、机(天板等)、箱棚、タンス、ベッド等の家具やピアノ等の構成部材が挙げられるが、これらに制限されるものではない。
【0039】
本発明の模様付木材の製造方法は、上記の実施態様に制限されることなく、適宜変更して実施可能である。
例えば、図6(a)に示すように、第1着色工程における着色塗料5は、塗布後の表面が平面状となるように塗工しても良い。また、図6(b)に示すように、研磨工程は、表面に凹凸が残らない程度に研磨しても良い。また、図6(c)に示すように、第2着色工程における着色塗料も、塗布後の表面が平面状となるように塗工しても良い。
【0040】
また、本発明における模様は、木材の板目や柾目のような木目模様以外のものであっても良く、例えば、図7(a)〜図7(c)に示すような模様2であっても良い。
【実施例】
【0041】
次に、実施例及び比較例に基づいて本発明を具体的に説明するが、本発明は、以下の実施例によって何ら限定されるものではない。
【0042】
ゴムの木(タイ国産)から得た小片を、繊維方向を平行にして、幅方向及び長手方向に集成して得た集成材(幅90mm、長さ1800mm、厚み12mm)を、周面に木目模様状の凸部を有するエンボスロールとアンビルロールとの間に導入して、エンボス加工を施した。エンボス加工は、両ロールを加熱することなく行った。
エンボス加工により、集成材には、深さ0.4mm程度の凹部20が形成された。なお、エンボスロールとしては、周面に、オーク材の製材品に見られる木目(板目)を模した形状の凸部を有するものを用いた。
次いで、集成材における凹部20を形成した面の全体に、第1塗料として、和信化学工業株式会社製の「シークステインPG(濃色タイプ)」を、刷毛により塗布した。この塗料は、前述した非樹脂系着色塗料である。塗料の塗布後に、ウエス(布)により過剰な塗料を拭き取った。
第1塗料の塗布後、自然乾燥により、塗料を充分に乾燥させた。
【0043】
次いで、ベルトサンダー(アミテック社製「1連式ワイドベルトサンダー」)による研磨により、凹部20を形成した面における凹部20以外の部分25の表面の近傍を除去した。
次いで、集成材の研磨した面の全体に、第2塗料として、和信化学工業株式会社製の「シークステインPG(淡色タイプ)」を刷毛により塗布した。この塗料は、前述した非樹脂系着色塗料であるが、第1塗料に比して、含有される顔料又は染料の内、黒・赤などの着色性の高い成分の配合比が低いため、色の濃さが薄いものである。
塗料の塗布後に、ウエス(布)により過剰な塗料を拭き取った。また、塗料の塗布後、自然乾燥により、第2塗料を充分に乾燥させた。
【0044】
このようにして模様付木材には、エンボス工程前の集成材やゴムの木から得られる無垢材の木目とは明かに異なる木目模様2が明瞭に表れており、更にその木目模様2に加えて、濃い色に着色された導管由来の溝3も表れていた。
【0045】
更に、この模様付木材に対して、シーラー剤として、玄々化学社製「ポリウレタンサンディングシーラー US30」を塗布してシーラー処理を行った後、玄々化学社製「ポリウレタンクリヤー UF−25−99P」を塗布して、仕上げ塗装を行った。これらの塗布には、エアスプレーガンを用いた。
仕上げ塗装後の模様付木材においては、木目模様2が一層際立っていた。
【符号の説明】
【0046】
1 模様付木材
1a 一方の面
1b 他方の面
2 模様
3 着色された溝
4 凹部及び溝以外の部分
5 着色塗料(第1塗料,第1着色工程で塗布する着色塗料)
6 着色塗料(第2塗料,第2着色工程で塗布する着色塗料)
10 木材(模様を付すべき木材)
20 凹部
21 エンボスロール
22 凸部
23 アンビルロール
30 溝
【技術分野】
【0001】
本発明は、模様付木材の製造方法に関する。
【背景技術】
【0002】
近年、品質の均質化や、強度の向上、小径木、間伐材、廃材等の有効利用、製品歩留まりの向上等の観点から、集成材、パーティクルボード、木質繊維板等の木質材が、建材や家具の構成部材として用いられるようになっている。
しかし、このような木質材は、杉、松、檜、楓から得た製材品(無垢材)におけるような綺麗な木目を有しておらず、意匠性に劣る。また、原木の種類によっては、製材品(無垢材)であっても、綺麗な木目模様を有しないものもある。
木質材の意匠性を向上させる方法として、木目の綺麗な木材から得た突板を木質材の表面に接合して突板化粧材とする方法がある。しかし、この方法は、突板を得るための木材が必要であり、木質材の原料とは別に、木目の綺麗な木材や突板を用意する必要がある。
【0003】
また、特許文献1には、集成材等の木質材にエンボス加工を施して凹凸模様を形成し、次いで、その木質材の地色を消す色調の隠蔽塗料を塗装した後、更に、その隠蔽塗料上への濃色塗料の塗装、ワイピング処理、上塗り塗料の塗装を行って、高級感のある表面木質材を得る方法が記載されている。
【0004】
しかし、特許文献1の方法は、エンボス加工により形成した凹部が隠蔽塗料及び濃色塗料によりほぼ完全に埋まるため、立体感の木目模様が得られない。また、隠蔽塗料により木質材の地色を隠蔽した後に、濃色塗料により木目模様を表すため、木目模様が人工的な印象を与えやすいものとなる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平8−72022号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
従って、本発明の目的は、木材の表面に立体感のある模様を形成することができ、意匠性に優れた木材を効率よく製造することのできる模様付木材の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、模様を付けるべき木材にエンボス加工により該模様に対応する形状の凹部を形成するエンボス工程、該木材の凹部及びそれ以外の部分に着色塗料を塗布する第1着色工程、第1着色工程後の木材の表面を研磨し、前記凹部以外の部分の色を除去する一方、該凹部内の色を残す研磨工程、及び該木材の表面に、第1着色工程で用いた着色塗料より薄い色の着色塗料を塗布する第2着色工程を具備する、模様付木材の製造方法を提供することにより、上記目的を達成したものである。
【発明の効果】
【0008】
本発明の模様付木材の製造方法によれば、木材の表面に立体感のある模様を形成することができ、意匠性に優れた木材を効率よく製造することができる。
【図面の簡単な説明】
【0009】
【図1】図1(a)〜図1(d)は、本発明の一実施態様における各段階の木材を示す斜視図であり、図1(a)は、エンボス工程前の木材、図1(b)は、エンボス工程後、第1着色工程前の木材、図1(c)は、第1着色工程後、研磨工程前の木材、図1(d)は、研磨工程後、第2着色工程前の木材を示す斜視図である。
【図2】図2は、本発明の一実施態様において得られる模様付木材を示す斜視図である。
【図3】図3は、エンボス工程に用い得るエンボス装置及び該装置で木材にエンボス加工を施す様子を示す図である。
【図4】図4は、本発明の一実施態様における各段階の木材を示す断面図であり、図4(a)は、エンボス工程前の木材、図4(b)は、エンボス工程でエンボス加工を施している最中の木材、図4(c)は、エンボス工程で凹部を形成した木材を示す断面図である。
【図5】図5は、本発明の一実施態様における各段階の木材を示す断面図であり、図5(a)は、第1着色工程後、研磨工程前の木材、図5(b)は、研磨工程後、第2着色工程前の木材、図5(c)は、第2着色工程後の木材(模様付木材)を示す断面図である。
【図6】図6は、本発明の他の実施態様の説明図である。
【図7】図7は、本発明の更に他の実施態様の説明図である。
【発明を実施するための形態】
【0010】
以下、本発明をその好ましい実施形態に基づいて詳細に説明する。
本発明の好ましい一実施態様においては、図1に示すように、(1)エンボス工程、(2)第1着色工程、(3)研磨工程、及び(4)第2着色工程を経て、図1(a)に示す木材1から、図2に示す模様付木材1を製造する。
【0011】
(木材)
本発明において模様を付ける木材は、無垢材であっても木質材であっても良いが、木質材であることが好ましい。
木質材としては、集成材、パーティクルボード、木質繊維板(ファイバーボード)、単板積層材(LVL:Laminated Veneer Lumber)、合板、配向性ストランドボード(OSB:Oriented Strand Board)、OSL(Oriented Strand Lumber)、LSL(Laminated Strand Lumber)等が挙げられる。木質材は、構成要素どうしを結合して得られる。
【0012】
集成材は、ひき板又は小角材などを、繊維方向を互いに平行にして、長さ、幅及び厚さ方向に集成接着してなるものの他、ひき板又は小角材などを、直交する2方向(長さ及び幅の2方向等)に集成接着したものも含まれる。
【0013】
パーティクルボードは、木材の切削や破砕等により得た小片(エレメント)を接着剤と共に混合してマット状としたものを熱圧締して得られる木質ボードである。木質繊維板は、木材の蒸射・解繊等により得た木材繊維(エレメント)を接着剤と混合してマット状としたものを熱圧締して得られる木質ボードである。ファイバーボードとしては、MDF(中比重繊維板)、やハードボード(HB)、インシュレーションボード等が挙げられる。
【0014】
また、本発明に用いる木材の原木の樹種は、特に制限されるものではなく、例えば、ゴム、ポプラ、ラミン、カポール、ユーカリ、アッシュ等を例示できるが、これらのなかでもゴム(ラバーウッド)が、比較的軟らかい材質でエンボス加工がし易く、エンボス加工後に美しい表面仕上げを得ることができる観点から好ましい。
【0015】
(1)エンボス工程
エンボス工程においては、図3及び図4に示すように、模様2を付けるべき木材10〔図1(a)参照〕に、エンボス加工により該模様2に対応する形状の凹部20を形成する。
例えば、図2に示す模様付木材1は、その一方の面1aに、それぞれ濃い色に着色された木目模様2を有するものであるが、このエンボス加工においては、その製造に用いる木材10の片面に、該木目模様2に対応する形状(平面視形状)の凹部20を形成する。
【0016】
図2に示す模様付木材1は、本実施態様で製造される模様付木材の一例であり、一方の面1aに、それぞれ濃い色に着色された、木目模様2及び溝3を有し、該一方の面1aにおける、木目模様2及び溝3以外の部分4は、木目模様2及び溝3のそれぞれより薄い色に着色されている。模様付木材1の他方の面1bは、図1(a)に示す溝30と同様の溝(図示略)を有している。図1(a)に示す溝30及び他方の面1b側の同様の溝は、木材1が元々有している、原木の導管に由来する溝であり、模様付木材1の前記溝3は、その溝30が着色されたものである。
【0017】
エンボス加工は、図3及び図4に示すように、木材10を、周面に木目模様2を模した形状の凸部22を有するエンボスロール21と、平滑な周面を有するアンビルロール(バックアップロール)23と、それらを矢印方向に回転させる駆動源(電動モーター等)を備えたエンボス装置で行うことが好ましい。
エンボス加工は、図4(c)に示すように、凹部20以外の部分25が平面状を維持するように行うことが好ましい。
また、エンボス加工は、凹部20に対応する形状の凸部を有する平板で、木材10を加圧して行っても良い。
【0018】
エンボス加工により形成する凹部20は、凹部以外の部分20の表面からの深さd〔図4(c)参照〕が、0.2〜5mmであることが好ましく、より好ましくは0.2〜1mmである。また、本発明の模様付木材は、表面が平坦になるように仕上げるフラット仕上げとしても良いし、表面に凹凸が残るように仕上げる凹凸仕上げとしても良いが、フラット仕上げの場合、前記深さdは0.2〜0.3mmであることが更に好ましく、凹凸仕上げの場合、前記深さdは0.3〜0.4mmであることが更に好ましい。
【0019】
(2)第1着色工程
第1着色工程においては、木材1における、エンボス工程により凹部20を形成した片面10aに、着色塗料を塗布する。
この着色塗料の塗布は、図1(c)及び図5(a)に示すように、木材10の前記片面10aにおける、凹部20及びそれ以外の部分25に塗布し、好ましくは該片面10aの全域に塗布する。
【0020】
第1着色工程における着色塗料5の塗布は、凹部20内を着色し、着色された凹部20からなる模様2が、模様付木材1の外観に明瞭に表れるようにする。
従って、第1着色工程で塗布する着色塗料としては、従来公知の各種の着色塗料を用いることができるが、塗料の乾燥が早いことや、研磨工程で研磨する際に、凹部20以外の部分の色を除去し易く、塗料が、研磨に用いるもの(研磨紙等)に絡まないことなどから、顔料又は染料を含み、樹脂を含まない非樹脂系の着色塗料(以下、非樹脂系着色塗料ともいう)であることが好ましい。
【0021】
また、第1着色工程における着色塗料5の塗布は、図5(a)に示すように、エンボス加工により形成した凹部20内の空間が塗料で埋めつくされないことが好ましく、その観点からも非樹脂系塗料を用いることが好ましい。
また、木材1の溝30内に浸透させることによって、着色された溝3が模様付木材1の外観に明瞭に表れるようにすることが、自然観のある外観の模様付木材1を得る点から好ましいが、そのような観点からも非樹脂系着色塗料を用いることが好ましい
【0022】
非樹脂系着色塗料は、顔料又は染料、及び水、シンナー等の有機溶媒等の溶媒又は分散媒を含み、樹脂を含まないものが好ましい。このような非樹脂系着色塗料としては市販のものを用いることもでき、例えば、何れもユニオンペイント株式会社製の「アルマステイン(染料系)」や「オルパステイン(顔料系)」を用いることができ、また、和信化学工業株式会社製の「シークステインPG(濃色タイプ)」を用いることもできる。これらは、シンナー等で適宜の濃度に希釈して用いることもできる。木材の素地着色用の市販の塗料も好ましく用いられる。樹脂は、重合により高分子化して塗膜を形成する。
【0023】
着色塗料に含ませる顔料としては、各種公知のものを用いることができ、無機顔料でも有機顔料でも良い。無機顔料は、天然鉱物顔料でも合成無機顔料でも良く、例えば、鉛丹、酸化鉄赤、黄鉛、亜鉛黄(1種、2種)、ウルトラマリン青、プロシア青(フェロシアン化鉄カリ)、カーボンブラック等が挙げられる。有機顔料としては、アゾ顔料、多環顔料が挙げられる。顔料は2種以上を混合して用いることも好ましい。
着色塗料に含ませる染料としては、各種公知のものを用いることができ、天然染料でも合成染料でも良い。染料も2種以上を組み合わせて用いることも好ましい。
【0024】
第1着色工程の着色塗料の塗布方法は、特に制限されず、各種公知の塗布方法を採用することができ、例えば、刷毛塗り、スポンジによる塗布、ローラー塗り、スプレーによる塗布等、適宜に選択できる。着色塗料は、図5(a)に示すように、凹部20内の底部全体に塗布することが好ましく、底部に存する溝30内も着色されるように行うことが好ましい。
【0025】
(3)研磨工程
研磨工程においては、図1(d)に示すように、第1着色工程後の木材10の表面を研磨し、凹部20以外の部分25の色を除去する。具体的には、図5(a)及び図5(b)に示すように、木材10の着色した面10a側における、凹部20以外の部分25の着色部分を研磨により削り取る。この研磨は、凹部20以外の部分25に、木材1の地色が露出した部分11〔図5(b)参照)〕が生じるように行う。一方、凹部20内の色は、できるだけ除去されないようにする。
第2着色行程の前に、凹部20以外の部分25の色を除去することにより、得られる模様付木材1の、模様2とそれ以外の部分4との間の濃淡差(コントラスト)を大きくできる。
【0026】
木材10の研磨方法は、手研磨でも良いし、各種公知の研磨装置を用いた研磨でも良い。例えば、ワイドベルトサンダー、レベルサンダー、オーピタルサンダー等を用いることが、凹部以外の部分25の色を除去する一方、凹部20内の色が除去されないようにする観点から好ましく、特にワイドベルトサンダーを用いることが好ましい。ワイドベルトサンダーは、鋳鉄粉等の研磨剤が表面に固定された無端状のベルトを複数のローラー(例えば駆動ローラー及び複数の従動ローラー)間に掛け渡してなるもの等を好ましく用いることができる。
【0027】
木材10の研磨は、図5(b)に示すように、研磨後の木材10における、着色塗料塗布面10a側に凹凸が残るように行うことが好ましい。
また、木材10の研磨は、図5(b)に示すように、凹部以外の部分25に、着色された溝3の一部が残るように行うことが好ましい。
このような観点から、木材10の研磨は、着色塗料5を塗布する前の木材10の凹部以外の部分25における表面Sの近傍を、0.02〜0.15mm程度除去するよう行うことが好ましく、0.05〜0.1mm程度除去するよう行うことがより好ましい。
【0028】
(4)第2着色工程
第2着色工程においては、研磨工程後の木材10における、研磨を行った側の片面10aに、第1着色工程で用いた着色塗料5より薄い色の着色塗料6を塗布する。
第2着色工程における着色塗料の塗布は、木材10の前記片面10aにおける、少なくとも、研磨により木材1の地色が露出した部分11〔図5(b)参照)〕に対して行う。
しかし、図5(c)に示すように、第2着色工程においても、凹部20上及び
凹部20以外の部分25上の両者に塗布することが好ましく、より好ましくは該片面10aの全域に塗布する。
【0029】
第2着色工程における着色塗料6の塗布は、研磨により色を除去した部分を、凹部20内の着色部分よりも薄い色に着色し、濃く着色された凹部20からなる模様2が、模様付木材1の外観に一層明瞭に表れるようにする。
第2着色工程で塗布する着色塗料6としては、模様付木材1に、着色された凹部20からなる濃い色の模様2と、該模様2よりも薄い色に着色された模様2以外の部分4を生じさせ得るものを、特に制限なく用いることができる。
塗料の乾燥が早いことなどから、第1着色工程における着色塗料と同様に非樹脂系着色塗料であることが好ましい。
【0030】
第1着色工程で用いる着色塗料(以下、第1塗料という)と、第2着色工程で用いる着色塗料(以下、第2塗料という)の好ましい組み合わせとしては、例えば、以下の組み合わせを例示することができる。
(組み合わせ1)
顔料系塗料(第1塗料)と顔料系塗料(第2塗料)の組み合わせ。
(組み合わせ2)
顔料系塗料(第1塗料)と染料系塗料(第2塗料)の組み合わせ。
(組み合わせ3)
染料系塗料(第1塗料)と染料系塗料(第2塗料)の組み合わせ。
(組み合わせ4)
染料系塗料(第1塗料)と顔料系塗料(第2塗料)の組み合わせ。
【0031】
第2塗料としての着色塗料も、顔料又は染料、及び水、シンナー等の有機溶媒等の溶媒又は分散媒を含み、樹脂を含まないものが好ましい。このような着色塗料としては市販のものを用いることもでき、例えば、和信化学工業株式会社製の「シークステインPG」等を用いることができる。
【0032】
第2着色工程における着色塗料6の塗布は、図5(c)に示すように、エンボス加工により形成した凹部20上に、該凹部20に対応する形状の凹部が残るように塗布することが好ましい。
【0033】
第2着色工程の着色塗料の塗布方法は、特に制限されず、各種公知の塗布方法を採用することができ、例えば、刷毛塗り、スポンジによる塗布、ローラー塗り、スプレーによる塗布等、適宜に選択できる。
本実施態様によれば、このようにして、図2に示す模様付木材1を効率よく製造することができる。
【0034】
本発明の上述した実施態様においては、濃い色に着色された凹部からなる模様2が形成されると共に、その模様2と、研磨した部分が薄い色に着色された部分4との間に色の濃淡差があるため、模様2が立体感のあるものとなっており、意匠性に優れた木材を効率よく製造することができる。
また、模様2として、天然の木目模様を模した模様を付与した場合、その模様は、人工的に付与したものであるにも拘わらずに、天然の木目のような外観を呈するため、例えば、集成材や綺麗な木目を有しない意匠的に低品質な木材から、綺麗な木目を有する意匠的に高品質の木材を得ることができる。
【0035】
また、上述した実施態様においては、木材1として、図1(a)に示すように、エンボス加工を施す面10aに、原木の導管に由来する溝30を有するものを用いることにより、図5(c)に示すように、凹部20以外の部分における該溝30も、該凹部20内と同様に第1塗料5により濃い色に着色された模様付木材1を得ることができる。
このように、凹部20以外の部分25にも、凹部20内と同様に濃い色に着色された導管由来の溝3を有することで、得られる模様付木材1の外観が、一層、天然の木目模様を有する無垢材と似たものとなり、一層、意匠的に高品質な木材を得ることができる。
【0036】
第2着色工程の模様付木材には、仕上げ塗装を行うことも好ましい。また、仕上げ塗装の前にシーラー処理を行うことも好ましい。但し、仕上げ塗装及びシーラー処理は、模様2の視認性を損なわないように行う。
仕上げ塗装には、ウレタン系塗料、ポリエステル系塗料、フェノール樹脂系塗料、アクリル樹脂系塗料等を用いることができる。仕上げ塗装に用いる塗料は、透明、半透明の塗膜を形成し得るものが好ましい。仕上げ塗装に用いる塗料は、各種の着色料を配合して、模様付木材の表面の色を調色することも好ましい。
【0037】
シーラー処理は、模様付木材と仕上げ塗装の塗膜との接着性を高めるものである。シーラー剤としては、ウレタン系サンディングシーラー、ポリエステル系サンディングシーラー、フェノール系サンディングシーラー、アクリル系サンディングシーラー等が挙げられる。
シーラー剤及び仕上げ塗装に用いる塗料の塗布方法は、それぞれ、各種公知の方法を用いることができ、ローラー塗り、スプレーによる塗布、刷毛塗り等、適宜に選択できる。
仕上げ塗装における塗料の塗布は、模様付木材1の凹部20を有する面側に、凹部20に対応する形状の凹部が残るように塗布し、凹凸仕上げにしても良いし、凹凸を残さないように平坦にして、フラットな表面で、木目柄を強調するように塗布してもよい。
【0038】
本発明で製造する模様付木材は、その外観の良さを生かして、多様な用途に用いることができる。
模様付木材の用途としては、例えば、床板、階段の側板や段板、上がり框、ドアの枠やフレーム、壁材、天井材等の建築用材や、机(天板等)、箱棚、タンス、ベッド等の家具やピアノ等の構成部材が挙げられるが、これらに制限されるものではない。
【0039】
本発明の模様付木材の製造方法は、上記の実施態様に制限されることなく、適宜変更して実施可能である。
例えば、図6(a)に示すように、第1着色工程における着色塗料5は、塗布後の表面が平面状となるように塗工しても良い。また、図6(b)に示すように、研磨工程は、表面に凹凸が残らない程度に研磨しても良い。また、図6(c)に示すように、第2着色工程における着色塗料も、塗布後の表面が平面状となるように塗工しても良い。
【0040】
また、本発明における模様は、木材の板目や柾目のような木目模様以外のものであっても良く、例えば、図7(a)〜図7(c)に示すような模様2であっても良い。
【実施例】
【0041】
次に、実施例及び比較例に基づいて本発明を具体的に説明するが、本発明は、以下の実施例によって何ら限定されるものではない。
【0042】
ゴムの木(タイ国産)から得た小片を、繊維方向を平行にして、幅方向及び長手方向に集成して得た集成材(幅90mm、長さ1800mm、厚み12mm)を、周面に木目模様状の凸部を有するエンボスロールとアンビルロールとの間に導入して、エンボス加工を施した。エンボス加工は、両ロールを加熱することなく行った。
エンボス加工により、集成材には、深さ0.4mm程度の凹部20が形成された。なお、エンボスロールとしては、周面に、オーク材の製材品に見られる木目(板目)を模した形状の凸部を有するものを用いた。
次いで、集成材における凹部20を形成した面の全体に、第1塗料として、和信化学工業株式会社製の「シークステインPG(濃色タイプ)」を、刷毛により塗布した。この塗料は、前述した非樹脂系着色塗料である。塗料の塗布後に、ウエス(布)により過剰な塗料を拭き取った。
第1塗料の塗布後、自然乾燥により、塗料を充分に乾燥させた。
【0043】
次いで、ベルトサンダー(アミテック社製「1連式ワイドベルトサンダー」)による研磨により、凹部20を形成した面における凹部20以外の部分25の表面の近傍を除去した。
次いで、集成材の研磨した面の全体に、第2塗料として、和信化学工業株式会社製の「シークステインPG(淡色タイプ)」を刷毛により塗布した。この塗料は、前述した非樹脂系着色塗料であるが、第1塗料に比して、含有される顔料又は染料の内、黒・赤などの着色性の高い成分の配合比が低いため、色の濃さが薄いものである。
塗料の塗布後に、ウエス(布)により過剰な塗料を拭き取った。また、塗料の塗布後、自然乾燥により、第2塗料を充分に乾燥させた。
【0044】
このようにして模様付木材には、エンボス工程前の集成材やゴムの木から得られる無垢材の木目とは明かに異なる木目模様2が明瞭に表れており、更にその木目模様2に加えて、濃い色に着色された導管由来の溝3も表れていた。
【0045】
更に、この模様付木材に対して、シーラー剤として、玄々化学社製「ポリウレタンサンディングシーラー US30」を塗布してシーラー処理を行った後、玄々化学社製「ポリウレタンクリヤー UF−25−99P」を塗布して、仕上げ塗装を行った。これらの塗布には、エアスプレーガンを用いた。
仕上げ塗装後の模様付木材においては、木目模様2が一層際立っていた。
【符号の説明】
【0046】
1 模様付木材
1a 一方の面
1b 他方の面
2 模様
3 着色された溝
4 凹部及び溝以外の部分
5 着色塗料(第1塗料,第1着色工程で塗布する着色塗料)
6 着色塗料(第2塗料,第2着色工程で塗布する着色塗料)
10 木材(模様を付すべき木材)
20 凹部
21 エンボスロール
22 凸部
23 アンビルロール
30 溝
【特許請求の範囲】
【請求項1】
模様を付けるべき木材にエンボス加工により該模様に対応する形状の凹部を形成するエンボス工程、該木材の凹部及びそれ以外の部分に着色塗料を塗布する第1着色工程、第1着色工程後の木材の表面を研磨し、前記凹部以外の部分の色を除去する一方、該凹部内の色を残す研磨工程、及び該木材の表面に、第1着色工程で用いた着色塗料より薄い色の着色塗料を塗布する第2着色工程を具備する、模様付木材の製造方法。
【請求項2】
前記木材が、木質材である請求項1記載の模様付木材の製造方法。
【請求項3】
前記木材として、前記エンボス加工を施す面に、原木の導管に由来する溝を有するものを用い、前記凹部以外の部分の該溝が、該凹部内と同様に濃い色に着色された模様付木材を得る請求項1又は2記載の模様付木材の製造方法。
【請求項4】
前記第1着色工程で用いる着色塗料が、顔料又は染料を含み、樹脂を含まない非樹脂系の着色塗料である請求項1〜3の何れか1項記載の模様付木材の製造方法。
【請求項5】
第2着色工程においても、木材の表面全体に着色塗料を塗布する、請求項1〜4の何れか1項記載の模様付木材の製造方法。
【請求項1】
模様を付けるべき木材にエンボス加工により該模様に対応する形状の凹部を形成するエンボス工程、該木材の凹部及びそれ以外の部分に着色塗料を塗布する第1着色工程、第1着色工程後の木材の表面を研磨し、前記凹部以外の部分の色を除去する一方、該凹部内の色を残す研磨工程、及び該木材の表面に、第1着色工程で用いた着色塗料より薄い色の着色塗料を塗布する第2着色工程を具備する、模様付木材の製造方法。
【請求項2】
前記木材が、木質材である請求項1記載の模様付木材の製造方法。
【請求項3】
前記木材として、前記エンボス加工を施す面に、原木の導管に由来する溝を有するものを用い、前記凹部以外の部分の該溝が、該凹部内と同様に濃い色に着色された模様付木材を得る請求項1又は2記載の模様付木材の製造方法。
【請求項4】
前記第1着色工程で用いる着色塗料が、顔料又は染料を含み、樹脂を含まない非樹脂系の着色塗料である請求項1〜3の何れか1項記載の模様付木材の製造方法。
【請求項5】
第2着色工程においても、木材の表面全体に着色塗料を塗布する、請求項1〜4の何れか1項記載の模様付木材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−91277(P2013−91277A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−235604(P2011−235604)
【出願日】平成23年10月27日(2011.10.27)
【出願人】(000183428)住友林業株式会社 (540)
【出願人】(501195625)住友林業クレスト株式会社 (43)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月27日(2011.10.27)
【出願人】(000183428)住友林業株式会社 (540)
【出願人】(501195625)住友林業クレスト株式会社 (43)
【Fターム(参考)】
[ Back to top ]