
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程と、形状ロールを用いて転写型を転写する転写工程と、を備えた樹脂シート製造方法とし、シート製造工程では、シート表面を構成する形状転写層(A)と形状転写層(A)の内側に隣接する主層(B)とを備えた多層構造の樹脂シートを製造する。主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)のMFRの比率は、1.5以上とする。
【解決手段】連続樹脂シートを製造するシート製造工程と、形状ロールを用いて転写型を転写する転写工程と、を備えた樹脂シート製造方法とし、シート製造工程では、シート表面を構成する形状転写層(A)と形状転写層(A)の内側に隣接する主層(B)とを備えた多層構造の樹脂シートを製造する。主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)のMFRの比率は、1.5以上とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に形状を有する樹脂シートの製造方法に関する。
【背景技術】
【0002】
表面に形状を有する樹脂シート(表面形状転写樹脂シート)を製造する方法として、押出機を用いて、樹脂を加熱溶融状態でダイから押し出し、連続した樹脂シート(連続樹脂シート)を製造し、転写型を用いて、連続樹脂シートの表面に転写型の形状を転写する方法が知られている(例えば、特許文献1参照)。この方法では、シートの厚み方向に離間する第1押圧ロールと第2押圧ロールとの間に、連続樹脂シートを挟み込んで押圧し、第2押圧ロールの表面に形成された転写型の形状を、連続樹脂シートに転写している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−220555号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
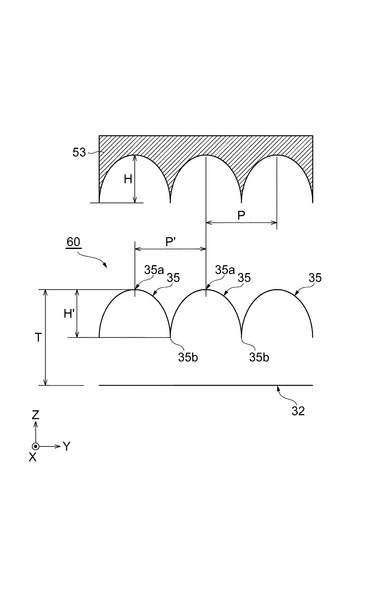
近年、表面に形状が施された樹脂シートにおいて、単位形状のピッチ(配置間隔)に対する高さの比率であるアスペクト比の大きい形状が要求されている。しかし、従来の樹脂シートの製造方法では、転写型の深さに対して樹脂が十分に進入せず、樹脂シートに転写された形状の高さが必ずしも十分ではなかった。そのため、転写型の溝深さHに対する、樹脂シートに転写された表面形状の最大高さH´の比率である転写率(H´/H)の向上が求められている。
【0005】
本発明は、このような課題を解決するために成されたものであり、転写率の向上を図ることが可能な樹脂シートの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、上記課題を解決すべく鋭意研究を重ねた結果、所定の条件の異なる樹脂を、シートの厚み方向に積層させて、適切な条件で成形することにより、転写率の向上を図ることが可能であることを見出し、本発明に至った。
【0007】
すなわち、本発明による樹脂シートの製造方法は、加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、周面に転写型が形成された形状ロールを用いて、連続樹脂シートのシート表面に転写型を転写する転写工程と、を備えた樹脂シート製造方法において、転写工程は、シート製造工程によって製造された連続樹脂シートを押圧ロールと形状ロールとで挟み押圧することにより形状ロールの転写型の形状を連続樹脂シートに転写することを開始する転写開始工程と、転写開始工程でシート表面に転写型の形状が転写された連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、搬送工程で搬送された連続樹脂シートを形状ロールの周面から剥離する剥離工程と、を含み、シート製造工程によって製造される連続樹脂シートは、シートの厚み方向に複数の層を有する多層構造であり、転写開始工程で形状ロール側に配置されるシート表面を構成する形状転写層(A)と形状転写層の背面側に隣接する主層(B)の少なくとも2層を備え、主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)の前記MFRの比率が、1.5以上であることを特徴としている。
【0008】
このような本発明の樹脂シートの製造方法によれば、樹脂シートを多層構造とし、形状転写層(A)を構成する樹脂(a)の流動性を、主層(B)を構成する樹脂(b)の流動性よりも向上させることができる。これにより、樹脂(a)を転写型内に好適に進入させることができ、転写率の向上を図ることができる。表面層(A)を構成する樹脂(a)に、高流動樹脂を使用することで、形状転写率の向上を図ることができる。
【0009】
ここで、転写工程は、シート製造工程によって製造された連続樹脂シートを予圧ロールと押圧ロールとで挟み込むことで押圧する予圧工程と、予圧工程で押圧された連続樹脂シートを押圧ロールの周面に密着させたまま搬送する予備搬送工程とを含み、転写開始工程では、予備搬送工程によって搬送された前記連続樹脂シートを前記押圧ロールと前記形状ロールとで挟み押圧することが好適である。これにより、予圧ロールと押圧ロールとで挟み込む予圧工程によって、連続樹脂シートの厚さを調節すると共にシート温度を調節することができ、形状転写率の向上を図ることができる。
【0010】
また、形状転写層(A)を構成する樹脂(a)のガラス転移温度をTg(a)とした場合、形状ロールの周面に接する直前の形状転写層(A)の表面温度は、(Tg(a)+50)℃〜(Tg(a)+150)℃の範囲であり、形状ロールの周面から剥離された直後の形状転写層(A)の表面温度は、(Tg(a)−10)℃〜(Tg(a)+40)℃の範囲であることが好ましい。
【0011】
また、主層(B)の厚みに対する形状転写層(A)の厚みの比率が、1/200〜1/10の範囲であることが好適である。形状が転写される前において、樹脂シートの厚み比率(形状転写層(A)/主層(B))が、1/200〜1/10の範囲であると、転写率の向上を一層図ることができる。
【0012】
また、転写開始工程の直前に、押圧ロールの周面に密着して搬送されている連続樹脂シートの形状転写層(A)のシート表面を加熱する加熱工程を備えることが好ましい。
【0013】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、複数の溝部の配置間隔Pは200μm〜500μmであることが好適である。
【0014】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、複数の溝部は等間隔に配置されていることが好ましい。
【0015】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、複数の溝部の深さHは100μm〜500μmであることが好ましい。
【0016】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、複数の溝部の配置間隔Pに対する溝部の深さHの比率であるアスペクト比H/Pが、0.3以上であることが好ましい。
【0017】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、溝部の形状ロールの周方向に直交する方向の断面形状は、略半円形状、略半楕円形状、またはプリズム形状であることが好適である。
【0018】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、溝部の形状ロールの周方向に直交する方向の断面形状は、光学レンズを形成するための対応する形状であることが好ましい。
【0019】
転写型には形状ロールの周方向に連続する溝部が形状ロールの回転軸方向に複数並設され、複数の溝部の配置間隔Pは200μm〜500μmで等間隔であり、溝部の深さHが100μm〜500μm、アスペクト比(H/P)は0.3以上であり、溝部の形状ロールの周方向に直交する方向の断面形状は、略半円形状、略半楕円形状、またはプリズム形状であって、光学レンズを形成するための対応する形状であると、従来の製造方法では、転写率が高い表面形状転写樹脂シートを作成することが困難であった。本発明による樹脂シートの製造方法を用いると、上記のような転写難易度の高い転写型においても、転写率の高い表面形状転写樹脂シートを作成することができる。
【0020】
また、形状転写層(A)を構成する樹脂(a)は、スチレン系樹脂またはアクリル系樹脂であり、主層(B)を構成する樹脂(b)は、スチレン系樹脂またはアクリル系樹脂であることが好ましい。
【発明の効果】
【0021】
本発明によれば、樹脂シートに転写された形状の転写率の向上を図ることが可能な樹脂シートの製造方法を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図2】本発明の第2実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図3】本発明の第3実施形態に係る樹脂シート製造装置を示す概略構成図である。
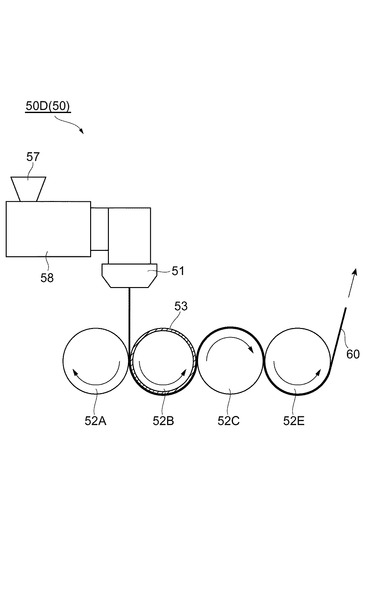
【図4】本発明の第4実施形態に係る樹脂シート製造装置を示す概略構成図である。
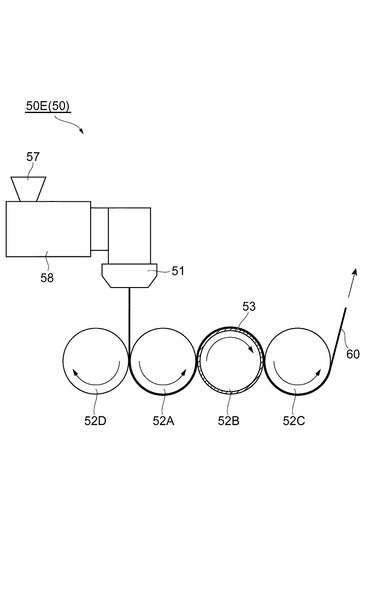
【図5】本発明の第5実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図6】本発明の実施形態に係る樹脂シートの層構成を模式的に示す断面図である。
【図7】本発明の実施形態に係る樹脂シートの構成を模式的に示す斜視図である。
【図8】転写型に形成された凹部及び樹脂シートに形成された凸状部を模式的に示す断面図である。
【図9】本発明の実施形態に係る樹脂シートの製造方法の手順を示すフローチャートである。
【図10】本発明の他の実施形態に係る樹脂シートの層構成を模式的に示す断面図である。
【図11】本発明に係る導光板を備えた透過型画像表示装置の一実施形態の構成を模式的に示す断面図である。
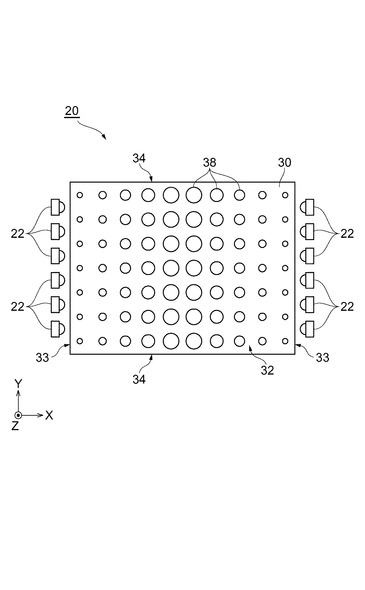
【図12】本発明に係る導光板を備えた面光源装置の一実施形態の構成を模式的に示す背面図である。
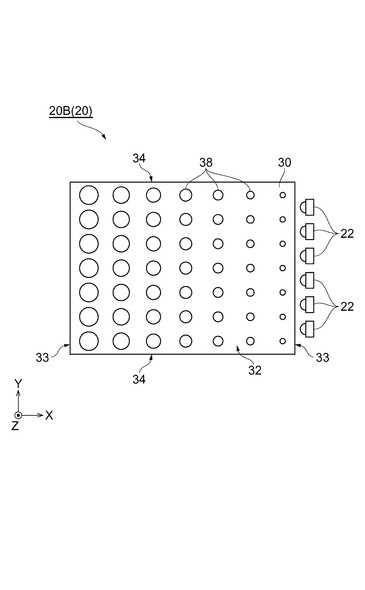
【図13】本発明に係る導光板を備えた面光源装置の他の実施形態の構成を模式的に示す背面図である。
【図14】本発明に係る導光板を備えた面光源装置の一実施形態の構成を模式的に示す正面図である。
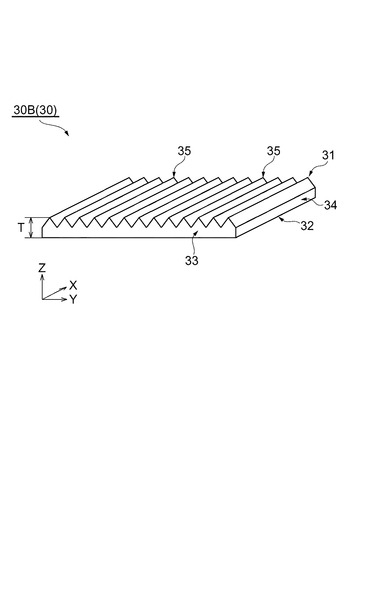
【図15】本発明に係る導光板の他の実施形態の構成を模式的に示す斜視図である。
【図16】本発明に係る光拡散板を備えた透過型画像表示装置の一実施形態の構成を模式的に示す側面図である。
【図17】図16に示す透過型画像表示装置の模式的な斜視図である。
【図18】本発明の一実施形態に係る樹脂シートからなる光拡散板の模式的な斜視図である。
【図19】光拡散板の取り付け状態を示すランプボックスの要部拡大断面図である。
【図20】本発明の第6実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図21】第2押圧ロール(形状ロール)に取り付けられた凹版転写型の要部拡大断面図である。
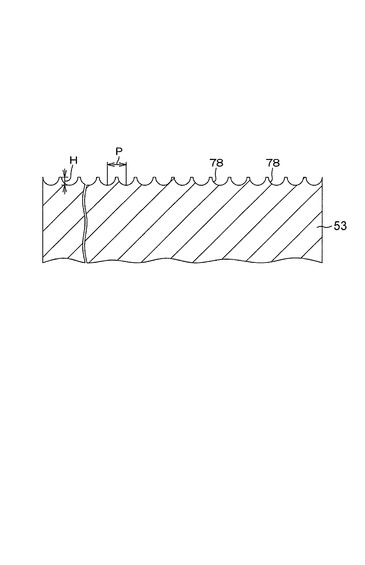
【図22】凹版転写型の第1の変形例(略半円形状)を示す図である。
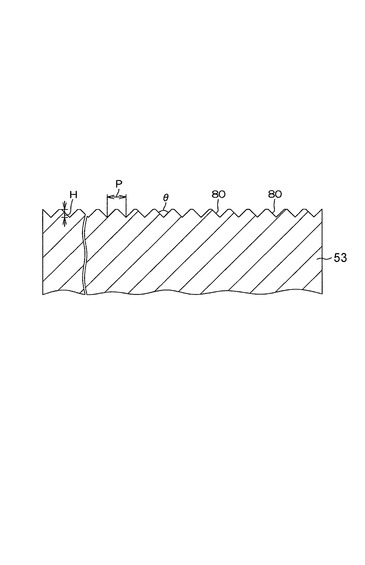
【図23】凹版転写型の第2の変形例(略プリズム形状)を示す図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態について図面を参照しながら説明する。なお、同一または相当要素には同一符号を付し、重複する説明は省略する。図面の寸法比率は、説明のものと必ずしも一致していない。
【0024】
(樹脂シートの製造装置)
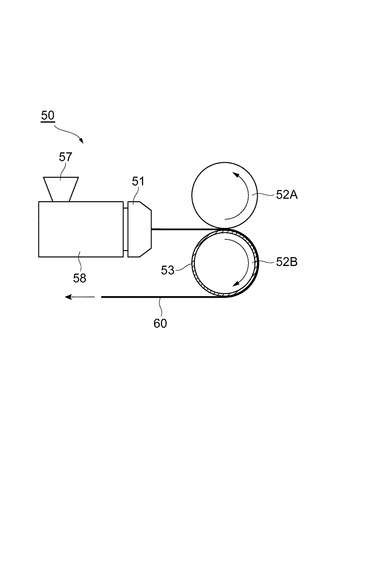
図1は、本発明の実施形態に係る樹脂シート製造装置を示す概略構成図である。樹脂シート製造装置50は、本発明の樹脂シートの製造方法に使用可能な装置である。樹脂シート製造装置50は、加熱溶融状態の樹脂を連続的に押し出して連続樹脂シート60を得るダイ51と、ダイ51から押し出された連続樹脂シート60を厚み方向の両側から押圧する第1押圧ロール(本発明における押圧ロール)52A及び第2押圧ロール(本発明における形状ロール)52Bと、を備えている。
【0025】
また、樹脂シート製造装置50は、原料となる樹脂を投入するための樹脂投入口57と、樹脂投入口57から投入された樹脂を押し出すための押し出し機58とを備えている。本実施形態に係る樹脂シート製造装置50は、厚さ方向に積層された多層構造の樹脂シート60を製造可能な構成とされ、本実施形態では、図10に示すような2層構造の連続樹脂シート60を製造する場合について説明する。
【0026】
第1押圧ロール52A及び第2押圧ロール52Bは、互いに平行な回転軸回りに回転可能な構成とされている。第1押圧ロール52A及び第2押圧ロール52Bは、樹脂シート60の厚み方向に離間して配置され、互いの周面同士の間隔は、樹脂シート60の厚みに応じて設定されている。第2押圧ロール52Bの周面には、図8、図21、図22、及び図23に示すように、樹脂シート60に転写される凹凸形状に対応する転写型53が形成されている。詳しくは、後述する。
【0027】
(樹脂シートの製造装置の変形例)
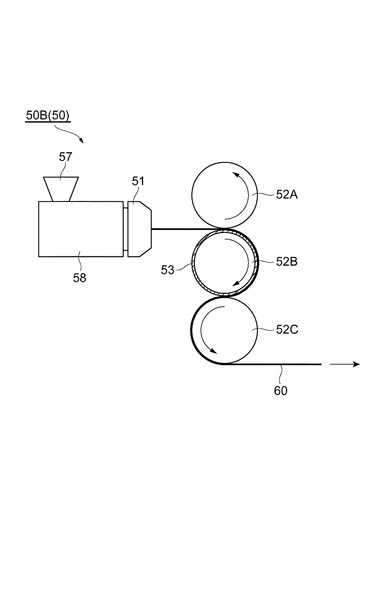
図2は、本発明の第2実施形態に係る樹脂シート製造装置を示す概略構成図である。図2に示す樹脂シート製造装置50Bが、図1に示す樹脂シート製造装置50と異なる点は、第2押圧ロール(本発明における形状ロール)52Bの後段に、第3押圧ロール52Cを備えている点である。第3押圧ロール52Cは、第1押圧ロール(本発明における押圧ロール)52Aと同様な構成である。第3押圧ロール52Cは、第2押圧ロール52Bとの間に、連続樹脂シート60を挟み込んで押圧する。
【0028】
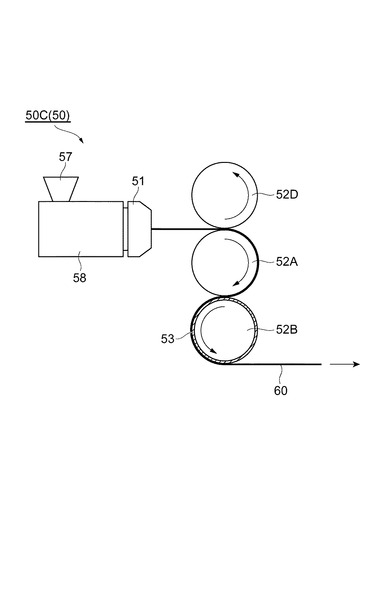
図3は、本発明の第3実施形態に係る樹脂シート製造装置を示す概略構成図である。図3に示す樹脂シート製造装置50Cが、図1に示す樹脂シート製造装置50と異なる点は、第1押圧ロール(本発明における押圧ロール)52Aの前段に、予圧ロール52Dを備えている点である。予圧ロール52Dは、第1押圧ロール52Aと同様な構成である。予圧ロール52Dは、第1押圧ロール52Aとの間に、連続樹脂シート60を挟み込んで押圧する。
【0029】
図4は、本発明の第4実施形態に係る樹脂シート製造装置を示す概略構成図である。図4に示す樹脂シート製造装置50Dが図2に示す樹脂シート製造装置50Bと異なる点は、第3押圧ロール52Cの後に、第4押圧ロール(後押圧ロール)52Eを備えている点である。そのほかの構成は図2に示す樹脂シート製造装置50Bと同様な構成である。第4押圧ロール52Eは第3押圧ロール52Cとの間に、連続樹脂シート60を挟み込んで押圧する。連続樹脂シート60は、形状転写層61が第4押圧ロール52Eに密着したまま搬送される。
【0030】
図5は、本発明の第5実施形態に係る樹脂シート製造装置を示す概略構成図である。図5に示す樹脂シート製造装置50Eが図3に示す樹脂シート製造装置50Cと異なる点は、第2押圧ロール(本発明における形状ロール)52Bの後に、第3押圧ロール(後押圧ロール)52Cを備えている点である。そのほかの構成は図3に示す樹脂シート製造装置50Cと同様な構成である。第3押圧ロール52Cは第2押圧ロール52Bとの間に、連続樹脂シート60を挟み込んで押圧する。連続樹脂シート60は、非形状転写層が第3押圧ロール52Cに密着したまま搬送される。
【0031】
複数のロールは、図1〜図3に示すように、上下方向に隣接して配置されている構成でもよく、図4及び図5に示すように、水平方向に隣接して配置されている構成でもよい。また、複数のロールは、水平方向に対して傾斜する方向に隣接して配置されている構成でもよい。図5に示す樹脂シート製造装置50Eでは、3番目に配置された第2押圧ロール(本発明における形状ロール)の後段に、第3押圧ロール52Cが配置されているため、第2押圧ロール52Bの上側半分(180度分)に対して、樹脂を密着させることができる。また、第3押圧ロール52Cに連続樹脂シートを密着させることで、連続樹脂シートの温度を調整することができる。
【0032】
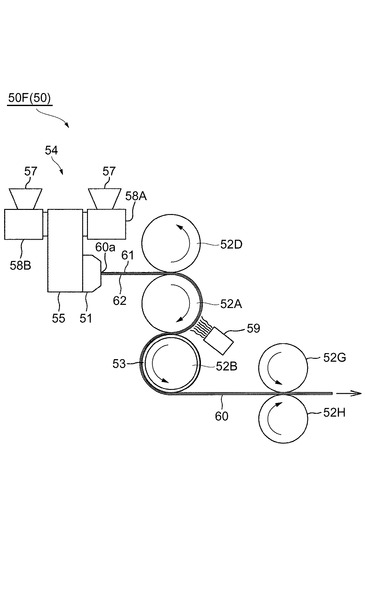
図20は、本発明の第6実施形態に係る樹脂シート製造装置を示す概略構成図である。図20に示す樹脂シート製造装置50Fが、図3に示す樹脂シート製造装置50Cと異なる点は、連続樹脂シート60が第1押圧ロール52Aと第2押圧ロール52Bとに挟み込まれる直前で、連続樹脂シート60の形状転写層61側のシート表面を加熱するヒーター59を備えている点である。
【0033】
樹脂シート製造装置50Dは、原料樹脂をシート状に押し出して成形するシート成形機54と、押し出された連続樹脂シート60を押圧により成形するための一組の押圧ロール群(52D,52A,52B)と、連続樹脂シート60を引き取るための一対の引取ロール群(52G,52H)とを備えている。
【0034】
シート成形機54は、形状転写層(A)61の原料樹脂(a)を加熱溶融するための第1押出機(副押出機)58Aと、主層(B)62の原料樹脂(b)を加熱溶融するための第2押出機(主押出機)58Bと、第1および第2押出機58A,58Bで溶融された樹脂が供給されるフィードブロック55と、フィードブロック55内の樹脂をシート状態で押し出すためのダイ51とを備えている。
【0035】
第1および第2押出機58A,58Bとしては、例えば、一軸押出機、二軸押出機など、公知の押出成形機を用いることができる。第1および第2押出機58A,58Bには、押出機のシリンダ内に樹脂を投入するためのホッパ(樹脂投入口)57が取り付けられている。
【0036】
フィードブロック55としては、2種以上の樹脂をダイ51に供給し、積層した状態で共押出しできる型式であれば特に制限されず、例えば、2種3層分配型、2種2層分配型など、公知のフィードブロックを用いることができる。
【0037】
ダイ60としては、共押出し用のダイであれば特に制限されず、通常の押出成形法に用いられる金属製のTダイなどが用いられる。ダイ60のリップ(ダイリップ60a)の幅は、目的とする連続樹脂シート60の幅に合わせて選択され、例えば、300mm〜3000mmである。
【0038】
予圧ロール52D、第1押圧ロール52A、及び第2押圧ロール52Bは、それぞれ円柱状の金属製(例えば、ステンレス鋼製、鉄鋼製など)ロールからなり、その周面の温度(表面温度)を調節する機能を有する冷却ロールである。第2押圧ロール52Bの周面には、連続樹脂シート60に半楕円凸状部35および凹溝35b(図18、図19参照)を形成するための凹版転写型53が設けられている。
【0039】
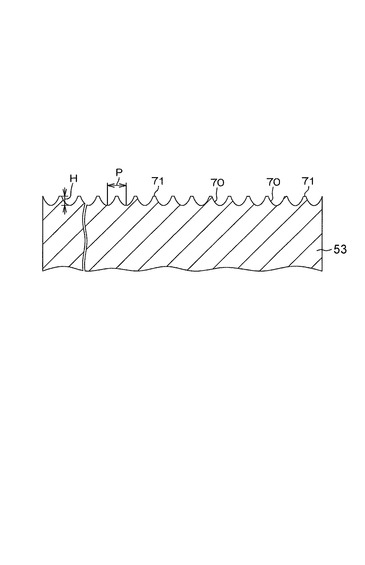
この凹版転写型53には、図21に示すように、半楕円凸状部35とは反対型の溝部としての半楕円凹溝70が、第2押圧ロール52Bの周方向に沿って多数筋状に形成されている。すなわち、凹版転写型53には、半楕円凹溝70と、隣り合う半楕円凹溝70との間の凸条71とが、第2押圧ロール52Bの軸方向に沿って交互に配置されている。
【0040】
半楕円凹溝70は、その長手方向(周方向)に直交する切断面が略半楕円形状の輪郭を有している。半楕円凹溝70の深さHは、半楕円凸状部35の高さH´よりもやや大きく、例えば、100μm〜500μm、好ましくは、100μm〜300μm以下である。深さHが過剰に大きすぎると、半楕円凹溝70の先端にまで高流動性ポリスチレン樹脂(形状転写層61を構成する樹脂(b))を入り込ませることが難しくなる。
【0041】
また、隣り合う半楕円凹溝70の中心同士の距離(ピッチP)は、半楕円凸状部35の形状に応じて適宜定められるが、例えば、200μm〜500μm、好ましくは、250μm〜450μm、さらに好ましくは、300μm〜400μmである。ピッチPが200μm未満の場合、樹脂が第2押圧ロール53に接触してすぐに固化するおそれがあり、その結果、形状転写層(A)61を構成する樹脂(a)が半楕円凹溝70の先端にまで入り込まず、目標とする転写形状を得ることができないおそれがある。一方、ピッチPが500μmを超えている場合、液晶パネル上でもピッチの筋が肉眼でも観察されたり、液晶パネル10や光学フィルム41などとのモアレ模様が現れたりするおそれがある。
【0042】
また、半楕円凹溝70のピッチPに対する高さHの比率(H/P)で表されるアスペクト比は、例えば、0.3以上、好ましくは、0.5〜0.7である。なお、半楕円凸状部35の高さH´と半楕円凹溝70の深さHとの差は、凹版転写型53が連続樹脂シート60に転写されて半楕円凸状部35が形成される際の転写率(H´/H)(%)に起因するものである。
【0043】
また、各押圧ロール(52D,52A,52B)の回転軸にはそれぞれモータ(図示せず)が接続されている。予圧ロール52D及び第2押圧ロール52Bが反時計回りに回転可能であり、第1押圧ロール52Aが時計回りに回転可能である。すなわち、押圧ロール(52D,52A,52B)は、上から順に「反時計回りに回転可能」、「時計回りに回転可能」、「反時計回りに回転可能」である。これにより、全てのロール(52D,52A,52B)が連続樹脂シート60を挟みこんだ状態で同期回転することができる。また、押圧ロール(52D,52A,52B)の回転速度を適宜調節することにより、樹脂シート60の搬送速度を調整することができる。
【0044】
各押圧ロール(52D,52A,52B)の直径は、例えば、100mm〜500mmである。また、押圧ロール(52D,52A,52B)として金属製ロールが用いられる場合、その表面に、例えば、クロムメッキ、銅メッキ、ニッケルメッキ、Ni−Pメッキなどのメッキ処理が施されていてもよい。
【0045】
また、第1押圧ロール52Aの近くには、第1押圧ロール52A上を搬送される樹脂シート60の形状転写層61の表面(転写される側の表面)を加熱するためのヒータ72が設置されている。ヒーター72は、第1押圧ロール52Aの周面に対して離間するように対向配置されていて、搬送される連続樹脂シート60を形状転写層61のシート表面側から加熱する。ヒーター72としては、例えば、赤外ヒーターなど、公知のヒーターを用いることができる。また、ヒーター72は、連続樹脂シート60が搬送されるラインに設置するインラインタイプのものであってもよいし、作業者が手に持って測定できるハンディタイプのものであってもよい。
【0046】
一対の引取ロール群(52E,52E)は、連続樹脂シート60を厚さ方向両側から挟み込む一対の引取ロール52E,52Eを含んでいる。引取ロール52E,52Eは、それぞれ円柱状の金属製(例えば、ステンレス鋼製、鉄鋼製など)ロールからなり、下側の引取ロール52Eの上端が第2押圧ロール(形状ロール)52Bの下端と同じ高さ位置となるように対向設置されている。これにより、第2押圧ロール52Bから送出される連続樹脂シート60を、送出直後の高さで支持したまま水平搬送できるので、搬送抵抗を小さくすることができる。
【0047】
(連続樹脂シート)
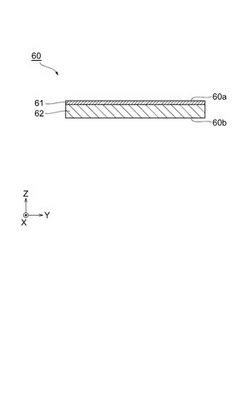
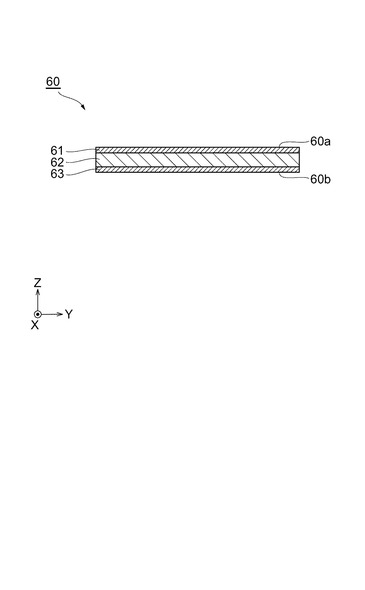
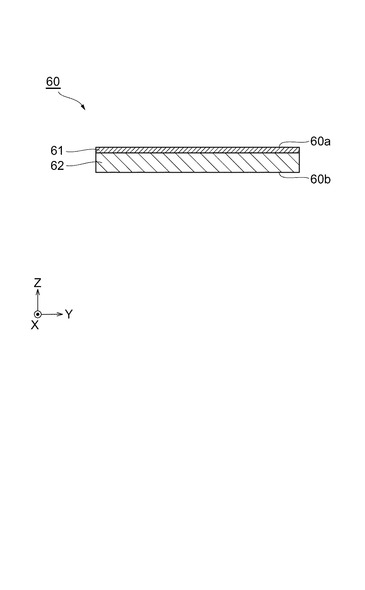
次に、本発明の実施形態に係る製造方法により製造される連続樹脂シートについて説明する。図10は、本発明の実施形態に係る連続樹脂シートの層構成を示す断面図である。図10では、連続樹脂シートの連続する方向(x方向)と直交する方向(y方向、z方向)に切った断面であり、表面形状が転写される前の状態を示している。
【0048】
連続樹脂シート60は、シートの厚み方向(z方向)に複数の層が積層された多層構造を有し、シート表面60aを構成する形状転写層(A)61と、主層(B)62とを備えている。例えば、シート表面60aを有する形状転写層(A)61に、表面形状が転写される。主層(B)62は、シートの厚み方向において、形状が転写される形状転写層(A)61の背面側に隣接して配置されている。
【0049】
連続樹脂シート60は、図10に示すように、2種2層の構成(形状転写層(A)/主層(B))であってもよいし、図6に示すような2種3層(形状転写層(A)/主層(B)/背面層)であってもよい。図6に示す連続樹脂シート60では、シート表面60aを構成する形状転写層(A)61と、シート表面60bを構成する背面層63と、これらの形状転写層(A)61及び背面層63に挟まれた主層(B)62とを備えている。2種3層の場合には、形状転写層61と背面層63を構成する樹脂は、同じ樹脂である。
【0050】
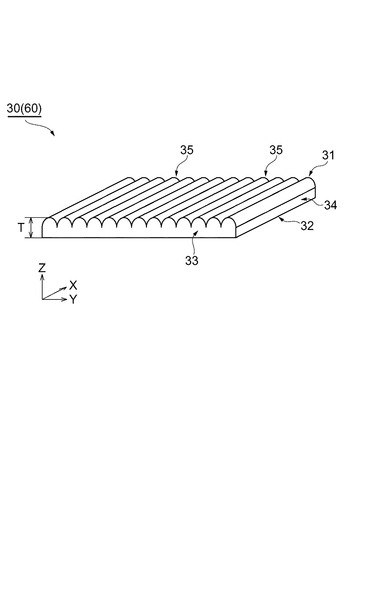
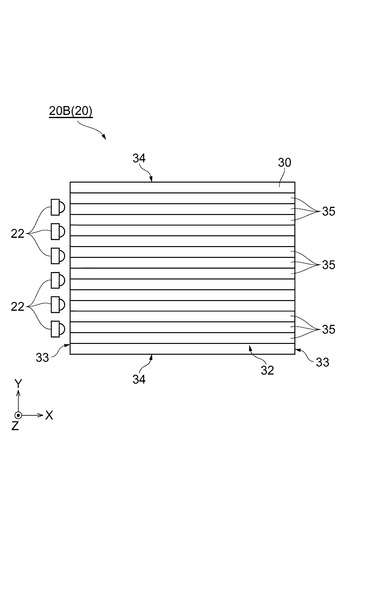
図7は、本発明の実施形態に係る樹脂シートの構成を模式的に示す斜視図である。図7では、連続樹脂シート60が所定のサイズに切断されて形成された樹脂シート30を示している。樹脂シート30は、後述する透過型画像装置1,1B(図11、図16参照)に搭載される面光源装置(バックライト)20,20Bの導光板30または光拡散板30Cとして使用可能なものである。面光源装置(バックライト)20,20Bとしては、導光板30の側面33にLEDなどの光源を配置し、導光板30の側面33から入射した光を正面側に出射するエッジライト型として、使用可能である。なお、樹脂シートの側面33に対して光源を配置して導光板として使用してもよく、樹脂シートの背面32に対して光源を配置して光拡散板として使用してもよい(詳しくは後述する)。
【0051】
樹脂シートを導光板30として使用する場合には、通常、樹脂シートの背面32には、側面から入射した光を乱反射させる反射加工が施される。反射加工として行う印刷の方法としては、シルク印刷のほかに、インクジェット印刷を行ってもよい。あるいは反射加工の方法としては、印刷ではなく、レーザ照射によりドット形状の凹凸を付与してもよい。
【0052】
樹脂シート30の表面31には、第1の方向(x軸方向)に延在すると共に、この第1の方向に直交する第2の方向(y軸方向)に並列配置された複数の凸状部35が形成されている。表面31に形成された凸状部35を有する凹凸形状は、後述する転写工程よって形成される。
【0053】
(導光板の使用例)
次に図11を参照して、導光板の具体的な使用例について説明する。図11は、本発明に係る導光板を備えた透過型画像表示装置の一実施形態の構成を模式的に示す断面図である。図11は、透過型画像表示装置1を分解して示している。
【0054】
(透過型画像表示装置)
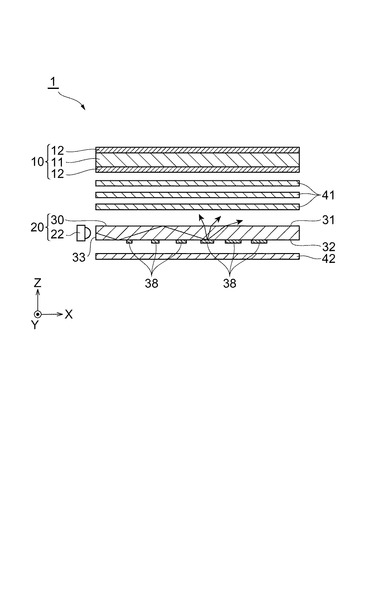
透過型画像表示装置1は、透過型画像表示部10と、図11において透過型画像表示部10の背面側に配置された面光源装置20とを備えている。図11に示すように、面光源装置20と透過型画像表示部10の配列方向をz方向(板厚方向)と称し、z方向に直交する2方向であって互いに直交する2方向をx方向及びy方向と称す。
【0055】
透過型画像表示部10としては、例えば液晶セル11の両面に直線偏光板12,12が配置された液晶表示パネルが挙げられる。この場合、透過型画像表示装置1は液晶表示装置(又は液晶テレビ)である。液晶セル11,偏光板12,12は、従来の液晶表示装置等の透過型画像表示装置1で用いられているものを用いることができる。液晶セル11としてはTFT型、STN型等の公知の液晶セルが例示される。
【0056】
(面光源装置)
図12は、本発明に係る導光板を備えた面光源装置の一実施形態の構成を模式的に示す背面図、図13は、本発明に係る導光板を備えた面光源装置の他の実施形態の構成を模式的に示す背面図、図14は、本発明に係る導光板を備えた面光源装置の一実施形態の構成を模式的に示す正面図である。面光源装置20は、図11〜図14に示すように、導光板(光学シート)30と、導光板30の側面33と対向して配置されたLED光源(点状光源)22とを備えている。なお、導光板30の正面側において、導光板30と透過型画像表示部10との間に、各種フィルム41が配置されている構成でもよい。各種フィルム41としては、拡散フィルム、プリズムフィルム、輝度向上フィルムなどが挙げられる。
【0057】
(光源)
LED光源22は、面光源装置20の点状光源として機能するものであり、図12に示すように、導光板30のy軸方向に延在する側面33,33と対向して配置されている。複数のLED光源22は、側面33の長手方向(y軸方向)に沿って、離散的に配置されている。LED光源22の配置間隔は、通常5mm〜20mmである。点状光源は、導光板30の4辺と対向するように配置されていてもよく、x軸方向に対向する2辺(図12参照)、y軸方向に対向する2辺に配置されていてもよく、1辺のみに配置(図13及び図14参照)されている構成でもよい。また、点状光源は、LED光源に限らずその他の点状光源でもよい。さらに、光源は、点状光源に限定されず、線状光源(冷陰極管)が配置されている構成でもよい。
【0058】
LED光源22は、白色LEDでもよく、一つの箇所に複数のLEDを配置して一つの光源単位を構成してもよい。例えば、一つの光源単位として、赤色、緑色、青色の異なる三色のLEDが、近接され並べられて配置されていてもよい。そして、複数のLEDを有する光源単位が、上述した配置方向に従い離散的に配置される。このような場合には、異なるLED同士は可能な限り近づけられて配置されていることが好ましい。
【0059】
LED光源としては、様々な出光分布を有するものが使用可能であるが、LED光源の法線方向(z軸方向)の光度が最大であり、光度分布の半値幅が40度以上80以下である出光分布を有するものが、好適である。また、LED光源のタイプとしては、具体的に、ランバーシアン型、砲弾型、サイドエミッション型などが挙げられる。
【0060】
(導光板)
導光板30は、図12〜図14に示すように、長方形を成し、平面視形状のサイズは目的とする透過型画像表示装置10の画面サイズに適合するように選択されるが、直交する2辺の長さ(L1×L2)は、通常250mm×440mm以上、好ましくは500mm×800mm以上の大型サイズであることが好ましい。導光板30の平面視形状は、長方形に限らず、正方形としてもよいが、以下では、特に断らない限り、長方形として説明する。
【0061】
導光板30は、光を透過させる透光性樹脂から形成され板状を成している。なお、導光板30は、シート状でもよく、フィルム状でもよい。導光板30の厚みTは、1.0mm以上4.5mm以下であることが好ましい。
【0062】
導光板30は、z軸方向(厚み方向)に対向する一対の主面(31,32)、X軸方向に対向する一対の側面33,33、及びY軸方向に対向する一対の側面34,34を備えている。主面(31,32)は、側面(33,34)と交差する方向に形成されている。
【0063】
z軸方向に対向する一対の主面のうち一方の主面(31)は、面状の光を出射可能な出射面31として機能する。出射面31は、透過型画像表示部10側に配置され、他方の主面(背面32)は、透過型画像表示部10とは反対側に配置される。また、背面32と対面する位置には、導光板30内の光を出射面31側へ反射させる反射シート42が施工されている。
【0064】
(反射加工)
また、図12及び図13に示すように、導光板30の背面32には、光を乱反射させる反射加工(例えばシルク印刷)が施されている。反射加工として行う印刷の方法としては、シルク印刷のほかに、インクジェット印刷を行っても良い。あるいは、反射加工の方法としては、印刷ではなく、レーザー照射によりドット形状の凹凸を付与してもよい。本実施形態の導光板30では、反射加工として、ドットパターンが印刷されている。ドットパターンの印刷には、光を拡散させる拡散粒子を有するインクが使用されている。また、ドットパターンを構成する各ドット38(印刷ドット)の径は、光源側から離間するにつれて大きくなるように、諧調変化がつけられている。例えば、光源から近い領域である側部近傍の領域のドット径は、516μm程度とされ、光源から最も遠い領域であるパネル中央付近の領域のドット径は、904μm程度とされ、両者の中間の領域のドット径は、729μm程度とされている。
【0065】
(凹凸形状)
図7は、本発明に係る導光板の一実施形態の構成を模式的に示す斜視図、図15は、本発明に係る導光板の他の実施形態の構成を模式的に示す斜視図である。出射面31には、z軸方向の外側へ凸である複数の凸状部35が形成されている。凸状部35は、x軸方向(一方向)に延在し、y軸方向に複数並列配置されている。
【0066】
また、凸状部35の形状としては、プリズム形状、略半円形状、略半楕円形状などが挙げられ、1つの凸状部35(形状単位)の中で連続的に変化する形状が好ましく、例えば、プリズム形状よりも半円形状または半楕円形状が好ましい。なお、凸状部35の延在する方向は、光源からの光の出射方向と平行であることが好ましい。また、凸状部35が隣接する方向(y軸方向)において、隣接する凸状部35,35間に平面部が形成されていてもよい。また、凸状部の形状としては、その他、光学レンズ形状でもよい。
【0067】
図8は、図7中の凸状部をx軸方向から示す拡大図である。ここで、凸状部35は、H×T/P≧0.23…(1)を満たしていてもよい。ただし、Pは、隣接する凸状部35,35の間隔(μm)、Hは、凸状部35の高さ(μm)、Tは、シート厚み(mm)である。図8に示すように、間隔Pは、隣接する凸状部35の頂点35a,35a間の距離である。凸状部35の高さHは、凸状部35の下端35bと頂点35aとの距離である。シート厚みTは、凸状部35の頂点35aと背面32との距離である。
【0068】
(導光板の構成材料)
導光板30は、透光性樹脂から形成されている。透光性樹脂の屈折率は通常、1.49〜1.59である。導光板30に使用される透光性樹脂としては、メタクリル樹脂が主として用いられる。導光板30に使用される透光性樹脂として、その他の樹脂を用いてもよく、スチレン系の樹脂を用いても良い。透光性樹脂としては、アクリル樹脂、スチレン樹脂、カーボネート樹脂、環状オレフィン樹脂、MS樹脂(アクリルとスチレンの共重合体)などが使用可能である。
【0069】
導光板を液晶表示装置(透過型画像表示装置1)に適用するにあたり、導光板30には、光拡散剤、紫外線吸収剤、熱安定剤、光重合安定剤などの添加剤が添加されていてもよい。
【0070】
(光拡散板の使用例)
次に図16を参照して、光拡散板の使用例について説明する。図16は、本発明に係る光拡散板を備えた透過型画像表示装置の一実施形態の構成を模式的に示す側面図である。図17は、図16に示す透過型画像表示装置の模式的な斜視図である。
【0071】
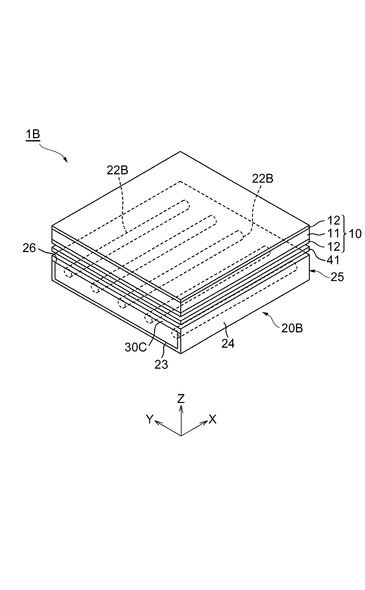
(透過型画像表示装置)
透過型画像表示装置1Bは、透過型画像表示部10と、図16において透過型画像表示部10の背面側に配置された面光源装置20Bとを備えている。図16に示すように、面光源装置20Bと透過型画像表示部10の配列方向をz方向(板厚方向)と称し、z方向に直交する2方向であって互いに直交する2方向をx方向及びy方向と称す。
【0072】
透過型画像表示部10としては、例えば液晶セル11の両面に直線偏光板12,12が配置された液晶表示パネルが挙げられる。この場合、透過型画像表示装置1は液晶表示装置(又は液晶テレビ)である。液晶セル11,偏光板12,12は、従来の液晶表示装置等の透過型画像表示装置1で用いられているものを用いることができる。液晶セル11としてはTFT型、STN型等の公知の液晶セルが例示される。
【0073】
(面光源装置)
面光源装置20Bは、導光板(光学シート)30と、導光板30の側面33と対向して配置されたLED光源(点状光源)22とを備えている。なお、導光板30の正面側において、導光板30と透過型画像表示部10との間に、各種フィルム(光学フィルム)41が配置されている構成でもよい。各種フィルム41としては、特に制限されず、例えば、マイクロレンズフィルム、略半円状のレンチキュラーレンズフィルム、拡散フィルム、プリズムフィルム、輝度向上フィルム、反射型偏光分離フィルムなどが挙げられる。
【0074】
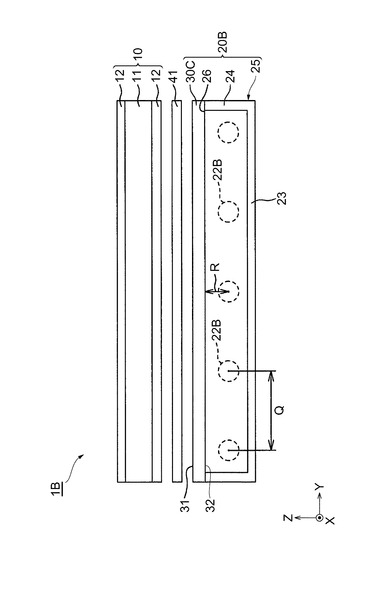
面光源装置(バックライトシステム)20Bは、四角板状の後壁23および後壁23の周縁から前方(正面側)へ一体的に立設された四角枠状の側壁24を有し、前面側が開放された薄型箱状の樹脂製ランプボックス25と、ランプボックス25内に設けられた複数の線状光源22Bと、ランプボックス25の開放面26(前面)を塞ぐ光拡散板30Cとを備えている。
【0075】
すなわち、箱状のランプボックス25は、その開放面26の輪郭が四角枠状の側壁24により区画され、側壁24および後壁23により囲まれる空間内に、線状光源22Bが設けられている。ランプボックス25の後壁23内面には、例えば、線状光源22Bから後壁23側へ入射する光を、ボックスの開放面26側へ反射させるための反射板42(図11参照)が全体に取り付けられている。
【0076】
(光源)
線状光源22Bは、例えば、直径が2mm〜4mmの円筒状ランプである。複数の線状光源22Bは、光拡散板22Bの背面32に対して一定間隔を空けた状態で、互いに平行に等しい間隔を空けて配置されている。
【0077】
隣り合う線状光源22Bの中心同士の間隔Qは、省電力化の観点から、30mm〜60mmであることが好ましい。また、光拡散板30Cの背面32(例えば、背面32における中央部)と線状光源22Bの中心との距離Rは、薄型化の観点から、10mm〜20mmであることが好ましい。また、距離Rに対する間隔Qの比率(Q/R)は、2.5〜4.0であることが好ましい。とりわけ、間隔Qは、40mm〜55mmであることが好ましく、距離Rは、13mm〜17mmであることが好ましい。また、線状光源22Bの数は、ランプボックス25のサイズ(透過型画像表示装置1Bの画面サイズ)および間隔Qにより必然的に決まるが、例えば、32型の液晶表示装置1では、6〜10本であることが好ましい。なお、図17および図18では、図解し易くするために、線状光源22Bを5本分だけ表している。
【0078】
また、線状光源22Bとしては、例えば、蛍光管(冷陰極管)、ハロゲンランプ、タングステンランプなど、公知の筒形ランプを用いることができる。また、面光源装置20Bの光源としては、線状光源22Bに代えて、発光ダイオード(LED)などの点状光源などを用いることもできる。
【0079】
(光拡散板)
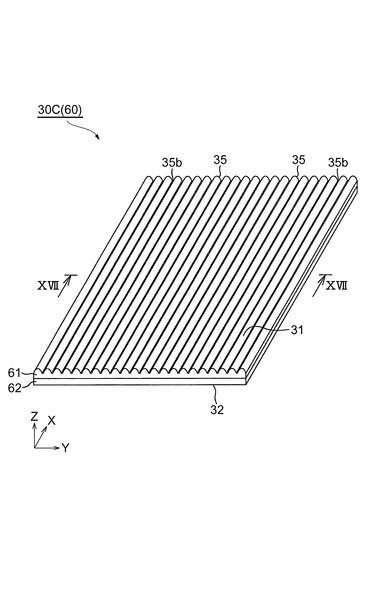
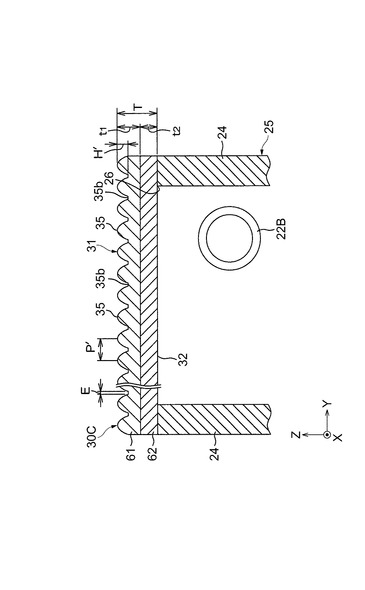
図18は、本発明の一実施形態に係る樹脂シートからなる光拡散板の模式的な斜視図である。図19は、光拡散板の取り付け状態を示すランプボックスの要部拡大断面図である。図18に示すように、光拡散板30Cは、ランプボックス25の側壁24の枠形状とほぼ同じ四角の板状に形成されている。
【0080】
光拡散板30Cは、厚さ方向Zに少なくとも2層の樹脂層が積層された光透過性の多層光拡散板であり、高流動性樹脂からなる形状転写層(A)(前面層)61と、低流動性樹脂からなる主層(B)(背面層)62とを備えている。
【0081】
また、光拡散板30Cには、必要により光拡散剤(光拡散粒子)を含有することができる。光拡散剤としては、光拡散板30Cを構成する透光性樹脂と屈折率が異なり、透過光を拡散できる粒子であれば特に制限されず、例えば、無機系の光拡散剤として、炭酸カルシウム、硫酸バリウム、酸化チタン、水酸化アルミニウム、シリカ、硝子、タルク、マイカ、ホワイトカーボン、酸化マグネシウム、酸化亜鉛などが挙げられる。これらは、脂肪酸などで表面処理が施されたものであってもよい。
【0082】
また、例えば、有機系の光拡散剤として、スチレン系重合体粒子、アクリル系重合体粒子、シロキサン系重合体粒子などが挙げられ、好ましくは、重量平均分子量が50万〜500万の高分子量重合体粒子や、アセトンに溶解させたときのゲル分率が10質量%以上である架橋重合体粒子が挙げられる。上記光拡散剤は、単独使用または2種以上併用することができる。
【0083】
光拡散板30Cが光拡散剤を含有する場合、光拡散剤の配合割合は、透光性樹脂100重量部に対して、0.001〜1重量部、好ましくは、0.001〜0.01重量部である。また、光拡散剤は、上記透光性樹脂とのマスターバッチとして用いることができる。また、透光性樹脂の屈折率と光拡散剤の屈折率との差の絶対値は、光拡散性の観点から、通常、0.01〜0.20であり、好ましくは、0.02〜0.15である。
【0084】
また、光拡散板10には、必要により、例えば、紫外線吸収剤、熱安定剤、酸化防止剤、耐候剤、光安定剤、蛍光増白剤、加工安定剤などの各種添加剤を添加することもできる。
【0085】
紫外線吸収剤としては、特に制限されず、例えば、サリチル酸フェニルエステル系紫外線吸収剤、ベンゾフェノン系紫外線吸収剤、トリアジン系紫外線吸収剤、ベンゾトリアゾール系紫外線吸収剤などが挙げられる。紫外線吸収剤を添加する場合には、透光性樹脂100重量部に対して、紫外線吸収剤を0.1〜3重量部添加することが好ましい。上記した範囲であれば、紫外線吸収剤の表面へのブリードを抑制でき、光拡散板の外観を良好に維持することができる。
【0086】
熱安定剤としては、特に制限されず、例えば、マンガン化合物、銅化合物などが挙げられる。熱安定剤を添加する場合には、紫外線吸収剤とともに添加し、透光性樹脂中の紫外線吸収剤1重量部に対して、熱安定剤を2重量部以下の割合で添加することが好ましく、透光性樹脂中の紫外線吸収剤1重量部に対して、熱安定剤を0.01〜1重量部添加することがさらに好ましい。
【0087】
また、酸化防止剤としては、特に制限されず、例えば、ヒンダードフェノール化合物、ヒンダードアミン化合物などが挙げられる。酸化防止剤を添加する場合には、透光性樹脂100重量部に対して、酸化防止剤を0.1〜3重量部添加することが好ましい。
【0088】
そして、光拡散板30Cは、図19に示すように、ランプボックス25内の線状光源22Bに対して半楕円凸状部35が平行となる位置において、ランプボックス25の側壁24に対して光拡散板30Cの背面32を当接させて、ランプボックス25に固定されている。これにより、ランプボックス25の開放面26が光拡散板30Cにより塞がれている。
【0089】
(樹脂シートの構成材料)
樹脂シートからなる導光板または光拡散板は、透光性樹脂から形成されている。透光性樹脂の屈折率は通常、1.49〜1.59である。導光板30に使用される透光性樹脂としては、メタクリル樹脂が主として用いられる。導光板30に使用される透光性樹脂として、その他の樹脂を用いてもよく、スチレン系の樹脂を用いても良い。透光性樹脂としては、アクリル樹脂、スチレン樹脂、カーボネート樹脂、環状オレフィン樹脂、MS樹脂(アクリルとスチレンとの共重合体)などが使用可能である。
【0090】
また、図10に示す樹脂シート60は、形状転写層(A)61と主層(B)62で構成され、主層(B)を構成する樹脂(b)のMFR(b)に対する形状転写層(A)を構成する樹脂(a)のMFR(a)の比率(MFR(a)/MFR(b))は、1.5以上である。MFR(a)及びMFR(b)は、JISK7210に準拠し温度200℃、49N荷重条件で測定された測定値である(MFR:Melt flow rate)。
【0091】
形状転写層(A)を構成する樹脂(a)としては、通常は、加熱されることにより溶融状態となる熱可塑性樹脂が挙げられる。樹脂(a)は、スチレン系樹脂またはアクリル系樹脂であることが好ましい。樹脂(a)は、その他の樹脂でもよく、カーボネート樹脂、環状オレフィン樹脂、MS樹脂(アクリルとスチレンとの共重合体)などでもよい。なお、本発明の製造方法に適用できる範囲で、加熱されることにより硬化する熱硬化性樹脂であってもよい。上記樹脂は、光拡散剤、紫外線吸収剤、熱安定剤、帯電防止剤などの添加剤が添加されていてもよい。
【0092】
主層(B)を構成する樹脂(b)としては、通常は、加熱されることにより溶融状態となる熱可塑性樹脂が挙げられる。樹脂(b)は、スチレン系樹脂またはアクリル系樹脂であることが好ましい。樹脂(b)は、その他の樹脂でもよく、カーボネート樹脂、環状オレフィン樹脂、MS樹脂(アクリルとスチレンとの共重合体)などでもよい。なお、本発明の製造方法に適用できる範囲で、加熱されることにより硬化する熱硬化性樹脂であってもよい。上記樹脂は、光拡散剤、紫外線吸収剤、熱安定剤、帯電防止剤などの添加剤が添加されていてもよい。
【0093】
(MFR値の例)
形状転写層(A)を構成する樹脂(a)、及び主層(B)を構成する樹脂(b)が、共にスチレン系樹脂の場合、MFR(a)は、5g/10min〜15g/10min、MFR(b)は、0.5g/10min〜2.0g/minとすることができる。
【0094】
また、形状転写層(A)を構成する樹脂(a)、及び主層(B)を構成する樹脂(b)が、共にアクリル系樹脂の場合、MFR(a)は、0.4g/10min〜3.0g/10min、MFR(b)は、0.1g/10min〜2.0g/minとすることができる。
【0095】
(樹脂シートの製造方法)
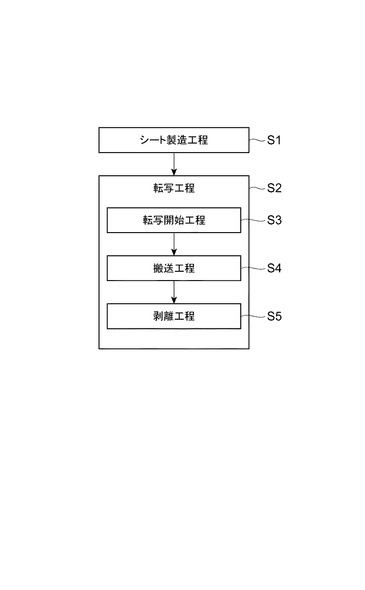
本発明の実施形態に係る樹脂シートの製造方法について説明する。図9は、本発明の実施形態に係る樹脂シートの製造方法の手順を示すフローチャートである。本実施形態の樹脂シートの製造方法は、例えば、図1〜図5、及び図20に示す樹脂シート製造装置50を用いて実施可能である。図9に示すように、本実施形態の樹脂シートの製造方法は、加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを成形するシート製造(S1)と、周面に転写型が形成された(形状ロール)を用いて、連続樹脂シートに転写型を転写する転写工程(S2)と、を備える。
【0096】
(シート製造工程)
シート製造工程では、樹脂を加熱溶融状態でダイ51から連続的に押し出して連続樹脂シート60を製造する。本発明の製造方法に用いられる樹脂としては、加熱されることにより溶融状態となる熱可塑性樹脂が挙げられる。
【0097】
上記樹脂を加熱溶融状態で連続的に押し出すダイ51としては、通常の押出成形法に用いられると同様の金属製のTダイなどが用いられる。ダイ51から樹脂を加熱溶融状態で押し出すには、通常の押出成形法と同様に、押出機58が用いられる。押出機58は一軸押出機であってもよいし、二軸押出機であってもよい。樹脂は押出機58内で加熱され、溶融された状態でダイ51に送られ、押し出される。ダイ51から押し出された樹脂は、連続的にシート状となって押し出され、連続樹脂シート60となる。
【0098】
上記連続樹脂シート60は、多層構造であるため、2種以上の樹脂をダイ51に供給し、積層した状態で共押し出しを行う。2種以上の樹脂を積層した状態で共押し出しをするには、たとえば、公知の2種3層分配型フィードブロックを用い、これを経由してダイ51に樹脂を供給する。
【0099】
なお、連続樹脂シート60の厚みは、得られたシートの用途に応じて適宜調整すればよい。例えば、連続樹脂シート60を導光板30または光拡散板30Cとして用いる場合のシート厚みの好ましい範囲は、1.0mm以上4.5mm以下である。
【0100】
(転写工程)
転写工程(S2)は、シート製造工程(S1)によって製造された連続樹脂シート60を第1押圧ロール(押圧ロール)52Aと第2押圧ロール(形状ロール)52Bとで挟み込むことで押圧する転写開始工程(S3)と、転写開始工程(S3)で押圧された連続樹脂シート60を形状ロール52Bの周面に密着させたまま搬送する搬送工程(S4)と、搬送工程(S4)で搬送された連続樹脂シート60を形状ロール52Bの周面(転写型53)から剥離する剥離工程(S5)と、を含む。
【0101】
(転写開始工程)
上記シート製造工程(S1)で得られた連続樹脂シート60は、転写開始工程(S3)により、図1に示すように、第1押圧ロール52Aと第2押圧ロール52Bとで、シートの厚み方向の両側から同時に挟み込まれて、押圧される。
【0102】
このとき、第2押圧ロール52Bに接する直前の連続樹脂シート60の表面温度は、形状転写層(A)を構成する樹脂(a)のガラス転移温度をTg(a)とした場合、(Tg(a)+50℃)〜(Tg(a)+150℃)の範囲である。表面温度の調整は、押出機58の設定温度の変更、ダイ51の設定温度の変更により、調整することができる。なお、連続樹脂シート60の表面温度は、赤外線温度計を用いて計測することができる。
【0103】
また、転写開始工程の直前に、第1押圧ロール52Aの周面に密着して搬送されている連続樹脂シート60の形状転写層61のシート表面を加熱する加熱工程を実行してもよい。
【0104】
この転写開始工程(S3)において、連続樹脂シート60には、第2押圧ロール(形状ロール)52Bの表面に形成された転写型53による形状が転写される。なお、本発明においては、転写型を備えた第2押圧ロール52Bを転写ロールともいう。上記転写ロール表面に備えられた転写型は、連続樹脂シート60の表面に押し当てられ、その表面形状を逆型として連続樹脂シート60に転写するものである。
【0105】
第1および第2押圧ロール52A,52Bとして通常はステンレス鋼、鉄鋼などの金属で構成された金属製ロールが用いられ、その直径は通常100mm〜500mmである。これらの第1および第2押圧ロール52A,52Bとして金属製ロールを用いる場合、その表面は、たとえばクロムメッキ、銅メッキ、ニッケルメッキ、ニッケル−リンメッキなどのメッキ処理が施されていてもよい。また、第1押圧ロール52Aの表面(周面)は、鏡面であってもよいし、エンボスなどの凹凸が施された転写面となっていてもよい。
【0106】
(搬送工程)
搬送工程(S4)は、連続樹脂シート60を第2押圧ロール52Bの周面に密着させた状態で、第2押圧ロール52Bの回転に従って搬送する工程である。
【0107】
(剥離工程)
剥離工程(S5)は、連続樹脂シート60を第2押圧ロール52Bの周面から剥離する工程である。
【0108】
このとき、第2押圧ロール52Bから剥離された直後の連続樹脂シート60の樹脂(a)の表面温度は、形状転写層(A)を構成する樹脂(a)のガラス転移温度Tg(a)に対して、(Tg(a)−10)℃〜(Tg(a)+40)℃の範囲であることが好適である。この範囲よりも樹脂(a)の表面温度が低い場合には、生産効率が上がらなくなる。上記の温度範囲よりも樹脂(a)の表面温度が高い場合には、連続樹脂シート60に転写された形状が熱により元に戻ってしまうため、転写率が悪化する。第2押圧ロール52Bから剥離された直後の樹脂(a)の表面温度のより好ましい範囲は、(Tg(a)−5)℃〜(Tg(a)+10)℃の範囲である。
【0109】
また、表面層(A)を構成する樹脂(a)のガラス転移温度Tg(a)は、主層(B)を構成する樹脂(b)のガラス転移温度をTg(b)とした場合、(Tg(b)+2)℃<Tg(a)℃<(Tg(b)+20)℃の範囲であってもよい。
【0110】
また、第2押圧ロール52Bから剥離された後において、主層(B)の厚みに対する形状転写層(A)の厚みの比率が、1/200〜1/10の範囲である。厚み比率が1/200より小さい場合、厚み比率が1/10よりも大きい場合には、転写率の向上が不十分である。
【0111】
(転写型)
図8は、転写型に形成された凹部及び樹脂シートに形成された凸状部を模式的に示す断面図である。転写型53は、形状ロール52Bの表面に設けられた複数の凹部からなる。例えば、凹部は、形状ロール52Bの周方向に連続して形成されている。凹部のピッチは、通常30μm以上、好ましくは50μm以上であるが、本発明の製造方法および製造装置においては、凹部のピッチ間隔が200μm〜500μmである場合に好適であり、凹部の溝深さHが100μm〜500μmである。凹部のピッチ間隔(P)とは、隣接する凹部の溝部間(底部同士)の距離をいい、凹部の溝深さ(D)とは、形状ロール52Bの表面円周上から凹部の溝部(底部)までの距離をいう。
【0112】
また、凹部のピッチ間隔(P)に対する凹部の溝深さ(H)の比率であるアスペクト比(H/P)は、例えば0.3以上、好ましくは、0.4〜0.7である。
【0113】
また、転写型53の凹部の断面形状としては、半円形状、半楕円形状などが挙げられる。また、プリズム形状に対応した鋭角部を有するV字型形状でもよい。
【0114】
上記転写型の作製方法としては、上記ステンレス鋼、鉄鋼などからなる転写ロールの表面に、たとえばクロムメッキ、銅メッキ、ニッケルメッキ、ニッケル−リンメッキなどのメッキ処理を施した後に、そのメッキ面に対してダイヤモンドバイトや金属砥石等を用いた除去加工や、レーザー加工や、またはケミカルエッチングを行ない、形状を加工することがあるが、これらの手法に特に限定されるものではない。
【0115】
また、転写ロールの表面は、上記転写型を形成した後に、たとえば表面形状の精度を損なわないレベルで、クロムメッキ、銅メッキ、ニッケルメッキ、ニッケル−リンメッキなどのメッキ処理を施してもよい。
【0116】
上記転写型の溝形状を、より精密で再現よく形成するためには、旋盤とダイヤモンドバイトの組合せが好ましく、銅上に施すクロムめっきの厚みは、好ましくは5μm以下、さらに好ましくは2μm以下である。
【0117】
(樹脂シートの製造方法の変形例)
製造方法の変形例として、例えば、搬送工程(S4)の後に、第2の押圧工程を実施してもよい。第2の押圧工程は、図2に示す樹脂シート製造装置50Bを用いて実施可能である。第2の押圧工程では、搬送工程(S4)によって搬送された連続樹脂シート60を第2押圧ロール(形状ロール)52Bと第3押圧ロール52Cとで挟みこむことで押圧する。第2押圧工程で押圧された連続樹脂シート60は、第2押圧ロールから剥離され(剥離工程)、第3押圧ロール52Cの周面に密着したまま搬送された後、第3押圧ロール52Cの周面から剥離される。
【0118】
また、製造方法の他の変形例として、例えば、転写開始工程(S3)の前に、予め押圧する予圧工程を実施しても良い。予圧工程は、図3に示す樹脂シート製造装置50Cを用いて実施可能である。予圧工程では、シート製造工程(S1)によって製造された連続樹脂シート60を予圧ロール52Dと第1押圧ロール52Aとで挟み込むことで、予め押圧する。押圧された連続樹脂シート60は、第1押圧ロール52Aの周面に密着したまま搬送され(予備搬送工程)、第1および第2押圧ロール52A,52Bによって転写開始工程(S3)が実行され、転写率向上に効果があり、この製造方法を用いるのが好ましい。
【0119】
また、第1押圧ロール52Aの近くには、第1押圧ロール52A上を搬送される連続樹脂シート60の表面を加熱するためのヒーターを設置してもよい。ヒーターは、第1押圧ロール52Aの周面に対して離間するように対向配置されていて、搬送される連続樹脂シートを表面側から加熱する。ヒーターとしては、例えば赤外線ヒーターなど公知のヒーターを用いることができる。
【0120】
(作用)
本発明の樹脂シートの製造方法では、形状転写層のみ比較的良流動とし、主層は比較的流動性の低いものとすることで、樹脂(a)による表層部が転写型の凹部形状に流入し易くなり、転写型53の凹部形状に流入した樹脂の形状が、転写型53から剥がれた後も保持され易くなる。これにより、形状転写率を向上させることができる。そのため、アスペクト比の高い表面形状を樹脂シートに形成することが可能となる。
【0121】
(実施例)
以下、実施例1〜4を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
【0122】
(実施例1,比較例1)
図3に示す樹脂シート製造装置50Cを用いて実施例1及び比較例1に係るシートを作成した。使用した製造装置50の条件を以下に示す。押出機58のスクリュー径を40mmとし、押出機58による押出量を、20kg/hrとした。ライン速度を0.32m/minとし、シート幅(Y方向の長さ)を25cmとした。第2押圧ロール52Bの転写型の形状として、ピッチPを600μm、深さHを300μmとした。ロール温度(予圧ロール52D/第1押圧ロール52A/第2押圧ロール52B)は、80℃/80℃/80℃とした。
【0123】
実施例1では、シート厚み4mmのPMMA板を押出成形(シート製造工程)によって作成した。実施例1では、2種類の樹脂を用いて3層構造の樹脂シート(図6参照)を作成とした。
【0124】
表面層(A)を構成する樹脂(a)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(a)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=98/2
MFR(a):1.5g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(a):107℃
厚み(片側):0.1mm
なお、樹脂(a)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、9.4g/10minであった。
【0125】
主層(B)を構成する樹脂(b)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(b)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=94/6
MFR(b):0.24g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(b):102℃
厚み:3.8mm
なお、樹脂(b)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、1.5g/10minであった。
【0126】
表面層(A)と主層(B)の厚みの比率は、1/38である。
【0127】
比較例1では、上記の樹脂(b)を用いて単層構造の樹脂シートを作成した。3層構造を単層構造にしたこと以外は、上記の実施例と同じである。
【0128】
実施例1では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、105℃であり、このときの形状高さH´は、183μmであり、形状転写率(=H´/H)は、61%であった。比較例1では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、105℃であり、このときの形状高さH´は、168μmであり、形状転写率(=H´/H)は、56%であった。
【0129】
下記の表1に実施例1及び比較例1の試験条件及び試験結果を示している。形状転写率が60%以上である場合を合格として判定した。
【表1】

【0130】
(実施例2,3、比較例2)
図3に示す樹脂シート製造装置50Cを用いて実施例2,3及び比較例2に係るシートを作成した。使用した製造装置50Cの条件を以下に示す。押出機58のスクリュー径を120mmとし、押出機58による押出量を、700kg/hrとした。実施例2,3では、ライン速度を2.85m/minとし、比較例2では、ライン速度を2.83m/minとした。シート幅(Y方向の長さ)は、実施例2,3、比較例2ともに135cmとした。第2押圧ロール52Bの転写型の形状として、ピッチPを400μm、深さHを222μmとした。実施例2では、ロール温度(予圧ロール52D/第1押圧ロール52A/第2押圧ロール52B)を、80℃/85℃/97℃とし、実施例3では、80℃/85℃/87℃とし、比較例2では、80℃/85℃/95℃とした。
【0131】
実施例2,3では、シート厚み3mmのPMMA板を押出成形(シート製造工程)によって作成した。実施例2,3では、2種類の樹脂を用いて3層構造の樹脂シート(図6参照)を作成とした。
【0132】
表面層(A)を構成する樹脂(a−2)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(a−2)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=95/5
MFR(a):1.4g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(a):102℃
厚み(片側):(実施例2)0.2mm:(実施例3)0.2mm
なお、樹脂(a−2)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、10.0g/10minであった。
【0133】
主層(B)を構成する樹脂(b)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(b)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=94/6
MFR(b):0.24g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(b):102℃
厚み:(実施例2)2.6mm:(実施例3)2.6mm
なお、樹脂(b)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、1.5g/10minであった。
【0134】
比較例2では、上記の樹脂(b)を用いて単層構造の樹脂シートを作成した。
【0135】
実施例2では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、124℃であり、このときの形状高さHは、155μmであり、形状転写率(=H´/H)は、61%であった。実施例3では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、119℃であり、このときの形状高さHは、167μmであり、形状転写率(=H´/H)は、75%であった。比較例2では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、123℃であり、このときの形状高さHは、127μmであり、形状転写率(=H´/H)は、57%であった。
【0136】
下記の表2に実施例2,3及び比較例2の試験条件及び試験結果を示している。形状転写率が60%以上である場合を合格として判定した。
【表2】
【0137】
(実施例4,比較例3)
図3に示す樹脂シート製造装置50Cを用いて実施例4及び比較例3に係るシートを作成した。使用した製造装置50Cの条件を以下に示す。押出機58のスクリュー径を120mmとし、押出機58による押出量を、1000kg/hrとした。実施例4では、ライン速度を4.08m/minとし、比較例3では、ライン速度を3.52m/minとした。シート幅(Y方向の長さ)は、実施例4で120cm、比較例3で135cmとした。第2押圧ロール52Bの転写型の形状として、ピッチPを400μm、深さHを222μmとした。実施例4では、ロール温度(予圧ロール52D/第1押圧ロール52A/第2押圧ロール52B)を、80℃/85℃/87℃とし、比較例3では、80℃/85℃/98℃とした。
【0138】
実施例4では、シート厚み3mmのPMMA板を押出成形(シート製造工程)によって作成した。実施例4では、2種類の樹脂を用いて3層構造の樹脂シート(図6参照)を作成とした。
【0139】
表面層(A)を構成する樹脂(a−2)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(a−2)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=95/5
MFR(a−2):1.4g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(a):102℃
厚み(片側):0.15mm
なお、樹脂(a−2)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、10.0g/10minであった。
【0140】
主層(B)を構成する樹脂(b)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(b)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=94/6
MFR(b):0.24g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(b):102℃
厚み:2.7mm
なお、樹脂(b)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、1.5g/10minであった。
【0141】
比較例3では、上記の樹脂(b)を用いて単層構造の樹脂シートを作成した。
【0142】
実施例4では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、135℃であり、このときの形状高さHは、155μmであり、形状転写率(=H´/H)は、70%であった。比較例3では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、131℃であり、このときの形状高さHは、127μmであり、形状転写率(=H´/H)は、57%であった。
【0143】
下記の表3に実施例4及び比較例3の試験条件及び試験結果を示している。形状転写率が60%以上である場合を合格として判定した。
【表3】
ライン速度(4.08m/min)が速く、ロール温度(87℃)が低い実施例4の方が、比較例3よりも高い形状転写率(70%)となった。
【0144】
次に、本発明を実施例5,6、比較例4に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
【0145】
(樹脂シートの原料)
樹脂シートの原料として、以下の(1)〜(2)の材料を準備した。
(1)非晶性樹脂(主層(B)):低流動性ポリスチレン樹脂(東洋スチレン株式会社製「HRM40」)
MFR(b):1.3g/10min(200℃、49N荷重条件)
(2)非晶性樹脂(形状転写層(A)):高流動性ポリスチレン樹脂(日本ポリスチレン株式会社製「G490N」)
MFR(a):7.0g/10min(200℃、49N荷重条件)
【0146】
(樹脂シートの製造装置の構成)
図20に示す樹脂シート製造装置と同様の構成を有する装置を用いた。
なお、押圧ロールとして、表面にクロムメッキが施された鏡面冷却ロールを準備した。
また、押圧ロールに装着する転写型として、表4に示す転写型Aを準備した。転写型Aには、半楕円形状の溝部が、押圧ロールの周方向に沿うように平行に等間隔で形成されている。また、表4において、「ピッチP」および「深さH」は、それぞれ前述の実施形態で定義した値である。
【表4】
【0147】
(実施例5,6および比較例4)
まず、主押出機(スクリュー径40mm)/副押出機(スクリュー径20mm)を有する多層押出機の主押出機および副押出機のそれぞれに、表2に示す非晶性樹脂を供給し、シリンダ温度210℃〜250℃で溶融混練した後、2層分配型フィードブロックに供給した。
【0148】
次いで、副押出機からフィードブロックに供給された樹脂が形状転写層層(高流動性樹脂層)61となり、主押出機からフィードブロックに供給された樹脂が主層(低流動性樹脂層)62となるように、フィードブロック内の樹脂を、幅300mmのTダイを経由させて、Tダイ温度240℃〜250℃でシート状に押し出した。
【0149】
その後、押し出された連続樹脂シート60を、予圧ロール(鏡面冷却ロール)52Dと第1押圧ロール(鏡面冷却ロール)52Aで挟み込み、第1押圧ロール52Aの表面に巻きつけた状態で搬送し、第1押圧ロール52Aと第2押圧ロール(形状ロール)52Bとで挟み込み、第2押圧ロール52Bの表面に巻きつけた状態で搬送し、第2押圧ロール52Bから剥離した連続樹脂シート60を引き取りロール52E,52Eで引き取った。これにより、高流動性樹脂層に凹形状が転写された表面形状転写樹脂シートを得た。そして、得られた樹脂シートの形状転写率T(=H´/H)を、上記式により求めた。結果を表5に示す。
【0150】
【表5】
【0151】
このように本発明の実施形態に係る樹脂シートの製造方法によれば、樹脂シートの形状転写率を向上させることができる。
【0152】
以上、本発明をその実施形態に基づき具体的に説明したが、本発明は、上記実施形態に限定されるものではない。上記実施形態では、多層構造の連続樹脂シートとして、厚み方向の両側に形状転写層(A)とこの形状転写層(A)間に挟まれた主層(B)とを有する構成としているが、転写型の形状が転写される一方のシート表面を表面層(A)として樹脂(a)によって構成し、他方のシート表面を樹脂(a)とは異なる他の樹脂によって構成してもよい。例えば、他方のシート表面を樹脂(b)によって構成し、2層構造の連続樹脂シートを製造してもよい。
【0153】
また、上記実施形態では、樹脂シートとして、導光板または光拡散板について説明しているが、その他の樹脂シートを作成してもよい。本発明の樹脂シート製造方法は、液晶TVのバックライトに搭載される形状導光板および形状拡散板の製造に有効である。本発明は、アスペクト比の高い形状導光板および形状拡散板の製造に特に有効である。
【0154】
また、上記実施形態では、図1〜図5、及び図20に示す樹脂シート製造装置50,50B,50C,50D,50E,50Fを用いて、連続樹脂シートの製造を行っているが、その他の製造工程を実行可能な樹脂シート製造装置を用いてもよい。
【0155】
また、形状ロールから剥離された直後の連続樹脂シートの表面温度は、形状転写層(A)を構成する樹脂(a)のガラス転移温度Tg(a)に対して、(Tg(a)−10)℃以上(Tg(a)+30)℃以下の範囲であることが好適であるが、その他の温度範囲でもよい。
【0156】
また、形状ロールから剥離された直後の連続樹脂シートの表面温度は、主層(B)を構成する樹脂(b)のガラス転移温度Tg(b)に対して、Tg(b)℃〜Tg(a)℃の範囲であってもよい。
【符号の説明】
【0157】
50,50B,50C,50D,50E,50F…樹脂シート製造装置、51…ダイ、52A…第1押圧ロール、52B…第2押圧ロール(形状ロール)、52C…第3押圧ロール、52D…予圧ロール、53…転写型、57…樹脂投入口、58…押出機、60…連続樹脂シート、61,63…表面層(A)、62…主層(B)。
【技術分野】
【0001】
本発明は、表面に形状を有する樹脂シートの製造方法に関する。
【背景技術】
【0002】
表面に形状を有する樹脂シート(表面形状転写樹脂シート)を製造する方法として、押出機を用いて、樹脂を加熱溶融状態でダイから押し出し、連続した樹脂シート(連続樹脂シート)を製造し、転写型を用いて、連続樹脂シートの表面に転写型の形状を転写する方法が知られている(例えば、特許文献1参照)。この方法では、シートの厚み方向に離間する第1押圧ロールと第2押圧ロールとの間に、連続樹脂シートを挟み込んで押圧し、第2押圧ロールの表面に形成された転写型の形状を、連続樹脂シートに転写している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−220555号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、表面に形状が施された樹脂シートにおいて、単位形状のピッチ(配置間隔)に対する高さの比率であるアスペクト比の大きい形状が要求されている。しかし、従来の樹脂シートの製造方法では、転写型の深さに対して樹脂が十分に進入せず、樹脂シートに転写された形状の高さが必ずしも十分ではなかった。そのため、転写型の溝深さHに対する、樹脂シートに転写された表面形状の最大高さH´の比率である転写率(H´/H)の向上が求められている。
【0005】
本発明は、このような課題を解決するために成されたものであり、転写率の向上を図ることが可能な樹脂シートの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、上記課題を解決すべく鋭意研究を重ねた結果、所定の条件の異なる樹脂を、シートの厚み方向に積層させて、適切な条件で成形することにより、転写率の向上を図ることが可能であることを見出し、本発明に至った。
【0007】
すなわち、本発明による樹脂シートの製造方法は、加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、周面に転写型が形成された形状ロールを用いて、連続樹脂シートのシート表面に転写型を転写する転写工程と、を備えた樹脂シート製造方法において、転写工程は、シート製造工程によって製造された連続樹脂シートを押圧ロールと形状ロールとで挟み押圧することにより形状ロールの転写型の形状を連続樹脂シートに転写することを開始する転写開始工程と、転写開始工程でシート表面に転写型の形状が転写された連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、搬送工程で搬送された連続樹脂シートを形状ロールの周面から剥離する剥離工程と、を含み、シート製造工程によって製造される連続樹脂シートは、シートの厚み方向に複数の層を有する多層構造であり、転写開始工程で形状ロール側に配置されるシート表面を構成する形状転写層(A)と形状転写層の背面側に隣接する主層(B)の少なくとも2層を備え、主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)の前記MFRの比率が、1.5以上であることを特徴としている。
【0008】
このような本発明の樹脂シートの製造方法によれば、樹脂シートを多層構造とし、形状転写層(A)を構成する樹脂(a)の流動性を、主層(B)を構成する樹脂(b)の流動性よりも向上させることができる。これにより、樹脂(a)を転写型内に好適に進入させることができ、転写率の向上を図ることができる。表面層(A)を構成する樹脂(a)に、高流動樹脂を使用することで、形状転写率の向上を図ることができる。
【0009】
ここで、転写工程は、シート製造工程によって製造された連続樹脂シートを予圧ロールと押圧ロールとで挟み込むことで押圧する予圧工程と、予圧工程で押圧された連続樹脂シートを押圧ロールの周面に密着させたまま搬送する予備搬送工程とを含み、転写開始工程では、予備搬送工程によって搬送された前記連続樹脂シートを前記押圧ロールと前記形状ロールとで挟み押圧することが好適である。これにより、予圧ロールと押圧ロールとで挟み込む予圧工程によって、連続樹脂シートの厚さを調節すると共にシート温度を調節することができ、形状転写率の向上を図ることができる。
【0010】
また、形状転写層(A)を構成する樹脂(a)のガラス転移温度をTg(a)とした場合、形状ロールの周面に接する直前の形状転写層(A)の表面温度は、(Tg(a)+50)℃〜(Tg(a)+150)℃の範囲であり、形状ロールの周面から剥離された直後の形状転写層(A)の表面温度は、(Tg(a)−10)℃〜(Tg(a)+40)℃の範囲であることが好ましい。
【0011】
また、主層(B)の厚みに対する形状転写層(A)の厚みの比率が、1/200〜1/10の範囲であることが好適である。形状が転写される前において、樹脂シートの厚み比率(形状転写層(A)/主層(B))が、1/200〜1/10の範囲であると、転写率の向上を一層図ることができる。
【0012】
また、転写開始工程の直前に、押圧ロールの周面に密着して搬送されている連続樹脂シートの形状転写層(A)のシート表面を加熱する加熱工程を備えることが好ましい。
【0013】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、複数の溝部の配置間隔Pは200μm〜500μmであることが好適である。
【0014】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、複数の溝部は等間隔に配置されていることが好ましい。
【0015】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、複数の溝部の深さHは100μm〜500μmであることが好ましい。
【0016】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、複数の溝部の配置間隔Pに対する溝部の深さHの比率であるアスペクト比H/Pが、0.3以上であることが好ましい。
【0017】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、溝部の形状ロールの周方向に直交する方向の断面形状は、略半円形状、略半楕円形状、またはプリズム形状であることが好適である。
【0018】
また、転写型には、形状ロールの周方向に連続する溝部が、形状ロールの回転軸方向に複数並設され、溝部の形状ロールの周方向に直交する方向の断面形状は、光学レンズを形成するための対応する形状であることが好ましい。
【0019】
転写型には形状ロールの周方向に連続する溝部が形状ロールの回転軸方向に複数並設され、複数の溝部の配置間隔Pは200μm〜500μmで等間隔であり、溝部の深さHが100μm〜500μm、アスペクト比(H/P)は0.3以上であり、溝部の形状ロールの周方向に直交する方向の断面形状は、略半円形状、略半楕円形状、またはプリズム形状であって、光学レンズを形成するための対応する形状であると、従来の製造方法では、転写率が高い表面形状転写樹脂シートを作成することが困難であった。本発明による樹脂シートの製造方法を用いると、上記のような転写難易度の高い転写型においても、転写率の高い表面形状転写樹脂シートを作成することができる。
【0020】
また、形状転写層(A)を構成する樹脂(a)は、スチレン系樹脂またはアクリル系樹脂であり、主層(B)を構成する樹脂(b)は、スチレン系樹脂またはアクリル系樹脂であることが好ましい。
【発明の効果】
【0021】
本発明によれば、樹脂シートに転写された形状の転写率の向上を図ることが可能な樹脂シートの製造方法を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図2】本発明の第2実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図3】本発明の第3実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図4】本発明の第4実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図5】本発明の第5実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図6】本発明の実施形態に係る樹脂シートの層構成を模式的に示す断面図である。
【図7】本発明の実施形態に係る樹脂シートの構成を模式的に示す斜視図である。
【図8】転写型に形成された凹部及び樹脂シートに形成された凸状部を模式的に示す断面図である。
【図9】本発明の実施形態に係る樹脂シートの製造方法の手順を示すフローチャートである。
【図10】本発明の他の実施形態に係る樹脂シートの層構成を模式的に示す断面図である。
【図11】本発明に係る導光板を備えた透過型画像表示装置の一実施形態の構成を模式的に示す断面図である。
【図12】本発明に係る導光板を備えた面光源装置の一実施形態の構成を模式的に示す背面図である。
【図13】本発明に係る導光板を備えた面光源装置の他の実施形態の構成を模式的に示す背面図である。
【図14】本発明に係る導光板を備えた面光源装置の一実施形態の構成を模式的に示す正面図である。
【図15】本発明に係る導光板の他の実施形態の構成を模式的に示す斜視図である。
【図16】本発明に係る光拡散板を備えた透過型画像表示装置の一実施形態の構成を模式的に示す側面図である。
【図17】図16に示す透過型画像表示装置の模式的な斜視図である。
【図18】本発明の一実施形態に係る樹脂シートからなる光拡散板の模式的な斜視図である。
【図19】光拡散板の取り付け状態を示すランプボックスの要部拡大断面図である。
【図20】本発明の第6実施形態に係る樹脂シート製造装置を示す概略構成図である。
【図21】第2押圧ロール(形状ロール)に取り付けられた凹版転写型の要部拡大断面図である。
【図22】凹版転写型の第1の変形例(略半円形状)を示す図である。
【図23】凹版転写型の第2の変形例(略プリズム形状)を示す図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態について図面を参照しながら説明する。なお、同一または相当要素には同一符号を付し、重複する説明は省略する。図面の寸法比率は、説明のものと必ずしも一致していない。
【0024】
(樹脂シートの製造装置)
図1は、本発明の実施形態に係る樹脂シート製造装置を示す概略構成図である。樹脂シート製造装置50は、本発明の樹脂シートの製造方法に使用可能な装置である。樹脂シート製造装置50は、加熱溶融状態の樹脂を連続的に押し出して連続樹脂シート60を得るダイ51と、ダイ51から押し出された連続樹脂シート60を厚み方向の両側から押圧する第1押圧ロール(本発明における押圧ロール)52A及び第2押圧ロール(本発明における形状ロール)52Bと、を備えている。
【0025】
また、樹脂シート製造装置50は、原料となる樹脂を投入するための樹脂投入口57と、樹脂投入口57から投入された樹脂を押し出すための押し出し機58とを備えている。本実施形態に係る樹脂シート製造装置50は、厚さ方向に積層された多層構造の樹脂シート60を製造可能な構成とされ、本実施形態では、図10に示すような2層構造の連続樹脂シート60を製造する場合について説明する。
【0026】
第1押圧ロール52A及び第2押圧ロール52Bは、互いに平行な回転軸回りに回転可能な構成とされている。第1押圧ロール52A及び第2押圧ロール52Bは、樹脂シート60の厚み方向に離間して配置され、互いの周面同士の間隔は、樹脂シート60の厚みに応じて設定されている。第2押圧ロール52Bの周面には、図8、図21、図22、及び図23に示すように、樹脂シート60に転写される凹凸形状に対応する転写型53が形成されている。詳しくは、後述する。
【0027】
(樹脂シートの製造装置の変形例)
図2は、本発明の第2実施形態に係る樹脂シート製造装置を示す概略構成図である。図2に示す樹脂シート製造装置50Bが、図1に示す樹脂シート製造装置50と異なる点は、第2押圧ロール(本発明における形状ロール)52Bの後段に、第3押圧ロール52Cを備えている点である。第3押圧ロール52Cは、第1押圧ロール(本発明における押圧ロール)52Aと同様な構成である。第3押圧ロール52Cは、第2押圧ロール52Bとの間に、連続樹脂シート60を挟み込んで押圧する。
【0028】
図3は、本発明の第3実施形態に係る樹脂シート製造装置を示す概略構成図である。図3に示す樹脂シート製造装置50Cが、図1に示す樹脂シート製造装置50と異なる点は、第1押圧ロール(本発明における押圧ロール)52Aの前段に、予圧ロール52Dを備えている点である。予圧ロール52Dは、第1押圧ロール52Aと同様な構成である。予圧ロール52Dは、第1押圧ロール52Aとの間に、連続樹脂シート60を挟み込んで押圧する。
【0029】
図4は、本発明の第4実施形態に係る樹脂シート製造装置を示す概略構成図である。図4に示す樹脂シート製造装置50Dが図2に示す樹脂シート製造装置50Bと異なる点は、第3押圧ロール52Cの後に、第4押圧ロール(後押圧ロール)52Eを備えている点である。そのほかの構成は図2に示す樹脂シート製造装置50Bと同様な構成である。第4押圧ロール52Eは第3押圧ロール52Cとの間に、連続樹脂シート60を挟み込んで押圧する。連続樹脂シート60は、形状転写層61が第4押圧ロール52Eに密着したまま搬送される。
【0030】
図5は、本発明の第5実施形態に係る樹脂シート製造装置を示す概略構成図である。図5に示す樹脂シート製造装置50Eが図3に示す樹脂シート製造装置50Cと異なる点は、第2押圧ロール(本発明における形状ロール)52Bの後に、第3押圧ロール(後押圧ロール)52Cを備えている点である。そのほかの構成は図3に示す樹脂シート製造装置50Cと同様な構成である。第3押圧ロール52Cは第2押圧ロール52Bとの間に、連続樹脂シート60を挟み込んで押圧する。連続樹脂シート60は、非形状転写層が第3押圧ロール52Cに密着したまま搬送される。
【0031】
複数のロールは、図1〜図3に示すように、上下方向に隣接して配置されている構成でもよく、図4及び図5に示すように、水平方向に隣接して配置されている構成でもよい。また、複数のロールは、水平方向に対して傾斜する方向に隣接して配置されている構成でもよい。図5に示す樹脂シート製造装置50Eでは、3番目に配置された第2押圧ロール(本発明における形状ロール)の後段に、第3押圧ロール52Cが配置されているため、第2押圧ロール52Bの上側半分(180度分)に対して、樹脂を密着させることができる。また、第3押圧ロール52Cに連続樹脂シートを密着させることで、連続樹脂シートの温度を調整することができる。
【0032】
図20は、本発明の第6実施形態に係る樹脂シート製造装置を示す概略構成図である。図20に示す樹脂シート製造装置50Fが、図3に示す樹脂シート製造装置50Cと異なる点は、連続樹脂シート60が第1押圧ロール52Aと第2押圧ロール52Bとに挟み込まれる直前で、連続樹脂シート60の形状転写層61側のシート表面を加熱するヒーター59を備えている点である。
【0033】
樹脂シート製造装置50Dは、原料樹脂をシート状に押し出して成形するシート成形機54と、押し出された連続樹脂シート60を押圧により成形するための一組の押圧ロール群(52D,52A,52B)と、連続樹脂シート60を引き取るための一対の引取ロール群(52G,52H)とを備えている。
【0034】
シート成形機54は、形状転写層(A)61の原料樹脂(a)を加熱溶融するための第1押出機(副押出機)58Aと、主層(B)62の原料樹脂(b)を加熱溶融するための第2押出機(主押出機)58Bと、第1および第2押出機58A,58Bで溶融された樹脂が供給されるフィードブロック55と、フィードブロック55内の樹脂をシート状態で押し出すためのダイ51とを備えている。
【0035】
第1および第2押出機58A,58Bとしては、例えば、一軸押出機、二軸押出機など、公知の押出成形機を用いることができる。第1および第2押出機58A,58Bには、押出機のシリンダ内に樹脂を投入するためのホッパ(樹脂投入口)57が取り付けられている。
【0036】
フィードブロック55としては、2種以上の樹脂をダイ51に供給し、積層した状態で共押出しできる型式であれば特に制限されず、例えば、2種3層分配型、2種2層分配型など、公知のフィードブロックを用いることができる。
【0037】
ダイ60としては、共押出し用のダイであれば特に制限されず、通常の押出成形法に用いられる金属製のTダイなどが用いられる。ダイ60のリップ(ダイリップ60a)の幅は、目的とする連続樹脂シート60の幅に合わせて選択され、例えば、300mm〜3000mmである。
【0038】
予圧ロール52D、第1押圧ロール52A、及び第2押圧ロール52Bは、それぞれ円柱状の金属製(例えば、ステンレス鋼製、鉄鋼製など)ロールからなり、その周面の温度(表面温度)を調節する機能を有する冷却ロールである。第2押圧ロール52Bの周面には、連続樹脂シート60に半楕円凸状部35および凹溝35b(図18、図19参照)を形成するための凹版転写型53が設けられている。
【0039】
この凹版転写型53には、図21に示すように、半楕円凸状部35とは反対型の溝部としての半楕円凹溝70が、第2押圧ロール52Bの周方向に沿って多数筋状に形成されている。すなわち、凹版転写型53には、半楕円凹溝70と、隣り合う半楕円凹溝70との間の凸条71とが、第2押圧ロール52Bの軸方向に沿って交互に配置されている。
【0040】
半楕円凹溝70は、その長手方向(周方向)に直交する切断面が略半楕円形状の輪郭を有している。半楕円凹溝70の深さHは、半楕円凸状部35の高さH´よりもやや大きく、例えば、100μm〜500μm、好ましくは、100μm〜300μm以下である。深さHが過剰に大きすぎると、半楕円凹溝70の先端にまで高流動性ポリスチレン樹脂(形状転写層61を構成する樹脂(b))を入り込ませることが難しくなる。
【0041】
また、隣り合う半楕円凹溝70の中心同士の距離(ピッチP)は、半楕円凸状部35の形状に応じて適宜定められるが、例えば、200μm〜500μm、好ましくは、250μm〜450μm、さらに好ましくは、300μm〜400μmである。ピッチPが200μm未満の場合、樹脂が第2押圧ロール53に接触してすぐに固化するおそれがあり、その結果、形状転写層(A)61を構成する樹脂(a)が半楕円凹溝70の先端にまで入り込まず、目標とする転写形状を得ることができないおそれがある。一方、ピッチPが500μmを超えている場合、液晶パネル上でもピッチの筋が肉眼でも観察されたり、液晶パネル10や光学フィルム41などとのモアレ模様が現れたりするおそれがある。
【0042】
また、半楕円凹溝70のピッチPに対する高さHの比率(H/P)で表されるアスペクト比は、例えば、0.3以上、好ましくは、0.5〜0.7である。なお、半楕円凸状部35の高さH´と半楕円凹溝70の深さHとの差は、凹版転写型53が連続樹脂シート60に転写されて半楕円凸状部35が形成される際の転写率(H´/H)(%)に起因するものである。
【0043】
また、各押圧ロール(52D,52A,52B)の回転軸にはそれぞれモータ(図示せず)が接続されている。予圧ロール52D及び第2押圧ロール52Bが反時計回りに回転可能であり、第1押圧ロール52Aが時計回りに回転可能である。すなわち、押圧ロール(52D,52A,52B)は、上から順に「反時計回りに回転可能」、「時計回りに回転可能」、「反時計回りに回転可能」である。これにより、全てのロール(52D,52A,52B)が連続樹脂シート60を挟みこんだ状態で同期回転することができる。また、押圧ロール(52D,52A,52B)の回転速度を適宜調節することにより、樹脂シート60の搬送速度を調整することができる。
【0044】
各押圧ロール(52D,52A,52B)の直径は、例えば、100mm〜500mmである。また、押圧ロール(52D,52A,52B)として金属製ロールが用いられる場合、その表面に、例えば、クロムメッキ、銅メッキ、ニッケルメッキ、Ni−Pメッキなどのメッキ処理が施されていてもよい。
【0045】
また、第1押圧ロール52Aの近くには、第1押圧ロール52A上を搬送される樹脂シート60の形状転写層61の表面(転写される側の表面)を加熱するためのヒータ72が設置されている。ヒーター72は、第1押圧ロール52Aの周面に対して離間するように対向配置されていて、搬送される連続樹脂シート60を形状転写層61のシート表面側から加熱する。ヒーター72としては、例えば、赤外ヒーターなど、公知のヒーターを用いることができる。また、ヒーター72は、連続樹脂シート60が搬送されるラインに設置するインラインタイプのものであってもよいし、作業者が手に持って測定できるハンディタイプのものであってもよい。
【0046】
一対の引取ロール群(52E,52E)は、連続樹脂シート60を厚さ方向両側から挟み込む一対の引取ロール52E,52Eを含んでいる。引取ロール52E,52Eは、それぞれ円柱状の金属製(例えば、ステンレス鋼製、鉄鋼製など)ロールからなり、下側の引取ロール52Eの上端が第2押圧ロール(形状ロール)52Bの下端と同じ高さ位置となるように対向設置されている。これにより、第2押圧ロール52Bから送出される連続樹脂シート60を、送出直後の高さで支持したまま水平搬送できるので、搬送抵抗を小さくすることができる。
【0047】
(連続樹脂シート)
次に、本発明の実施形態に係る製造方法により製造される連続樹脂シートについて説明する。図10は、本発明の実施形態に係る連続樹脂シートの層構成を示す断面図である。図10では、連続樹脂シートの連続する方向(x方向)と直交する方向(y方向、z方向)に切った断面であり、表面形状が転写される前の状態を示している。
【0048】
連続樹脂シート60は、シートの厚み方向(z方向)に複数の層が積層された多層構造を有し、シート表面60aを構成する形状転写層(A)61と、主層(B)62とを備えている。例えば、シート表面60aを有する形状転写層(A)61に、表面形状が転写される。主層(B)62は、シートの厚み方向において、形状が転写される形状転写層(A)61の背面側に隣接して配置されている。
【0049】
連続樹脂シート60は、図10に示すように、2種2層の構成(形状転写層(A)/主層(B))であってもよいし、図6に示すような2種3層(形状転写層(A)/主層(B)/背面層)であってもよい。図6に示す連続樹脂シート60では、シート表面60aを構成する形状転写層(A)61と、シート表面60bを構成する背面層63と、これらの形状転写層(A)61及び背面層63に挟まれた主層(B)62とを備えている。2種3層の場合には、形状転写層61と背面層63を構成する樹脂は、同じ樹脂である。
【0050】
図7は、本発明の実施形態に係る樹脂シートの構成を模式的に示す斜視図である。図7では、連続樹脂シート60が所定のサイズに切断されて形成された樹脂シート30を示している。樹脂シート30は、後述する透過型画像装置1,1B(図11、図16参照)に搭載される面光源装置(バックライト)20,20Bの導光板30または光拡散板30Cとして使用可能なものである。面光源装置(バックライト)20,20Bとしては、導光板30の側面33にLEDなどの光源を配置し、導光板30の側面33から入射した光を正面側に出射するエッジライト型として、使用可能である。なお、樹脂シートの側面33に対して光源を配置して導光板として使用してもよく、樹脂シートの背面32に対して光源を配置して光拡散板として使用してもよい(詳しくは後述する)。
【0051】
樹脂シートを導光板30として使用する場合には、通常、樹脂シートの背面32には、側面から入射した光を乱反射させる反射加工が施される。反射加工として行う印刷の方法としては、シルク印刷のほかに、インクジェット印刷を行ってもよい。あるいは反射加工の方法としては、印刷ではなく、レーザ照射によりドット形状の凹凸を付与してもよい。
【0052】
樹脂シート30の表面31には、第1の方向(x軸方向)に延在すると共に、この第1の方向に直交する第2の方向(y軸方向)に並列配置された複数の凸状部35が形成されている。表面31に形成された凸状部35を有する凹凸形状は、後述する転写工程よって形成される。
【0053】
(導光板の使用例)
次に図11を参照して、導光板の具体的な使用例について説明する。図11は、本発明に係る導光板を備えた透過型画像表示装置の一実施形態の構成を模式的に示す断面図である。図11は、透過型画像表示装置1を分解して示している。
【0054】
(透過型画像表示装置)
透過型画像表示装置1は、透過型画像表示部10と、図11において透過型画像表示部10の背面側に配置された面光源装置20とを備えている。図11に示すように、面光源装置20と透過型画像表示部10の配列方向をz方向(板厚方向)と称し、z方向に直交する2方向であって互いに直交する2方向をx方向及びy方向と称す。
【0055】
透過型画像表示部10としては、例えば液晶セル11の両面に直線偏光板12,12が配置された液晶表示パネルが挙げられる。この場合、透過型画像表示装置1は液晶表示装置(又は液晶テレビ)である。液晶セル11,偏光板12,12は、従来の液晶表示装置等の透過型画像表示装置1で用いられているものを用いることができる。液晶セル11としてはTFT型、STN型等の公知の液晶セルが例示される。
【0056】
(面光源装置)
図12は、本発明に係る導光板を備えた面光源装置の一実施形態の構成を模式的に示す背面図、図13は、本発明に係る導光板を備えた面光源装置の他の実施形態の構成を模式的に示す背面図、図14は、本発明に係る導光板を備えた面光源装置の一実施形態の構成を模式的に示す正面図である。面光源装置20は、図11〜図14に示すように、導光板(光学シート)30と、導光板30の側面33と対向して配置されたLED光源(点状光源)22とを備えている。なお、導光板30の正面側において、導光板30と透過型画像表示部10との間に、各種フィルム41が配置されている構成でもよい。各種フィルム41としては、拡散フィルム、プリズムフィルム、輝度向上フィルムなどが挙げられる。
【0057】
(光源)
LED光源22は、面光源装置20の点状光源として機能するものであり、図12に示すように、導光板30のy軸方向に延在する側面33,33と対向して配置されている。複数のLED光源22は、側面33の長手方向(y軸方向)に沿って、離散的に配置されている。LED光源22の配置間隔は、通常5mm〜20mmである。点状光源は、導光板30の4辺と対向するように配置されていてもよく、x軸方向に対向する2辺(図12参照)、y軸方向に対向する2辺に配置されていてもよく、1辺のみに配置(図13及び図14参照)されている構成でもよい。また、点状光源は、LED光源に限らずその他の点状光源でもよい。さらに、光源は、点状光源に限定されず、線状光源(冷陰極管)が配置されている構成でもよい。
【0058】
LED光源22は、白色LEDでもよく、一つの箇所に複数のLEDを配置して一つの光源単位を構成してもよい。例えば、一つの光源単位として、赤色、緑色、青色の異なる三色のLEDが、近接され並べられて配置されていてもよい。そして、複数のLEDを有する光源単位が、上述した配置方向に従い離散的に配置される。このような場合には、異なるLED同士は可能な限り近づけられて配置されていることが好ましい。
【0059】
LED光源としては、様々な出光分布を有するものが使用可能であるが、LED光源の法線方向(z軸方向)の光度が最大であり、光度分布の半値幅が40度以上80以下である出光分布を有するものが、好適である。また、LED光源のタイプとしては、具体的に、ランバーシアン型、砲弾型、サイドエミッション型などが挙げられる。
【0060】
(導光板)
導光板30は、図12〜図14に示すように、長方形を成し、平面視形状のサイズは目的とする透過型画像表示装置10の画面サイズに適合するように選択されるが、直交する2辺の長さ(L1×L2)は、通常250mm×440mm以上、好ましくは500mm×800mm以上の大型サイズであることが好ましい。導光板30の平面視形状は、長方形に限らず、正方形としてもよいが、以下では、特に断らない限り、長方形として説明する。
【0061】
導光板30は、光を透過させる透光性樹脂から形成され板状を成している。なお、導光板30は、シート状でもよく、フィルム状でもよい。導光板30の厚みTは、1.0mm以上4.5mm以下であることが好ましい。
【0062】
導光板30は、z軸方向(厚み方向)に対向する一対の主面(31,32)、X軸方向に対向する一対の側面33,33、及びY軸方向に対向する一対の側面34,34を備えている。主面(31,32)は、側面(33,34)と交差する方向に形成されている。
【0063】
z軸方向に対向する一対の主面のうち一方の主面(31)は、面状の光を出射可能な出射面31として機能する。出射面31は、透過型画像表示部10側に配置され、他方の主面(背面32)は、透過型画像表示部10とは反対側に配置される。また、背面32と対面する位置には、導光板30内の光を出射面31側へ反射させる反射シート42が施工されている。
【0064】
(反射加工)
また、図12及び図13に示すように、導光板30の背面32には、光を乱反射させる反射加工(例えばシルク印刷)が施されている。反射加工として行う印刷の方法としては、シルク印刷のほかに、インクジェット印刷を行っても良い。あるいは、反射加工の方法としては、印刷ではなく、レーザー照射によりドット形状の凹凸を付与してもよい。本実施形態の導光板30では、反射加工として、ドットパターンが印刷されている。ドットパターンの印刷には、光を拡散させる拡散粒子を有するインクが使用されている。また、ドットパターンを構成する各ドット38(印刷ドット)の径は、光源側から離間するにつれて大きくなるように、諧調変化がつけられている。例えば、光源から近い領域である側部近傍の領域のドット径は、516μm程度とされ、光源から最も遠い領域であるパネル中央付近の領域のドット径は、904μm程度とされ、両者の中間の領域のドット径は、729μm程度とされている。
【0065】
(凹凸形状)
図7は、本発明に係る導光板の一実施形態の構成を模式的に示す斜視図、図15は、本発明に係る導光板の他の実施形態の構成を模式的に示す斜視図である。出射面31には、z軸方向の外側へ凸である複数の凸状部35が形成されている。凸状部35は、x軸方向(一方向)に延在し、y軸方向に複数並列配置されている。
【0066】
また、凸状部35の形状としては、プリズム形状、略半円形状、略半楕円形状などが挙げられ、1つの凸状部35(形状単位)の中で連続的に変化する形状が好ましく、例えば、プリズム形状よりも半円形状または半楕円形状が好ましい。なお、凸状部35の延在する方向は、光源からの光の出射方向と平行であることが好ましい。また、凸状部35が隣接する方向(y軸方向)において、隣接する凸状部35,35間に平面部が形成されていてもよい。また、凸状部の形状としては、その他、光学レンズ形状でもよい。
【0067】
図8は、図7中の凸状部をx軸方向から示す拡大図である。ここで、凸状部35は、H×T/P≧0.23…(1)を満たしていてもよい。ただし、Pは、隣接する凸状部35,35の間隔(μm)、Hは、凸状部35の高さ(μm)、Tは、シート厚み(mm)である。図8に示すように、間隔Pは、隣接する凸状部35の頂点35a,35a間の距離である。凸状部35の高さHは、凸状部35の下端35bと頂点35aとの距離である。シート厚みTは、凸状部35の頂点35aと背面32との距離である。
【0068】
(導光板の構成材料)
導光板30は、透光性樹脂から形成されている。透光性樹脂の屈折率は通常、1.49〜1.59である。導光板30に使用される透光性樹脂としては、メタクリル樹脂が主として用いられる。導光板30に使用される透光性樹脂として、その他の樹脂を用いてもよく、スチレン系の樹脂を用いても良い。透光性樹脂としては、アクリル樹脂、スチレン樹脂、カーボネート樹脂、環状オレフィン樹脂、MS樹脂(アクリルとスチレンの共重合体)などが使用可能である。
【0069】
導光板を液晶表示装置(透過型画像表示装置1)に適用するにあたり、導光板30には、光拡散剤、紫外線吸収剤、熱安定剤、光重合安定剤などの添加剤が添加されていてもよい。
【0070】
(光拡散板の使用例)
次に図16を参照して、光拡散板の使用例について説明する。図16は、本発明に係る光拡散板を備えた透過型画像表示装置の一実施形態の構成を模式的に示す側面図である。図17は、図16に示す透過型画像表示装置の模式的な斜視図である。
【0071】
(透過型画像表示装置)
透過型画像表示装置1Bは、透過型画像表示部10と、図16において透過型画像表示部10の背面側に配置された面光源装置20Bとを備えている。図16に示すように、面光源装置20Bと透過型画像表示部10の配列方向をz方向(板厚方向)と称し、z方向に直交する2方向であって互いに直交する2方向をx方向及びy方向と称す。
【0072】
透過型画像表示部10としては、例えば液晶セル11の両面に直線偏光板12,12が配置された液晶表示パネルが挙げられる。この場合、透過型画像表示装置1は液晶表示装置(又は液晶テレビ)である。液晶セル11,偏光板12,12は、従来の液晶表示装置等の透過型画像表示装置1で用いられているものを用いることができる。液晶セル11としてはTFT型、STN型等の公知の液晶セルが例示される。
【0073】
(面光源装置)
面光源装置20Bは、導光板(光学シート)30と、導光板30の側面33と対向して配置されたLED光源(点状光源)22とを備えている。なお、導光板30の正面側において、導光板30と透過型画像表示部10との間に、各種フィルム(光学フィルム)41が配置されている構成でもよい。各種フィルム41としては、特に制限されず、例えば、マイクロレンズフィルム、略半円状のレンチキュラーレンズフィルム、拡散フィルム、プリズムフィルム、輝度向上フィルム、反射型偏光分離フィルムなどが挙げられる。
【0074】
面光源装置(バックライトシステム)20Bは、四角板状の後壁23および後壁23の周縁から前方(正面側)へ一体的に立設された四角枠状の側壁24を有し、前面側が開放された薄型箱状の樹脂製ランプボックス25と、ランプボックス25内に設けられた複数の線状光源22Bと、ランプボックス25の開放面26(前面)を塞ぐ光拡散板30Cとを備えている。
【0075】
すなわち、箱状のランプボックス25は、その開放面26の輪郭が四角枠状の側壁24により区画され、側壁24および後壁23により囲まれる空間内に、線状光源22Bが設けられている。ランプボックス25の後壁23内面には、例えば、線状光源22Bから後壁23側へ入射する光を、ボックスの開放面26側へ反射させるための反射板42(図11参照)が全体に取り付けられている。
【0076】
(光源)
線状光源22Bは、例えば、直径が2mm〜4mmの円筒状ランプである。複数の線状光源22Bは、光拡散板22Bの背面32に対して一定間隔を空けた状態で、互いに平行に等しい間隔を空けて配置されている。
【0077】
隣り合う線状光源22Bの中心同士の間隔Qは、省電力化の観点から、30mm〜60mmであることが好ましい。また、光拡散板30Cの背面32(例えば、背面32における中央部)と線状光源22Bの中心との距離Rは、薄型化の観点から、10mm〜20mmであることが好ましい。また、距離Rに対する間隔Qの比率(Q/R)は、2.5〜4.0であることが好ましい。とりわけ、間隔Qは、40mm〜55mmであることが好ましく、距離Rは、13mm〜17mmであることが好ましい。また、線状光源22Bの数は、ランプボックス25のサイズ(透過型画像表示装置1Bの画面サイズ)および間隔Qにより必然的に決まるが、例えば、32型の液晶表示装置1では、6〜10本であることが好ましい。なお、図17および図18では、図解し易くするために、線状光源22Bを5本分だけ表している。
【0078】
また、線状光源22Bとしては、例えば、蛍光管(冷陰極管)、ハロゲンランプ、タングステンランプなど、公知の筒形ランプを用いることができる。また、面光源装置20Bの光源としては、線状光源22Bに代えて、発光ダイオード(LED)などの点状光源などを用いることもできる。
【0079】
(光拡散板)
図18は、本発明の一実施形態に係る樹脂シートからなる光拡散板の模式的な斜視図である。図19は、光拡散板の取り付け状態を示すランプボックスの要部拡大断面図である。図18に示すように、光拡散板30Cは、ランプボックス25の側壁24の枠形状とほぼ同じ四角の板状に形成されている。
【0080】
光拡散板30Cは、厚さ方向Zに少なくとも2層の樹脂層が積層された光透過性の多層光拡散板であり、高流動性樹脂からなる形状転写層(A)(前面層)61と、低流動性樹脂からなる主層(B)(背面層)62とを備えている。
【0081】
また、光拡散板30Cには、必要により光拡散剤(光拡散粒子)を含有することができる。光拡散剤としては、光拡散板30Cを構成する透光性樹脂と屈折率が異なり、透過光を拡散できる粒子であれば特に制限されず、例えば、無機系の光拡散剤として、炭酸カルシウム、硫酸バリウム、酸化チタン、水酸化アルミニウム、シリカ、硝子、タルク、マイカ、ホワイトカーボン、酸化マグネシウム、酸化亜鉛などが挙げられる。これらは、脂肪酸などで表面処理が施されたものであってもよい。
【0082】
また、例えば、有機系の光拡散剤として、スチレン系重合体粒子、アクリル系重合体粒子、シロキサン系重合体粒子などが挙げられ、好ましくは、重量平均分子量が50万〜500万の高分子量重合体粒子や、アセトンに溶解させたときのゲル分率が10質量%以上である架橋重合体粒子が挙げられる。上記光拡散剤は、単独使用または2種以上併用することができる。
【0083】
光拡散板30Cが光拡散剤を含有する場合、光拡散剤の配合割合は、透光性樹脂100重量部に対して、0.001〜1重量部、好ましくは、0.001〜0.01重量部である。また、光拡散剤は、上記透光性樹脂とのマスターバッチとして用いることができる。また、透光性樹脂の屈折率と光拡散剤の屈折率との差の絶対値は、光拡散性の観点から、通常、0.01〜0.20であり、好ましくは、0.02〜0.15である。
【0084】
また、光拡散板10には、必要により、例えば、紫外線吸収剤、熱安定剤、酸化防止剤、耐候剤、光安定剤、蛍光増白剤、加工安定剤などの各種添加剤を添加することもできる。
【0085】
紫外線吸収剤としては、特に制限されず、例えば、サリチル酸フェニルエステル系紫外線吸収剤、ベンゾフェノン系紫外線吸収剤、トリアジン系紫外線吸収剤、ベンゾトリアゾール系紫外線吸収剤などが挙げられる。紫外線吸収剤を添加する場合には、透光性樹脂100重量部に対して、紫外線吸収剤を0.1〜3重量部添加することが好ましい。上記した範囲であれば、紫外線吸収剤の表面へのブリードを抑制でき、光拡散板の外観を良好に維持することができる。
【0086】
熱安定剤としては、特に制限されず、例えば、マンガン化合物、銅化合物などが挙げられる。熱安定剤を添加する場合には、紫外線吸収剤とともに添加し、透光性樹脂中の紫外線吸収剤1重量部に対して、熱安定剤を2重量部以下の割合で添加することが好ましく、透光性樹脂中の紫外線吸収剤1重量部に対して、熱安定剤を0.01〜1重量部添加することがさらに好ましい。
【0087】
また、酸化防止剤としては、特に制限されず、例えば、ヒンダードフェノール化合物、ヒンダードアミン化合物などが挙げられる。酸化防止剤を添加する場合には、透光性樹脂100重量部に対して、酸化防止剤を0.1〜3重量部添加することが好ましい。
【0088】
そして、光拡散板30Cは、図19に示すように、ランプボックス25内の線状光源22Bに対して半楕円凸状部35が平行となる位置において、ランプボックス25の側壁24に対して光拡散板30Cの背面32を当接させて、ランプボックス25に固定されている。これにより、ランプボックス25の開放面26が光拡散板30Cにより塞がれている。
【0089】
(樹脂シートの構成材料)
樹脂シートからなる導光板または光拡散板は、透光性樹脂から形成されている。透光性樹脂の屈折率は通常、1.49〜1.59である。導光板30に使用される透光性樹脂としては、メタクリル樹脂が主として用いられる。導光板30に使用される透光性樹脂として、その他の樹脂を用いてもよく、スチレン系の樹脂を用いても良い。透光性樹脂としては、アクリル樹脂、スチレン樹脂、カーボネート樹脂、環状オレフィン樹脂、MS樹脂(アクリルとスチレンとの共重合体)などが使用可能である。
【0090】
また、図10に示す樹脂シート60は、形状転写層(A)61と主層(B)62で構成され、主層(B)を構成する樹脂(b)のMFR(b)に対する形状転写層(A)を構成する樹脂(a)のMFR(a)の比率(MFR(a)/MFR(b))は、1.5以上である。MFR(a)及びMFR(b)は、JISK7210に準拠し温度200℃、49N荷重条件で測定された測定値である(MFR:Melt flow rate)。
【0091】
形状転写層(A)を構成する樹脂(a)としては、通常は、加熱されることにより溶融状態となる熱可塑性樹脂が挙げられる。樹脂(a)は、スチレン系樹脂またはアクリル系樹脂であることが好ましい。樹脂(a)は、その他の樹脂でもよく、カーボネート樹脂、環状オレフィン樹脂、MS樹脂(アクリルとスチレンとの共重合体)などでもよい。なお、本発明の製造方法に適用できる範囲で、加熱されることにより硬化する熱硬化性樹脂であってもよい。上記樹脂は、光拡散剤、紫外線吸収剤、熱安定剤、帯電防止剤などの添加剤が添加されていてもよい。
【0092】
主層(B)を構成する樹脂(b)としては、通常は、加熱されることにより溶融状態となる熱可塑性樹脂が挙げられる。樹脂(b)は、スチレン系樹脂またはアクリル系樹脂であることが好ましい。樹脂(b)は、その他の樹脂でもよく、カーボネート樹脂、環状オレフィン樹脂、MS樹脂(アクリルとスチレンとの共重合体)などでもよい。なお、本発明の製造方法に適用できる範囲で、加熱されることにより硬化する熱硬化性樹脂であってもよい。上記樹脂は、光拡散剤、紫外線吸収剤、熱安定剤、帯電防止剤などの添加剤が添加されていてもよい。
【0093】
(MFR値の例)
形状転写層(A)を構成する樹脂(a)、及び主層(B)を構成する樹脂(b)が、共にスチレン系樹脂の場合、MFR(a)は、5g/10min〜15g/10min、MFR(b)は、0.5g/10min〜2.0g/minとすることができる。
【0094】
また、形状転写層(A)を構成する樹脂(a)、及び主層(B)を構成する樹脂(b)が、共にアクリル系樹脂の場合、MFR(a)は、0.4g/10min〜3.0g/10min、MFR(b)は、0.1g/10min〜2.0g/minとすることができる。
【0095】
(樹脂シートの製造方法)
本発明の実施形態に係る樹脂シートの製造方法について説明する。図9は、本発明の実施形態に係る樹脂シートの製造方法の手順を示すフローチャートである。本実施形態の樹脂シートの製造方法は、例えば、図1〜図5、及び図20に示す樹脂シート製造装置50を用いて実施可能である。図9に示すように、本実施形態の樹脂シートの製造方法は、加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを成形するシート製造(S1)と、周面に転写型が形成された(形状ロール)を用いて、連続樹脂シートに転写型を転写する転写工程(S2)と、を備える。
【0096】
(シート製造工程)
シート製造工程では、樹脂を加熱溶融状態でダイ51から連続的に押し出して連続樹脂シート60を製造する。本発明の製造方法に用いられる樹脂としては、加熱されることにより溶融状態となる熱可塑性樹脂が挙げられる。
【0097】
上記樹脂を加熱溶融状態で連続的に押し出すダイ51としては、通常の押出成形法に用いられると同様の金属製のTダイなどが用いられる。ダイ51から樹脂を加熱溶融状態で押し出すには、通常の押出成形法と同様に、押出機58が用いられる。押出機58は一軸押出機であってもよいし、二軸押出機であってもよい。樹脂は押出機58内で加熱され、溶融された状態でダイ51に送られ、押し出される。ダイ51から押し出された樹脂は、連続的にシート状となって押し出され、連続樹脂シート60となる。
【0098】
上記連続樹脂シート60は、多層構造であるため、2種以上の樹脂をダイ51に供給し、積層した状態で共押し出しを行う。2種以上の樹脂を積層した状態で共押し出しをするには、たとえば、公知の2種3層分配型フィードブロックを用い、これを経由してダイ51に樹脂を供給する。
【0099】
なお、連続樹脂シート60の厚みは、得られたシートの用途に応じて適宜調整すればよい。例えば、連続樹脂シート60を導光板30または光拡散板30Cとして用いる場合のシート厚みの好ましい範囲は、1.0mm以上4.5mm以下である。
【0100】
(転写工程)
転写工程(S2)は、シート製造工程(S1)によって製造された連続樹脂シート60を第1押圧ロール(押圧ロール)52Aと第2押圧ロール(形状ロール)52Bとで挟み込むことで押圧する転写開始工程(S3)と、転写開始工程(S3)で押圧された連続樹脂シート60を形状ロール52Bの周面に密着させたまま搬送する搬送工程(S4)と、搬送工程(S4)で搬送された連続樹脂シート60を形状ロール52Bの周面(転写型53)から剥離する剥離工程(S5)と、を含む。
【0101】
(転写開始工程)
上記シート製造工程(S1)で得られた連続樹脂シート60は、転写開始工程(S3)により、図1に示すように、第1押圧ロール52Aと第2押圧ロール52Bとで、シートの厚み方向の両側から同時に挟み込まれて、押圧される。
【0102】
このとき、第2押圧ロール52Bに接する直前の連続樹脂シート60の表面温度は、形状転写層(A)を構成する樹脂(a)のガラス転移温度をTg(a)とした場合、(Tg(a)+50℃)〜(Tg(a)+150℃)の範囲である。表面温度の調整は、押出機58の設定温度の変更、ダイ51の設定温度の変更により、調整することができる。なお、連続樹脂シート60の表面温度は、赤外線温度計を用いて計測することができる。
【0103】
また、転写開始工程の直前に、第1押圧ロール52Aの周面に密着して搬送されている連続樹脂シート60の形状転写層61のシート表面を加熱する加熱工程を実行してもよい。
【0104】
この転写開始工程(S3)において、連続樹脂シート60には、第2押圧ロール(形状ロール)52Bの表面に形成された転写型53による形状が転写される。なお、本発明においては、転写型を備えた第2押圧ロール52Bを転写ロールともいう。上記転写ロール表面に備えられた転写型は、連続樹脂シート60の表面に押し当てられ、その表面形状を逆型として連続樹脂シート60に転写するものである。
【0105】
第1および第2押圧ロール52A,52Bとして通常はステンレス鋼、鉄鋼などの金属で構成された金属製ロールが用いられ、その直径は通常100mm〜500mmである。これらの第1および第2押圧ロール52A,52Bとして金属製ロールを用いる場合、その表面は、たとえばクロムメッキ、銅メッキ、ニッケルメッキ、ニッケル−リンメッキなどのメッキ処理が施されていてもよい。また、第1押圧ロール52Aの表面(周面)は、鏡面であってもよいし、エンボスなどの凹凸が施された転写面となっていてもよい。
【0106】
(搬送工程)
搬送工程(S4)は、連続樹脂シート60を第2押圧ロール52Bの周面に密着させた状態で、第2押圧ロール52Bの回転に従って搬送する工程である。
【0107】
(剥離工程)
剥離工程(S5)は、連続樹脂シート60を第2押圧ロール52Bの周面から剥離する工程である。
【0108】
このとき、第2押圧ロール52Bから剥離された直後の連続樹脂シート60の樹脂(a)の表面温度は、形状転写層(A)を構成する樹脂(a)のガラス転移温度Tg(a)に対して、(Tg(a)−10)℃〜(Tg(a)+40)℃の範囲であることが好適である。この範囲よりも樹脂(a)の表面温度が低い場合には、生産効率が上がらなくなる。上記の温度範囲よりも樹脂(a)の表面温度が高い場合には、連続樹脂シート60に転写された形状が熱により元に戻ってしまうため、転写率が悪化する。第2押圧ロール52Bから剥離された直後の樹脂(a)の表面温度のより好ましい範囲は、(Tg(a)−5)℃〜(Tg(a)+10)℃の範囲である。
【0109】
また、表面層(A)を構成する樹脂(a)のガラス転移温度Tg(a)は、主層(B)を構成する樹脂(b)のガラス転移温度をTg(b)とした場合、(Tg(b)+2)℃<Tg(a)℃<(Tg(b)+20)℃の範囲であってもよい。
【0110】
また、第2押圧ロール52Bから剥離された後において、主層(B)の厚みに対する形状転写層(A)の厚みの比率が、1/200〜1/10の範囲である。厚み比率が1/200より小さい場合、厚み比率が1/10よりも大きい場合には、転写率の向上が不十分である。
【0111】
(転写型)
図8は、転写型に形成された凹部及び樹脂シートに形成された凸状部を模式的に示す断面図である。転写型53は、形状ロール52Bの表面に設けられた複数の凹部からなる。例えば、凹部は、形状ロール52Bの周方向に連続して形成されている。凹部のピッチは、通常30μm以上、好ましくは50μm以上であるが、本発明の製造方法および製造装置においては、凹部のピッチ間隔が200μm〜500μmである場合に好適であり、凹部の溝深さHが100μm〜500μmである。凹部のピッチ間隔(P)とは、隣接する凹部の溝部間(底部同士)の距離をいい、凹部の溝深さ(D)とは、形状ロール52Bの表面円周上から凹部の溝部(底部)までの距離をいう。
【0112】
また、凹部のピッチ間隔(P)に対する凹部の溝深さ(H)の比率であるアスペクト比(H/P)は、例えば0.3以上、好ましくは、0.4〜0.7である。
【0113】
また、転写型53の凹部の断面形状としては、半円形状、半楕円形状などが挙げられる。また、プリズム形状に対応した鋭角部を有するV字型形状でもよい。
【0114】
上記転写型の作製方法としては、上記ステンレス鋼、鉄鋼などからなる転写ロールの表面に、たとえばクロムメッキ、銅メッキ、ニッケルメッキ、ニッケル−リンメッキなどのメッキ処理を施した後に、そのメッキ面に対してダイヤモンドバイトや金属砥石等を用いた除去加工や、レーザー加工や、またはケミカルエッチングを行ない、形状を加工することがあるが、これらの手法に特に限定されるものではない。
【0115】
また、転写ロールの表面は、上記転写型を形成した後に、たとえば表面形状の精度を損なわないレベルで、クロムメッキ、銅メッキ、ニッケルメッキ、ニッケル−リンメッキなどのメッキ処理を施してもよい。
【0116】
上記転写型の溝形状を、より精密で再現よく形成するためには、旋盤とダイヤモンドバイトの組合せが好ましく、銅上に施すクロムめっきの厚みは、好ましくは5μm以下、さらに好ましくは2μm以下である。
【0117】
(樹脂シートの製造方法の変形例)
製造方法の変形例として、例えば、搬送工程(S4)の後に、第2の押圧工程を実施してもよい。第2の押圧工程は、図2に示す樹脂シート製造装置50Bを用いて実施可能である。第2の押圧工程では、搬送工程(S4)によって搬送された連続樹脂シート60を第2押圧ロール(形状ロール)52Bと第3押圧ロール52Cとで挟みこむことで押圧する。第2押圧工程で押圧された連続樹脂シート60は、第2押圧ロールから剥離され(剥離工程)、第3押圧ロール52Cの周面に密着したまま搬送された後、第3押圧ロール52Cの周面から剥離される。
【0118】
また、製造方法の他の変形例として、例えば、転写開始工程(S3)の前に、予め押圧する予圧工程を実施しても良い。予圧工程は、図3に示す樹脂シート製造装置50Cを用いて実施可能である。予圧工程では、シート製造工程(S1)によって製造された連続樹脂シート60を予圧ロール52Dと第1押圧ロール52Aとで挟み込むことで、予め押圧する。押圧された連続樹脂シート60は、第1押圧ロール52Aの周面に密着したまま搬送され(予備搬送工程)、第1および第2押圧ロール52A,52Bによって転写開始工程(S3)が実行され、転写率向上に効果があり、この製造方法を用いるのが好ましい。
【0119】
また、第1押圧ロール52Aの近くには、第1押圧ロール52A上を搬送される連続樹脂シート60の表面を加熱するためのヒーターを設置してもよい。ヒーターは、第1押圧ロール52Aの周面に対して離間するように対向配置されていて、搬送される連続樹脂シートを表面側から加熱する。ヒーターとしては、例えば赤外線ヒーターなど公知のヒーターを用いることができる。
【0120】
(作用)
本発明の樹脂シートの製造方法では、形状転写層のみ比較的良流動とし、主層は比較的流動性の低いものとすることで、樹脂(a)による表層部が転写型の凹部形状に流入し易くなり、転写型53の凹部形状に流入した樹脂の形状が、転写型53から剥がれた後も保持され易くなる。これにより、形状転写率を向上させることができる。そのため、アスペクト比の高い表面形状を樹脂シートに形成することが可能となる。
【0121】
(実施例)
以下、実施例1〜4を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
【0122】
(実施例1,比較例1)
図3に示す樹脂シート製造装置50Cを用いて実施例1及び比較例1に係るシートを作成した。使用した製造装置50の条件を以下に示す。押出機58のスクリュー径を40mmとし、押出機58による押出量を、20kg/hrとした。ライン速度を0.32m/minとし、シート幅(Y方向の長さ)を25cmとした。第2押圧ロール52Bの転写型の形状として、ピッチPを600μm、深さHを300μmとした。ロール温度(予圧ロール52D/第1押圧ロール52A/第2押圧ロール52B)は、80℃/80℃/80℃とした。
【0123】
実施例1では、シート厚み4mmのPMMA板を押出成形(シート製造工程)によって作成した。実施例1では、2種類の樹脂を用いて3層構造の樹脂シート(図6参照)を作成とした。
【0124】
表面層(A)を構成する樹脂(a)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(a)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=98/2
MFR(a):1.5g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(a):107℃
厚み(片側):0.1mm
なお、樹脂(a)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、9.4g/10minであった。
【0125】
主層(B)を構成する樹脂(b)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(b)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=94/6
MFR(b):0.24g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(b):102℃
厚み:3.8mm
なお、樹脂(b)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、1.5g/10minであった。
【0126】
表面層(A)と主層(B)の厚みの比率は、1/38である。
【0127】
比較例1では、上記の樹脂(b)を用いて単層構造の樹脂シートを作成した。3層構造を単層構造にしたこと以外は、上記の実施例と同じである。
【0128】
実施例1では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、105℃であり、このときの形状高さH´は、183μmであり、形状転写率(=H´/H)は、61%であった。比較例1では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、105℃であり、このときの形状高さH´は、168μmであり、形状転写率(=H´/H)は、56%であった。
【0129】
下記の表1に実施例1及び比較例1の試験条件及び試験結果を示している。形状転写率が60%以上である場合を合格として判定した。
【表1】
【0130】
(実施例2,3、比較例2)
図3に示す樹脂シート製造装置50Cを用いて実施例2,3及び比較例2に係るシートを作成した。使用した製造装置50Cの条件を以下に示す。押出機58のスクリュー径を120mmとし、押出機58による押出量を、700kg/hrとした。実施例2,3では、ライン速度を2.85m/minとし、比較例2では、ライン速度を2.83m/minとした。シート幅(Y方向の長さ)は、実施例2,3、比較例2ともに135cmとした。第2押圧ロール52Bの転写型の形状として、ピッチPを400μm、深さHを222μmとした。実施例2では、ロール温度(予圧ロール52D/第1押圧ロール52A/第2押圧ロール52B)を、80℃/85℃/97℃とし、実施例3では、80℃/85℃/87℃とし、比較例2では、80℃/85℃/95℃とした。
【0131】
実施例2,3では、シート厚み3mmのPMMA板を押出成形(シート製造工程)によって作成した。実施例2,3では、2種類の樹脂を用いて3層構造の樹脂シート(図6参照)を作成とした。
【0132】
表面層(A)を構成する樹脂(a−2)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(a−2)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=95/5
MFR(a):1.4g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(a):102℃
厚み(片側):(実施例2)0.2mm:(実施例3)0.2mm
なお、樹脂(a−2)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、10.0g/10minであった。
【0133】
主層(B)を構成する樹脂(b)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(b)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=94/6
MFR(b):0.24g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(b):102℃
厚み:(実施例2)2.6mm:(実施例3)2.6mm
なお、樹脂(b)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、1.5g/10minであった。
【0134】
比較例2では、上記の樹脂(b)を用いて単層構造の樹脂シートを作成した。
【0135】
実施例2では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、124℃であり、このときの形状高さHは、155μmであり、形状転写率(=H´/H)は、61%であった。実施例3では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、119℃であり、このときの形状高さHは、167μmであり、形状転写率(=H´/H)は、75%であった。比較例2では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、123℃であり、このときの形状高さHは、127μmであり、形状転写率(=H´/H)は、57%であった。
【0136】
下記の表2に実施例2,3及び比較例2の試験条件及び試験結果を示している。形状転写率が60%以上である場合を合格として判定した。
【表2】
【0137】
(実施例4,比較例3)
図3に示す樹脂シート製造装置50Cを用いて実施例4及び比較例3に係るシートを作成した。使用した製造装置50Cの条件を以下に示す。押出機58のスクリュー径を120mmとし、押出機58による押出量を、1000kg/hrとした。実施例4では、ライン速度を4.08m/minとし、比較例3では、ライン速度を3.52m/minとした。シート幅(Y方向の長さ)は、実施例4で120cm、比較例3で135cmとした。第2押圧ロール52Bの転写型の形状として、ピッチPを400μm、深さHを222μmとした。実施例4では、ロール温度(予圧ロール52D/第1押圧ロール52A/第2押圧ロール52B)を、80℃/85℃/87℃とし、比較例3では、80℃/85℃/98℃とした。
【0138】
実施例4では、シート厚み3mmのPMMA板を押出成形(シート製造工程)によって作成した。実施例4では、2種類の樹脂を用いて3層構造の樹脂シート(図6参照)を作成とした。
【0139】
表面層(A)を構成する樹脂(a−2)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(a−2)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=95/5
MFR(a−2):1.4g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(a):102℃
厚み(片側):0.15mm
なお、樹脂(a−2)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、10.0g/10minであった。
【0140】
主層(B)を構成する樹脂(b)に、メタクリル酸メチルとアクリル酸メチルとの共重合体を用いた。樹脂(b)の仕様を以下に示す。
重量比:メタクリル酸メチル/アクリル酸メチル=94/6
MFR(b):0.24g/10min(200℃、49N荷重条件)
ガラス転移温度Tg(b):102℃
厚み:2.7mm
なお、樹脂(b)のMFRを230℃、37N(3.8kgf)荷重条件で測定すると、1.5g/10minであった。
【0141】
比較例3では、上記の樹脂(b)を用いて単層構造の樹脂シートを作成した。
【0142】
実施例4では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、135℃であり、このときの形状高さHは、155μmであり、形状転写率(=H´/H)は、70%であった。比較例3では、第2押圧ロール52Bから剥離された直後の樹脂シートの表面温度は、131℃であり、このときの形状高さHは、127μmであり、形状転写率(=H´/H)は、57%であった。
【0143】
下記の表3に実施例4及び比較例3の試験条件及び試験結果を示している。形状転写率が60%以上である場合を合格として判定した。
【表3】
ライン速度(4.08m/min)が速く、ロール温度(87℃)が低い実施例4の方が、比較例3よりも高い形状転写率(70%)となった。
【0144】
次に、本発明を実施例5,6、比較例4に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
【0145】
(樹脂シートの原料)
樹脂シートの原料として、以下の(1)〜(2)の材料を準備した。
(1)非晶性樹脂(主層(B)):低流動性ポリスチレン樹脂(東洋スチレン株式会社製「HRM40」)
MFR(b):1.3g/10min(200℃、49N荷重条件)
(2)非晶性樹脂(形状転写層(A)):高流動性ポリスチレン樹脂(日本ポリスチレン株式会社製「G490N」)
MFR(a):7.0g/10min(200℃、49N荷重条件)
【0146】
(樹脂シートの製造装置の構成)
図20に示す樹脂シート製造装置と同様の構成を有する装置を用いた。
なお、押圧ロールとして、表面にクロムメッキが施された鏡面冷却ロールを準備した。
また、押圧ロールに装着する転写型として、表4に示す転写型Aを準備した。転写型Aには、半楕円形状の溝部が、押圧ロールの周方向に沿うように平行に等間隔で形成されている。また、表4において、「ピッチP」および「深さH」は、それぞれ前述の実施形態で定義した値である。
【表4】
【0147】
(実施例5,6および比較例4)
まず、主押出機(スクリュー径40mm)/副押出機(スクリュー径20mm)を有する多層押出機の主押出機および副押出機のそれぞれに、表2に示す非晶性樹脂を供給し、シリンダ温度210℃〜250℃で溶融混練した後、2層分配型フィードブロックに供給した。
【0148】
次いで、副押出機からフィードブロックに供給された樹脂が形状転写層層(高流動性樹脂層)61となり、主押出機からフィードブロックに供給された樹脂が主層(低流動性樹脂層)62となるように、フィードブロック内の樹脂を、幅300mmのTダイを経由させて、Tダイ温度240℃〜250℃でシート状に押し出した。
【0149】
その後、押し出された連続樹脂シート60を、予圧ロール(鏡面冷却ロール)52Dと第1押圧ロール(鏡面冷却ロール)52Aで挟み込み、第1押圧ロール52Aの表面に巻きつけた状態で搬送し、第1押圧ロール52Aと第2押圧ロール(形状ロール)52Bとで挟み込み、第2押圧ロール52Bの表面に巻きつけた状態で搬送し、第2押圧ロール52Bから剥離した連続樹脂シート60を引き取りロール52E,52Eで引き取った。これにより、高流動性樹脂層に凹形状が転写された表面形状転写樹脂シートを得た。そして、得られた樹脂シートの形状転写率T(=H´/H)を、上記式により求めた。結果を表5に示す。
【0150】
【表5】
【0151】
このように本発明の実施形態に係る樹脂シートの製造方法によれば、樹脂シートの形状転写率を向上させることができる。
【0152】
以上、本発明をその実施形態に基づき具体的に説明したが、本発明は、上記実施形態に限定されるものではない。上記実施形態では、多層構造の連続樹脂シートとして、厚み方向の両側に形状転写層(A)とこの形状転写層(A)間に挟まれた主層(B)とを有する構成としているが、転写型の形状が転写される一方のシート表面を表面層(A)として樹脂(a)によって構成し、他方のシート表面を樹脂(a)とは異なる他の樹脂によって構成してもよい。例えば、他方のシート表面を樹脂(b)によって構成し、2層構造の連続樹脂シートを製造してもよい。
【0153】
また、上記実施形態では、樹脂シートとして、導光板または光拡散板について説明しているが、その他の樹脂シートを作成してもよい。本発明の樹脂シート製造方法は、液晶TVのバックライトに搭載される形状導光板および形状拡散板の製造に有効である。本発明は、アスペクト比の高い形状導光板および形状拡散板の製造に特に有効である。
【0154】
また、上記実施形態では、図1〜図5、及び図20に示す樹脂シート製造装置50,50B,50C,50D,50E,50Fを用いて、連続樹脂シートの製造を行っているが、その他の製造工程を実行可能な樹脂シート製造装置を用いてもよい。
【0155】
また、形状ロールから剥離された直後の連続樹脂シートの表面温度は、形状転写層(A)を構成する樹脂(a)のガラス転移温度Tg(a)に対して、(Tg(a)−10)℃以上(Tg(a)+30)℃以下の範囲であることが好適であるが、その他の温度範囲でもよい。
【0156】
また、形状ロールから剥離された直後の連続樹脂シートの表面温度は、主層(B)を構成する樹脂(b)のガラス転移温度Tg(b)に対して、Tg(b)℃〜Tg(a)℃の範囲であってもよい。
【符号の説明】
【0157】
50,50B,50C,50D,50E,50F…樹脂シート製造装置、51…ダイ、52A…第1押圧ロール、52B…第2押圧ロール(形状ロール)、52C…第3押圧ロール、52D…予圧ロール、53…転写型、57…樹脂投入口、58…押出機、60…連続樹脂シート、61,63…表面層(A)、62…主層(B)。
【特許請求の範囲】
【請求項1】
加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、
周面に転写型が形成された形状ロールを用いて、前記連続樹脂シートのシート表面に前記転写型を転写する転写工程と、を備えた樹脂シート製造方法において、
前記転写工程は、前記シート製造工程によって製造された前記連続樹脂シートを押圧ロールと前記形状ロールとで挟み押圧することにより前記形状ロールの前記転写型の形状を前記連続樹脂シートに転写することを開始する転写開始工程と、
前記転写開始工程で前記シート表面に前記転写型の形状が転写された前記連続樹脂シートを前記形状ロールの周面に密着させたまま搬送する搬送工程と、
前記搬送工程で搬送された前記連続樹脂シートを前記形状ロールの周面から剥離する剥離工程と、を含み、
前記シート製造工程によって製造される前記連続樹脂シートは、シートの厚み方向に複数の層を有する多層構造であり、前記転写開始工程で前記形状ロール側に配置される前記シート表面を構成する形状転写層(A)と前記形状転写層の背面側に隣接する主層(B)の少なくとも2層を備え、
前記主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する前記形状転写層(A)の前記MFRの比率が、1.5以上であることを特徴とする樹脂シートの製造方法。
【請求項2】
前記転写工程は、
前記シート製造工程によって製造された前記連続樹脂シートを予圧ロールと前記押圧ロールとで挟み込むことで押圧する予圧工程と、
前記予圧工程で押圧された前記連続樹脂シートを前記押圧ロールの周面に密着させたまま搬送する予備搬送工程とを含み、
前記転写開始工程では、前記予備搬送工程によって搬送された前記連続樹脂シートを前記押圧ロールと前記形状ロールとで挟み押圧する
請求項1に記載の樹脂シートの製造方法。
【請求項3】
前記形状転写層(A)を構成する樹脂(a)のガラス転移温度をTg(a)とした場合、
前記形状ロールの前記周面に接する直前の前記形状転写層(A)の表面温度は、
(Tg(a)+50)℃〜(Tg(a)+150)℃の範囲であり、
前記形状ロールの前記周面から剥離された直後の前記形状転写層(A)の表面温度は、
(Tg(a)−10)℃〜(Tg(a)+40)℃の範囲である
請求項1又は2に記載の樹脂シートの製造方法。
【請求項4】
前記主層(B)の厚みに対する前記形状転写層(A)の厚みの比率が、1/200〜1/10の範囲である
請求項1〜3の何れか一項に記載の樹脂シートの製造方法。
【請求項5】
前記転写開始工程の直前に、前記押圧ロールの周面に密着して搬送されている前記連続樹脂シートの前記形状転写層(A)のシート表面を加熱する加熱工程を備える
請求項1〜4の何れか一項に記載の樹脂シートの製造方法。
【請求項6】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
複数の前記溝部の配置間隔Pは200μm〜500μmである
請求項1〜5の何れか一項に記載の樹脂シートの製造方法。
【請求項7】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
複数の前記溝部は等間隔に配置されている
請求項1〜6の何れか一項に記載の樹脂シートの製造方法。
【請求項8】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
複数の前記溝部の深さHは100μm〜500μmである
請求項1〜7の何れか一項に記載の樹脂シートの製造方法。
【請求項9】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
複数の前記溝部の配置間隔Pに対する前記溝部の深さHの比率であるアスペクト比H/Pが、0.3以上である
請求項1〜8の何れか一項に記載の樹脂シートの製造方法。
【請求項10】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
前記溝部の前記形状ロールの周方向に直交する方向の断面形状は、略半円形状、略半楕円形状、またはプリズム形状である
請求項1〜9の何れか一項に記載の樹脂シートの製造方法。
【請求項11】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
前記溝部の前記形状ロールの周方向に直交する方向の断面形状は、光学レンズを形成するための対応する形状である
請求項1〜10の何れか一項に記載の樹脂シートの製造方法。
【請求項12】
前記形状転写層(A)を構成する樹脂(a)は、スチレン系樹脂またはアクリル系樹脂であり、
前記主層(B)を構成する樹脂(b)は、スチレン系樹脂またはアクリル系樹脂である
請求項1〜11の何れか一項に記載の樹脂シートの製造方法。
【請求項1】
加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、
周面に転写型が形成された形状ロールを用いて、前記連続樹脂シートのシート表面に前記転写型を転写する転写工程と、を備えた樹脂シート製造方法において、
前記転写工程は、前記シート製造工程によって製造された前記連続樹脂シートを押圧ロールと前記形状ロールとで挟み押圧することにより前記形状ロールの前記転写型の形状を前記連続樹脂シートに転写することを開始する転写開始工程と、
前記転写開始工程で前記シート表面に前記転写型の形状が転写された前記連続樹脂シートを前記形状ロールの周面に密着させたまま搬送する搬送工程と、
前記搬送工程で搬送された前記連続樹脂シートを前記形状ロールの周面から剥離する剥離工程と、を含み、
前記シート製造工程によって製造される前記連続樹脂シートは、シートの厚み方向に複数の層を有する多層構造であり、前記転写開始工程で前記形状ロール側に配置される前記シート表面を構成する形状転写層(A)と前記形状転写層の背面側に隣接する主層(B)の少なくとも2層を備え、
前記主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する前記形状転写層(A)の前記MFRの比率が、1.5以上であることを特徴とする樹脂シートの製造方法。
【請求項2】
前記転写工程は、
前記シート製造工程によって製造された前記連続樹脂シートを予圧ロールと前記押圧ロールとで挟み込むことで押圧する予圧工程と、
前記予圧工程で押圧された前記連続樹脂シートを前記押圧ロールの周面に密着させたまま搬送する予備搬送工程とを含み、
前記転写開始工程では、前記予備搬送工程によって搬送された前記連続樹脂シートを前記押圧ロールと前記形状ロールとで挟み押圧する
請求項1に記載の樹脂シートの製造方法。
【請求項3】
前記形状転写層(A)を構成する樹脂(a)のガラス転移温度をTg(a)とした場合、
前記形状ロールの前記周面に接する直前の前記形状転写層(A)の表面温度は、
(Tg(a)+50)℃〜(Tg(a)+150)℃の範囲であり、
前記形状ロールの前記周面から剥離された直後の前記形状転写層(A)の表面温度は、
(Tg(a)−10)℃〜(Tg(a)+40)℃の範囲である
請求項1又は2に記載の樹脂シートの製造方法。
【請求項4】
前記主層(B)の厚みに対する前記形状転写層(A)の厚みの比率が、1/200〜1/10の範囲である
請求項1〜3の何れか一項に記載の樹脂シートの製造方法。
【請求項5】
前記転写開始工程の直前に、前記押圧ロールの周面に密着して搬送されている前記連続樹脂シートの前記形状転写層(A)のシート表面を加熱する加熱工程を備える
請求項1〜4の何れか一項に記載の樹脂シートの製造方法。
【請求項6】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
複数の前記溝部の配置間隔Pは200μm〜500μmである
請求項1〜5の何れか一項に記載の樹脂シートの製造方法。
【請求項7】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
複数の前記溝部は等間隔に配置されている
請求項1〜6の何れか一項に記載の樹脂シートの製造方法。
【請求項8】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
複数の前記溝部の深さHは100μm〜500μmである
請求項1〜7の何れか一項に記載の樹脂シートの製造方法。
【請求項9】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
複数の前記溝部の配置間隔Pに対する前記溝部の深さHの比率であるアスペクト比H/Pが、0.3以上である
請求項1〜8の何れか一項に記載の樹脂シートの製造方法。
【請求項10】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
前記溝部の前記形状ロールの周方向に直交する方向の断面形状は、略半円形状、略半楕円形状、またはプリズム形状である
請求項1〜9の何れか一項に記載の樹脂シートの製造方法。
【請求項11】
前記転写型には、前記形状ロールの周方向に連続する溝部が、前記形状ロールの回転軸方向に複数並設され、
前記溝部の前記形状ロールの周方向に直交する方向の断面形状は、光学レンズを形成するための対応する形状である
請求項1〜10の何れか一項に記載の樹脂シートの製造方法。
【請求項12】
前記形状転写層(A)を構成する樹脂(a)は、スチレン系樹脂またはアクリル系樹脂であり、
前記主層(B)を構成する樹脂(b)は、スチレン系樹脂またはアクリル系樹脂である
請求項1〜11の何れか一項に記載の樹脂シートの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2012−144033(P2012−144033A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−135261(P2011−135261)
【出願日】平成23年6月17日(2011.6.17)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年6月17日(2011.6.17)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]