
横向き溶接方法
【課題】横向き溶接において表面の凹凸が少ない良質な仕上ビードを安定して形成するとともに溶接作業時間を短縮して効率良く溶接する。
【解決手段】仕上ビードを形成するとき、パスa〜パスdで積層されたビード5a〜ビード5dの表面の上板2側からビード5eとビード5fを順次形成して先行ビードの垂れ下がった下部を再溶融させるとともに重力の作用により余盛高さを低くして、仕上ビードを形成するときのパス数を減少する。また、仕上ビードの余盛高さが低くなってビード5eとビード5fの重なり部の谷に深さが浅くなるから、仕上ビードを平坦にすることができ良質な溶接を行うことができ、仕上ビードの再研磨作業を大幅に軽減できる。
【解決手段】仕上ビードを形成するとき、パスa〜パスdで積層されたビード5a〜ビード5dの表面の上板2側からビード5eとビード5fを順次形成して先行ビードの垂れ下がった下部を再溶融させるとともに重力の作用により余盛高さを低くして、仕上ビードを形成するときのパス数を減少する。また、仕上ビードの余盛高さが低くなってビード5eとビード5fの重なり部の谷に深さが浅くなるから、仕上ビードを平坦にすることができ良質な溶接を行うことができ、仕上ビードの再研磨作業を大幅に軽減できる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、各種構造物を横向き溶接するときの溶接方法、特に溶接ビード形状の改善と溶接作業時間の短縮とに関するものである。
【背景技術】
【0002】
各種構造物の下板と上板を横向き溶接するとき、下板1と上板2の接合部に形成される開先3は、下板1と上板2の厚さに応じて、図3(a)に示すように、下板1側の開先面を水平にし、上板2側の開先角度を30度から45度程度にしたレ形開先(片刃形)や、図3(b)に示すようにK形開先(両刃形)を使用している。そして例えばレ形開先を使用した場合は、図4に示すように、開先3の裏側に平坦な裏当て金4を密着させ、被覆アーク溶接やMAG半自動溶接、MAG自動溶接等によりビード5を複数層に積層する多層盛り溶接が行われている。このビート5を複数層に積層するとき、特許文献1や特許文献2に示すように、パスa,パスb,パスc,パスdでビード5a〜ビード5dを下から盛り上げて複数層に積層した後、パスe,パスf,パスgでビード5e,ビード5f,ビード5gを下から順次盛り上げて最終層の仕上ビードを形成している。
【特許文献1】特開平8−206827号公報
【特許文献2】特開2001−321936号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
このように各種構造物の下板1と上板2を横向き溶接するとき、図4に示すように、最終層の仕上ビードをパスe,パスf,パスgで下から盛り上げて形成していると、形成されたビード5e,5f,5gが重力により垂れ下がりやすい。このため横向き溶接ビードは余盛りが高くなり、且つビードの重なり部に谷が生じやすい。この高い余盛り及びビード重なり部の谷は、放射線透過試験あるいは浸透探傷試験等の非破壊検査の障害になるため、溶接後に研磨してビード重なり部の谷をなくして滑らかな外観にするとともに所定の余盛り高さ以下にする必要がある。
【0004】
この溶接ビードを研磨して仕上げる作業には多大な労力と時間を要する。特に融点が軟鋼より100℃ほど低く、かつ熱伝導率が小さく、軟鋼の1/2〜1/3程度であるオーステナイト系ステンレス鋼や二相系ステンレス鋼では仕上ビードの垂れ下がりはより大きくなり、ビード表面の凹凸が顕著になるため、溶接ビードの研磨作業がより大変になる。
【0005】
また、図4に示すパスfやパスgで溶接する際に、パスf,パスgでアークの狙い位置A,Bの目標がないため、ビード5e,5f,5gを平行に形成することは難しく、横向きの仕上ビードはビード重なり量が不揃いとなり、外観不良が生じたり、余盛り高さの増加やパス数の増加の原因となる。
【0006】
この発明は、このような短所を改善し、表面の凹凸が少ない良質な仕上ビードを安定して形成するとともに溶接作業時間を短縮して効率良く溶接することができる横向き溶接法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
この発明の横向き溶接方法は、各種構造物の上下に配置された被接合部材を溶接する横向き溶接方法において、開先内に少なくとも1層目のビードを下から盛り上げて形成した後、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成して複数層に積層することを特徴とする。
【0008】
この発明の他の横向き溶接方法は、各種構造物の上下に配置された被接合部材を溶接する横向き溶接方法において、開先内に複数のパスでビードを複数層に積層した後、仕上ビードを形成するときに、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成することを特徴とする。
【0009】
前記横向き溶接法でオーステナイト系ステンレス鋼又は二相系ステンレス鋼で形成された被接合部材を接合することが望ましい。
【発明の効果】
【0010】
この発明は、上下の被接合部材の接合部に形成した開先内に少なくとも1層目のビードを下から盛り上げて形成した後、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成して複数層に積層したり、上下の被接合部材の接合部に形成した開先内に複数のパスでビードを複数層に積層した後、仕上ビードを形成するときに、上部の被接合部材側からビードを順次形成して、先行パスの垂れ下がったビード下部を後行パスのアーク狙い位置として再溶融させる。
【0011】
また、先行ビードの垂れ下がったビード下部を再溶融させることと重力の作用により、仕上ビードの余盛り高さを低くすることができ、ビード重なり部の谷の深さを浅くすることができ、良質な溶接を行うことができる。さらに、重力の作用により1パスのビード幅が、下側より順次形成する場合に比べて広がるため、ビードのパス数を減少することができる。このパス数の低減効果は、板厚が大きく開先幅が広がるほど顕著になる。
【0012】
また、上部の被接合部材側からビードを形成することにより、後行パスのアーク狙い位置を先行パスのビード下端と明確に特定でき、仕上ビードに不揃いが発生しにくいので、横向き溶接の作業性を向上させることができる。
【0013】
さらに、先行パスのビード下端は明瞭な幾何学的変化があるため、レーザセンサ等を用いた自動倣いを適用することもできる。
【0014】
また、この発明の横向き溶接方法を、熱伝導率が小さく溶接性が悪いオーステナイト系ステンレス鋼や二相系ステンレス鋼あるいは炭素鋼の表層のみを前記ステンレス鋼とするクラッド鋼に適用することにより、良質な溶接を効率よく行うことができる。
【発明を実施するための最良の形態】
【0015】
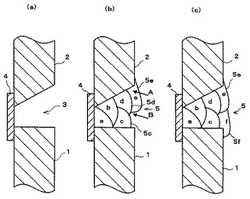
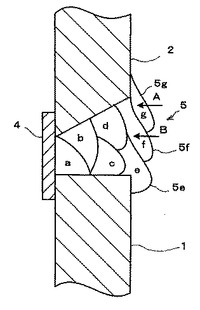
図1はこの発明の横向き溶接方法の施工工程を示す断面図である。各種構造物の下板1と上板2を横向き溶接するとき、図1(a)に示すように、下板1と上板2の接合部に溶接線が水平になるように開先3を形成し、開先3の裏側に裏当て金4を密着させる。この状態で、図1(b)に示すように、被覆アーク溶接やMAG半自動溶接、MAG自動溶接等により、開先3内にパスa,パスbで1層のビード5a,5bを下から盛り上げて形成し、その表面にパスc,パスdでそれぞれビード5c,ビード5dを下から盛り上げて複数層のビードを積層する。その後、最終層の仕上ビードを形成する施工工程に入る。この仕上ビードの形成工程では、図1(b)に示すように、パスa〜パスdで積層されたビード5a〜ビード5dの表面の上板2側から、矢印Aで示すように、ビード5dの上端部が上部開先面と交差した位置をアーク狙い位置としてパスeでビード5eを形成する。このパスeで形成されたビード5eは積層されたビードの表面に沿って垂れ下がって広がり余盛高さが小さくなる。その後、図1(c)に示すように、パスfで下板1とパスeで形成したビード5eの間にビード5fを形成する。このパスfのアーク狙い位置は、矢印Bで示すように、ビード5eの下端部である。すなわち、図1(b)に示すように、パスeで形成したビード5eの下端部はパスcで形成したビード5c又はパスdで形成したビード5dの表面に対して鋭角で交わっているから、溶接を行うときの狙い位置の特定が明確になり、横向き溶接の作業性を向上することができる。また、自動溶接装置にレーザセンサ等を用いた自動倣いを適用することもできる。
【0016】
このように仕上ビードを形成するとき、上板2側からビードを順次形成して先行ビードの垂れ下がった下部を再溶融させるとともに重力の作用により余盛高さを低くするようにしたから、仕上ビードを形成するときのパス数を減少することができ、溶接作業時間を短縮することができる。また、仕上ビードの余盛高さが低くなってビード5eとビード5fの重なり部の谷に深さが浅くなるから、仕上ビードを平坦にすることができ良質な溶接を行うことができる。このため仕上ビードの再研磨作業を大幅に軽減することができる。
【0017】
特に、融点が低く、熱伝導率が小さいため、仕上ビードを下から盛り上げて形成すると余盛高さが高くなるオーステナイト系ステンレス鋼や二相系ステンレス鋼を横向き溶接するときに有効である。
【0018】
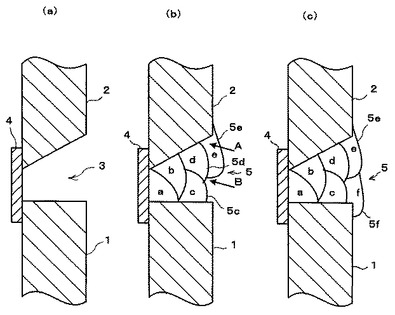
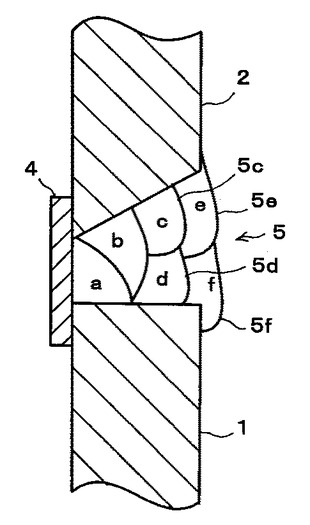
前記説明では仕上ビードを上板2側から順次形成する場合について示したが、図2の断面図に示すように、開先3内に例えばパスaとパスbで1層のビード5aとビード5bを下から盛り上げて形成し、その表面にパスc,パスdでビード5c,ビード5dを上板2側から順次形成するようにしても良い。このようにパスc,パスdでビード5c,ビード5dを上板2側から順次形成することにより、後行パスのアーク狙い位置を先行パスのビード下端と明確に特定でき、横向き溶接の作業性を向上させることができるとともにレーザセンサ等を用いた自動倣いを適用することができる。
【図面の簡単な説明】
【0019】
【図1】この発明の横向き溶接方法の施工工程を示す断面図である。
【図2】他の横向き溶接方法の施工工程を示す断面図である。
【図3】各種構造物の下板と上板を横向き溶接するときの開先を示す断面図である。
【図4】従来の横向き溶接方法の溶接手順を示す断面図である。
【符号の説明】
【0020】
1;下板、2;上板、3;開先、4;裏当て金、5;ビード。
【技術分野】
【0001】
この発明は、各種構造物を横向き溶接するときの溶接方法、特に溶接ビード形状の改善と溶接作業時間の短縮とに関するものである。
【背景技術】
【0002】
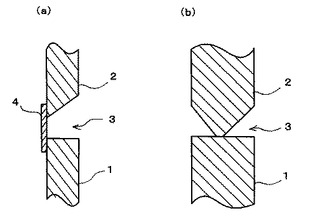
各種構造物の下板と上板を横向き溶接するとき、下板1と上板2の接合部に形成される開先3は、下板1と上板2の厚さに応じて、図3(a)に示すように、下板1側の開先面を水平にし、上板2側の開先角度を30度から45度程度にしたレ形開先(片刃形)や、図3(b)に示すようにK形開先(両刃形)を使用している。そして例えばレ形開先を使用した場合は、図4に示すように、開先3の裏側に平坦な裏当て金4を密着させ、被覆アーク溶接やMAG半自動溶接、MAG自動溶接等によりビード5を複数層に積層する多層盛り溶接が行われている。このビート5を複数層に積層するとき、特許文献1や特許文献2に示すように、パスa,パスb,パスc,パスdでビード5a〜ビード5dを下から盛り上げて複数層に積層した後、パスe,パスf,パスgでビード5e,ビード5f,ビード5gを下から順次盛り上げて最終層の仕上ビードを形成している。
【特許文献1】特開平8−206827号公報
【特許文献2】特開2001−321936号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
このように各種構造物の下板1と上板2を横向き溶接するとき、図4に示すように、最終層の仕上ビードをパスe,パスf,パスgで下から盛り上げて形成していると、形成されたビード5e,5f,5gが重力により垂れ下がりやすい。このため横向き溶接ビードは余盛りが高くなり、且つビードの重なり部に谷が生じやすい。この高い余盛り及びビード重なり部の谷は、放射線透過試験あるいは浸透探傷試験等の非破壊検査の障害になるため、溶接後に研磨してビード重なり部の谷をなくして滑らかな外観にするとともに所定の余盛り高さ以下にする必要がある。
【0004】
この溶接ビードを研磨して仕上げる作業には多大な労力と時間を要する。特に融点が軟鋼より100℃ほど低く、かつ熱伝導率が小さく、軟鋼の1/2〜1/3程度であるオーステナイト系ステンレス鋼や二相系ステンレス鋼では仕上ビードの垂れ下がりはより大きくなり、ビード表面の凹凸が顕著になるため、溶接ビードの研磨作業がより大変になる。
【0005】
また、図4に示すパスfやパスgで溶接する際に、パスf,パスgでアークの狙い位置A,Bの目標がないため、ビード5e,5f,5gを平行に形成することは難しく、横向きの仕上ビードはビード重なり量が不揃いとなり、外観不良が生じたり、余盛り高さの増加やパス数の増加の原因となる。
【0006】
この発明は、このような短所を改善し、表面の凹凸が少ない良質な仕上ビードを安定して形成するとともに溶接作業時間を短縮して効率良く溶接することができる横向き溶接法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
この発明の横向き溶接方法は、各種構造物の上下に配置された被接合部材を溶接する横向き溶接方法において、開先内に少なくとも1層目のビードを下から盛り上げて形成した後、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成して複数層に積層することを特徴とする。
【0008】
この発明の他の横向き溶接方法は、各種構造物の上下に配置された被接合部材を溶接する横向き溶接方法において、開先内に複数のパスでビードを複数層に積層した後、仕上ビードを形成するときに、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成することを特徴とする。
【0009】
前記横向き溶接法でオーステナイト系ステンレス鋼又は二相系ステンレス鋼で形成された被接合部材を接合することが望ましい。
【発明の効果】
【0010】
この発明は、上下の被接合部材の接合部に形成した開先内に少なくとも1層目のビードを下から盛り上げて形成した後、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成して複数層に積層したり、上下の被接合部材の接合部に形成した開先内に複数のパスでビードを複数層に積層した後、仕上ビードを形成するときに、上部の被接合部材側からビードを順次形成して、先行パスの垂れ下がったビード下部を後行パスのアーク狙い位置として再溶融させる。
【0011】
また、先行ビードの垂れ下がったビード下部を再溶融させることと重力の作用により、仕上ビードの余盛り高さを低くすることができ、ビード重なり部の谷の深さを浅くすることができ、良質な溶接を行うことができる。さらに、重力の作用により1パスのビード幅が、下側より順次形成する場合に比べて広がるため、ビードのパス数を減少することができる。このパス数の低減効果は、板厚が大きく開先幅が広がるほど顕著になる。
【0012】
また、上部の被接合部材側からビードを形成することにより、後行パスのアーク狙い位置を先行パスのビード下端と明確に特定でき、仕上ビードに不揃いが発生しにくいので、横向き溶接の作業性を向上させることができる。
【0013】
さらに、先行パスのビード下端は明瞭な幾何学的変化があるため、レーザセンサ等を用いた自動倣いを適用することもできる。
【0014】
また、この発明の横向き溶接方法を、熱伝導率が小さく溶接性が悪いオーステナイト系ステンレス鋼や二相系ステンレス鋼あるいは炭素鋼の表層のみを前記ステンレス鋼とするクラッド鋼に適用することにより、良質な溶接を効率よく行うことができる。
【発明を実施するための最良の形態】
【0015】
図1はこの発明の横向き溶接方法の施工工程を示す断面図である。各種構造物の下板1と上板2を横向き溶接するとき、図1(a)に示すように、下板1と上板2の接合部に溶接線が水平になるように開先3を形成し、開先3の裏側に裏当て金4を密着させる。この状態で、図1(b)に示すように、被覆アーク溶接やMAG半自動溶接、MAG自動溶接等により、開先3内にパスa,パスbで1層のビード5a,5bを下から盛り上げて形成し、その表面にパスc,パスdでそれぞれビード5c,ビード5dを下から盛り上げて複数層のビードを積層する。その後、最終層の仕上ビードを形成する施工工程に入る。この仕上ビードの形成工程では、図1(b)に示すように、パスa〜パスdで積層されたビード5a〜ビード5dの表面の上板2側から、矢印Aで示すように、ビード5dの上端部が上部開先面と交差した位置をアーク狙い位置としてパスeでビード5eを形成する。このパスeで形成されたビード5eは積層されたビードの表面に沿って垂れ下がって広がり余盛高さが小さくなる。その後、図1(c)に示すように、パスfで下板1とパスeで形成したビード5eの間にビード5fを形成する。このパスfのアーク狙い位置は、矢印Bで示すように、ビード5eの下端部である。すなわち、図1(b)に示すように、パスeで形成したビード5eの下端部はパスcで形成したビード5c又はパスdで形成したビード5dの表面に対して鋭角で交わっているから、溶接を行うときの狙い位置の特定が明確になり、横向き溶接の作業性を向上することができる。また、自動溶接装置にレーザセンサ等を用いた自動倣いを適用することもできる。
【0016】
このように仕上ビードを形成するとき、上板2側からビードを順次形成して先行ビードの垂れ下がった下部を再溶融させるとともに重力の作用により余盛高さを低くするようにしたから、仕上ビードを形成するときのパス数を減少することができ、溶接作業時間を短縮することができる。また、仕上ビードの余盛高さが低くなってビード5eとビード5fの重なり部の谷に深さが浅くなるから、仕上ビードを平坦にすることができ良質な溶接を行うことができる。このため仕上ビードの再研磨作業を大幅に軽減することができる。
【0017】
特に、融点が低く、熱伝導率が小さいため、仕上ビードを下から盛り上げて形成すると余盛高さが高くなるオーステナイト系ステンレス鋼や二相系ステンレス鋼を横向き溶接するときに有効である。
【0018】
前記説明では仕上ビードを上板2側から順次形成する場合について示したが、図2の断面図に示すように、開先3内に例えばパスaとパスbで1層のビード5aとビード5bを下から盛り上げて形成し、その表面にパスc,パスdでビード5c,ビード5dを上板2側から順次形成するようにしても良い。このようにパスc,パスdでビード5c,ビード5dを上板2側から順次形成することにより、後行パスのアーク狙い位置を先行パスのビード下端と明確に特定でき、横向き溶接の作業性を向上させることができるとともにレーザセンサ等を用いた自動倣いを適用することができる。
【図面の簡単な説明】
【0019】
【図1】この発明の横向き溶接方法の施工工程を示す断面図である。
【図2】他の横向き溶接方法の施工工程を示す断面図である。
【図3】各種構造物の下板と上板を横向き溶接するときの開先を示す断面図である。
【図4】従来の横向き溶接方法の溶接手順を示す断面図である。
【符号の説明】
【0020】
1;下板、2;上板、3;開先、4;裏当て金、5;ビード。
【特許請求の範囲】
【請求項1】
各種構造物の上下に配置された被接合部材を溶接する横向き溶接方法において、
開先内に少なくとも1層目のビードを下から盛り上げて形成した後、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成して複数層に積層することを特徴とする横向き溶接方法。
【請求項2】
各種構造物の上下に配置された被接合部材を溶接する横向き溶接方法において、
開先内に複数のパスでビードを複数層に積層した後、仕上ビードを形成するときに、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成することを特徴とする横向き溶接方法。
【請求項3】
前記被接合部材は、オーステナイト系ステンレス鋼又は二相系ステンレス鋼で形成されている請求項1又は2に記載の横向き溶接方法。
【請求項1】
各種構造物の上下に配置された被接合部材を溶接する横向き溶接方法において、
開先内に少なくとも1層目のビードを下から盛り上げて形成した後、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成して複数層に積層することを特徴とする横向き溶接方法。
【請求項2】
各種構造物の上下に配置された被接合部材を溶接する横向き溶接方法において、
開先内に複数のパスでビードを複数層に積層した後、仕上ビードを形成するときに、上部の被接合部材側からビードを形成し、形成したビードの下部にビードを順次形成することを特徴とする横向き溶接方法。
【請求項3】
前記被接合部材は、オーステナイト系ステンレス鋼又は二相系ステンレス鋼で形成されている請求項1又は2に記載の横向き溶接方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−21571(P2007−21571A)
【公開日】平成19年2月1日(2007.2.1)
【国際特許分類】
【出願番号】特願2005−211255(P2005−211255)
【出願日】平成17年7月21日(2005.7.21)
【出願人】(000231132)JFE工建株式会社 (54)
【Fターム(参考)】
【公開日】平成19年2月1日(2007.2.1)
【国際特許分類】
【出願日】平成17年7月21日(2005.7.21)
【出願人】(000231132)JFE工建株式会社 (54)
【Fターム(参考)】
[ Back to top ]