
横型製袋充填包装機
【課題】LED照明器具をセンターシール装置に設置し、LED照明器具を点灯することにより、機械稼働中に安全カバー越しにセンターシール装置における包装材の状態を明瞭に点検・監視できる機能を備えた横型製袋充填包装機を提供する。
【解決手段】帯状包装材の両側縁部をシールして筒状包装材に成形するセンターシール装置6は、内部のセンターシールユニットを覆う安全カバー54と、安全カバー54の内部に配設されてセンターシールユニットを照らすLED照明器具57を有している。安全カバー54は、透明部55を有している。オペレータは、安全カバー54を外さないで横型製袋充填包装機の稼働中であっても、機外から透明部55越しに、センターシールユニットを通過する包装材の状態をLED照明器具57で照明された状態ではっきりと点検・監視することができる。
【解決手段】帯状包装材の両側縁部をシールして筒状包装材に成形するセンターシール装置6は、内部のセンターシールユニットを覆う安全カバー54と、安全カバー54の内部に配設されてセンターシールユニットを照らすLED照明器具57を有している。安全カバー54は、透明部55を有している。オペレータは、安全カバー54を外さないで横型製袋充填包装機の稼働中であっても、機外から透明部55越しに、センターシールユニットを通過する包装材の状態をLED照明器具57で照明された状態ではっきりと点検・監視することができる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、帯状包装材の両側縁部分をシールして筒状包装材に成形するセンターシールユニットを備えており、当該センターシールユニットを通過する包装材の状態の点検・監視をし易くする横型製袋充填包装機に関する。
【背景技術】
【0002】
従来、連続する包装材から袋を形成し、順次搬送されてくる物品をその袋内に包装して袋包装体を次々に製造する製袋包装機の一つとして横型の製袋充填包装機が知られている。横型製袋充填包装機では、横方向に走行する帯状包装材の両側縁部分をシールして筒状包装材に成形し、その筒状包装材内に包装すべき製品を送り込み、当該製品の前後の位置において筒状包装材にエンドシールを施して、所謂ピロー包装された袋包装体を製造している。
【0003】
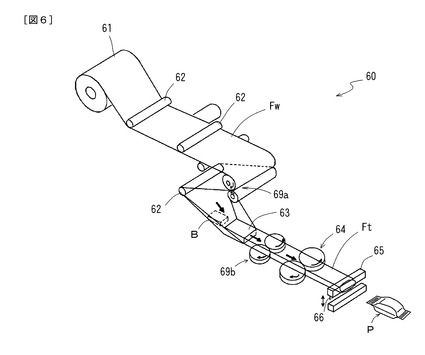
図6は横型の製袋包装機の一例を示す斜視図である。横型製袋包装機60においては、原反ロール部61から繰り出された帯状包装材Fwは、幾つかの回転自在なガイドロール62で案内されて、横置きの態様に配置された製筒器(フォーマ)63に送り込まれ、製筒器63において略筒状に曲成された後、重ね合わされた両側縁部に縦シール(センターシール)装置64によって縦シールが施されて筒状包装材Ftに成形される。横方向に搬送されてくる包装物Bが製筒器63において筒状包装材Ftの内部に順次送り込まれ、包装物Bを筒状包装材Ftの送り方向の前後に挟む位置で筒状包装材はその横切る方向に横シール(エンドシール)装置65によって横シールが施されるとともに、例えば横シール装置65に組み込まれたカッタ装置66によって当該横シール位置に合わせて筒状包装材をカットすることで、内部に包装物Bが充填された袋包装体Pが製造される。製筒器63の送り方向前後の位置には、帯状包装材Fwを挟んで送るピンチローラ式の紙送り装置69aと、筒状包装材Ftの重ね合わされた縁部を挟んで送るローラ式の紙送り装置69bが設けられている。
【0004】
製袋包装機は、動作方式の観点からすれば、包装材を袋1個分繰り出した後、包装材の送りを一定時間停止し、該停止中に、縦シール、包装物の充填・送り込み、横シール及びカットを行う間欠動作式と、包装材の送りを停止させることなく連続して行い、包装材の送りに同期して、縦シール、包装物の充填、横シール及びカットを行う連続動作式に区分される。また、製袋包装機は、筒状に成形された包装材の送り方向によって、垂直方向に送る縦型製袋充填包装機と、水平方向に送る横型製袋包装機(図6に示した)とに区分される。
【0005】
ところで、横型製袋充填包装機のセンターシール装置は、ヒータとモータを内蔵し、自ら回転し包装材の搬送を行うと共に加熱と加圧を同時に行い包装材にセンターシールを施すセンターシールローラ方式と、包装材の搬送には寄与せず、センターシールのみを行うバーヒータと圧接ローラによる方式がある。
【0006】
センターシールローラ方式は、内蔵したヒータにより加熱された一対の金属製ローラが包装材の縁部を扶持し、当該一対の金属製ローラがサーボモータにより包装材の搬送速度に同期して互いに逆方向に回転することで、包装材の縁部を挟みながらその搬送を行うと共に当該縁部に対して加熱と加圧を同時に行ってセンターシールを施す方式である。センターシールローラは、包装材のセンターシール予定部分に対して近接離間を自在とする開閉機構を備えており、開閉機構により、包装材の搬送が行われているときは包装材のセンターシール予定部分を挟み込んでセンターシールを施し、包装材の搬送が停止しているときは、包装材を溶融させないように包装材に対して離反するように制御される。センターシールローラの開閉駆動には別途のサーボモータが用いられる。これらのサーボモータの高い制御性は、制御装置が包装材による異物の噛み込み、包装材の継ぎテープ部分の通過、包装材のしわの発生、或いはセンターシールローラからの離脱のような、センターシール装置における包装材の状態の通常でない状態(以下、「非通常状態」という)を把握することにも利用される。
【0007】
バーヒータと圧接ローラによる方式は、一定の隙間を持つ一対のバーヒータが包装材に非接触で加熱し、下流に位置する圧接ローラが加熱された部分を扶持し加圧することで包装材にセンターシールを施す方式である。バーヒータと圧接ローラは、それぞれ独立した開閉機構を備えており、サーボモータにより開閉される。制御装置は、これらのサーボモータの高い制御性を利用して、上記したセンターシール部における包装材の非通常状態を検出・把握することにも利用される。
【0008】
以上のように、横型製袋充填包装機の制御装置は、センターシール装置における包装材の非通常状態を検出する機能を備えており、当該包装材の非通常状態を検出した場合には、機械を警報停止させて点検を促す、或いは機械を停止させずに不良部位を自動排出してセンターシール装置における包装材の点検・監視を促す警告メッセージの表示を行う、というような対応を取ることを可能にしている。
【0009】
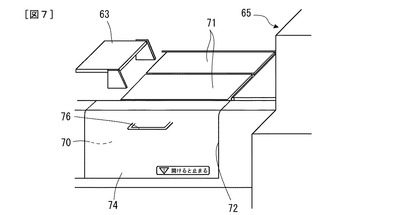
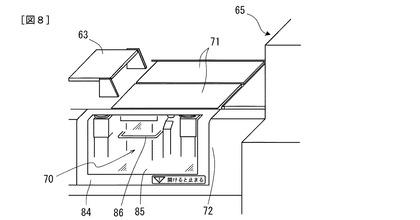
横型製袋充填包装機においては、図7に示すように、センターシール装置70は、上方についてはセンタープレート71によって覆われ、後方については機械フレーム72が存在し、そして側方については安全カバー74に囲まれている。安全カバー74には把手76が取り付けられており、オペレータは把手76を掴んで安全カバー74を取り除く又はヒンジ回りに回動する等して、センターシール装置70の内部を点検・監視することができる。したがって、これらプレート71、フレーム72及び安全カバー74が存在しているために、機械稼働中においては、機械外部からセンターシール装置70の動作状況を窺い知ることが困難である。なお、安全カバー74を開けると、少なくともセンターシール装置70は停止するように設定されている。一方、図8に示すように、安全カバー84をアクリル板のような透明な樹脂板にて製作することで安全カバー84を透明化し、内部の監視を可能にする技術(例えば、特許文献1)が提案されており、機械動作中であっても、機械のオペレータがセンターシール装置70により包装材の非通常状態を感知したときには、安全カバー84の透明部85越しにセンターシール装置70の点検・監視と当該センターシール装置70における包装材の状態の点検・監視とができ、一定程度の解決を見ている。なお、オペレータが把手86を掴んで安全カバー84を開けると、図7の場合と同様に、少なくともセンターシール装置70は停止するように設定されている。
【0010】
しかしながら、上記の提案では、センターシール装置は安全カバー以外の周囲において囲まれているため、包装機内部が暗く、大凡の状況しか点検・監視ができないという難点がある。機械内部を照らす照明装置を搭載するには配置位置と照らし方向とを適正に定める必要があるが、センターシール装置内には照明装置設置用のスペースが限られている。また、機械の振動に対する対策が必要となり、更に、必要な明るさを確保するには照明装置の消費電力が大きくなり、照明器具の発する熱の影響も無視できないものがある。よって、機械内部に照明器具を搭載することは従来、現実的ではなかった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】意匠登録第1411248号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
近年、耐振性を備え小型で設置スペースを必要としない、LED照明器臭が普及し始めている。LED照明器具は小型であり、且つ発光部分が固体素子によって構成されているので、耐振性を備えており、発熱も少ないという特徴を備えている。
【0013】
そこで、横型製袋充填包装機において、発熱が少なく耐振性を備え小型で設置スペースを必要としないLED照明器具をセンターシール装置に設置し、センターシール装置における包装材の状態を点検・監視する必要が生じたときに、LED照明器具を点灯することにより、機械停止中はもとより機械稼働中であっても、安全カバー越しに、センターシール装置における包装材の両側縁部の重なり状態や走行状態を含む包装材の状態や挙動を明瞭に点検・監視できる機能を備えた横型製袋充填包装機が望まれている。
【課題を解決するための手段】
【0014】
上記の課題を解決するため、この発明による横型製袋充填包装機は、製品包装用の帯状包装材を送る紙送り装置、前記製品を供給する製品供給装置、前記帯状包装材を略筒状に曲成する製筒器、略筒状に曲成された前記帯状包装材をその両側縁部分でシールして筒状包装材に成形するセンターシールユニットと前記センターシールユニットを覆う安全カバーとを有するセンターシール装置、前記製品供給装置によって前記筒状包装材の内部に供給された前記製品の前後位置で前記筒状包装材にエンドシールを施すエンドシール装置、及び少なくとも前記センターシール装置の作動を制御する制御装置、を備えた横型製袋充填包装機において、前記センターシール装置は前記安全カバーの内部に配設されて前記センターシールユニットを照らすLED照明器具を有しており、前記安全カバーは前記LED照明器具によって照らされた前記センターシールユニットを機外から見通す部分に透明部を有しており、前記センターシール装置における前記包装材の状態を前記LED照明器具で照明された状態で前記安全カバーの前記透明部を通して点検・監視する機能が備わっていること、を特徴としている。
【0015】
この横型製袋充填包装機によれば、帯状包装材からセンターシール装置による筒状包装材への成形、筒状包装材の内部への製品の送り込み、及びエンドシールによる袋包装体それ自体の製造については、従来の工程に従って実行される。センターシール装置は、センターシールユニットとそれを覆う安全カバーとを有しているとともに、更に安全カバーの内部に配設されてセンターシールユニットを照らすLED照明器具を有しており、そして、安全カバーは、LED照明器具によって照らされたセンターシールユニットを機外から見通す部分に透明部を有している。したがって、この横型製袋充填包装機は、センターシール装置における包装材の状態を、LED照明器具で照明された状態で安全カバーの透明部を通して点検・監視する機能を備えている。こうした機能により、横型製袋充填包装機のオペレータは、センターシール装置における包装材の状態、具体的にはセンターシールユニットを通過する包装材の状態を、安全カバーをセンターシール装置から外すことなく、機械停止中はもとより機械稼働中であっても、機外から安全カバーの透明部を通して、LED照明器具で照明された状態で点検・監視することができる。また、センターシール装置における包装材の状態のみならず、前記センターシールユニットの状態及び動作についても、LED照明器具で照明された状態で安全カバーの透明部を通して点検・監視をすることができる。
【0016】
この横型製袋充填包装機において、前記制御装置は、前記LED照明器具の点灯・消灯モードとして、オペレータの操作によって選択される前記LED照明器具の手動点灯・手動消灯モードを備えることができる。LED照明器具の点灯・消灯モードとして手動点灯・手動消灯モードを備えているので、オペレータがその操作によって手動点灯モードを選択すると、消灯していたLED照明器具を点灯させることができ、点灯している限りその時間、センターシール装置における包装材の状態を点検・監視することができる。センターシール装置における包装材の状態を点検・監視が終了すれば、オペレータがその操作によって手動消灯モードを選択することで、点灯していたLED照明器具を消灯させることができる。
【0017】
この横型製袋充填包装機において、前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記LED照明器具の点灯がオペレータの操作により行われ、前記LED照明器具の消灯が前記制御装置により点灯から一定時間経過後に自動で消灯する前記LED照明器具の手動点灯・自動消灯モードを備えることができる。LED照明器具の点灯・消灯モードとして、手動点灯・自動消灯モードを備えているので、オペレータの操作により手動点灯モードを選択すると、消灯していたLED照明器具を点灯させることができる。点灯後は自動消灯モードが作動し、LED照明器具は点灯から一定時間経過後に自動で消灯するので、消灯するまでの一定時間、センターシール装置における包装材の状態を点検・監視することができる。
【0018】
この横型製袋充填包装機において、前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記センターシールユニットの異常を把握したことに対応して前記LED照明器具の点灯を自動的に行い、前記LED照明器具の消灯がオペレータの換作により行われる前記LED照明器具の自動点灯・手動消灯モードを備えることができる。LED照明器具の点灯・消灯モードとして自動点灯・手動消灯モードを備えているので、制御装置がセンターシールユニットの異常を把握することに応じてLED照明器具が自動点灯モードで点灯し、点灯している限りその時間、センターシール装置における包装材の状態を点検・監視することができる。包装材の状態の点検・監視が終了すれば、点灯していたLED照明器具をオペレータの換作により手動で消灯させることができる。
【0019】
この横型製袋充填包装機において、前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記センターシールユニットの異常を把握したことに対応して前記LED照明器具の点灯を自動的に行い、且つ前記LED照明器具の点灯から一定時間経過後に自動で消灯する前記LED照明器具の自動点灯・自動消灯モードを備えることができる。LED照明器具の点灯・消灯モードとして自動点灯・自動消灯モードを備えているので、制御装置がセンターシールユニットの異常を把握したことに対応してLED照明器具の点灯が自動的モードで行われ、点灯後は自動消灯モードが作動し、LED照明器具は点灯から一定時間経過後に自動で消灯する。消灯するまでの一定時間、センターシール装置における包装材の状態を点検・監視することができる。
【0020】
前記横型製袋充填包装機は、前記制御装置が前記LED照明器具の点灯と消灯とについての指令を与えるための前記LED照明器具に関する設定を行う操作・表示部を備えることができる。この横型製袋充填包装機において備わる操作・表示部は、LED照明器具に関する設定を行うことができ、制御装置は、この設定に基づいてLED照明器具の点灯と消灯とについての指令を与えることができる。また、自動消灯モードでLED照明器具を一定時間、点灯させているこの横型製袋充填包装機においては、前記LED照明器具の消灯モードが自動消灯モードである場合に、前記LED照明器具の点灯から自動で消灯をするまでの前記一定時間の長さを前記操作・表示部において設定可能である。自動消灯モードで、LED照明器具を点灯している一定時間の長さを設定により可変としているので、センターシール装置における包装材の状態を点検・監視できるLED照明器具の点灯時間を、設定によって変更することができる。
【0021】
この横型製袋充填包装機において、前記制御装置が前記センターシールユニットの異常を把握したことに対応して、オペレータに前記センターシール装置における前記包装材の状態の点検・監視を促す旨の報知を行う報知装置を備えることができる。また、前記LED照明器具の点灯モードが自動点灯モードである場合に、前記制御装置は、前記LED照明器具の点灯と同時に前記報知装置に前記センターシール装置における前記包装材の状態の点検・監視を促す旨の報知を行わせることができる。
【0022】
この横型製袋充填包装機において、前記操作・表示部において、前記LED照明器具の手動点灯又は自動点灯、及び手動消灯又は自動消灯の組合せの中から一つの点灯・消灯モードを選択設定可能であり、選択されたモードが記憶装置に記憶され、且つ前記制御装置は記憶された選択モードにて前記LED照明器具の点灯及び消灯を制御することができる。操作・表示部にはLED照明器具の点灯・消灯モードが選択設定可能に表示されるので、オペレータは操作表示部に表示された点灯・消灯モードを選択してLED照明器具の点灯・消灯を行わせることができる。
【0023】
この横型製袋充填包装機において、横型製袋充填包装機は前記LED照明器具の近傍に前記センターシールユニットとその近傍を撮影する撮影装置を備えており、前記制御装置は、前記LED照明器具の点灯時に前記撮影装置が撮影を開始した前記センターシールユニットとその近傍の画像を記録し、前記操作・表示部に前記画像を送信して前記操作・表示部にて前記センターシールユニットとその近傍のモニタを可能にすることができる。即ち、横型製袋充填包装機はLED照明器具の近傍にセンターシールユニットとその近傍を撮影する撮影装置を備えており、LED照明器具の点灯時に撮影装置が撮影を開始させることで、センターシールユニットとその近傍の画像を記録することができる。更に、操作表示装置に画像を送信するので、操作表示装置にてセンターシールユニットとその近傍のモニタをすることができる。
【発明の効果】
【0024】
この発明による横型製袋充填包装機は、上記のように構成されているので、LED照明器具によって照らされた明るい状態でセンターシール装置における包装材の状態を点検・監視することができる。LED照明器具は、発光部が小さいにもかかわらず、白熱灯よりも発光効率が高く高輝度であり、高寿命・高信頼性・低発熱性であって且つ耐衝撃性も備えているので、センターシールユニットを覆う安全カバー内に設置するのに適している。したがって、従来、安全カバーを通してセンターシールユニットを見ることができるが、安全カバー内はセンターシールユニットの上部を覆う搬送板材(製品及び筒状包装材の本体を支える板材)が存在するために非常に暗い状態であり、充分な監視ができなかったところを、この発明によれば、曲成された包装材の両側縁部分の重なりやセンターシールユニットによって挟まれている状態、即ち、両側縁部分の重なりのずれや皺の発生の有無、異物の挟み込みの有無等の包装材の状態を点検・監視を行うことができる。また、この横型製袋充填包装機によれば、センターシール装置における包装材の状態のみならず、センターシールユニットそれ自体の外観や作動状態についても、安全カバーの透明部越しに、点検・監視を行うことができる。
【図面の簡単な説明】
【0025】
【図1】図1は、本発明による横型製袋充填包装機の一実施例を示す側面図である。
【図2】図2は、図1に示す横型製袋充填包装機の平面図である。
【図3】図3は、図1に示すセンターシール装置の一例を示す斜視図である。
【図4】図4は、図1に示す横型製袋充填包装機における制御装置を中心としたブロック図である。
【図5】図5は、図1に示す横型製袋充填包装機における操作・表示部の一例を示す図である。
【図6】図6は、従来の横型製袋充填包装機の一例を示す斜視図である。
【図7】図7は、図6に示す横型製袋充填包装機のセンターシール装置を拡大して示す斜視図である。
【図8】図8は、図6に示す横型製袋充填包装機のセンターシール装置の別の例を拡大して示す斜視図である。
【発明を実施するための形態】
【0026】
以下、添付した図面に基づいて、この発明による横型製袋充填包装機(以下、特にことわらない限り、「横型包装機」と略す。)の実施例を説明する。図1に示す横型包装機それ自体の構成は、センターシール装置の具体的な構造を除いて図6に示す従来の横型包装機を用いることができるので、一部の構成要素には図6に用いた符号と同じ符号を用いることで、再度の説明を省略する。
【0027】
図1及び図2に示す横型包装機1は、包装材(包装フィルム)の上流側において、帯状包装材Fwを巻き取ったフィルムロールを回転可能に装填・支持されるフィルム供給源としての原反ロール部61と、原反ロール部61のフィルムロールから帯状包装材Fwを繰り出す紙送りローラ3とを備えている。紙送りローラ3は、帯状包装材Fwを挟み込んで送り出す駆動側ローラ69aとそれに対向する従動側ローラを備えており、紙送りローラ3の駆動側ロール69aは、サーボモータ4によってベルト伝動装置4aのような適宜の伝動機構を介して駆動される。紙送りローラ3から繰り出された帯状包装材Fwは、製筒器5(フォーマ、図6の製筒器63に相当)によって、側縁部分を互いに引き寄せて略筒状になるまで曲成される。
【0028】
製筒器5を通過する際に略筒状に曲成された帯状包装材Fwは、製筒器5を通過した後、センターシール装置6を通過し、その際に重ね合わされた両側縁部分にセンターシールを施すことにより、筒状包装材Ftに成形される。センターシール装置6において、センターシールが施された筒状包装材Ftは、エンドシーラ7により製品間においてエンドシールが施されることで袋包装体(ピロー包装体)Pが製造される。エンドシーラ7(図6の横シール(エンドシール)装置65に相当)には、エンドシールされた領域において、包装材を切断してピロー包装体Pを個々に分離するカッタ7a(図6のカッタ装置66に相当)を組み込むことができる。横型包装機1においては、製筒器5によって曲成された帯状包装材Fw内に製品Bを送り込むため、送込みコンベア8が組み合わされる。
【0029】
センターシール装置6は、図示の例では、包装材の送り上流側から紙引きローラ部10、加熱用のバーヒータ部20、圧着ローラ部30及び目付ローラ部40から成るセンターシールユニットを備えており、更にセンターシールユニットを安全カバー(図3参照)で覆っている。紙引きローラ部10は、略筒状に曲成された帯状包装材Fwの重ねられた両側縁部分Fe,Feを周面間に挟み込む一対のローラ11,12を備えている。ローラ11,12は、紙引き用サーボモータ13からの駆動力の供給を受けて、互いに逆方向に同期した速度で回転される。したがって、帯状包装材Fwは、その両側縁部Fe,Feがローラ11,12の周面間に挟み込まれて、紙引きローラ部10の後流側の直後に配設されている加熱用のバーヒータ部20に送られる。
【0030】
加熱用のバーヒータ部20は、帯状包装材Fwの両側縁部Fe,Feが間を通過するように、両側縁部Fe,Feが送られる方向に沿って細長い直方体状の一対のヒータバー21,22を備えている。バーヒータ部20は、また、一対のヒータバー21,22を互いに接近させる、又は互いに離間させるための開閉用サーボモータ23を備えている。ヒータバー21,22内には、図示しない発熱手段が埋設されており、昇温されたヒータブロック21,22の対向する表面から輻射熱が発せられて、ヒータブロック21,22間の隙間を通過する帯状包装材Fwの両側縁部Fe,Feを加熱する。開閉サーボモータ23が駆動することによってバーヒータ20が開閉され、これによって、例えば包装材の種類、材質、厚さ等に応じてヒータブロック21,22間の隙間量の調整を容易に行うことができる。
【0031】
バーヒータ20の後流側直後には、圧着ローラ部30が配設されている。圧着ローラ30部は、バーヒータ20によって加熱された帯状包装材Fwの両側縁部Fe,Feを挟み込むように互いに対向させて配置された圧着ローラ31,32を備えている。圧着ローラ部30は、バーヒータ20によって加熱された帯状包装材Fwの両側縁部Fe,Feを圧着ローラ31,32がその周面で挟み込んで圧着することにより、センターヒートシールを施す。曲成された包装材Fwは、センターシールを施すことで筒状包装材Ftに成形される。圧着ローラ部30は駆動手段を備えていないので、圧着ローラ31,32は動力で回転駆動されるものではなく、帯状包装材Fwの両側縁部Fe,Feに圧着されていることにより包装材の送りに追従して回転するのみである。圧着ローラ31,32の周面は、目付のない滑らかな円筒面の形状を有している。圧着ローラ30は、圧着ローラ31,32を互いに接近させる又は互いに離間させるための開閉用サーボモータ33を備えており、開閉用サーボモータ33の駆動により、圧着ローラ31,32の開閉動作が制御され、また圧着ローラ31,32による両側縁部Fe,Feの圧接力の付加に用いられる。
【0032】
圧着ローラ部30の後流側直後に目付ローラ部40が配設されている。目付ローラ部40は、筒状包装材Ftのヒートシールが施された両側縁部分Fe,Feを周面間に挟み込む一対の目付けローラ41,42と、目付けローラ41,42を駆動するための駆動用サーボモータ43とを備えている。目付けローラ41,42は、駆動用サーボモータ43からの駆動力の供給を受けて、互いに逆方向に同期した速度で回転され、包装材を搬送する。目付けローラ41,42の回転速度は、紙引きローラ部10の紙引き用サーボモータ13に出力に同期させることが基本であるが、比率を変えることも可能である。目付けローラ41,42の周表面には、シール目のような周状の溝が形成されていて、間にヒートシールが施された両側縁部分Fe,Feを挟んで互いに噛み合っている。一般的な包装材であれば、シール直後であるので挟圧するだけでシール目が付くが、厚手の包装材のような目が付きにくい場合には、ヒータを内蔵して加熱することも可能である。目付ローラ40の後流側にエンドシーラ7が配設されている。
【0033】
センターシール装置6への異物噛込み検出を開閉用サーボモータ23によって行うことができる。即ち、ヒータバー21,22間の隙間以上の大きさを持つ異物がヒータバー21,22間に進入すると、ヒータバー21,22の隙間が異物によって広げられる。このときのヒータバー21,22の動きは、開閉用サーボモータ23における回転偏移量(出力回転軸の回転に関連付けられたパルス数)又はトルクの変化として検出することができる。これにより、別途変位センサを用意しなくても、開閉用サーボモータ23が示す挙動によって、センターシール装置6への異物噛込み検出を行うことができる。
【0034】
横型包装機1は、包装材と物品Bの送りから包装材による物品Bの包装までの包装動作に合わせて各部を制御するため、紙送りロール3のサーボモータ4、送込みコンベア8を駆動するモータ(図示せず)、紙引きローラ部10の紙引き用サーボモータ13、包装材の移送に応じてヒータバー21,22に開閉動作をさせるための開閉用サーボモータ23、圧着ローラ部30の開閉用サーボモータ33、目付ローラ部40の駆動用サーボモータ43、及びエンドシーラ7の運転をそれぞれ制御する制御装置9を備えている。バーヒータ部20においては、制御装置9は開閉用サーボモータ23の運転を制御することにより、開閉用サーボモータ23の回転出力が運動変換機構(図示せず)によってヒータバー21,22の開閉動作に変換され、ヒータバー21,22間に挟まれた包装材の重ね合わせ部分に、シールのための熱が加えられる。ヒータバー21,22の閉じ動作中にヒータバー21,22間に異物が噛み込まれると、ヒータバー21,22間の隙間が拡大されるので、この隙間が拡大することを検出することによって、制御装置9は、開閉用サーボモータ23における回転偏移量(モータがパルス制御であるためにパルス数)の変化或いはトルクの変動に基づいて、ヒータバー21,22間に異物を噛み込んだことを検出する。
【0035】
制御装置9には、横型包装機1の運転状態(各種設定状態)を記憶する記憶装置50と、横型包装機1の運転状態を設定する操作が可能であると共に当該運転状態を表示可能な操作・表示部51と、後述するLED照明器具の近傍に備わりセンターシールユニットを撮影する撮影装置52と、センターシールユニットの異常時にオペレータにセンターシール装置6における包装材の状態の点検・監視を促す旨の報知を行う報知装置53とが接続されている。制御装置9は、横型包装機1の運転に際して、記憶装置50、操作表示部51、撮影装置52又は報知装置53と個別的に、或いはこれら装置及び部の相互間で情報を遣り取りしている。報知装置53による報知は、例えば、ブザー、メッセージ、警告灯のような一つ又は組み合わせた手段で行うことができる。なお、これら報知の具体的な手段としては、周知のものを用いることができる。
【0036】
図3には、図1に示す横型包装機のセンターシール装置6の部分を拡大して示している。センターシール装置6は、従来のセンターシール装置と同様に、上方にはセンタープレート71が、後方には機械フレーム72がそれぞれ存在し、そして側方については安全カバー54によって囲まれている。安全カバー54は、アクリル板のような透明な樹脂で成形されており、機外からセンターシール装置6内を窺うことができる。安全カバー54には、把手56が取り付けてあり、オペレータが安全カバー54を取付け・取外しをすることができる。或いは、安全カバー54の一側を機枠のフレーム72等に対してヒンジ(図示せず)の回りに、例えば側方又は下方へ回動可能とすることもできる。安全カバー54を取り外す、或いは回動させることで、オペレータがセンターシール装置6内にアクセス可能となっている。なお、安全のため、安全カバー54を動かすと、横型包装機1において、少なくともセンターシール装置6の運転が停止するようになっている。
【0037】
安全カバー54内のスペースにおいて、LED照明器具57が適宜に取り付けられていて、センターシールユニットを照らすことを可能にしている。LED照明器具57を構成するLED照明の素子は、近年、低コスト化が進み、安価に入手可能であって且つ小電力・長寿命で使用可能である。複数のLED素子を列状に並べたアレイとして、又はまとまったスペースに集合させることで、センターシールユニットが配置されている方向を効率良く照らし出すことができる。
【0038】
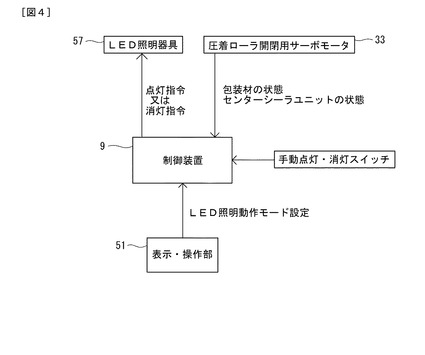
図4は、図1に示す横型包装機における制御装置を中心としたブロック図である。図4に示すように、オペレータは、操作・表示部51において、制御装置9に対して、LED照明器具57の点灯・消灯についての動作モードを設定入力することができる。また、オペレータが、横型包装機の例えば安全カバー54近傍の適宜位置に備わる手動点灯スイッチ又は手動消灯スイッチを操作することで、制御装置9に対して、点灯・消灯制御の入力を行わせることができる。更に、圧着ローラ開閉用サーボモータ33(図1)の作動から、包装材の走行状況等の状態、或いはセンターシールの状態が制御装置9に入力される。これらの入力を受けて、制御装置9は、LED照明器具57の点灯・消灯の制御を行うことができる。
【0039】
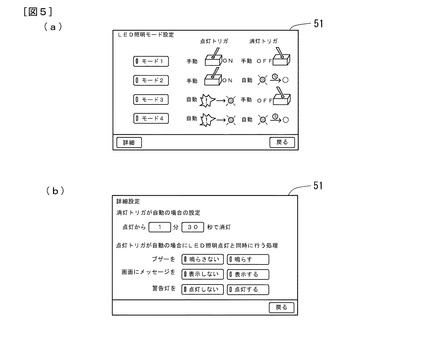
図5は、図1に示す横型包装機に用いられる操作・表示部におけるLED照明の動作モードの設定表示例を示す図である。操作・表示部51は、LED照明器具の点灯・消灯モードの設定画面を表している。操作・表示部51は、メニュー画面等の上位画面からLED照明器具の点灯・消灯モードを選択することで、表示させることができる。操作・表示部51は、操作箇所をタッチすることでアクティブにするタッチパネルで以て、又は操作箇所をカーソルで指示する液晶等の画面で構成することができる。
【0040】
図5の(a)に示すように、操作・表示部51においては、モード(点灯・消灯モード)1〜4が示されており、オペレータがモード1〜モード4のいずれか一つを選択することで、制御装置9においては、点灯・消灯モードが選択されたモードにて設定される。制御装置9は、設定された点灯・消灯モードでLED照明器具の点灯・消灯制御をすることができる。
【0041】
各モード1〜4は、点灯トリガと消灯トリガが手動又は自動であるかの組合せに対応している。モード1は、点灯トリガと消灯トリガがいずれも手動であり、LED照明器具の点灯と消灯とがオペレータの手動操作により行われる手動点灯・手動消灯モードであることを示している。モード2は点灯トリガが手動であり、消灯トリガが自動である、手動点灯・自動消灯モードであることを示している。即ち、LED照明器具の点灯がオペレータの手動操作により行われ、LED照明器具が制御装置により点灯から一定時間経過後に自動で消灯する。モード3は点灯トリガが自動であり、消灯トリガが手動である、自動点灯・手動消灯モードであることを示している。即ち、センターシールユニットの異常(例えば、圧着ローラ開閉用サーボモータ33の作動異常)を把握したことに対応してLED照明器具の点灯が自動的に行われ、LED照明器具の消灯がオペレータの手動操作により行われる。モード4は点灯トリガと消灯トリガがいずれも自動である、自動点灯・自動消灯モードであることを示している。即ち、センターシールユニットの異常(例えば、圧着ローラ開閉用サーボモータ33の作動異常)を把握したことに対応してLED照明器具の点灯が自動的に行われ、LED照明器具が制御装置により点灯から一定時間経過後に自動で消灯する。
【0042】
図5の(a)においては、モード1〜モード5のいずれかのモードをアクティブにすることで、そのモードを選択し、制御装置9において設定することができる。設定後は「戻る」キーを押すことで、上位の画面に戻ることができる。
【0043】
LED照明器具の消灯トリガが自動である場合には、その点灯から消灯までの一定時間を設定することができる。即ち、図5(a)の「詳細」キーを押すことにより、図5の(b)の画面に移行し、詳細設定として、点灯から消灯までの一定時間を「分」と「秒」の単位でそれぞれ設定することができる。また、LED照明器具の点灯トリガが自動の場合にLED照明の点灯と同時に行う処理を選択することができる。ここでは、処理の例として、報知装置53の報知形態であるブザーを鳴らす・鳴らさない、画面にメッセージを表示する・表示しない、或いは警告灯を点灯する・点灯しない、を選択することができる。LED照明の点灯と同時に行う処理については、いずれか一つを選択してもよく、また複数を同時に選択することもできる。点灯時間の設定又は点灯同時処理の選択が終了すると、「戻る」キーを押すことで図5(a)に戻ることができる。
【0044】
操作・表示部51の画面は一例であり、種々の変更や削除・追加が可能である。タッチパネルのように、各項目を選択した時にその表示の色等を変更することもできる。手動の点灯スイッチや消灯スイッチは、操作・表示部51に載せることもできる。
【0045】
この横型製袋包装機は、上記のように構成されているので、LED照明器具57によって照らされた明るい状態でセンターシール装置における包装材の状態を点検・監視することができる。LED照明器具57は、発光部が小さいにもかかわらず、白熱灯よりも発光効率が高く高輝度であり、高寿命・高信頼性・低発熱性であって且つ耐衝撃性も備えているので、センターシールユニットの邪魔になることなく、センターシールユニットを覆う安全カバー54内に設置するのに適している。したがって、従来、安全カバーを通してセンターシールユニットを見ることができるが、センターシールユニットの上部を覆うセンタープレート71等が存在するために安全カバー内は非常に暗い状態であり、充分な監視ができなかったところを、この発明によれば、包装材の状態を目視にてはっきりと点検・監視を行うことができる。詳細には、包装材の両側縁部分の重なりやセンターシールユニットによって挟まれている状態、即ち、両側縁部分の重なりのずれや皺の発生の有無、異物の挟み込みの有無等の、センターシール装置6における包装材の状態を、安全カバー54を閉じることでセンターシール装置6が稼働中であっても、安全カバー54の透明部55越しに、目視にてはっきりと点検・監視を行うことができる。また、包装材の状態のみならず、センターシールユニットそれ自体の外観や作動状態についても、閉じられた安全カバーの透明部越しに、目視にてはっきりと点検・監視を行うことができる。
【符号の説明】
【0046】
1 横型製袋充填包装機 3 紙送りローラ
4 サーボモータ 4a ベルト伝動装置
5 製筒器(フォーマ) 6 センターシール装置
7 エンドシーラ 7a カッタ
8 送込みコンベア 9 制御装置
10 紙引きローラ部 11,12 ローラ
13 紙引き用サーボモータ
20 バーヒータ部 21,22 ヒータバー
23 開閉用サーボモータ
30 圧着ローラ部 31,32 圧着ローラ
33 開閉用サーボモータ
40 目付ローラ部 41,42 目付けローラ
43 駆動用サーボモータ
50 記憶装置 51 操作表示部
52 撮影装置 53 報知装置
54 安全カバー 55 透明部
56 把手 57 LED照明器具
60 横型製袋包装機 61 原反ロール部
62 ガイドロール 63 製筒器(フォーマ)
64 縦シール(センターシール)装置
65 横シール(エンドシール)装置
66 カッタ装置
69a ピンチローラ式の紙送り装置
69b ローラ式の紙送り装置
70 センターシール装置 71 センタープレート
72 機械フレーム 74 安全カバー
76 把手 84 安全カバー
85 透明部 86 把手
Fw 帯状包装材 Ft 筒状包装材
Fe 縁部分 B 包装物 P 袋包装体
【技術分野】
【0001】
この発明は、帯状包装材の両側縁部分をシールして筒状包装材に成形するセンターシールユニットを備えており、当該センターシールユニットを通過する包装材の状態の点検・監視をし易くする横型製袋充填包装機に関する。
【背景技術】
【0002】
従来、連続する包装材から袋を形成し、順次搬送されてくる物品をその袋内に包装して袋包装体を次々に製造する製袋包装機の一つとして横型の製袋充填包装機が知られている。横型製袋充填包装機では、横方向に走行する帯状包装材の両側縁部分をシールして筒状包装材に成形し、その筒状包装材内に包装すべき製品を送り込み、当該製品の前後の位置において筒状包装材にエンドシールを施して、所謂ピロー包装された袋包装体を製造している。
【0003】
図6は横型の製袋包装機の一例を示す斜視図である。横型製袋包装機60においては、原反ロール部61から繰り出された帯状包装材Fwは、幾つかの回転自在なガイドロール62で案内されて、横置きの態様に配置された製筒器(フォーマ)63に送り込まれ、製筒器63において略筒状に曲成された後、重ね合わされた両側縁部に縦シール(センターシール)装置64によって縦シールが施されて筒状包装材Ftに成形される。横方向に搬送されてくる包装物Bが製筒器63において筒状包装材Ftの内部に順次送り込まれ、包装物Bを筒状包装材Ftの送り方向の前後に挟む位置で筒状包装材はその横切る方向に横シール(エンドシール)装置65によって横シールが施されるとともに、例えば横シール装置65に組み込まれたカッタ装置66によって当該横シール位置に合わせて筒状包装材をカットすることで、内部に包装物Bが充填された袋包装体Pが製造される。製筒器63の送り方向前後の位置には、帯状包装材Fwを挟んで送るピンチローラ式の紙送り装置69aと、筒状包装材Ftの重ね合わされた縁部を挟んで送るローラ式の紙送り装置69bが設けられている。
【0004】
製袋包装機は、動作方式の観点からすれば、包装材を袋1個分繰り出した後、包装材の送りを一定時間停止し、該停止中に、縦シール、包装物の充填・送り込み、横シール及びカットを行う間欠動作式と、包装材の送りを停止させることなく連続して行い、包装材の送りに同期して、縦シール、包装物の充填、横シール及びカットを行う連続動作式に区分される。また、製袋包装機は、筒状に成形された包装材の送り方向によって、垂直方向に送る縦型製袋充填包装機と、水平方向に送る横型製袋包装機(図6に示した)とに区分される。
【0005】
ところで、横型製袋充填包装機のセンターシール装置は、ヒータとモータを内蔵し、自ら回転し包装材の搬送を行うと共に加熱と加圧を同時に行い包装材にセンターシールを施すセンターシールローラ方式と、包装材の搬送には寄与せず、センターシールのみを行うバーヒータと圧接ローラによる方式がある。
【0006】
センターシールローラ方式は、内蔵したヒータにより加熱された一対の金属製ローラが包装材の縁部を扶持し、当該一対の金属製ローラがサーボモータにより包装材の搬送速度に同期して互いに逆方向に回転することで、包装材の縁部を挟みながらその搬送を行うと共に当該縁部に対して加熱と加圧を同時に行ってセンターシールを施す方式である。センターシールローラは、包装材のセンターシール予定部分に対して近接離間を自在とする開閉機構を備えており、開閉機構により、包装材の搬送が行われているときは包装材のセンターシール予定部分を挟み込んでセンターシールを施し、包装材の搬送が停止しているときは、包装材を溶融させないように包装材に対して離反するように制御される。センターシールローラの開閉駆動には別途のサーボモータが用いられる。これらのサーボモータの高い制御性は、制御装置が包装材による異物の噛み込み、包装材の継ぎテープ部分の通過、包装材のしわの発生、或いはセンターシールローラからの離脱のような、センターシール装置における包装材の状態の通常でない状態(以下、「非通常状態」という)を把握することにも利用される。
【0007】
バーヒータと圧接ローラによる方式は、一定の隙間を持つ一対のバーヒータが包装材に非接触で加熱し、下流に位置する圧接ローラが加熱された部分を扶持し加圧することで包装材にセンターシールを施す方式である。バーヒータと圧接ローラは、それぞれ独立した開閉機構を備えており、サーボモータにより開閉される。制御装置は、これらのサーボモータの高い制御性を利用して、上記したセンターシール部における包装材の非通常状態を検出・把握することにも利用される。
【0008】
以上のように、横型製袋充填包装機の制御装置は、センターシール装置における包装材の非通常状態を検出する機能を備えており、当該包装材の非通常状態を検出した場合には、機械を警報停止させて点検を促す、或いは機械を停止させずに不良部位を自動排出してセンターシール装置における包装材の点検・監視を促す警告メッセージの表示を行う、というような対応を取ることを可能にしている。
【0009】
横型製袋充填包装機においては、図7に示すように、センターシール装置70は、上方についてはセンタープレート71によって覆われ、後方については機械フレーム72が存在し、そして側方については安全カバー74に囲まれている。安全カバー74には把手76が取り付けられており、オペレータは把手76を掴んで安全カバー74を取り除く又はヒンジ回りに回動する等して、センターシール装置70の内部を点検・監視することができる。したがって、これらプレート71、フレーム72及び安全カバー74が存在しているために、機械稼働中においては、機械外部からセンターシール装置70の動作状況を窺い知ることが困難である。なお、安全カバー74を開けると、少なくともセンターシール装置70は停止するように設定されている。一方、図8に示すように、安全カバー84をアクリル板のような透明な樹脂板にて製作することで安全カバー84を透明化し、内部の監視を可能にする技術(例えば、特許文献1)が提案されており、機械動作中であっても、機械のオペレータがセンターシール装置70により包装材の非通常状態を感知したときには、安全カバー84の透明部85越しにセンターシール装置70の点検・監視と当該センターシール装置70における包装材の状態の点検・監視とができ、一定程度の解決を見ている。なお、オペレータが把手86を掴んで安全カバー84を開けると、図7の場合と同様に、少なくともセンターシール装置70は停止するように設定されている。
【0010】
しかしながら、上記の提案では、センターシール装置は安全カバー以外の周囲において囲まれているため、包装機内部が暗く、大凡の状況しか点検・監視ができないという難点がある。機械内部を照らす照明装置を搭載するには配置位置と照らし方向とを適正に定める必要があるが、センターシール装置内には照明装置設置用のスペースが限られている。また、機械の振動に対する対策が必要となり、更に、必要な明るさを確保するには照明装置の消費電力が大きくなり、照明器具の発する熱の影響も無視できないものがある。よって、機械内部に照明器具を搭載することは従来、現実的ではなかった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】意匠登録第1411248号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
近年、耐振性を備え小型で設置スペースを必要としない、LED照明器臭が普及し始めている。LED照明器具は小型であり、且つ発光部分が固体素子によって構成されているので、耐振性を備えており、発熱も少ないという特徴を備えている。
【0013】
そこで、横型製袋充填包装機において、発熱が少なく耐振性を備え小型で設置スペースを必要としないLED照明器具をセンターシール装置に設置し、センターシール装置における包装材の状態を点検・監視する必要が生じたときに、LED照明器具を点灯することにより、機械停止中はもとより機械稼働中であっても、安全カバー越しに、センターシール装置における包装材の両側縁部の重なり状態や走行状態を含む包装材の状態や挙動を明瞭に点検・監視できる機能を備えた横型製袋充填包装機が望まれている。
【課題を解決するための手段】
【0014】
上記の課題を解決するため、この発明による横型製袋充填包装機は、製品包装用の帯状包装材を送る紙送り装置、前記製品を供給する製品供給装置、前記帯状包装材を略筒状に曲成する製筒器、略筒状に曲成された前記帯状包装材をその両側縁部分でシールして筒状包装材に成形するセンターシールユニットと前記センターシールユニットを覆う安全カバーとを有するセンターシール装置、前記製品供給装置によって前記筒状包装材の内部に供給された前記製品の前後位置で前記筒状包装材にエンドシールを施すエンドシール装置、及び少なくとも前記センターシール装置の作動を制御する制御装置、を備えた横型製袋充填包装機において、前記センターシール装置は前記安全カバーの内部に配設されて前記センターシールユニットを照らすLED照明器具を有しており、前記安全カバーは前記LED照明器具によって照らされた前記センターシールユニットを機外から見通す部分に透明部を有しており、前記センターシール装置における前記包装材の状態を前記LED照明器具で照明された状態で前記安全カバーの前記透明部を通して点検・監視する機能が備わっていること、を特徴としている。
【0015】
この横型製袋充填包装機によれば、帯状包装材からセンターシール装置による筒状包装材への成形、筒状包装材の内部への製品の送り込み、及びエンドシールによる袋包装体それ自体の製造については、従来の工程に従って実行される。センターシール装置は、センターシールユニットとそれを覆う安全カバーとを有しているとともに、更に安全カバーの内部に配設されてセンターシールユニットを照らすLED照明器具を有しており、そして、安全カバーは、LED照明器具によって照らされたセンターシールユニットを機外から見通す部分に透明部を有している。したがって、この横型製袋充填包装機は、センターシール装置における包装材の状態を、LED照明器具で照明された状態で安全カバーの透明部を通して点検・監視する機能を備えている。こうした機能により、横型製袋充填包装機のオペレータは、センターシール装置における包装材の状態、具体的にはセンターシールユニットを通過する包装材の状態を、安全カバーをセンターシール装置から外すことなく、機械停止中はもとより機械稼働中であっても、機外から安全カバーの透明部を通して、LED照明器具で照明された状態で点検・監視することができる。また、センターシール装置における包装材の状態のみならず、前記センターシールユニットの状態及び動作についても、LED照明器具で照明された状態で安全カバーの透明部を通して点検・監視をすることができる。
【0016】
この横型製袋充填包装機において、前記制御装置は、前記LED照明器具の点灯・消灯モードとして、オペレータの操作によって選択される前記LED照明器具の手動点灯・手動消灯モードを備えることができる。LED照明器具の点灯・消灯モードとして手動点灯・手動消灯モードを備えているので、オペレータがその操作によって手動点灯モードを選択すると、消灯していたLED照明器具を点灯させることができ、点灯している限りその時間、センターシール装置における包装材の状態を点検・監視することができる。センターシール装置における包装材の状態を点検・監視が終了すれば、オペレータがその操作によって手動消灯モードを選択することで、点灯していたLED照明器具を消灯させることができる。
【0017】
この横型製袋充填包装機において、前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記LED照明器具の点灯がオペレータの操作により行われ、前記LED照明器具の消灯が前記制御装置により点灯から一定時間経過後に自動で消灯する前記LED照明器具の手動点灯・自動消灯モードを備えることができる。LED照明器具の点灯・消灯モードとして、手動点灯・自動消灯モードを備えているので、オペレータの操作により手動点灯モードを選択すると、消灯していたLED照明器具を点灯させることができる。点灯後は自動消灯モードが作動し、LED照明器具は点灯から一定時間経過後に自動で消灯するので、消灯するまでの一定時間、センターシール装置における包装材の状態を点検・監視することができる。
【0018】
この横型製袋充填包装機において、前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記センターシールユニットの異常を把握したことに対応して前記LED照明器具の点灯を自動的に行い、前記LED照明器具の消灯がオペレータの換作により行われる前記LED照明器具の自動点灯・手動消灯モードを備えることができる。LED照明器具の点灯・消灯モードとして自動点灯・手動消灯モードを備えているので、制御装置がセンターシールユニットの異常を把握することに応じてLED照明器具が自動点灯モードで点灯し、点灯している限りその時間、センターシール装置における包装材の状態を点検・監視することができる。包装材の状態の点検・監視が終了すれば、点灯していたLED照明器具をオペレータの換作により手動で消灯させることができる。
【0019】
この横型製袋充填包装機において、前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記センターシールユニットの異常を把握したことに対応して前記LED照明器具の点灯を自動的に行い、且つ前記LED照明器具の点灯から一定時間経過後に自動で消灯する前記LED照明器具の自動点灯・自動消灯モードを備えることができる。LED照明器具の点灯・消灯モードとして自動点灯・自動消灯モードを備えているので、制御装置がセンターシールユニットの異常を把握したことに対応してLED照明器具の点灯が自動的モードで行われ、点灯後は自動消灯モードが作動し、LED照明器具は点灯から一定時間経過後に自動で消灯する。消灯するまでの一定時間、センターシール装置における包装材の状態を点検・監視することができる。
【0020】
前記横型製袋充填包装機は、前記制御装置が前記LED照明器具の点灯と消灯とについての指令を与えるための前記LED照明器具に関する設定を行う操作・表示部を備えることができる。この横型製袋充填包装機において備わる操作・表示部は、LED照明器具に関する設定を行うことができ、制御装置は、この設定に基づいてLED照明器具の点灯と消灯とについての指令を与えることができる。また、自動消灯モードでLED照明器具を一定時間、点灯させているこの横型製袋充填包装機においては、前記LED照明器具の消灯モードが自動消灯モードである場合に、前記LED照明器具の点灯から自動で消灯をするまでの前記一定時間の長さを前記操作・表示部において設定可能である。自動消灯モードで、LED照明器具を点灯している一定時間の長さを設定により可変としているので、センターシール装置における包装材の状態を点検・監視できるLED照明器具の点灯時間を、設定によって変更することができる。
【0021】
この横型製袋充填包装機において、前記制御装置が前記センターシールユニットの異常を把握したことに対応して、オペレータに前記センターシール装置における前記包装材の状態の点検・監視を促す旨の報知を行う報知装置を備えることができる。また、前記LED照明器具の点灯モードが自動点灯モードである場合に、前記制御装置は、前記LED照明器具の点灯と同時に前記報知装置に前記センターシール装置における前記包装材の状態の点検・監視を促す旨の報知を行わせることができる。
【0022】
この横型製袋充填包装機において、前記操作・表示部において、前記LED照明器具の手動点灯又は自動点灯、及び手動消灯又は自動消灯の組合せの中から一つの点灯・消灯モードを選択設定可能であり、選択されたモードが記憶装置に記憶され、且つ前記制御装置は記憶された選択モードにて前記LED照明器具の点灯及び消灯を制御することができる。操作・表示部にはLED照明器具の点灯・消灯モードが選択設定可能に表示されるので、オペレータは操作表示部に表示された点灯・消灯モードを選択してLED照明器具の点灯・消灯を行わせることができる。
【0023】
この横型製袋充填包装機において、横型製袋充填包装機は前記LED照明器具の近傍に前記センターシールユニットとその近傍を撮影する撮影装置を備えており、前記制御装置は、前記LED照明器具の点灯時に前記撮影装置が撮影を開始した前記センターシールユニットとその近傍の画像を記録し、前記操作・表示部に前記画像を送信して前記操作・表示部にて前記センターシールユニットとその近傍のモニタを可能にすることができる。即ち、横型製袋充填包装機はLED照明器具の近傍にセンターシールユニットとその近傍を撮影する撮影装置を備えており、LED照明器具の点灯時に撮影装置が撮影を開始させることで、センターシールユニットとその近傍の画像を記録することができる。更に、操作表示装置に画像を送信するので、操作表示装置にてセンターシールユニットとその近傍のモニタをすることができる。
【発明の効果】
【0024】
この発明による横型製袋充填包装機は、上記のように構成されているので、LED照明器具によって照らされた明るい状態でセンターシール装置における包装材の状態を点検・監視することができる。LED照明器具は、発光部が小さいにもかかわらず、白熱灯よりも発光効率が高く高輝度であり、高寿命・高信頼性・低発熱性であって且つ耐衝撃性も備えているので、センターシールユニットを覆う安全カバー内に設置するのに適している。したがって、従来、安全カバーを通してセンターシールユニットを見ることができるが、安全カバー内はセンターシールユニットの上部を覆う搬送板材(製品及び筒状包装材の本体を支える板材)が存在するために非常に暗い状態であり、充分な監視ができなかったところを、この発明によれば、曲成された包装材の両側縁部分の重なりやセンターシールユニットによって挟まれている状態、即ち、両側縁部分の重なりのずれや皺の発生の有無、異物の挟み込みの有無等の包装材の状態を点検・監視を行うことができる。また、この横型製袋充填包装機によれば、センターシール装置における包装材の状態のみならず、センターシールユニットそれ自体の外観や作動状態についても、安全カバーの透明部越しに、点検・監視を行うことができる。
【図面の簡単な説明】
【0025】
【図1】図1は、本発明による横型製袋充填包装機の一実施例を示す側面図である。
【図2】図2は、図1に示す横型製袋充填包装機の平面図である。
【図3】図3は、図1に示すセンターシール装置の一例を示す斜視図である。
【図4】図4は、図1に示す横型製袋充填包装機における制御装置を中心としたブロック図である。
【図5】図5は、図1に示す横型製袋充填包装機における操作・表示部の一例を示す図である。
【図6】図6は、従来の横型製袋充填包装機の一例を示す斜視図である。
【図7】図7は、図6に示す横型製袋充填包装機のセンターシール装置を拡大して示す斜視図である。
【図8】図8は、図6に示す横型製袋充填包装機のセンターシール装置の別の例を拡大して示す斜視図である。
【発明を実施するための形態】
【0026】
以下、添付した図面に基づいて、この発明による横型製袋充填包装機(以下、特にことわらない限り、「横型包装機」と略す。)の実施例を説明する。図1に示す横型包装機それ自体の構成は、センターシール装置の具体的な構造を除いて図6に示す従来の横型包装機を用いることができるので、一部の構成要素には図6に用いた符号と同じ符号を用いることで、再度の説明を省略する。
【0027】
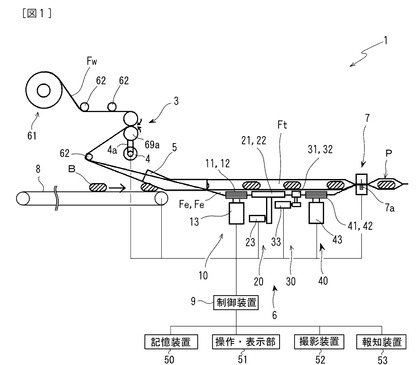
図1及び図2に示す横型包装機1は、包装材(包装フィルム)の上流側において、帯状包装材Fwを巻き取ったフィルムロールを回転可能に装填・支持されるフィルム供給源としての原反ロール部61と、原反ロール部61のフィルムロールから帯状包装材Fwを繰り出す紙送りローラ3とを備えている。紙送りローラ3は、帯状包装材Fwを挟み込んで送り出す駆動側ローラ69aとそれに対向する従動側ローラを備えており、紙送りローラ3の駆動側ロール69aは、サーボモータ4によってベルト伝動装置4aのような適宜の伝動機構を介して駆動される。紙送りローラ3から繰り出された帯状包装材Fwは、製筒器5(フォーマ、図6の製筒器63に相当)によって、側縁部分を互いに引き寄せて略筒状になるまで曲成される。
【0028】
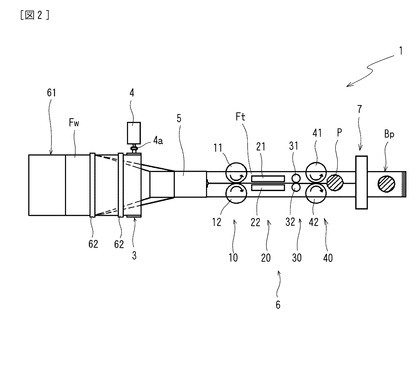
製筒器5を通過する際に略筒状に曲成された帯状包装材Fwは、製筒器5を通過した後、センターシール装置6を通過し、その際に重ね合わされた両側縁部分にセンターシールを施すことにより、筒状包装材Ftに成形される。センターシール装置6において、センターシールが施された筒状包装材Ftは、エンドシーラ7により製品間においてエンドシールが施されることで袋包装体(ピロー包装体)Pが製造される。エンドシーラ7(図6の横シール(エンドシール)装置65に相当)には、エンドシールされた領域において、包装材を切断してピロー包装体Pを個々に分離するカッタ7a(図6のカッタ装置66に相当)を組み込むことができる。横型包装機1においては、製筒器5によって曲成された帯状包装材Fw内に製品Bを送り込むため、送込みコンベア8が組み合わされる。
【0029】
センターシール装置6は、図示の例では、包装材の送り上流側から紙引きローラ部10、加熱用のバーヒータ部20、圧着ローラ部30及び目付ローラ部40から成るセンターシールユニットを備えており、更にセンターシールユニットを安全カバー(図3参照)で覆っている。紙引きローラ部10は、略筒状に曲成された帯状包装材Fwの重ねられた両側縁部分Fe,Feを周面間に挟み込む一対のローラ11,12を備えている。ローラ11,12は、紙引き用サーボモータ13からの駆動力の供給を受けて、互いに逆方向に同期した速度で回転される。したがって、帯状包装材Fwは、その両側縁部Fe,Feがローラ11,12の周面間に挟み込まれて、紙引きローラ部10の後流側の直後に配設されている加熱用のバーヒータ部20に送られる。
【0030】
加熱用のバーヒータ部20は、帯状包装材Fwの両側縁部Fe,Feが間を通過するように、両側縁部Fe,Feが送られる方向に沿って細長い直方体状の一対のヒータバー21,22を備えている。バーヒータ部20は、また、一対のヒータバー21,22を互いに接近させる、又は互いに離間させるための開閉用サーボモータ23を備えている。ヒータバー21,22内には、図示しない発熱手段が埋設されており、昇温されたヒータブロック21,22の対向する表面から輻射熱が発せられて、ヒータブロック21,22間の隙間を通過する帯状包装材Fwの両側縁部Fe,Feを加熱する。開閉サーボモータ23が駆動することによってバーヒータ20が開閉され、これによって、例えば包装材の種類、材質、厚さ等に応じてヒータブロック21,22間の隙間量の調整を容易に行うことができる。
【0031】
バーヒータ20の後流側直後には、圧着ローラ部30が配設されている。圧着ローラ30部は、バーヒータ20によって加熱された帯状包装材Fwの両側縁部Fe,Feを挟み込むように互いに対向させて配置された圧着ローラ31,32を備えている。圧着ローラ部30は、バーヒータ20によって加熱された帯状包装材Fwの両側縁部Fe,Feを圧着ローラ31,32がその周面で挟み込んで圧着することにより、センターヒートシールを施す。曲成された包装材Fwは、センターシールを施すことで筒状包装材Ftに成形される。圧着ローラ部30は駆動手段を備えていないので、圧着ローラ31,32は動力で回転駆動されるものではなく、帯状包装材Fwの両側縁部Fe,Feに圧着されていることにより包装材の送りに追従して回転するのみである。圧着ローラ31,32の周面は、目付のない滑らかな円筒面の形状を有している。圧着ローラ30は、圧着ローラ31,32を互いに接近させる又は互いに離間させるための開閉用サーボモータ33を備えており、開閉用サーボモータ33の駆動により、圧着ローラ31,32の開閉動作が制御され、また圧着ローラ31,32による両側縁部Fe,Feの圧接力の付加に用いられる。
【0032】
圧着ローラ部30の後流側直後に目付ローラ部40が配設されている。目付ローラ部40は、筒状包装材Ftのヒートシールが施された両側縁部分Fe,Feを周面間に挟み込む一対の目付けローラ41,42と、目付けローラ41,42を駆動するための駆動用サーボモータ43とを備えている。目付けローラ41,42は、駆動用サーボモータ43からの駆動力の供給を受けて、互いに逆方向に同期した速度で回転され、包装材を搬送する。目付けローラ41,42の回転速度は、紙引きローラ部10の紙引き用サーボモータ13に出力に同期させることが基本であるが、比率を変えることも可能である。目付けローラ41,42の周表面には、シール目のような周状の溝が形成されていて、間にヒートシールが施された両側縁部分Fe,Feを挟んで互いに噛み合っている。一般的な包装材であれば、シール直後であるので挟圧するだけでシール目が付くが、厚手の包装材のような目が付きにくい場合には、ヒータを内蔵して加熱することも可能である。目付ローラ40の後流側にエンドシーラ7が配設されている。
【0033】
センターシール装置6への異物噛込み検出を開閉用サーボモータ23によって行うことができる。即ち、ヒータバー21,22間の隙間以上の大きさを持つ異物がヒータバー21,22間に進入すると、ヒータバー21,22の隙間が異物によって広げられる。このときのヒータバー21,22の動きは、開閉用サーボモータ23における回転偏移量(出力回転軸の回転に関連付けられたパルス数)又はトルクの変化として検出することができる。これにより、別途変位センサを用意しなくても、開閉用サーボモータ23が示す挙動によって、センターシール装置6への異物噛込み検出を行うことができる。
【0034】
横型包装機1は、包装材と物品Bの送りから包装材による物品Bの包装までの包装動作に合わせて各部を制御するため、紙送りロール3のサーボモータ4、送込みコンベア8を駆動するモータ(図示せず)、紙引きローラ部10の紙引き用サーボモータ13、包装材の移送に応じてヒータバー21,22に開閉動作をさせるための開閉用サーボモータ23、圧着ローラ部30の開閉用サーボモータ33、目付ローラ部40の駆動用サーボモータ43、及びエンドシーラ7の運転をそれぞれ制御する制御装置9を備えている。バーヒータ部20においては、制御装置9は開閉用サーボモータ23の運転を制御することにより、開閉用サーボモータ23の回転出力が運動変換機構(図示せず)によってヒータバー21,22の開閉動作に変換され、ヒータバー21,22間に挟まれた包装材の重ね合わせ部分に、シールのための熱が加えられる。ヒータバー21,22の閉じ動作中にヒータバー21,22間に異物が噛み込まれると、ヒータバー21,22間の隙間が拡大されるので、この隙間が拡大することを検出することによって、制御装置9は、開閉用サーボモータ23における回転偏移量(モータがパルス制御であるためにパルス数)の変化或いはトルクの変動に基づいて、ヒータバー21,22間に異物を噛み込んだことを検出する。
【0035】
制御装置9には、横型包装機1の運転状態(各種設定状態)を記憶する記憶装置50と、横型包装機1の運転状態を設定する操作が可能であると共に当該運転状態を表示可能な操作・表示部51と、後述するLED照明器具の近傍に備わりセンターシールユニットを撮影する撮影装置52と、センターシールユニットの異常時にオペレータにセンターシール装置6における包装材の状態の点検・監視を促す旨の報知を行う報知装置53とが接続されている。制御装置9は、横型包装機1の運転に際して、記憶装置50、操作表示部51、撮影装置52又は報知装置53と個別的に、或いはこれら装置及び部の相互間で情報を遣り取りしている。報知装置53による報知は、例えば、ブザー、メッセージ、警告灯のような一つ又は組み合わせた手段で行うことができる。なお、これら報知の具体的な手段としては、周知のものを用いることができる。
【0036】
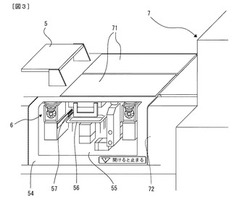
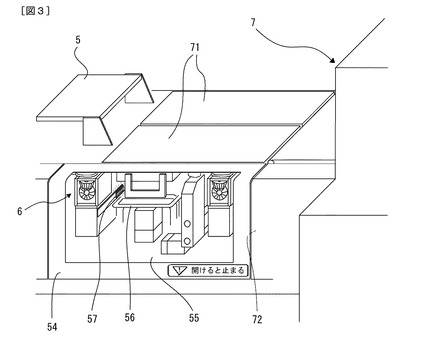
図3には、図1に示す横型包装機のセンターシール装置6の部分を拡大して示している。センターシール装置6は、従来のセンターシール装置と同様に、上方にはセンタープレート71が、後方には機械フレーム72がそれぞれ存在し、そして側方については安全カバー54によって囲まれている。安全カバー54は、アクリル板のような透明な樹脂で成形されており、機外からセンターシール装置6内を窺うことができる。安全カバー54には、把手56が取り付けてあり、オペレータが安全カバー54を取付け・取外しをすることができる。或いは、安全カバー54の一側を機枠のフレーム72等に対してヒンジ(図示せず)の回りに、例えば側方又は下方へ回動可能とすることもできる。安全カバー54を取り外す、或いは回動させることで、オペレータがセンターシール装置6内にアクセス可能となっている。なお、安全のため、安全カバー54を動かすと、横型包装機1において、少なくともセンターシール装置6の運転が停止するようになっている。
【0037】
安全カバー54内のスペースにおいて、LED照明器具57が適宜に取り付けられていて、センターシールユニットを照らすことを可能にしている。LED照明器具57を構成するLED照明の素子は、近年、低コスト化が進み、安価に入手可能であって且つ小電力・長寿命で使用可能である。複数のLED素子を列状に並べたアレイとして、又はまとまったスペースに集合させることで、センターシールユニットが配置されている方向を効率良く照らし出すことができる。
【0038】
図4は、図1に示す横型包装機における制御装置を中心としたブロック図である。図4に示すように、オペレータは、操作・表示部51において、制御装置9に対して、LED照明器具57の点灯・消灯についての動作モードを設定入力することができる。また、オペレータが、横型包装機の例えば安全カバー54近傍の適宜位置に備わる手動点灯スイッチ又は手動消灯スイッチを操作することで、制御装置9に対して、点灯・消灯制御の入力を行わせることができる。更に、圧着ローラ開閉用サーボモータ33(図1)の作動から、包装材の走行状況等の状態、或いはセンターシールの状態が制御装置9に入力される。これらの入力を受けて、制御装置9は、LED照明器具57の点灯・消灯の制御を行うことができる。
【0039】
図5は、図1に示す横型包装機に用いられる操作・表示部におけるLED照明の動作モードの設定表示例を示す図である。操作・表示部51は、LED照明器具の点灯・消灯モードの設定画面を表している。操作・表示部51は、メニュー画面等の上位画面からLED照明器具の点灯・消灯モードを選択することで、表示させることができる。操作・表示部51は、操作箇所をタッチすることでアクティブにするタッチパネルで以て、又は操作箇所をカーソルで指示する液晶等の画面で構成することができる。
【0040】
図5の(a)に示すように、操作・表示部51においては、モード(点灯・消灯モード)1〜4が示されており、オペレータがモード1〜モード4のいずれか一つを選択することで、制御装置9においては、点灯・消灯モードが選択されたモードにて設定される。制御装置9は、設定された点灯・消灯モードでLED照明器具の点灯・消灯制御をすることができる。
【0041】
各モード1〜4は、点灯トリガと消灯トリガが手動又は自動であるかの組合せに対応している。モード1は、点灯トリガと消灯トリガがいずれも手動であり、LED照明器具の点灯と消灯とがオペレータの手動操作により行われる手動点灯・手動消灯モードであることを示している。モード2は点灯トリガが手動であり、消灯トリガが自動である、手動点灯・自動消灯モードであることを示している。即ち、LED照明器具の点灯がオペレータの手動操作により行われ、LED照明器具が制御装置により点灯から一定時間経過後に自動で消灯する。モード3は点灯トリガが自動であり、消灯トリガが手動である、自動点灯・手動消灯モードであることを示している。即ち、センターシールユニットの異常(例えば、圧着ローラ開閉用サーボモータ33の作動異常)を把握したことに対応してLED照明器具の点灯が自動的に行われ、LED照明器具の消灯がオペレータの手動操作により行われる。モード4は点灯トリガと消灯トリガがいずれも自動である、自動点灯・自動消灯モードであることを示している。即ち、センターシールユニットの異常(例えば、圧着ローラ開閉用サーボモータ33の作動異常)を把握したことに対応してLED照明器具の点灯が自動的に行われ、LED照明器具が制御装置により点灯から一定時間経過後に自動で消灯する。
【0042】
図5の(a)においては、モード1〜モード5のいずれかのモードをアクティブにすることで、そのモードを選択し、制御装置9において設定することができる。設定後は「戻る」キーを押すことで、上位の画面に戻ることができる。
【0043】
LED照明器具の消灯トリガが自動である場合には、その点灯から消灯までの一定時間を設定することができる。即ち、図5(a)の「詳細」キーを押すことにより、図5の(b)の画面に移行し、詳細設定として、点灯から消灯までの一定時間を「分」と「秒」の単位でそれぞれ設定することができる。また、LED照明器具の点灯トリガが自動の場合にLED照明の点灯と同時に行う処理を選択することができる。ここでは、処理の例として、報知装置53の報知形態であるブザーを鳴らす・鳴らさない、画面にメッセージを表示する・表示しない、或いは警告灯を点灯する・点灯しない、を選択することができる。LED照明の点灯と同時に行う処理については、いずれか一つを選択してもよく、また複数を同時に選択することもできる。点灯時間の設定又は点灯同時処理の選択が終了すると、「戻る」キーを押すことで図5(a)に戻ることができる。
【0044】
操作・表示部51の画面は一例であり、種々の変更や削除・追加が可能である。タッチパネルのように、各項目を選択した時にその表示の色等を変更することもできる。手動の点灯スイッチや消灯スイッチは、操作・表示部51に載せることもできる。
【0045】
この横型製袋包装機は、上記のように構成されているので、LED照明器具57によって照らされた明るい状態でセンターシール装置における包装材の状態を点検・監視することができる。LED照明器具57は、発光部が小さいにもかかわらず、白熱灯よりも発光効率が高く高輝度であり、高寿命・高信頼性・低発熱性であって且つ耐衝撃性も備えているので、センターシールユニットの邪魔になることなく、センターシールユニットを覆う安全カバー54内に設置するのに適している。したがって、従来、安全カバーを通してセンターシールユニットを見ることができるが、センターシールユニットの上部を覆うセンタープレート71等が存在するために安全カバー内は非常に暗い状態であり、充分な監視ができなかったところを、この発明によれば、包装材の状態を目視にてはっきりと点検・監視を行うことができる。詳細には、包装材の両側縁部分の重なりやセンターシールユニットによって挟まれている状態、即ち、両側縁部分の重なりのずれや皺の発生の有無、異物の挟み込みの有無等の、センターシール装置6における包装材の状態を、安全カバー54を閉じることでセンターシール装置6が稼働中であっても、安全カバー54の透明部55越しに、目視にてはっきりと点検・監視を行うことができる。また、包装材の状態のみならず、センターシールユニットそれ自体の外観や作動状態についても、閉じられた安全カバーの透明部越しに、目視にてはっきりと点検・監視を行うことができる。
【符号の説明】
【0046】
1 横型製袋充填包装機 3 紙送りローラ
4 サーボモータ 4a ベルト伝動装置
5 製筒器(フォーマ) 6 センターシール装置
7 エンドシーラ 7a カッタ
8 送込みコンベア 9 制御装置
10 紙引きローラ部 11,12 ローラ
13 紙引き用サーボモータ
20 バーヒータ部 21,22 ヒータバー
23 開閉用サーボモータ
30 圧着ローラ部 31,32 圧着ローラ
33 開閉用サーボモータ
40 目付ローラ部 41,42 目付けローラ
43 駆動用サーボモータ
50 記憶装置 51 操作表示部
52 撮影装置 53 報知装置
54 安全カバー 55 透明部
56 把手 57 LED照明器具
60 横型製袋包装機 61 原反ロール部
62 ガイドロール 63 製筒器(フォーマ)
64 縦シール(センターシール)装置
65 横シール(エンドシール)装置
66 カッタ装置
69a ピンチローラ式の紙送り装置
69b ローラ式の紙送り装置
70 センターシール装置 71 センタープレート
72 機械フレーム 74 安全カバー
76 把手 84 安全カバー
85 透明部 86 把手
Fw 帯状包装材 Ft 筒状包装材
Fe 縁部分 B 包装物 P 袋包装体
【特許請求の範囲】
【請求項1】
製品包装用の帯状包装材を送る紙送り装置、前記製品を供給する製品供給装置、前記帯状包装材を略筒状に曲成する製筒器、略筒状に曲成された前記帯状包装材をその両側縁部分でシールして筒状包装材に成形するセンターシールユニットと前記センターシールユニットを覆う安全カバーとを有するセンターシール装置、前記製品供給装置によって前記筒状包装材の内部に供給された前記製品の前後位置で前記筒状包装材にエンドシールを施すエンドシール装置、及び少なくとも前記センターシール装置の作動を制御する制御装置、を備えた横型製袋充填包装機において、
前記センターシール装置は前記安全カバーの内部に配設されて前記センターシールユニットを照らすLED照明器具を有しており、
前記安全カバーは前記LED照明器具によって照らされた前記センターシールユニットを機外から見通す部分に透明部を有しており、
前記センターシール装置における前記包装材の状態を前記LED照明器具で照明された状態で前記安全カバーの前記透明部を通して点検・監視する機能が備わっていること、
を特徴とする横型製袋充填包装機。
【請求項2】
前記制御装置は、前記LED照明器具の点灯・消灯モードとして、オペレータの操作によって選択される前記LED照明器具の手動点灯・手動消灯モードを備えていること、を特徴とする請求項1に記載の横型製袋充填包装機。
【請求項3】
前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記LED照明器具の点灯がオペレータの操作により行われ、前記LED照明器具の消灯が前記制御装置により点灯から一定時間経過後に自動で消灯する前記LED照明器具の手動点灯・自動消灯モードを備えること、を特徴とする請求項1に記載の横型製袋充填包装機。
【請求項4】
前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記センターシールユニットの異常を把握したことに対応して前記LED照明器具の点灯を自動的に行い、前記LED照明器具の消灯がオペレータの換作により行われる前記LED照明器具の自動点灯・手動消灯モードを備えること、を特徴とする請求項1に記載の横型製袋充填包装機。
【請求項5】
前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記センターシールユニットの異常を把握したことに対応して前記LED照明器具の点灯を自動的に行い、且つ前記LED照明器具の点灯から一定時間経過後に自動で消灯する前記LED照明器具の自動点灯・自動消灯モードを備えること、を特徴とする請求項1に記載の横型製袋充填包装機。
【請求項6】
前記横型製袋充填包装機は、前記制御装置が前記LED照明器具の点灯と消灯とについての指令を与えるための前記LED照明器具に関する設定を行う操作・表示部を備えていること、を特徴とする請求項1〜5のいずれか一項に記載の横型製袋充填包装機。
【請求項7】
前記LED照明器具の消灯モードが自動消灯モードである場合に、前記LED照明器具の点灯から自動で消灯をするまでの前記一定時間の長さが、前記操作・表示部において設定可能であること、を特徴とする請求項6に記載の横型製袋充填包装機。
【請求項8】
前記横型製袋充填包装機は、前記制御装置が前記センターシールユニットの異常を把握したことに対応して、オペレータに前記センターシール装置における前記包装材の状態の点検・監視を促す旨の報知を行う報知装置を備えていること、を特徴とする請求項1〜5のいずれか一項に記載の横型製袋充填包装機。
【請求項9】
前記LED照明器具の点灯モードが自動点灯モードである場合に、前記制御装置は、前記LED照明器具の点灯と同時に前記報知装置に前記センターシール装置における前記包装材の状態の点検・監視を促す旨の報知を行わせること、を特徴とする請求項8に記載の横型製袋充填包装機。
【請求項10】
前記操作・表示部において、前記LED照明器具の手動点灯又は自動点灯、及び手動消灯又は自動消灯の組合せの中から一つの点灯・消灯モードを選択設定可能であり、選択されたモードが記憶装置に記憶され、且つ前記制御装置は記憶された選択モードにて前記LED照明器具の点灯及び消灯を制御すること、を特徴とする請求項6又は7に記載の横型製袋充填包装機。
【請求項11】
横型製袋充填包装機は前記LED照明器具の近傍に前記センターシールユニットとその近傍を撮影する撮影装置を備えており、
前記制御装置は、前記LED照明器具の点灯時に前記撮影装置が撮影を開始した前記センターシールユニットとその近傍の画像を記録し、前記操作・表示部に前記画像を送信して前記操作・表示部にて前記センターシールユニットとその近傍のモニタを可能にすること、を特徴とする請求項1〜10のいずれか一項に記載の横型製袋充填包装機。
【請求項1】
製品包装用の帯状包装材を送る紙送り装置、前記製品を供給する製品供給装置、前記帯状包装材を略筒状に曲成する製筒器、略筒状に曲成された前記帯状包装材をその両側縁部分でシールして筒状包装材に成形するセンターシールユニットと前記センターシールユニットを覆う安全カバーとを有するセンターシール装置、前記製品供給装置によって前記筒状包装材の内部に供給された前記製品の前後位置で前記筒状包装材にエンドシールを施すエンドシール装置、及び少なくとも前記センターシール装置の作動を制御する制御装置、を備えた横型製袋充填包装機において、
前記センターシール装置は前記安全カバーの内部に配設されて前記センターシールユニットを照らすLED照明器具を有しており、
前記安全カバーは前記LED照明器具によって照らされた前記センターシールユニットを機外から見通す部分に透明部を有しており、
前記センターシール装置における前記包装材の状態を前記LED照明器具で照明された状態で前記安全カバーの前記透明部を通して点検・監視する機能が備わっていること、
を特徴とする横型製袋充填包装機。
【請求項2】
前記制御装置は、前記LED照明器具の点灯・消灯モードとして、オペレータの操作によって選択される前記LED照明器具の手動点灯・手動消灯モードを備えていること、を特徴とする請求項1に記載の横型製袋充填包装機。
【請求項3】
前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記LED照明器具の点灯がオペレータの操作により行われ、前記LED照明器具の消灯が前記制御装置により点灯から一定時間経過後に自動で消灯する前記LED照明器具の手動点灯・自動消灯モードを備えること、を特徴とする請求項1に記載の横型製袋充填包装機。
【請求項4】
前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記センターシールユニットの異常を把握したことに対応して前記LED照明器具の点灯を自動的に行い、前記LED照明器具の消灯がオペレータの換作により行われる前記LED照明器具の自動点灯・手動消灯モードを備えること、を特徴とする請求項1に記載の横型製袋充填包装機。
【請求項5】
前記制御装置は、前記LED照明器具の点灯・消灯モードとして、前記センターシールユニットの異常を把握したことに対応して前記LED照明器具の点灯を自動的に行い、且つ前記LED照明器具の点灯から一定時間経過後に自動で消灯する前記LED照明器具の自動点灯・自動消灯モードを備えること、を特徴とする請求項1に記載の横型製袋充填包装機。
【請求項6】
前記横型製袋充填包装機は、前記制御装置が前記LED照明器具の点灯と消灯とについての指令を与えるための前記LED照明器具に関する設定を行う操作・表示部を備えていること、を特徴とする請求項1〜5のいずれか一項に記載の横型製袋充填包装機。
【請求項7】
前記LED照明器具の消灯モードが自動消灯モードである場合に、前記LED照明器具の点灯から自動で消灯をするまでの前記一定時間の長さが、前記操作・表示部において設定可能であること、を特徴とする請求項6に記載の横型製袋充填包装機。
【請求項8】
前記横型製袋充填包装機は、前記制御装置が前記センターシールユニットの異常を把握したことに対応して、オペレータに前記センターシール装置における前記包装材の状態の点検・監視を促す旨の報知を行う報知装置を備えていること、を特徴とする請求項1〜5のいずれか一項に記載の横型製袋充填包装機。
【請求項9】
前記LED照明器具の点灯モードが自動点灯モードである場合に、前記制御装置は、前記LED照明器具の点灯と同時に前記報知装置に前記センターシール装置における前記包装材の状態の点検・監視を促す旨の報知を行わせること、を特徴とする請求項8に記載の横型製袋充填包装機。
【請求項10】
前記操作・表示部において、前記LED照明器具の手動点灯又は自動点灯、及び手動消灯又は自動消灯の組合せの中から一つの点灯・消灯モードを選択設定可能であり、選択されたモードが記憶装置に記憶され、且つ前記制御装置は記憶された選択モードにて前記LED照明器具の点灯及び消灯を制御すること、を特徴とする請求項6又は7に記載の横型製袋充填包装機。
【請求項11】
横型製袋充填包装機は前記LED照明器具の近傍に前記センターシールユニットとその近傍を撮影する撮影装置を備えており、
前記制御装置は、前記LED照明器具の点灯時に前記撮影装置が撮影を開始した前記センターシールユニットとその近傍の画像を記録し、前記操作・表示部に前記画像を送信して前記操作・表示部にて前記センターシールユニットとその近傍のモニタを可能にすること、を特徴とする請求項1〜10のいずれか一項に記載の横型製袋充填包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−71761(P2013−71761A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213075(P2011−213075)
【出願日】平成23年9月28日(2011.9.28)
【新規性喪失の例外の表示】特許法第30条第3項適用申請有り 博覧会名:FOOMA JAPAN 2011(国際食品工業展) 主催者名:社団法人 日本食品機械工業会 開催日 :平成23年6月7日(火)〜6月10日(金)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【新規性喪失の例外の表示】特許法第30条第3項適用申請有り 博覧会名:FOOMA JAPAN 2011(国際食品工業展) 主催者名:社団法人 日本食品機械工業会 開催日 :平成23年6月7日(火)〜6月10日(金)
【出願人】(000148162)株式会社川島製作所 (90)
【Fターム(参考)】
[ Back to top ]