
樹脂プーリ

【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、動作時において、静粛且つ寸法精度の高い樹脂プーリに関する。
【背景技術】
【0002】
車両用のプーリは、強度を維持しつつ軽量化を実現するために、内周部分に金属製のブッシュを配置し、外周部分に樹脂を配置した樹脂製の樹脂プーリが存在する。この種の樹脂プーリについて、特許文献1及び特許文献2に開示されている。まず、特許文献1について概略する。なお、以下の説明において、部材に付された符号は、特許文献1に記載されたものをそのまま使用する。エジェクタピン61a、61bは、突出し、プレート62aの上下動に従って上下動するものであって、上方向に移動する際、隣接配置されている転がり軸受5の樹脂プーリ部分を突き上げることによって固定側金型2側に押し上げる。
【0003】
また、特許文献1の図2、図3に図示されているように、エジェクタピン61a、61bと転がり軸受5との間には上下方向に隙間が形成され、該隙間には樹脂が配置される構成となっている。つまりエジェクタピン61a、61bは転がり軸受5を直接は突き上げず、エジェクタピン61a、61bが直接突き上げるのは樹脂部分である。
【0004】
特許文献2についても同様に樹脂プーリであり、樹脂が完全に硬化したところで両金型1、2を分離し、エジェクターピン6を前進させて樹脂プーリを取り出すものである。特許文献2においても図1、図2に記載されているように、エジェクターピン6と外輪20との間には、隙間が形成され、該隙間には樹脂が配置される構成となっている。つまり、エジェクターピン6は外輪20を直接は突き上げず、エジェクターピン6が直接突き上げるのは樹脂部分となっている。よって、特許文献1及び特許文献2共にエジェクターピンは環状金属部材を直接は突き上げず、直接突き上げるのは樹脂部分である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−265016号公報
【特許文献2】特開平5−318540号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1のエジェクタピン61a及び特許文献2のエジェクターピン6では、樹脂プーリを固定型から離型する際に、それぞれのピンの押し出し動作の移動方向と樹脂プーリとの当接箇所は、直交しており、したがって、金型から樹脂プーリをピンで押出すときには、ピンの先端と樹脂プーリとの当接箇所で滑りや、位置ずれ等は生じ難いものである。
【0007】
しかし、樹脂プーリの中には、扁平円錐形状のものも存在し、多く使用されている。このような樹脂プーリが金型により成形され金型から離型するときに、押出力を樹脂プーリに対して全体的に均等にするために、前述した円錐状の樹脂部分についてもエジェクタピンによって押出す必要がある。
【0008】
ここで、特許文献1及び2に開示されているような構成を前述した扁平円錐形状の樹脂プーリに適用すると、該樹脂プーリが円錐形状のため、この部分に先端が当接するエジェクタピンは、樹脂部表面とは相互に傾斜状態で当接することになる。したがって、エジェクタピンが樹脂部の表面に直角に当接する場合と比較して、エジェクタピンの先端は、傾斜状に当接する場合の方が当然滑り易くなって位置ずれするおそれが十分にある。
【0009】
つまり、エジェクタピンによる金型からの樹脂プーリの押出し時では不安定な状態であり、エジェクタピンの先端の滑り及び位置ずれにより、樹脂プーリの離型時に樹脂プーリを傷めてしまうおそれも十分にある。本発明の目的(解決しようとする技術的課題)は、微小クラックの発生を抑制しつつ、良好な樹脂プーリを製造することができ、しかも静音性及び寸法精度に優れた樹脂プーリを提供することにある。
【課題を解決するための手段】
【0010】
そこで、発明者は上記課題を解決すべく鋭意,研究を重ねた結果、請求項1の発明を、金属製のブッシュと、該ブッシュがインサートされるプーリボス部と該プーリボス部の外周より略円錐状に延在する椀状部と、該椀状部の外周に形成されるベルト掛を行う外筒部を有する樹脂プーリ本体とからなり、前記プーリボス部の軸方向端面と前記金属製のブッシュの軸方向端面に跨るスポット状の円の半円状浅凹部が等間隔に形成され、且つ前記椀状部の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部が等間隔に形成され、前記半円状浅凹部は、放射方向において前記隣接する凹凸面部間の中間位置に位置するように構成されてなる樹脂プーリとしたことにより、上記課題を解決した。
【0011】
請求項2の発明を、請求項1において、前記外筒部の側面には円形状浅凹部が等間隔に形成されると共に、該円形状浅凹部は、放射方向において前記隣接する凹凸面部の中間位置に位置するように構成されてなる樹脂プーリとしたことにより、上記課題を解決した。
【0012】
請求項3の発明を、請求項1又は2において、前記凹凸面部は、直径方向に沿って断面波形状に形成されてなる樹脂プーリとしたことにより、上記課題を解決した。請求項4の発明を、請求項3において、前記凹凸面部の波形状断面は三角山形状が連続する形状としてなる樹脂プーリとしたことにより、上記課題を解決した。
【発明の効果】
【0013】
請求項1の発明では、椀状部は、略円錐状に延在する形状としたものであり、プーリボス部とブッシュの軸方向端面に跨るスポット状の円の半円状浅凹部が等間隔に形成され、且つ前記椀状部の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部が等間隔に形成され、前記半円状浅凹部は、放射方向において前記隣接する凹凸面部間の中間位置に位置するように構成されたものである。
【0014】
前記半円状浅凹部がプーリボス部に形成されたことにより、プーリボス部とブッシュとの軸方向端面同士の固着がより一層強固にできる。特に、半円状浅凹部は、本発明の樹脂プーリを金型により製造するときに、ブッシュと樹脂プーリ本体を跨ぐようにしてエジェクターピンで押出すことで形成されるものであり、ブッシュとプーリボス部とを同時に押すこととなる。したがって、ブッシュとプーリボス部との境界部に発生する応力を低減することができ、微小クラックの発生を抑制することができ、ブッシュとプーリボス部との軸方向位置がずれること無く離型することができる。
【0015】
凹凸面部によって、本発明の樹脂プーリが動作時に回動すると、風切り音を減少させる。さらに凹凸面部は、表面積が広くなるので、放熱機能を有することになり、冷却性が良好になる。さらに、凹凸面部は、椀状部の直径方向中間で且つ周方向に沿って複数形成されたものであり、部分的に力学的強度を向上させることができる。
【0016】
また、凹凸面部が形成される箇所と、金型のエジェクタピンの先端位置とが一致する金型構造を備えることで、椀状部を金型から押出すエジェクタピンは、椀状部の傾斜面と当接しても、その当接位置から滑りや位置ずれを防止でき、椀状部に対して均等な押出力で、樹脂プーリに何ら損傷を与えることなく金型から離型することができる。
【0017】
しかも、本発明の樹脂プーリでは、凹凸面部を有する椀状部を形成するには、予めエジェクタピンの先端に、凹凸面部の形成を行うための成形型を設けたものを使用することになる。従って、エジェクタピンは、プーリ樹脂部の椀状部に凹凸面部を形成すると共に、エジェクタピンによる押出時には椀状部とエジェクタピンの先端部分の滑りや位置ずれを防止し、樹脂プーリを極めて良好な状態で離型することができる。
【0018】
また、前記半円状浅凹部は、放射方向において前記隣接する凹凸面部間の中間位置に位置するように構成されており、略互い違いとなる配置であり、エジェクターピンに押される部分と押されない部分とのゆがみを極力抑えることができ、寸法精度の高い製品にすることができる。これによって、特に角度方向(周方向)のゆがみを抑制できる。
【0019】
請求項2の発明では、外筒部の側面には円形状浅凹部が等間隔に形成されると共に、該円形状浅凹部は、放射方向において前記隣接する凹凸面部の中間位置に位置するように構成されているので、外筒部の寸法精度を向上させることができる。請求項3の発明では、凹凸面部は、断面波形状に形成されたことにより、椀状部とエジェクタピンの先端部分の滑りや位置ずれをより一層防止することができる。請求項4の発明では、凹凸面部の波形状断面は、三角山形状が連続する構成としたことによりエジェクタピンと凹凸面部とが噛み合う構成となり、より一層確実に椀状部とエジェクターピンとが強固に当接する状態にできる。
【図面の簡単な説明】
【0020】
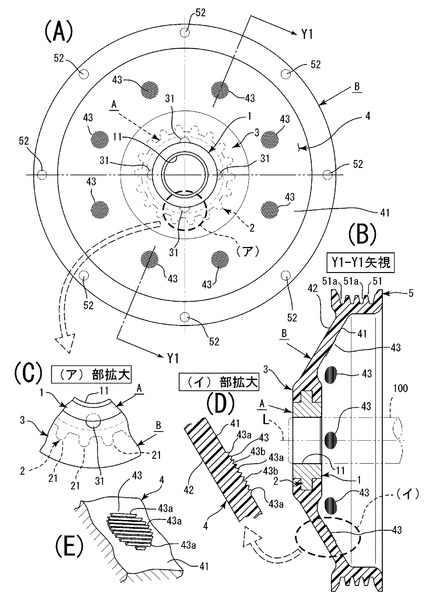
【図1】(A)は本発明の正面図、(B)は(A)のY1−Y1矢視断面図、(C)は(A)の(ア)部拡大図、(D)は(B)の(イ)部拡大図、(E)は凹凸面部箇所の拡大斜視図である。
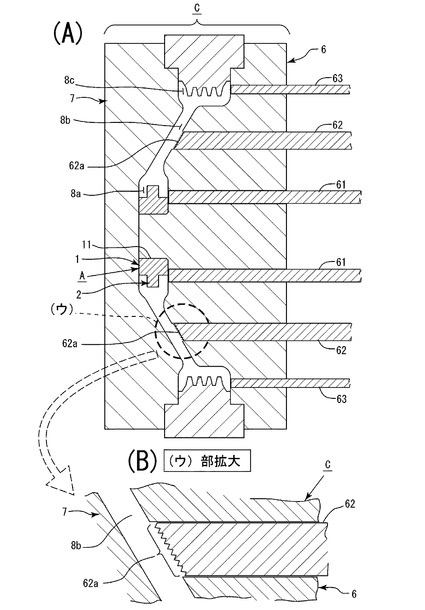
【図2】(A)は本発明の樹脂プーリを成形する金型の縦断側面図、(B)は(A)の(ウ)部拡大図である。
【図3】(A)は金型にて樹脂プーリが成形されている状態の縦断側面図、(B)は(A)の(エ)部拡大図、(C)は金型から樹脂プーリが離型される状態の縦断側面図、(D)は(C)の(オ)部拡大図である。
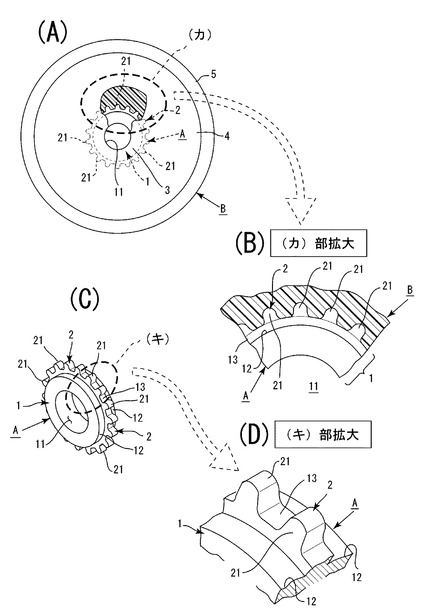
【図4】(A)はブッシュがインサートされた樹脂プーリ本体の一部切除した正面図、(B)は(A)の(カ)部拡大図、(C)はブッシュの斜視図、(D)は(C)の(キ)部拡大図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態について図面に基づいて説明する。本発明は、図1(A),(B)、図4(A)に示すように、金属製のブッシュAと、樹脂プーリ本体Bとから構成され、ブッシュAが前記樹脂プーリ本体Bにインサートされつつモールド成形されて、プーリが形成されるものである。
【0022】
ブッシュAは、環(リング)形状の環状部1と、環状部1の外周側面に形成される突出部2から構成される〔図1(B),図4参照〕。本発明では、ブッシュA及び樹脂プーリ本体Bにおいて共通する軸方向が設定され、共に直径方向に対して直交する方向を軸方向とし、本発明に係る部材について軸方向は共通する。図1(B)には、軸方向を示す軸方向線Lが示されている。
【0023】
環状部1は、内周側に軸孔11が貫通孔として形成され,プーリを駆動するシャフト100が挿通される〔図1(B)参照〕。また、シャフト100の長手方向は、前記軸方向と一致する。該シャフト100は、圧入、リング止め、接着等の方法により固着される。前記ブッシュAの環状部1の外周側には、周方向に沿って突出部2が形成されている。また、突出部2は、環状部1の軸方向において、中間(略中間も含む)箇所に形成される。
【0024】
突出部2は、略ギア(歯車)形状をなしており、複数の歯形21,21、…から構成され、前記環状部1の外周側面に等間隔に形成されたものである(図4参照)。歯形の形状としては、セレーション歯等である。突出部2の軸方向寸法(厚さ寸法)は、環状部1の軸方向寸法(厚さ寸法)よりも薄く形成されている。したがって、突出部2の軸方向両側には環状部1の外周側面の突出する部位が存在し、この外周部位を周側面12,12と称する。
【0025】
該周側面12は、環状部1の外周側面であり、軸方向に平行な面である〔図4(C),(D)参照〕。ブッシュAは、たとえば、金属粉を焼き固めた焼結体にて形成されている。したがって、切削加工では無く金型によって形成することができる。また、ブッシュAは金属粉を焼き固めた焼結体には限定されるものではなく、通常の金属製であればよい。
【0026】
また、前記ブッシュAの環状部1の外周側と、突出部2との間には円周状膨出部13が形成されることもある。該円周状膨出部13は、突出部2と軸方向寸法が同一であり、円周状膨出部13の軸方向両側に前記両周側面12,12が位置することになる。
【0027】
そして、円周状膨出部13の外周面にギア形状とした突出の歯が歯形21,21,…が周方向に沿って複数形成される。円周状膨出部13は、環状部1において周方向に沿って形成された円筒状の部位であり、樹脂プーリ本体Bへのインサートモールド成形では、突出部2と共に、樹脂プーリ本体Bの内部に食い込み、軸方向における強度を向上させることができる。
【0028】
次に、樹脂プーリ本体Bは、プーリボス部3と、椀状部4と、ベルト掛用の外筒部5とから構成されている〔図1(A)、(B)参照〕。樹脂プーリ本体Bは、グラスファイバー等の繊維が含有されたフェノール樹脂等の樹脂製であり、前記ブッシュAの外周面部分を包み込むように形成されている。
【0029】
具体的には、プーリボス部3にブッシュAがインサートモールド成形にて装着される。プーリボス部3は、椀状部4の直径中心位置において軸方向及び直径方向に厚肉の膨出部位として形成されたものであり、ブッシュAの突出部2及び円周状膨出部13が食い込めるように構成されている〔図1(B)参照〕。ブッシュAが樹脂プーリ本体Bへインサートされた状態は、ブッシュAの軸方向両端側面がプーリボス部3の軸方向端面に対して同一面(略同一面も含む)としている。
【0030】
椀状部4は、前記プーリボス部3の外周から直径方向に拡がるようにして略扁平円錐形の椀形状に形成された部位である。椀状部4は、プーリボス部3と外筒部5と連続する付根箇所を除いて、その肉厚は、均一であり、いずれの位置でも略同一厚さを有している。椀状部4は、扁平円錐形状としたものであり、内側面41と外側面42を有している〔図1(B)参照〕。
【0031】
前記内側面41は、椀状部4における扁平円錐形状の凹状側の側壁面であり、また、外側面42は凸状側の側壁面である。内側面41と外側面42は、直径方向断面が直線状に形成されている。内側面41と外側面42との間隔は、椀状部4の肉厚となる。また、扁平円錐形状の椀状部4の直径方向における面の傾斜角度は、全周面で一定に形成され、具体的には約30度程度である。つまり、椀状部4の内側面41及び外側面42の軸方向に直交する垂直面に対して約30度程度傾いている。
【0032】
椀状部4には、前記プーリボス部3の軸方向端面と前記ブッシュAの環状部1の軸方向端面に跨るスポット状の円において半円状浅凹部31が等間隔に形成されている。該半円状浅凹部31は、略半円形状の浅い窪みであり、樹脂プーリの成形時に形成される。該半円状浅凹部31は、後述する金型Cに設けられたボス部エジェクターピン61によって形成される。半円状浅凹部31は、プーリボス部3とブッシュAの円形状の境界に沿って等間隔に形成され、具体的には4個形成されている〔図1(A),(C)参照〕。
【0033】
次に、椀状部4において、内側面41の直径方向における中間箇所で且つ周方向に沿って複数の凹凸面部43が形成されている〔図1(A),(B)、(D),(E)参照〕。該凹凸面部43は、スポット状に形成され、断面形状は、凹凸が繰り返される波形状に形成されている。具体的には凹凸面部43の波形状断面は、内側面41の表面に直径方向に沿って、等間隔に凹凸が繰り返されたものである。
【0034】
凹凸面部43は、実際には内側面41の表面に複数の凸条が等間隔に形成されたものであり、隣接する凸条43aの間を凹条43bとしたものである〔図1(D),(E)参照〕。凸条43aは、内側面41から突起した部位であるが、凹条43bは内側面41の表面である。また前記凹条43bが内側面41の表面から内部に食い込むこともある。また、凹凸面部43における凸条43aの本数は、2本乃至十数本程度である。また、凹凸面部43の凸条43a及び凹条43bによる波形の断面形状は三角山形状、或いは円弧山形状等である。
【0035】
また、凹凸面部43の構成として、2本の凸条43a,43a同士が「+」字形状,「×」字形状に形成されても構わない。その他、凸条43aを環形状としたり三角,方形等の形状としても構わない。この凹凸面部43が形成されたことにより、本発明の樹脂プーリが回転したときに、風切り音を低減することができる。
【0036】
また、凹凸面部43が形成されることにより、その部分の強度が向上し、多数の凹凸面部43が形成されることにより、樹脂プーリ本体Bは全体的に強度が増加する。また凹凸面部43と、前記半円状浅凹部31との配列は、半円状浅凹部31は、椀状部4の放射方向において、隣接する凹凸面部43,43の中間位置に位置するように構成されている。
【0037】
椀状部4の直径方向外端にはベルト掛用の外筒部5が形成されている。該外筒部5には、ベルト掛部51が形成され、該ベルト掛部51は、複数のベルト溝51a,51a,…が形成されている〔図1(B)参照〕。外筒部5は、椀状部4の内側面41側に偏って形成されている。つまり、外筒部5は、椀状部4の外周端部から内側面41側にずれる(オフセットされる)位置関係を有するものである〔図1(B)参照〕。
【0038】
外筒部5の側面には円形状浅凹部52が等間隔に形成されている〔図1(A)参照〕。該円形状浅凹部52は、放射方向において前記隣接する前記凹凸面部43,43の中間位置に位置するように構成されている。また、本発明に使用されるベルトは、無端のVベルトである。
【0039】
次に、本発明の樹脂プーリを成形する金型Cについて説明する。金型Cは、図2に示すように、固定金型6と、可動金型7を組み合わせた時に出来る隙間(キャビティ)の所定位置に前記ブッシュAを設置固定し、樹脂を射出すると樹脂プーリ本体Bが形成されるようになっている。固定金型6のキャビティには、ボス成形キャビティ8a,椀状部成形キャビティ8b及び外筒部成形キャビティ8cが設けられている。
【0040】
そして、それぞれのキャビティにエジェクターピンが具備されており、具体的にはボス成形キャビティ8aには、ボス部エジェクターピン61が装着され、椀状部成形キャビティ8bには椀状部エジェクターピン62が装着され、外筒部成形キャビティ8cには、外筒部エジェクターピン63が装着されている〔図2(A)、図3(A),(B)参照〕。
【0041】
前記ボス部エジェクターピン61,椀状部エジェクターピン62及び外筒部エジェクターピン63は、複数本具備され、それぞれのエジェクターピンのグループの配列は、他のエジェクターピンのグループの配列とは互い違いとなるように配置されている。前記ボス部エジェクターピン61,椀状部エジェクターピン62及び外筒部エジェクターピン63は、全て同時に出入し、押し出し動作を行い、完成した樹脂プーリの固定金型6からの離型を行うものである〔図3(C)参照〕。
【0042】
前記ボス部エジェクターピン61の先端は、前記プーリボス部3の軸方向端面と、前記ブッシュAの軸方向端面に跨るように当接する。また、椀状部エジェクターピン62の先端には、凹凸成形型62aが形成されている〔図2(B)参照〕。該凹凸成形型62aは、前記椀状部4に凹凸面部43を形成する〔図3(A),(B)参照〕。
【0043】
そして、樹脂プーリ本体B側のプーリボス部3の軸方向の一方の端面には、ボス部エジェクターピン61の押出しによって、前述した半円状浅凹部31,31,…が等間隔に複数形成されることになる。同様に、前記外筒部5の軸方向の一方の側面には、外筒部エジェクターピン63の複数の押出しによって、円形浅凹部52,52,…が複数等間隔に形成されることになる。
【0044】
前述したように、ボス部エジェクターピン61の先端が前記プーリボス部3の軸方向端面と、前記ブッシュAの軸方向端面に跨るように当接することで、樹脂プーリを固定金型6から離型する際に、ブッシュAと樹脂プーリ本体Bとを同時に押し出すことができ、ブッシュAと樹脂プーリ本体Bとの境界部に発生する応力を低減することができ、微小クラックの発生を抑制することが出来る。したがって、ブッシュAと樹脂プーリ本体Bとの軸方向位置がずれること無く離型することができる。
【0045】
また、ボス部エジェクターピン61のグループ,椀状部エジェクターピン62のグループ及び外筒部エジェクターピン63のグループの配列が互い違いに配置することで、完成した樹脂プーリが固定金型6から離型するときに、押される部分と押されない部分とのゆがみを極力抑えることができ、寸法精度の高い製品にすることができる。
【符号の説明】
【0046】
A…ブッシュ、3…プーリボス部、4…椀状部、5…外筒部、B…樹脂プーリ本体、
31…半円状浅凹部、43…凹凸面部、52…円形状浅凹部。
【技術分野】
【0001】
本発明は、動作時において、静粛且つ寸法精度の高い樹脂プーリに関する。
【背景技術】
【0002】
車両用のプーリは、強度を維持しつつ軽量化を実現するために、内周部分に金属製のブッシュを配置し、外周部分に樹脂を配置した樹脂製の樹脂プーリが存在する。この種の樹脂プーリについて、特許文献1及び特許文献2に開示されている。まず、特許文献1について概略する。なお、以下の説明において、部材に付された符号は、特許文献1に記載されたものをそのまま使用する。エジェクタピン61a、61bは、突出し、プレート62aの上下動に従って上下動するものであって、上方向に移動する際、隣接配置されている転がり軸受5の樹脂プーリ部分を突き上げることによって固定側金型2側に押し上げる。
【0003】
また、特許文献1の図2、図3に図示されているように、エジェクタピン61a、61bと転がり軸受5との間には上下方向に隙間が形成され、該隙間には樹脂が配置される構成となっている。つまりエジェクタピン61a、61bは転がり軸受5を直接は突き上げず、エジェクタピン61a、61bが直接突き上げるのは樹脂部分である。
【0004】
特許文献2についても同様に樹脂プーリであり、樹脂が完全に硬化したところで両金型1、2を分離し、エジェクターピン6を前進させて樹脂プーリを取り出すものである。特許文献2においても図1、図2に記載されているように、エジェクターピン6と外輪20との間には、隙間が形成され、該隙間には樹脂が配置される構成となっている。つまり、エジェクターピン6は外輪20を直接は突き上げず、エジェクターピン6が直接突き上げるのは樹脂部分となっている。よって、特許文献1及び特許文献2共にエジェクターピンは環状金属部材を直接は突き上げず、直接突き上げるのは樹脂部分である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−265016号公報
【特許文献2】特開平5−318540号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1のエジェクタピン61a及び特許文献2のエジェクターピン6では、樹脂プーリを固定型から離型する際に、それぞれのピンの押し出し動作の移動方向と樹脂プーリとの当接箇所は、直交しており、したがって、金型から樹脂プーリをピンで押出すときには、ピンの先端と樹脂プーリとの当接箇所で滑りや、位置ずれ等は生じ難いものである。
【0007】
しかし、樹脂プーリの中には、扁平円錐形状のものも存在し、多く使用されている。このような樹脂プーリが金型により成形され金型から離型するときに、押出力を樹脂プーリに対して全体的に均等にするために、前述した円錐状の樹脂部分についてもエジェクタピンによって押出す必要がある。
【0008】
ここで、特許文献1及び2に開示されているような構成を前述した扁平円錐形状の樹脂プーリに適用すると、該樹脂プーリが円錐形状のため、この部分に先端が当接するエジェクタピンは、樹脂部表面とは相互に傾斜状態で当接することになる。したがって、エジェクタピンが樹脂部の表面に直角に当接する場合と比較して、エジェクタピンの先端は、傾斜状に当接する場合の方が当然滑り易くなって位置ずれするおそれが十分にある。
【0009】
つまり、エジェクタピンによる金型からの樹脂プーリの押出し時では不安定な状態であり、エジェクタピンの先端の滑り及び位置ずれにより、樹脂プーリの離型時に樹脂プーリを傷めてしまうおそれも十分にある。本発明の目的(解決しようとする技術的課題)は、微小クラックの発生を抑制しつつ、良好な樹脂プーリを製造することができ、しかも静音性及び寸法精度に優れた樹脂プーリを提供することにある。
【課題を解決するための手段】
【0010】
そこで、発明者は上記課題を解決すべく鋭意,研究を重ねた結果、請求項1の発明を、金属製のブッシュと、該ブッシュがインサートされるプーリボス部と該プーリボス部の外周より略円錐状に延在する椀状部と、該椀状部の外周に形成されるベルト掛を行う外筒部を有する樹脂プーリ本体とからなり、前記プーリボス部の軸方向端面と前記金属製のブッシュの軸方向端面に跨るスポット状の円の半円状浅凹部が等間隔に形成され、且つ前記椀状部の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部が等間隔に形成され、前記半円状浅凹部は、放射方向において前記隣接する凹凸面部間の中間位置に位置するように構成されてなる樹脂プーリとしたことにより、上記課題を解決した。
【0011】
請求項2の発明を、請求項1において、前記外筒部の側面には円形状浅凹部が等間隔に形成されると共に、該円形状浅凹部は、放射方向において前記隣接する凹凸面部の中間位置に位置するように構成されてなる樹脂プーリとしたことにより、上記課題を解決した。
【0012】
請求項3の発明を、請求項1又は2において、前記凹凸面部は、直径方向に沿って断面波形状に形成されてなる樹脂プーリとしたことにより、上記課題を解決した。請求項4の発明を、請求項3において、前記凹凸面部の波形状断面は三角山形状が連続する形状としてなる樹脂プーリとしたことにより、上記課題を解決した。
【発明の効果】
【0013】
請求項1の発明では、椀状部は、略円錐状に延在する形状としたものであり、プーリボス部とブッシュの軸方向端面に跨るスポット状の円の半円状浅凹部が等間隔に形成され、且つ前記椀状部の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部が等間隔に形成され、前記半円状浅凹部は、放射方向において前記隣接する凹凸面部間の中間位置に位置するように構成されたものである。
【0014】
前記半円状浅凹部がプーリボス部に形成されたことにより、プーリボス部とブッシュとの軸方向端面同士の固着がより一層強固にできる。特に、半円状浅凹部は、本発明の樹脂プーリを金型により製造するときに、ブッシュと樹脂プーリ本体を跨ぐようにしてエジェクターピンで押出すことで形成されるものであり、ブッシュとプーリボス部とを同時に押すこととなる。したがって、ブッシュとプーリボス部との境界部に発生する応力を低減することができ、微小クラックの発生を抑制することができ、ブッシュとプーリボス部との軸方向位置がずれること無く離型することができる。
【0015】
凹凸面部によって、本発明の樹脂プーリが動作時に回動すると、風切り音を減少させる。さらに凹凸面部は、表面積が広くなるので、放熱機能を有することになり、冷却性が良好になる。さらに、凹凸面部は、椀状部の直径方向中間で且つ周方向に沿って複数形成されたものであり、部分的に力学的強度を向上させることができる。
【0016】
また、凹凸面部が形成される箇所と、金型のエジェクタピンの先端位置とが一致する金型構造を備えることで、椀状部を金型から押出すエジェクタピンは、椀状部の傾斜面と当接しても、その当接位置から滑りや位置ずれを防止でき、椀状部に対して均等な押出力で、樹脂プーリに何ら損傷を与えることなく金型から離型することができる。
【0017】
しかも、本発明の樹脂プーリでは、凹凸面部を有する椀状部を形成するには、予めエジェクタピンの先端に、凹凸面部の形成を行うための成形型を設けたものを使用することになる。従って、エジェクタピンは、プーリ樹脂部の椀状部に凹凸面部を形成すると共に、エジェクタピンによる押出時には椀状部とエジェクタピンの先端部分の滑りや位置ずれを防止し、樹脂プーリを極めて良好な状態で離型することができる。
【0018】
また、前記半円状浅凹部は、放射方向において前記隣接する凹凸面部間の中間位置に位置するように構成されており、略互い違いとなる配置であり、エジェクターピンに押される部分と押されない部分とのゆがみを極力抑えることができ、寸法精度の高い製品にすることができる。これによって、特に角度方向(周方向)のゆがみを抑制できる。
【0019】
請求項2の発明では、外筒部の側面には円形状浅凹部が等間隔に形成されると共に、該円形状浅凹部は、放射方向において前記隣接する凹凸面部の中間位置に位置するように構成されているので、外筒部の寸法精度を向上させることができる。請求項3の発明では、凹凸面部は、断面波形状に形成されたことにより、椀状部とエジェクタピンの先端部分の滑りや位置ずれをより一層防止することができる。請求項4の発明では、凹凸面部の波形状断面は、三角山形状が連続する構成としたことによりエジェクタピンと凹凸面部とが噛み合う構成となり、より一層確実に椀状部とエジェクターピンとが強固に当接する状態にできる。
【図面の簡単な説明】
【0020】
【図1】(A)は本発明の正面図、(B)は(A)のY1−Y1矢視断面図、(C)は(A)の(ア)部拡大図、(D)は(B)の(イ)部拡大図、(E)は凹凸面部箇所の拡大斜視図である。
【図2】(A)は本発明の樹脂プーリを成形する金型の縦断側面図、(B)は(A)の(ウ)部拡大図である。
【図3】(A)は金型にて樹脂プーリが成形されている状態の縦断側面図、(B)は(A)の(エ)部拡大図、(C)は金型から樹脂プーリが離型される状態の縦断側面図、(D)は(C)の(オ)部拡大図である。
【図4】(A)はブッシュがインサートされた樹脂プーリ本体の一部切除した正面図、(B)は(A)の(カ)部拡大図、(C)はブッシュの斜視図、(D)は(C)の(キ)部拡大図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態について図面に基づいて説明する。本発明は、図1(A),(B)、図4(A)に示すように、金属製のブッシュAと、樹脂プーリ本体Bとから構成され、ブッシュAが前記樹脂プーリ本体Bにインサートされつつモールド成形されて、プーリが形成されるものである。
【0022】
ブッシュAは、環(リング)形状の環状部1と、環状部1の外周側面に形成される突出部2から構成される〔図1(B),図4参照〕。本発明では、ブッシュA及び樹脂プーリ本体Bにおいて共通する軸方向が設定され、共に直径方向に対して直交する方向を軸方向とし、本発明に係る部材について軸方向は共通する。図1(B)には、軸方向を示す軸方向線Lが示されている。
【0023】
環状部1は、内周側に軸孔11が貫通孔として形成され,プーリを駆動するシャフト100が挿通される〔図1(B)参照〕。また、シャフト100の長手方向は、前記軸方向と一致する。該シャフト100は、圧入、リング止め、接着等の方法により固着される。前記ブッシュAの環状部1の外周側には、周方向に沿って突出部2が形成されている。また、突出部2は、環状部1の軸方向において、中間(略中間も含む)箇所に形成される。
【0024】
突出部2は、略ギア(歯車)形状をなしており、複数の歯形21,21、…から構成され、前記環状部1の外周側面に等間隔に形成されたものである(図4参照)。歯形の形状としては、セレーション歯等である。突出部2の軸方向寸法(厚さ寸法)は、環状部1の軸方向寸法(厚さ寸法)よりも薄く形成されている。したがって、突出部2の軸方向両側には環状部1の外周側面の突出する部位が存在し、この外周部位を周側面12,12と称する。
【0025】
該周側面12は、環状部1の外周側面であり、軸方向に平行な面である〔図4(C),(D)参照〕。ブッシュAは、たとえば、金属粉を焼き固めた焼結体にて形成されている。したがって、切削加工では無く金型によって形成することができる。また、ブッシュAは金属粉を焼き固めた焼結体には限定されるものではなく、通常の金属製であればよい。
【0026】
また、前記ブッシュAの環状部1の外周側と、突出部2との間には円周状膨出部13が形成されることもある。該円周状膨出部13は、突出部2と軸方向寸法が同一であり、円周状膨出部13の軸方向両側に前記両周側面12,12が位置することになる。
【0027】
そして、円周状膨出部13の外周面にギア形状とした突出の歯が歯形21,21,…が周方向に沿って複数形成される。円周状膨出部13は、環状部1において周方向に沿って形成された円筒状の部位であり、樹脂プーリ本体Bへのインサートモールド成形では、突出部2と共に、樹脂プーリ本体Bの内部に食い込み、軸方向における強度を向上させることができる。
【0028】
次に、樹脂プーリ本体Bは、プーリボス部3と、椀状部4と、ベルト掛用の外筒部5とから構成されている〔図1(A)、(B)参照〕。樹脂プーリ本体Bは、グラスファイバー等の繊維が含有されたフェノール樹脂等の樹脂製であり、前記ブッシュAの外周面部分を包み込むように形成されている。
【0029】
具体的には、プーリボス部3にブッシュAがインサートモールド成形にて装着される。プーリボス部3は、椀状部4の直径中心位置において軸方向及び直径方向に厚肉の膨出部位として形成されたものであり、ブッシュAの突出部2及び円周状膨出部13が食い込めるように構成されている〔図1(B)参照〕。ブッシュAが樹脂プーリ本体Bへインサートされた状態は、ブッシュAの軸方向両端側面がプーリボス部3の軸方向端面に対して同一面(略同一面も含む)としている。
【0030】
椀状部4は、前記プーリボス部3の外周から直径方向に拡がるようにして略扁平円錐形の椀形状に形成された部位である。椀状部4は、プーリボス部3と外筒部5と連続する付根箇所を除いて、その肉厚は、均一であり、いずれの位置でも略同一厚さを有している。椀状部4は、扁平円錐形状としたものであり、内側面41と外側面42を有している〔図1(B)参照〕。
【0031】
前記内側面41は、椀状部4における扁平円錐形状の凹状側の側壁面であり、また、外側面42は凸状側の側壁面である。内側面41と外側面42は、直径方向断面が直線状に形成されている。内側面41と外側面42との間隔は、椀状部4の肉厚となる。また、扁平円錐形状の椀状部4の直径方向における面の傾斜角度は、全周面で一定に形成され、具体的には約30度程度である。つまり、椀状部4の内側面41及び外側面42の軸方向に直交する垂直面に対して約30度程度傾いている。
【0032】
椀状部4には、前記プーリボス部3の軸方向端面と前記ブッシュAの環状部1の軸方向端面に跨るスポット状の円において半円状浅凹部31が等間隔に形成されている。該半円状浅凹部31は、略半円形状の浅い窪みであり、樹脂プーリの成形時に形成される。該半円状浅凹部31は、後述する金型Cに設けられたボス部エジェクターピン61によって形成される。半円状浅凹部31は、プーリボス部3とブッシュAの円形状の境界に沿って等間隔に形成され、具体的には4個形成されている〔図1(A),(C)参照〕。
【0033】
次に、椀状部4において、内側面41の直径方向における中間箇所で且つ周方向に沿って複数の凹凸面部43が形成されている〔図1(A),(B)、(D),(E)参照〕。該凹凸面部43は、スポット状に形成され、断面形状は、凹凸が繰り返される波形状に形成されている。具体的には凹凸面部43の波形状断面は、内側面41の表面に直径方向に沿って、等間隔に凹凸が繰り返されたものである。
【0034】
凹凸面部43は、実際には内側面41の表面に複数の凸条が等間隔に形成されたものであり、隣接する凸条43aの間を凹条43bとしたものである〔図1(D),(E)参照〕。凸条43aは、内側面41から突起した部位であるが、凹条43bは内側面41の表面である。また前記凹条43bが内側面41の表面から内部に食い込むこともある。また、凹凸面部43における凸条43aの本数は、2本乃至十数本程度である。また、凹凸面部43の凸条43a及び凹条43bによる波形の断面形状は三角山形状、或いは円弧山形状等である。
【0035】
また、凹凸面部43の構成として、2本の凸条43a,43a同士が「+」字形状,「×」字形状に形成されても構わない。その他、凸条43aを環形状としたり三角,方形等の形状としても構わない。この凹凸面部43が形成されたことにより、本発明の樹脂プーリが回転したときに、風切り音を低減することができる。
【0036】
また、凹凸面部43が形成されることにより、その部分の強度が向上し、多数の凹凸面部43が形成されることにより、樹脂プーリ本体Bは全体的に強度が増加する。また凹凸面部43と、前記半円状浅凹部31との配列は、半円状浅凹部31は、椀状部4の放射方向において、隣接する凹凸面部43,43の中間位置に位置するように構成されている。
【0037】
椀状部4の直径方向外端にはベルト掛用の外筒部5が形成されている。該外筒部5には、ベルト掛部51が形成され、該ベルト掛部51は、複数のベルト溝51a,51a,…が形成されている〔図1(B)参照〕。外筒部5は、椀状部4の内側面41側に偏って形成されている。つまり、外筒部5は、椀状部4の外周端部から内側面41側にずれる(オフセットされる)位置関係を有するものである〔図1(B)参照〕。
【0038】
外筒部5の側面には円形状浅凹部52が等間隔に形成されている〔図1(A)参照〕。該円形状浅凹部52は、放射方向において前記隣接する前記凹凸面部43,43の中間位置に位置するように構成されている。また、本発明に使用されるベルトは、無端のVベルトである。
【0039】
次に、本発明の樹脂プーリを成形する金型Cについて説明する。金型Cは、図2に示すように、固定金型6と、可動金型7を組み合わせた時に出来る隙間(キャビティ)の所定位置に前記ブッシュAを設置固定し、樹脂を射出すると樹脂プーリ本体Bが形成されるようになっている。固定金型6のキャビティには、ボス成形キャビティ8a,椀状部成形キャビティ8b及び外筒部成形キャビティ8cが設けられている。
【0040】
そして、それぞれのキャビティにエジェクターピンが具備されており、具体的にはボス成形キャビティ8aには、ボス部エジェクターピン61が装着され、椀状部成形キャビティ8bには椀状部エジェクターピン62が装着され、外筒部成形キャビティ8cには、外筒部エジェクターピン63が装着されている〔図2(A)、図3(A),(B)参照〕。
【0041】
前記ボス部エジェクターピン61,椀状部エジェクターピン62及び外筒部エジェクターピン63は、複数本具備され、それぞれのエジェクターピンのグループの配列は、他のエジェクターピンのグループの配列とは互い違いとなるように配置されている。前記ボス部エジェクターピン61,椀状部エジェクターピン62及び外筒部エジェクターピン63は、全て同時に出入し、押し出し動作を行い、完成した樹脂プーリの固定金型6からの離型を行うものである〔図3(C)参照〕。
【0042】
前記ボス部エジェクターピン61の先端は、前記プーリボス部3の軸方向端面と、前記ブッシュAの軸方向端面に跨るように当接する。また、椀状部エジェクターピン62の先端には、凹凸成形型62aが形成されている〔図2(B)参照〕。該凹凸成形型62aは、前記椀状部4に凹凸面部43を形成する〔図3(A),(B)参照〕。
【0043】
そして、樹脂プーリ本体B側のプーリボス部3の軸方向の一方の端面には、ボス部エジェクターピン61の押出しによって、前述した半円状浅凹部31,31,…が等間隔に複数形成されることになる。同様に、前記外筒部5の軸方向の一方の側面には、外筒部エジェクターピン63の複数の押出しによって、円形浅凹部52,52,…が複数等間隔に形成されることになる。
【0044】
前述したように、ボス部エジェクターピン61の先端が前記プーリボス部3の軸方向端面と、前記ブッシュAの軸方向端面に跨るように当接することで、樹脂プーリを固定金型6から離型する際に、ブッシュAと樹脂プーリ本体Bとを同時に押し出すことができ、ブッシュAと樹脂プーリ本体Bとの境界部に発生する応力を低減することができ、微小クラックの発生を抑制することが出来る。したがって、ブッシュAと樹脂プーリ本体Bとの軸方向位置がずれること無く離型することができる。
【0045】
また、ボス部エジェクターピン61のグループ,椀状部エジェクターピン62のグループ及び外筒部エジェクターピン63のグループの配列が互い違いに配置することで、完成した樹脂プーリが固定金型6から離型するときに、押される部分と押されない部分とのゆがみを極力抑えることができ、寸法精度の高い製品にすることができる。
【符号の説明】
【0046】
A…ブッシュ、3…プーリボス部、4…椀状部、5…外筒部、B…樹脂プーリ本体、
31…半円状浅凹部、43…凹凸面部、52…円形状浅凹部。
【特許請求の範囲】
【請求項1】
金属製のブッシュと、該ブッシュがインサートされるプーリボス部と該プーリボス部の外周より略円錐状に延在する椀状部と、該椀状部の外周に形成されるベルト掛を行う外筒部を有する樹脂プーリ本体とからなり、前記プーリボス部の軸方向端面と前記金属製のブッシュの軸方向端面に跨るスポット状の円の半円状浅凹部が等間隔に形成され、且つ前記椀状部の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部が等間隔に形成され、前記半円状浅凹部は、放射方向において前記隣接する凹凸面部間の中間位置に位置するように構成されてなることを特徴とする樹脂プーリ。
【請求項2】
請求項1において、前記外筒部の側面には円形状浅凹部が等間隔に形成されると共に、該円形状浅凹部は、放射方向において前記隣接する凹凸面部の中間位置に位置するように構成されてなることを特徴とする樹脂プーリ。
【請求項3】
請求項1又は2において、前記凹凸面部は、直径方向に沿って断面波形状に形成されてなることを特徴とする樹脂プーリ。
【請求項4】
請求項3において、前記凹凸面部の波形状断面は三角山形状が連続する形状としてなることを特徴とする樹脂プーリ。
【請求項1】
金属製のブッシュと、該ブッシュがインサートされるプーリボス部と該プーリボス部の外周より略円錐状に延在する椀状部と、該椀状部の外周に形成されるベルト掛を行う外筒部を有する樹脂プーリ本体とからなり、前記プーリボス部の軸方向端面と前記金属製のブッシュの軸方向端面に跨るスポット状の円の半円状浅凹部が等間隔に形成され、且つ前記椀状部の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部が等間隔に形成され、前記半円状浅凹部は、放射方向において前記隣接する凹凸面部間の中間位置に位置するように構成されてなることを特徴とする樹脂プーリ。
【請求項2】
請求項1において、前記外筒部の側面には円形状浅凹部が等間隔に形成されると共に、該円形状浅凹部は、放射方向において前記隣接する凹凸面部の中間位置に位置するように構成されてなることを特徴とする樹脂プーリ。
【請求項3】
請求項1又は2において、前記凹凸面部は、直径方向に沿って断面波形状に形成されてなることを特徴とする樹脂プーリ。
【請求項4】
請求項3において、前記凹凸面部の波形状断面は三角山形状が連続する形状としてなることを特徴とする樹脂プーリ。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−104451(P2013−104451A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246786(P2011−246786)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000144810)株式会社山田製作所 (183)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000144810)株式会社山田製作所 (183)
【Fターム(参考)】
[ Back to top ]