
樹脂フィルム基板とその製造方法
【課題】ガスバリア層と支持体との間の密着性の向上により、当該ガスバリア層の耐クラック性及びガスバリア性の耐久性を改良し、かつフレキシブル性を維持した樹脂フィルム基板の提供すること、及びその製造方法を提供する。
【解決手段】支持体上にガスバリア層を設けた樹脂フィルム基板であって、当該支持体が熱可塑性樹脂とマイクロフィブリル化セルロースを含有し、かつ当該ガスバリア層が、セラミック前駆体より形成された無機酸化物を含有することを特徴とする樹脂フィルム基板。
【解決手段】支持体上にガスバリア層を設けた樹脂フィルム基板であって、当該支持体が熱可塑性樹脂とマイクロフィブリル化セルロースを含有し、かつ当該ガスバリア層が、セラミック前駆体より形成された無機酸化物を含有することを特徴とする樹脂フィルム基板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスバリア性とフレキシブル性を有する樹脂フィルム基板、及びその製造方法に関する。
【背景技術】
【0002】
液晶ディスプレイに代表されるフラットパネルディスプレイや有機薄膜デバイスには、支持基板として、従来、ガラス基板が用いられているが、近年、薄型化・軽量化・形状の自由度が求められており、ガラス基板に代えて、軽くてフレキシブル性に富むフィルム基板が検討されるようになってきた。しかしながら、樹脂基板は、ガスバリア性が不足していることが問題となっている。
【0003】
たとえば、特許文献1に開示されている技術では、薄型ガラスを積層することでバリア性を確保しているが、接着剤を介しているために接着層の膨張により薄型ガラスの割れ等が発生して、平坦性やバリア性が著しく劣化するという問題がある。
【0004】
また、特許文献2に開示されている技術では、マイクロフィブリル化セルロース(以下において、適宜「MFC」と略す。)不織布にガラスを含浸しているが、支持体にガラスを含むために、ガラス基板を用いることと同様にフレキシブル性がなくなってしまう問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−242154号公報
【特許文献2】特開2009−194039号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題・状況にかんがみてなされたものであり、その解決課題は、ガスバリア層と支持体との間の密着性の向上により、当該ガスバリア層の耐クラック性及びガスバリア性の耐久性を改良し、かつフレキシブル性を維持した樹脂フィルム基板の提供すること、及びその製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者らは、上記背景技術の状況から、ガスバリア層と支持体との間の密着性の向上により当該ガスバリア層の耐クラック性及びガスバリア性の耐久性を改良するための手段を検討した。すなわち、上記背景技術に記載したような、バリア性の劣化は、樹脂基板の熱による膨張収縮などにより、薄膜ガラスのような無機酸化物のガスバリアー層に微細なクラックや位置ずれが生じるため耐久性が劣ったと推定した。
【0008】
そこで、本発明者らは、支持体に熱可塑性樹脂とマイクロフィブリル化セルロースを含有させることにより樹脂フィルム基板の熱安定性をもたせることにより、無機酸化物の耐久性が改良し、薄膜ガラスのように膨張に弱いガスバリアー層の特有の課題である、耐久性も保てることを見出し本発明に至った。また、ポリシラザンのようなセラミック前駆体のヒドロキシル基と、マイクロフィブリル化セルロースのヒドロキシル基の水素結合により、屈曲した場合の応力に対応できフレキシブル性を維持できるという作用もある。
【0009】
従って、本発明に係る上記課題は、以下の手段により解決される。
【0010】
1.支持体上にガスバリア層を設けた樹脂フィルム基板であって、当該支持体が熱可塑性樹脂とマイクロフィブリル化セルロースを含有し、かつ当該ガスバリア層が、セラミック前駆体より形成された無機酸化物を含有することを特徴とする樹脂フィルム基板。
【0011】
2.前記熱可塑性樹脂が、セルロースエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリオレフィン樹脂から選ばれる樹脂であることを特徴とする前記第1項に記載の樹脂フィルム基板。
【0012】
3.前記セラミック前駆体が、ポリシラザンを含有することを特徴とする前記第1項又は第2項に記載の樹脂フィルム基板。
【0013】
4.前記第1項から第3項までのいずれか一項に記載の樹脂フィルム基板を製造する樹脂フィルム基板の製造方法であって、少なくとも、(1)加熱により無機酸化物膜を形成するセラミック前駆体を塗布する工程と、(2)前記セラミック前駆体の塗布膜を局所的に加熱して無機酸化物を形成する工程とを有することを特徴とする樹脂フィルム基板の製造方法。
【発明の効果】
【0014】
本発明の上記手段により、ガスバリア層と支持体との間の密着性の向上により、当該ガスバリア層の耐クラック性及びガスバリア性の耐久性を改良し、かつフレキシブル性を維持した樹脂フィルム基板の提供することができる。また、当該フィルム基板の製造方法を提供することができる。
【図面の簡単な説明】
【0015】
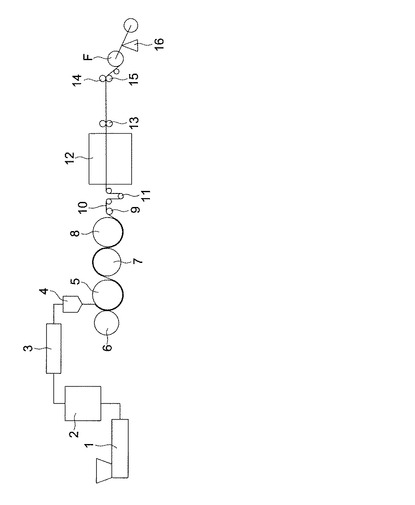
【図1】熱可塑性樹脂支持体の製造装置の1つの実施形態を示す概略フローシート
【発明を実施するための形態】
【0016】
本発明の樹脂フィルム基板は、支持体上にガスバリア層を設けた樹脂フィルム基板であって、当該支持体が熱可塑性樹脂とマイクロフィブリル化セルロースを含有し、かつ当該ガスバリア層が、セラミック前駆体より形成された無機酸化物を含有することを特徴とする。この特徴は、請求項1から請求項4までの請求項に係る発明に共通する技術的特徴である。
【0017】
本発明の実施態様としては、本発明の効果発現の観点から、前記熱可塑性樹脂が、セルロースエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリオレフィン樹脂から選ばれる樹脂であることが好ましい。また、前記セラミック前駆体が、ポリシラザンを含有することが好ましい。
【0018】
本発明の樹脂フィルム基板を製造する樹脂フィルム基板の製造方法としては、少なくとも、(1)加熱により無機酸化物膜を形成するセラミック前駆体を塗布する工程と、(2)前記セラミック前駆体の塗布膜を局所的に加熱して無機酸化物を形成する工程とを有する態様の製造方法であることが好ましい。
【0019】
以下、本発明とその構成要素、及び本発明を実施するための形態・態様について詳細な説明をする。
【0020】
〈ガスバリア層〉
本発明に係るガスバリア層は、セラミック前駆体より形成された無機酸化物を含有することを特徴とする。
【0021】
当該セラミック前駆体としては、ポリシラザン、アルミニウムイソプロポキシドAl(OPr−i)3、亜鉛プロポキシドZn(OPr)2、テトラエトキシシランSi(OEt)4、チタンイソプロポキシドTi(OPr−i)4等の金属アルコキシド等を用いることができる。
【0022】
本発明においては、特に、ポリシラザンを用いることが好ましい。ここで、「ポリシラザン」とは、珪素−窒素結合を持つポリマーで、Si−N、Si−H、N−H等からなるSiO2、Si3N4及び両方の中間固溶体SiOxNy等のセラミック前駆体無機ポリマーである。
【0023】
当該セラミック前駆体が、ポリシラザンを含有する場合は、下記式(I)で表されるポリシラザン及び有機溶剤中に必要に応じて触媒を含む溶液で支持体(樹脂基材)を被覆し、そして、この溶剤を蒸発させて除去し、それによって支持体(樹脂基材)上に0.05〜3.0μmの層厚を有するポリシラザン層を残し、そして、水蒸気を含む雰囲気中で酸素、活性酸素、場合によっては、及び窒素の存在下に、上記のポリシラザン層を、局所的加熱することによって、当該支持体(樹脂基材)上にガラス様の透明な被膜を形成する方法を採用することが好ましい。
式(I):−(SiR1R2−NR3)n−
[式中、R1、R2、及びR3は、同一か又は異なり、互いに独立して、水素、あるいは場合によっては置換されたアルキル基、アリール基、ビニル基又は(トリアルコキシシリル)アルキル基、好ましくは水素、メチル、エチル、プロピル、iso−プロピル、ブチル、iso−ブチル、tert−ブチル、フェニル、ビニル又は3−(トリエトキシシリル)プロピル、3−(トリメトキシシリルプロピル)からなる群から選択される基を表し、この際、nは整数であり、そしてnは、当該ポリシラザンが150〜150,000g/モルの数平均分子量を有するように定められる。]
触媒としては、好ましくは、塩基性触媒、特にN,N−ジエチルエタノールアミン、N,N−ジメチルエタノールアミン、トリエタノールアミン、トリエチルアミン、3−モルホリノプロピルアミン又はN−複素環式化合物が使用される。触媒濃度は、ポリシラザンを基準にして通常0.1〜10モル%、好ましくは0.5〜7モル%の範囲である。
【0024】
好ましい態様の一つでは、R1、R2及びR3のすべてが水素原子であるパーヒドロポリシラザンを含む溶液が使用される。
【0025】
さらに別の好ましい態様の一つでは、本発明によるコーティングは、次式(II)の少なくとも一種のポリシラザンを含む。
式(II):−(SiR1R2−NR3)n−(SiR4R5−NR6)p−
式中、R1、R2、R3、R4、R5及びR6は、互いに独立して、水素、あるいは場合によっては置換されたアルキル基、アリール基、ビニル基又は(トリアルコキシシリル)アルキル基を表し、この際、n及びpは整数であり、そしてnは、当該ポリシラザンが150〜150,000g/モルの数平均分子量を有するように定められる。
【0026】
特に好ましいものは、R1、R3及びR6が水素を表し、そしてR2、R4及びR5がメチルを表す化合物、R1、R3及びR6が水素を表し、そしてR2、R4がメチルを表し、そしてR5がビニルを表す化合物、R1、R3、R4及びR6が水素を表し、そしてR2及びR5がメチルを表す化合物である。
【0027】
また、次式(III)の少なくとも一種のポリシラザンを含む溶液も同様に好ましい。
式(III):−(SiR1R2−NR3)n−(SiR4R5−NR6)p−(SiR7R8−NR9)q−
上記式中、R1、R2、R3、R4、R5、R6、R7、R8及びR9は、互いに独立して、水素、あるいは場合によっては置換されたアルキル基、アリール基、ビニル基又は(トリアルコキシシリル)アルキル基を表し、この際、n、p及びqは整数であり、そしてnは、当該ポリシラザンが150〜150,000g/モルの数平均分子量を有するように定められる。
【0028】
特に好ましいものは、R1、R3及びR6が水素を表し、そしてR2、R4、R5及びR8がメチルを表し、R9が(トリエトキシシリル)プロピルを表し、そしてR7がアルキル又は水素を表す化合物である。
【0029】
溶剤中のポリシラザンの割合は、一般的には、ポリシラザン1〜80質量%、好ましくは5〜50質量%、特に好ましくは10〜40質量%である。
【0030】
溶剤としては、特に、水及び反応性基(例えばヒドロキシル基又はアミン基)を含まずそしてポリシラザンに対して不活性の有機系で好ましくは非プロトン性の溶剤が好適である。これは、例えば、脂肪族又は芳香族炭化水素、ハロゲン炭化水素、エステル、例えば酢酸エチル又は酢酸ブチル、ケトン、例えばアセトン又はメチルエチルケトン、エーテル、例えばテトラヒドロフラン又はジブチルエーテル、並びにモノ及びポリアルキレングリコールジアルキルエーテル(ジグライム類)又はこれらの溶剤からなる混合物である。
【0031】
上記ポリシラザン溶液の追加の成分は、塗料の製造に慣用されているもののような更に別のバインダーであることができる。これは、例えば、セルロースエーテル及びセルロースエステル、例えばエチルセルロース、ニトロセルロース、セルロースアセテート又はセルロースアセトブチレート、天然樹脂、例えばゴムもしくはロジン樹脂、又合成樹脂、例えば重合樹脂もしくは縮合樹脂、例えばアミノプラスト、特に尿素樹脂及びメラミンホルムアルデヒド樹脂、アルキド樹脂、アクリル樹脂、ポリエステルもしくは変性ポリエステル、エポキシド、ポリイソシアネートもしくはブロック化ポリイソシアネート、又はポリシロキサンである。
【0032】
当該ポリシラザン調合物の更に別の成分は、例えば、調合物の粘度、下地の濡れ、成膜性、潤滑作用又は排気性に影響を与える添加剤、あるいは無機ナノ粒子、例えばSiO2、TiO2、ZnO、ZrO2又はAl2O3であることができる。
【0033】
本発明の方法を用いることによって、亀裂及び孔が無いためにガスに対する高いバリア作用に優れる緻密で密着性の高いガラス様の層を製造することができる。
【0034】
形成される被膜の厚さは、100nm〜2μmの範囲内にすることが好ましい。
【0035】
なお、本発明の樹脂フィルム基板は、ガスバリア性能として、水蒸気透過率が、0.1g/m2・24hr以下、好ましくは0.01g/m2・24hr以下、更に好ましくは0.001g/m2・24hr以下であるようにガスバリア層により調整する。
【0036】
また、酸素透過率が、0.1ml/m2・24h・atm以下、好ましくは0.001ml/m2・24h・atm、更に好ましくは0.001ml/m2・24h・atm以下であるようにガスバリア層により調整する。
【0037】
水蒸気透過率(g/m2/day)は、JIS K 7129Bに記載された方法により測定する。なお、測定には、例えば、MOCON社製 水蒸気透過率測定装置 PERMATRAN−W 3/33 MGモジュールを使用することができる。
【0038】
また、酸素透過率(ml/m2/day/atm)についても同じく、JIS K 7126Bに従って、例えば、MOCON社製 酸素透過率測定装置 OX−TRAN 2/21 MLモジュールを使用して測定することができる。
【0039】
〈マイクロフィブリル化セルロース〉
本発明において用いることができるマイクロフィブリル化セルロースとしては、繊維径が1μm以下の微細なセルロースとしてセルロース繊維を高圧下剪断力で解繊したマイクロフィブリル化セルロース(MFC)を使用することができる。本発明においては、特に所謂セルロースナノファイバーを用いることが好ましい。
【0040】
本発明に係るセルロースナノファイバーとは、繊維として、好ましくは平均繊維径4〜200nmであるセルロース系繊維をいう。この繊維は、単繊維が、引き揃えられることなく、かつ相互間に入り込むように十分に離隔して存在するものより成ってもよい。この場合、平均繊維径は、単繊維の平均径となる。また、本発明に係る繊維は、複数(多数であってもよい。)本の単繊維が束状に集合して1本の糸条を構成しているものであってもよく、この場合、平均繊維径は1本の糸条の径の平均値として定義される。
【0041】
本発明で用いる繊維の平均繊維径は、好ましくは4〜100nmであり、より好ましくは4〜60nmである。
【0042】
なお、本発明で用いる繊維は、平均繊維径が4〜200nmの範囲内であれば、繊維中に4〜200nmの範囲外の繊維径のものが含まれていても良いが、その割合は30質量%以下であることが好ましく、望ましくは、すべての繊維の繊維径が200nm以下、特に100nm以下、とりわけ60nm以下であることが望ましい。
【0043】
なお、繊維の長さについては特に限定されないが、平均長さで100nm以上が好ましい。繊維の平均長さが100nmより短いと、補強効果が低く、繊維強化複合材料の強度が不十分となるおそれがある。なお、繊維中には繊維長さ100nm未満のものが含まれていても良いが、その割合は30質量%以下であることが好ましい。
【0044】
上記繊維径、繊維長の測定は市販の顕微鏡、電子顕微鏡により測定することができる。例えば、走査型電子顕微鏡により2000倍にセルロースナノファイバーを拡大した写真を撮影し、ついでこの写真に基づいて「SCANNING IMAGE ANALYZER」(日本電子社製)を使用して写真画像の解析を行うことにより測定した。この際、100個のセルロースナノファイバーを使用して繊維径、繊維長の平均値を求めることができる。
【0045】
セルロース系繊維とは、植物細胞壁の基本骨格等を構成するセルロースのミクロフィブリル又はこれの構成繊維をいい、通常繊維径4nm程度の単位繊維の集合体である。このセルロース繊維は、結晶構造を40%以上含有するものが、高い強度と低い熱膨張を得る上で好ましい。
【0046】
本発明に係るセルロースナノファイバーは、例えば、特開2005−60680号公報や特開2008−1728号公報に記載の方法で得ることができる。
【0047】
本発明のセルロースナノファイバーは、複数の粉砕手段を用いて微細化することが好ましい。粉砕手段は限定されないが、本発明の目的に合う粒径まで微細に粉砕するためには、高圧ホモジナイザーや媒体ミル、砥石回転型粉砕機、石臼式グラインダーのような強い剪断力が得られる方式が好ましく用いられる。
【0048】
高圧ホモジナイザーとは、加速された高流速によるせん断力、急激な圧力降下(キャビテーション)および高流速の粒子同士が微細オリフィス内で対面衝突することによる衝撃力によって磨砕を行う装置であり、市販されている装置としては、ナノマイザー(ナノマイザー株式会社製)、マイクロフルイダイザー(Microfluidics社製)等を用いることができる。
【0049】
高圧ホモジナイザーによるセルロースのフィブリル化と均質化の程度は、高圧ホモジナイザーへ圧送する圧力と高圧ホモジナイザーに通過させる回数(パス回数)に依存する。圧送圧力は、通常、500〜2000kg/cm2程度の範囲で行うことが超微細化処理に適するが、生産性を考慮すると1000〜2000kg/cm2がより好ましい。パス回数は、例えば、5〜50回、好ましくは10〜40回、特に20〜30回程度である。媒体ミルは湿式振動ミル、湿式遊星振動ミル、湿式ボールミル、湿式ロールミル、湿式コボールミル、湿式ビーズミル、湿式ペイントシェーカー等である。これらの中で例えば湿式ビーズミルとは、金属製、セラミック製等の媒体を容器に内蔵し、これを強制撹拌することによって湿式磨砕する装置であるが、例えば市販されている装置としては、アペックスミル(コトブキ技研工業株式会社製)、パールミル(アシザワ株式会社製)、ダイノーミル(株式会社シンマルエンタープライゼス製)等を用いることができる。
【0050】
砥石回転型粉砕機とは、コロイドミル或いは石臼型粉砕機の一種であり、例えば、粒度が16〜120番の砥粒からなる砥石をすりあわせ、そのすりあわせ部に前述の水分散液を通すことで、粉砕処理される装置のことである。必要に応じて、複数回処理を行ってもよい。砥石を適宜変更するのは好ましい実施態様の一つである。砥石回転型粉砕機は、「短繊維化」と「微細化」の両作用を有するが、その作用は砥粒の粒度に影響を受ける。短繊維化を目的とする場合は46番以下の砥石が有効であり、微細化を目的とする場合は46番以上の砥石が有効である。46番はいずれの作用も有する。具体的な装置としては、ピュアファインミル(グラインダーミル)(株式会社栗田機械製作所)、セレンディピター、スーパーマスコロイダー、スーパーグラインデル(以上、増幸産業株式会社)などがあげられる。
【0051】
本発明において、得られたセルロースナノファイバーは、直接、又は分散液として熱可塑性樹脂に添加されるが、その含有量は0.1から50質量%の範囲であることが好ましい。より好ましくは5〜50質量%であり、特に10〜40質量%が好ましい。
【0052】
アセチル化セルロースにセルロースナノファイバーを含有させる方法は特に限定されるものではないが、後述する溶液キャスト法において、ドープ液を調製する際に分散液として含有させることが好ましい。
【0053】
(支持体)
本発明の樹脂フィルム基板は、その支持体の主体的構成素材として、熱可塑性樹脂を含有する熱可塑性樹脂支持体を用いることを特徴とする。
【0054】
ここで、「熱可塑性樹脂」とは、ガラス転移温度または融点まで加熱することによって軟らかくなり、目的の形に成形できる樹脂のことをいう。
【0055】
熱可塑性樹脂としては、一般的汎用樹脂としては、セルロースエステル、ポリエチレン(PE)、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン、ポリスチレン(PS)、ポリ酢酸ビニル(PVAc)、テフロン(登録商標)(ポリテトラフルオロエチレン、PTFE)、ABS樹脂(アクリロニトリルブタジエンスチレン樹脂)、AS樹脂、アクリル樹脂(PMMA)等を用いることができる。
【0056】
また、強度や壊れにくさを特に要求される場合、ポリアミド(PA)、ナイロン、ポリアセタール(POM)、ポリカーボネート(PC)、変性ポリフェニレンエーテル(m−PPE、変性PPE、PPO)、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、グラスファイバー強化ポリエチレンテレフタレート(GF−PET)、環状ポリオレフィン(COP)等を用いることができる。
【0057】
さらに高い熱変形温度と長期使用出来る特性を要求される場合は、ポリフェニレンスルファイド(PPS)、ポリテトラフロロエチレン(PTFE)、ポリスルホン、ポリエーテルサルフォン、非晶ポリアリレート、液晶ポリマー、ポリエーテルエーテルケトン、熱可塑性ポリイミド(PI)、ポリアミドイミド(PAI)等を用いることができる。
【0058】
本発明においては、本発明の効果発現の観点から、熱可塑性樹脂が、セルロースエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、ポレオレフィン樹脂から選ばれる樹脂であることが好ましい。
【0059】
なお、当該熱可塑性樹脂支持体の少なくとも一方向の破断伸度が、JIS−K7127−1999に準拠した測定において、10%以上であることが好ましく、より好ましくは20%以上である。
【0060】
当該支持体の厚さは、20μm以上であることが好ましい。より好ましくは30μm以上である。
【0061】
厚さの上限は特に限定される物ではないが、溶液製膜法でフィルム化する場合は、塗布性、発泡、溶媒乾燥などの観点から、上限は250μm程度である。なお、フィルムの厚さは用途により適宜選定することができる。
【0062】
支持体は、その全光線透過率が90%以上であることが好ましく、より好ましくは93%以上である。また、現実的な上限としては、99%程度である。かかる全光線透過率にて表される優れた透明性を達成するには、可視光を吸収する添加剤や共重合成分を導入しないようにすることや、ポリマー中の異物を高精度濾過により除去し、フィルム内部の光の拡散や吸収を低減させることが有効である。
【0063】
以下、本発明において、特に好適な樹脂について詳細な説明をする。
【0064】
〈セルロースエステル樹脂〉
本発明に用いることができるセルロースエステル樹脂は、セルロース(ジ、トリ)アセテート、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレート、セルロースアセテートフタレート、及びセルロースフタレートから選ばれる少なくとも1種であることが好ましい。
【0065】
これらの中で特に好ましいセルロースエステルは、セルローストリアセテート、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネートやセルロースアセテートブチレートが挙げられる。
【0066】
混合脂肪酸エステルの置換度として、更に好ましいセルロースアセテートプロピオネートやセルロースアセテートブチレートの低級脂肪酸エステルは、炭素原子数2〜4のアシル基を置換基として有し、アセチル基の置換度をXとし、プロピオニル基又はブチリル基の置換度をYとした時、下記式(I)及び(II)を同時に満たすセルロースエステルを含むセルロース樹脂であることが好ましい。
【0067】
式(I) 2.6≦X+Y≦3.0
式(II) 1.0≦X≦2.5
この内特にセルロースアセテートプロピオネートが好ましく用いられ、中でも1.9≦X≦2.5であり、0.1≦Y≦0.9であることが好ましい。上記アシル基で置換されていない部分は通常水酸基として存在しているものである。これらは公知の方法で合成することができる。
【0068】
更に、本発明で用いられるセルロースエステルは、重量平均分子量Mw/数平均分子量Mn比が1.5〜5.5のものが好ましく用いられ、特に好ましくは2.0〜5.0であり、更に好ましくは2.5〜5.0であり、更に好ましくは3.0〜5.0のセルロースエステルが好ましく用いられる。
【0069】
本発明で用いられるセルロースエステルの原料セルロースは、木材パルプでも綿花リンターでもよく、木材パルプは針葉樹でも広葉樹でもよいが、針葉樹の方がより好ましい。製膜の際の剥離性の点からは綿花リンターが好ましく用いられる。これらから作られたセルロースエステルは適宜混合して、或いは単独で使用することができる。
【0070】
例えば、綿花リンター由来セルロースエステル:木材パルプ(針葉樹)由来セルロースエステル:木材パルプ(広葉樹)由来セルロースエステルの比率が100:0:0、90:10:0、85:15:0、50:50:0、20:80:0、10:90:0、0:100:0、0:0:100、80:10:10、85:0:15、40:30:30で用いることができる。
【0071】
本発明において、セルロースエステル樹脂は、20mlの純水(電気伝導度0.1μS/cm以下、pH6.8)に1g投入し、25℃、1hr、窒素雰囲気下にて攪拌した時のpHが6〜7、電気伝導度が1〜100μS/cmであることが好ましい。
【0072】
〈ポリカーボネート樹脂〉
本発明では、種々の公知のポリカーボネート樹脂も使用することができる。本発明においては、特に芳香族ポリカーボネートを用いることが好ましい。当該芳香族ポリカーボネートについて特に制約はなく、所望するフィルムの諸特性が得られる芳香族ポリカーボネートであれば特に制約はない。
【0073】
一般に、ポリカーボネートと総称される高分子材料は、その合成手法において重縮合反応が用いられて、主鎖が炭酸結合で結ばれているものを総称するが、これらの内でも、一般に、フェノール誘導体と、ホスゲン、ジフェニルカーボネートらから重縮合で得られるものを意味する。通常、ビスフェノール−Aと呼称されている2,2−ビス(4−ヒドロキシフェニル)プロパンをビスフェノール成分とする繰り返し単位で表される芳香族ポリカーボネートが好ましく選ばれるが、適宜各種ビスフェノール誘導体を選択することで、芳香族ポリカーボネート共重合体を構成することができる。
【0074】
かかる共重合成分としてこのビスフェノール−A以外に、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、9,9−ビス(4−ヒドロキシフェニル)フルオレン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン、2,2−ビス(4−ヒドロキシ−3−メチルフェニル)プロパン、2,2−ビス(4−ヒドロキシフェニル)−2−フェニルエタン、2,2−ビス(4−ヒドロキシフェニル)−1,1,1,3,3,3−ヘキサフロロプロパン、ビス(4−ヒドロキシフェニル)ジフェニルメタン、ビス(4−ヒドロキシフェニル)サルファイド、ビス(4−ヒドロキシフェニル)スルホン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン等を挙げることができる。
【0075】
また、一部にテレフタル酸及び/またはイソフタル酸成分を含む芳香族ポリエステルカーボネートを使用することも可能である。このような構成単位をビスフェノール−Aからなる芳香族ポリカーボネートの構成成分の一部に使用することにより芳香族ポリカーボネートの性質、例えば耐熱性、溶解性を改良することができるが、このような共重合体についても本発明は有効である。
【0076】
ここで用いられる芳香族ポリカーボネートの粘度平均分子量は、10000以上、200000以下であれば好適に用いられる。粘度平均分子量20000〜120000が特に好ましい。粘度平均分子量が10000より低い樹脂を使用すると得られるフィルムの機械的強度が不足する場合があり、また400000以上の高分子量になるとドープの粘度が大きくなり過ぎ取扱い上問題を生じるので好ましくない。粘度平均分子量は市販の高速液体クロマトグラフィ等で測定することができる。
【0077】
本発明に係る芳香族ポリカーボネートのガラス転移温度は200℃以上であることが高耐熱性のフィルムを得る上で好ましく、より好ましくは230℃以上である。これらは、上記共重合成分を適宜選択して得ることができる。ガラス転移温度は、DSC装置(示差走査熱量分析装置)にて測定することができ、例えばセイコー電子工業株式会社製:RDC220にて、10℃/分の昇温条件によって求められる、ベースラインが偏奇し始める温度である。
【0078】
本発明において、上記芳香族ポリカーボネートを含むドープ組成物に用いる溶媒は、メチレンクロライド、及び炭素数1〜6の直鎖または分岐鎖状の脂肪族アルコールを4〜14質量部含有する混合溶媒であることが好ましい。
【0079】
上記炭素数1〜6の直鎖または分岐鎖状の脂肪族アルコールの混合量は、好ましくは4〜12質量部である。このような混合溶媒を用い、従来よりも高い残留溶媒濃度でウェブを剥離することにより、ウェブ剥離時の強い静電気の発生を抑制し、これによりベルトが損傷したり、フィルムのズジやムラ、微小傷の発生を防止することができる。
【0080】
加えるアルコールの種類は用いる溶媒により制限される。アルコールと当該溶媒とが相溶性があることが必要条件である。これらは単独で加えても良いし、2種類以上組み合わせても問題ない。本発明におけるアルコールとしては、炭素数1〜6、好ましくは1〜4、より好ましくは2〜4の鎖状、或いは分岐した脂肪族アルコールが好ましい。具体的にはメタノール、エタノール、イソプロパノール、ターシャリ−ブタノールなどが挙げられる。これらのうちエタノール、イソプロパノール、ターシャリ−ブタノールはほぼ同等の効果が得られるが、メタノールはやや効果が低い。理由は明らかでないが溶媒の沸点、即ち乾燥時の飛び易さが関係しているものと推測している。それ以上の高級アルコールは、高沸点であるためフィルム製膜後も残留しやすくなるので好ましくない。
【0081】
アルコールの添加量は慎重に選択されなければならない。これらのアルコールは芳香族ポリカーボネートに対する溶解性には全く乏しく、完全な貧溶媒である。従ってあまり多く加えることはできず、満足すべき剥離性が得られる最少量とすべきである。前述したようにメチレンクロライドに対して4〜14質量部、好ましくは4〜12質量部である。メチレンクロライド量に対しては、添加量が4〜14質量部の範囲であると、当該溶媒のポリマーに対する溶解性、ドープ安定性が向上し、剥離性改善の効果が大きくなる。
【0082】
本発明はドープ組成物中、上記メチレンクロライドと脂肪族アルコールで構成されるが、他の溶媒を使用することもできる。その他残りの溶媒としては芳香族ポリカーボネートを高濃度に溶解し、かつアルコールと相溶性があること、更に低沸点溶媒であれば特に限定はない。例えば、芳香族ポリカーボネートに対して溶解力のある溶媒として、塩化メチレン以外にクロロホルム、1,2−ジクロロエタン、1,1,2−トリクロロエタン、クロロベンゼンなどのハロゲン系溶媒、1,3−ジオキソラン、1,4−ジオキサン、テトラヒドロフラン等の環状エーテル系の溶媒、シクロヘキサノン等のケトン系の溶媒が挙げられる。
【0083】
他の溶媒を使用する場合は特に限定はなく、効果を勘案して用いればよい。ここでいう効果とは、溶解性や安定性を犠牲にしない範囲で溶媒を混合することによる、たとえば溶液流延法により製膜したフィルムの表面性の改善(レベリング効果)、蒸発速度や系の粘度調節、結晶化抑制効果などである。これらの効果の度合により混合する溶媒の種類や添加量を決定すればよく、また混合する溶媒として1種または2種以上用いてもかまわない。
【0084】
好適に用いられる他の溶媒としてはクロロホルム、1,2−ジクロロエタンなどのハロゲン系溶媒、トルエン、キシレンなどの炭化水素系溶媒、アセトン、メチルエチルケトン、シクロヘキサノンなどのケトン系溶媒、酢酸エチル、酢酸ブチルなどのエステル系溶媒、エチレングリコールジメチルエーテル、メトキシエチルアセテートなどのエーテル系溶媒が挙げられる。
【0085】
本発明に係るドープ組成物は、結果としてヘイズの低い透明な溶液が得られればいかなる方法で調製してもよい。あらかじめある溶媒に溶解させた芳香族ポリカーボネート溶液に、アルコールを所定量添加してもよいし、アルコールを含む混合溶媒に芳香族ポリカーボネートを溶解させてもよい。ただ先にも述べた様にアルコールは貧溶媒であるため、前者の後から添加する方法ではポリマーの析出によるドープ白濁の可能性があるため、後者の混合溶媒に溶解させる方法が好ましい。
【0086】
〈アクリル樹脂〉
本発明に用いることができるアクリル樹脂には、メタクリル樹脂も含まれる。樹脂としては特に制限されるものではないが、メチルメタクリレート単位50〜99質量%、およびこれと共重合可能な他の単量体単位1〜50質量%からなるものが好ましい。
【0087】
共重合可能な他の単量体としては、アルキル数の炭素数が2〜18のアルキルメタクリレート、アルキル数の炭素数が1〜18のアルキルアクリレート、アクリル酸、メタクリル酸等のα,β−不飽和酸、マレイン酸、フマル酸、イタコン酸等の不飽和基含有二価カルボン酸、スチレン、α−メチルスチレン、核置換スチレン等の芳香族ビニル化合物、アクリロニトリル、メタクリロニトリル等のα,β−不飽和ニトリル、無水マレイン酸、マレイミド、N−置換マレイミド、グルタル酸無水物等が挙げられ、これらは単独で、あるいは2種以上を併用して用いることができる。
【0088】
これらの中でも、共重合体の耐熱分解性や流動性の観点から、メチルアクリレート、エチルアクリレート、n−プロピルアクリレート、n−ブチルアクリレート、s−ブチルアクリレート、2−エチルヘキシルアクリレート等が好ましく、メチルアクリレートやn−ブチルアクリレートが特に好ましく用いられる。
【0089】
アクリル樹脂は、フィルムとしての機械的強度、フィルムを生産する際の流動性の点から重量平均分子量(Mw)が80000〜1000000であることが好ましい。この分子量とすることで、耐熱性と脆性の両立を図ることができる。
【0090】
なお、アクリル樹脂等の樹脂の重量平均分子量は、ゲルパーミエーションクロマトグラフィーにより測定することができる。測定条件は以下の通りである。
【0091】
溶媒: メチレンクロライド
カラム: Shodex K806、K805、K803G(昭和電工(株)製を3本接続して使用した)
カラム温度:25℃
試料濃度: 0.1質量%
検出器: RI Model 504(GLサイエンス社製)
ポンプ: L6000(日立製作所(株)製)
流量: 1.0ml/min
校正曲線: 標準ポリスチレンSTK standard ポリスチレン(東ソー(株)製)Mw=2,800,000〜500迄の13サンプルによる校正曲線を使用した。13サンプルは、ほぼ等間隔に用いることが好ましい。
【0092】
アクリル樹脂の製造方法としては、特に制限は無く、懸濁重合、乳化重合、塊状重合、あるいは溶液重合等の公知の方法のいずれを用いても良い。ここで、重合開始剤としては、通常のパーオキサイド系およびアゾ系のものを用いることができ、また、レドックス系とすることもできる。重合温度については、懸濁または乳化重合では30〜100℃、塊状または溶液重合では80〜160℃で実施しうる。さらに、生成共重合体の還元粘度を制御するために、アルキルメルカプタン等を連鎖移動剤として用いて重合を実施することもできる。
【0093】
アクリル樹脂としては、市販のものも使用することができる。例えば、デルペット60N、80N(旭化成ケミカルズ(株)製)、ダイヤナールBR52、BR80、BR83、BR85、BR88(三菱レイヨン(株)製)、KT75(電気化学工業(株)製)等が挙げられる。
【0094】
〈ポリオレフィン樹脂〉
本発明においては、ポリエチレンや下記の環状オレフィンを用いることも好ましい。
【0095】
環状オレフィン樹脂としては、ノルボルネン系樹脂、単環の環状オレフィン系樹脂、環状共役ジエン系樹脂、ビニル脂環式炭化水素系樹脂、及び、これらの水素化物等を挙げることができる。これらの中で、ノルボルネン系樹脂は、透明性と成形性が良好なため、好適に用いることができる。
【0096】
ノルボルネン系樹脂としては、例えば、ノルボルネン構造を有する単量体の開環重合体若しくはノルボルネン構造を有する単量体と他の単量体との開環共重合体又はそれらの水素化物、ノルボルネン構造を有する単量体の付加重合体若しくはノルボルネン構造を有する単量体と他の単量体との付加共重合体又はそれらの水素化物等を挙げることができる。
【0097】
これらの中で、ノルボルネン構造を有する単量体の開環(共)重合体水素化物は、透明性、成形性、耐熱性、低吸湿性、寸法安定性、軽量性などの観点から、特に好適に用いることができる。
【0098】
ノルボルネン構造を有する単量体としては、ビシクロ[2.2.1]ヘプト−2−エン(慣用名:ノルボルネン)、トリシクロ[4.3.0.12,5]デカ−3,7−ジエン(慣用名:ジシクロペンタジエン)、7,8−ベンゾトリシクロ[4.3.0.12,5]デカ−3−エン(慣用名:メタノテトラヒドロフルオレン)、テトラシクロ[4.4.0.12,5.17,10]ドデカ−3−エン(慣用名:テトラシクロドデセン)、およびこれらの化合物の誘導体(例えば、環に置換基を有するもの)などを挙げることができる。ここで、置換基としては、例えばアルキル基、アルキレン基、極性基などを挙げることができる。また、これらの置換基は、同一または相異なって複数個が環に結合していてもよい。ノルボルネン構造を有する単量体は1種単独で、あるいは2種以上を組み合わせて用いることができる。
【0099】
極性基の種類としては、ヘテロ原子、またはヘテロ原子を有する原子団などが挙げられる。ヘテロ原子としては、例えば、酸素原子、窒素原子、硫黄原子、ケイ素原子、ハロゲン原子などが挙げられる。極性基の具体例としては、カルボキシル基、カルボニルオキシカルボニル基、エポキシ基、ヒドロキシル基、オキシ基、エステル基、シラノール基、シリル基、アミノ基、ニトリル基、スルホン基などが挙げられる。
【0100】
ノルボルネン構造を有する単量体と開環共重合可能な他の単量体としては、シクロヘキセン、シクロヘプテン、シクロオクテンなどのモノ環状オレフィン類及びその誘導体、シクロヘキサジエン、シクロヘプタジエンなどの環状共役ジエン及びその誘導体などが挙げられる。
【0101】
ノルボルネン構造を有する単量体の開環重合体およびノルボルネン構造を有する単量体と共重合可能な他の単量体との開環共重合体は、単量体を公知の開環重合触媒の存在下に(共)重合することにより得ることができる。
【0102】
ノルボルネン構造を有する単量体と付加共重合可能な他の単量体としては、例えば、エチレン、プロピレン、1−ブテンなどの炭素数2〜20のα−オレフィンおよびこれらの誘導体;シクロブテン、シクロペンテン、シクロヘキセンなどのシクロオレフィンおよびこれらの誘導体;1,4−ヘキサジエン、4−メチル−1,4−ヘキサジエン、5−メチル−1,4−ヘキサジエンなどの非共役ジエンなどが挙げられる。これらの単量体は1種単独で、あるいは2種以上を組み合わせて用いることができる。これらの中でも、α−オレフィンが好ましく、エチレンがより好ましい。
【0103】
ノルボルネン構造を有する単量体の付加重合体およびノルボルネン構造を有する単量体と共重合可能な他の単量体との付加共重合体は、単量体を公知の付加重合触媒の存在下に重合することにより得ることができる。
【0104】
ノルボルネン構造を有する単量体の開環重合体の水素添加物、ノルボルネン構造を有する単量体とこれと開環共重合可能なその他の単量体との開環共重合体の水素添加物、ノルボルネン構造を有する単量体の付加重合体の水素添加物、およびノルボルネン構造を有する単量体とこれと付加共重合可能なその他の単量体との付加共重合体の水素添加物は、これらの重合体の溶液に、ニッケル、パラジウムなどの遷移金属を含む公知の水素添加触媒を添加し、炭素−炭素不飽和結合を好ましくは90%以上水素添加することによって得ることができる。
【0105】
ノルボルネン系樹脂の中でも、繰り返し単位として、X:ビシクロ[3.3.0]オクタン−2,4−ジイル−エチレン構造と、Y:トリシクロ[4.3.0.12,5]デカン−7,9−ジイル−エチレン構造とを有し、これらの繰り返し単位の含有量が、ノルボルネン系樹脂の繰り返し単位全体に対して90質量%以上であり、かつ、Xの含有割合とYの含有割合との比が、X:Yの質量比で100:0〜40:60であるものが好ましい。このような樹脂を用いることにより、長期的に寸法変化がなく、光学特性の安定性に優れる光学フィルムを得ることができる。
【0106】
本発明に用いる環状オレフィン樹脂の分子量は使用目的に応じて適宜選定される。溶媒としてシクロヘキサン(重合体樹脂が溶解しない場合はトルエン)を用いるゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレンまたはポリスチレン換算の重量平均分子量(Mw)で、通常20,000〜150,000である。好ましくは25,000〜100,000、より好ましくは30,000〜80,000である。重量平均分子量がこのような範囲にあるときに、フィルムの機械的強度および成型加工性とが高度にバランスされ好適である。
【0107】
環状オレフィン樹脂のガラス転移温度は、使用目的に応じて適宜選択されればよい。耐久性及び延伸加工性の観点から、好ましくは130〜160℃、より好ましくは135〜150℃の範囲である。
【0108】
環状オレフィン樹脂の分子量分布(重量平均分子量(Mw)/数平均分子量(Mn))は、緩和時間、生産性等の観点から、1.2〜3.5、好ましくは1.5〜3.0、さらに好ましくは1.8〜2.7である。
【0109】
本発明に用いる環状オレフィン樹脂は、光弾性係数の絶対値が10×10−12Pa−1以下であることが好ましく、7×10−12Pa−1以下であることがより好ましく、4×10−12Pa−1以下であることが特に好ましい。光弾性係数Cは、複屈折をΔn、応力をσとしたとき、C=Δn/σで表される値である。
【0110】
本発明において、環状オレフィン樹脂には、実質的に粒子を含まないことが好ましい。ここで、実質的に粒子を含まないとは、環状オレフィン樹脂からなるフィルムへ粒子を添加しても、未添加状態からのヘイズの上昇巾が0.05%以下の範囲である量までは許容できることを意味する。特に、脂環式ポリオレフィン樹脂は、多くの有機粒子や無機粒子との親和性に欠けるため、上記範囲を超えた粒子を添加した環状オレフィン樹脂フィルムを延伸すると、空隙が発生しやすく、その結果として、ヘイズの著しい低下が生じるおそれがある。
【0111】
(樹脂支持体の製造方法)
本発明に係る樹脂支持体(以下、単に「支持体」ともいう。)の製造方法としては、通常のインフレーション法、T−ダイ法、カレンダー法、切削法、流延法、エマルジョン法、ホットプレス法等の製造法が使用できるが、着色抑制、異物欠点の抑制、ダイラインなどの光学欠点の抑制などの観点から流延法による溶液流延法、溶融流延法が好ましい。
【0112】
以下、典型的製造方法について詳述する。
【0113】
<溶液流延法による樹脂基板の製造方法>
(有機溶媒)
本発明に係る支持体を溶液流延法で製造する場合、ドープを形成するのに有用な有機溶媒は、アクリル樹脂、セルロースエステル樹脂、ポリカーボネート等の熱可塑性樹脂を溶解するものであれば制限なく用いることができる。
【0114】
例えば、塩素系有機溶媒としては、塩化メチレン、非塩素系有機溶媒としては、酢酸メチル、酢酸エチル、酢酸アミル、アセトン、テトラヒドロフラン、1,3−ジオキソラン、1,4−ジオキサン、シクロヘキサノン、ギ酸エチル、2,2,2−トリフルオロエタノール、2,2,3,3−ヘキサフルオロ−1−プロパノール、1,3−ジフルオロ−2−プロパノール、1,1,1,3,3,3−ヘキサフルオロ−2−メチル−2−プロパノール、1,1,1,3,3,3−ヘキサフルオロ−2−プロパノール、2,2,3,3,3−ペンタフルオロ−1−プロパノール、ニトロエタン、乳酸エチル、乳酸、ジアセトンアルコール等を挙げることができ、塩化メチレン、酢酸メチル、酢酸エチル、アセトン、乳酸エチル等を好ましく使用し得る。
【0115】
ドープには、上記有機溶媒の他に、1〜40質量%の炭素原子数1〜4の直鎖または分岐鎖状の脂肪族アルコールを含有させてもよい。ドープ中のアルコールの比率が高くなるとウェブがゲル化し、金属支持体からの剥離が容易になり、また、アルコールの割合が少ない時は非塩素系有機溶媒系での熱可塑性樹脂の溶解を促進する役割もある。
【0116】
特に、メチレンクロライド、および炭素数1〜4の直鎖または分岐鎖状の脂肪族アルコールを含有する溶媒に、熱可塑性樹脂は、少なくとも計10〜45質量%溶解させたドープ組成物であることが好ましい。
【0117】
炭素原子数1〜4の直鎖または分岐鎖状の脂肪族アルコールとしては、メタノール、エタノール、n−プロパノール、iso−プロパノール、n−ブタノール、sec−ブタノール、tert−ブタノールを挙げることができる。これらの内ドープの安定性、沸点も比較的低く、乾燥性もよいこと等からエタノールが好ましい。
【0118】
以下、本発明に係るフィルム状樹脂基板(以下、単に「フィルム」ともいう。)の好ましい製膜方法について説明する。
【0119】
1)溶解工程
熱可塑性樹脂に対する良溶媒を主とする有機溶媒に、溶解釜中で熱可塑性樹脂、マイクロフィブリル化セルロース、その他の添加剤を攪拌しながら溶解しドープを形成する工程である。
【0120】
熱可塑性樹脂の溶解には、常圧で行う方法、主溶媒の沸点以下で行う方法、主溶媒の沸点以上で加圧して行う方法、特開平9−95544号公報、特開平9−95557号公報、または特開平9−95538号公報に記載の如き冷却溶解法で行う方法、特開平11−21379号公報に記載の如き高圧で行う方法等種々の溶解方法を用いることができるが、特に主溶媒の沸点以上で加圧して行う方法が好ましい。
【0121】
返材とは、フィルムを細かく粉砕した物で、フィルムを製膜するときに発生する、フィルムの両サイド部分を切り落とした物や、擦り傷などでスペックアウトしたフィルム原反のことをいい、これも再使用される。
【0122】
2)流延工程
ドープを、送液ポンプ(例えば、加圧型定量ギヤポンプ)を通して加圧ダイに送液し、無限に移送する無端の金属ベルト、例えばステンレスベルト、あるいは回転する金属ドラム等の金属支持体上の流延位置に、加圧ダイスリットからドープを流延する工程である。
【0123】
ダイの口金部分のスリット形状を調整でき、膜厚を均一にし易い加圧ダイが好ましい。加圧ダイには、コートハンガーダイやTダイ等があり、いずれも好ましく用いられる。金属支持体の表面は鏡面となっている。製膜速度を上げるために加圧ダイを金属支持体上に2基以上設け、ドープ量を分割して重層してもよい。あるいは複数のドープを同時に流延する共流延法によって積層構造のフィルムを得ることも好ましい。
【0124】
3)溶媒蒸発工程
ウェブ(流延用支持体上にドープを流延し、形成されたドープ膜をウェブと呼ぶ)を流延用支持体上で加熱し、溶媒を蒸発させる工程である。
【0125】
溶媒を蒸発させるには、ウェブ側から風を吹かせる方法および/または支持体の裏面から液体により伝熱させる方法、輻射熱により表裏から伝熱する方法等があるが、裏面液体伝熱方法の乾燥効率が良く好ましい。又、それらを組み合わせる方法も好ましく用いられる。流延後の支持体上のウェブを40〜100℃の雰囲気下、支持体上で乾燥させることが好ましい。40〜100℃の雰囲気下に維持するには、この温度の温風をウェブ上面に当てるか赤外線等の手段により加熱することが好ましい。
【0126】
面品質、透湿性、剥離性の観点から、30〜120秒以内で該ウェブを支持体から剥離することが好ましい。
【0127】
4)剥離工程
金属支持体上で溶媒が蒸発したウェブを、剥離位置で剥離する工程である。剥離されたウェブは次工程に送られる。
【0128】
金属支持体上の剥離位置における温度は好ましくは10〜40℃であり、さらに好ましくは11〜30℃である。
【0129】
なお、剥離する時点での金属支持体上でのウェブの剥離時残留溶媒量は、乾燥の条件の強弱、金属支持体の長さ等により50〜120質量%の範囲で剥離することが好ましいが、残留溶媒量がより多い時点で剥離する場合、ウェブが柔らか過ぎると剥離時平面性を損ね、剥離張力によるツレや縦スジが発生し易いため、経済速度と品質との兼ね合いで剥離時の残留溶媒量が決められる。
【0130】
ウェブの残留溶媒量は下記式で定義される。
【0131】
残留溶媒量(%)=(ウェブの加熱処理前質量−ウェブの加熱処理後質量)/(ウェブの加熱処理後質量)×100
なお、残留溶媒量を測定する際の加熱処理とは、115℃で1時間の加熱処理を行うことを表す。
【0132】
金属支持体とフィルムを剥離する際の剥離張力は、通常、196〜245N/mであるが、剥離の際に皺が入り易い場合、190N/m以下の張力で剥離することが好ましく、さらには、剥離できる最低張力〜166.6N/m、次いで、最低張力〜137.2N/mで剥離することが好ましいが、特に好ましくは最低張力〜100N/mで剥離することである。
【0133】
本発明においては、当該金属支持体上の剥離位置における温度を−50〜40℃とするのが好ましく、10〜40℃がより好ましく、15〜30℃とするのが最も好ましい。
【0134】
5)乾燥および延伸工程
剥離後、ウェブを乾燥装置内に複数配置したロールに交互に通して搬送する乾燥装置35、および/またはクリップでウェブの両端をクリップして搬送するテンター延伸装置34を用いて、ウェブを乾燥する。
【0135】
乾燥手段はウェブの両面に熱風を吹かせるのが一般的であるが、風の代わりにマイクロウェーブを当てて加熱する手段もある。余り急激な乾燥は出来上がりのフィルムの平面性を損ね易い。高温による乾燥は残留溶媒が8質量%以下くらいから行うのがよい。全体を通し、乾燥は概ね40〜250℃で行われる。特に40〜160℃で乾燥させることが好ましい。
【0136】
テンター延伸装置を用いる場合は、テンターの左右把持手段によってフィルムの把持長(把持開始から把持終了までの距離)を左右で独立に制御できる装置を用いることが好ましい。また、テンター工程において、平面性を改善するため意図的に異なる温度を持つ区画を作ることも好ましい。
【0137】
また、異なる温度区画の間にそれぞれの区画が干渉を起こさないように、ニュートラルゾーンを設けることも好ましい。
【0138】
なお、延伸操作は多段階に分割して実施してもよく、流延方向、幅手方向に二軸延伸を実施することも好ましい。また、二軸延伸を行う場合には同時二軸延伸を行ってもよいし、段階的に実施してもよい。
【0139】
この場合、段階的とは、例えば、延伸方向の異なる延伸を順次行うことも可能であるし、同一方向の延伸を多段階に分割し、かつ異なる方向の延伸をそのいずれかの段階に加えることも可能である。即ち、例えば、次のような延伸ステップも可能である。
【0140】
・流延方向に延伸−幅手方向に延伸−流延方向に延伸−流延方向に延伸
・幅手方向に延伸−幅手方向に延伸−流延方向に延伸−流延方向に延伸
また、同時2軸延伸には、一方向に延伸し、もう一方を、張力を緩和して収縮させる場合も含まれる。同時2軸延伸の好ましい延伸倍率は幅手方向、長手方向ともに×1.01倍〜×1.5倍の範囲でとることができる。
【0141】
テンターを行う場合のウェブの残留溶媒量は、テンター開始時に20〜100質量%であるのが好ましく、かつウェブの残留溶媒量が10質量%以下になる迄テンターを掛けながら乾燥を行うことが好ましく、さらに好ましくは5質量%以下である。
【0142】
テンターを行う場合の乾燥温度は、30〜160℃が好ましく、50〜150℃がさらに好ましく、70〜140℃が最も好ましい。
【0143】
テンター工程において、雰囲気の幅手方向の温度分布が少ないことが、フィルムの均一性を高める観点から好ましく、テンター工程での幅手方向の温度分布は、±5℃以内が好ましく、±2℃以内がより好ましく、±1℃以内が最も好ましい。
【0144】
6)巻き取り工程
ウェブ中の残留溶媒量が2質量%以下となってからフィルムとして巻き取り機37により巻き取る工程であり、残留溶媒量を0.4質量%以下にすることにより寸法安定性の良好なフィルムを得ることができる。特に0.00〜0.10質量%で巻き取ることが好ましい。
【0145】
巻き取り方法は、一般に使用されているものを用いればよく、定トルク法、定テンション法、テーパーテンション法、内部応力一定のプログラムテンションコントロール法等があり、それらを使いわければよい。
【0146】
本発明に係るフィルムは、長尺フィルムであることが好ましく、具体的には、100m〜5000m程度のものを示し、通常、ロール状で提供される形態のものである。また、フィルムの幅は1.3〜4mであることが好ましく、1.4〜2mであることがより好ましい。
【0147】
本発明に係るフィルムの膜厚に特に制限はないが、20〜200μmであることが好ましく、25〜150μmであることがより好ましく、30〜120μmであることが特に好ましい。
【0148】
<溶融流延製膜法による樹脂支持体の製造方法>
本発明に係る樹脂支持体を、フィルム状樹脂支持体として、溶融流延製膜法により製造する場合の方法について説明する。
【0149】
〈溶融ペレット製造工程〉
溶融押出に用いる熱可塑性樹脂、マイクロフィブリル化セルロースからなるフィルムを構成する組成物は、通常あらかじめ混錬してペレット化しておくことが好ましい。
【0150】
ペレット化は、公知の方法でよく、例えば、乾燥した熱可塑性樹脂とマイクロフィブリル化セルロース等からなる添加剤をフィーダーで押出機に供給し1軸や2軸の押出機を用いて混錬し、ダイからストランド状に押出し、水冷または空冷し、カッティングすることでできる。
【0151】
原材料は、押出する前に乾燥しておくことが原材料の分解を防止する上で重要である。特にセルロースエステルは吸湿しやすいので、除湿熱風乾燥機や真空乾燥機で70〜140℃で3時間以上乾燥し、水分率を200ppm以下、さらに100ppm以下にしておくことが好ましい。
【0152】
添加剤は、押出機に供給押出機合しておいてもよいし、それぞれ個別のフィーダーで供給してもよい。酸化防止剤等少量の添加剤は、均一に混合するため、こと前に混合しておくことが好ましい。
【0153】
酸化防止剤の混合は、固体同士で混合してもよいし、必要により、酸化防止剤を溶剤に溶解しておき、熱可塑性樹脂に含浸させて混合してもよく、あるいは噴霧して混合してもよい。
【0154】
真空ナウターミキサーなどが乾燥と混合を同時にできるので好ましい。また、フィーダー部やダイからの出口など空気と触れる場合は、除湿空気や除湿したN2ガスなどの雰囲気下にすることが好ましい。
【0155】
押出機は、せん断力を抑え、樹脂が劣化(分子量低下、着色、ゲル生成等)しないようにペレット化可能でなるべく低温で加工することが好ましい。例えば、2軸押出機の場合、深溝タイプのスクリューを用いて、同方向に回転させることが好ましい。混錬の均一性から、噛み合いタイプが好ましい。
【0156】
以上のようにして得られたペレットを用いてフィルム製膜を行う。ペレット化せず、原材料の粉末をそのままフィーダーで押出機に供給し、そのままフィルム製膜することも可能である。
【0157】
〈溶融混合物をダイから冷却ロールへ押し出す工程〉
まず、作製したペレットを1軸や2軸タイプの押出機を用いて、押し出す際の溶融温度Tmを200〜300℃程度とし、リーフディスクタイプのフィルターなどでろ過し異物を除去した後、Tダイからフィルム状に共押出し、冷却ロール上で固化し、弾性タッチロールと押圧しながら流延する。
【0158】
供給ホッパーから押出機へ導入する際は真空下または減圧下や不活性ガス雰囲気下にして酸化分解等を防止することが好ましい。なお、Tmは、押出機のダイ出口部分の温度である。
【0159】
ダイに傷や可塑剤の凝結物等の異物が付着するとスジ状の欠陥が発生する場合がある。このような欠陥のことをダイラインとも呼ぶが、ダイライン等の表面の欠陥を小さくするためには、押出機からダイまでの配管には樹脂の滞留部が極力少なくなるような構造にすることが好ましい。ダイの内部やリップにキズ等が極力無いものを用いることが好ましい。
【0160】
押出機やダイなどの溶融樹脂と接触する内面は、表面粗さを小さくしたり、表面エネルギーの低い材質を用いるなどして、溶融樹脂が付着し難い表面加工が施されていることが好ましい。具体的には、ハードクロムメッキやセラミック溶射したものを表面粗さ0.2S以下となるように研磨したものが挙げられる。
【0161】
本発明において冷却ロールには特に制限はないが、高剛性の金属ロールで内部に温度制御可能な熱媒体または冷媒体が流れるような構造を備えるロールであり、大きさは限定されないが、溶融押し出されたフィルムを冷却するのに十分な大きさであればよく、通常冷却ロールの直径は100mmから1m程度である。
【0162】
冷却ロールの表面材質は、炭素鋼、ステンレス、アルミニウム、チタンなどが挙げられる。さらに表面の硬度を上げたり、樹脂との剥離性を改良するため、ハードクロムメッキや、ニッケルメッキ、非晶質クロムメッキなどや、セラミック溶射等の表面処理を施すことが好ましい。
【0163】
冷却ロール表面の表面粗さは、Raで0.1μm以下とすることが好ましく、さらに0.05μm以下とすることが好ましい。ロール表面が平滑であるほど、得られるフィルムの表面も平滑にできるのである。もちろん表面加工した表面はさらに研磨し上述した表面粗さとすることが好ましい。
【0164】
本発明において、弾性タッチロールとしては、特開平03−124425号、特開平08−224772号、特開平07−100960号、特開平10−272676号、WO97/028950号、特開平11−235747号、特開2002−36332号、特開2005−172940号や特開2005−280217号公報に記載されているような表面が薄膜金属スリーブ被覆シリコンゴムロールを使用することができる。
【0165】
冷却ロールからフィルムを剥離する際は、張力を制御してフィルムの変形を防止することが好ましい。
【0166】
〈延伸工程〉
本発明では、上記のようにして得られたフィルムは冷却ロールに接する工程を通過後、さらに少なくとも1方向に1.01〜3.0倍延伸することもできる。
【0167】
好ましくは縦(フィルム搬送方向)、横(巾方向)両方向にそれぞれ1.1〜2.0倍延伸することが好ましい。
【0168】
延伸する方法は、公知のロール延伸機やテンターなどを好ましく用いることができる。特に光学フィルムが、偏光板保護フィルムを兼ねる場合は、延伸方向を巾方向とすることで偏光フィルムとの積層がロール形態でできるので好ましい。
【0169】
巾方向に延伸することで光学フィルムの遅相軸は巾方向になる。
【0170】
通常、延伸倍率は1.1〜3.0倍、好ましくは1.2〜1.5倍であり、延伸温度は、通常、フィルムを構成する樹脂のTg〜Tg+50℃、好ましくはTg〜Tg+50℃の温度範囲で行われる。
【0171】
延伸は、長手方向もしくは幅手方向で制御された均一な温度分布下で行うことが好ましい。好ましくは±2℃以内、さらに好ましくは±1℃以内、特に好ましくは±0.5℃以内である。
【0172】
上記の方法で作製したフィルム状樹脂基板を光学フィルムとして用いる場合、当該光学フィルムのレターデーション調整や寸法変化率を小さくする目的で、フィルムを長手方向や幅手方向に収縮させてもよい。
【0173】
長手方向に収縮するには、例えば、巾延伸を一時クリップアウトさせて長手方向に弛緩させる、または横延伸機の隣り合うクリップの間隔を徐々に狭くすることによりフィルムを収縮させるという方法がある。
【0174】
遅相軸方向の均一性も重要であり、フィルム巾方向に対して、角度が−5〜+5°であることが好ましく、さらに−1〜+1°の範囲にあることが好ましく、特に−0.5〜+0.5°の範囲にあることが好ましく、特に−0.1〜+0.1°の範囲にあることが好ましい。これらのばらつきは延伸条件を最適化することで達成できる。
【0175】
本発明のフィルム状樹脂基板は、長尺フィルムであることが好ましく、具体的には、100m〜5000m程度のものを示し、通常、ロール状で提供される形態のものである。また、フィルムの幅は1.3〜4mであることが好ましく、1.4〜2mであることがより好ましい。
【0176】
本発明に係るフィルム状樹脂基板の膜厚に特に制限はなく、目的に応じて変化させることが好ましい。例えば、偏光板保護フィルムに使用する場合は、20〜200μmであることが好ましく、25〜150μmであることがより好ましく、30〜120μmであることが特に好ましい。
【0177】
〈支持体の製造装置〉
図1は、本発明に係る支持体の製造装置の一例の全体構成を示す概略フローシートである。図1において、支持体の製造方法は、熱可塑性樹脂等のフィルム材料を混合した後、押出し機1を用いて、流延ダイ4から第1冷却ロール5上に溶融押し出し、第1冷却ロール5に外接させるとともに、更に、第2冷却ロール7、第3冷却ロール8の合計3本の冷却ロールに順に外接させて、冷却固化してフィルム10とする。次いで、剥離ロール9によって剥離したフィルム10を、次いで延伸装置12によりフィルムの両端部を把持して幅方向に延伸した後、巻取り装置16により巻き取る。また、平面性を矯正するために溶融フィルムを第1冷却ロール5表面に挟圧するタッチロール6が設けられている。このタッチロール6は表面が弾性を有し、第1冷却ロール5との間でニップを形成している。
【0178】
本発明において、製造装置には、ベルトおよびロールを自動的に清掃する装置を付加させることが好ましい。清掃装置については特に限定はないが、例えば、ブラシ・ロール、吸水ロール、粘着ロール、ふき取りロール等をニップする方式、清浄エアーを吹き掛けるエアーブロー方式、レーザーによる焼却装置、あるいはこれらの組み合わせなどがある。
【0179】
清掃用ロールをニップする方式の場合、ベルト線速度とローラ線速度を変えると清掃効果が大きい。
【実施例】
【0180】
(セルロースナノファイバー分散液1の調製)
乾燥質量で5g相当分の亜硫酸漂白針葉樹パルプを高圧ホモジナイザーで処理したファイバーに、0.063gのTEMPOおよび0.63gの臭化ナトリウムを水375mlに分散させた後、13質量%次亜塩素酸ナトリウム水溶液を、1gのパルプに対して次亜塩素酸ナトリウムの量が2.5mmolとなるように次亜塩素酸を加えて反応を開始した。反応中は0.5Mの水酸化ナトリウム水溶液を滴下してpHを10.5に保った。pHに変化が見られなくなった時点で反応終了と見なし、反応物をろ過後、充分な水による水洗、ろ過を繰り返し、反応物繊維を得た。これを300mlのエタノールで洗浄し、次にアセトンで置換を繰り返しすることで媒体中の水分及びアルコール成分を完全に除去した。
【0181】
次に、マグネチックスターラーを備えた100mlの三口フラスコに上記で作製したファイバーを5g、トルエンを25ml加えたトルエン溶媒中に無水酢酸1.9等量、酢酸2.7等量を加え、10min攪拌した。
【0182】
その後、60%濃度のHClO4 0.04等量を添加して、5min攪拌反応した。
【0183】
反応終了後、トルエン・メタノール洗浄した後、ろ過により生成物を得た。さらに200mlのビーカーに固体を添加した後、メタノール20ml、純粋10mlに分散して0.5Nの水酸化ナトリウム水溶液で中和後、エタノール保存した。
【0184】
セルローススラリーを超高圧ホモジナイザーにより140MPaの圧力で5回処理したところ、透明なゲル状分散液が得られた。
【0185】
(支持体1の作製)
次いで、作製したセルロースナノファイバー分散液1を用いて、下記ドープ液を用いて膜厚100μm、巻数5000mのセルロースナノファイバー含有支持体1を作製した。
【0186】
(ドープ液の調製)
トリアセチルセルロース 120質量部
セルロースナノファイバー分散液1 840質量部
(セルロースナノファイバー固形分として 20質量部)
可塑剤(トリメチロールプロパントリベンゾエート) 10質量部
〈支持体2及び3の作製〉
表1のマトリクス材料を用い、セルロースナノファイバー含有支持体を上記と同様な手法で作製した。
【0187】
〈支持体4の作製〉
日本製紙ケミカル(株)の粉末セルロースNPファイバーW−10MG2(平均粒子径10μm)を高圧ホモジナイザーで平均繊維径1μm以下になるまで粉砕処理した後、グラインダー(栗田機械製作所製「KM1−10」)にて、この水懸濁液を、ほぼ接触させた状態の1200rpmで回転するディスク間を、中央から外に向かって通過させる操作を30回(30pass)行った。得られた縣濁液にGeles社ポリジメチルシロキサンDMS−H03をセルロース100質量部当たり1質量部に相当する量を加え、平均粒径2μmのジルコニアビーズを用いたビーズ分散機で分散処理した。ジルコニアビーズを遠心分離とろ過により除去したあと乾燥し、綿状のセルロースナノファイバー:CNF−1を得た。乾燥前の縣濁液の一部を取り出し、水を蒸発させた後電子顕微鏡観察し、平均繊維径150nm、平均繊維長450nmと測定された。
【0188】
次いで、ポリエチレン系樹脂37質量部中、線状低密度ポリエチレン〔日本ポリケム(株)製、商品名:FW20G、密度:0.921g/cm3、MI:1g/10分〕32質量部(ポリエチレン系樹脂中86質量%)に対し、分岐状低密度ポリエチレン〔日本ポリケム(株)製、商品名:LF441、密度:0.919g/cm3、MI:2g/10分〕5質量部と、上記セルロースナノファイバー5質量部、をタンブラーミキサーにて混合した後、タンデム型混練押出機を用いて220℃で均一に混練し、ペレット状に加工した。このペレットを円形ダイが装着された押出成形機を用いて、200℃において溶融製膜し、セルロースナノファイバー含有支持体4を作製した。
【0189】
〈ポリシラザン層の塗設〉
前記において作製した支持体1〜4にジブチルエーテル中(クラリアント社製 NL120)の3%パーヒドロポリシラザン液を用いて、乾燥後の膜の厚さが100nmとなるようにバーコーティングし、3分間自然乾燥した後、90℃のオーブンで30分間アニールし、ポリシラザン層(ガスバリア層)を設けることにより、サンプル1〜4を作製した。
【0190】
比較例1
特開2008−242154号公報に記載されている実施例に準拠して、凍結乾燥保存状態の酢酸菌の菌株に培養液を加え、1週間静置培養した(25〜30℃)。培養液表面に生成したバクテリアセルロースのうち、厚さが比較的厚いものを選択し、その株の培養液を少量分取して新しい培養液に加えた。そして、この培養液を大型培養器に入れ、25〜30℃で7〜30日間の静置培養を行った。培養液には、グルコース2質量%、バクトイーストエクストラ0.5質量%、バクトペプトン0.5質量%、リン酸水素二ナトリウム0.27質量%、クエン酸0.115質量%、硫酸マグネシウム七水和物0.1質量%とし、塩酸によりpH5.0に調整した水溶液(SH培養液)を用いた。
【0191】
このようにして産出させたバクテリアセルロースを培養液中から取り出し、2質量%のアルカリ水溶液で2時間煮沸し、その後、アルカリ処理液からバクテリアセルロースを取り出し、充分水洗し、アルカリ処理液を除去し、バクテリアセルロース中のバクテリアを溶解除去した。次いで、得られた含水バクテリアセルロース(含水率95〜99質量%のバクテリアセルロース)を、120℃、2MPaで3分ホットプレスし、厚さ約50μmの、バクテリアセルロース(BC)シート(含水率0質量%)を得た。
【0192】
得られたバクテリアセルロースシートを、未硬化の紫外線硬化型エポキシ系樹脂(硬化後のヤング率が0.01GPa)であるNTTアドバンステクノロジ社製商品名E3410(以下、この未硬化エポキシ系樹脂のことを「未硬化エポキシ樹脂A」と表記する。)に12時間浸漬処理した。その際、得られる複合材料シートが、厚さ60μmになるようにし、バクテリアセルロースシートを56質量%含むようにした。
【0193】
次いで、取り出したシートに厚さ30μmの薄板ガラスを貼り合わせた後、紫外線を照射して(総照射エネルギー量;11J/cm2)、樹脂を硬化させ、その後、大気圧、空気雰囲気下、60℃にて30分間アニールすることにより、薄板ガラスと複合材料シートとを有するフレキシブル基板を得た。これを比較例1のサンプルとした。
【0194】
比較例2
特開2009−194039号公報に記載されている実施例に準拠して、上記BCシートに約0.1〜100kPa程度の減圧条件下で、例えば、Tgが約100℃程度であるMe2SiO2−SnO−P2O5系ガラスからなる低融点ガラス2を用いて、液状にした低融点ガラス2中に、約8〜15時間程度浸漬させて作製した。これを比較例2のサンプルとした。
【0195】
比較例3
上記支持体1の作製において、セルロースナノファイバーを含まないことにした以外は同様にして支持体を作製し、この支持体に上記のようにポリシラザン層を塗設して比較例3のサンプルを作製した。
【0196】
〈評価〉
上記で得たサンプルについて以下の評価を行った。
【0197】
(密着性)
JIS K 5600−5−6に準拠して、碁盤目テープ剥離試験を行った。
【0198】
試料表面をカッターを用いて縦横1mm幅の傷を11本ずつ入れて1mm四方の正方形を100個作り(クロスカット)、ニチバン(株)製のセロテープ(登録商標)を用いて、テープを圧着してから剥離することを同じ場所で3回繰り返して行った。その後、テープ剥離後の試料表面を目視観察し、以下の基準で評価を行った。
【0199】
密着性評価基準
○:影響を受けている部分が5%以下
△:影響を受けている部分が5%を超えるが30%以下
×:影響を受けている部分が30%を超える。
【0200】
(フレキシブル性(可撓性))
フレキシブル性(可撓性)の評価は、JIS P 8115:2001記載のMIT試験に準拠した方法により行い、90℃の屈曲試験でクラックが入るかを、下記の基準に基づき目視で確認・評価した。
【0201】
○:100回以上の屈曲試験でクラックが発生しない
×:100回未満の屈曲試験でクラックが発生する。
【0202】
(耐久性)
温度80℃、湿度90%RHの高温高湿サーモにて700時間保存し、湿熱処理サンプルを作製した。ついで、湿熱処理したフィルムを、温度23℃、相対湿度55%の条件で24時間調湿した後、ガスバリア性を評価した。
【0203】
ガスバリア性は、水蒸気透過性をCa腐食法で評価することによって行った。具体的には、40℃、100%RHの条件下にガスバリア性シートを保持して、Caの腐食成長観察をすることにより水蒸気透過性を評価した。
【0204】
○:フレキシブル基板としてのガスバリア性が高く、実用的である
△:フレキシブル基板としてのガスバリア性にやや欠ける
×:フレキシブル基板としてのガスバリア性は有していない
以上の評価の結果を表1に示す。
【0205】
【表1】

【0206】
表1に示した結果から明らかなように本発明に係るサンプルは、比較例のサンプルに対し密着性、フレキシブル性(可撓性)、耐久性において優れていることが分かる。
【符号の説明】
【0207】
1 押出し機
2 フィルター
3 スタチックミキサー
4 流延ダイ
5 回転支持体(第1冷却ロール)
6 挟圧回転体(タッチロール)
7 回転支持体(第2冷却ロール)
8 回転支持体(第3冷却ロール)
9 剥離ロール
10 フィルム
11、13、14 搬送ロール
12 延伸機
15 スリッター
16 巻き取り機
F 樹脂フィルム
【技術分野】
【0001】
本発明は、ガスバリア性とフレキシブル性を有する樹脂フィルム基板、及びその製造方法に関する。
【背景技術】
【0002】
液晶ディスプレイに代表されるフラットパネルディスプレイや有機薄膜デバイスには、支持基板として、従来、ガラス基板が用いられているが、近年、薄型化・軽量化・形状の自由度が求められており、ガラス基板に代えて、軽くてフレキシブル性に富むフィルム基板が検討されるようになってきた。しかしながら、樹脂基板は、ガスバリア性が不足していることが問題となっている。
【0003】
たとえば、特許文献1に開示されている技術では、薄型ガラスを積層することでバリア性を確保しているが、接着剤を介しているために接着層の膨張により薄型ガラスの割れ等が発生して、平坦性やバリア性が著しく劣化するという問題がある。
【0004】
また、特許文献2に開示されている技術では、マイクロフィブリル化セルロース(以下において、適宜「MFC」と略す。)不織布にガラスを含浸しているが、支持体にガラスを含むために、ガラス基板を用いることと同様にフレキシブル性がなくなってしまう問題がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−242154号公報
【特許文献2】特開2009−194039号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題・状況にかんがみてなされたものであり、その解決課題は、ガスバリア層と支持体との間の密着性の向上により、当該ガスバリア層の耐クラック性及びガスバリア性の耐久性を改良し、かつフレキシブル性を維持した樹脂フィルム基板の提供すること、及びその製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者らは、上記背景技術の状況から、ガスバリア層と支持体との間の密着性の向上により当該ガスバリア層の耐クラック性及びガスバリア性の耐久性を改良するための手段を検討した。すなわち、上記背景技術に記載したような、バリア性の劣化は、樹脂基板の熱による膨張収縮などにより、薄膜ガラスのような無機酸化物のガスバリアー層に微細なクラックや位置ずれが生じるため耐久性が劣ったと推定した。
【0008】
そこで、本発明者らは、支持体に熱可塑性樹脂とマイクロフィブリル化セルロースを含有させることにより樹脂フィルム基板の熱安定性をもたせることにより、無機酸化物の耐久性が改良し、薄膜ガラスのように膨張に弱いガスバリアー層の特有の課題である、耐久性も保てることを見出し本発明に至った。また、ポリシラザンのようなセラミック前駆体のヒドロキシル基と、マイクロフィブリル化セルロースのヒドロキシル基の水素結合により、屈曲した場合の応力に対応できフレキシブル性を維持できるという作用もある。
【0009】
従って、本発明に係る上記課題は、以下の手段により解決される。
【0010】
1.支持体上にガスバリア層を設けた樹脂フィルム基板であって、当該支持体が熱可塑性樹脂とマイクロフィブリル化セルロースを含有し、かつ当該ガスバリア層が、セラミック前駆体より形成された無機酸化物を含有することを特徴とする樹脂フィルム基板。
【0011】
2.前記熱可塑性樹脂が、セルロースエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリオレフィン樹脂から選ばれる樹脂であることを特徴とする前記第1項に記載の樹脂フィルム基板。
【0012】
3.前記セラミック前駆体が、ポリシラザンを含有することを特徴とする前記第1項又は第2項に記載の樹脂フィルム基板。
【0013】
4.前記第1項から第3項までのいずれか一項に記載の樹脂フィルム基板を製造する樹脂フィルム基板の製造方法であって、少なくとも、(1)加熱により無機酸化物膜を形成するセラミック前駆体を塗布する工程と、(2)前記セラミック前駆体の塗布膜を局所的に加熱して無機酸化物を形成する工程とを有することを特徴とする樹脂フィルム基板の製造方法。
【発明の効果】
【0014】
本発明の上記手段により、ガスバリア層と支持体との間の密着性の向上により、当該ガスバリア層の耐クラック性及びガスバリア性の耐久性を改良し、かつフレキシブル性を維持した樹脂フィルム基板の提供することができる。また、当該フィルム基板の製造方法を提供することができる。
【図面の簡単な説明】
【0015】
【図1】熱可塑性樹脂支持体の製造装置の1つの実施形態を示す概略フローシート
【発明を実施するための形態】
【0016】
本発明の樹脂フィルム基板は、支持体上にガスバリア層を設けた樹脂フィルム基板であって、当該支持体が熱可塑性樹脂とマイクロフィブリル化セルロースを含有し、かつ当該ガスバリア層が、セラミック前駆体より形成された無機酸化物を含有することを特徴とする。この特徴は、請求項1から請求項4までの請求項に係る発明に共通する技術的特徴である。
【0017】
本発明の実施態様としては、本発明の効果発現の観点から、前記熱可塑性樹脂が、セルロースエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリオレフィン樹脂から選ばれる樹脂であることが好ましい。また、前記セラミック前駆体が、ポリシラザンを含有することが好ましい。
【0018】
本発明の樹脂フィルム基板を製造する樹脂フィルム基板の製造方法としては、少なくとも、(1)加熱により無機酸化物膜を形成するセラミック前駆体を塗布する工程と、(2)前記セラミック前駆体の塗布膜を局所的に加熱して無機酸化物を形成する工程とを有する態様の製造方法であることが好ましい。
【0019】
以下、本発明とその構成要素、及び本発明を実施するための形態・態様について詳細な説明をする。
【0020】
〈ガスバリア層〉
本発明に係るガスバリア層は、セラミック前駆体より形成された無機酸化物を含有することを特徴とする。
【0021】
当該セラミック前駆体としては、ポリシラザン、アルミニウムイソプロポキシドAl(OPr−i)3、亜鉛プロポキシドZn(OPr)2、テトラエトキシシランSi(OEt)4、チタンイソプロポキシドTi(OPr−i)4等の金属アルコキシド等を用いることができる。
【0022】
本発明においては、特に、ポリシラザンを用いることが好ましい。ここで、「ポリシラザン」とは、珪素−窒素結合を持つポリマーで、Si−N、Si−H、N−H等からなるSiO2、Si3N4及び両方の中間固溶体SiOxNy等のセラミック前駆体無機ポリマーである。
【0023】
当該セラミック前駆体が、ポリシラザンを含有する場合は、下記式(I)で表されるポリシラザン及び有機溶剤中に必要に応じて触媒を含む溶液で支持体(樹脂基材)を被覆し、そして、この溶剤を蒸発させて除去し、それによって支持体(樹脂基材)上に0.05〜3.0μmの層厚を有するポリシラザン層を残し、そして、水蒸気を含む雰囲気中で酸素、活性酸素、場合によっては、及び窒素の存在下に、上記のポリシラザン層を、局所的加熱することによって、当該支持体(樹脂基材)上にガラス様の透明な被膜を形成する方法を採用することが好ましい。
式(I):−(SiR1R2−NR3)n−
[式中、R1、R2、及びR3は、同一か又は異なり、互いに独立して、水素、あるいは場合によっては置換されたアルキル基、アリール基、ビニル基又は(トリアルコキシシリル)アルキル基、好ましくは水素、メチル、エチル、プロピル、iso−プロピル、ブチル、iso−ブチル、tert−ブチル、フェニル、ビニル又は3−(トリエトキシシリル)プロピル、3−(トリメトキシシリルプロピル)からなる群から選択される基を表し、この際、nは整数であり、そしてnは、当該ポリシラザンが150〜150,000g/モルの数平均分子量を有するように定められる。]
触媒としては、好ましくは、塩基性触媒、特にN,N−ジエチルエタノールアミン、N,N−ジメチルエタノールアミン、トリエタノールアミン、トリエチルアミン、3−モルホリノプロピルアミン又はN−複素環式化合物が使用される。触媒濃度は、ポリシラザンを基準にして通常0.1〜10モル%、好ましくは0.5〜7モル%の範囲である。
【0024】
好ましい態様の一つでは、R1、R2及びR3のすべてが水素原子であるパーヒドロポリシラザンを含む溶液が使用される。
【0025】
さらに別の好ましい態様の一つでは、本発明によるコーティングは、次式(II)の少なくとも一種のポリシラザンを含む。
式(II):−(SiR1R2−NR3)n−(SiR4R5−NR6)p−
式中、R1、R2、R3、R4、R5及びR6は、互いに独立して、水素、あるいは場合によっては置換されたアルキル基、アリール基、ビニル基又は(トリアルコキシシリル)アルキル基を表し、この際、n及びpは整数であり、そしてnは、当該ポリシラザンが150〜150,000g/モルの数平均分子量を有するように定められる。
【0026】
特に好ましいものは、R1、R3及びR6が水素を表し、そしてR2、R4及びR5がメチルを表す化合物、R1、R3及びR6が水素を表し、そしてR2、R4がメチルを表し、そしてR5がビニルを表す化合物、R1、R3、R4及びR6が水素を表し、そしてR2及びR5がメチルを表す化合物である。
【0027】
また、次式(III)の少なくとも一種のポリシラザンを含む溶液も同様に好ましい。
式(III):−(SiR1R2−NR3)n−(SiR4R5−NR6)p−(SiR7R8−NR9)q−
上記式中、R1、R2、R3、R4、R5、R6、R7、R8及びR9は、互いに独立して、水素、あるいは場合によっては置換されたアルキル基、アリール基、ビニル基又は(トリアルコキシシリル)アルキル基を表し、この際、n、p及びqは整数であり、そしてnは、当該ポリシラザンが150〜150,000g/モルの数平均分子量を有するように定められる。
【0028】
特に好ましいものは、R1、R3及びR6が水素を表し、そしてR2、R4、R5及びR8がメチルを表し、R9が(トリエトキシシリル)プロピルを表し、そしてR7がアルキル又は水素を表す化合物である。
【0029】
溶剤中のポリシラザンの割合は、一般的には、ポリシラザン1〜80質量%、好ましくは5〜50質量%、特に好ましくは10〜40質量%である。
【0030】
溶剤としては、特に、水及び反応性基(例えばヒドロキシル基又はアミン基)を含まずそしてポリシラザンに対して不活性の有機系で好ましくは非プロトン性の溶剤が好適である。これは、例えば、脂肪族又は芳香族炭化水素、ハロゲン炭化水素、エステル、例えば酢酸エチル又は酢酸ブチル、ケトン、例えばアセトン又はメチルエチルケトン、エーテル、例えばテトラヒドロフラン又はジブチルエーテル、並びにモノ及びポリアルキレングリコールジアルキルエーテル(ジグライム類)又はこれらの溶剤からなる混合物である。
【0031】
上記ポリシラザン溶液の追加の成分は、塗料の製造に慣用されているもののような更に別のバインダーであることができる。これは、例えば、セルロースエーテル及びセルロースエステル、例えばエチルセルロース、ニトロセルロース、セルロースアセテート又はセルロースアセトブチレート、天然樹脂、例えばゴムもしくはロジン樹脂、又合成樹脂、例えば重合樹脂もしくは縮合樹脂、例えばアミノプラスト、特に尿素樹脂及びメラミンホルムアルデヒド樹脂、アルキド樹脂、アクリル樹脂、ポリエステルもしくは変性ポリエステル、エポキシド、ポリイソシアネートもしくはブロック化ポリイソシアネート、又はポリシロキサンである。
【0032】
当該ポリシラザン調合物の更に別の成分は、例えば、調合物の粘度、下地の濡れ、成膜性、潤滑作用又は排気性に影響を与える添加剤、あるいは無機ナノ粒子、例えばSiO2、TiO2、ZnO、ZrO2又はAl2O3であることができる。
【0033】
本発明の方法を用いることによって、亀裂及び孔が無いためにガスに対する高いバリア作用に優れる緻密で密着性の高いガラス様の層を製造することができる。
【0034】
形成される被膜の厚さは、100nm〜2μmの範囲内にすることが好ましい。
【0035】
なお、本発明の樹脂フィルム基板は、ガスバリア性能として、水蒸気透過率が、0.1g/m2・24hr以下、好ましくは0.01g/m2・24hr以下、更に好ましくは0.001g/m2・24hr以下であるようにガスバリア層により調整する。
【0036】
また、酸素透過率が、0.1ml/m2・24h・atm以下、好ましくは0.001ml/m2・24h・atm、更に好ましくは0.001ml/m2・24h・atm以下であるようにガスバリア層により調整する。
【0037】
水蒸気透過率(g/m2/day)は、JIS K 7129Bに記載された方法により測定する。なお、測定には、例えば、MOCON社製 水蒸気透過率測定装置 PERMATRAN−W 3/33 MGモジュールを使用することができる。
【0038】
また、酸素透過率(ml/m2/day/atm)についても同じく、JIS K 7126Bに従って、例えば、MOCON社製 酸素透過率測定装置 OX−TRAN 2/21 MLモジュールを使用して測定することができる。
【0039】
〈マイクロフィブリル化セルロース〉
本発明において用いることができるマイクロフィブリル化セルロースとしては、繊維径が1μm以下の微細なセルロースとしてセルロース繊維を高圧下剪断力で解繊したマイクロフィブリル化セルロース(MFC)を使用することができる。本発明においては、特に所謂セルロースナノファイバーを用いることが好ましい。
【0040】
本発明に係るセルロースナノファイバーとは、繊維として、好ましくは平均繊維径4〜200nmであるセルロース系繊維をいう。この繊維は、単繊維が、引き揃えられることなく、かつ相互間に入り込むように十分に離隔して存在するものより成ってもよい。この場合、平均繊維径は、単繊維の平均径となる。また、本発明に係る繊維は、複数(多数であってもよい。)本の単繊維が束状に集合して1本の糸条を構成しているものであってもよく、この場合、平均繊維径は1本の糸条の径の平均値として定義される。
【0041】
本発明で用いる繊維の平均繊維径は、好ましくは4〜100nmであり、より好ましくは4〜60nmである。
【0042】
なお、本発明で用いる繊維は、平均繊維径が4〜200nmの範囲内であれば、繊維中に4〜200nmの範囲外の繊維径のものが含まれていても良いが、その割合は30質量%以下であることが好ましく、望ましくは、すべての繊維の繊維径が200nm以下、特に100nm以下、とりわけ60nm以下であることが望ましい。
【0043】
なお、繊維の長さについては特に限定されないが、平均長さで100nm以上が好ましい。繊維の平均長さが100nmより短いと、補強効果が低く、繊維強化複合材料の強度が不十分となるおそれがある。なお、繊維中には繊維長さ100nm未満のものが含まれていても良いが、その割合は30質量%以下であることが好ましい。
【0044】
上記繊維径、繊維長の測定は市販の顕微鏡、電子顕微鏡により測定することができる。例えば、走査型電子顕微鏡により2000倍にセルロースナノファイバーを拡大した写真を撮影し、ついでこの写真に基づいて「SCANNING IMAGE ANALYZER」(日本電子社製)を使用して写真画像の解析を行うことにより測定した。この際、100個のセルロースナノファイバーを使用して繊維径、繊維長の平均値を求めることができる。
【0045】
セルロース系繊維とは、植物細胞壁の基本骨格等を構成するセルロースのミクロフィブリル又はこれの構成繊維をいい、通常繊維径4nm程度の単位繊維の集合体である。このセルロース繊維は、結晶構造を40%以上含有するものが、高い強度と低い熱膨張を得る上で好ましい。
【0046】
本発明に係るセルロースナノファイバーは、例えば、特開2005−60680号公報や特開2008−1728号公報に記載の方法で得ることができる。
【0047】
本発明のセルロースナノファイバーは、複数の粉砕手段を用いて微細化することが好ましい。粉砕手段は限定されないが、本発明の目的に合う粒径まで微細に粉砕するためには、高圧ホモジナイザーや媒体ミル、砥石回転型粉砕機、石臼式グラインダーのような強い剪断力が得られる方式が好ましく用いられる。
【0048】
高圧ホモジナイザーとは、加速された高流速によるせん断力、急激な圧力降下(キャビテーション)および高流速の粒子同士が微細オリフィス内で対面衝突することによる衝撃力によって磨砕を行う装置であり、市販されている装置としては、ナノマイザー(ナノマイザー株式会社製)、マイクロフルイダイザー(Microfluidics社製)等を用いることができる。
【0049】
高圧ホモジナイザーによるセルロースのフィブリル化と均質化の程度は、高圧ホモジナイザーへ圧送する圧力と高圧ホモジナイザーに通過させる回数(パス回数)に依存する。圧送圧力は、通常、500〜2000kg/cm2程度の範囲で行うことが超微細化処理に適するが、生産性を考慮すると1000〜2000kg/cm2がより好ましい。パス回数は、例えば、5〜50回、好ましくは10〜40回、特に20〜30回程度である。媒体ミルは湿式振動ミル、湿式遊星振動ミル、湿式ボールミル、湿式ロールミル、湿式コボールミル、湿式ビーズミル、湿式ペイントシェーカー等である。これらの中で例えば湿式ビーズミルとは、金属製、セラミック製等の媒体を容器に内蔵し、これを強制撹拌することによって湿式磨砕する装置であるが、例えば市販されている装置としては、アペックスミル(コトブキ技研工業株式会社製)、パールミル(アシザワ株式会社製)、ダイノーミル(株式会社シンマルエンタープライゼス製)等を用いることができる。
【0050】
砥石回転型粉砕機とは、コロイドミル或いは石臼型粉砕機の一種であり、例えば、粒度が16〜120番の砥粒からなる砥石をすりあわせ、そのすりあわせ部に前述の水分散液を通すことで、粉砕処理される装置のことである。必要に応じて、複数回処理を行ってもよい。砥石を適宜変更するのは好ましい実施態様の一つである。砥石回転型粉砕機は、「短繊維化」と「微細化」の両作用を有するが、その作用は砥粒の粒度に影響を受ける。短繊維化を目的とする場合は46番以下の砥石が有効であり、微細化を目的とする場合は46番以上の砥石が有効である。46番はいずれの作用も有する。具体的な装置としては、ピュアファインミル(グラインダーミル)(株式会社栗田機械製作所)、セレンディピター、スーパーマスコロイダー、スーパーグラインデル(以上、増幸産業株式会社)などがあげられる。
【0051】
本発明において、得られたセルロースナノファイバーは、直接、又は分散液として熱可塑性樹脂に添加されるが、その含有量は0.1から50質量%の範囲であることが好ましい。より好ましくは5〜50質量%であり、特に10〜40質量%が好ましい。
【0052】
アセチル化セルロースにセルロースナノファイバーを含有させる方法は特に限定されるものではないが、後述する溶液キャスト法において、ドープ液を調製する際に分散液として含有させることが好ましい。
【0053】
(支持体)
本発明の樹脂フィルム基板は、その支持体の主体的構成素材として、熱可塑性樹脂を含有する熱可塑性樹脂支持体を用いることを特徴とする。
【0054】
ここで、「熱可塑性樹脂」とは、ガラス転移温度または融点まで加熱することによって軟らかくなり、目的の形に成形できる樹脂のことをいう。
【0055】
熱可塑性樹脂としては、一般的汎用樹脂としては、セルロースエステル、ポリエチレン(PE)、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン、ポリスチレン(PS)、ポリ酢酸ビニル(PVAc)、テフロン(登録商標)(ポリテトラフルオロエチレン、PTFE)、ABS樹脂(アクリロニトリルブタジエンスチレン樹脂)、AS樹脂、アクリル樹脂(PMMA)等を用いることができる。
【0056】
また、強度や壊れにくさを特に要求される場合、ポリアミド(PA)、ナイロン、ポリアセタール(POM)、ポリカーボネート(PC)、変性ポリフェニレンエーテル(m−PPE、変性PPE、PPO)、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、グラスファイバー強化ポリエチレンテレフタレート(GF−PET)、環状ポリオレフィン(COP)等を用いることができる。
【0057】
さらに高い熱変形温度と長期使用出来る特性を要求される場合は、ポリフェニレンスルファイド(PPS)、ポリテトラフロロエチレン(PTFE)、ポリスルホン、ポリエーテルサルフォン、非晶ポリアリレート、液晶ポリマー、ポリエーテルエーテルケトン、熱可塑性ポリイミド(PI)、ポリアミドイミド(PAI)等を用いることができる。
【0058】
本発明においては、本発明の効果発現の観点から、熱可塑性樹脂が、セルロースエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、ポレオレフィン樹脂から選ばれる樹脂であることが好ましい。
【0059】
なお、当該熱可塑性樹脂支持体の少なくとも一方向の破断伸度が、JIS−K7127−1999に準拠した測定において、10%以上であることが好ましく、より好ましくは20%以上である。
【0060】
当該支持体の厚さは、20μm以上であることが好ましい。より好ましくは30μm以上である。
【0061】
厚さの上限は特に限定される物ではないが、溶液製膜法でフィルム化する場合は、塗布性、発泡、溶媒乾燥などの観点から、上限は250μm程度である。なお、フィルムの厚さは用途により適宜選定することができる。
【0062】
支持体は、その全光線透過率が90%以上であることが好ましく、より好ましくは93%以上である。また、現実的な上限としては、99%程度である。かかる全光線透過率にて表される優れた透明性を達成するには、可視光を吸収する添加剤や共重合成分を導入しないようにすることや、ポリマー中の異物を高精度濾過により除去し、フィルム内部の光の拡散や吸収を低減させることが有効である。
【0063】
以下、本発明において、特に好適な樹脂について詳細な説明をする。
【0064】
〈セルロースエステル樹脂〉
本発明に用いることができるセルロースエステル樹脂は、セルロース(ジ、トリ)アセテート、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレート、セルロースアセテートフタレート、及びセルロースフタレートから選ばれる少なくとも1種であることが好ましい。
【0065】
これらの中で特に好ましいセルロースエステルは、セルローストリアセテート、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネートやセルロースアセテートブチレートが挙げられる。
【0066】
混合脂肪酸エステルの置換度として、更に好ましいセルロースアセテートプロピオネートやセルロースアセテートブチレートの低級脂肪酸エステルは、炭素原子数2〜4のアシル基を置換基として有し、アセチル基の置換度をXとし、プロピオニル基又はブチリル基の置換度をYとした時、下記式(I)及び(II)を同時に満たすセルロースエステルを含むセルロース樹脂であることが好ましい。
【0067】
式(I) 2.6≦X+Y≦3.0
式(II) 1.0≦X≦2.5
この内特にセルロースアセテートプロピオネートが好ましく用いられ、中でも1.9≦X≦2.5であり、0.1≦Y≦0.9であることが好ましい。上記アシル基で置換されていない部分は通常水酸基として存在しているものである。これらは公知の方法で合成することができる。
【0068】
更に、本発明で用いられるセルロースエステルは、重量平均分子量Mw/数平均分子量Mn比が1.5〜5.5のものが好ましく用いられ、特に好ましくは2.0〜5.0であり、更に好ましくは2.5〜5.0であり、更に好ましくは3.0〜5.0のセルロースエステルが好ましく用いられる。
【0069】
本発明で用いられるセルロースエステルの原料セルロースは、木材パルプでも綿花リンターでもよく、木材パルプは針葉樹でも広葉樹でもよいが、針葉樹の方がより好ましい。製膜の際の剥離性の点からは綿花リンターが好ましく用いられる。これらから作られたセルロースエステルは適宜混合して、或いは単独で使用することができる。
【0070】
例えば、綿花リンター由来セルロースエステル:木材パルプ(針葉樹)由来セルロースエステル:木材パルプ(広葉樹)由来セルロースエステルの比率が100:0:0、90:10:0、85:15:0、50:50:0、20:80:0、10:90:0、0:100:0、0:0:100、80:10:10、85:0:15、40:30:30で用いることができる。
【0071】
本発明において、セルロースエステル樹脂は、20mlの純水(電気伝導度0.1μS/cm以下、pH6.8)に1g投入し、25℃、1hr、窒素雰囲気下にて攪拌した時のpHが6〜7、電気伝導度が1〜100μS/cmであることが好ましい。
【0072】
〈ポリカーボネート樹脂〉
本発明では、種々の公知のポリカーボネート樹脂も使用することができる。本発明においては、特に芳香族ポリカーボネートを用いることが好ましい。当該芳香族ポリカーボネートについて特に制約はなく、所望するフィルムの諸特性が得られる芳香族ポリカーボネートであれば特に制約はない。
【0073】
一般に、ポリカーボネートと総称される高分子材料は、その合成手法において重縮合反応が用いられて、主鎖が炭酸結合で結ばれているものを総称するが、これらの内でも、一般に、フェノール誘導体と、ホスゲン、ジフェニルカーボネートらから重縮合で得られるものを意味する。通常、ビスフェノール−Aと呼称されている2,2−ビス(4−ヒドロキシフェニル)プロパンをビスフェノール成分とする繰り返し単位で表される芳香族ポリカーボネートが好ましく選ばれるが、適宜各種ビスフェノール誘導体を選択することで、芳香族ポリカーボネート共重合体を構成することができる。
【0074】
かかる共重合成分としてこのビスフェノール−A以外に、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、9,9−ビス(4−ヒドロキシフェニル)フルオレン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン、2,2−ビス(4−ヒドロキシ−3−メチルフェニル)プロパン、2,2−ビス(4−ヒドロキシフェニル)−2−フェニルエタン、2,2−ビス(4−ヒドロキシフェニル)−1,1,1,3,3,3−ヘキサフロロプロパン、ビス(4−ヒドロキシフェニル)ジフェニルメタン、ビス(4−ヒドロキシフェニル)サルファイド、ビス(4−ヒドロキシフェニル)スルホン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン等を挙げることができる。
【0075】
また、一部にテレフタル酸及び/またはイソフタル酸成分を含む芳香族ポリエステルカーボネートを使用することも可能である。このような構成単位をビスフェノール−Aからなる芳香族ポリカーボネートの構成成分の一部に使用することにより芳香族ポリカーボネートの性質、例えば耐熱性、溶解性を改良することができるが、このような共重合体についても本発明は有効である。
【0076】
ここで用いられる芳香族ポリカーボネートの粘度平均分子量は、10000以上、200000以下であれば好適に用いられる。粘度平均分子量20000〜120000が特に好ましい。粘度平均分子量が10000より低い樹脂を使用すると得られるフィルムの機械的強度が不足する場合があり、また400000以上の高分子量になるとドープの粘度が大きくなり過ぎ取扱い上問題を生じるので好ましくない。粘度平均分子量は市販の高速液体クロマトグラフィ等で測定することができる。
【0077】
本発明に係る芳香族ポリカーボネートのガラス転移温度は200℃以上であることが高耐熱性のフィルムを得る上で好ましく、より好ましくは230℃以上である。これらは、上記共重合成分を適宜選択して得ることができる。ガラス転移温度は、DSC装置(示差走査熱量分析装置)にて測定することができ、例えばセイコー電子工業株式会社製:RDC220にて、10℃/分の昇温条件によって求められる、ベースラインが偏奇し始める温度である。
【0078】
本発明において、上記芳香族ポリカーボネートを含むドープ組成物に用いる溶媒は、メチレンクロライド、及び炭素数1〜6の直鎖または分岐鎖状の脂肪族アルコールを4〜14質量部含有する混合溶媒であることが好ましい。
【0079】
上記炭素数1〜6の直鎖または分岐鎖状の脂肪族アルコールの混合量は、好ましくは4〜12質量部である。このような混合溶媒を用い、従来よりも高い残留溶媒濃度でウェブを剥離することにより、ウェブ剥離時の強い静電気の発生を抑制し、これによりベルトが損傷したり、フィルムのズジやムラ、微小傷の発生を防止することができる。
【0080】
加えるアルコールの種類は用いる溶媒により制限される。アルコールと当該溶媒とが相溶性があることが必要条件である。これらは単独で加えても良いし、2種類以上組み合わせても問題ない。本発明におけるアルコールとしては、炭素数1〜6、好ましくは1〜4、より好ましくは2〜4の鎖状、或いは分岐した脂肪族アルコールが好ましい。具体的にはメタノール、エタノール、イソプロパノール、ターシャリ−ブタノールなどが挙げられる。これらのうちエタノール、イソプロパノール、ターシャリ−ブタノールはほぼ同等の効果が得られるが、メタノールはやや効果が低い。理由は明らかでないが溶媒の沸点、即ち乾燥時の飛び易さが関係しているものと推測している。それ以上の高級アルコールは、高沸点であるためフィルム製膜後も残留しやすくなるので好ましくない。
【0081】
アルコールの添加量は慎重に選択されなければならない。これらのアルコールは芳香族ポリカーボネートに対する溶解性には全く乏しく、完全な貧溶媒である。従ってあまり多く加えることはできず、満足すべき剥離性が得られる最少量とすべきである。前述したようにメチレンクロライドに対して4〜14質量部、好ましくは4〜12質量部である。メチレンクロライド量に対しては、添加量が4〜14質量部の範囲であると、当該溶媒のポリマーに対する溶解性、ドープ安定性が向上し、剥離性改善の効果が大きくなる。
【0082】
本発明はドープ組成物中、上記メチレンクロライドと脂肪族アルコールで構成されるが、他の溶媒を使用することもできる。その他残りの溶媒としては芳香族ポリカーボネートを高濃度に溶解し、かつアルコールと相溶性があること、更に低沸点溶媒であれば特に限定はない。例えば、芳香族ポリカーボネートに対して溶解力のある溶媒として、塩化メチレン以外にクロロホルム、1,2−ジクロロエタン、1,1,2−トリクロロエタン、クロロベンゼンなどのハロゲン系溶媒、1,3−ジオキソラン、1,4−ジオキサン、テトラヒドロフラン等の環状エーテル系の溶媒、シクロヘキサノン等のケトン系の溶媒が挙げられる。
【0083】
他の溶媒を使用する場合は特に限定はなく、効果を勘案して用いればよい。ここでいう効果とは、溶解性や安定性を犠牲にしない範囲で溶媒を混合することによる、たとえば溶液流延法により製膜したフィルムの表面性の改善(レベリング効果)、蒸発速度や系の粘度調節、結晶化抑制効果などである。これらの効果の度合により混合する溶媒の種類や添加量を決定すればよく、また混合する溶媒として1種または2種以上用いてもかまわない。
【0084】
好適に用いられる他の溶媒としてはクロロホルム、1,2−ジクロロエタンなどのハロゲン系溶媒、トルエン、キシレンなどの炭化水素系溶媒、アセトン、メチルエチルケトン、シクロヘキサノンなどのケトン系溶媒、酢酸エチル、酢酸ブチルなどのエステル系溶媒、エチレングリコールジメチルエーテル、メトキシエチルアセテートなどのエーテル系溶媒が挙げられる。
【0085】
本発明に係るドープ組成物は、結果としてヘイズの低い透明な溶液が得られればいかなる方法で調製してもよい。あらかじめある溶媒に溶解させた芳香族ポリカーボネート溶液に、アルコールを所定量添加してもよいし、アルコールを含む混合溶媒に芳香族ポリカーボネートを溶解させてもよい。ただ先にも述べた様にアルコールは貧溶媒であるため、前者の後から添加する方法ではポリマーの析出によるドープ白濁の可能性があるため、後者の混合溶媒に溶解させる方法が好ましい。
【0086】
〈アクリル樹脂〉
本発明に用いることができるアクリル樹脂には、メタクリル樹脂も含まれる。樹脂としては特に制限されるものではないが、メチルメタクリレート単位50〜99質量%、およびこれと共重合可能な他の単量体単位1〜50質量%からなるものが好ましい。
【0087】
共重合可能な他の単量体としては、アルキル数の炭素数が2〜18のアルキルメタクリレート、アルキル数の炭素数が1〜18のアルキルアクリレート、アクリル酸、メタクリル酸等のα,β−不飽和酸、マレイン酸、フマル酸、イタコン酸等の不飽和基含有二価カルボン酸、スチレン、α−メチルスチレン、核置換スチレン等の芳香族ビニル化合物、アクリロニトリル、メタクリロニトリル等のα,β−不飽和ニトリル、無水マレイン酸、マレイミド、N−置換マレイミド、グルタル酸無水物等が挙げられ、これらは単独で、あるいは2種以上を併用して用いることができる。
【0088】
これらの中でも、共重合体の耐熱分解性や流動性の観点から、メチルアクリレート、エチルアクリレート、n−プロピルアクリレート、n−ブチルアクリレート、s−ブチルアクリレート、2−エチルヘキシルアクリレート等が好ましく、メチルアクリレートやn−ブチルアクリレートが特に好ましく用いられる。
【0089】
アクリル樹脂は、フィルムとしての機械的強度、フィルムを生産する際の流動性の点から重量平均分子量(Mw)が80000〜1000000であることが好ましい。この分子量とすることで、耐熱性と脆性の両立を図ることができる。
【0090】
なお、アクリル樹脂等の樹脂の重量平均分子量は、ゲルパーミエーションクロマトグラフィーにより測定することができる。測定条件は以下の通りである。
【0091】
溶媒: メチレンクロライド
カラム: Shodex K806、K805、K803G(昭和電工(株)製を3本接続して使用した)
カラム温度:25℃
試料濃度: 0.1質量%
検出器: RI Model 504(GLサイエンス社製)
ポンプ: L6000(日立製作所(株)製)
流量: 1.0ml/min
校正曲線: 標準ポリスチレンSTK standard ポリスチレン(東ソー(株)製)Mw=2,800,000〜500迄の13サンプルによる校正曲線を使用した。13サンプルは、ほぼ等間隔に用いることが好ましい。
【0092】
アクリル樹脂の製造方法としては、特に制限は無く、懸濁重合、乳化重合、塊状重合、あるいは溶液重合等の公知の方法のいずれを用いても良い。ここで、重合開始剤としては、通常のパーオキサイド系およびアゾ系のものを用いることができ、また、レドックス系とすることもできる。重合温度については、懸濁または乳化重合では30〜100℃、塊状または溶液重合では80〜160℃で実施しうる。さらに、生成共重合体の還元粘度を制御するために、アルキルメルカプタン等を連鎖移動剤として用いて重合を実施することもできる。
【0093】
アクリル樹脂としては、市販のものも使用することができる。例えば、デルペット60N、80N(旭化成ケミカルズ(株)製)、ダイヤナールBR52、BR80、BR83、BR85、BR88(三菱レイヨン(株)製)、KT75(電気化学工業(株)製)等が挙げられる。
【0094】
〈ポリオレフィン樹脂〉
本発明においては、ポリエチレンや下記の環状オレフィンを用いることも好ましい。
【0095】
環状オレフィン樹脂としては、ノルボルネン系樹脂、単環の環状オレフィン系樹脂、環状共役ジエン系樹脂、ビニル脂環式炭化水素系樹脂、及び、これらの水素化物等を挙げることができる。これらの中で、ノルボルネン系樹脂は、透明性と成形性が良好なため、好適に用いることができる。
【0096】
ノルボルネン系樹脂としては、例えば、ノルボルネン構造を有する単量体の開環重合体若しくはノルボルネン構造を有する単量体と他の単量体との開環共重合体又はそれらの水素化物、ノルボルネン構造を有する単量体の付加重合体若しくはノルボルネン構造を有する単量体と他の単量体との付加共重合体又はそれらの水素化物等を挙げることができる。
【0097】
これらの中で、ノルボルネン構造を有する単量体の開環(共)重合体水素化物は、透明性、成形性、耐熱性、低吸湿性、寸法安定性、軽量性などの観点から、特に好適に用いることができる。
【0098】
ノルボルネン構造を有する単量体としては、ビシクロ[2.2.1]ヘプト−2−エン(慣用名:ノルボルネン)、トリシクロ[4.3.0.12,5]デカ−3,7−ジエン(慣用名:ジシクロペンタジエン)、7,8−ベンゾトリシクロ[4.3.0.12,5]デカ−3−エン(慣用名:メタノテトラヒドロフルオレン)、テトラシクロ[4.4.0.12,5.17,10]ドデカ−3−エン(慣用名:テトラシクロドデセン)、およびこれらの化合物の誘導体(例えば、環に置換基を有するもの)などを挙げることができる。ここで、置換基としては、例えばアルキル基、アルキレン基、極性基などを挙げることができる。また、これらの置換基は、同一または相異なって複数個が環に結合していてもよい。ノルボルネン構造を有する単量体は1種単独で、あるいは2種以上を組み合わせて用いることができる。
【0099】
極性基の種類としては、ヘテロ原子、またはヘテロ原子を有する原子団などが挙げられる。ヘテロ原子としては、例えば、酸素原子、窒素原子、硫黄原子、ケイ素原子、ハロゲン原子などが挙げられる。極性基の具体例としては、カルボキシル基、カルボニルオキシカルボニル基、エポキシ基、ヒドロキシル基、オキシ基、エステル基、シラノール基、シリル基、アミノ基、ニトリル基、スルホン基などが挙げられる。
【0100】
ノルボルネン構造を有する単量体と開環共重合可能な他の単量体としては、シクロヘキセン、シクロヘプテン、シクロオクテンなどのモノ環状オレフィン類及びその誘導体、シクロヘキサジエン、シクロヘプタジエンなどの環状共役ジエン及びその誘導体などが挙げられる。
【0101】
ノルボルネン構造を有する単量体の開環重合体およびノルボルネン構造を有する単量体と共重合可能な他の単量体との開環共重合体は、単量体を公知の開環重合触媒の存在下に(共)重合することにより得ることができる。
【0102】
ノルボルネン構造を有する単量体と付加共重合可能な他の単量体としては、例えば、エチレン、プロピレン、1−ブテンなどの炭素数2〜20のα−オレフィンおよびこれらの誘導体;シクロブテン、シクロペンテン、シクロヘキセンなどのシクロオレフィンおよびこれらの誘導体;1,4−ヘキサジエン、4−メチル−1,4−ヘキサジエン、5−メチル−1,4−ヘキサジエンなどの非共役ジエンなどが挙げられる。これらの単量体は1種単独で、あるいは2種以上を組み合わせて用いることができる。これらの中でも、α−オレフィンが好ましく、エチレンがより好ましい。
【0103】
ノルボルネン構造を有する単量体の付加重合体およびノルボルネン構造を有する単量体と共重合可能な他の単量体との付加共重合体は、単量体を公知の付加重合触媒の存在下に重合することにより得ることができる。
【0104】
ノルボルネン構造を有する単量体の開環重合体の水素添加物、ノルボルネン構造を有する単量体とこれと開環共重合可能なその他の単量体との開環共重合体の水素添加物、ノルボルネン構造を有する単量体の付加重合体の水素添加物、およびノルボルネン構造を有する単量体とこれと付加共重合可能なその他の単量体との付加共重合体の水素添加物は、これらの重合体の溶液に、ニッケル、パラジウムなどの遷移金属を含む公知の水素添加触媒を添加し、炭素−炭素不飽和結合を好ましくは90%以上水素添加することによって得ることができる。
【0105】
ノルボルネン系樹脂の中でも、繰り返し単位として、X:ビシクロ[3.3.0]オクタン−2,4−ジイル−エチレン構造と、Y:トリシクロ[4.3.0.12,5]デカン−7,9−ジイル−エチレン構造とを有し、これらの繰り返し単位の含有量が、ノルボルネン系樹脂の繰り返し単位全体に対して90質量%以上であり、かつ、Xの含有割合とYの含有割合との比が、X:Yの質量比で100:0〜40:60であるものが好ましい。このような樹脂を用いることにより、長期的に寸法変化がなく、光学特性の安定性に優れる光学フィルムを得ることができる。
【0106】
本発明に用いる環状オレフィン樹脂の分子量は使用目的に応じて適宜選定される。溶媒としてシクロヘキサン(重合体樹脂が溶解しない場合はトルエン)を用いるゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレンまたはポリスチレン換算の重量平均分子量(Mw)で、通常20,000〜150,000である。好ましくは25,000〜100,000、より好ましくは30,000〜80,000である。重量平均分子量がこのような範囲にあるときに、フィルムの機械的強度および成型加工性とが高度にバランスされ好適である。
【0107】
環状オレフィン樹脂のガラス転移温度は、使用目的に応じて適宜選択されればよい。耐久性及び延伸加工性の観点から、好ましくは130〜160℃、より好ましくは135〜150℃の範囲である。
【0108】
環状オレフィン樹脂の分子量分布(重量平均分子量(Mw)/数平均分子量(Mn))は、緩和時間、生産性等の観点から、1.2〜3.5、好ましくは1.5〜3.0、さらに好ましくは1.8〜2.7である。
【0109】
本発明に用いる環状オレフィン樹脂は、光弾性係数の絶対値が10×10−12Pa−1以下であることが好ましく、7×10−12Pa−1以下であることがより好ましく、4×10−12Pa−1以下であることが特に好ましい。光弾性係数Cは、複屈折をΔn、応力をσとしたとき、C=Δn/σで表される値である。
【0110】
本発明において、環状オレフィン樹脂には、実質的に粒子を含まないことが好ましい。ここで、実質的に粒子を含まないとは、環状オレフィン樹脂からなるフィルムへ粒子を添加しても、未添加状態からのヘイズの上昇巾が0.05%以下の範囲である量までは許容できることを意味する。特に、脂環式ポリオレフィン樹脂は、多くの有機粒子や無機粒子との親和性に欠けるため、上記範囲を超えた粒子を添加した環状オレフィン樹脂フィルムを延伸すると、空隙が発生しやすく、その結果として、ヘイズの著しい低下が生じるおそれがある。
【0111】
(樹脂支持体の製造方法)
本発明に係る樹脂支持体(以下、単に「支持体」ともいう。)の製造方法としては、通常のインフレーション法、T−ダイ法、カレンダー法、切削法、流延法、エマルジョン法、ホットプレス法等の製造法が使用できるが、着色抑制、異物欠点の抑制、ダイラインなどの光学欠点の抑制などの観点から流延法による溶液流延法、溶融流延法が好ましい。
【0112】
以下、典型的製造方法について詳述する。
【0113】
<溶液流延法による樹脂基板の製造方法>
(有機溶媒)
本発明に係る支持体を溶液流延法で製造する場合、ドープを形成するのに有用な有機溶媒は、アクリル樹脂、セルロースエステル樹脂、ポリカーボネート等の熱可塑性樹脂を溶解するものであれば制限なく用いることができる。
【0114】
例えば、塩素系有機溶媒としては、塩化メチレン、非塩素系有機溶媒としては、酢酸メチル、酢酸エチル、酢酸アミル、アセトン、テトラヒドロフラン、1,3−ジオキソラン、1,4−ジオキサン、シクロヘキサノン、ギ酸エチル、2,2,2−トリフルオロエタノール、2,2,3,3−ヘキサフルオロ−1−プロパノール、1,3−ジフルオロ−2−プロパノール、1,1,1,3,3,3−ヘキサフルオロ−2−メチル−2−プロパノール、1,1,1,3,3,3−ヘキサフルオロ−2−プロパノール、2,2,3,3,3−ペンタフルオロ−1−プロパノール、ニトロエタン、乳酸エチル、乳酸、ジアセトンアルコール等を挙げることができ、塩化メチレン、酢酸メチル、酢酸エチル、アセトン、乳酸エチル等を好ましく使用し得る。
【0115】
ドープには、上記有機溶媒の他に、1〜40質量%の炭素原子数1〜4の直鎖または分岐鎖状の脂肪族アルコールを含有させてもよい。ドープ中のアルコールの比率が高くなるとウェブがゲル化し、金属支持体からの剥離が容易になり、また、アルコールの割合が少ない時は非塩素系有機溶媒系での熱可塑性樹脂の溶解を促進する役割もある。
【0116】
特に、メチレンクロライド、および炭素数1〜4の直鎖または分岐鎖状の脂肪族アルコールを含有する溶媒に、熱可塑性樹脂は、少なくとも計10〜45質量%溶解させたドープ組成物であることが好ましい。
【0117】
炭素原子数1〜4の直鎖または分岐鎖状の脂肪族アルコールとしては、メタノール、エタノール、n−プロパノール、iso−プロパノール、n−ブタノール、sec−ブタノール、tert−ブタノールを挙げることができる。これらの内ドープの安定性、沸点も比較的低く、乾燥性もよいこと等からエタノールが好ましい。
【0118】
以下、本発明に係るフィルム状樹脂基板(以下、単に「フィルム」ともいう。)の好ましい製膜方法について説明する。
【0119】
1)溶解工程
熱可塑性樹脂に対する良溶媒を主とする有機溶媒に、溶解釜中で熱可塑性樹脂、マイクロフィブリル化セルロース、その他の添加剤を攪拌しながら溶解しドープを形成する工程である。
【0120】
熱可塑性樹脂の溶解には、常圧で行う方法、主溶媒の沸点以下で行う方法、主溶媒の沸点以上で加圧して行う方法、特開平9−95544号公報、特開平9−95557号公報、または特開平9−95538号公報に記載の如き冷却溶解法で行う方法、特開平11−21379号公報に記載の如き高圧で行う方法等種々の溶解方法を用いることができるが、特に主溶媒の沸点以上で加圧して行う方法が好ましい。
【0121】
返材とは、フィルムを細かく粉砕した物で、フィルムを製膜するときに発生する、フィルムの両サイド部分を切り落とした物や、擦り傷などでスペックアウトしたフィルム原反のことをいい、これも再使用される。
【0122】
2)流延工程
ドープを、送液ポンプ(例えば、加圧型定量ギヤポンプ)を通して加圧ダイに送液し、無限に移送する無端の金属ベルト、例えばステンレスベルト、あるいは回転する金属ドラム等の金属支持体上の流延位置に、加圧ダイスリットからドープを流延する工程である。
【0123】
ダイの口金部分のスリット形状を調整でき、膜厚を均一にし易い加圧ダイが好ましい。加圧ダイには、コートハンガーダイやTダイ等があり、いずれも好ましく用いられる。金属支持体の表面は鏡面となっている。製膜速度を上げるために加圧ダイを金属支持体上に2基以上設け、ドープ量を分割して重層してもよい。あるいは複数のドープを同時に流延する共流延法によって積層構造のフィルムを得ることも好ましい。
【0124】
3)溶媒蒸発工程
ウェブ(流延用支持体上にドープを流延し、形成されたドープ膜をウェブと呼ぶ)を流延用支持体上で加熱し、溶媒を蒸発させる工程である。
【0125】
溶媒を蒸発させるには、ウェブ側から風を吹かせる方法および/または支持体の裏面から液体により伝熱させる方法、輻射熱により表裏から伝熱する方法等があるが、裏面液体伝熱方法の乾燥効率が良く好ましい。又、それらを組み合わせる方法も好ましく用いられる。流延後の支持体上のウェブを40〜100℃の雰囲気下、支持体上で乾燥させることが好ましい。40〜100℃の雰囲気下に維持するには、この温度の温風をウェブ上面に当てるか赤外線等の手段により加熱することが好ましい。
【0126】
面品質、透湿性、剥離性の観点から、30〜120秒以内で該ウェブを支持体から剥離することが好ましい。
【0127】
4)剥離工程
金属支持体上で溶媒が蒸発したウェブを、剥離位置で剥離する工程である。剥離されたウェブは次工程に送られる。
【0128】
金属支持体上の剥離位置における温度は好ましくは10〜40℃であり、さらに好ましくは11〜30℃である。
【0129】
なお、剥離する時点での金属支持体上でのウェブの剥離時残留溶媒量は、乾燥の条件の強弱、金属支持体の長さ等により50〜120質量%の範囲で剥離することが好ましいが、残留溶媒量がより多い時点で剥離する場合、ウェブが柔らか過ぎると剥離時平面性を損ね、剥離張力によるツレや縦スジが発生し易いため、経済速度と品質との兼ね合いで剥離時の残留溶媒量が決められる。
【0130】
ウェブの残留溶媒量は下記式で定義される。
【0131】
残留溶媒量(%)=(ウェブの加熱処理前質量−ウェブの加熱処理後質量)/(ウェブの加熱処理後質量)×100
なお、残留溶媒量を測定する際の加熱処理とは、115℃で1時間の加熱処理を行うことを表す。
【0132】
金属支持体とフィルムを剥離する際の剥離張力は、通常、196〜245N/mであるが、剥離の際に皺が入り易い場合、190N/m以下の張力で剥離することが好ましく、さらには、剥離できる最低張力〜166.6N/m、次いで、最低張力〜137.2N/mで剥離することが好ましいが、特に好ましくは最低張力〜100N/mで剥離することである。
【0133】
本発明においては、当該金属支持体上の剥離位置における温度を−50〜40℃とするのが好ましく、10〜40℃がより好ましく、15〜30℃とするのが最も好ましい。
【0134】
5)乾燥および延伸工程
剥離後、ウェブを乾燥装置内に複数配置したロールに交互に通して搬送する乾燥装置35、および/またはクリップでウェブの両端をクリップして搬送するテンター延伸装置34を用いて、ウェブを乾燥する。
【0135】
乾燥手段はウェブの両面に熱風を吹かせるのが一般的であるが、風の代わりにマイクロウェーブを当てて加熱する手段もある。余り急激な乾燥は出来上がりのフィルムの平面性を損ね易い。高温による乾燥は残留溶媒が8質量%以下くらいから行うのがよい。全体を通し、乾燥は概ね40〜250℃で行われる。特に40〜160℃で乾燥させることが好ましい。
【0136】
テンター延伸装置を用いる場合は、テンターの左右把持手段によってフィルムの把持長(把持開始から把持終了までの距離)を左右で独立に制御できる装置を用いることが好ましい。また、テンター工程において、平面性を改善するため意図的に異なる温度を持つ区画を作ることも好ましい。
【0137】
また、異なる温度区画の間にそれぞれの区画が干渉を起こさないように、ニュートラルゾーンを設けることも好ましい。
【0138】
なお、延伸操作は多段階に分割して実施してもよく、流延方向、幅手方向に二軸延伸を実施することも好ましい。また、二軸延伸を行う場合には同時二軸延伸を行ってもよいし、段階的に実施してもよい。
【0139】
この場合、段階的とは、例えば、延伸方向の異なる延伸を順次行うことも可能であるし、同一方向の延伸を多段階に分割し、かつ異なる方向の延伸をそのいずれかの段階に加えることも可能である。即ち、例えば、次のような延伸ステップも可能である。
【0140】
・流延方向に延伸−幅手方向に延伸−流延方向に延伸−流延方向に延伸
・幅手方向に延伸−幅手方向に延伸−流延方向に延伸−流延方向に延伸
また、同時2軸延伸には、一方向に延伸し、もう一方を、張力を緩和して収縮させる場合も含まれる。同時2軸延伸の好ましい延伸倍率は幅手方向、長手方向ともに×1.01倍〜×1.5倍の範囲でとることができる。
【0141】
テンターを行う場合のウェブの残留溶媒量は、テンター開始時に20〜100質量%であるのが好ましく、かつウェブの残留溶媒量が10質量%以下になる迄テンターを掛けながら乾燥を行うことが好ましく、さらに好ましくは5質量%以下である。
【0142】
テンターを行う場合の乾燥温度は、30〜160℃が好ましく、50〜150℃がさらに好ましく、70〜140℃が最も好ましい。
【0143】
テンター工程において、雰囲気の幅手方向の温度分布が少ないことが、フィルムの均一性を高める観点から好ましく、テンター工程での幅手方向の温度分布は、±5℃以内が好ましく、±2℃以内がより好ましく、±1℃以内が最も好ましい。
【0144】
6)巻き取り工程
ウェブ中の残留溶媒量が2質量%以下となってからフィルムとして巻き取り機37により巻き取る工程であり、残留溶媒量を0.4質量%以下にすることにより寸法安定性の良好なフィルムを得ることができる。特に0.00〜0.10質量%で巻き取ることが好ましい。
【0145】
巻き取り方法は、一般に使用されているものを用いればよく、定トルク法、定テンション法、テーパーテンション法、内部応力一定のプログラムテンションコントロール法等があり、それらを使いわければよい。
【0146】
本発明に係るフィルムは、長尺フィルムであることが好ましく、具体的には、100m〜5000m程度のものを示し、通常、ロール状で提供される形態のものである。また、フィルムの幅は1.3〜4mであることが好ましく、1.4〜2mであることがより好ましい。
【0147】
本発明に係るフィルムの膜厚に特に制限はないが、20〜200μmであることが好ましく、25〜150μmであることがより好ましく、30〜120μmであることが特に好ましい。
【0148】
<溶融流延製膜法による樹脂支持体の製造方法>
本発明に係る樹脂支持体を、フィルム状樹脂支持体として、溶融流延製膜法により製造する場合の方法について説明する。
【0149】
〈溶融ペレット製造工程〉
溶融押出に用いる熱可塑性樹脂、マイクロフィブリル化セルロースからなるフィルムを構成する組成物は、通常あらかじめ混錬してペレット化しておくことが好ましい。
【0150】
ペレット化は、公知の方法でよく、例えば、乾燥した熱可塑性樹脂とマイクロフィブリル化セルロース等からなる添加剤をフィーダーで押出機に供給し1軸や2軸の押出機を用いて混錬し、ダイからストランド状に押出し、水冷または空冷し、カッティングすることでできる。
【0151】
原材料は、押出する前に乾燥しておくことが原材料の分解を防止する上で重要である。特にセルロースエステルは吸湿しやすいので、除湿熱風乾燥機や真空乾燥機で70〜140℃で3時間以上乾燥し、水分率を200ppm以下、さらに100ppm以下にしておくことが好ましい。
【0152】
添加剤は、押出機に供給押出機合しておいてもよいし、それぞれ個別のフィーダーで供給してもよい。酸化防止剤等少量の添加剤は、均一に混合するため、こと前に混合しておくことが好ましい。
【0153】
酸化防止剤の混合は、固体同士で混合してもよいし、必要により、酸化防止剤を溶剤に溶解しておき、熱可塑性樹脂に含浸させて混合してもよく、あるいは噴霧して混合してもよい。
【0154】
真空ナウターミキサーなどが乾燥と混合を同時にできるので好ましい。また、フィーダー部やダイからの出口など空気と触れる場合は、除湿空気や除湿したN2ガスなどの雰囲気下にすることが好ましい。
【0155】
押出機は、せん断力を抑え、樹脂が劣化(分子量低下、着色、ゲル生成等)しないようにペレット化可能でなるべく低温で加工することが好ましい。例えば、2軸押出機の場合、深溝タイプのスクリューを用いて、同方向に回転させることが好ましい。混錬の均一性から、噛み合いタイプが好ましい。
【0156】
以上のようにして得られたペレットを用いてフィルム製膜を行う。ペレット化せず、原材料の粉末をそのままフィーダーで押出機に供給し、そのままフィルム製膜することも可能である。
【0157】
〈溶融混合物をダイから冷却ロールへ押し出す工程〉
まず、作製したペレットを1軸や2軸タイプの押出機を用いて、押し出す際の溶融温度Tmを200〜300℃程度とし、リーフディスクタイプのフィルターなどでろ過し異物を除去した後、Tダイからフィルム状に共押出し、冷却ロール上で固化し、弾性タッチロールと押圧しながら流延する。
【0158】
供給ホッパーから押出機へ導入する際は真空下または減圧下や不活性ガス雰囲気下にして酸化分解等を防止することが好ましい。なお、Tmは、押出機のダイ出口部分の温度である。
【0159】
ダイに傷や可塑剤の凝結物等の異物が付着するとスジ状の欠陥が発生する場合がある。このような欠陥のことをダイラインとも呼ぶが、ダイライン等の表面の欠陥を小さくするためには、押出機からダイまでの配管には樹脂の滞留部が極力少なくなるような構造にすることが好ましい。ダイの内部やリップにキズ等が極力無いものを用いることが好ましい。
【0160】
押出機やダイなどの溶融樹脂と接触する内面は、表面粗さを小さくしたり、表面エネルギーの低い材質を用いるなどして、溶融樹脂が付着し難い表面加工が施されていることが好ましい。具体的には、ハードクロムメッキやセラミック溶射したものを表面粗さ0.2S以下となるように研磨したものが挙げられる。
【0161】
本発明において冷却ロールには特に制限はないが、高剛性の金属ロールで内部に温度制御可能な熱媒体または冷媒体が流れるような構造を備えるロールであり、大きさは限定されないが、溶融押し出されたフィルムを冷却するのに十分な大きさであればよく、通常冷却ロールの直径は100mmから1m程度である。
【0162】
冷却ロールの表面材質は、炭素鋼、ステンレス、アルミニウム、チタンなどが挙げられる。さらに表面の硬度を上げたり、樹脂との剥離性を改良するため、ハードクロムメッキや、ニッケルメッキ、非晶質クロムメッキなどや、セラミック溶射等の表面処理を施すことが好ましい。
【0163】
冷却ロール表面の表面粗さは、Raで0.1μm以下とすることが好ましく、さらに0.05μm以下とすることが好ましい。ロール表面が平滑であるほど、得られるフィルムの表面も平滑にできるのである。もちろん表面加工した表面はさらに研磨し上述した表面粗さとすることが好ましい。
【0164】
本発明において、弾性タッチロールとしては、特開平03−124425号、特開平08−224772号、特開平07−100960号、特開平10−272676号、WO97/028950号、特開平11−235747号、特開2002−36332号、特開2005−172940号や特開2005−280217号公報に記載されているような表面が薄膜金属スリーブ被覆シリコンゴムロールを使用することができる。
【0165】
冷却ロールからフィルムを剥離する際は、張力を制御してフィルムの変形を防止することが好ましい。
【0166】
〈延伸工程〉
本発明では、上記のようにして得られたフィルムは冷却ロールに接する工程を通過後、さらに少なくとも1方向に1.01〜3.0倍延伸することもできる。
【0167】
好ましくは縦(フィルム搬送方向)、横(巾方向)両方向にそれぞれ1.1〜2.0倍延伸することが好ましい。
【0168】
延伸する方法は、公知のロール延伸機やテンターなどを好ましく用いることができる。特に光学フィルムが、偏光板保護フィルムを兼ねる場合は、延伸方向を巾方向とすることで偏光フィルムとの積層がロール形態でできるので好ましい。
【0169】
巾方向に延伸することで光学フィルムの遅相軸は巾方向になる。
【0170】
通常、延伸倍率は1.1〜3.0倍、好ましくは1.2〜1.5倍であり、延伸温度は、通常、フィルムを構成する樹脂のTg〜Tg+50℃、好ましくはTg〜Tg+50℃の温度範囲で行われる。
【0171】
延伸は、長手方向もしくは幅手方向で制御された均一な温度分布下で行うことが好ましい。好ましくは±2℃以内、さらに好ましくは±1℃以内、特に好ましくは±0.5℃以内である。
【0172】
上記の方法で作製したフィルム状樹脂基板を光学フィルムとして用いる場合、当該光学フィルムのレターデーション調整や寸法変化率を小さくする目的で、フィルムを長手方向や幅手方向に収縮させてもよい。
【0173】
長手方向に収縮するには、例えば、巾延伸を一時クリップアウトさせて長手方向に弛緩させる、または横延伸機の隣り合うクリップの間隔を徐々に狭くすることによりフィルムを収縮させるという方法がある。
【0174】
遅相軸方向の均一性も重要であり、フィルム巾方向に対して、角度が−5〜+5°であることが好ましく、さらに−1〜+1°の範囲にあることが好ましく、特に−0.5〜+0.5°の範囲にあることが好ましく、特に−0.1〜+0.1°の範囲にあることが好ましい。これらのばらつきは延伸条件を最適化することで達成できる。
【0175】
本発明のフィルム状樹脂基板は、長尺フィルムであることが好ましく、具体的には、100m〜5000m程度のものを示し、通常、ロール状で提供される形態のものである。また、フィルムの幅は1.3〜4mであることが好ましく、1.4〜2mであることがより好ましい。
【0176】
本発明に係るフィルム状樹脂基板の膜厚に特に制限はなく、目的に応じて変化させることが好ましい。例えば、偏光板保護フィルムに使用する場合は、20〜200μmであることが好ましく、25〜150μmであることがより好ましく、30〜120μmであることが特に好ましい。
【0177】
〈支持体の製造装置〉
図1は、本発明に係る支持体の製造装置の一例の全体構成を示す概略フローシートである。図1において、支持体の製造方法は、熱可塑性樹脂等のフィルム材料を混合した後、押出し機1を用いて、流延ダイ4から第1冷却ロール5上に溶融押し出し、第1冷却ロール5に外接させるとともに、更に、第2冷却ロール7、第3冷却ロール8の合計3本の冷却ロールに順に外接させて、冷却固化してフィルム10とする。次いで、剥離ロール9によって剥離したフィルム10を、次いで延伸装置12によりフィルムの両端部を把持して幅方向に延伸した後、巻取り装置16により巻き取る。また、平面性を矯正するために溶融フィルムを第1冷却ロール5表面に挟圧するタッチロール6が設けられている。このタッチロール6は表面が弾性を有し、第1冷却ロール5との間でニップを形成している。
【0178】
本発明において、製造装置には、ベルトおよびロールを自動的に清掃する装置を付加させることが好ましい。清掃装置については特に限定はないが、例えば、ブラシ・ロール、吸水ロール、粘着ロール、ふき取りロール等をニップする方式、清浄エアーを吹き掛けるエアーブロー方式、レーザーによる焼却装置、あるいはこれらの組み合わせなどがある。
【0179】
清掃用ロールをニップする方式の場合、ベルト線速度とローラ線速度を変えると清掃効果が大きい。
【実施例】
【0180】
(セルロースナノファイバー分散液1の調製)
乾燥質量で5g相当分の亜硫酸漂白針葉樹パルプを高圧ホモジナイザーで処理したファイバーに、0.063gのTEMPOおよび0.63gの臭化ナトリウムを水375mlに分散させた後、13質量%次亜塩素酸ナトリウム水溶液を、1gのパルプに対して次亜塩素酸ナトリウムの量が2.5mmolとなるように次亜塩素酸を加えて反応を開始した。反応中は0.5Mの水酸化ナトリウム水溶液を滴下してpHを10.5に保った。pHに変化が見られなくなった時点で反応終了と見なし、反応物をろ過後、充分な水による水洗、ろ過を繰り返し、反応物繊維を得た。これを300mlのエタノールで洗浄し、次にアセトンで置換を繰り返しすることで媒体中の水分及びアルコール成分を完全に除去した。
【0181】
次に、マグネチックスターラーを備えた100mlの三口フラスコに上記で作製したファイバーを5g、トルエンを25ml加えたトルエン溶媒中に無水酢酸1.9等量、酢酸2.7等量を加え、10min攪拌した。
【0182】
その後、60%濃度のHClO4 0.04等量を添加して、5min攪拌反応した。
【0183】
反応終了後、トルエン・メタノール洗浄した後、ろ過により生成物を得た。さらに200mlのビーカーに固体を添加した後、メタノール20ml、純粋10mlに分散して0.5Nの水酸化ナトリウム水溶液で中和後、エタノール保存した。
【0184】
セルローススラリーを超高圧ホモジナイザーにより140MPaの圧力で5回処理したところ、透明なゲル状分散液が得られた。
【0185】
(支持体1の作製)
次いで、作製したセルロースナノファイバー分散液1を用いて、下記ドープ液を用いて膜厚100μm、巻数5000mのセルロースナノファイバー含有支持体1を作製した。
【0186】
(ドープ液の調製)
トリアセチルセルロース 120質量部
セルロースナノファイバー分散液1 840質量部
(セルロースナノファイバー固形分として 20質量部)
可塑剤(トリメチロールプロパントリベンゾエート) 10質量部
〈支持体2及び3の作製〉
表1のマトリクス材料を用い、セルロースナノファイバー含有支持体を上記と同様な手法で作製した。
【0187】
〈支持体4の作製〉
日本製紙ケミカル(株)の粉末セルロースNPファイバーW−10MG2(平均粒子径10μm)を高圧ホモジナイザーで平均繊維径1μm以下になるまで粉砕処理した後、グラインダー(栗田機械製作所製「KM1−10」)にて、この水懸濁液を、ほぼ接触させた状態の1200rpmで回転するディスク間を、中央から外に向かって通過させる操作を30回(30pass)行った。得られた縣濁液にGeles社ポリジメチルシロキサンDMS−H03をセルロース100質量部当たり1質量部に相当する量を加え、平均粒径2μmのジルコニアビーズを用いたビーズ分散機で分散処理した。ジルコニアビーズを遠心分離とろ過により除去したあと乾燥し、綿状のセルロースナノファイバー:CNF−1を得た。乾燥前の縣濁液の一部を取り出し、水を蒸発させた後電子顕微鏡観察し、平均繊維径150nm、平均繊維長450nmと測定された。
【0188】
次いで、ポリエチレン系樹脂37質量部中、線状低密度ポリエチレン〔日本ポリケム(株)製、商品名:FW20G、密度:0.921g/cm3、MI:1g/10分〕32質量部(ポリエチレン系樹脂中86質量%)に対し、分岐状低密度ポリエチレン〔日本ポリケム(株)製、商品名:LF441、密度:0.919g/cm3、MI:2g/10分〕5質量部と、上記セルロースナノファイバー5質量部、をタンブラーミキサーにて混合した後、タンデム型混練押出機を用いて220℃で均一に混練し、ペレット状に加工した。このペレットを円形ダイが装着された押出成形機を用いて、200℃において溶融製膜し、セルロースナノファイバー含有支持体4を作製した。
【0189】
〈ポリシラザン層の塗設〉
前記において作製した支持体1〜4にジブチルエーテル中(クラリアント社製 NL120)の3%パーヒドロポリシラザン液を用いて、乾燥後の膜の厚さが100nmとなるようにバーコーティングし、3分間自然乾燥した後、90℃のオーブンで30分間アニールし、ポリシラザン層(ガスバリア層)を設けることにより、サンプル1〜4を作製した。
【0190】
比較例1
特開2008−242154号公報に記載されている実施例に準拠して、凍結乾燥保存状態の酢酸菌の菌株に培養液を加え、1週間静置培養した(25〜30℃)。培養液表面に生成したバクテリアセルロースのうち、厚さが比較的厚いものを選択し、その株の培養液を少量分取して新しい培養液に加えた。そして、この培養液を大型培養器に入れ、25〜30℃で7〜30日間の静置培養を行った。培養液には、グルコース2質量%、バクトイーストエクストラ0.5質量%、バクトペプトン0.5質量%、リン酸水素二ナトリウム0.27質量%、クエン酸0.115質量%、硫酸マグネシウム七水和物0.1質量%とし、塩酸によりpH5.0に調整した水溶液(SH培養液)を用いた。
【0191】
このようにして産出させたバクテリアセルロースを培養液中から取り出し、2質量%のアルカリ水溶液で2時間煮沸し、その後、アルカリ処理液からバクテリアセルロースを取り出し、充分水洗し、アルカリ処理液を除去し、バクテリアセルロース中のバクテリアを溶解除去した。次いで、得られた含水バクテリアセルロース(含水率95〜99質量%のバクテリアセルロース)を、120℃、2MPaで3分ホットプレスし、厚さ約50μmの、バクテリアセルロース(BC)シート(含水率0質量%)を得た。
【0192】
得られたバクテリアセルロースシートを、未硬化の紫外線硬化型エポキシ系樹脂(硬化後のヤング率が0.01GPa)であるNTTアドバンステクノロジ社製商品名E3410(以下、この未硬化エポキシ系樹脂のことを「未硬化エポキシ樹脂A」と表記する。)に12時間浸漬処理した。その際、得られる複合材料シートが、厚さ60μmになるようにし、バクテリアセルロースシートを56質量%含むようにした。
【0193】
次いで、取り出したシートに厚さ30μmの薄板ガラスを貼り合わせた後、紫外線を照射して(総照射エネルギー量;11J/cm2)、樹脂を硬化させ、その後、大気圧、空気雰囲気下、60℃にて30分間アニールすることにより、薄板ガラスと複合材料シートとを有するフレキシブル基板を得た。これを比較例1のサンプルとした。
【0194】
比較例2
特開2009−194039号公報に記載されている実施例に準拠して、上記BCシートに約0.1〜100kPa程度の減圧条件下で、例えば、Tgが約100℃程度であるMe2SiO2−SnO−P2O5系ガラスからなる低融点ガラス2を用いて、液状にした低融点ガラス2中に、約8〜15時間程度浸漬させて作製した。これを比較例2のサンプルとした。
【0195】
比較例3
上記支持体1の作製において、セルロースナノファイバーを含まないことにした以外は同様にして支持体を作製し、この支持体に上記のようにポリシラザン層を塗設して比較例3のサンプルを作製した。
【0196】
〈評価〉
上記で得たサンプルについて以下の評価を行った。
【0197】
(密着性)
JIS K 5600−5−6に準拠して、碁盤目テープ剥離試験を行った。
【0198】
試料表面をカッターを用いて縦横1mm幅の傷を11本ずつ入れて1mm四方の正方形を100個作り(クロスカット)、ニチバン(株)製のセロテープ(登録商標)を用いて、テープを圧着してから剥離することを同じ場所で3回繰り返して行った。その後、テープ剥離後の試料表面を目視観察し、以下の基準で評価を行った。
【0199】
密着性評価基準
○:影響を受けている部分が5%以下
△:影響を受けている部分が5%を超えるが30%以下
×:影響を受けている部分が30%を超える。
【0200】
(フレキシブル性(可撓性))
フレキシブル性(可撓性)の評価は、JIS P 8115:2001記載のMIT試験に準拠した方法により行い、90℃の屈曲試験でクラックが入るかを、下記の基準に基づき目視で確認・評価した。
【0201】
○:100回以上の屈曲試験でクラックが発生しない
×:100回未満の屈曲試験でクラックが発生する。
【0202】
(耐久性)
温度80℃、湿度90%RHの高温高湿サーモにて700時間保存し、湿熱処理サンプルを作製した。ついで、湿熱処理したフィルムを、温度23℃、相対湿度55%の条件で24時間調湿した後、ガスバリア性を評価した。
【0203】
ガスバリア性は、水蒸気透過性をCa腐食法で評価することによって行った。具体的には、40℃、100%RHの条件下にガスバリア性シートを保持して、Caの腐食成長観察をすることにより水蒸気透過性を評価した。
【0204】
○:フレキシブル基板としてのガスバリア性が高く、実用的である
△:フレキシブル基板としてのガスバリア性にやや欠ける
×:フレキシブル基板としてのガスバリア性は有していない
以上の評価の結果を表1に示す。
【0205】
【表1】
【0206】
表1に示した結果から明らかなように本発明に係るサンプルは、比較例のサンプルに対し密着性、フレキシブル性(可撓性)、耐久性において優れていることが分かる。
【符号の説明】
【0207】
1 押出し機
2 フィルター
3 スタチックミキサー
4 流延ダイ
5 回転支持体(第1冷却ロール)
6 挟圧回転体(タッチロール)
7 回転支持体(第2冷却ロール)
8 回転支持体(第3冷却ロール)
9 剥離ロール
10 フィルム
11、13、14 搬送ロール
12 延伸機
15 スリッター
16 巻き取り機
F 樹脂フィルム
【特許請求の範囲】
【請求項1】
支持体上にガスバリア層を設けた樹脂フィルム基板であって、当該支持体が熱可塑性樹脂とマイクロフィブリル化セルロースを含有し、かつ当該ガスバリア層が、セラミック前駆体より形成された無機酸化物を含有することを特徴とする樹脂フィルム基板。
【請求項2】
前記熱可塑性樹脂が、セルロースエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリオレフィン樹脂から選ばれる樹脂であることを特徴とする請求項1に記載の樹脂フィルム基板。
【請求項3】
前記セラミック前駆体が、ポリシラザンを含有することを特徴とする請求項1又は請求項2に記載の樹脂フィルム基板。
【請求項4】
請求項1から請求項3までのいずれか一項に記載の樹脂フィルム基板を製造する樹脂フィルム基板の製造方法であって、少なくとも、(1)加熱により無機酸化物膜を形成するセラミック前駆体を塗布する工程と、(2)前記セラミック前駆体の塗布膜を局所的に加熱して無機酸化物を形成する工程とを有することを特徴とする樹脂フィルム基板の製造方法。
【請求項1】
支持体上にガスバリア層を設けた樹脂フィルム基板であって、当該支持体が熱可塑性樹脂とマイクロフィブリル化セルロースを含有し、かつ当該ガスバリア層が、セラミック前駆体より形成された無機酸化物を含有することを特徴とする樹脂フィルム基板。
【請求項2】
前記熱可塑性樹脂が、セルロースエステル樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリオレフィン樹脂から選ばれる樹脂であることを特徴とする請求項1に記載の樹脂フィルム基板。
【請求項3】
前記セラミック前駆体が、ポリシラザンを含有することを特徴とする請求項1又は請求項2に記載の樹脂フィルム基板。
【請求項4】
請求項1から請求項3までのいずれか一項に記載の樹脂フィルム基板を製造する樹脂フィルム基板の製造方法であって、少なくとも、(1)加熱により無機酸化物膜を形成するセラミック前駆体を塗布する工程と、(2)前記セラミック前駆体の塗布膜を局所的に加熱して無機酸化物を形成する工程とを有することを特徴とする樹脂フィルム基板の製造方法。
【図1】

【公開番号】特開2011−152693(P2011−152693A)
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願番号】特願2010−15188(P2010−15188)
【出願日】平成22年1月27日(2010.1.27)
【出願人】(303000408)コニカミノルタオプト株式会社 (3,255)
【Fターム(参考)】
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願日】平成22年1月27日(2010.1.27)
【出願人】(303000408)コニカミノルタオプト株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]