
樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置
【課題】例えば、光学フィルムにおいて視認性に悪影響を及ぼしうるような、細かな塗工ムラを抑制しつつ樹脂塗工フィルムを製造しうる樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置を提供する。
【解決手段】長尺の基材フィルムを、一定速度で回転する基準ロールから1又は2以上のガイドロールを介してバックアップロールへと送り、該バックアップロールに近接して設けられた塗工手段から樹脂塗工液を該基材フィルムへと塗工して基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造方法であって、前記ガイドロールのうち少なくとも1つの外周面を、その回転に伴って基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムの搬送経路を周期的に変動させる。
【解決手段】長尺の基材フィルムを、一定速度で回転する基準ロールから1又は2以上のガイドロールを介してバックアップロールへと送り、該バックアップロールに近接して設けられた塗工手段から樹脂塗工液を該基材フィルムへと塗工して基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造方法であって、前記ガイドロールのうち少なくとも1つの外周面を、その回転に伴って基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムの搬送経路を周期的に変動させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長尺の基材フィルム上に樹脂塗工液を塗工してなる樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置に関し、特に、光学フィルムとして好適な、ムラのない樹脂塗工フィルムを製造しうる樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置に関する。
【背景技術】
【0002】
従来より、基材フィルム上に樹脂層が塗工されてなる樹脂塗工フィルムの製造装置として、長尺の基材フィルムを長手方向に連続的に搬送しながら該基材フィルム上に樹脂塗工液を吐出し、塗工膜を形成する塗工装置が知られている。
かかる装置には、通常、樹脂塗工液を吐出する塗工手段のほか、該吐出手段に前記基材フィルムを近接させるように搬送するバックアップロールや、基材フィルムの搬送速度を一定に保つ基準ロールが備えられ、さらに、これらのロールと基材フィルムとの接触角度を維持するため、又は該塗工装置を省スペース化するための、複数のガイドロールが備えられている。
即ち、該装置によれば、長尺の基材フィルムが上記各種ロールを介して連続的に搬送され、その搬送状態にある基材フィルムの一面に樹脂塗工液が塗工されることにより、樹脂層の積層された樹脂塗工フィルムが形成されることとなる。
【0003】
従って、この種の塗工装置においては、基材フィルムの搬送状態が樹脂塗工膜の仕上がり状態に直接的に影響することとなるため、基材フィルムを安定して搬送することが求められている。
特に、上記塗工装置を用いて液晶表示装置等の画層表示装置に使用される光学フィルムを製造する際には、極めて細かい塗工ムラも品質に悪影響を及ぼす虞があり、かかる塗工ムラを低減することがより一層重要となる。
【0004】
従来、下記特許文献1に記載のように、ガイドロールの回転軸の偏心度合いを小さくすることで、ガイドロールから基材フィルムへと伝わる振動を低減し、基材フィルムの走行状態を安定化させ、塗工ムラを改善する方法が検討されている。
【特許文献1】特開2006−263617号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1記載の方法では、比較的大きな塗工ムラは改善しうるが、例えば30mm以下の波長で生じるような、細かな塗工ムラを改善することは困難であった。
【0006】
本発明は、このような従来技術の問題点に鑑み、例えば、光学フィルムにおいて視認性に悪影響を及ぼしうるような、細かな塗工ムラを抑制しつつ樹脂塗工フィルムを製造しうる樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置を提供することを一の課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決すべく本発明者らが鋭意研究を重ねた結果、バックアップロールの上流側、即ち、基準ロールとバックアップロールとの間に配されたガイドロールにより基材フィルムを所定の波長で押圧して基材フィルムの搬送経路を周期的に変動させつつ、該基材フィルムをバックアップロールへと供給することにより、細かな塗工ムラの原因となる基材フィルムの微細な搬送速度の変動が抑制され、これによって細かな塗工ムラが抑制されることを見出し、ここに発明を完成するに至った。
【0008】
即ち、本発明に係る樹脂塗工フィルムの製造方法は、長尺の基材フィルムを、一定速度で回転する基準ロールから1又は2以上のガイドロールを介してバックアップロールへと送り、該バックアップロールに近接して設けられた塗工手段から樹脂塗工液を該基材フィルムへと塗工して基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造方法であって、前記ガイドロールのうち少なくとも1つの外周面を、その回転に伴って基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムの搬送経路を周期的に変動させることを特徴とするものである。
【0009】
かかる構成の樹脂塗工フィルムの製造方法によれば、前記ガイドロールが回転することにより該ガイドロールの外周面が基材フィルムを周期的に押動し、基材フィルムの搬送経路を周期的に変動させることとなる。これにより周期的な基材フィルムの搬送速度の変動は大きくなる一方、逆に、細かい塗工ムラの原因となるような細かい速度変動が抑制され、これによって細かい塗工ムラが抑制されることとなる。
【0010】
また、前記搬送経路を変動させるガイドロールは、回転軸を中心に回転可能に固定され、該回転軸から外周面までの距離が、周方向において185から630mmの波長で周期的に変化するように形成されたものであることが好ましい。
【0011】
かかる構成の樹脂塗工フィルムの製造方法によれば、このような構成のガイドロールを基材フィルムの搬送経路に設置することにより、上述のように基材フィルムの搬送経路を周期的に変動させることが可能となり、樹脂塗工液の塗工ムラを抑制することができる。
【発明の効果】
【0012】
以上のように、本発明によれば、光学フィルムにおいて視認性に悪影響を及ぼしうるような、細かな塗工ムラを抑制して樹脂塗工フィルムを製造することが可能となる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の一実施形態について、図面を参照しながら説明する。
【0014】
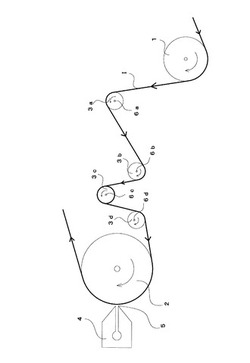
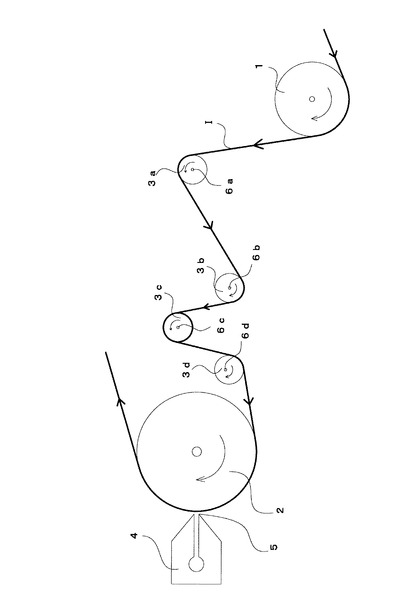
図1に示すように、本実施形態にかかる樹脂塗工フィルムの製造装置は、長尺の基材フィルムI上に、液状の樹脂塗工液を塗工して樹脂塗工膜を形成するものである。具体的には、長尺の基材フィルムIを長手方向から連続的に搬送し、樹脂塗工液を塗工手段から吐出して基材フィルムI上に樹脂塗工膜を形成する樹脂塗工フィルムの製造装置である。なお、図1の基材フィルムIに示される矢印は、基材フィルムの搬送方向を示す。
【0015】
該樹脂塗工フィルムの製造装置は、塗工手段としてダイコーター4と、該ダイコーター4に設けられる樹脂塗工液を吐出する吐出部5近傍に、基材フィルムIを保持するバックアップロール2と、所定の回転速度で回転することによって基材フィルムIの搬送速度を一定に維持する基準ロール1とを備えている。
該基準ロールは、バックアップロール2よりも基材フィルムの搬送経路の上流側に設けられており、さらに、該基準ロール1と、バックアップロール2との間の搬送経路には、複数のガイドロール(3a、3b、3c、3d)が基材フィルムの幅方向と平行となるように配設されている。
【0016】
基材フィルムIは、基準ロール1により搬送速度が一定に維持され、複数のガイドロール(3a、3b、3c、3d)を経由した後、バックアップロール2へと連続的に搬送される。基材フィルムIがこれらのガイドロールを経由して搬送される際、各ガイドロールは、基材フィルムIに追従して回転し、張り渡された基材フィルムIに対して所定の張力を与える。
【0017】
ここで、各ガイドロールの内、いずれか一つのガイドロールは、基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動して、基材フィルムIの搬送経路を周期的に変動させるものである。
【0018】
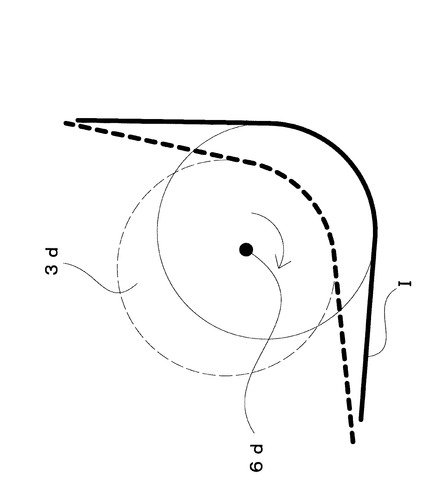
本実施形態においては、バックアップロール2に最も近い位置に配置されたガイドロール3dが、回転軸6dで回転可能に固定され、該回転軸6dから外周面までの距離が該ガイドロールの周方向において185から630mmの波長で周期的に変化するように形成され、基材フィルムIの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動し、基材フィルムIの搬送経路を周期的に変動させるように構成されている。
より具体的には、本実施形態におけるガイドローラ3dは、外周が185から630mmの円筒状、即ち、回転軸6dと直交する断面における外周形状が、185から630mmの円周を有するような円形となるように構成されている。そして、該ガイドローラ3dの回転軸6dは、ガイドロール3dの中心軸から偏心した位置に設けられている。
【0019】
ここで、ガイドロール3dの中心に対する回転軸6dの偏心の程度を、下記式(1)で計算される偏心率(Re)を用いて表すと、該偏心率Re(%)は、好ましくは0.2から10%の範囲、より好ましくは、0.2〜1.0%の範囲となるように設けられる。
Re=(Rmax−Rmin)×100/R・・・(1)
[式(1)中、Rmaxは、ガイドロールの回転軸からガイドロールの外周面までの最大長さ、Rminは、ガイドロールの回転軸からガイドロールの外周面までの最小長さ、Rは外周面を構成する円の半径を示す。]
【0020】
本実施形態のガイドロール3dでは、外周面上にRmaxとなる部分とRminとなる部分とがそれぞれ一箇所ずつ備えられたこととなるため、該ガイドロール3dが一回転する毎に、両者がそれぞれ1回ずつ前記基材フィルムIに当接し、これによって基材フィルムIを1回押動するように作用する。
【0021】
かかる構成のガイドロール3dは、前記バックアップロール2から近い位置に配置されることが好ましく、具体的には、前記バックアップロール2と該ガイドロール3d間の基材フィルムの搬送距離が0.2〜1mとなる範囲に配置されることが好ましく、また、バックアップローラ2から上流側に1〜3番目のガイドローラとして配置されることが好ましい。
【0022】
次に、本発明にかかる樹脂塗工フィルムの製造方法に関し、上記構成の製造装置を用いた場合の一実施形態について説明する。
【0023】
本実施形態にかかる樹脂塗工フィルムの製造方法は、基材フィルムを所定の速度で搬送するべく一定速度で回転する基準ロール1から、ガイドロール3a、3b、3c、3dを介してバックアップロール2へと長尺の基材フィルムIを搬送し、該バックアップロール2に近接して設けられたダイコーター4から樹脂塗工液を該基材フィルムI上へと塗工し、基材フィルムI上に樹脂塗工膜を形成するものである。
【0024】
そして、前記各ガイドロールのうち、いずれか1つのガイドロールを、基材フィルムIの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムIの搬送経路を周期的に変動させるようにする。
【0025】
より詳しくは、本実施形態では、ガイドロール3dが、回転軸に直行する断面が円形となるように形成され、且つ、偏心率(Re)が上記範囲となるように、回転軸を円の中心から偏心させた位置に設けることによって、基材フィルムIの搬送経路を周期的に変動させるものである。
【0026】
上記構成の樹脂塗工フィルムの製造方法及び製造装置によれば、ガイドロール3dが基材フィルムIに追従して回転した際、図2に示すように、回転軸6dと、外周面に接する基材フィルムIとの距離が、Rmin〜Rmaxの範囲で周期的に変化することとなり、これにより、基材フィルムIの搬送経路も周期的に変動する。
【0027】
搬送経路の変動の波長は、ガイドロール3dの外周面の形状によって規定されるが、本実施形態では、ガイドロール3dが上記のような構成であるため、該ガイドロール3dの円周長さが、変動の波長となる。
【0028】
このような搬送経路の周期的な変動を生じさせると、前記基準ロール1とバックアップロール2との間の基材フィルム搬送距離が周期的に変動することとなって基材フィルムIの搬送速度が上記のような比較的大きな周期で変動し、これにより、ダイコーターの吐出部5近傍における意図しない微細な搬送速度の変動(例えば、基材フィルムの長手方向において5〜100mmの波長で生じる変動)が抑制され、その結果、微細な塗工ムラが抑制されることとなる。
【0029】
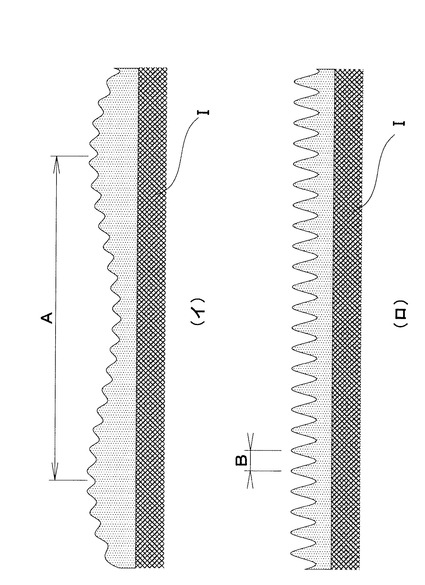
図3は、微細な塗工ムラのある従来の樹脂塗工フィルム(ロ)と、微細な塗工ムラの抑制された樹脂塗工フィルム(イ)とを模式的に示した基材フィルム長手方向における断面図である。
該図3に示すように、従来の樹脂塗工フィルムは、図3(ロ)に示すように、極めて細かい波長B(例えば、5〜100mm)で周期的に塗工膜の厚みが変化したものとなり、このような塗工ムラは、塗工量の変化勾配(図3における表面の傾き)が大きいものであるため、比較的視認されやすいものとなっている。
一方、本発明にかかる樹脂塗工フィルムは、図3(イ)に示すように、塗工膜の厚みが185から630mmという比較的大きな波長Aで連続的に変化したものとなるが、逆に、上記のような細かい波長Bでの変化は抑制されたものとなる。このような比較的大きな波長での塗工膜厚の変化は、塗工量の変化勾配が小さいため塗工ムラとしては視認されにくいため、従来の樹脂塗工フィルム(ロ)よりも横段(視認される塗工ムラ)が低減されたものとなっている。
【0030】
なお、本発明に係わる樹脂塗工フィルムの製造方法及びその製造装置は、上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更が可能である。
【0031】
例えば、上記実施形態では、一つのガイドロール3dのみが偏心して設けられているが、本発明はこれに限定されるものではない。従って、複数のガイドロールを偏心させるように設け、これによって基材フィルムIの搬送距離が、基材フィルムIの長手方向において185から630mmの波長で周期的に変動するように構成することも可能である。
【0032】
また、上記実施形態では、前記ガイドロール3dが回転軸に直交する断面が円形となるように形成されているが、本発明はこれに限定されるものではない。つまり、回転軸とガイドロールの外周面に接する基材フィルムIとの距離が、基材フィルムIの長手方向において185から630mmの波長で変動するものであればよく、例えば、断面が楕円形状であるものや、図4に示すような、回転軸から外周面までの距離の最も長い部分(即ち、Rmaxとなる部分)が外周面上に複数形成されたものであってもよい。
【0033】
また、ガイドロール3d全体を移動させることにより、基材フィルムIの搬送経路を周期的に変動させうるような構成であってもよい。この場合、ガイドロール自身は、通常のガイドロールと同様に構成しうる。
【0034】
また、本発明において使用する樹脂塗工液を構成する樹脂としては、特に限定されるものではなく、樹脂塗工膜の用途に応じて任意に選択することができる。光学用途としては、例えば、ポリアミド、ポリイミド、ポリエステル、ポリエーテルケトン、ポリアミド−イミド、或いは、ポリエステル−イミド等のポリマーなどが挙げられる。これらのポリマーは、いずれか一種類を単独で使用してもよく、また、例えば、ポリエーテルケトンとポリアミドとの混合物のように、異なる官能基を持つ2種類以上の混合物として使用してもよい。
このような樹脂の中でも、透明性、配向性及び延伸性に優れるポリイミドを使用し、粘度が、50〜500mPa・sであるような高粘度の樹脂塗工液を選択した場合、本発明の効果はより顕著なものとなる。
【0035】
前記ポリマーの分子量は、特に制限されるものではないが、例えば、重量平均分子量(Mw)が1,000〜1,000,000の範囲であることが好ましく、より好ましくは、2,000〜500,000の範囲であることよい。また、前記ポリイミドとしては、例えば、面内配向性が高く、有機溶剤に可溶なポリイミドが好ましい。
【0036】
また、前記樹脂を溶解させる溶剤としては、前記樹脂材料を溶解でき、且つ、前記フィルムを浸食しにくいものであればよく、使用する樹脂材料及びフィルムに応じ任意に選択することができる。具体的には、例えば、クロロホルム、ジクロロメタン、四塩化炭素、ジクロロエタン、テトラクロロエタン、トリクロロエチレン、テトラクロロエチレン、クロロベンゼン、O−ジクロロベンゼン等のハロゲン化炭化水素類、フェノール、パラクロロフェノール等のフェノール類、ベンゼン、トルエン、キシレン、メトキシベンゼン、1,2−ジメトキシベンゼン等の芳香族炭化水素類、アセトン、酢酸エチル、t−ブチルアルコール、グリセリン、エチレングリコール、トリエチレングリコール、エチレングリコールモノメチルエーテル、ジエチレングリコールジメチルエーテル、プロピレングリコール、ジプロピレングリコール、2−メチル−2,4−ペンタンジオール、エチルセルソルブ、ブチルセルソルブ、2−ピロリドン、N−メチル−2−ピロリドン、ピリジン、トリエチルアミン、ジメチルホルムアミド、ジメチルアセトアミド、アセトニトリル、ブチロニトリル、メチルイソブチルケトン、メチルエーテルケトン、シクロペンタノン、二硫化炭素等を用いることができる。
上記溶剤の中では、メチルイソブチルケトンが樹脂組成物の溶解性に優れ、且つ、基材フィルムを浸食することがないので特に好ましい。
これら溶剤は、1種又は2種以上を任意に組み合わせて使用することができる。
【0037】
また、本発明において樹脂塗工膜が形成される基材フィルムについては特に限定されるものではなく、用途に応じて適宜選択されうるが、光学用途としては、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系ポリマー、ジアセチルセルロース、トリアセチルセルロース等のセルロース系ポリマー、ポリカーボネート系ポリマー、ポリメチルメタクリレート等のアクリル系ポリマー、ポリスチレン、アクリロニトリル−スチレン共重合体等のスチレン系ポリマー、ポリエチレン、ポリプロピレン、環状ないしノルボルネン構造を有するポリオレフィン、エチレン−プロピレン共重合体等のオレフィン系ポリマー、塩化ビニル系ポリマー、ナイロンや芳香族ポリアミド等のアミド系ポリマー等の透明ポリマーからなるフィルムを基材フィルムとして好適に使用することができる。
【0038】
さらにイミド系ポリマー、スルホン系ポリマー、ポリエーテルスルホン系ポリマー、ポリエーテルエーテルケトン系ポリマー、ポリフェニレンスルフィド系ポリマー、ビニルアルコール系ポリマー、塩化ビニリデン系ポリマー、ビニルブチラール系ポリマー、アリレート系ポリマー、ポリオキシメチレン系ポリマー、エポキシ系ポリマーや前記ポリマーのブレンド物等の透明ポリマーからなるフィルムなども基材フィルムとして使用することができる。
【0039】
また、該フィルムの厚みについても特に限定されるものではなく、樹脂塗工膜の用途に応じて適宜選択されるが、一般には、10〜1000μmの厚みのフィルムを用いることができる。
【実施例】
【0040】
以下、本発明の実施例について説明する。
【0041】
<使用材料>
・基材フィルムI:ポリエステル系ポリウレタン樹脂(東洋紡製「VYRON UR−1400」)を、溶媒としてメチルイソブチルケトンを用いて溶解し、ポリエステル系ポリウレタン樹脂の濃度が5重量%、粘度が4.5mPa・sとなるように調整し、この溶液を長尺のトリアセチルセルロースフィルム上全面に塗布した。その後、120℃で2分間加熱処理を行い、ポリエステル系ポリウレタン樹脂の密着層(層厚1μm)が形成された平滑な厚み80μmのフィルムを基材フィルムIとした。
・樹脂塗工液:2,2’−ビス(3,4−ジカルボキシフェニル)ヘキサフルオロプロパンおよび2,2−ビス(トリフルオロメチル)−4,4’ジアミノビフェニルから合成されたポリイミドを、溶媒としてメチルイソブチルケトンを用いて溶解し、ポリイミドの濃度が10重量%、粘度が180mPa・sとなるように調整し、樹脂塗工液とした。
【0042】
(試験例1)
前記実施形態として、図1で示した樹脂塗工フィルムの製造方法を用い、基材フィルムI上に樹脂塗工液を塗工し、樹脂塗工膜を形成した。具体的には、樹脂塗工フィルムの製造方法によって樹脂塗工液を基材フィルムの一方の面全面に塗工し、その後、120℃で3分間熱処理を行い、次いで、テンター延伸機にて樹脂膜層を有する基材フィルムIの幅方向の端部を把持し、160℃で1.15倍に延伸し、樹脂塗工膜を有する完全透明の樹脂塗工フィルムを作製した。
【0043】
なお、樹脂塗工フィルムの製造方法の設定条件としては、基準ロール1によって基材フィルムIの搬送速度を毎分20mに維持し、配設される複数のガイドロールの内、1つのガイドロール3d(半径50mm、外周314mmの円柱状)をその中心から0.17mm偏心した位置が回転軸となるように固定することにより、中心軸に対する回転軸の偏心率を0.68%とした。
【0044】
(試験例2)
前記ガイドロール3dの回転軸を中心から0.105mm偏心させ、偏心率を0.42%とすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0045】
(試験例3)
前記ガイドロール3dの偏心率を1.00%とすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0046】
(試験例4)
前記ガイドロール3dの外周長さを502mmとすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0047】
(試験例5)
前記ガイドロール3dの偏心率を0.10%とすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0048】
(試験例6)
前記ガイドロール3dの外周長さを157mmとすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0049】
(試験例7)
前記ガイドロール3dの偏心率を0.69%とし、さらに、ガイドロール3dの外周長さを942mmとすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0050】
<基材フィルム搬送速度の測定>
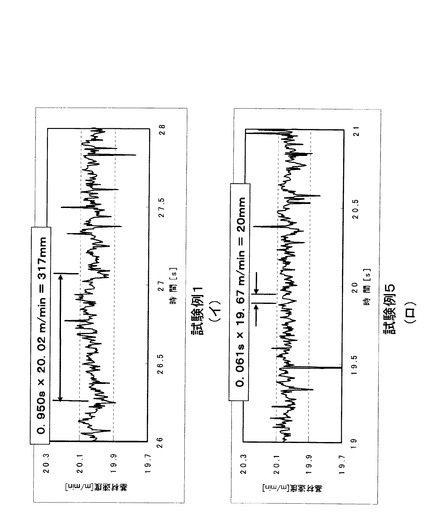
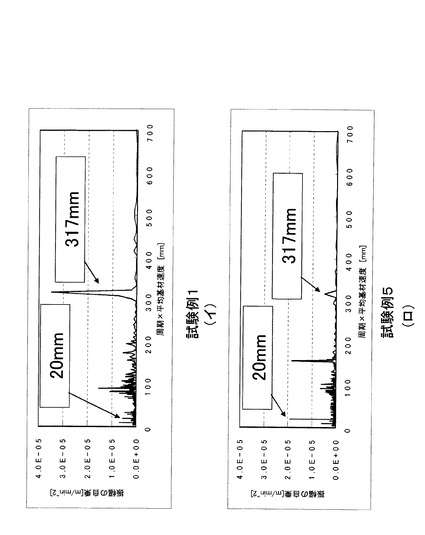
試験例1及び5において、レーザドップラ速度計(アクト電子株式会社製、信号処理器MODEL2501A、ドップラセンサMODEL1502)を用い、バックアップロール2の下流側に於けるフィルムの搬送速度を測定し、図5(イ)、(ロ)に示す測定結果を得た。さらに、得られた搬送速度の測定結果をフーリエ解析し、図6(イ)、(ロ)に示す解析結果を得た。
【0051】
図6に示したフーリエ解析結果から明らかなように、試験例5(図中(ロ)で示す)においては、比較的短い周期での速度変動(例えば、基材フィルムの長手方向に20mmの波長となるもの)が多く表れているのに対し、試験例1(図中、(イ)で示す)においては、比較的長い周期での速度変動(基材フィルムの長手方向に317mmの波長となるもの)が増加したことにより、比較的短い周期での速度変動が大幅に減少していることが認められる。
【0052】
<塗工面の塗工ムラの評価>
得られた樹脂塗工フィルムを400mm×700mmの大きさに裁断し、250枚の試験片を作成した。その試験片の基材フィルム側(樹脂塗工膜が形成されていない側)に粘着材を用いて黒色板を貼り付け、樹脂塗工膜側から蛍光灯を用いて可視光線を照射し、その反射状態を目視により評価することにより、塗工ムラの評価を行った。
【0053】
上記各試験例における樹脂塗工膜の形成条件、および塗工ムラの評価結果を下記表1に示す。
【0054】
【表1】

【0055】
表1に示すように、塗工ムラの発生率は、ガイドロールの外周長さが185〜630mmの範囲内である試験例において低い値を示しており、基材フィルムの長手方向において185〜630mmの波長で該基材フィルムの搬送経路を変動させることが効果的であると認められる。
【0056】
また、回転軸の偏心率が0.2〜1.0%の範囲内である場合にも、塗工ムラの発生率が低減されていることが認められる。
【0057】
以上のように、本発明にかかる樹脂塗工膜の形成方法及び製造装置によれば、基材フィルム搬送速度の細かい変動が抑制され、その結果、基材フィルム上への樹脂塗工液の塗工量が安定化され、特に光学フィルムにおいて問題となりやすい塗工ムラを抑制することができる。
【図面の簡単な説明】
【0058】
【図1】本発明にかかる薄膜層の形成方法の一実施形態を示した概略図。
【図2】図1におけるガイドロール3dの拡大図。
【図3】本発明により形成された樹脂塗工フィルムと従来の樹脂塗工フィルムとを、基材フィルムの長手方向断面において対比した模式図。
【図4】ガイドロールの他の実施形態を示した断面図。
【図5】基材フィルム搬送速度の測定結果を示したグラフ。
【図6】図5の測定結果をフーリエ解析した結果を示したグラフ。
【符号の説明】
【0059】
I 基材フィルム
1 基準ロール
2 バックアップロール
3a、3b、3c、3d ガイドロール
4 ダイコーター
5 吐出部
6a、6b、6c、6d 回転軸
【技術分野】
【0001】
本発明は、長尺の基材フィルム上に樹脂塗工液を塗工してなる樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置に関し、特に、光学フィルムとして好適な、ムラのない樹脂塗工フィルムを製造しうる樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置に関する。
【背景技術】
【0002】
従来より、基材フィルム上に樹脂層が塗工されてなる樹脂塗工フィルムの製造装置として、長尺の基材フィルムを長手方向に連続的に搬送しながら該基材フィルム上に樹脂塗工液を吐出し、塗工膜を形成する塗工装置が知られている。
かかる装置には、通常、樹脂塗工液を吐出する塗工手段のほか、該吐出手段に前記基材フィルムを近接させるように搬送するバックアップロールや、基材フィルムの搬送速度を一定に保つ基準ロールが備えられ、さらに、これらのロールと基材フィルムとの接触角度を維持するため、又は該塗工装置を省スペース化するための、複数のガイドロールが備えられている。
即ち、該装置によれば、長尺の基材フィルムが上記各種ロールを介して連続的に搬送され、その搬送状態にある基材フィルムの一面に樹脂塗工液が塗工されることにより、樹脂層の積層された樹脂塗工フィルムが形成されることとなる。
【0003】
従って、この種の塗工装置においては、基材フィルムの搬送状態が樹脂塗工膜の仕上がり状態に直接的に影響することとなるため、基材フィルムを安定して搬送することが求められている。
特に、上記塗工装置を用いて液晶表示装置等の画層表示装置に使用される光学フィルムを製造する際には、極めて細かい塗工ムラも品質に悪影響を及ぼす虞があり、かかる塗工ムラを低減することがより一層重要となる。
【0004】
従来、下記特許文献1に記載のように、ガイドロールの回転軸の偏心度合いを小さくすることで、ガイドロールから基材フィルムへと伝わる振動を低減し、基材フィルムの走行状態を安定化させ、塗工ムラを改善する方法が検討されている。
【特許文献1】特開2006−263617号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1記載の方法では、比較的大きな塗工ムラは改善しうるが、例えば30mm以下の波長で生じるような、細かな塗工ムラを改善することは困難であった。
【0006】
本発明は、このような従来技術の問題点に鑑み、例えば、光学フィルムにおいて視認性に悪影響を及ぼしうるような、細かな塗工ムラを抑制しつつ樹脂塗工フィルムを製造しうる樹脂塗工フィルムの製造方法及び樹脂塗工フィルムの製造装置を提供することを一の課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決すべく本発明者らが鋭意研究を重ねた結果、バックアップロールの上流側、即ち、基準ロールとバックアップロールとの間に配されたガイドロールにより基材フィルムを所定の波長で押圧して基材フィルムの搬送経路を周期的に変動させつつ、該基材フィルムをバックアップロールへと供給することにより、細かな塗工ムラの原因となる基材フィルムの微細な搬送速度の変動が抑制され、これによって細かな塗工ムラが抑制されることを見出し、ここに発明を完成するに至った。
【0008】
即ち、本発明に係る樹脂塗工フィルムの製造方法は、長尺の基材フィルムを、一定速度で回転する基準ロールから1又は2以上のガイドロールを介してバックアップロールへと送り、該バックアップロールに近接して設けられた塗工手段から樹脂塗工液を該基材フィルムへと塗工して基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造方法であって、前記ガイドロールのうち少なくとも1つの外周面を、その回転に伴って基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムの搬送経路を周期的に変動させることを特徴とするものである。
【0009】
かかる構成の樹脂塗工フィルムの製造方法によれば、前記ガイドロールが回転することにより該ガイドロールの外周面が基材フィルムを周期的に押動し、基材フィルムの搬送経路を周期的に変動させることとなる。これにより周期的な基材フィルムの搬送速度の変動は大きくなる一方、逆に、細かい塗工ムラの原因となるような細かい速度変動が抑制され、これによって細かい塗工ムラが抑制されることとなる。
【0010】
また、前記搬送経路を変動させるガイドロールは、回転軸を中心に回転可能に固定され、該回転軸から外周面までの距離が、周方向において185から630mmの波長で周期的に変化するように形成されたものであることが好ましい。
【0011】
かかる構成の樹脂塗工フィルムの製造方法によれば、このような構成のガイドロールを基材フィルムの搬送経路に設置することにより、上述のように基材フィルムの搬送経路を周期的に変動させることが可能となり、樹脂塗工液の塗工ムラを抑制することができる。
【発明の効果】
【0012】
以上のように、本発明によれば、光学フィルムにおいて視認性に悪影響を及ぼしうるような、細かな塗工ムラを抑制して樹脂塗工フィルムを製造することが可能となる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の一実施形態について、図面を参照しながら説明する。
【0014】
図1に示すように、本実施形態にかかる樹脂塗工フィルムの製造装置は、長尺の基材フィルムI上に、液状の樹脂塗工液を塗工して樹脂塗工膜を形成するものである。具体的には、長尺の基材フィルムIを長手方向から連続的に搬送し、樹脂塗工液を塗工手段から吐出して基材フィルムI上に樹脂塗工膜を形成する樹脂塗工フィルムの製造装置である。なお、図1の基材フィルムIに示される矢印は、基材フィルムの搬送方向を示す。
【0015】
該樹脂塗工フィルムの製造装置は、塗工手段としてダイコーター4と、該ダイコーター4に設けられる樹脂塗工液を吐出する吐出部5近傍に、基材フィルムIを保持するバックアップロール2と、所定の回転速度で回転することによって基材フィルムIの搬送速度を一定に維持する基準ロール1とを備えている。
該基準ロールは、バックアップロール2よりも基材フィルムの搬送経路の上流側に設けられており、さらに、該基準ロール1と、バックアップロール2との間の搬送経路には、複数のガイドロール(3a、3b、3c、3d)が基材フィルムの幅方向と平行となるように配設されている。
【0016】
基材フィルムIは、基準ロール1により搬送速度が一定に維持され、複数のガイドロール(3a、3b、3c、3d)を経由した後、バックアップロール2へと連続的に搬送される。基材フィルムIがこれらのガイドロールを経由して搬送される際、各ガイドロールは、基材フィルムIに追従して回転し、張り渡された基材フィルムIに対して所定の張力を与える。
【0017】
ここで、各ガイドロールの内、いずれか一つのガイドロールは、基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動して、基材フィルムIの搬送経路を周期的に変動させるものである。
【0018】
本実施形態においては、バックアップロール2に最も近い位置に配置されたガイドロール3dが、回転軸6dで回転可能に固定され、該回転軸6dから外周面までの距離が該ガイドロールの周方向において185から630mmの波長で周期的に変化するように形成され、基材フィルムIの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動し、基材フィルムIの搬送経路を周期的に変動させるように構成されている。
より具体的には、本実施形態におけるガイドローラ3dは、外周が185から630mmの円筒状、即ち、回転軸6dと直交する断面における外周形状が、185から630mmの円周を有するような円形となるように構成されている。そして、該ガイドローラ3dの回転軸6dは、ガイドロール3dの中心軸から偏心した位置に設けられている。
【0019】
ここで、ガイドロール3dの中心に対する回転軸6dの偏心の程度を、下記式(1)で計算される偏心率(Re)を用いて表すと、該偏心率Re(%)は、好ましくは0.2から10%の範囲、より好ましくは、0.2〜1.0%の範囲となるように設けられる。
Re=(Rmax−Rmin)×100/R・・・(1)
[式(1)中、Rmaxは、ガイドロールの回転軸からガイドロールの外周面までの最大長さ、Rminは、ガイドロールの回転軸からガイドロールの外周面までの最小長さ、Rは外周面を構成する円の半径を示す。]
【0020】
本実施形態のガイドロール3dでは、外周面上にRmaxとなる部分とRminとなる部分とがそれぞれ一箇所ずつ備えられたこととなるため、該ガイドロール3dが一回転する毎に、両者がそれぞれ1回ずつ前記基材フィルムIに当接し、これによって基材フィルムIを1回押動するように作用する。
【0021】
かかる構成のガイドロール3dは、前記バックアップロール2から近い位置に配置されることが好ましく、具体的には、前記バックアップロール2と該ガイドロール3d間の基材フィルムの搬送距離が0.2〜1mとなる範囲に配置されることが好ましく、また、バックアップローラ2から上流側に1〜3番目のガイドローラとして配置されることが好ましい。
【0022】
次に、本発明にかかる樹脂塗工フィルムの製造方法に関し、上記構成の製造装置を用いた場合の一実施形態について説明する。
【0023】
本実施形態にかかる樹脂塗工フィルムの製造方法は、基材フィルムを所定の速度で搬送するべく一定速度で回転する基準ロール1から、ガイドロール3a、3b、3c、3dを介してバックアップロール2へと長尺の基材フィルムIを搬送し、該バックアップロール2に近接して設けられたダイコーター4から樹脂塗工液を該基材フィルムI上へと塗工し、基材フィルムI上に樹脂塗工膜を形成するものである。
【0024】
そして、前記各ガイドロールのうち、いずれか1つのガイドロールを、基材フィルムIの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムIの搬送経路を周期的に変動させるようにする。
【0025】
より詳しくは、本実施形態では、ガイドロール3dが、回転軸に直行する断面が円形となるように形成され、且つ、偏心率(Re)が上記範囲となるように、回転軸を円の中心から偏心させた位置に設けることによって、基材フィルムIの搬送経路を周期的に変動させるものである。
【0026】
上記構成の樹脂塗工フィルムの製造方法及び製造装置によれば、ガイドロール3dが基材フィルムIに追従して回転した際、図2に示すように、回転軸6dと、外周面に接する基材フィルムIとの距離が、Rmin〜Rmaxの範囲で周期的に変化することとなり、これにより、基材フィルムIの搬送経路も周期的に変動する。
【0027】
搬送経路の変動の波長は、ガイドロール3dの外周面の形状によって規定されるが、本実施形態では、ガイドロール3dが上記のような構成であるため、該ガイドロール3dの円周長さが、変動の波長となる。
【0028】
このような搬送経路の周期的な変動を生じさせると、前記基準ロール1とバックアップロール2との間の基材フィルム搬送距離が周期的に変動することとなって基材フィルムIの搬送速度が上記のような比較的大きな周期で変動し、これにより、ダイコーターの吐出部5近傍における意図しない微細な搬送速度の変動(例えば、基材フィルムの長手方向において5〜100mmの波長で生じる変動)が抑制され、その結果、微細な塗工ムラが抑制されることとなる。
【0029】
図3は、微細な塗工ムラのある従来の樹脂塗工フィルム(ロ)と、微細な塗工ムラの抑制された樹脂塗工フィルム(イ)とを模式的に示した基材フィルム長手方向における断面図である。
該図3に示すように、従来の樹脂塗工フィルムは、図3(ロ)に示すように、極めて細かい波長B(例えば、5〜100mm)で周期的に塗工膜の厚みが変化したものとなり、このような塗工ムラは、塗工量の変化勾配(図3における表面の傾き)が大きいものであるため、比較的視認されやすいものとなっている。
一方、本発明にかかる樹脂塗工フィルムは、図3(イ)に示すように、塗工膜の厚みが185から630mmという比較的大きな波長Aで連続的に変化したものとなるが、逆に、上記のような細かい波長Bでの変化は抑制されたものとなる。このような比較的大きな波長での塗工膜厚の変化は、塗工量の変化勾配が小さいため塗工ムラとしては視認されにくいため、従来の樹脂塗工フィルム(ロ)よりも横段(視認される塗工ムラ)が低減されたものとなっている。
【0030】
なお、本発明に係わる樹脂塗工フィルムの製造方法及びその製造装置は、上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更が可能である。
【0031】
例えば、上記実施形態では、一つのガイドロール3dのみが偏心して設けられているが、本発明はこれに限定されるものではない。従って、複数のガイドロールを偏心させるように設け、これによって基材フィルムIの搬送距離が、基材フィルムIの長手方向において185から630mmの波長で周期的に変動するように構成することも可能である。
【0032】
また、上記実施形態では、前記ガイドロール3dが回転軸に直交する断面が円形となるように形成されているが、本発明はこれに限定されるものではない。つまり、回転軸とガイドロールの外周面に接する基材フィルムIとの距離が、基材フィルムIの長手方向において185から630mmの波長で変動するものであればよく、例えば、断面が楕円形状であるものや、図4に示すような、回転軸から外周面までの距離の最も長い部分(即ち、Rmaxとなる部分)が外周面上に複数形成されたものであってもよい。
【0033】
また、ガイドロール3d全体を移動させることにより、基材フィルムIの搬送経路を周期的に変動させうるような構成であってもよい。この場合、ガイドロール自身は、通常のガイドロールと同様に構成しうる。
【0034】
また、本発明において使用する樹脂塗工液を構成する樹脂としては、特に限定されるものではなく、樹脂塗工膜の用途に応じて任意に選択することができる。光学用途としては、例えば、ポリアミド、ポリイミド、ポリエステル、ポリエーテルケトン、ポリアミド−イミド、或いは、ポリエステル−イミド等のポリマーなどが挙げられる。これらのポリマーは、いずれか一種類を単独で使用してもよく、また、例えば、ポリエーテルケトンとポリアミドとの混合物のように、異なる官能基を持つ2種類以上の混合物として使用してもよい。
このような樹脂の中でも、透明性、配向性及び延伸性に優れるポリイミドを使用し、粘度が、50〜500mPa・sであるような高粘度の樹脂塗工液を選択した場合、本発明の効果はより顕著なものとなる。
【0035】
前記ポリマーの分子量は、特に制限されるものではないが、例えば、重量平均分子量(Mw)が1,000〜1,000,000の範囲であることが好ましく、より好ましくは、2,000〜500,000の範囲であることよい。また、前記ポリイミドとしては、例えば、面内配向性が高く、有機溶剤に可溶なポリイミドが好ましい。
【0036】
また、前記樹脂を溶解させる溶剤としては、前記樹脂材料を溶解でき、且つ、前記フィルムを浸食しにくいものであればよく、使用する樹脂材料及びフィルムに応じ任意に選択することができる。具体的には、例えば、クロロホルム、ジクロロメタン、四塩化炭素、ジクロロエタン、テトラクロロエタン、トリクロロエチレン、テトラクロロエチレン、クロロベンゼン、O−ジクロロベンゼン等のハロゲン化炭化水素類、フェノール、パラクロロフェノール等のフェノール類、ベンゼン、トルエン、キシレン、メトキシベンゼン、1,2−ジメトキシベンゼン等の芳香族炭化水素類、アセトン、酢酸エチル、t−ブチルアルコール、グリセリン、エチレングリコール、トリエチレングリコール、エチレングリコールモノメチルエーテル、ジエチレングリコールジメチルエーテル、プロピレングリコール、ジプロピレングリコール、2−メチル−2,4−ペンタンジオール、エチルセルソルブ、ブチルセルソルブ、2−ピロリドン、N−メチル−2−ピロリドン、ピリジン、トリエチルアミン、ジメチルホルムアミド、ジメチルアセトアミド、アセトニトリル、ブチロニトリル、メチルイソブチルケトン、メチルエーテルケトン、シクロペンタノン、二硫化炭素等を用いることができる。
上記溶剤の中では、メチルイソブチルケトンが樹脂組成物の溶解性に優れ、且つ、基材フィルムを浸食することがないので特に好ましい。
これら溶剤は、1種又は2種以上を任意に組み合わせて使用することができる。
【0037】
また、本発明において樹脂塗工膜が形成される基材フィルムについては特に限定されるものではなく、用途に応じて適宜選択されうるが、光学用途としては、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系ポリマー、ジアセチルセルロース、トリアセチルセルロース等のセルロース系ポリマー、ポリカーボネート系ポリマー、ポリメチルメタクリレート等のアクリル系ポリマー、ポリスチレン、アクリロニトリル−スチレン共重合体等のスチレン系ポリマー、ポリエチレン、ポリプロピレン、環状ないしノルボルネン構造を有するポリオレフィン、エチレン−プロピレン共重合体等のオレフィン系ポリマー、塩化ビニル系ポリマー、ナイロンや芳香族ポリアミド等のアミド系ポリマー等の透明ポリマーからなるフィルムを基材フィルムとして好適に使用することができる。
【0038】
さらにイミド系ポリマー、スルホン系ポリマー、ポリエーテルスルホン系ポリマー、ポリエーテルエーテルケトン系ポリマー、ポリフェニレンスルフィド系ポリマー、ビニルアルコール系ポリマー、塩化ビニリデン系ポリマー、ビニルブチラール系ポリマー、アリレート系ポリマー、ポリオキシメチレン系ポリマー、エポキシ系ポリマーや前記ポリマーのブレンド物等の透明ポリマーからなるフィルムなども基材フィルムとして使用することができる。
【0039】
また、該フィルムの厚みについても特に限定されるものではなく、樹脂塗工膜の用途に応じて適宜選択されるが、一般には、10〜1000μmの厚みのフィルムを用いることができる。
【実施例】
【0040】
以下、本発明の実施例について説明する。
【0041】
<使用材料>
・基材フィルムI:ポリエステル系ポリウレタン樹脂(東洋紡製「VYRON UR−1400」)を、溶媒としてメチルイソブチルケトンを用いて溶解し、ポリエステル系ポリウレタン樹脂の濃度が5重量%、粘度が4.5mPa・sとなるように調整し、この溶液を長尺のトリアセチルセルロースフィルム上全面に塗布した。その後、120℃で2分間加熱処理を行い、ポリエステル系ポリウレタン樹脂の密着層(層厚1μm)が形成された平滑な厚み80μmのフィルムを基材フィルムIとした。
・樹脂塗工液:2,2’−ビス(3,4−ジカルボキシフェニル)ヘキサフルオロプロパンおよび2,2−ビス(トリフルオロメチル)−4,4’ジアミノビフェニルから合成されたポリイミドを、溶媒としてメチルイソブチルケトンを用いて溶解し、ポリイミドの濃度が10重量%、粘度が180mPa・sとなるように調整し、樹脂塗工液とした。
【0042】
(試験例1)
前記実施形態として、図1で示した樹脂塗工フィルムの製造方法を用い、基材フィルムI上に樹脂塗工液を塗工し、樹脂塗工膜を形成した。具体的には、樹脂塗工フィルムの製造方法によって樹脂塗工液を基材フィルムの一方の面全面に塗工し、その後、120℃で3分間熱処理を行い、次いで、テンター延伸機にて樹脂膜層を有する基材フィルムIの幅方向の端部を把持し、160℃で1.15倍に延伸し、樹脂塗工膜を有する完全透明の樹脂塗工フィルムを作製した。
【0043】
なお、樹脂塗工フィルムの製造方法の設定条件としては、基準ロール1によって基材フィルムIの搬送速度を毎分20mに維持し、配設される複数のガイドロールの内、1つのガイドロール3d(半径50mm、外周314mmの円柱状)をその中心から0.17mm偏心した位置が回転軸となるように固定することにより、中心軸に対する回転軸の偏心率を0.68%とした。
【0044】
(試験例2)
前記ガイドロール3dの回転軸を中心から0.105mm偏心させ、偏心率を0.42%とすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0045】
(試験例3)
前記ガイドロール3dの偏心率を1.00%とすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0046】
(試験例4)
前記ガイドロール3dの外周長さを502mmとすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0047】
(試験例5)
前記ガイドロール3dの偏心率を0.10%とすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0048】
(試験例6)
前記ガイドロール3dの外周長さを157mmとすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0049】
(試験例7)
前記ガイドロール3dの偏心率を0.69%とし、さらに、ガイドロール3dの外周長さを942mmとすることを除き、他は試験例1の条件と同様にして樹脂塗工フィルムを作製した。
【0050】
<基材フィルム搬送速度の測定>
試験例1及び5において、レーザドップラ速度計(アクト電子株式会社製、信号処理器MODEL2501A、ドップラセンサMODEL1502)を用い、バックアップロール2の下流側に於けるフィルムの搬送速度を測定し、図5(イ)、(ロ)に示す測定結果を得た。さらに、得られた搬送速度の測定結果をフーリエ解析し、図6(イ)、(ロ)に示す解析結果を得た。
【0051】
図6に示したフーリエ解析結果から明らかなように、試験例5(図中(ロ)で示す)においては、比較的短い周期での速度変動(例えば、基材フィルムの長手方向に20mmの波長となるもの)が多く表れているのに対し、試験例1(図中、(イ)で示す)においては、比較的長い周期での速度変動(基材フィルムの長手方向に317mmの波長となるもの)が増加したことにより、比較的短い周期での速度変動が大幅に減少していることが認められる。
【0052】
<塗工面の塗工ムラの評価>
得られた樹脂塗工フィルムを400mm×700mmの大きさに裁断し、250枚の試験片を作成した。その試験片の基材フィルム側(樹脂塗工膜が形成されていない側)に粘着材を用いて黒色板を貼り付け、樹脂塗工膜側から蛍光灯を用いて可視光線を照射し、その反射状態を目視により評価することにより、塗工ムラの評価を行った。
【0053】
上記各試験例における樹脂塗工膜の形成条件、および塗工ムラの評価結果を下記表1に示す。
【0054】
【表1】
【0055】
表1に示すように、塗工ムラの発生率は、ガイドロールの外周長さが185〜630mmの範囲内である試験例において低い値を示しており、基材フィルムの長手方向において185〜630mmの波長で該基材フィルムの搬送経路を変動させることが効果的であると認められる。
【0056】
また、回転軸の偏心率が0.2〜1.0%の範囲内である場合にも、塗工ムラの発生率が低減されていることが認められる。
【0057】
以上のように、本発明にかかる樹脂塗工膜の形成方法及び製造装置によれば、基材フィルム搬送速度の細かい変動が抑制され、その結果、基材フィルム上への樹脂塗工液の塗工量が安定化され、特に光学フィルムにおいて問題となりやすい塗工ムラを抑制することができる。
【図面の簡単な説明】
【0058】
【図1】本発明にかかる薄膜層の形成方法の一実施形態を示した概略図。
【図2】図1におけるガイドロール3dの拡大図。
【図3】本発明により形成された樹脂塗工フィルムと従来の樹脂塗工フィルムとを、基材フィルムの長手方向断面において対比した模式図。
【図4】ガイドロールの他の実施形態を示した断面図。
【図5】基材フィルム搬送速度の測定結果を示したグラフ。
【図6】図5の測定結果をフーリエ解析した結果を示したグラフ。
【符号の説明】
【0059】
I 基材フィルム
1 基準ロール
2 バックアップロール
3a、3b、3c、3d ガイドロール
4 ダイコーター
5 吐出部
6a、6b、6c、6d 回転軸
【特許請求の範囲】
【請求項1】
長尺の基材フィルムを、一定速度で回転する基準ロールから1又は2以上のガイドロールを介してバックアップロールへと送り、該バックアップロールに近接して設けられた塗工手段から樹脂塗工液を該基材フィルムへと塗工して基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造方法であって、前記ガイドロールのうち少なくとも1つの外周面を、基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムの搬送経路を周期的に変動させることを特徴とする樹脂塗工フィルムの製造方法。
【請求項2】
前記搬送経路を変動させるガイドロールが、回転軸で回転可能に固定され、該回転軸から外周面までの距離が周方向において185から630mmの波長で周期的に変化するように形成されたものであることを特徴とする請求項1に記載の樹脂塗工フィルムの製造方法。
【請求項3】
前記外周面は、回転軸と直交する断面において円形であることを特徴とする請求項2記載の樹脂塗工フィルムの製造方法。
【請求項4】
前記回転軸は、下記式(1)で表される偏心率Re(%)が、0.2〜10%であることを特徴とする請求項3記載の樹脂塗工フィルムの製造方法。
Re=(Rmax−Rmin)×100/R・・・(1)
[式(1)中、Rmaxは、回転軸から外周面までの最大長さ、Rminは、回転軸から外周面までの最小長さ、Rは前記円の半径を示す。]
【請求項5】
液状の樹脂塗工液を長尺の基材フィルム上に吐出して塗工する塗工手段と、該塗工手段に設けられる樹脂塗工液の吐出部近傍に基材フィルムを保持するバックアップロールと、基材フィルムを一定速度で搬送する基準ロールと、前記バックアップロールと基準ロールとの間の基材フィルムの搬送経路に配設される1又は2以上のガイドロールとを備え、基材フィルムを前記各ロール間に張り渡すように長手方向から連続的に搬送し、基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造装置であって、前記ガイドロールのうち少なくとも1つの外周面が、基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面を押動し、基材フィルムの搬送経路を周期的に変動させるものであることを特徴とする樹脂塗工フィルムの製造装置。
【請求項1】
長尺の基材フィルムを、一定速度で回転する基準ロールから1又は2以上のガイドロールを介してバックアップロールへと送り、該バックアップロールに近接して設けられた塗工手段から樹脂塗工液を該基材フィルムへと塗工して基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造方法であって、前記ガイドロールのうち少なくとも1つの外周面を、基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面に対して押動させ、基材フィルムの搬送経路を周期的に変動させることを特徴とする樹脂塗工フィルムの製造方法。
【請求項2】
前記搬送経路を変動させるガイドロールが、回転軸で回転可能に固定され、該回転軸から外周面までの距離が周方向において185から630mmの波長で周期的に変化するように形成されたものであることを特徴とする請求項1に記載の樹脂塗工フィルムの製造方法。
【請求項3】
前記外周面は、回転軸と直交する断面において円形であることを特徴とする請求項2記載の樹脂塗工フィルムの製造方法。
【請求項4】
前記回転軸は、下記式(1)で表される偏心率Re(%)が、0.2〜10%であることを特徴とする請求項3記載の樹脂塗工フィルムの製造方法。
Re=(Rmax−Rmin)×100/R・・・(1)
[式(1)中、Rmaxは、回転軸から外周面までの最大長さ、Rminは、回転軸から外周面までの最小長さ、Rは前記円の半径を示す。]
【請求項5】
液状の樹脂塗工液を長尺の基材フィルム上に吐出して塗工する塗工手段と、該塗工手段に設けられる樹脂塗工液の吐出部近傍に基材フィルムを保持するバックアップロールと、基材フィルムを一定速度で搬送する基準ロールと、前記バックアップロールと基準ロールとの間の基材フィルムの搬送経路に配設される1又は2以上のガイドロールとを備え、基材フィルムを前記各ロール間に張り渡すように長手方向から連続的に搬送し、基材フィルム上に樹脂塗工膜を形成する樹脂塗工フィルムの製造装置であって、前記ガイドロールのうち少なくとも1つの外周面が、基材フィルムの長手方向に185から630mmの波長で周期的に基材フィルム面を押動し、基材フィルムの搬送経路を周期的に変動させるものであることを特徴とする樹脂塗工フィルムの製造装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−28659(P2009−28659A)
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2007−195991(P2007−195991)
【出願日】平成19年7月27日(2007.7.27)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成19年7月27日(2007.7.27)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]