
横編機、およびその編地生産方法
【課題】 自動編成を停止させないでもガーメント間で編糸を切替えることができ、多品種小ロットの連続生産でも稼働率を低下させないことが可能な横編機、およびその生産方法を提供する。
【解決手段】 制御装置22は、メモリ21に記憶されている品種毎の編成用データに従って、編成すべきロットの数だけの編地製品14a,14b,14cのガーメントを編成しながら、編糸3a,3b,3cを切替える情報に従って、編糸切替装置4で編糸3a,3b,3cを切替える制御を行う。編糸3a,3b,3cは、先行する品種のガーメントをロット数だけ編成してから切替え、後続の品種の最初のガーメントを編成するので、ガーメント間での切替えが可能となる。給糸口9を切替える編成用データを用意しなくても、ガーメント間での編糸切替えを伴う自動編成を、横編機1を停止させることなく、継続して行うことができる。
【解決手段】 制御装置22は、メモリ21に記憶されている品種毎の編成用データに従って、編成すべきロットの数だけの編地製品14a,14b,14cのガーメントを編成しながら、編糸3a,3b,3cを切替える情報に従って、編糸切替装置4で編糸3a,3b,3cを切替える制御を行う。編糸3a,3b,3cは、先行する品種のガーメントをロット数だけ編成してから切替え、後続の品種の最初のガーメントを編成するので、ガーメント間での切替えが可能となる。給糸口9を切替える編成用データを用意しなくても、ガーメント間での編糸切替えを伴う自動編成を、横編機1を停止させることなく、継続して行うことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、編糸の切替えを伴いながら複数ガーメントの編地製品を連続して編成可能な横編機、およびその編地生産方法に関する。
【背景技術】
【0002】
従来から、予め設定される編成用データに従って編地を編成可能なコントローラを備える横編機では、身体に着用する編地製品などの1ガーメント分の編成用データを繰返して読出しながら、連続して複数ガーメントの編地製品を自動編成することができる。なお、本件明細書で「ガーメント」は、横編機で編出してから払うまでの編地を示し、衣服などを縫製で形成するための部品や、無縫製で形成する衣服などの全体が含まれるものとする。
【0003】
横編機には複数の給糸口が備えられ、各給糸口にそれぞれ種類が異なる編糸の供給源からの編糸を供給可能としておき、編成用データに給糸口の切替えを含めておけば、ガーメント内で複数種類の編糸を使い分けることもできる。また、複数の給糸口からそれぞれ同一の編糸を供給可能としておけば、同一編成コースで、たとえば身頃と左右の袖などの複数の筒状編地を並行して編成することもできる。さらに、編成用データを複数種類コントローラに記憶させ、予め設定する編成スケジュールに従って、各種類の編成用データに従って編成する編地製品を、予定のガーメント数ずつ、順次自動編成する生産方法も行われている。
【0004】
編成用データには、複数の給糸口のうち、使用する給糸口を特定するデータも含まれる。使用可能な給糸口に、スプライサやノッタなどの糸繋ぎ加工で編糸を切替えて供給することが可能な編糸切替装置が設けられていれば、編糸を1ガーメントの編成途中で切替えることもできる(たとえば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−2250号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
アパレル用の編地製品では、特に市場の流行を模索する段階などで、多品種を小ロットずつ迅速に生産することが好ましい。たとえば形状は同一でも配色が異なるものを複数種類用意しておくと、配色についての市場での流行が把握しやすくなる。流行が把握された配色については、集中的に生産して、迅速に市場に供給することも好ましい。
【0007】
配色が異なる複数種類の編地製品は、使用する編糸の色の数が異なる色の編糸を供給するように使用可能な給糸口の数の範囲内であれば、編成用データで給糸口の切替えも行いながら、複数種類の編地製品を順次自動編成で生産することができる。しかしながら、同一の形状を編成するための編成用データであっても、使用する給糸口を指定するデータは異なるので、別の種類の編成用データを用意しておかなければならない。給糸口を使用して編地を編成するためには、編成動作する編針に編糸を供給するばかりではなく、糸入れや糸出しなどの動作を指定する給糸口に行わせる必要がある。これらの動作には、編糸の切断や、切断によって生じる端糸の把持などの処理を伴うので、処理可能な編糸の数でも、異なる色の数が制限される。また、編地の編成に使用する編糸の糸長を測定したり、編糸を積極的に送り出すかまたは戻すかで張力変動を調整したりして、同一条件で編成する編地製品としての個々のガーメント間の均質性を向上させる機能を設ける場合もある。ただし、そのような機能を有効にしようとすると、切替えて使用する給糸口の数が制限される。
【0008】
同一の編成用データを使用して、複数種類の編糸を切替えて編地製品を編成するためには、編成用データで指定される給糸口に編糸を繋ぎ替えるようにすればよい。しかしながら、編糸の繋ぎ替えは、自動ではなく人手で行う必要がある。また、繋ぎ替えの間、編糸の供給が停止するので、横編機としての稼働率を低下させてしまう。
【0009】
同一の編成用データを使用して、編糸を切替えないで、同一の条件で編地製品を集中的に生産する場合も、給糸口に繋ぐ編糸は、糸長が有限な糸コーンなどの供給源から供給されるので、連続して編成可能なガーメント数には限界がある。ガーメントの編成途中で糸コーンに巻かれている編糸が無くなると、横編機が運転停止してしまう。糸コーンの編糸が完全に無くなる前に、ガーメントの編成間で糸コーンの切替えを行うとしても、横編機を一時停止して、人手による繋ぎ替えで行う必要がある。いずれにしても、横編機を停止させると、稼働率を低下させてしまう。
【0010】
特許文献1に開示されている技術では、1つのガーメントを編成するための編成用データ内での指定で、単一の給糸口から供給される編糸を複数の糸コーンの間で繋ぎ替え、同一の編成用データを使用する条件で複数種類の編糸を使用することができる。しかしながら、同一の編成用データを用いて、1つのガーメントの編成途中ではなく、ガーメント間で編糸を切替えて、異なる配色のガーメントを編成することなどには対応していない。
【0011】
本発明の目的は、自動編成を停止させないでもガーメント間で編糸を切替えることができ、多品種小ロットの連続生産でも稼働率を低下させないことが可能な横編機、およびその生産方法を提供することである。
【課題を解決するための手段】
【0012】
本発明は、編糸を、複数の供給源から切替えて単一の給糸口に供給する編糸切替装置と、
該編糸切替装置から編糸が供給される給糸口を含む、1または複数の給糸口を使用してガーメント単位で編地製品を編成するための編成用データを、少なくとも1種類分とともに、該編糸切替装置で切替えるべき供給源、および該供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せとしての品種に対し、編成すべきガーメントの数としてのロット数を含む情報を複数品種分記憶可能なメモリと、
メモリに記憶されている情報を1品種分ずつ読出して、各品種分の情報に従って、編糸切替装置で供給源を切替える制御、該供給源からの編糸で編地製品を編成するために使用する編成用データを設定する制御、および設定された編成用データに従って、ロット数だけの編地製品を編成する制御を行う制御装置とを、
含むことを特徴とする横編機である。
【0013】
また本発明で、前記制御装置は、前記編糸切替装置で供給源を切替える制御とともに、切替えられた後の供給源からの編糸が前記単一の給糸口を経て編針に供給されるまで、切替えられる前の供給源からの編糸を該給糸口から引出す編成処理を行うように制御することを特徴とする。
【0014】
また本発明は、前記編糸切替装置から前記単一の給糸口まで編糸を供給する経路に、使用する編糸の糸長を測定する測長装置を含む、
ことを特徴とする。
【0015】
また本発明は、前記編糸切替装置から前記単一の給糸口まで編糸を供給する経路に、編糸の送りまたは戻しで張力を調整可能な調整装置を含む、
ことを特徴とする。
【0016】
さらに本発明は、編糸を、複数の供給源から切替えて単一の給糸口に供給する編糸切替装置と、
該編糸切替装置から編糸が供給される給糸口を含む、1または複数の給糸口を使用してガーメント単位で編地製品を編成するための編成用データを、少なくとも1種類分とともに、該編糸切替装置で切替えるべき供給源、および該供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せとしての品種に対し、編成すべきガーメントの数としてのロット数を含む情報を複数品種分記憶可能なメモリと、
メモリに記憶されている情報を1品種分ずつ読出して、各品種分の情報に従って、編糸切替装置で供給源を切替える制御、該供給源からの編糸で編地製品を編成するために使用する編成用データを設定する制御、および設定された編成用データに従って、ロット数だけの編地製品を編成する制御を行う制御装置とを備える横編機を使用し、
複数の品種分の情報を順次読出して、各品種のロット数だけの編地製品を、順次生産することを特徴とする横編機の編地生産方法である。
【0017】
また本発明で、前記編糸の供給源の切替えは、異なる種類の編糸の供給源に対する切替えを含むことを特徴とする。
【0018】
また本発明で、前記編糸の供給源の切替えは、同一種類の編糸の供給源に対する切替えを含むことを特徴とする。
【発明の効果】
【0019】
本発明によれば、制御装置はメモリに記憶されている1品種分の情報に従って、編糸の供給源を切替える編糸切替装置の制御を伴いながら自動編成を続けることができる。品種は、編糸切替装置で切替えるべき供給源、および供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せであり、品種毎に、編成すべきガーメントの数としてのロット数が情報に含まれる。複数の品種の品種間では、先行する品種のガーメントをロット数だけ編成してから、編糸の供給源を切替え、後続の品種の最初のガーメントを編成するので、ガーメント間での切替えが可能となる。横編機としての自動編成を停止させないので、編糸の切替えを伴う多品種小ロットの連続生産でも稼働率を低下させないことが可能となる。また、メモリに編成用データや編糸の供給源を切替える情報を記憶させれば、使用する給糸口に対して人手で編糸を繋ぎ替える操作を行わなくても、直ちに編地製品の自動編成を開始させることができる。
【0020】
また本発明によれば、編糸切替装置での切替え前の供給源からの編糸や、切替え後の供給源からの編糸との切替部分を、切替え後の品種として編成する編地製品には混入させないように制御することができる。
【0021】
また本発明によれば、切替えられる編糸の供給源のそれぞれについて、測長装置で供給する編糸の糸長を測定しながら、度目調整などで編地の編成で消費される糸長を調整することができる。さらに、糸コーン使用開始時の重量から換算する初期長さを求めておけば、使用糸長から残量を推定したり、編成可能なガーメント数を予測したりする管理を行うことができる。さらにまた、編糸の供給源の切替え後に、制御装置が編糸切替装置から編針までの距離に相当する糸長の編糸を供給する処理を行ってから次の品種のガーメントの編成を開始することもできる。
【0022】
また本発明によれば、切替えられる編糸のそれぞれについて、糸送り長さを調整しながら、連続編成する編地製品のガーメント間での均質性を高めることができる。さらにまた、編糸の供給源の切替え後に、制御装置が調整装置を制御し、編糸切替装置から編針までの距離に相当する糸長の編糸を送出してから次の品種のガーメントの編成を開始することもできる。
【0023】
さらに本発明によれば、横編機の制御装置はメモリに記憶されている情報に従って、自動編成を停止させないでも品種間で編糸の供給源が切り替るように編糸切替装置を制御することができる。横編機としての自動編成を停止させないので、編糸の切替えを伴う多品種小ロットの連続生産でも稼働率を低下させないことが可能となる。
【0024】
また本発明によれば、異なる種類の編糸の供給源の切替えを伴って、同一の編成用データによる同一形状や、編成用データも切替えての複数形状について、複数品種にわたる自動編成を継続して行うことができる。
【0025】
また本発明によれば、同一種類の編糸の供給源を切替えて複数の供給源から編糸として供給することができるので、単一の供給源から供給する場合よりも、自動編成で生産可能なガーメント数を増大させることができる。
【図面の簡単な説明】
【0026】
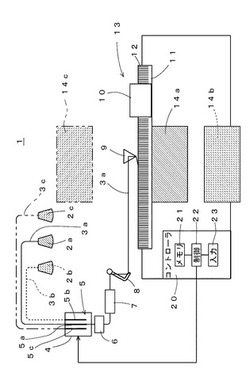
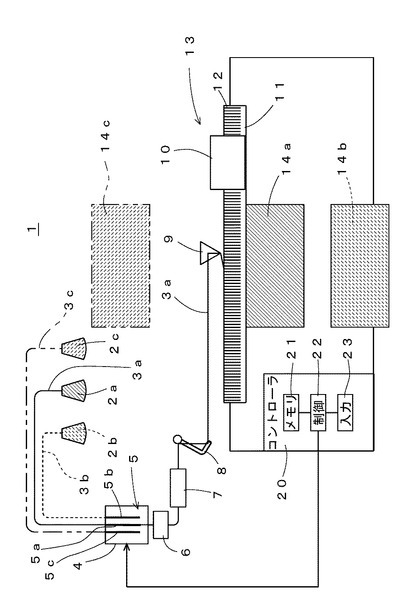
【図1】図1は、本発明の一実施例としての横編機1の概略的な構成と、その生産方法の概要を模式的に示す簡略化した正面図である。
【図2】図2は、図1の横編機1でスケジュールを設定して編地製品を連続的に自動編成する手順を概略的に示すフローチャートである。
【図3】図3は、図2の手順に、糸長の管理を加えた手順を概略的に示すフローチャートである。
【発明を実施するための形態】
【0027】
以下、図1〜図3で本発明の一実施例である横編機1の概略的な構成と、横編機1を使用する編地製品の生産方法の概要を示す。図1で参照符を付して説明した部分については、図2および図3に関する説明でも、図1に付した参照符を付して説明する。
【実施例】
【0028】
図1に示すように、横編機1は、複数の供給源となる糸コーン2a,2b,2cから供給される編糸3a,3b,3cを切替えることができる編糸切替装置4を備える。編糸切替装置4には、スプライサ5が含まれる。スプライサ5は、複数のフィンガー5a,5b,5cにそれぞれ編糸3a,3b,3cを繋いでおけば、出力する編糸をいずれかのフィンガー5a,5b,5cの編糸3a,3b,3cに糸継ぎして切替えることができる。特許文献1のように編糸3a,3b,3cを切替えるガーメントの編成中での制御は、特許文献1などと同様に、編成用データに含まれる情報に従って行うことができるけれども、本発明では、ガーメントの編成中でなくても制御可能にしておく。図では、編糸3bから編糸3aに切替えた後で、編糸3aを使用して編成を継続している状態を示す。なお、編糸3aは、次に編糸3cに切替える予定とする。編糸切替装置4から出力される編糸3aは、測長装置6、調整装置7および張力ばね8を経て、給糸口9に供給される。
【0029】
編糸切替装置4では、スプライサ5に替えて、単一の給糸口9に出力する編糸を、結び目で編糸3a,3b,3cのいずれかと繋ぐノッタを使用することもできる。スプライサ5による継目や、ノッタによる結び目は、編地製品14a,14b,14cのガーメント内には入らないことが好ましい。編糸切替装置4で編糸3a,3b,3cの切替えを行うと、切替え部分が給糸口9を経て編針12に供給されるまでに、編成が進行する。編地製品14a,14b,14cの編成開始時には、最終的に抜き糸を抜いて編地製品14a,14b,14cとなる部分から分離する捨て編みなどの部分が設けられる場合がある。このような部分の編成に、編糸3a,3b,3cの切替え部分を使用すれば、切替え前の編糸3a,3b,3cが混ざることなく、切替え後の編糸3a,3b,3cで編地製品14a,14b,14cを編成することができる。
【0030】
給糸口9は、キャリッジ10に連動して、針床11に沿って移動する。針床11には多数の編針12が並設され、編針12が歯口13に進退して、給糸口9から編糸3aを引込み、編地製品14aを編成する。編糸3aに切替える前に使用していた編糸3bでは、編地製品14bが編成されている。また、編糸3aから編糸3cに切替えれば、編糸3cを使用して編地製品14cを自動編成することができる。なお、横編機1には、給糸口9の他にも複数の給糸口を備えられるけれども、図示を省略する。
【0031】
たとえば、セータの身頃と左右の袖とを、それぞれ編糸を周回させて筒状に編成する編地製品では、針床11の編針12を編幅内で3つの領域に分けて、各領域の編針12で編目が係止される筒状編地に別の給糸口9を使用し、合計3つの給糸口9を使用する必要がある。複数色の編糸の切替えを給糸口9の切替で行う場合、3の複数倍の数だけ給糸口を使用する。3つの給糸口9にそれぞれ編糸切替装置4を備えておけば、給糸口9を切替える編成用データを用意しなくても、ガーメント間での編糸切替えを伴う自動編成を、横編機1を停止させることなく、継続して行うことができる。
【0032】
また、給糸口9に編糸3a,3b,3cを供給する経路には、測長装置6および調整装置7が設けられている。いずれか一方を設けることもできる。測長装置6を設ければ、後述するような糸長管理を行うこともできる。調整装置7を設ければ、切替えられる編糸3a,3b,3cのそれぞれについて、糸送りまたは戻しで張力を調整しながら、連続編成する編地製品14a,14b,14cのガーメント間での均質性を高めることができる。
【0033】
横編機1には、コントローラ20も備えられる。コントローラ20は、メモリ21、制御装置22、および入力装置23を含む。メモリ21には、1または複数の給糸口を使用してガーメント単位で編地製品14a,14b,14cを編成するための編成用データを、少なくとも1種類分記憶可能にしておく。さらに、編糸切替装置4で切替えるべき供給源としての糸コーン2a,2b,2c、および糸コーン2a,2b,2cからの編糸3a,3b,3cで編地製品14a,14b,14cを編成する際に使用する編成用データの種類の組合せとして品種の情報を記憶する。さらに、品種に対し、編成すべきガーメントの数としてのロット数も情報としてメモリ21に記憶可能にしておく。制御装置22は、メモリ21に記憶されている品種の情報に従って、ロット数だけの編地製品14a,14b,14cのガーメントを編成する前に、編糸3a,3b,3cを切替える情報に従って、編糸切替装置4でスプライサ5のフィンガー5a,5b,5cを切替える制御を行う。入力装置23には、USBメモリなどの記憶媒体を介して、デザイン装置などで作成された編成用データや、編成スケジュールに関する情報を入力し、メモリ21に記憶させる。入力装置23を、通信ネットワークなどに接続し、編成用データや編成スケジュールに関する情報などを随時入力して、メモリ21の記憶を変更可能にしてもよい。
【0034】
このような変更可能にする制御は、制御装置22で編成用データに従って横編機1で自動編成を行うためのプログラムと並行して実行可能にすればよい。編糸切替装置4での糸コーン2a,2b,2cの切替え後に、測長装置6で監視しながら、制御装置22が編糸切替装置4から編針12までの距離に相当する糸長の編糸3a,3b,3cを供給する処理を行ってから次の品種のガーメントの編成を開始することもできる。また、糸コーン2a,2b,2cの切替え後に、制御装置22が調整装置7を制御し、編糸切替装置4から編針12までの距離に相当する糸長の編糸3a,3b,3cを送出してから次の品種のガーメントの編成を開始することもできる。制御装置22が糸コーン2a,2b,2cの切替え後にこのような制御を行うことによって、切替部分が、切替え後に編成するガーメントに混入しないようにすることができる。
【0035】
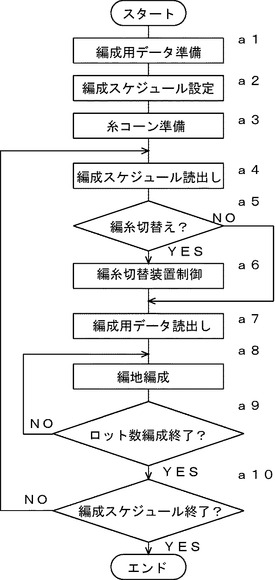
図2は、図1の横編機1を使用して、糸コーン2a,2b,2cの切替えを伴う編成スケジュールを予め設定しておき、同一種類、または異なる種類の編糸3a,3b,3cの切替えを伴う編地製品14a,14b,14cの連続的な自動編成による生産方法の概要を示す。
【0036】
手順の開始後、ステップa1では、編成用データを準備する。メモリ21に使用する編成用データが記憶されていなければ、新たに記憶させる。編成用データには、編糸切替装置4から編糸3a,3b,3cの供給を受ける給糸口9の使用を指定するデータを含める。メモリ21に記憶させる編成用データは、生産実績があるものを使用したり、試編みなどを充分に行って、安定した生産に使用可能であることを確認しておく。ステップa2で、編成スケジュールを設定する。編成スケジュールでは、編地製品14a,14b,14cの編成に使用する編成用データの指定と、編糸切替装置4のフィンガー5a,5b,5cの指定とを組合せる品種毎に、ロット数Na,Nb,Ncのガーメントをそれぞれ生産する旨を設定し、メモリ21に記憶させる。ステップa3では、糸コーン2a,2b,2cの準備を行う。糸コーン2a,2b,2cは、横編機1に備えられる糸立台に設置し、編糸3a,3b,3cを引出して編糸切替装置4のフィンガー5a,5b,5cにそれぞれ繋いでおく。
【0037】
ステップa4では、メモリ21から編成スケジュールを読出し、次に編成すべき品種の編地製品14a,14b,14cに使用する編成用データの指定、および編糸3a,3b,3cや編成すべきロット数などの情報を取得する。ステップa5では編糸3a,3b,3cの切替えが必要か否かを判断する。切替えが必要であれば、ステップa6で編糸切替装置4を制御し、編糸3a,3b,3cの切替えを行う。
【0038】
ステップa5で切替えが不要と判断されるとき、またはステップa6の終了後、ステップa7では編成スケジュールで指定される編成用データを読出し、ステップa8で1ガーメント分の編地製品14a,14b,14cの編成を行う。ステップa9では、編成中の編地製品14a,14b,14cの品種について設定されているロット数Na,Nb,Nc分のガーメント編成が終了しているか否かを判断する。終了していないときは、ステップa8に戻り、終了していればステップa10で、編成スケジュールが終了か否かを判断する。終了していないと判断するときは、ステップa4に戻って編成スケジュールで後続する品種に関する情報を読出し、終了と判断すれば、手順を終了する。
【0039】
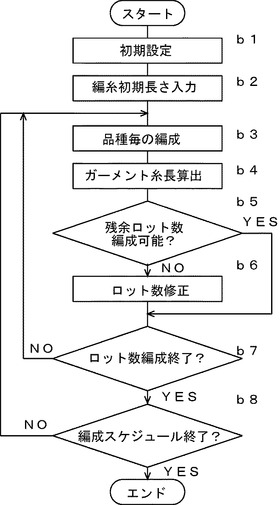
図3は、図2の手順に、測長装置6を利用する糸長の管理を加えた手順を示す。ステップb1の初期設定は、図2のステップa1からステップa3までを行う。ステップb2は、糸コーン2a,2b,2cの重量を計測し、編糸3a,3b,3cの初期長さに換算して入力する。ステップb3では、図1のステップa4からステップa8までを、スケジュール編成として実行し、1ガーメント分の編地製品14a,14b,14cを編成する。ステップb4では、1ガーメント分の編成に要した編糸3a,3b,3cの測長装置6による測長結果に基づいて、ガーメント糸長を算出する。ステップb5では、編成スケジュールに従って編成する場合に、編成中の品種のロット数に対して残っている残余ロット数と、初期長さから編成済の糸長を差引き、ガーメント糸長で除算した編成可能なガーメント数とを比較する。編成可能なガーメント数が残余ガーメント数よりも少なければ、残余ガーメント数を編成可能なロット数に修正する。ステップb7およびステップb8は、基本的に、図2のステップa9およびステップa10とそれぞれ同等である。
【0040】
このように、切替えられる編糸3a,3b,3cのそれぞれについて、測長装置6で供給する編糸3a,3b,3cの糸長を測定しながら、度目調整などで編地の編成で消費される糸長を調整することができる。さらに、糸コーン2a,2b,2c使用開始時の重量から換算する初期長さを求めておけば、使用糸長から残量を推定したり、編成可能なガーメント数を予測したりする管理を行うことができる。
【0041】
このような糸長の管理は、同一種類の編糸を切替えながら、自動編成で生産可能なガーメント数を増大させる場合などにも、好適に適用することができる。同一種類の編糸を供給する複数の糸コーンに分けて横編機1に装着して、それぞれ編糸切替装置4のフィンガー5a,5b,5cに繋いでおく。編成スケジュールでは、同一の編成用データに対して糸コーンを順次組合せて異なる品種とし、それぞれロット数を設定する。編成スケジュールでは異なる品種に設定して、実質的に同一となる編地製品を、複数のフィンガー5a,5b,5cの切替えで供給可能な糸長を増大させて、自動編成を継続させることができる。同一種類の編糸を複数の供給源を切替えて供給しながら編成する生産方法は、同一形状の編地製品を集中生産する場合ばかりではなく、多品種を小ロットずつ生産する場合にも、適用することができる。
【0042】
また、いったん編成スケジュールを設定しても、ロット数Na,Nb,Ncなどの情報は、実際にその情報を使用する編成が終了するまで入力装置23を介する入力で修正可能にしておいてもよい。あるいは、いったん仮のロット数を設定しておいて、生産直前までに必要なロット数を入力するようにしてもよい。さらに、少なくとも1つの編成用データをメモリ21に記憶している状態で待機し、必要に応じて編糸3a,3b,3cの切替えと使用する編成用データの選択とを行って、必要な編地製品を必要なだけ直ちに自動編成するようにしておくこともできる。
【符号の説明】
【0043】
1 横編機
2a,2b,2c 糸コーン
3a,3b,3c 編糸
4 編糸切替装置
5 スプライサ
6 測長装置
7 調整装置
9 給糸口
11 針床
12 編針
14a,14b,14c 編地製品
20 コントローラ
21 メモリ
22 制御装置
【技術分野】
【0001】
本発明は、編糸の切替えを伴いながら複数ガーメントの編地製品を連続して編成可能な横編機、およびその編地生産方法に関する。
【背景技術】
【0002】
従来から、予め設定される編成用データに従って編地を編成可能なコントローラを備える横編機では、身体に着用する編地製品などの1ガーメント分の編成用データを繰返して読出しながら、連続して複数ガーメントの編地製品を自動編成することができる。なお、本件明細書で「ガーメント」は、横編機で編出してから払うまでの編地を示し、衣服などを縫製で形成するための部品や、無縫製で形成する衣服などの全体が含まれるものとする。
【0003】
横編機には複数の給糸口が備えられ、各給糸口にそれぞれ種類が異なる編糸の供給源からの編糸を供給可能としておき、編成用データに給糸口の切替えを含めておけば、ガーメント内で複数種類の編糸を使い分けることもできる。また、複数の給糸口からそれぞれ同一の編糸を供給可能としておけば、同一編成コースで、たとえば身頃と左右の袖などの複数の筒状編地を並行して編成することもできる。さらに、編成用データを複数種類コントローラに記憶させ、予め設定する編成スケジュールに従って、各種類の編成用データに従って編成する編地製品を、予定のガーメント数ずつ、順次自動編成する生産方法も行われている。
【0004】
編成用データには、複数の給糸口のうち、使用する給糸口を特定するデータも含まれる。使用可能な給糸口に、スプライサやノッタなどの糸繋ぎ加工で編糸を切替えて供給することが可能な編糸切替装置が設けられていれば、編糸を1ガーメントの編成途中で切替えることもできる(たとえば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−2250号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
アパレル用の編地製品では、特に市場の流行を模索する段階などで、多品種を小ロットずつ迅速に生産することが好ましい。たとえば形状は同一でも配色が異なるものを複数種類用意しておくと、配色についての市場での流行が把握しやすくなる。流行が把握された配色については、集中的に生産して、迅速に市場に供給することも好ましい。
【0007】
配色が異なる複数種類の編地製品は、使用する編糸の色の数が異なる色の編糸を供給するように使用可能な給糸口の数の範囲内であれば、編成用データで給糸口の切替えも行いながら、複数種類の編地製品を順次自動編成で生産することができる。しかしながら、同一の形状を編成するための編成用データであっても、使用する給糸口を指定するデータは異なるので、別の種類の編成用データを用意しておかなければならない。給糸口を使用して編地を編成するためには、編成動作する編針に編糸を供給するばかりではなく、糸入れや糸出しなどの動作を指定する給糸口に行わせる必要がある。これらの動作には、編糸の切断や、切断によって生じる端糸の把持などの処理を伴うので、処理可能な編糸の数でも、異なる色の数が制限される。また、編地の編成に使用する編糸の糸長を測定したり、編糸を積極的に送り出すかまたは戻すかで張力変動を調整したりして、同一条件で編成する編地製品としての個々のガーメント間の均質性を向上させる機能を設ける場合もある。ただし、そのような機能を有効にしようとすると、切替えて使用する給糸口の数が制限される。
【0008】
同一の編成用データを使用して、複数種類の編糸を切替えて編地製品を編成するためには、編成用データで指定される給糸口に編糸を繋ぎ替えるようにすればよい。しかしながら、編糸の繋ぎ替えは、自動ではなく人手で行う必要がある。また、繋ぎ替えの間、編糸の供給が停止するので、横編機としての稼働率を低下させてしまう。
【0009】
同一の編成用データを使用して、編糸を切替えないで、同一の条件で編地製品を集中的に生産する場合も、給糸口に繋ぐ編糸は、糸長が有限な糸コーンなどの供給源から供給されるので、連続して編成可能なガーメント数には限界がある。ガーメントの編成途中で糸コーンに巻かれている編糸が無くなると、横編機が運転停止してしまう。糸コーンの編糸が完全に無くなる前に、ガーメントの編成間で糸コーンの切替えを行うとしても、横編機を一時停止して、人手による繋ぎ替えで行う必要がある。いずれにしても、横編機を停止させると、稼働率を低下させてしまう。
【0010】
特許文献1に開示されている技術では、1つのガーメントを編成するための編成用データ内での指定で、単一の給糸口から供給される編糸を複数の糸コーンの間で繋ぎ替え、同一の編成用データを使用する条件で複数種類の編糸を使用することができる。しかしながら、同一の編成用データを用いて、1つのガーメントの編成途中ではなく、ガーメント間で編糸を切替えて、異なる配色のガーメントを編成することなどには対応していない。
【0011】
本発明の目的は、自動編成を停止させないでもガーメント間で編糸を切替えることができ、多品種小ロットの連続生産でも稼働率を低下させないことが可能な横編機、およびその生産方法を提供することである。
【課題を解決するための手段】
【0012】
本発明は、編糸を、複数の供給源から切替えて単一の給糸口に供給する編糸切替装置と、
該編糸切替装置から編糸が供給される給糸口を含む、1または複数の給糸口を使用してガーメント単位で編地製品を編成するための編成用データを、少なくとも1種類分とともに、該編糸切替装置で切替えるべき供給源、および該供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せとしての品種に対し、編成すべきガーメントの数としてのロット数を含む情報を複数品種分記憶可能なメモリと、
メモリに記憶されている情報を1品種分ずつ読出して、各品種分の情報に従って、編糸切替装置で供給源を切替える制御、該供給源からの編糸で編地製品を編成するために使用する編成用データを設定する制御、および設定された編成用データに従って、ロット数だけの編地製品を編成する制御を行う制御装置とを、
含むことを特徴とする横編機である。
【0013】
また本発明で、前記制御装置は、前記編糸切替装置で供給源を切替える制御とともに、切替えられた後の供給源からの編糸が前記単一の給糸口を経て編針に供給されるまで、切替えられる前の供給源からの編糸を該給糸口から引出す編成処理を行うように制御することを特徴とする。
【0014】
また本発明は、前記編糸切替装置から前記単一の給糸口まで編糸を供給する経路に、使用する編糸の糸長を測定する測長装置を含む、
ことを特徴とする。
【0015】
また本発明は、前記編糸切替装置から前記単一の給糸口まで編糸を供給する経路に、編糸の送りまたは戻しで張力を調整可能な調整装置を含む、
ことを特徴とする。
【0016】
さらに本発明は、編糸を、複数の供給源から切替えて単一の給糸口に供給する編糸切替装置と、
該編糸切替装置から編糸が供給される給糸口を含む、1または複数の給糸口を使用してガーメント単位で編地製品を編成するための編成用データを、少なくとも1種類分とともに、該編糸切替装置で切替えるべき供給源、および該供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せとしての品種に対し、編成すべきガーメントの数としてのロット数を含む情報を複数品種分記憶可能なメモリと、
メモリに記憶されている情報を1品種分ずつ読出して、各品種分の情報に従って、編糸切替装置で供給源を切替える制御、該供給源からの編糸で編地製品を編成するために使用する編成用データを設定する制御、および設定された編成用データに従って、ロット数だけの編地製品を編成する制御を行う制御装置とを備える横編機を使用し、
複数の品種分の情報を順次読出して、各品種のロット数だけの編地製品を、順次生産することを特徴とする横編機の編地生産方法である。
【0017】
また本発明で、前記編糸の供給源の切替えは、異なる種類の編糸の供給源に対する切替えを含むことを特徴とする。
【0018】
また本発明で、前記編糸の供給源の切替えは、同一種類の編糸の供給源に対する切替えを含むことを特徴とする。
【発明の効果】
【0019】
本発明によれば、制御装置はメモリに記憶されている1品種分の情報に従って、編糸の供給源を切替える編糸切替装置の制御を伴いながら自動編成を続けることができる。品種は、編糸切替装置で切替えるべき供給源、および供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せであり、品種毎に、編成すべきガーメントの数としてのロット数が情報に含まれる。複数の品種の品種間では、先行する品種のガーメントをロット数だけ編成してから、編糸の供給源を切替え、後続の品種の最初のガーメントを編成するので、ガーメント間での切替えが可能となる。横編機としての自動編成を停止させないので、編糸の切替えを伴う多品種小ロットの連続生産でも稼働率を低下させないことが可能となる。また、メモリに編成用データや編糸の供給源を切替える情報を記憶させれば、使用する給糸口に対して人手で編糸を繋ぎ替える操作を行わなくても、直ちに編地製品の自動編成を開始させることができる。
【0020】
また本発明によれば、編糸切替装置での切替え前の供給源からの編糸や、切替え後の供給源からの編糸との切替部分を、切替え後の品種として編成する編地製品には混入させないように制御することができる。
【0021】
また本発明によれば、切替えられる編糸の供給源のそれぞれについて、測長装置で供給する編糸の糸長を測定しながら、度目調整などで編地の編成で消費される糸長を調整することができる。さらに、糸コーン使用開始時の重量から換算する初期長さを求めておけば、使用糸長から残量を推定したり、編成可能なガーメント数を予測したりする管理を行うことができる。さらにまた、編糸の供給源の切替え後に、制御装置が編糸切替装置から編針までの距離に相当する糸長の編糸を供給する処理を行ってから次の品種のガーメントの編成を開始することもできる。
【0022】
また本発明によれば、切替えられる編糸のそれぞれについて、糸送り長さを調整しながら、連続編成する編地製品のガーメント間での均質性を高めることができる。さらにまた、編糸の供給源の切替え後に、制御装置が調整装置を制御し、編糸切替装置から編針までの距離に相当する糸長の編糸を送出してから次の品種のガーメントの編成を開始することもできる。
【0023】
さらに本発明によれば、横編機の制御装置はメモリに記憶されている情報に従って、自動編成を停止させないでも品種間で編糸の供給源が切り替るように編糸切替装置を制御することができる。横編機としての自動編成を停止させないので、編糸の切替えを伴う多品種小ロットの連続生産でも稼働率を低下させないことが可能となる。
【0024】
また本発明によれば、異なる種類の編糸の供給源の切替えを伴って、同一の編成用データによる同一形状や、編成用データも切替えての複数形状について、複数品種にわたる自動編成を継続して行うことができる。
【0025】
また本発明によれば、同一種類の編糸の供給源を切替えて複数の供給源から編糸として供給することができるので、単一の供給源から供給する場合よりも、自動編成で生産可能なガーメント数を増大させることができる。
【図面の簡単な説明】
【0026】
【図1】図1は、本発明の一実施例としての横編機1の概略的な構成と、その生産方法の概要を模式的に示す簡略化した正面図である。
【図2】図2は、図1の横編機1でスケジュールを設定して編地製品を連続的に自動編成する手順を概略的に示すフローチャートである。
【図3】図3は、図2の手順に、糸長の管理を加えた手順を概略的に示すフローチャートである。
【発明を実施するための形態】
【0027】
以下、図1〜図3で本発明の一実施例である横編機1の概略的な構成と、横編機1を使用する編地製品の生産方法の概要を示す。図1で参照符を付して説明した部分については、図2および図3に関する説明でも、図1に付した参照符を付して説明する。
【実施例】
【0028】
図1に示すように、横編機1は、複数の供給源となる糸コーン2a,2b,2cから供給される編糸3a,3b,3cを切替えることができる編糸切替装置4を備える。編糸切替装置4には、スプライサ5が含まれる。スプライサ5は、複数のフィンガー5a,5b,5cにそれぞれ編糸3a,3b,3cを繋いでおけば、出力する編糸をいずれかのフィンガー5a,5b,5cの編糸3a,3b,3cに糸継ぎして切替えることができる。特許文献1のように編糸3a,3b,3cを切替えるガーメントの編成中での制御は、特許文献1などと同様に、編成用データに含まれる情報に従って行うことができるけれども、本発明では、ガーメントの編成中でなくても制御可能にしておく。図では、編糸3bから編糸3aに切替えた後で、編糸3aを使用して編成を継続している状態を示す。なお、編糸3aは、次に編糸3cに切替える予定とする。編糸切替装置4から出力される編糸3aは、測長装置6、調整装置7および張力ばね8を経て、給糸口9に供給される。
【0029】
編糸切替装置4では、スプライサ5に替えて、単一の給糸口9に出力する編糸を、結び目で編糸3a,3b,3cのいずれかと繋ぐノッタを使用することもできる。スプライサ5による継目や、ノッタによる結び目は、編地製品14a,14b,14cのガーメント内には入らないことが好ましい。編糸切替装置4で編糸3a,3b,3cの切替えを行うと、切替え部分が給糸口9を経て編針12に供給されるまでに、編成が進行する。編地製品14a,14b,14cの編成開始時には、最終的に抜き糸を抜いて編地製品14a,14b,14cとなる部分から分離する捨て編みなどの部分が設けられる場合がある。このような部分の編成に、編糸3a,3b,3cの切替え部分を使用すれば、切替え前の編糸3a,3b,3cが混ざることなく、切替え後の編糸3a,3b,3cで編地製品14a,14b,14cを編成することができる。
【0030】
給糸口9は、キャリッジ10に連動して、針床11に沿って移動する。針床11には多数の編針12が並設され、編針12が歯口13に進退して、給糸口9から編糸3aを引込み、編地製品14aを編成する。編糸3aに切替える前に使用していた編糸3bでは、編地製品14bが編成されている。また、編糸3aから編糸3cに切替えれば、編糸3cを使用して編地製品14cを自動編成することができる。なお、横編機1には、給糸口9の他にも複数の給糸口を備えられるけれども、図示を省略する。
【0031】
たとえば、セータの身頃と左右の袖とを、それぞれ編糸を周回させて筒状に編成する編地製品では、針床11の編針12を編幅内で3つの領域に分けて、各領域の編針12で編目が係止される筒状編地に別の給糸口9を使用し、合計3つの給糸口9を使用する必要がある。複数色の編糸の切替えを給糸口9の切替で行う場合、3の複数倍の数だけ給糸口を使用する。3つの給糸口9にそれぞれ編糸切替装置4を備えておけば、給糸口9を切替える編成用データを用意しなくても、ガーメント間での編糸切替えを伴う自動編成を、横編機1を停止させることなく、継続して行うことができる。
【0032】
また、給糸口9に編糸3a,3b,3cを供給する経路には、測長装置6および調整装置7が設けられている。いずれか一方を設けることもできる。測長装置6を設ければ、後述するような糸長管理を行うこともできる。調整装置7を設ければ、切替えられる編糸3a,3b,3cのそれぞれについて、糸送りまたは戻しで張力を調整しながら、連続編成する編地製品14a,14b,14cのガーメント間での均質性を高めることができる。
【0033】
横編機1には、コントローラ20も備えられる。コントローラ20は、メモリ21、制御装置22、および入力装置23を含む。メモリ21には、1または複数の給糸口を使用してガーメント単位で編地製品14a,14b,14cを編成するための編成用データを、少なくとも1種類分記憶可能にしておく。さらに、編糸切替装置4で切替えるべき供給源としての糸コーン2a,2b,2c、および糸コーン2a,2b,2cからの編糸3a,3b,3cで編地製品14a,14b,14cを編成する際に使用する編成用データの種類の組合せとして品種の情報を記憶する。さらに、品種に対し、編成すべきガーメントの数としてのロット数も情報としてメモリ21に記憶可能にしておく。制御装置22は、メモリ21に記憶されている品種の情報に従って、ロット数だけの編地製品14a,14b,14cのガーメントを編成する前に、編糸3a,3b,3cを切替える情報に従って、編糸切替装置4でスプライサ5のフィンガー5a,5b,5cを切替える制御を行う。入力装置23には、USBメモリなどの記憶媒体を介して、デザイン装置などで作成された編成用データや、編成スケジュールに関する情報を入力し、メモリ21に記憶させる。入力装置23を、通信ネットワークなどに接続し、編成用データや編成スケジュールに関する情報などを随時入力して、メモリ21の記憶を変更可能にしてもよい。
【0034】
このような変更可能にする制御は、制御装置22で編成用データに従って横編機1で自動編成を行うためのプログラムと並行して実行可能にすればよい。編糸切替装置4での糸コーン2a,2b,2cの切替え後に、測長装置6で監視しながら、制御装置22が編糸切替装置4から編針12までの距離に相当する糸長の編糸3a,3b,3cを供給する処理を行ってから次の品種のガーメントの編成を開始することもできる。また、糸コーン2a,2b,2cの切替え後に、制御装置22が調整装置7を制御し、編糸切替装置4から編針12までの距離に相当する糸長の編糸3a,3b,3cを送出してから次の品種のガーメントの編成を開始することもできる。制御装置22が糸コーン2a,2b,2cの切替え後にこのような制御を行うことによって、切替部分が、切替え後に編成するガーメントに混入しないようにすることができる。
【0035】
図2は、図1の横編機1を使用して、糸コーン2a,2b,2cの切替えを伴う編成スケジュールを予め設定しておき、同一種類、または異なる種類の編糸3a,3b,3cの切替えを伴う編地製品14a,14b,14cの連続的な自動編成による生産方法の概要を示す。
【0036】
手順の開始後、ステップa1では、編成用データを準備する。メモリ21に使用する編成用データが記憶されていなければ、新たに記憶させる。編成用データには、編糸切替装置4から編糸3a,3b,3cの供給を受ける給糸口9の使用を指定するデータを含める。メモリ21に記憶させる編成用データは、生産実績があるものを使用したり、試編みなどを充分に行って、安定した生産に使用可能であることを確認しておく。ステップa2で、編成スケジュールを設定する。編成スケジュールでは、編地製品14a,14b,14cの編成に使用する編成用データの指定と、編糸切替装置4のフィンガー5a,5b,5cの指定とを組合せる品種毎に、ロット数Na,Nb,Ncのガーメントをそれぞれ生産する旨を設定し、メモリ21に記憶させる。ステップa3では、糸コーン2a,2b,2cの準備を行う。糸コーン2a,2b,2cは、横編機1に備えられる糸立台に設置し、編糸3a,3b,3cを引出して編糸切替装置4のフィンガー5a,5b,5cにそれぞれ繋いでおく。
【0037】
ステップa4では、メモリ21から編成スケジュールを読出し、次に編成すべき品種の編地製品14a,14b,14cに使用する編成用データの指定、および編糸3a,3b,3cや編成すべきロット数などの情報を取得する。ステップa5では編糸3a,3b,3cの切替えが必要か否かを判断する。切替えが必要であれば、ステップa6で編糸切替装置4を制御し、編糸3a,3b,3cの切替えを行う。
【0038】
ステップa5で切替えが不要と判断されるとき、またはステップa6の終了後、ステップa7では編成スケジュールで指定される編成用データを読出し、ステップa8で1ガーメント分の編地製品14a,14b,14cの編成を行う。ステップa9では、編成中の編地製品14a,14b,14cの品種について設定されているロット数Na,Nb,Nc分のガーメント編成が終了しているか否かを判断する。終了していないときは、ステップa8に戻り、終了していればステップa10で、編成スケジュールが終了か否かを判断する。終了していないと判断するときは、ステップa4に戻って編成スケジュールで後続する品種に関する情報を読出し、終了と判断すれば、手順を終了する。
【0039】
図3は、図2の手順に、測長装置6を利用する糸長の管理を加えた手順を示す。ステップb1の初期設定は、図2のステップa1からステップa3までを行う。ステップb2は、糸コーン2a,2b,2cの重量を計測し、編糸3a,3b,3cの初期長さに換算して入力する。ステップb3では、図1のステップa4からステップa8までを、スケジュール編成として実行し、1ガーメント分の編地製品14a,14b,14cを編成する。ステップb4では、1ガーメント分の編成に要した編糸3a,3b,3cの測長装置6による測長結果に基づいて、ガーメント糸長を算出する。ステップb5では、編成スケジュールに従って編成する場合に、編成中の品種のロット数に対して残っている残余ロット数と、初期長さから編成済の糸長を差引き、ガーメント糸長で除算した編成可能なガーメント数とを比較する。編成可能なガーメント数が残余ガーメント数よりも少なければ、残余ガーメント数を編成可能なロット数に修正する。ステップb7およびステップb8は、基本的に、図2のステップa9およびステップa10とそれぞれ同等である。
【0040】
このように、切替えられる編糸3a,3b,3cのそれぞれについて、測長装置6で供給する編糸3a,3b,3cの糸長を測定しながら、度目調整などで編地の編成で消費される糸長を調整することができる。さらに、糸コーン2a,2b,2c使用開始時の重量から換算する初期長さを求めておけば、使用糸長から残量を推定したり、編成可能なガーメント数を予測したりする管理を行うことができる。
【0041】
このような糸長の管理は、同一種類の編糸を切替えながら、自動編成で生産可能なガーメント数を増大させる場合などにも、好適に適用することができる。同一種類の編糸を供給する複数の糸コーンに分けて横編機1に装着して、それぞれ編糸切替装置4のフィンガー5a,5b,5cに繋いでおく。編成スケジュールでは、同一の編成用データに対して糸コーンを順次組合せて異なる品種とし、それぞれロット数を設定する。編成スケジュールでは異なる品種に設定して、実質的に同一となる編地製品を、複数のフィンガー5a,5b,5cの切替えで供給可能な糸長を増大させて、自動編成を継続させることができる。同一種類の編糸を複数の供給源を切替えて供給しながら編成する生産方法は、同一形状の編地製品を集中生産する場合ばかりではなく、多品種を小ロットずつ生産する場合にも、適用することができる。
【0042】
また、いったん編成スケジュールを設定しても、ロット数Na,Nb,Ncなどの情報は、実際にその情報を使用する編成が終了するまで入力装置23を介する入力で修正可能にしておいてもよい。あるいは、いったん仮のロット数を設定しておいて、生産直前までに必要なロット数を入力するようにしてもよい。さらに、少なくとも1つの編成用データをメモリ21に記憶している状態で待機し、必要に応じて編糸3a,3b,3cの切替えと使用する編成用データの選択とを行って、必要な編地製品を必要なだけ直ちに自動編成するようにしておくこともできる。
【符号の説明】
【0043】
1 横編機
2a,2b,2c 糸コーン
3a,3b,3c 編糸
4 編糸切替装置
5 スプライサ
6 測長装置
7 調整装置
9 給糸口
11 針床
12 編針
14a,14b,14c 編地製品
20 コントローラ
21 メモリ
22 制御装置
【特許請求の範囲】
【請求項1】
編糸を、複数の供給源から切替えて単一の給糸口に供給する編糸切替装置と、
該編糸切替装置から編糸が供給される給糸口を含む、1または複数の給糸口を使用してガーメント単位で編地製品を編成するための編成用データを、少なくとも1種類分とともに、該編糸切替装置で切替えるべき供給源、および該供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せとしての品種に対し、編成すべきガーメントの数としてのロット数を含む情報を複数品種分記憶可能なメモリと、
メモリに記憶されている情報を1品種分ずつ読出して、各品種分の情報に従って、編糸切替装置で供給源を切替える制御、該供給源からの編糸で編地製品を編成するために使用する編成用データを設定する制御、および設定された編成用データに従って、ロット数だけの編地製品を編成する制御を行う制御装置とを、
含むことを特徴とする横編機。
【請求項2】
前記制御装置は、前記編糸切替装置で供給源を切替える制御とともに、切替えられた後の供給源からの編糸が前記単一の給糸口を経て編針に供給されるまで、切替えられる前の供給源からの編糸を該給糸口から引出す編成処理を行うように制御することを特徴とする請求項1記載の横編機。
【請求項3】
前記編糸切替装置から前記単一の給糸口まで編糸を供給する経路に、使用する編糸の糸長を測定する測長装置を含む、
ことを特徴とする請求項1または2記載の横編機。
【請求項4】
前記編糸切替装置から前記単一の給糸口まで編糸を供給する経路に、編糸の送りまたは戻しで張力を調整可能な調整装置を含む、
ことを特徴とする請求項1〜3のいずれか一つに記載の横編機。
【請求項5】
編糸を、複数の供給源から切替えて単一の給糸口に供給する編糸切替装置と、
該編糸切替装置から編糸が供給される給糸口を含む、1または複数の給糸口を使用してガーメント単位で編地製品を編成するための編成用データを、少なくとも1種類分とともに、該編糸切替装置で切替えるべき供給源、および該供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せとしての品種に対し、編成すべきガーメントの数としてのロット数を含む情報を複数品種分記憶可能なメモリと、
メモリに記憶されている情報を1品種分ずつ読出して、各品種分の情報に従って、編糸切替装置で供給源を切替える制御、該供給源からの編糸で編地製品を編成するために使用する編成用データを設定する制御、および設定された編成用データに従って、ロット数だけの編地製品を編成する制御を行う制御装置とを備える横編機を使用し、
複数の品種分の情報を順次読出して、各品種のロット数だけの編地製品を、順次生産することを特徴とする横編機の編地生産方法。
【請求項6】
前記編糸の供給源の切替えは、異なる種類の編糸の供給源に対する切替えを含むことを特徴とする請求項5記載の横編機の編地生産方法。
【請求項7】
前記編糸の供給源の切替えは、同一種類の編糸の供給源に対する切替えを含むことを特徴とする請求項5または6記載の横編機の編地生産方法。
【請求項1】
編糸を、複数の供給源から切替えて単一の給糸口に供給する編糸切替装置と、
該編糸切替装置から編糸が供給される給糸口を含む、1または複数の給糸口を使用してガーメント単位で編地製品を編成するための編成用データを、少なくとも1種類分とともに、該編糸切替装置で切替えるべき供給源、および該供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せとしての品種に対し、編成すべきガーメントの数としてのロット数を含む情報を複数品種分記憶可能なメモリと、
メモリに記憶されている情報を1品種分ずつ読出して、各品種分の情報に従って、編糸切替装置で供給源を切替える制御、該供給源からの編糸で編地製品を編成するために使用する編成用データを設定する制御、および設定された編成用データに従って、ロット数だけの編地製品を編成する制御を行う制御装置とを、
含むことを特徴とする横編機。
【請求項2】
前記制御装置は、前記編糸切替装置で供給源を切替える制御とともに、切替えられた後の供給源からの編糸が前記単一の給糸口を経て編針に供給されるまで、切替えられる前の供給源からの編糸を該給糸口から引出す編成処理を行うように制御することを特徴とする請求項1記載の横編機。
【請求項3】
前記編糸切替装置から前記単一の給糸口まで編糸を供給する経路に、使用する編糸の糸長を測定する測長装置を含む、
ことを特徴とする請求項1または2記載の横編機。
【請求項4】
前記編糸切替装置から前記単一の給糸口まで編糸を供給する経路に、編糸の送りまたは戻しで張力を調整可能な調整装置を含む、
ことを特徴とする請求項1〜3のいずれか一つに記載の横編機。
【請求項5】
編糸を、複数の供給源から切替えて単一の給糸口に供給する編糸切替装置と、
該編糸切替装置から編糸が供給される給糸口を含む、1または複数の給糸口を使用してガーメント単位で編地製品を編成するための編成用データを、少なくとも1種類分とともに、該編糸切替装置で切替えるべき供給源、および該供給源からの編糸で編地製品を編成する際に使用する編成用データの種類の組合せとしての品種に対し、編成すべきガーメントの数としてのロット数を含む情報を複数品種分記憶可能なメモリと、
メモリに記憶されている情報を1品種分ずつ読出して、各品種分の情報に従って、編糸切替装置で供給源を切替える制御、該供給源からの編糸で編地製品を編成するために使用する編成用データを設定する制御、および設定された編成用データに従って、ロット数だけの編地製品を編成する制御を行う制御装置とを備える横編機を使用し、
複数の品種分の情報を順次読出して、各品種のロット数だけの編地製品を、順次生産することを特徴とする横編機の編地生産方法。
【請求項6】
前記編糸の供給源の切替えは、異なる種類の編糸の供給源に対する切替えを含むことを特徴とする請求項5記載の横編機の編地生産方法。
【請求項7】
前記編糸の供給源の切替えは、同一種類の編糸の供給源に対する切替えを含むことを特徴とする請求項5または6記載の横編機の編地生産方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−140725(P2012−140725A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−294592(P2010−294592)
【出願日】平成22年12月29日(2010.12.29)
【出願人】(000151221)株式会社島精機製作所 (357)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月29日(2010.12.29)
【出願人】(000151221)株式会社島精機製作所 (357)
【Fターム(参考)】
[ Back to top ]