
横型ダイカストマシン及びダイカスト鋳造方法
【課題】鋳造サイクルタイムと、後工程に要する時間と、金型交換に要する時間とを短縮することができ、生産性を向上することができる横型ダイカストマシン及びダイカスト鋳造方法を提供する。
【解決手段】対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、前記金型取付盤の一方に取り付けられた金型と、前記金型取付盤の他方に取り付けられたダミー金型と、前記金型と組み合わされる少なくとも2つの回転金型と、前記金型取付盤間に配置され、前記回転金型を取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、を備えたことを特徴とする横型ダイカストマシンによって達成される。
【解決手段】対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、前記金型取付盤の一方に取り付けられた金型と、前記金型取付盤の他方に取り付けられたダミー金型と、前記金型と組み合わされる少なくとも2つの回転金型と、前記金型取付盤間に配置され、前記回転金型を取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、を備えたことを特徴とする横型ダイカストマシンによって達成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、横型ダイカストマシン及びダイカスト鋳造方法に関する。
【背景技術】
【0002】
ダイカストマシンを用いた鋳造製品の製造においては、その製品品質の向上と並んで、その生産性の向上が、従来から継続する課題である。そのため、鋳造時や鋳造後の後工程の生産性の向上に係る装置や方法が各種提案されている。具体的には、鋳造製品の製造に係る各工程の時間短縮を目的とするものであって、アキュムレータの蓄圧工程や、型開閉動作等に係る鋳造工程・マシン動作の高速化、金型の温度調節最適化等による、金型内での鋳造製品の冷却工程に要する時間(キュアリングタイム)の短縮、型開き後、金型間に装置を進入させ、金型に保持された鋳造製品を押し出し、進入させた装置により同鋳造製品を金型外に搬送する製品取出工程に要する時間の短縮、引き続いて金型間に装置を進入させ、鋳造製品が取り出された金型の製品キャビティ表面に離型剤を塗布する離型剤塗布(スプレー)工程に要する時間の短縮、等のダイカストマシンの鋳造サイクルタイム短縮に係る装置及び方法や、鋳造後に、取り出された鋳造品に対して、ダイカストマシンの外部で行われる後工程に要する時間の短縮に係る装置及び方法である。その中でも、特に、製品取出工程の時間短縮、離型剤塗布工程の時間短縮、及び後工程に要する時間短縮のために、ダイカストマシン内(金型内)で行われる鋳造製品の不要部分の除去について、数多くの装置や方法が提案されている。
【0003】
特許文献1及び特許文献2は、製品取出工程の時間短縮に係る装置及び方法である。特許文献1には、ダイカストマシンの金型近傍に、製品取出を検知する機構を位置調整可能に取り付け、製品取出の検知を素早く行えるようにすることで、製品検出待ち時間を短縮する製品取出検知機構が開示されている。また、特許文献2には、製品を把持する把持部に鋳造製品の重量を検出する重量検出手段と、検出された製品重量に基づいて、当該製品の製造状態が正常か不正常かを判別する判別手段を備えることにより、金型への製品残りのない確実な製品取り出しを短時間で可能とし、製品取り出し時間を短縮できる製品搬送装置及び製品搬送方法が開示されている。
【0004】
特許文献3及び特許文献4は、離型剤塗布工程の時間短縮に係る装置である。特許文献3には、噴射直前で気液を混合して所要の噴霧を発生できる小型・軽量のボックス構造により、離型剤塗布の所要時間を短縮することができ、鋳造サイクルタイムの短縮を図ることができるスプレーヘッダーが開示されている。また、特許文献4には、離型剤を噴霧するスプレーヘッドを保持したマニピュレータを三次元方向に移動させ、金型鋳造面の適切な位置に離型剤を噴霧することにより、最適位置への最適量噴霧ができる、生産性と信頼性の高いスプレー装置が開示されている。
【0005】
特許文献5は、ダイカストマシン内(金型内)で行われる鋳造製品の不要部分の除去に係る装置及び方法である。一方の金型取付盤が、型開閉方向を回転軸方向として回転される回転タレット部材で構成され、回転タレット部材の同一面上に均等に割り振られた3ステーションのそれぞれにおいて、鋳造、製品の不要部分を取り除く不要部分除去(トリミング)、不要部分除去(トリミング)後の製品取り出し、が行われるように構成され、第1ステーションでの鋳造中に、第3ステーションでの製品取り出しと、第2ステーションでの不要部分除去とが同時に行われる。これら3ステーションでのそれぞれの工程が、回転タレット部材を回転させて次々と行なわれることにより、鋳造サイクルタイムの短縮と、後工程に要する時間とを短縮できるダイカスティング装置とダイカスティング方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−001029号公報
【特許文献2】特開2001−310284号公報
【特許文献3】特開2008−110350号公報
【特許文献4】特開2006−334646号公報
【特許文献5】特開昭63−144850号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1から特許文献4の各装置及び方法は、それぞれが対象とする工程に要する時間を短縮する効果が期待できるものの、鋳造サイクルタイム全体に対して短縮できる量(時間)は多くはない。特許文献5の装置及び方法は、3つのステーションにおいて、鋳造、不要部分除去、製品取り出しを同時に行うことで、鋳造サイクルタイムの短縮と、後工程に要する時間とを短縮することが期待できる。しかしながら、第3ステーションにおいては、製品取出工程後に離型剤塗布工程を行う必要があり、それ以外のステーションでの工程が終了していても、離型剤塗布工程が終了しなければ次の工程を行うことはできず、短縮できた鋳造サイクルタイムを鋳造製品の生産性の向上に十分に活かせないという問題がある。
【0008】
本発明は、上記したような問題点に鑑みてなされたもので、具体的には、鋳造サイクルタイムと、後工程に要する時間と、金型交換に要する時間とを短縮することができ、生産性を向上することができる横型ダイカストマシン及びダイカスト鋳造方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明の上記目的は、請求項1に示すように、対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、
前記金型取付盤の一方に取り付けられた金型と、
前記金型取付盤の他方に取り付けられたダミー金型と、
前記金型と組み合わされる少なくとも2つの回転金型と、
前記金型取付盤間に配置され、前記回転金型を前記金型及び前記ダミー金型に対向するように取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、
前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、
を備えたことを特徴とする横型ダイカストマシンによって達成される。
【0010】
すなわち、対向する2つの金型取付盤間に配置された回転金型取付部に、少なくとも2つの回転金型を金型及びダミー金型に対向するように取り付け、回転金型支持装置で、これら回転金型を交互に金型及びダミー金型と型合わせさせることにより、金型取付盤の一方に取り付けられた金型と、回転金型支持装置に取り付けられた一方の回転金型とで鋳造製品を鋳造すると共に、他方の回転金型とダミー金型との間で鋳造製品がない状態を生じさせ、型開き時に、鋳造製品が保持されていない金型間での離型剤塗布工程と、鋳造製品が保持された金型間での製品取出工程とを略同時に行うことができ、鋳造サイクルタイムを短縮することができる。
【0011】
次に、請求項2に示すように、前記ダミー金型が、型開閉方向に移動可能な不要部分除去手段を備えたことを特徴とする請求項1記載の横型ダイカストマシンであることが好ましい。
【0012】
ダミー金型に、型開閉方向に移動可能な不要部分除去手段を備えることにより、回転金型からの鋳造製品押し出し動作に連動させ、不要部分除去手段を押し出される鋳造製品側に移動させ、鋳造製品の不要部分を除去することができるので、製品取出工程に要する時間を増やすことなく、製品取出工程において鋳造製品の不要部分を除去することができ、後工程に要する時間を短縮することができる。
【0013】
次に、請求項3に示すように、前記不要部分除去手段の型開閉方向の移動が、前記ダミー金型が取り付けられた金型取付盤に備えられた製品押出手段により駆動されることを特徴とする請求項2記載の横型ダイカストマシンであることが好ましい。
【0014】
ダミー金型の不要部分除去手段の型開閉方向の移動が、ダミー金型が取り付けられた金型取付盤に備えられた製品押出手段により駆動されれば、ダミー金型に不要部分除去手段の移動用駆動手段を備える必要がなく、不要部分除去に必要な駆動力及び移動ストロークを容易に得ることができる。
【0015】
次に、請求項4に示すように、前記金型及び前記回転金型が、製品キャビティ部を含まない固定金型部と、製品キャビティ部を含むカセット金型部とから構成され、前記固定金型部に対して、前記カセット金型部が、前記固定金型部の上方及び側方のいずれか一方から、型開閉方向と略直交する方向から脱着可能な構造を備えたことを特徴とする請求項1乃至請求項3記載の横型ダイカストマシンであってもよい。
【0016】
金型及び回転金型がこのように構成されれば、金型交換時に金型全体を交換しなくても、カセット金型部のみを交換すればよく、交換対象物の重量及び大きさ共に小さくすることができ、金型交換が容易である。また、固定金型部に対して、カセット金型部が、固定金型部の上方及び側方のいずれか一方から、型開閉方向と略直交する方向から脱着が可能な構造であるので、金型交換のために金型を大きく型開きする必要がなく、交換と同時に正確に位置決めされるので、交換後の金型の位置決めが不要である。そのため、金型交換に要する時間を短縮することができる。特に、金型及び回転金型が型合わせされる側については、それぞれのカセット金型部を型合わせした状態で、一体で脱着できるので、金型交換に要する時間の短縮効果は大きい。
【0017】
次に、請求項5に示すように、型開きの後、前記回転金型取付部を回転させ、鋳造された鋳造製品が保持された前記回転金型を前記ダミー金型と対向する位置まで移動させると共に、鋳造製品が保持されていない前記回転金型を前記金型と対向する位置まで移動させ、
鋳造製品が保持されていない前記回転金型と前記金型との間での離型剤塗布工程と、
前記鋳造製品が保持された前記回転金型と前記ダミー金型との間での製品取出工程と、
を略同時に行うことを特徴とする請求項1乃至請求項4記載の横型ダイカストマシンを用いたダイカスト成形方法であることが好ましい。
【0018】
請求項1乃至請求項4記載の横型ダイカストマシンを用いれば、対向する2つの金型取付盤間に配置された回転金型取付部に、少なくとも2つの回転金型を金型及びダミー金型に対向するように取り付け、回転金型支持装置で、これら回転金型を交互に金型及びダミー金型と型合わせさせることにより、金型取付盤の一方に取り付けられた金型と、回転金型支持装置に取り付けられた一方の回転金型とで鋳造製品を鋳造すると共に、他方の回転金型とダミー金型との間で鋳造製品がない状態を生じさせ、型開き時に、鋳造製品が保持されていない金型間での離型剤塗布工程と、鋳造製品が保持された金型間での製品取出工程とを略同時に行うことができ、鋳造サイクルタイムを短縮することができる。
【0019】
次に、請求項6に示すように、前記製品取出工程において、前記回転金型からの前記鋳造製品の押し出し動作に連動させ、前記ダミー金型の前記不要部分除去手段を前記鋳造製品側へ移動させて、前記鋳造製品の不要部分除去を行うことを特徴とした請求項2乃至請求項5記載の横型ダイカストマシンを用いたダイカスト成形方法であることが好ましい。
【0020】
請求項2乃至請求項5記載の横型ダイカストマシンを用いれば、回転金型からの鋳造製品押し出し動作に連動させ、不要部分除去手段を押し出される鋳造製品側に移動させ、鋳造製品の不要部分を除去することができるので、製品取出工程に要する時間を増やすことなく、製品取出工程において鋳造製品の不要部分を除去することができ、後工程に要する時間を短縮することができる。
【発明の効果】
【0021】
本発明に係る横型ダイカストマシンは、対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、
前記金型取付盤の一方に取り付けられた金型と、
前記金型取付盤の他方に取り付けられたダミー金型と、
前記金型と組み合わされる少なくとも2つの回転金型と、
前記金型取付盤間に配置され、前記回転金型を前記金型及び前記ダミー金型に対向するように取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、
前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、
を備えた横型ダイカストマシンとしたので、鋳造サイクルタイムを短縮することができ、生産性を向上することができる。
【0022】
また、本発明に係る横型ダイカストマシンは、前記ダミー金型が、型開閉方向に移動可能な不要部分除去手段を備えた請求項1記載の横型ダイカストマシンとしたので、後工程に要する時間を短縮することができ、生産性を向上することができる。
【0023】
更に、本発明に係る横型ダイカストマシンは、前記金型及び前記回転金型が、製品キャビティ部を含まない固定金型部と、製品キャビティ部を含むカセット金型部とから構成され、前記固定金型部に対して、前記カセット金型部が、前記固定金型部の上方及び側方のいずれか一方から、型開閉方向と略直交する方向から脱着可能な構造を備えたことを特徴とする請求項1乃至請求項3記載の横型ダイカストマシンとしたので、金型交換に要する時間を短縮することができ、生産性を向上することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施例1に係る横型ダイカストマシンを示す概略図である。
【図2】本発明の実施例1に係る鋳造工程の、サイクルスタートの型開き状態から鋳造製品を鋳造する型締め状態を示す概略縦断面図である。
【図3】本発明の実施例1に係る鋳造工程の、鋳造製品鋳造後の型開き状態から、鋳造製品が回転金型に保持された状態で、回転金型の回転により移動される状態を示す概略縦断面図である。
【図4】本発明の実施例1に係る鋳造工程の、製品取出工程と、離型剤塗布工程とを同時に実施する状態を示す概略縦断面図である。
【図5】本発明の実施例2に係る横型ダイカストマシンを示す概略縦断面図である。
【図6】図6のA−A矢視における概略断面図である。
【発明を実施するための形態】
【0025】
以下、本発明を実施するための形態について、添付図面を参照しながら詳細に説明する。
【実施例1】
【0026】
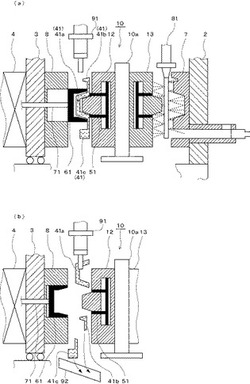
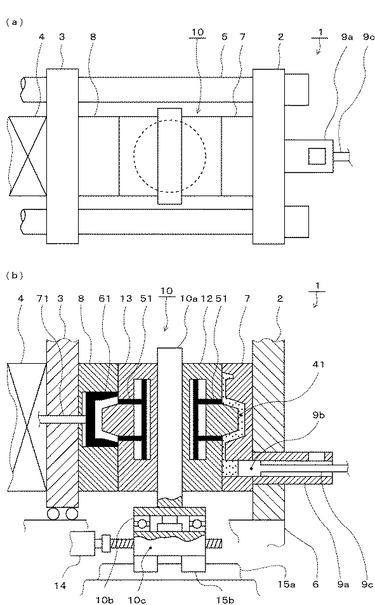
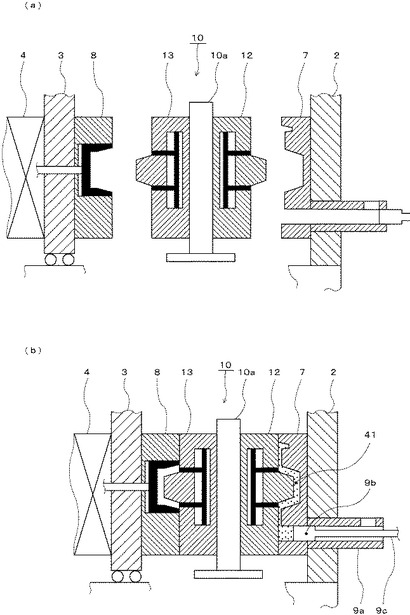
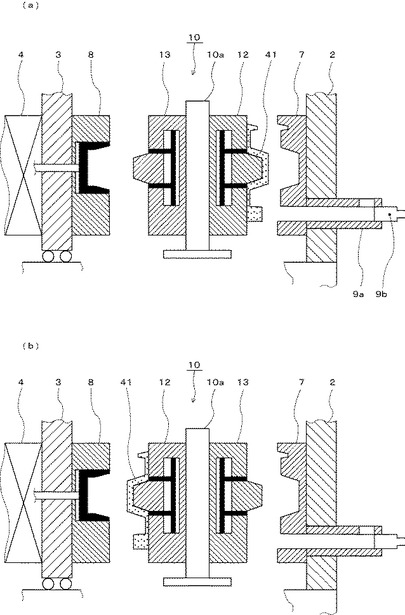
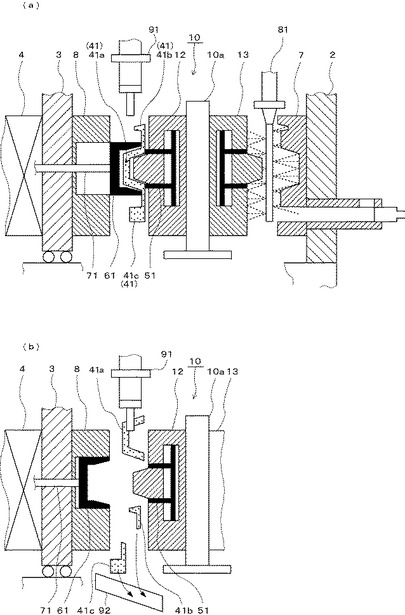
図1乃至図4を参照しながら本発明の実施例1を説明する。図1は本発明の実施例1に係る横型ダイカストマシンを示す概略図である。図1(a)は概略平面図、図1(b)は概略縦断面図である。図2は本発明の実施例1に係る鋳造工程の、サイクルスタートの型開き状態から鋳造製品を鋳造する型締め状態を示す概略縦断面図である。図2(a)はサイクルスタートの型開き状態、図2(b)は鋳造製品を鋳造する型締め状態を示す。図3は本発明の実施例1に係る鋳造工程の、鋳造製品鋳造後の型開き状態から、鋳造製品が回転金型に保持された状態で、回転金型の回転により移動される状態を示す概略縦断面図である。図3(a)は鋳造製品鋳造後の型開き状態、図3(b)は鋳造製品が回転金型に保持された状態で、回転金型の回転により移動される状態を示す。図4は本発明の実施例1に係る鋳造工程の製品取出工程と、離型剤塗布工程とを同時に実施する状態を示す概略縦断面図である。図4(a)は製品取出工程における不用品除去と、離型剤塗布工程とが同時に行われる状態、図4(b)は製品取出工程における製品取り出しと、離型剤塗布工程が略同時に行われる状態を示す。
【0027】
最初に、図1を参照しながら、本発明の実施例1に係る横型ダイカストマシン1について説明する。図1は、横型ダイカストマシン1の型締め状態を示している。図1に示すように、固定金型7及びプランジャースリーブ9aが固定盤2に取り付けられ、固定盤2がマシンベース部6に固定されている。プランジャースリーブ9a内には、プランジャーチップ9bが挿入されており、プランジャーロッド9cを介して接続された図示しない射出装置によってプランジャースリーブ9a内を型開閉方向に移動可能に配置されている。また、固定盤2と対向するように、ダミー金型8が取付けられた可動盤3が、固定盤2から延ばされたタイバー5に案内され、型締手段4により型開閉方向に移動可能にマシンベース部6に配置されている。そして、対向する固定盤2と可動盤3との間に回転金型取付部10aが配置され、これを支持する支持部10cとから回転金型支持装置10が構成される。
【0028】
次に、回転金型支持装置10について説明する。図1に示すように、マシンベース部6には、型開閉方向に平行に配置された1組のスライドレール15aが固定され、スライドレール15a上には、スライドレール15aと組み合わされるスライドブロック15bを介して、回転金型支持装置10の支持部10cが型開閉方向に移動可能に支持されている。支持部10cは、マシンベース部6に固定されたスライド駆動手段14により任意で型開閉方向に移動される。スライドレール15a及びスライドブロック15bは、リニアガイド等、必要な精度、強度、剛性を備えた直動ガイド部品が採用され、スライド駆動手段14はボールネジ、ボールネジナット及びサーボモータ等の組み合わせから成る電動駆動手段や油圧シリンダを用いた油圧駆動手段等、適宜、公知の駆動手段が採用される。
【0029】
固定金型7と型締めされて、少なくとも1つの同じ製品キャビティを形成する回転金型12及び回転金型13が、回転金型取付部10aの回転金型取付面に固定金型7及びダミー金型8に対向するように取付けられている。回転金型取付部10aは、回転ガイド部品やベアリング等の公知の回転支持部材10bを介して、支持部10c上に垂直軸周りに回転可能に支持され、サーボモータ等の電動駆動手段や油圧モータ等の油圧駆動手段等の図示しない回転駆動手段により任意に回転される。回転金型12及び回転金型13には、油圧、空圧、電動モータ等で駆動される第1製品押出手段51が配置される。また、ダミー金型8には、回転金型12及び回転金型13との型締め時に邪魔にならないように、鋳造製品に応じて交換可能な不要部分除去手段61が、型開閉方向に移動可能に備えられており、本来は、可動盤3に取り付けられた可動金型に保持された鋳造製品を押し出すための第2製品押出手段71と接続され、任意に型開閉方向へ移動される。符号41は、固定型7と回転金型12とで形成される製品キャビティ内で成型される鋳造製品である。
【0030】
次に、図2乃至図4を参照しながら、本発明の実施例1に係る鋳造工程について説明する。尚、図2乃至図4においては、図を簡単にするために回転金型支持装置10の回転金型取付部10aから下方部の図示を省略している。図2(a)は、固定金型7と回転金型12との間の離型剤塗布工程、及び、回転金型13とダミー金型8との間の製品取出工程が完了し、サイクルスタートする型開き状態を示す。この状態から回転金型支持装置10を固定金型7側へ移動させ、回転金型12を固定金型7に型合わせさせる。続いて、可動盤3を型締装置4により固定盤2側へ移動させ、ダミー金型8を回転金型13に型合わせさせる。回転金型支持装置10は、図示しないスライド駆動手段14により移動させるが、これを使用せず、先に可動盤3を型締装置4により固定盤2側へ移動させ、ダミー金型8を回転金型13に型合わせさせた後、図示しない連結手段でダミー金型8と回転金型13とを連結させ、型締装置4により可動盤3と回転金型支持装置10とを固定金型7側へ移動させ、回転金型12を固定金型7に型合わせさせても良い。また、可動盤3及び回転金型支持装置10のそれぞれの型閉じ動作を略同時に行っても良い。
【0031】
回転金型12を固定金型7に、及び、ダミー金型8を回転金型13に型合わせさせた後、型締装置4により図2(b)に示す型締め状態とする。固定金型7と回転金型12とで形成される製品キャビティに、プランジャースリーブ9a上部の給湯口から図示しない給湯装置で供給されたアルミ溶湯が、図示しない射出装置にプランジャーロッド9cを介して接続されたプランジャーチップ9bの前進により、所定の圧力及び速度で制御されながら射出充填され、不要部分を含む鋳造製品41が鋳造される。このとき、回転金型13の金型分割面は、型合わせされたダミー金型8により、型締力から保護される。
【0032】
鋳造製品41の冷却完了後、図3(a)に示すように可動盤3及び回転金型支持装置10を型開きさせる。まず、可動盤3のダミー金型8を型締装置4により回転金型13から型開きさせた後、回転金型支持装置10を可動盤3側へ移動させ、鋳造製品41が回転金型12に保持された状態で、回転金型12を固定金型7から型開きさせる。回転金型支持装置10は、図示しないスライド駆動手段14により移動させるが、これを使用せず、型締め状態において、図示しない連結手段でダミー金型8と回転金型13とを連結させ、型締装置4により可動盤3と回転金型支持装置10とを固定金型7から離れる方向へ移動させ、鋳造製品41が回転金型12に保持された状態で、回転金型12を固定金型7から型開きさせても良い。この場合、回転金型支持装置10を所定の位置まで移動させた後、ダミー金型8と回転金型13との連結を解除させ、ダミー金型8を型開限位置まで型開きさせる。また、可動盤3及び回転金型支持装置10のそれぞれの型開き動作を略同時に行っても良い。いずれの場合も、プランジャーチップ9bは、次サイクルに備えて所定の位置まで後退させる。
【0033】
次に、図3(a)の状態から、回転金型支持装置10の回転金型取付部10aを、図示しない回転駆動手段により180°回転させ、回転金型13を固定金型7と対向する位置に移動させる。同時に、不要部分を含む鋳造製品41が保持された回転金型12をダミー金型8に対向する位置に移動させ、図3(b)に示す状態とする。
【0034】
次に、図4(a)に示すように、離型剤塗布装置81を固定金型7と回転金型13との間に進入させ、対向する両金型の製品キャビティ表面に離型剤を塗布する離型剤塗布工程を行う。この離型剤塗布装置81は、離型剤を噴霧するスプレーノズルを複数装備したスプレーヘッドを、金型内外に進入・退避させる駆動機構を有する専用装置であっても良いし、スプレーヘッドを多間接ロボットのエンドエフェクターに装備して、ロボットプログラムにより任意の動作を行わせる装置であっても良い。また、この離型剤塗布工程と略同時に、鋳造製品41が保持された状態の回転金型12とダミー金型8との間で、以下の製品取出工程を行う。
【0035】
まず、図4(a)に示すように、回転金型12に配置された第1製品押出手段51により、回転金型12に保持された状態の不要部分を含む鋳造製品41をダミー金型8側に押し出させる。この第1製品押出手段51の製品押し出し動作は、後述する鋳造製品41の不要部分除去を鑑みて、油圧で駆動させることが好ましいが、不要部分除去の是非、鋳造する製品の形態、大きさ等により他の駆動手段を用いても良い。次に、この鋳造製品41の製品押し出し動作に連動させて、ダミー金型8に備えられた不要部分除去手段61を鋳造製品41側へ移動させ、鋳造製品41に押し当てることにより、鋳造製品41の不要部分であるオーバーフロー部等の不要部分1(符号41b)や、ビスケット部等の不要部分2(符号41c)等を除去する。このように、不要部分除去動作を製品押し出し動作に連動させることにより、製品取出工程に要する時間を増やすことなく、製品取出工程において鋳造製品の不要部分を除去することができる。この不要部分除去手段61の移動動作は、ダミー金型8に備えられた油圧等の駆動源で行っても良いが、第2製品押出手段71により駆動させることが好ましい。このような形態を採用することにより、ダミー金型8に不要部分除去手段61の移動用駆動手段を備えなくてもよく、かつ、不要部分除去に必要な駆動力及び移動ストロークを容易に得ることができる。また、不要部分除去手段61は、鋳造製品毎の交換を前提として、容易に交換できるよう設計されることは言うまでもない。
【0036】
前述した不要部分除去と平行して、製品取出装置91の製品把持部を回転金型12とダミー金型8との近傍に移動させ、鋳造製品41の製品部41aの取り出しに備える。この製品取出装置91は、製品を把持する把持部を、金型内外に進入・退避させる駆動機構を有する専用装置であっても良いし、把持部を多関節ロボットのエンドエフェクターに装備して、ロボットプログラムにより任意の動作を行わせる装置であっても良い。
【0037】
鋳造製品41の不要部分除去後、図4(b)に示すように、不要部分除去手段61がダミー金型8の所定位置に収納され、製品取出手段91の把持部が金型間に進入し、製品部41aを金型外へ搬送する。図4(b)においては、固定金型7と回転金型13との間での離型剤塗布工程が継続中として、その部分の図示は省略している。除去された不要部分1(符号41b)や不要部分2(符号41c)は、回転金型12及びダミー金型8の下部に配置された搬送手段92によりダイカストマシン外へ搬送される。この搬送手段92は、可動部のないシュートであっても良いし、可動するコンベアであっても良い。更に、製品取出装置91を使用せず、製品部41aを、不要部分1(符号41b)や不要部分2(符号41c)といっしょに搬送手段92によって回収させ、ダイカストマシン外へ搬送させても良い。鋳造製品41の製品部41aが金型外へ搬送されると、図2(a)で回転金型12及び回転金型13の配置が入れ替わった状態となり、以後、図2(a)から図4(b)までの鋳造工程が繰り返される。
【0038】
このように、図2(a)から図4(b)までの鋳造工程を繰り返すことにより、鋳造製品41が保持されていない固定金型7と回転金型13(12)との間での離型剤塗布工程と、鋳造製品41が保持されている回転金型12(13)とダミー金型8との間での製品取出工程とを同時に行うことができる。この離型剤塗布工程と製品取出工程との略同時実施により、製品取出工程後に離型剤塗布工程が行われる一般的なダイカストマシンの鋳造サイクルタイムと比較して、鋳造サイクルタイムを大幅に短縮することができる。また、回転金型12(13)とダミー金型8との間で行われる製品取出工程において、回転金型12(13)からの鋳造製品41の押し出し動作に連動させ、不要部分除去手段61を押し出される鋳造製品41側に移動させ、鋳造製品41の不要部分を除去することができるので、製品取出工程に要する時間を増やすことなく、鋳造製品の不要部分を除去することができ、後工程に要する時間を短縮することができる。その結果、鋳造サイクルタイムと、後工程に要する時間との両方を短縮でき、鋳造製品の生産性を向上させることができる。
【実施例2】
【0039】
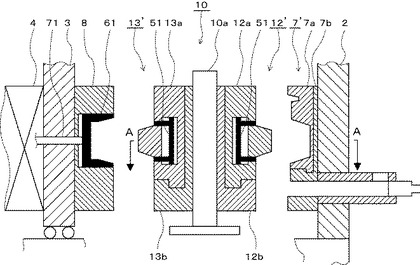
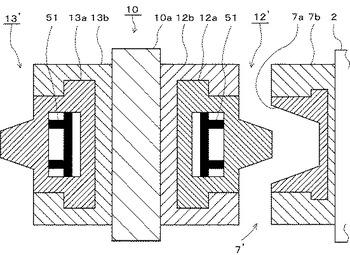
次に、図5及び図6を参照しながら、本発明の実施例2について説明する。図5は本発明の実施例2に係る横型ダイカストマシンを示す概略縦断面図である。図6は図5のA−A矢視における概略断面図である。
【0040】
実施例2における実施例1との相違点は、固定盤に取り付けられる固定金型及び回転金型支持装置に取り付けられる回転金型が、製品キャビティ部を含まない固定金型部と、製品キャビティ部を含むカセット金型部とから構成され、固定金型部に対して、カセット金型部が、固定金型部の上方から、型開閉方向と略直交する方向から脱着可能な構造を備えた点である。それ以外の構成及び鋳造工程は実施例1と同じ為、実施例1との相違点についてのみ説明する。
【0041】
図5に示すように、製品キャビティ部を含まない固定金型部7bと、製品キャビティ部を含むカセット金型部7aとから構成される固定金型7’が固定盤2に取付けられている。また、製品キャビティ部を含まない固定金型部12bと、製品キャビティ部を含むカセット金型部12aとから構成される回転金型12’が回転金型取付部10aの一方の金型取付面に取付けられている。そして、製品キャビティ部を含まない固定金型部13bと、製品キャビティ部を含むカセット金型部13aとから構成される回転金型13’とが、回転金型12’と対向する回転金型取付部10aの他方の金型取付面に取付けられている。回転金型12’と回転金型13’とは、それぞれ固定金型7と型締めされて、少なくとも1つの同じ製品キャビティを形成する。
【0042】
図5及び図6に示すように、カセット金型部7a、12a及び13aには、それぞれの上方を除く3方向(両側面及び下方)にフランジ形状を有している。また、カセット金型部7a、12a及び13aと組み合わされる固定金型部7b、12b及び13bには、カセット金型部7a、12a及び13aのフランジ部形状に対応する凹部を有している。これらフランジ部と凹部とにより、カセット金型部7a、12a及び13aを取り外す場合は、それぞれ固定金型部7b、12b及び13bの上方から、型開閉方向と直交する垂直方向へ取り外すことが可能である。また、カセット金型部7a、12a及び13aを取り付ける場合は、固定金型部7b、12b及び13bの上方から垂直方向に下降させて取り付けられ、図示しないロック機構で固定され位置決めも同時に完了する。金型及び回転金型が型合わせされる側については、それぞれのカセット金型部を型合わせした状態で、一体で脱着できることは言うまでもない。
【0043】
固定金型7’、回転金型12’及び回転金型13’がこのような構造を備えることにより、鋳造製品を変更する場合、金型交換については、カセット金型部のみを交換すれば良く、交換対象物の重量及び大きさ共に小さくすることができる。その結果、金型費用を安価にすることができると共に、その交換自体も、金型重量が小さいので取り扱いが容易であり、天井クレーン等の既設設備を使用して、カセット金型部を固定金型部上方から脱着させて、位置決めも完了するので、固定金型も含めた金型交換に要する時間を短縮することができる。本発明においては、通常のダイカストマシンによる鋳造と比較して使用する金型数が少なくとも1つ多いので、この金型交換時間の短縮は、鋳造製品の生産性を向上させるために非常に重要である。また、このような構造により、カセット金型の脱着のために回転金型と他の金型との間を大きく型開きする必要がない。すなわち、金型交換時に金型を大きく型開きする必要がないので、一般的なダイカストマシンを改造して、固定盤と可動盤との間に回転金型支持装置を追加する場合や、回転金型の型厚が厚い場合等、固定盤と可動盤との間のデーライトを十分確保できない場合でも、金型交換が容易であり、金型交換に要する時間を短縮することができ、鋳造製品の生産性を向上させることができる。特に、鋳造製品においても、近年顕著になっている多品種少量生産体制において、金型交換に要する時間を短縮することは、鋳造製品の生産性向上に係る重要な要素のひとつである。
【0044】
本発明は、上記の実施の形態に限定されることなく色々な形で実施できる。実施例1及び実施例2において、第1製品押出手段51が回転金型に配置される形態としたが、第1製品押出手段51が回転金型支持部10aに配置される形態としても良い。また、同じく、実施例1及び実施例2において、回転金型支持装置10が、マシンベース部6に固定されたスライドレール15aにより型開閉方向に案内される形態としたが、一体あるいは2分割された回転金型支持装置が、タイバーに案内され、その略中央に、回転軸回りに回転可能な回転金型支持部を備える形態であっても良い。次に、実施例1において、離型剤塗布工程と製品取出工程とを略同時に行う形態としたが、離型剤塗布を必要としない場合は、離型剤塗布工程の代わりに、鋳造製品にインサートするインサート部品を金型キャビティ内の所定位置にセットするインサート工程や、金型キャビティ内に鋳造製品が残っていないことを確認する製品取出確認工程や、エアブローユニット、ブラシユニットを使用してキャビティ表面を清掃するキャビティ清掃工程等、鋳造補助や製品品質向上に必要な各種工程を行ってもよい。次に、実施例2において、カセット金型部を固定金型部の上方から脱着させる形態としたが、カセット金型部を固定金型部の側方の一方から脱着させる形態であっても良い。この形態の場合、カセット金型部を固定金型部の上方から脱着させる形態よりも、既設の金型交換装置と組み合わせて、鋳造製品変更時の固定金型も含めた金型交換作業の簡易化や自動化が容易であり、金型交換に要する時間の更なる短縮が期待できる。また、型開閉方向と略直交する方向から脱着可能な構造として、カセット金型部がフランジ部、固定金型部がフランジ部形状に対応する凹部を有する形態としたが、カセット金型部が凹部、固定金型部が凹部形状に対応するフランジ部を有する逆の形態であっても良いし、型開閉方向と略直交する方向から脱着可能な構造として、カセット金型部と固定金型部とが適宜、設計されればその形状に制約は無い。
【符号の説明】
【0045】
1 横型ダイカストマシン
2 固定盤(金型取付盤)
3 可動盤(金型取付盤)
7 固定金型
7’ 固定金型
7a 固定金型部
7b カセット金型部
8 ダミー金型
10 回転金型支持装置
10a 回転金型取付部(回転金型支持装置)
10c 支持部(回転金型支持装置)
12 回転金型
12’ 回転金型
12a 固定金型部
12b カセット金型部
13 回転金型
13’ 回転金型
13a 固定金型部
13b カセット金型部
51 第1製品押出手段
61 不要部分除去手段
71 第2製品押出手段
【技術分野】
【0001】
本発明は、横型ダイカストマシン及びダイカスト鋳造方法に関する。
【背景技術】
【0002】
ダイカストマシンを用いた鋳造製品の製造においては、その製品品質の向上と並んで、その生産性の向上が、従来から継続する課題である。そのため、鋳造時や鋳造後の後工程の生産性の向上に係る装置や方法が各種提案されている。具体的には、鋳造製品の製造に係る各工程の時間短縮を目的とするものであって、アキュムレータの蓄圧工程や、型開閉動作等に係る鋳造工程・マシン動作の高速化、金型の温度調節最適化等による、金型内での鋳造製品の冷却工程に要する時間(キュアリングタイム)の短縮、型開き後、金型間に装置を進入させ、金型に保持された鋳造製品を押し出し、進入させた装置により同鋳造製品を金型外に搬送する製品取出工程に要する時間の短縮、引き続いて金型間に装置を進入させ、鋳造製品が取り出された金型の製品キャビティ表面に離型剤を塗布する離型剤塗布(スプレー)工程に要する時間の短縮、等のダイカストマシンの鋳造サイクルタイム短縮に係る装置及び方法や、鋳造後に、取り出された鋳造品に対して、ダイカストマシンの外部で行われる後工程に要する時間の短縮に係る装置及び方法である。その中でも、特に、製品取出工程の時間短縮、離型剤塗布工程の時間短縮、及び後工程に要する時間短縮のために、ダイカストマシン内(金型内)で行われる鋳造製品の不要部分の除去について、数多くの装置や方法が提案されている。
【0003】
特許文献1及び特許文献2は、製品取出工程の時間短縮に係る装置及び方法である。特許文献1には、ダイカストマシンの金型近傍に、製品取出を検知する機構を位置調整可能に取り付け、製品取出の検知を素早く行えるようにすることで、製品検出待ち時間を短縮する製品取出検知機構が開示されている。また、特許文献2には、製品を把持する把持部に鋳造製品の重量を検出する重量検出手段と、検出された製品重量に基づいて、当該製品の製造状態が正常か不正常かを判別する判別手段を備えることにより、金型への製品残りのない確実な製品取り出しを短時間で可能とし、製品取り出し時間を短縮できる製品搬送装置及び製品搬送方法が開示されている。
【0004】
特許文献3及び特許文献4は、離型剤塗布工程の時間短縮に係る装置である。特許文献3には、噴射直前で気液を混合して所要の噴霧を発生できる小型・軽量のボックス構造により、離型剤塗布の所要時間を短縮することができ、鋳造サイクルタイムの短縮を図ることができるスプレーヘッダーが開示されている。また、特許文献4には、離型剤を噴霧するスプレーヘッドを保持したマニピュレータを三次元方向に移動させ、金型鋳造面の適切な位置に離型剤を噴霧することにより、最適位置への最適量噴霧ができる、生産性と信頼性の高いスプレー装置が開示されている。
【0005】
特許文献5は、ダイカストマシン内(金型内)で行われる鋳造製品の不要部分の除去に係る装置及び方法である。一方の金型取付盤が、型開閉方向を回転軸方向として回転される回転タレット部材で構成され、回転タレット部材の同一面上に均等に割り振られた3ステーションのそれぞれにおいて、鋳造、製品の不要部分を取り除く不要部分除去(トリミング)、不要部分除去(トリミング)後の製品取り出し、が行われるように構成され、第1ステーションでの鋳造中に、第3ステーションでの製品取り出しと、第2ステーションでの不要部分除去とが同時に行われる。これら3ステーションでのそれぞれの工程が、回転タレット部材を回転させて次々と行なわれることにより、鋳造サイクルタイムの短縮と、後工程に要する時間とを短縮できるダイカスティング装置とダイカスティング方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−001029号公報
【特許文献2】特開2001−310284号公報
【特許文献3】特開2008−110350号公報
【特許文献4】特開2006−334646号公報
【特許文献5】特開昭63−144850号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1から特許文献4の各装置及び方法は、それぞれが対象とする工程に要する時間を短縮する効果が期待できるものの、鋳造サイクルタイム全体に対して短縮できる量(時間)は多くはない。特許文献5の装置及び方法は、3つのステーションにおいて、鋳造、不要部分除去、製品取り出しを同時に行うことで、鋳造サイクルタイムの短縮と、後工程に要する時間とを短縮することが期待できる。しかしながら、第3ステーションにおいては、製品取出工程後に離型剤塗布工程を行う必要があり、それ以外のステーションでの工程が終了していても、離型剤塗布工程が終了しなければ次の工程を行うことはできず、短縮できた鋳造サイクルタイムを鋳造製品の生産性の向上に十分に活かせないという問題がある。
【0008】
本発明は、上記したような問題点に鑑みてなされたもので、具体的には、鋳造サイクルタイムと、後工程に要する時間と、金型交換に要する時間とを短縮することができ、生産性を向上することができる横型ダイカストマシン及びダイカスト鋳造方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明の上記目的は、請求項1に示すように、対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、
前記金型取付盤の一方に取り付けられた金型と、
前記金型取付盤の他方に取り付けられたダミー金型と、
前記金型と組み合わされる少なくとも2つの回転金型と、
前記金型取付盤間に配置され、前記回転金型を前記金型及び前記ダミー金型に対向するように取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、
前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、
を備えたことを特徴とする横型ダイカストマシンによって達成される。
【0010】
すなわち、対向する2つの金型取付盤間に配置された回転金型取付部に、少なくとも2つの回転金型を金型及びダミー金型に対向するように取り付け、回転金型支持装置で、これら回転金型を交互に金型及びダミー金型と型合わせさせることにより、金型取付盤の一方に取り付けられた金型と、回転金型支持装置に取り付けられた一方の回転金型とで鋳造製品を鋳造すると共に、他方の回転金型とダミー金型との間で鋳造製品がない状態を生じさせ、型開き時に、鋳造製品が保持されていない金型間での離型剤塗布工程と、鋳造製品が保持された金型間での製品取出工程とを略同時に行うことができ、鋳造サイクルタイムを短縮することができる。
【0011】
次に、請求項2に示すように、前記ダミー金型が、型開閉方向に移動可能な不要部分除去手段を備えたことを特徴とする請求項1記載の横型ダイカストマシンであることが好ましい。
【0012】
ダミー金型に、型開閉方向に移動可能な不要部分除去手段を備えることにより、回転金型からの鋳造製品押し出し動作に連動させ、不要部分除去手段を押し出される鋳造製品側に移動させ、鋳造製品の不要部分を除去することができるので、製品取出工程に要する時間を増やすことなく、製品取出工程において鋳造製品の不要部分を除去することができ、後工程に要する時間を短縮することができる。
【0013】
次に、請求項3に示すように、前記不要部分除去手段の型開閉方向の移動が、前記ダミー金型が取り付けられた金型取付盤に備えられた製品押出手段により駆動されることを特徴とする請求項2記載の横型ダイカストマシンであることが好ましい。
【0014】
ダミー金型の不要部分除去手段の型開閉方向の移動が、ダミー金型が取り付けられた金型取付盤に備えられた製品押出手段により駆動されれば、ダミー金型に不要部分除去手段の移動用駆動手段を備える必要がなく、不要部分除去に必要な駆動力及び移動ストロークを容易に得ることができる。
【0015】
次に、請求項4に示すように、前記金型及び前記回転金型が、製品キャビティ部を含まない固定金型部と、製品キャビティ部を含むカセット金型部とから構成され、前記固定金型部に対して、前記カセット金型部が、前記固定金型部の上方及び側方のいずれか一方から、型開閉方向と略直交する方向から脱着可能な構造を備えたことを特徴とする請求項1乃至請求項3記載の横型ダイカストマシンであってもよい。
【0016】
金型及び回転金型がこのように構成されれば、金型交換時に金型全体を交換しなくても、カセット金型部のみを交換すればよく、交換対象物の重量及び大きさ共に小さくすることができ、金型交換が容易である。また、固定金型部に対して、カセット金型部が、固定金型部の上方及び側方のいずれか一方から、型開閉方向と略直交する方向から脱着が可能な構造であるので、金型交換のために金型を大きく型開きする必要がなく、交換と同時に正確に位置決めされるので、交換後の金型の位置決めが不要である。そのため、金型交換に要する時間を短縮することができる。特に、金型及び回転金型が型合わせされる側については、それぞれのカセット金型部を型合わせした状態で、一体で脱着できるので、金型交換に要する時間の短縮効果は大きい。
【0017】
次に、請求項5に示すように、型開きの後、前記回転金型取付部を回転させ、鋳造された鋳造製品が保持された前記回転金型を前記ダミー金型と対向する位置まで移動させると共に、鋳造製品が保持されていない前記回転金型を前記金型と対向する位置まで移動させ、
鋳造製品が保持されていない前記回転金型と前記金型との間での離型剤塗布工程と、
前記鋳造製品が保持された前記回転金型と前記ダミー金型との間での製品取出工程と、
を略同時に行うことを特徴とする請求項1乃至請求項4記載の横型ダイカストマシンを用いたダイカスト成形方法であることが好ましい。
【0018】
請求項1乃至請求項4記載の横型ダイカストマシンを用いれば、対向する2つの金型取付盤間に配置された回転金型取付部に、少なくとも2つの回転金型を金型及びダミー金型に対向するように取り付け、回転金型支持装置で、これら回転金型を交互に金型及びダミー金型と型合わせさせることにより、金型取付盤の一方に取り付けられた金型と、回転金型支持装置に取り付けられた一方の回転金型とで鋳造製品を鋳造すると共に、他方の回転金型とダミー金型との間で鋳造製品がない状態を生じさせ、型開き時に、鋳造製品が保持されていない金型間での離型剤塗布工程と、鋳造製品が保持された金型間での製品取出工程とを略同時に行うことができ、鋳造サイクルタイムを短縮することができる。
【0019】
次に、請求項6に示すように、前記製品取出工程において、前記回転金型からの前記鋳造製品の押し出し動作に連動させ、前記ダミー金型の前記不要部分除去手段を前記鋳造製品側へ移動させて、前記鋳造製品の不要部分除去を行うことを特徴とした請求項2乃至請求項5記載の横型ダイカストマシンを用いたダイカスト成形方法であることが好ましい。
【0020】
請求項2乃至請求項5記載の横型ダイカストマシンを用いれば、回転金型からの鋳造製品押し出し動作に連動させ、不要部分除去手段を押し出される鋳造製品側に移動させ、鋳造製品の不要部分を除去することができるので、製品取出工程に要する時間を増やすことなく、製品取出工程において鋳造製品の不要部分を除去することができ、後工程に要する時間を短縮することができる。
【発明の効果】
【0021】
本発明に係る横型ダイカストマシンは、対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、
前記金型取付盤の一方に取り付けられた金型と、
前記金型取付盤の他方に取り付けられたダミー金型と、
前記金型と組み合わされる少なくとも2つの回転金型と、
前記金型取付盤間に配置され、前記回転金型を前記金型及び前記ダミー金型に対向するように取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、
前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、
を備えた横型ダイカストマシンとしたので、鋳造サイクルタイムを短縮することができ、生産性を向上することができる。
【0022】
また、本発明に係る横型ダイカストマシンは、前記ダミー金型が、型開閉方向に移動可能な不要部分除去手段を備えた請求項1記載の横型ダイカストマシンとしたので、後工程に要する時間を短縮することができ、生産性を向上することができる。
【0023】
更に、本発明に係る横型ダイカストマシンは、前記金型及び前記回転金型が、製品キャビティ部を含まない固定金型部と、製品キャビティ部を含むカセット金型部とから構成され、前記固定金型部に対して、前記カセット金型部が、前記固定金型部の上方及び側方のいずれか一方から、型開閉方向と略直交する方向から脱着可能な構造を備えたことを特徴とする請求項1乃至請求項3記載の横型ダイカストマシンとしたので、金型交換に要する時間を短縮することができ、生産性を向上することができる。
【図面の簡単な説明】
【0024】
【図1】本発明の実施例1に係る横型ダイカストマシンを示す概略図である。
【図2】本発明の実施例1に係る鋳造工程の、サイクルスタートの型開き状態から鋳造製品を鋳造する型締め状態を示す概略縦断面図である。
【図3】本発明の実施例1に係る鋳造工程の、鋳造製品鋳造後の型開き状態から、鋳造製品が回転金型に保持された状態で、回転金型の回転により移動される状態を示す概略縦断面図である。
【図4】本発明の実施例1に係る鋳造工程の、製品取出工程と、離型剤塗布工程とを同時に実施する状態を示す概略縦断面図である。
【図5】本発明の実施例2に係る横型ダイカストマシンを示す概略縦断面図である。
【図6】図6のA−A矢視における概略断面図である。
【発明を実施するための形態】
【0025】
以下、本発明を実施するための形態について、添付図面を参照しながら詳細に説明する。
【実施例1】
【0026】
図1乃至図4を参照しながら本発明の実施例1を説明する。図1は本発明の実施例1に係る横型ダイカストマシンを示す概略図である。図1(a)は概略平面図、図1(b)は概略縦断面図である。図2は本発明の実施例1に係る鋳造工程の、サイクルスタートの型開き状態から鋳造製品を鋳造する型締め状態を示す概略縦断面図である。図2(a)はサイクルスタートの型開き状態、図2(b)は鋳造製品を鋳造する型締め状態を示す。図3は本発明の実施例1に係る鋳造工程の、鋳造製品鋳造後の型開き状態から、鋳造製品が回転金型に保持された状態で、回転金型の回転により移動される状態を示す概略縦断面図である。図3(a)は鋳造製品鋳造後の型開き状態、図3(b)は鋳造製品が回転金型に保持された状態で、回転金型の回転により移動される状態を示す。図4は本発明の実施例1に係る鋳造工程の製品取出工程と、離型剤塗布工程とを同時に実施する状態を示す概略縦断面図である。図4(a)は製品取出工程における不用品除去と、離型剤塗布工程とが同時に行われる状態、図4(b)は製品取出工程における製品取り出しと、離型剤塗布工程が略同時に行われる状態を示す。
【0027】
最初に、図1を参照しながら、本発明の実施例1に係る横型ダイカストマシン1について説明する。図1は、横型ダイカストマシン1の型締め状態を示している。図1に示すように、固定金型7及びプランジャースリーブ9aが固定盤2に取り付けられ、固定盤2がマシンベース部6に固定されている。プランジャースリーブ9a内には、プランジャーチップ9bが挿入されており、プランジャーロッド9cを介して接続された図示しない射出装置によってプランジャースリーブ9a内を型開閉方向に移動可能に配置されている。また、固定盤2と対向するように、ダミー金型8が取付けられた可動盤3が、固定盤2から延ばされたタイバー5に案内され、型締手段4により型開閉方向に移動可能にマシンベース部6に配置されている。そして、対向する固定盤2と可動盤3との間に回転金型取付部10aが配置され、これを支持する支持部10cとから回転金型支持装置10が構成される。
【0028】
次に、回転金型支持装置10について説明する。図1に示すように、マシンベース部6には、型開閉方向に平行に配置された1組のスライドレール15aが固定され、スライドレール15a上には、スライドレール15aと組み合わされるスライドブロック15bを介して、回転金型支持装置10の支持部10cが型開閉方向に移動可能に支持されている。支持部10cは、マシンベース部6に固定されたスライド駆動手段14により任意で型開閉方向に移動される。スライドレール15a及びスライドブロック15bは、リニアガイド等、必要な精度、強度、剛性を備えた直動ガイド部品が採用され、スライド駆動手段14はボールネジ、ボールネジナット及びサーボモータ等の組み合わせから成る電動駆動手段や油圧シリンダを用いた油圧駆動手段等、適宜、公知の駆動手段が採用される。
【0029】
固定金型7と型締めされて、少なくとも1つの同じ製品キャビティを形成する回転金型12及び回転金型13が、回転金型取付部10aの回転金型取付面に固定金型7及びダミー金型8に対向するように取付けられている。回転金型取付部10aは、回転ガイド部品やベアリング等の公知の回転支持部材10bを介して、支持部10c上に垂直軸周りに回転可能に支持され、サーボモータ等の電動駆動手段や油圧モータ等の油圧駆動手段等の図示しない回転駆動手段により任意に回転される。回転金型12及び回転金型13には、油圧、空圧、電動モータ等で駆動される第1製品押出手段51が配置される。また、ダミー金型8には、回転金型12及び回転金型13との型締め時に邪魔にならないように、鋳造製品に応じて交換可能な不要部分除去手段61が、型開閉方向に移動可能に備えられており、本来は、可動盤3に取り付けられた可動金型に保持された鋳造製品を押し出すための第2製品押出手段71と接続され、任意に型開閉方向へ移動される。符号41は、固定型7と回転金型12とで形成される製品キャビティ内で成型される鋳造製品である。
【0030】
次に、図2乃至図4を参照しながら、本発明の実施例1に係る鋳造工程について説明する。尚、図2乃至図4においては、図を簡単にするために回転金型支持装置10の回転金型取付部10aから下方部の図示を省略している。図2(a)は、固定金型7と回転金型12との間の離型剤塗布工程、及び、回転金型13とダミー金型8との間の製品取出工程が完了し、サイクルスタートする型開き状態を示す。この状態から回転金型支持装置10を固定金型7側へ移動させ、回転金型12を固定金型7に型合わせさせる。続いて、可動盤3を型締装置4により固定盤2側へ移動させ、ダミー金型8を回転金型13に型合わせさせる。回転金型支持装置10は、図示しないスライド駆動手段14により移動させるが、これを使用せず、先に可動盤3を型締装置4により固定盤2側へ移動させ、ダミー金型8を回転金型13に型合わせさせた後、図示しない連結手段でダミー金型8と回転金型13とを連結させ、型締装置4により可動盤3と回転金型支持装置10とを固定金型7側へ移動させ、回転金型12を固定金型7に型合わせさせても良い。また、可動盤3及び回転金型支持装置10のそれぞれの型閉じ動作を略同時に行っても良い。
【0031】
回転金型12を固定金型7に、及び、ダミー金型8を回転金型13に型合わせさせた後、型締装置4により図2(b)に示す型締め状態とする。固定金型7と回転金型12とで形成される製品キャビティに、プランジャースリーブ9a上部の給湯口から図示しない給湯装置で供給されたアルミ溶湯が、図示しない射出装置にプランジャーロッド9cを介して接続されたプランジャーチップ9bの前進により、所定の圧力及び速度で制御されながら射出充填され、不要部分を含む鋳造製品41が鋳造される。このとき、回転金型13の金型分割面は、型合わせされたダミー金型8により、型締力から保護される。
【0032】
鋳造製品41の冷却完了後、図3(a)に示すように可動盤3及び回転金型支持装置10を型開きさせる。まず、可動盤3のダミー金型8を型締装置4により回転金型13から型開きさせた後、回転金型支持装置10を可動盤3側へ移動させ、鋳造製品41が回転金型12に保持された状態で、回転金型12を固定金型7から型開きさせる。回転金型支持装置10は、図示しないスライド駆動手段14により移動させるが、これを使用せず、型締め状態において、図示しない連結手段でダミー金型8と回転金型13とを連結させ、型締装置4により可動盤3と回転金型支持装置10とを固定金型7から離れる方向へ移動させ、鋳造製品41が回転金型12に保持された状態で、回転金型12を固定金型7から型開きさせても良い。この場合、回転金型支持装置10を所定の位置まで移動させた後、ダミー金型8と回転金型13との連結を解除させ、ダミー金型8を型開限位置まで型開きさせる。また、可動盤3及び回転金型支持装置10のそれぞれの型開き動作を略同時に行っても良い。いずれの場合も、プランジャーチップ9bは、次サイクルに備えて所定の位置まで後退させる。
【0033】
次に、図3(a)の状態から、回転金型支持装置10の回転金型取付部10aを、図示しない回転駆動手段により180°回転させ、回転金型13を固定金型7と対向する位置に移動させる。同時に、不要部分を含む鋳造製品41が保持された回転金型12をダミー金型8に対向する位置に移動させ、図3(b)に示す状態とする。
【0034】
次に、図4(a)に示すように、離型剤塗布装置81を固定金型7と回転金型13との間に進入させ、対向する両金型の製品キャビティ表面に離型剤を塗布する離型剤塗布工程を行う。この離型剤塗布装置81は、離型剤を噴霧するスプレーノズルを複数装備したスプレーヘッドを、金型内外に進入・退避させる駆動機構を有する専用装置であっても良いし、スプレーヘッドを多間接ロボットのエンドエフェクターに装備して、ロボットプログラムにより任意の動作を行わせる装置であっても良い。また、この離型剤塗布工程と略同時に、鋳造製品41が保持された状態の回転金型12とダミー金型8との間で、以下の製品取出工程を行う。
【0035】
まず、図4(a)に示すように、回転金型12に配置された第1製品押出手段51により、回転金型12に保持された状態の不要部分を含む鋳造製品41をダミー金型8側に押し出させる。この第1製品押出手段51の製品押し出し動作は、後述する鋳造製品41の不要部分除去を鑑みて、油圧で駆動させることが好ましいが、不要部分除去の是非、鋳造する製品の形態、大きさ等により他の駆動手段を用いても良い。次に、この鋳造製品41の製品押し出し動作に連動させて、ダミー金型8に備えられた不要部分除去手段61を鋳造製品41側へ移動させ、鋳造製品41に押し当てることにより、鋳造製品41の不要部分であるオーバーフロー部等の不要部分1(符号41b)や、ビスケット部等の不要部分2(符号41c)等を除去する。このように、不要部分除去動作を製品押し出し動作に連動させることにより、製品取出工程に要する時間を増やすことなく、製品取出工程において鋳造製品の不要部分を除去することができる。この不要部分除去手段61の移動動作は、ダミー金型8に備えられた油圧等の駆動源で行っても良いが、第2製品押出手段71により駆動させることが好ましい。このような形態を採用することにより、ダミー金型8に不要部分除去手段61の移動用駆動手段を備えなくてもよく、かつ、不要部分除去に必要な駆動力及び移動ストロークを容易に得ることができる。また、不要部分除去手段61は、鋳造製品毎の交換を前提として、容易に交換できるよう設計されることは言うまでもない。
【0036】
前述した不要部分除去と平行して、製品取出装置91の製品把持部を回転金型12とダミー金型8との近傍に移動させ、鋳造製品41の製品部41aの取り出しに備える。この製品取出装置91は、製品を把持する把持部を、金型内外に進入・退避させる駆動機構を有する専用装置であっても良いし、把持部を多関節ロボットのエンドエフェクターに装備して、ロボットプログラムにより任意の動作を行わせる装置であっても良い。
【0037】
鋳造製品41の不要部分除去後、図4(b)に示すように、不要部分除去手段61がダミー金型8の所定位置に収納され、製品取出手段91の把持部が金型間に進入し、製品部41aを金型外へ搬送する。図4(b)においては、固定金型7と回転金型13との間での離型剤塗布工程が継続中として、その部分の図示は省略している。除去された不要部分1(符号41b)や不要部分2(符号41c)は、回転金型12及びダミー金型8の下部に配置された搬送手段92によりダイカストマシン外へ搬送される。この搬送手段92は、可動部のないシュートであっても良いし、可動するコンベアであっても良い。更に、製品取出装置91を使用せず、製品部41aを、不要部分1(符号41b)や不要部分2(符号41c)といっしょに搬送手段92によって回収させ、ダイカストマシン外へ搬送させても良い。鋳造製品41の製品部41aが金型外へ搬送されると、図2(a)で回転金型12及び回転金型13の配置が入れ替わった状態となり、以後、図2(a)から図4(b)までの鋳造工程が繰り返される。
【0038】
このように、図2(a)から図4(b)までの鋳造工程を繰り返すことにより、鋳造製品41が保持されていない固定金型7と回転金型13(12)との間での離型剤塗布工程と、鋳造製品41が保持されている回転金型12(13)とダミー金型8との間での製品取出工程とを同時に行うことができる。この離型剤塗布工程と製品取出工程との略同時実施により、製品取出工程後に離型剤塗布工程が行われる一般的なダイカストマシンの鋳造サイクルタイムと比較して、鋳造サイクルタイムを大幅に短縮することができる。また、回転金型12(13)とダミー金型8との間で行われる製品取出工程において、回転金型12(13)からの鋳造製品41の押し出し動作に連動させ、不要部分除去手段61を押し出される鋳造製品41側に移動させ、鋳造製品41の不要部分を除去することができるので、製品取出工程に要する時間を増やすことなく、鋳造製品の不要部分を除去することができ、後工程に要する時間を短縮することができる。その結果、鋳造サイクルタイムと、後工程に要する時間との両方を短縮でき、鋳造製品の生産性を向上させることができる。
【実施例2】
【0039】
次に、図5及び図6を参照しながら、本発明の実施例2について説明する。図5は本発明の実施例2に係る横型ダイカストマシンを示す概略縦断面図である。図6は図5のA−A矢視における概略断面図である。
【0040】
実施例2における実施例1との相違点は、固定盤に取り付けられる固定金型及び回転金型支持装置に取り付けられる回転金型が、製品キャビティ部を含まない固定金型部と、製品キャビティ部を含むカセット金型部とから構成され、固定金型部に対して、カセット金型部が、固定金型部の上方から、型開閉方向と略直交する方向から脱着可能な構造を備えた点である。それ以外の構成及び鋳造工程は実施例1と同じ為、実施例1との相違点についてのみ説明する。
【0041】
図5に示すように、製品キャビティ部を含まない固定金型部7bと、製品キャビティ部を含むカセット金型部7aとから構成される固定金型7’が固定盤2に取付けられている。また、製品キャビティ部を含まない固定金型部12bと、製品キャビティ部を含むカセット金型部12aとから構成される回転金型12’が回転金型取付部10aの一方の金型取付面に取付けられている。そして、製品キャビティ部を含まない固定金型部13bと、製品キャビティ部を含むカセット金型部13aとから構成される回転金型13’とが、回転金型12’と対向する回転金型取付部10aの他方の金型取付面に取付けられている。回転金型12’と回転金型13’とは、それぞれ固定金型7と型締めされて、少なくとも1つの同じ製品キャビティを形成する。
【0042】
図5及び図6に示すように、カセット金型部7a、12a及び13aには、それぞれの上方を除く3方向(両側面及び下方)にフランジ形状を有している。また、カセット金型部7a、12a及び13aと組み合わされる固定金型部7b、12b及び13bには、カセット金型部7a、12a及び13aのフランジ部形状に対応する凹部を有している。これらフランジ部と凹部とにより、カセット金型部7a、12a及び13aを取り外す場合は、それぞれ固定金型部7b、12b及び13bの上方から、型開閉方向と直交する垂直方向へ取り外すことが可能である。また、カセット金型部7a、12a及び13aを取り付ける場合は、固定金型部7b、12b及び13bの上方から垂直方向に下降させて取り付けられ、図示しないロック機構で固定され位置決めも同時に完了する。金型及び回転金型が型合わせされる側については、それぞれのカセット金型部を型合わせした状態で、一体で脱着できることは言うまでもない。
【0043】
固定金型7’、回転金型12’及び回転金型13’がこのような構造を備えることにより、鋳造製品を変更する場合、金型交換については、カセット金型部のみを交換すれば良く、交換対象物の重量及び大きさ共に小さくすることができる。その結果、金型費用を安価にすることができると共に、その交換自体も、金型重量が小さいので取り扱いが容易であり、天井クレーン等の既設設備を使用して、カセット金型部を固定金型部上方から脱着させて、位置決めも完了するので、固定金型も含めた金型交換に要する時間を短縮することができる。本発明においては、通常のダイカストマシンによる鋳造と比較して使用する金型数が少なくとも1つ多いので、この金型交換時間の短縮は、鋳造製品の生産性を向上させるために非常に重要である。また、このような構造により、カセット金型の脱着のために回転金型と他の金型との間を大きく型開きする必要がない。すなわち、金型交換時に金型を大きく型開きする必要がないので、一般的なダイカストマシンを改造して、固定盤と可動盤との間に回転金型支持装置を追加する場合や、回転金型の型厚が厚い場合等、固定盤と可動盤との間のデーライトを十分確保できない場合でも、金型交換が容易であり、金型交換に要する時間を短縮することができ、鋳造製品の生産性を向上させることができる。特に、鋳造製品においても、近年顕著になっている多品種少量生産体制において、金型交換に要する時間を短縮することは、鋳造製品の生産性向上に係る重要な要素のひとつである。
【0044】
本発明は、上記の実施の形態に限定されることなく色々な形で実施できる。実施例1及び実施例2において、第1製品押出手段51が回転金型に配置される形態としたが、第1製品押出手段51が回転金型支持部10aに配置される形態としても良い。また、同じく、実施例1及び実施例2において、回転金型支持装置10が、マシンベース部6に固定されたスライドレール15aにより型開閉方向に案内される形態としたが、一体あるいは2分割された回転金型支持装置が、タイバーに案内され、その略中央に、回転軸回りに回転可能な回転金型支持部を備える形態であっても良い。次に、実施例1において、離型剤塗布工程と製品取出工程とを略同時に行う形態としたが、離型剤塗布を必要としない場合は、離型剤塗布工程の代わりに、鋳造製品にインサートするインサート部品を金型キャビティ内の所定位置にセットするインサート工程や、金型キャビティ内に鋳造製品が残っていないことを確認する製品取出確認工程や、エアブローユニット、ブラシユニットを使用してキャビティ表面を清掃するキャビティ清掃工程等、鋳造補助や製品品質向上に必要な各種工程を行ってもよい。次に、実施例2において、カセット金型部を固定金型部の上方から脱着させる形態としたが、カセット金型部を固定金型部の側方の一方から脱着させる形態であっても良い。この形態の場合、カセット金型部を固定金型部の上方から脱着させる形態よりも、既設の金型交換装置と組み合わせて、鋳造製品変更時の固定金型も含めた金型交換作業の簡易化や自動化が容易であり、金型交換に要する時間の更なる短縮が期待できる。また、型開閉方向と略直交する方向から脱着可能な構造として、カセット金型部がフランジ部、固定金型部がフランジ部形状に対応する凹部を有する形態としたが、カセット金型部が凹部、固定金型部が凹部形状に対応するフランジ部を有する逆の形態であっても良いし、型開閉方向と略直交する方向から脱着可能な構造として、カセット金型部と固定金型部とが適宜、設計されればその形状に制約は無い。
【符号の説明】
【0045】
1 横型ダイカストマシン
2 固定盤(金型取付盤)
3 可動盤(金型取付盤)
7 固定金型
7’ 固定金型
7a 固定金型部
7b カセット金型部
8 ダミー金型
10 回転金型支持装置
10a 回転金型取付部(回転金型支持装置)
10c 支持部(回転金型支持装置)
12 回転金型
12’ 回転金型
12a 固定金型部
12b カセット金型部
13 回転金型
13’ 回転金型
13a 固定金型部
13b カセット金型部
51 第1製品押出手段
61 不要部分除去手段
71 第2製品押出手段
【特許請求の範囲】
【請求項1】
対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、
前記金型取付盤の一方に取り付けられた金型と、
前記金型取付盤の他方に取り付けられたダミー金型と、
前記金型と組み合わされる少なくとも2つの回転金型と、
前記金型取付盤間に配置され、前記回転金型を前記金型及び前記ダミー金型に対向するように取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、
前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、
を備えたことを特徴とする横型ダイカストマシン。
【請求項2】
前記ダミー金型が、型開閉方向に移動可能な不要部分除去手段を備えたことを特徴とする請求項1記載の横型ダイカストマシン。
【請求項3】
前記不要部分除去手段の型開閉方向の移動が、前記ダミー金型が取り付けられた金型取付盤に備えられた製品押出手段により駆動されることを特徴とする請求項2記載の横型ダイカストマシン。
【請求項4】
前記金型及び前記回転金型が、製品キャビティ部を含まない固定金型部と、製品キャビティ部を含むカセット金型部とから構成され、前記固定金型部に対して、前記カセット金型部が、前記固定金型部の上方及び側方のいずれか一方から、型開閉方向と略直交する方向から脱着可能な構造を備えたことを特徴とする請求項1乃至請求項3記載の横型ダイカストマシン。
【請求項5】
型開きの後、前記回転金型取付部を回転させ、鋳造された鋳造製品が保持された前記回転金型を前記ダミー金型と対向する位置まで移動させると共に、鋳造製品が保持されていない前記回転金型を前記金型と対向する位置まで移動させ、
鋳造製品が保持されていない前記回転金型と前記金型との間での離型剤塗布工程と、
前記鋳造製品が保持された前記回転金型と前記ダミー金型との間での製品取出工程と、
を略同時に行うことを特徴とする請求項1乃至請求項4記載の横型ダイカストマシンを用いたダイカスト成形方法。
【請求項6】
前記製品取出工程において、前記回転金型からの前記鋳造製品の押し出し動作に連動させ、前記ダミー金型の前記不要部分除去手段を前記鋳造製品側へ移動させて、前記鋳造製品の不要部分除去を行うことを特徴とした請求項2乃至請求項5記載の横型ダイカストマシンを用いたダイカスト成形方法。
【請求項1】
対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、
前記金型取付盤の一方に取り付けられた金型と、
前記金型取付盤の他方に取り付けられたダミー金型と、
前記金型と組み合わされる少なくとも2つの回転金型と、
前記金型取付盤間に配置され、前記回転金型を前記金型及び前記ダミー金型に対向するように取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、
前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、
を備えたことを特徴とする横型ダイカストマシン。
【請求項2】
前記ダミー金型が、型開閉方向に移動可能な不要部分除去手段を備えたことを特徴とする請求項1記載の横型ダイカストマシン。
【請求項3】
前記不要部分除去手段の型開閉方向の移動が、前記ダミー金型が取り付けられた金型取付盤に備えられた製品押出手段により駆動されることを特徴とする請求項2記載の横型ダイカストマシン。
【請求項4】
前記金型及び前記回転金型が、製品キャビティ部を含まない固定金型部と、製品キャビティ部を含むカセット金型部とから構成され、前記固定金型部に対して、前記カセット金型部が、前記固定金型部の上方及び側方のいずれか一方から、型開閉方向と略直交する方向から脱着可能な構造を備えたことを特徴とする請求項1乃至請求項3記載の横型ダイカストマシン。
【請求項5】
型開きの後、前記回転金型取付部を回転させ、鋳造された鋳造製品が保持された前記回転金型を前記ダミー金型と対向する位置まで移動させると共に、鋳造製品が保持されていない前記回転金型を前記金型と対向する位置まで移動させ、
鋳造製品が保持されていない前記回転金型と前記金型との間での離型剤塗布工程と、
前記鋳造製品が保持された前記回転金型と前記ダミー金型との間での製品取出工程と、
を略同時に行うことを特徴とする請求項1乃至請求項4記載の横型ダイカストマシンを用いたダイカスト成形方法。
【請求項6】
前記製品取出工程において、前記回転金型からの前記鋳造製品の押し出し動作に連動させ、前記ダミー金型の前記不要部分除去手段を前記鋳造製品側へ移動させて、前記鋳造製品の不要部分除去を行うことを特徴とした請求項2乃至請求項5記載の横型ダイカストマシンを用いたダイカスト成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−45566(P2012−45566A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2010−189339(P2010−189339)
【出願日】平成22年8月26日(2010.8.26)
【出願人】(300041192)宇部興産機械株式会社 (268)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成22年8月26日(2010.8.26)
【出願人】(300041192)宇部興産機械株式会社 (268)
[ Back to top ]