
横シール装置、縦型充填包装機、及びそれを用いたヒートシール方法
【課題】筒状フィルムの充填量を減らさなくてもピンホールの形成を回避できる横シール装置を提供する。
【解決手段】内容物が充填された筒状フィルム2の外側から一対のシール部材8,10により挟み込み、加圧及び加熱することによって、前記筒状フィルム2をその幅方向にヒートシールする横シール装置12であって、前記一対のシール部材のうち、一方のシール部材8の加圧面は、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、他方のシール部材10の加圧面の少なくとも前記一方のシール部材8の突出部分と対向する位置には、弾性部材16が設けられている横シール装置である。
【解決手段】内容物が充填された筒状フィルム2の外側から一対のシール部材8,10により挟み込み、加圧及び加熱することによって、前記筒状フィルム2をその幅方向にヒートシールする横シール装置12であって、前記一対のシール部材のうち、一方のシール部材8の加圧面は、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、他方のシール部材10の加圧面の少なくとも前記一方のシール部材8の突出部分と対向する位置には、弾性部材16が設けられている横シール装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、筒状フィルムをその幅方向にシールする横シール装置、縦型充填包装機、及びそれを用いたヒートシール方法に関する。
【背景技術】
【0002】
縦型充填包装機は、縦シール装置と横シール装置とを備えており、一般的には、筒状に形成されたフィルムの合わせ面が縦シール装置でヒートシールされて下方に送られ、筒状フィルムに液状物又はペースト状物を充填し、充填物が充填された筒状フィルムを横シール装置によってその幅方向にヒートシールし、これを切断することで、充填物が充填された包装物を製造することができる。横シール装置においては、内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、ヒートシールしている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−46712
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、横シール装置の一対のシール部材は、加圧面が平坦であるため、加圧するとフィルムのみならず充填物も合わせてヒートシールする可能性が高いという問題がある。液体の充填物をヒートシールすると、充填物が気体化し、発泡して、ピンホールが形成される。したがって、ピンホールの形成を避けるために、充填物をヒートシールしないよう、充填量を減らす必要が生じてしまう。そこで、本発明は、筒状フィルムの充填量を減らさなくてもピンホールの形成を回避できる横シール装置、縦型充填包装機、及びそれを用いたヒートシール方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
以上の目的を達成するために、本発明者らは、鋭意研究を重ねた結果、一対のシール部材のうち、一方のシール部材の加圧面を縦方向中間部分がその加圧方向に突出するように断面R状に形成することにより筒状フィルムの充填量を減らさなくてもピンホールの形成を回避できることを見出した。すなわち、本発明に係る第1態様は、内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、加圧及び加熱することによって、前記筒状フィルムをその幅方向にヒートシールする横シール装置であって、前記一対のシール部材のうち、一方のシール部材の加圧面は、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、他方のシール部材の加圧面の少なくとも前記一方のシール部材の突出部分と対向する位置には、弾性部材が設けられていることを特徴とする横シール装置である。
【0006】
また、本発明に係る第2態様は、内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、加圧及び加熱することによって、前記筒状フィルムをその幅方向にヒートシールする横シール装置であって、前記一対のシール部材のうち、一方のシール部材の加圧面には、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、該加圧面のうち少なくとも突出する部分の一部が弾性部材で構成されていることを特徴とする横シール装置である。
【0007】
本発明に係る横シール装置は、前記第1態様及び第2態様のいずれの態様でもよいが、細かなスティックノズルを成型したい場合は、弾性部材にRをつけると、スティックノズル形状の歪みが大きくなるため、第1態様が好ましい。
【0008】
前記断面R状のRは、250〜400であることが好ましく、300〜330であることがさらに好ましい。前記値より小さい場合は、充填物の押し出しが不十分なために発泡が生じやすく、前記値より大きい場合は、均質なシールができない。
【0009】
前記弾性部材は、ゴムであることが好ましい。ゴムとしては、例えば、アクリルゴム、アクリロニトリルブタジエンゴム、ウレタンゴム、エチレンプロピレンゴム、エピクロルヒドリンゴム、クロロプレンゴム、シリコーンゴム、スチレンブタジエンゴム、フッ素ゴム、及びポリイソブチレンゴムが挙げられる。ヒートシールに用いられるため、耐熱性が高いものが好ましく、例えば、エチレンプロピレンゴム、シリコーンゴム、及びフッ素ゴムが好ましい。
【0010】
前記弾性部材の硬度は、30〜90であることが好ましく、40〜80であることがさらに好ましい。硬度はゴム硬度(JISK6253)に準ずる。前記値より小さい場合は、シール時に弾性部材に歪みが生じてしまい充分に充填物の押し出しができず、前記値より大きい場合は、均質なシールができない。硬度は、弾性部材として用いられるゴムの種類や分子量により調整することができる。
【0011】
本発明に係る縦型充填包装機は、前記横シール装置を備える。また、本発明に係るヒートシール方法は、前記横シール装置を用いる。
【発明の効果】
【0012】
以上のように、本発明によれば、筒状フィルムの充填量を減らさなくてもピンホールの形成を回避できる横シール装置、縦型充填包装機、及びヒートシール方法を提供することができる。
【図面の簡単な説明】
【0013】
【図1】第1実施形態に係る縦型充填包装機の概略構成を示した斜視図である。
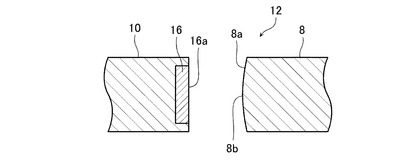
【図2】第1実施形態に係る横シール装置の断面図である。
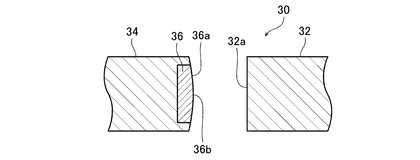
【図3】第2実施形態に係る横シール装置の断面図である。
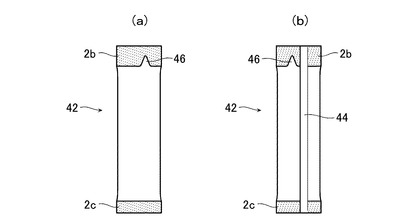
【図4】(a)は、第1実施形態に係る縦型充填包装機によって製造される袋の正面図、(b)は、その背面図である。
【発明を実施するための形態】
【0014】
(第1実施形態)
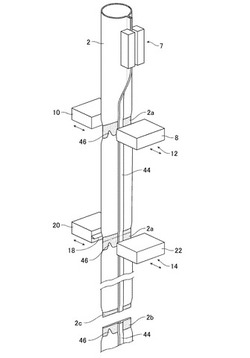
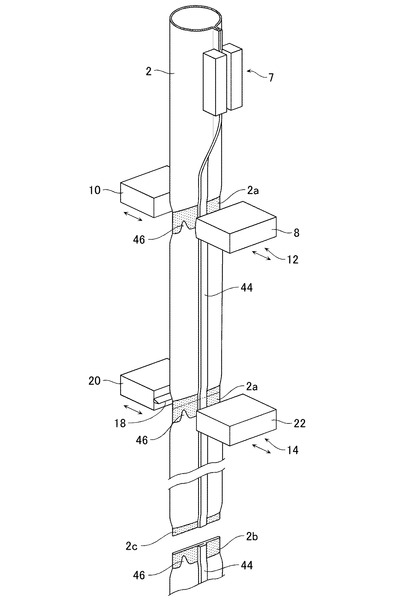
次に、本発明に係る横シール装置の第1実施形態を図面に基づいて説明する。図1は、縦シール装置7の下方から示し上方は省略したが、縦型充填包装機は、一般的には、横シール装置12の上方にフィルムスリッター装置等を備える。縦シール装置7等は従来の縦型充填包装機が備えるものと同様のものが用いることができる。
【0015】
第1実施形態に係る縦型充填包装機は、縦方向に伸びる筒状フィルム2の外側に、縦方向に伸びる一対のシール部材を備える縦シール装置7と、縦シール装置7の下方に配置され、一対のシール部材8,10を備える横シール装置12と、横シール装置12の下方に配置され、ヒートシールされた筒状フィルム2を切断する切断装置14とを備えている。
【0016】
横シール装置12のシール部材8,10は、直方体状に形成され、金属から構成されている。一方のシール部材8の筒状フィルム2に対向する加圧面8aは、縦方向すなわち筒状フィルム2の送り方向の中間部分8bが、その加圧方向に突出するように断面R状に形成されている。他方のシール部材10の筒状フィルム2に対向する加圧面には、シール部材8の加圧面8aと対向する位置に、弾性部材16が設けられている。弾性部材16の筒状フィルム2に対向する加圧面16aは、平坦になっている。シール部材10の内部には、筒状フィルム2を加熱するためのヒーターバー(図示せず)が備えられている。
【0017】
切断装置14は、筒状フィルム2を水平方向にカットするための切断刃18を有する切断部材20と、切断刃18に対向する位置に平坦面を有する受け部材22とを備えている。
【0018】
次に、第1実施形態に係る横シール装置を用いたヒートシール方法の動作について説明する。
【0019】
先ず、縦シール装置7により、フィルムの両端をヒートシールして合わせ面44とし、筒状フィルム2を成型する。そして、筒状フィルム2に内容物を充填する。
【0020】
次に、横シール装置12が備える一対の対向するシール部材8,10により筒状フィルム2を挟み込んで、ヒートシールする。一対の対向するシール部材8,10は、エアシリンダ等の駆動手段により、筒状フィルム2の送り方向と垂直な方向、すなわち幅方向に筒状フィルム2のヒートシール面2aを挟み込み、加圧及び加熱する。シール部材8の加圧面8aはRになっているため、Rの最先突出部8bから順にヒートシール面2aを加圧することになる。これにより、内容物がヒートシール面2aに残っていても、Rの最先突出部8bからそのRに沿って順に内容物を押し出し、ヒートシールする部分に内容物が噛みこむのを防ぐ。シール部材8はRの先端突出部8bを上下左右方向に動かしながら加圧していくことにより、三角形状のスティックノズル46以外の部分を加圧することができる。一方、シール部材10は、シール部材8の加圧面8aと対向する位置に弾性部材16を有し、シール部材8による加圧の衝撃を吸収する。また、弾性部材16を備えることにより、ヒートシール面2aを均一に加圧する事ができるので、スティックノズル46のエッジ部分を明瞭にしてヒートシールすることができる。
【0021】
ヒートシール面2aがヒートシールされた後、一対の対向するシール部材8,10が筒状フィルム2を挟み込んだ状態で、ヒートシール部材8,10が下方に移動する。これにより、同時にヒートシール面2aが下方に移動し、切断装置14にまで送られる。切断装置14にまで送られた後、ヒートシール部材8,10は、外側に開いて、上方に移動し再びヒートシールする位置にまで戻る。
【0022】
ヒートシール面2aは切断部材20の正面に配置し、切断刃18を有する切断部20と、受け部材22とで挟み込まれるようにして、ヒートシール面2aの上下方向の中心より若干上をスティックノズル46が切断されないように、水平方向に切断される。切断されたヒートシール面2aの上部分2cは袋42の底部分となり、ヒートシール面2aの下部分2bは袋42の開封部分となる。
【0023】
前記ヒートシールと切断を繰り返すことにより、連続して袋42を製造することができる。
【0024】
(第2実施形態)
次に、本発明に係る横シール装置の第2実施形態を図面に基づいて説明する。横シール装置30以外は、第1実施形態に係る縦型充填包装機と同様である。図3は、横シール装置30の断面図である。
【0025】
横シール装置30のシール部材32,34は、直方体状に形成され、金属から構成されている。一方のシール部材34の筒状フィルム2に対向する加圧面36aは、縦方向すなわち筒状フィルム2の送り方向の中間部分が、その加圧方向に突出するように断面R状に形成され、加圧面36aのうちR状に突出する最先突出部36bを含む大部分が弾性部材36で構成されている。シール部材34の内部には、筒状フィルム2を加熱するためのヒーターバー(図示せず)が備えられている。他方のシール部材32の加圧面32aは、平坦面になっている。
【実施例】
【0026】
次に、本発明に係る横シール装置の実施例について説明する。
【0027】
実施例1〜3及び比較例1〜2
縦型充填包装機(SAM−FC1000,三光機械株式会社製)を用いて、筒状フィルムをヒートシールした。具体的には、内容物(凝固点38℃、粘度40mPa・sのゼリー溶液)を、筒状フィルムに充填し、横シール装置でヒートシールした。ヒートシールされる形状は、三角形状のスティックノズルの底辺の長さ(基部の長さ)が10mm、高さが8mmである(図4)。シール部材は、縦40mm、幅500mmのものを使用した。横シール装置は、実施例1においては図2、実施例2においては図3、実施例3においては図2に示したものを用い、Rと弾性部材の硬度を表1に示す。筒状フィルムに充填される内容物は、90℃に加熱され、88℃のホッパーに貯留された後にホットパックを行った。ヒートシールされた筒状フィルムの様子(成形性)及び発泡を目視により確認した。結果を表2に示す。なお、発泡は、次の基準で評価した。○:発泡なし、△:若干発泡あり、×:発泡なし。
【0028】
【表1】

【0029】
【表2】
【符号の説明】
【0030】
2 ・・・筒状フィルム
7 ・・・縦シール装置
8 ・・・シール部材
10・・・シール部材
12・・・横シール装置
14・・・切断装置
16・・・弾性部材
【技術分野】
【0001】
本発明は、筒状フィルムをその幅方向にシールする横シール装置、縦型充填包装機、及びそれを用いたヒートシール方法に関する。
【背景技術】
【0002】
縦型充填包装機は、縦シール装置と横シール装置とを備えており、一般的には、筒状に形成されたフィルムの合わせ面が縦シール装置でヒートシールされて下方に送られ、筒状フィルムに液状物又はペースト状物を充填し、充填物が充填された筒状フィルムを横シール装置によってその幅方向にヒートシールし、これを切断することで、充填物が充填された包装物を製造することができる。横シール装置においては、内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、ヒートシールしている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−46712
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、横シール装置の一対のシール部材は、加圧面が平坦であるため、加圧するとフィルムのみならず充填物も合わせてヒートシールする可能性が高いという問題がある。液体の充填物をヒートシールすると、充填物が気体化し、発泡して、ピンホールが形成される。したがって、ピンホールの形成を避けるために、充填物をヒートシールしないよう、充填量を減らす必要が生じてしまう。そこで、本発明は、筒状フィルムの充填量を減らさなくてもピンホールの形成を回避できる横シール装置、縦型充填包装機、及びそれを用いたヒートシール方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
以上の目的を達成するために、本発明者らは、鋭意研究を重ねた結果、一対のシール部材のうち、一方のシール部材の加圧面を縦方向中間部分がその加圧方向に突出するように断面R状に形成することにより筒状フィルムの充填量を減らさなくてもピンホールの形成を回避できることを見出した。すなわち、本発明に係る第1態様は、内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、加圧及び加熱することによって、前記筒状フィルムをその幅方向にヒートシールする横シール装置であって、前記一対のシール部材のうち、一方のシール部材の加圧面は、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、他方のシール部材の加圧面の少なくとも前記一方のシール部材の突出部分と対向する位置には、弾性部材が設けられていることを特徴とする横シール装置である。
【0006】
また、本発明に係る第2態様は、内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、加圧及び加熱することによって、前記筒状フィルムをその幅方向にヒートシールする横シール装置であって、前記一対のシール部材のうち、一方のシール部材の加圧面には、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、該加圧面のうち少なくとも突出する部分の一部が弾性部材で構成されていることを特徴とする横シール装置である。
【0007】
本発明に係る横シール装置は、前記第1態様及び第2態様のいずれの態様でもよいが、細かなスティックノズルを成型したい場合は、弾性部材にRをつけると、スティックノズル形状の歪みが大きくなるため、第1態様が好ましい。
【0008】
前記断面R状のRは、250〜400であることが好ましく、300〜330であることがさらに好ましい。前記値より小さい場合は、充填物の押し出しが不十分なために発泡が生じやすく、前記値より大きい場合は、均質なシールができない。
【0009】
前記弾性部材は、ゴムであることが好ましい。ゴムとしては、例えば、アクリルゴム、アクリロニトリルブタジエンゴム、ウレタンゴム、エチレンプロピレンゴム、エピクロルヒドリンゴム、クロロプレンゴム、シリコーンゴム、スチレンブタジエンゴム、フッ素ゴム、及びポリイソブチレンゴムが挙げられる。ヒートシールに用いられるため、耐熱性が高いものが好ましく、例えば、エチレンプロピレンゴム、シリコーンゴム、及びフッ素ゴムが好ましい。
【0010】
前記弾性部材の硬度は、30〜90であることが好ましく、40〜80であることがさらに好ましい。硬度はゴム硬度(JISK6253)に準ずる。前記値より小さい場合は、シール時に弾性部材に歪みが生じてしまい充分に充填物の押し出しができず、前記値より大きい場合は、均質なシールができない。硬度は、弾性部材として用いられるゴムの種類や分子量により調整することができる。
【0011】
本発明に係る縦型充填包装機は、前記横シール装置を備える。また、本発明に係るヒートシール方法は、前記横シール装置を用いる。
【発明の効果】
【0012】
以上のように、本発明によれば、筒状フィルムの充填量を減らさなくてもピンホールの形成を回避できる横シール装置、縦型充填包装機、及びヒートシール方法を提供することができる。
【図面の簡単な説明】
【0013】
【図1】第1実施形態に係る縦型充填包装機の概略構成を示した斜視図である。
【図2】第1実施形態に係る横シール装置の断面図である。
【図3】第2実施形態に係る横シール装置の断面図である。
【図4】(a)は、第1実施形態に係る縦型充填包装機によって製造される袋の正面図、(b)は、その背面図である。
【発明を実施するための形態】
【0014】
(第1実施形態)
次に、本発明に係る横シール装置の第1実施形態を図面に基づいて説明する。図1は、縦シール装置7の下方から示し上方は省略したが、縦型充填包装機は、一般的には、横シール装置12の上方にフィルムスリッター装置等を備える。縦シール装置7等は従来の縦型充填包装機が備えるものと同様のものが用いることができる。
【0015】
第1実施形態に係る縦型充填包装機は、縦方向に伸びる筒状フィルム2の外側に、縦方向に伸びる一対のシール部材を備える縦シール装置7と、縦シール装置7の下方に配置され、一対のシール部材8,10を備える横シール装置12と、横シール装置12の下方に配置され、ヒートシールされた筒状フィルム2を切断する切断装置14とを備えている。
【0016】
横シール装置12のシール部材8,10は、直方体状に形成され、金属から構成されている。一方のシール部材8の筒状フィルム2に対向する加圧面8aは、縦方向すなわち筒状フィルム2の送り方向の中間部分8bが、その加圧方向に突出するように断面R状に形成されている。他方のシール部材10の筒状フィルム2に対向する加圧面には、シール部材8の加圧面8aと対向する位置に、弾性部材16が設けられている。弾性部材16の筒状フィルム2に対向する加圧面16aは、平坦になっている。シール部材10の内部には、筒状フィルム2を加熱するためのヒーターバー(図示せず)が備えられている。
【0017】
切断装置14は、筒状フィルム2を水平方向にカットするための切断刃18を有する切断部材20と、切断刃18に対向する位置に平坦面を有する受け部材22とを備えている。
【0018】
次に、第1実施形態に係る横シール装置を用いたヒートシール方法の動作について説明する。
【0019】
先ず、縦シール装置7により、フィルムの両端をヒートシールして合わせ面44とし、筒状フィルム2を成型する。そして、筒状フィルム2に内容物を充填する。
【0020】
次に、横シール装置12が備える一対の対向するシール部材8,10により筒状フィルム2を挟み込んで、ヒートシールする。一対の対向するシール部材8,10は、エアシリンダ等の駆動手段により、筒状フィルム2の送り方向と垂直な方向、すなわち幅方向に筒状フィルム2のヒートシール面2aを挟み込み、加圧及び加熱する。シール部材8の加圧面8aはRになっているため、Rの最先突出部8bから順にヒートシール面2aを加圧することになる。これにより、内容物がヒートシール面2aに残っていても、Rの最先突出部8bからそのRに沿って順に内容物を押し出し、ヒートシールする部分に内容物が噛みこむのを防ぐ。シール部材8はRの先端突出部8bを上下左右方向に動かしながら加圧していくことにより、三角形状のスティックノズル46以外の部分を加圧することができる。一方、シール部材10は、シール部材8の加圧面8aと対向する位置に弾性部材16を有し、シール部材8による加圧の衝撃を吸収する。また、弾性部材16を備えることにより、ヒートシール面2aを均一に加圧する事ができるので、スティックノズル46のエッジ部分を明瞭にしてヒートシールすることができる。
【0021】
ヒートシール面2aがヒートシールされた後、一対の対向するシール部材8,10が筒状フィルム2を挟み込んだ状態で、ヒートシール部材8,10が下方に移動する。これにより、同時にヒートシール面2aが下方に移動し、切断装置14にまで送られる。切断装置14にまで送られた後、ヒートシール部材8,10は、外側に開いて、上方に移動し再びヒートシールする位置にまで戻る。
【0022】
ヒートシール面2aは切断部材20の正面に配置し、切断刃18を有する切断部20と、受け部材22とで挟み込まれるようにして、ヒートシール面2aの上下方向の中心より若干上をスティックノズル46が切断されないように、水平方向に切断される。切断されたヒートシール面2aの上部分2cは袋42の底部分となり、ヒートシール面2aの下部分2bは袋42の開封部分となる。
【0023】
前記ヒートシールと切断を繰り返すことにより、連続して袋42を製造することができる。
【0024】
(第2実施形態)
次に、本発明に係る横シール装置の第2実施形態を図面に基づいて説明する。横シール装置30以外は、第1実施形態に係る縦型充填包装機と同様である。図3は、横シール装置30の断面図である。
【0025】
横シール装置30のシール部材32,34は、直方体状に形成され、金属から構成されている。一方のシール部材34の筒状フィルム2に対向する加圧面36aは、縦方向すなわち筒状フィルム2の送り方向の中間部分が、その加圧方向に突出するように断面R状に形成され、加圧面36aのうちR状に突出する最先突出部36bを含む大部分が弾性部材36で構成されている。シール部材34の内部には、筒状フィルム2を加熱するためのヒーターバー(図示せず)が備えられている。他方のシール部材32の加圧面32aは、平坦面になっている。
【実施例】
【0026】
次に、本発明に係る横シール装置の実施例について説明する。
【0027】
実施例1〜3及び比較例1〜2
縦型充填包装機(SAM−FC1000,三光機械株式会社製)を用いて、筒状フィルムをヒートシールした。具体的には、内容物(凝固点38℃、粘度40mPa・sのゼリー溶液)を、筒状フィルムに充填し、横シール装置でヒートシールした。ヒートシールされる形状は、三角形状のスティックノズルの底辺の長さ(基部の長さ)が10mm、高さが8mmである(図4)。シール部材は、縦40mm、幅500mmのものを使用した。横シール装置は、実施例1においては図2、実施例2においては図3、実施例3においては図2に示したものを用い、Rと弾性部材の硬度を表1に示す。筒状フィルムに充填される内容物は、90℃に加熱され、88℃のホッパーに貯留された後にホットパックを行った。ヒートシールされた筒状フィルムの様子(成形性)及び発泡を目視により確認した。結果を表2に示す。なお、発泡は、次の基準で評価した。○:発泡なし、△:若干発泡あり、×:発泡なし。
【0028】
【表1】
【0029】
【表2】
【符号の説明】
【0030】
2 ・・・筒状フィルム
7 ・・・縦シール装置
8 ・・・シール部材
10・・・シール部材
12・・・横シール装置
14・・・切断装置
16・・・弾性部材
【特許請求の範囲】
【請求項1】
内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、加圧及び加熱することによって、前記筒状フィルムをその幅方向にヒートシールする横シール装置であって、
前記一対のシール部材のうち、一方のシール部材の加圧面は、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、
他方のシール部材の加圧面の少なくとも前記一方のシール部材の突出部分と対向する位置には、弾性部材が設けられていることを特徴とする横シール装置。
【請求項2】
内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、加圧及び加熱することによって、前記筒状フィルムをその幅方向にヒートシールする横シール装置であって、
前記一対のシール部材のうち、一方のシール部材の加圧面には、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、該加圧面のうち少なくとも突出する部分の一部が弾性部材で構成されていることを特徴とする横シール装置。
【請求項3】
前記断面R状のRが250〜400であることを特徴とする請求項1又は2記載の横シール装置。
【請求項4】
前記弾性部材の硬度が30〜90であることを特徴とする請求項1乃至3いずれか記載の横シール装置。
【請求項5】
請求項1乃至4いずれか記載の横シール装置を備える縦型充填包装機。
【請求項6】
請求項1乃至4いずれか記載の横シール装置を用いたヒートシール方法。
【請求項1】
内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、加圧及び加熱することによって、前記筒状フィルムをその幅方向にヒートシールする横シール装置であって、
前記一対のシール部材のうち、一方のシール部材の加圧面は、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、
他方のシール部材の加圧面の少なくとも前記一方のシール部材の突出部分と対向する位置には、弾性部材が設けられていることを特徴とする横シール装置。
【請求項2】
内容物が充填された筒状フィルムの外側から一対のシール部材により挟み込み、加圧及び加熱することによって、前記筒状フィルムをその幅方向にヒートシールする横シール装置であって、
前記一対のシール部材のうち、一方のシール部材の加圧面には、縦方向中間部分がその加圧方向に突出するように断面R状に形成されており、該加圧面のうち少なくとも突出する部分の一部が弾性部材で構成されていることを特徴とする横シール装置。
【請求項3】
前記断面R状のRが250〜400であることを特徴とする請求項1又は2記載の横シール装置。
【請求項4】
前記弾性部材の硬度が30〜90であることを特徴とする請求項1乃至3いずれか記載の横シール装置。
【請求項5】
請求項1乃至4いずれか記載の横シール装置を備える縦型充填包装機。
【請求項6】
請求項1乃至4いずれか記載の横シール装置を用いたヒートシール方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−31892(P2011−31892A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−176939(P2009−176939)
【出願日】平成21年7月29日(2009.7.29)
【出願人】(000118615)伊那食品工業株式会社 (95)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年7月29日(2009.7.29)
【出願人】(000118615)伊那食品工業株式会社 (95)
【Fターム(参考)】
[ Back to top ]