
樹脂成形体およびその成形方法
【構成】 樹脂成形体は、0.05〜10重量%のポビドンヨードをポリオレフィン系樹脂に混入した混合材料からなり、たとえば、1次成形とその後の熱処理によって成形される。そして、この熱処理によって、ポビドンヨードが樹脂成形体の表面にブリードアウトする。
【効果】 樹脂成形体の表面にポビドンヨードが露出するので、ポピドンヨードの抗菌効果を十分に発揮することができる。
【効果】 樹脂成形体の表面にポビドンヨードが露出するので、ポピドンヨードの抗菌効果を十分に発揮することができる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、樹脂成形体およびその成形方法に関し、特にたとえば、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した、樹脂成形体およびその成形方法に関する。
【背景技術】
【0002】
従来の樹脂成形体の一例が、特許文献1に開示されている。この特許文献1は、合成樹脂にポビドンヨードを溶融混練することで抗菌性樹脂組成物が形成され、この抗菌性樹脂組成物を成形することで、樹脂成形体に抗菌性が付与されるということを示している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−306937号[C08L 101/00]
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の技術では、単に成形しただけであり、そのような樹脂成形体の表面は通常合成樹脂によって覆われている。したがって、樹脂成形体中にポビドンヨードが混入されていても、ポビドンヨードの抗菌効果を十分に発揮することができない。
【0005】
それゆえに、この発明の主たる目的は、新規な、樹脂成形体を提供することである。
【0006】
この発明の他の目的は、ポビドンヨードの抗菌効果を十分に発揮することができる、樹脂成形体を提供することである。
【課題を解決するための手段】
【0007】
本発明は、上記の課題を解決するために、以下の構成を採用した。なお、括弧内の参照符号および補足説明などは、本発明の理解を助けるために後述する実施の形態との対応関係を示したものであって、本発明を何ら限定するものではない。
【0008】
第1の発明は、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した樹脂成形体を成形する成形工程、および熱処理を施すことによって樹脂成形体の表面にポビドンヨードをブリードアウトさせる熱処理工程を含む、樹脂成形体の成形方法である。
【0009】
第1の発明では、成形工程において、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した混合材料を押出機に投入して、シート状の1次成形物を製造する。そして、熱処理工程において、この1次成形物に熱処理を施して、ポビドンヨードを表面にブリードアウトさせる。
【0010】
第1の発明によれば、得られた樹脂成形体の表面にポピドンヨードが露出しているので、ポビドンヨードの抗菌効果を十分に発揮することができる。
【0011】
第2の発明は、第1の発明に従属し、熱処理工程における加熱温度をポビドンヨードにおけるポリビニルピロリドンのガラス転移温度よりも高くした。
【0012】
第2の発明では、熱処理工程において、ポリビニルピロリドンのガラス転移温度である180℃よりも高温で熱処理を施すことによって、ポリビニルピロリドンを確実にブリードアウトさせ、それに伴ってヨウ素を成形体表面に効果的に導出できる。
【0013】
第3の発明は、第2の発明に従属し、熱処理工程における加熱温度をポリビニルピロリドンの分解温度よりも低くした。
【0014】
第3の発明では、熱処理工程において、ポリビニルピロリドンのガラス転移温度よりも高温であって、かつポリビニルピロリドンの分解温度よりも低温で熱処理を施すことによって、島相から解離したヨウ素(I3−)がI2となって昇華する量を低減させ、ひいては、熱処理工程中において成形体表面からポビドンヨードが減少するのを抑制できる。
【0015】
第4の発明は、第2の発明に従属し、熱処理工程における加熱温度をポリビニルピロリドンの分解温度よりも高くし、加熱時間をポビドンヨードが実質的に分解により減少する時間よりも短くした。
【0016】
第4の発明では、熱処理工程において、高温で熱処理を施すことによって、ポリビニルピロリドン、ヨウ素ともに速くブリードアウトさせることができる。そして、加熱時間をポリビニルピロリドンが実質的に分解により減少する時間よりも短くすることによって、成形体表面からポビドンヨードが減少するのを抑制できる。
【0017】
第5の発明は、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した樹脂成形体において、表面にポビドンヨードをブリードアウトさせたことを特徴とする、樹脂成形体である。
【0018】
第5の発明では、樹脂成形体は、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した混合材料からなり、ポリオレフィン系樹脂には、たとえば低密度ポリエチレンが用いられる。樹脂成形体は、たとえば、1次成形とその後の熱処理によって製造され、この熱処理によって、ポリオレフィン系樹脂中に拡散し難い非相溶の高分子であるにも拘わらず、ポビドンヨードが樹脂成形体の表面にブリードアウトする。
【0019】
第5の発明によれば、樹脂成形体の表面がポリオレフィン系樹脂に覆われている場合と比較して、ポビドンヨードの抗菌効果を十分に発揮することができる。
【発明の効果】
【0020】
この発明によれば、樹脂成形体の表面にポビドンヨードをブリードアウトさせるため、ポビドンヨードの抗菌効果を十分に発揮することができる。
【0021】
この発明の上述の目的,その他の目的,特徴および利点は、図面を参照して行う以下の実施例の詳細な説明から一層明らかとなろう。
【図面の簡単な説明】
【0022】
【図1】この発明の一実施例の樹脂成形体の熱処理時間依存性を測定する試験の結果を示すグラフである。
【図2】図1の樹脂成形体の熱処理時間依存性を測定する試験の結果を示すグラフである。
【図3】図1の樹脂成形体の熱処理時間依存性を測定する試験の結果を示すグラフである。
【図4】図1の樹脂成形体の抗菌性比較実験の結果を示す写真である。
【図5】図1の樹脂成形体の抗菌性比較実験の結果を示す写真である。
【発明を実施するための形態】
【0023】
この発明の一実施例である樹脂成形体は、0.05〜10重量%のポビドンヨードをポリオレフィン系樹脂に混入した混合材料からなり、熱処理(アニーリング処理)を施すことによって、抗菌性(抗カビ性)を付与した樹脂成形体である。
【0024】
ただし、この明細書における、「0.05〜10重量%のポビドンヨード」とは、樹脂成形体中のポビドンヨードの含有量が、樹脂成形体の全量に対して0.05〜10重量%であることを意味する。
【0025】
樹脂成形体の主成分となるポリオレフィン系樹脂としては、低密度ポリエチレン(LDPE)などの従来公知の樹脂を用いることができ、粉粒体の状態で成型加工に使用することができるし、ペレット化してから成形加工に使用することもできる。ただし、ポリオレフィン系樹脂として、ポリプロピレン、ポリブテンなどを用いてもよい。
【0026】
また、ポリオレフィン樹脂に混入するポビドンヨード(PVP−I)は、担体であるポリビニルピロリドン(PVP)にヨウ素(I3−)が安定化されることによって構成され、たとえば、粉粒体の状態で成型加工に使用される。
【0027】
このような樹脂成形体を形成する場合には、先ず、成形工程を実行して、低密度ポリエチレンおよびポビドンヨードのそれぞれの粉末が混合されてなる混合粉末を押出機に投入し、たとえばシート状の1次成形物を成形する。なお、成形物の使用用途に応じて、ミキシングロール、射出成形機等の加工機械を用いて成形してもよい。そして、熱処理工程を実行して、その1次成形物を加熱炉内に所定の時間だけ通して熱処理を施す。つまり、成形工程の後に熱処理工程を加えることによって、この発明の樹脂成形体が形成される。この熱処理工程は、表面にポビドンヨードをブリードアウトさせるための処理であり、これによって、ポビドンヨードが成形体表面に露出するので、ポピドンヨードの抗菌効果を効果的に発揮させることができる。つまり、樹脂成形体に抗菌性(抗カビ性)が付与されることとなる。
【0028】
ここで、本願発明者等は、低密度ポリエチレンに5重量%(以下、%という)のポビドンヨードを溶融混練して、海島構造を有して島相(ポビドンヨード相)の粒径の異なる厚さ350μmの試験用試料を作製し、これらの試験用試料を種々の設定温度で熱処理して赤外吸収(IR)スペクトルの熱処理時間依存性を測定する試験を行った。その結果を図1−図3に示す。
【0029】
なお、この試験では、IRスペクトルは、日本分光株式会社製のIRスペクトル測定装置「FT/IR−4100」を用いて、ATR(ATTENUATED TOTAL REFLECTION)法によって測定した。
【0030】
また、この試験では、島相(ポビドンヨード相)の粒径は、オリンパス株式会社製のシステム生物顕微鏡「BX50」を用いて試験用試料を観察し、その試験用試料の表面画像をパソコンに取り込んで、取り込んだ画像をオリンパス株式会社製のソフト「DP Controller」で画像処理することによって測定した。
【0031】
また、この試験では、試験用試料に熱処理を施す際には、ヒーターを含む加熱器で加温して鉄板の温度を種々の設定温度に保ち、その鉄板と試験用試料とを密閉せずに接触させることによって、試験用試料を加熱した。
【0032】
この測定により、ポビドンヨードでは、ポリビニルピロリドンとヨウ素の相互作用により、3000cm−1付近にOH伸縮運動のピーク(OHピーク)が現れ、また、ポリビニルピロリドンでは、カルボニル基を有することにより、1650cm−1付近にC=O伸縮運動のピーク(カルボニルピーク)が現れることが分かった。なお、OHピークの吸光度からポリビニルピロリドンと相互作用しているヨウ素の量を、カルボニルピークの吸光度からポリビニルピロリドンの量を評価することができる。
【0033】
また、IR測定を行うことで、試験用試料表面での深さが0.5〜3μmまでの赤外吸収スペクトルが得られることが分かった。
【0034】
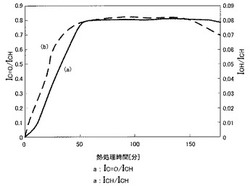
図1には、島相の粒径が10〜15μmである試験用試料を200℃で熱処理し、測定されたIRスペクトルからカルボニルピークの吸光度に対するCHピークの吸光度との相対強度、ならびにOHピークの吸光度に対するCHピークの吸光度との相対強度を求めて、それらの熱処理時間依存性を調べた試験結果をグラフで示す。
【0035】
なお、図中では、横軸が熱処理時間(分)を、左側縦軸がカルボニルピークの吸光度に対するCHピークの吸光度との相対強度(IC=O/ICH)を、右側縦軸がOHピークの吸光度に対するCHピークの吸光度との相対強度(IOH/ICH)をそれぞれ表わしており、カルボニルピークの吸光度に対するCHピークの吸光度との相対強度のグラフに「a」を、OHピークの吸光度に対するCHピークの吸光度との相対強度のグラフに「b」を付している。
【0036】
図1に示すように、熱処理時間が0分の場合には、IC=O/ICHならびにIOH/ICHがほぼ0である。このような結果から、熱処理していない試験用試料(未処理試料)は、その表面が低密度ポリエチレンに覆われていることが分かる。
【0037】
また、試験用試料を熱処理することによって、IC=O/ICHならびにIOH/ICHが増加している。これは、低密度ポリエチレンマトリックス中に島相として存在しているポビドンヨードが、ポリオレフィン系樹脂中に拡散し難い非相溶の高分子であるにも拘わらず、ブリードアウトして表面に析出していることを示唆している。
【0038】
さらに、IC=O/ICHならびにIOH/ICHが、熱処理時間が50分以降でほぼ一定になることから、ブリードアウトして表面に析出するポビドンヨードの量は、長時間熱処理すると飽和することが分かる。
【0039】
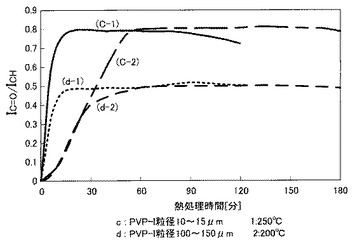
図2には、それぞれ島相の粒径の異なる試験用試料を熱処理し、測定されたATR−IRスペクトルからカルボニルピークの吸光度に対するCHピークの吸光度との相対強度を求めて、それらの熱処理時間依存性を調べた試験結果をグラフで示す。
【0040】
なお、図中では、横軸が熱処理時間(分)を、縦軸がカルボニルピークの吸光度に対するCHピークの吸光度との相対強度をそれぞれ表わしており、島相の粒径が10〜15μmであって250℃で熱処理した試験用試料のグラフに「c−1」を、島相の粒径が10〜15μmであって200℃で熱処理した試験用試料のグラフに「c−2」を、島相の粒径が100〜150μmであって250℃で熱処理した試験用試料のグラフに「d−1」を、島相の粒径が100〜150μmであって200℃で熱処理した試験用試料のグラフに「d−2」を付している。
【0041】
図2に示すように、島相の粒径サイズが1/10になると、ブリードアウトして表面に析出するポビドンヨードの飽和量が約40%も増加している。これは、島相の粒径が小さくなると表面積が増えて、低密度ポリエチレ中に拡散するポリビニルピロリドン・ヨウ素の量が増えることを示唆している。
【0042】
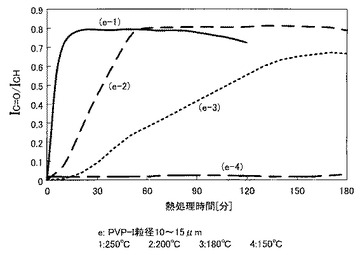
図3には、島相の粒径が10〜15μmである試験用試料を種々の温度(150℃、180℃、200℃、250℃)で熱処理し、測定されたIRスペクトルからカルボニルピークの吸光度に対するCHピークの吸光度との相対強度を求めて、それらの熱処理時間依存性を調べた試験結果をグラフで示す。ただし、ポリビニルピロリドンのガラス転移温度は、約180℃であり、ポリビニルピロリドンの分解温度は、約220℃である。
【0043】
なお、図中では、横軸が熱処理時間(分)を、縦軸がカルボニルピークの吸光度に対するCHピークの吸光度との相対強度をそれぞれ表わしており、250℃で熱処理した試験用試料のグラフに「e−1」を、200℃で熱処理した試験用試料のグラフに「e−2」を、180℃で熱処理した試験用試料のグラフに「e−3」を、150℃で熱処理した試験用試料のグラフに「e−4」を付している。
【0044】
図3に示すように、熱処理温度を上昇させると、ポリビニルピロリドン・ヨウ素ともに速くブリードアウトすることが分かる。
【0045】
さらに、150℃で熱処理した場合には、ポリビニルピロリドンのブリードアウトが確認されないが、180℃で熱処理した場合には、IC=O/ICHが非常に緩やかに増加している。これは、ポリビニルピロリドンのガラス転移温度よりも低い温度で熱処理しても、ポリビニルピロリドンがほとんどブリードアウトしないということを示唆している。換言すると、ポリビニルピロリドンのガラス転移温度よりも高温で熱処理を施すことによって、ポリビニルピロリドンを確実にブリードアウトさせ、それに伴ってヨウ素を成形体表面に効果的に導出できるといえる。
【0046】
また、図1を参照して、高温で長時間熱処理した場合には、ヨウ素のブリードアウト量が飽和値から減少しているが、これは、長時間の熱処理に伴う試験用試料表面でのヨウ素の減少は、島相から解離したヨウ素(I3−)がI2となり、昇華したためであると考えられる(I3−→I2+I−)。さらに、図2を参照して、ブリードアウト量の減少は島相の粒径が大きい試験用試料の方が速く生じており、このことからも、島相中のヨウ素が減少していることが分かる。したがって、たとえばポリビニルピロリドンの分解温度よりも低温で熱処理を施すことで、島相から解離したヨウ素(I3−)がI2となって昇華する量を低減させ、ひいては、熱処理工程中において成形体表面からポビドンヨードが減少するのを抑制できるといえる。
【0047】
また、ポリビニルピロリドンの分解温度よりも高温で熱処理を施す場合であっても、加熱時間がポピドンヨードが実質的に分解により減少する時間よりも短ければ、熱処理工程中において成形体表面からポビドンヨードが減少するのを抑制できるといえる。たとえば、ポリビニルピロリドンの分解温度(220℃)よりも高温で熱処理を施す場合の加熱時間は、好ましくは80分以下であり、より好ましくは20分以下である。これは、図2のグラフにおいて、ポリビニルピロリドンの分解温度よりも高温で熱処理を施した場合に、その加熱時間が20分を超えると、ブリードアウト量の増加がなくなって、ブリードアウト量がほぼ一定になり、加熱時間が80分を超えると、ポピドンヨードの分解によるブリードアウト量の減少がみられることからも伺える。
【0048】
さらにまた、図1から分かるように、ポリビニルピロリドンに比べてヨウ素が速く飽和している。このような結果から、ポリオレフィン系樹脂中に拡散し難い非相溶の高分子であるポビドンヨードが樹脂成形体の表面にブリードアウトする原因として、ポリビニルピロリドンの拡散がヨウ素によって誘導されていると考えることができる。
【0049】
また、本願発明者等は、日本分光株式会社製のIRスペクトル測定装置「FT/IR−4100」、および微少部分の観察ができる赤外顕微鏡「IRT−5000」を用いて、顕微赤外分光法(顕微IR法)によって、低密度ポリエチレンマトリックス中のポリビニルピロリドンの分布、具体的には、カルボニルピークの強度分布を測定した。
【0050】
この測定では、熱処理していない試験用試料(未処理試料)では、カルボニルピークは島相にのみ存在して、海相(ポリエチレン相)では観察されなかったが、熱処理を行った試験用試料では、カルボニルピークは島相のみならず海相でも観察され、その強度は大きい値を示していた。このような測定結果から、熱処理によって、低密度ポリエチレンマトリックス中に非相溶のポリビニルピロリドンが均一に拡散することが分かる。
【0051】
このように、低密度ポリエチレンにポビドンヨードを溶融混練し、それらを熱処理した樹脂成形体では、ポビドンヨードのブリードアウトが、次のような段階を経て進行すると推察できる。(1)ポビドンヨードからヨウ素(I3−)が解離する。(2)解離したヨウ素(I3−)が海相(ポリエチレン相)に拡散して、一部のヨウ素(I3−)がI2となり、昇華する。(3)海相中に拡散したヨウ素(I3−)に誘導されるようにして、島相からポリビニルピロリドンが拡散する。(4)海相中のポリビニルピロリドン・ヨウ素(I3−)の濃度が均一になるように拡散が進行する。
【0052】
さらに、本願発明者等は、ポビドンヨードを表面にブリードアウトさせた樹脂成形物の抗菌性(抗カビ性)を評価するために、試料容器の内部に寒天培地(サブロー寒天培地)を設けて、この寒天培地上に湿潤剤添加溶液にカビを懸濁したカビ胞子懸濁液を噴霧し、たとえば蓋裏に厚さ350μmの試験用試料を配置して試料容器を密封し、それらのサンプルを23℃で92時間保持する比較実験を行った。その結果を図4および図5に示す。
【0053】
なお、図4(a)は、島相の粒径が10〜15μmであって熱処理を施していない試験用試料(未処理試料)を試料容器に配置したサンプルであり、図4(b)は、島相の粒径が10〜15μmであって40分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図4(c)は、島相の粒径が10〜15μmであって90分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図4(d)は、島相の粒径が10〜15μmであって120分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図5(a)は、島相の粒径が100〜150μmであって熱処理を施していない試験用試料(未処理試料)を試料容器に配置したサンプルであり、図5(b)は、島相の粒径が100〜150μmであって70分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図5(c)は、島相の粒径が100〜150μmであって90分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図5(d)は、島相の粒径が100〜150μmであって120分間の熱処理を施した試験用試料を試料容器に配置したサンプルである。
【0054】
図4および図5から分かるように、熱処理を施していない試験用試料(未処理試料)を試料容器に配置したサンプルと、熱処理を施した試験用試料を試料容器に配置したサンプルとを比較すると、熱処理を施した試験用試料を配置した試料容器の内部でのカビの発育が抑制されていることが確認され、熱処理を施した試験用試料が抗カビ効果(抗菌効果)を発揮していることが分かる。
【0055】
さらに、試料容器の蓋裏に配置している試験用試料が、当該試験用試料と接触していない寒天培地上のカビに対して抗カビ性を発揮していることからも、熱処理を施してポビドンヨードを表面にブリードアウトさせた試験用試料が非接触でも抗カビ効果を発揮していることが分かる。
【0056】
このように、この実施例では、樹脂成形体は、ポリオレフィン系樹脂にポビドンヨードを混入した混合材料からなり、たとえば、1次成形とその後の熱処理によって成形される。そして、この熱処理によって、ポリオレフィン系樹脂中に拡散し難い非相溶の高分子であるにも拘わらず、ポビドンヨードが樹脂成形体の表面にブリードアウトする。したがって、この実施例によれば、樹脂成形体の表面にポピドンヨードが露出しているので、樹脂成形体の表面がポリオレフィン系樹脂に覆われている場合と比較して、ポビドンヨードの抗菌効果を十分に発揮することができる。
【0057】
さらに、この実施例によれば、樹脂成形体は、非接触でも抗菌効果(抗カビ効果)を発揮することができる。
【技術分野】
【0001】
この発明は、樹脂成形体およびその成形方法に関し、特にたとえば、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した、樹脂成形体およびその成形方法に関する。
【背景技術】
【0002】
従来の樹脂成形体の一例が、特許文献1に開示されている。この特許文献1は、合成樹脂にポビドンヨードを溶融混練することで抗菌性樹脂組成物が形成され、この抗菌性樹脂組成物を成形することで、樹脂成形体に抗菌性が付与されるということを示している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−306937号[C08L 101/00]
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の技術では、単に成形しただけであり、そのような樹脂成形体の表面は通常合成樹脂によって覆われている。したがって、樹脂成形体中にポビドンヨードが混入されていても、ポビドンヨードの抗菌効果を十分に発揮することができない。
【0005】
それゆえに、この発明の主たる目的は、新規な、樹脂成形体を提供することである。
【0006】
この発明の他の目的は、ポビドンヨードの抗菌効果を十分に発揮することができる、樹脂成形体を提供することである。
【課題を解決するための手段】
【0007】
本発明は、上記の課題を解決するために、以下の構成を採用した。なお、括弧内の参照符号および補足説明などは、本発明の理解を助けるために後述する実施の形態との対応関係を示したものであって、本発明を何ら限定するものではない。
【0008】
第1の発明は、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した樹脂成形体を成形する成形工程、および熱処理を施すことによって樹脂成形体の表面にポビドンヨードをブリードアウトさせる熱処理工程を含む、樹脂成形体の成形方法である。
【0009】
第1の発明では、成形工程において、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した混合材料を押出機に投入して、シート状の1次成形物を製造する。そして、熱処理工程において、この1次成形物に熱処理を施して、ポビドンヨードを表面にブリードアウトさせる。
【0010】
第1の発明によれば、得られた樹脂成形体の表面にポピドンヨードが露出しているので、ポビドンヨードの抗菌効果を十分に発揮することができる。
【0011】
第2の発明は、第1の発明に従属し、熱処理工程における加熱温度をポビドンヨードにおけるポリビニルピロリドンのガラス転移温度よりも高くした。
【0012】
第2の発明では、熱処理工程において、ポリビニルピロリドンのガラス転移温度である180℃よりも高温で熱処理を施すことによって、ポリビニルピロリドンを確実にブリードアウトさせ、それに伴ってヨウ素を成形体表面に効果的に導出できる。
【0013】
第3の発明は、第2の発明に従属し、熱処理工程における加熱温度をポリビニルピロリドンの分解温度よりも低くした。
【0014】
第3の発明では、熱処理工程において、ポリビニルピロリドンのガラス転移温度よりも高温であって、かつポリビニルピロリドンの分解温度よりも低温で熱処理を施すことによって、島相から解離したヨウ素(I3−)がI2となって昇華する量を低減させ、ひいては、熱処理工程中において成形体表面からポビドンヨードが減少するのを抑制できる。
【0015】
第4の発明は、第2の発明に従属し、熱処理工程における加熱温度をポリビニルピロリドンの分解温度よりも高くし、加熱時間をポビドンヨードが実質的に分解により減少する時間よりも短くした。
【0016】
第4の発明では、熱処理工程において、高温で熱処理を施すことによって、ポリビニルピロリドン、ヨウ素ともに速くブリードアウトさせることができる。そして、加熱時間をポリビニルピロリドンが実質的に分解により減少する時間よりも短くすることによって、成形体表面からポビドンヨードが減少するのを抑制できる。
【0017】
第5の発明は、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した樹脂成形体において、表面にポビドンヨードをブリードアウトさせたことを特徴とする、樹脂成形体である。
【0018】
第5の発明では、樹脂成形体は、所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した混合材料からなり、ポリオレフィン系樹脂には、たとえば低密度ポリエチレンが用いられる。樹脂成形体は、たとえば、1次成形とその後の熱処理によって製造され、この熱処理によって、ポリオレフィン系樹脂中に拡散し難い非相溶の高分子であるにも拘わらず、ポビドンヨードが樹脂成形体の表面にブリードアウトする。
【0019】
第5の発明によれば、樹脂成形体の表面がポリオレフィン系樹脂に覆われている場合と比較して、ポビドンヨードの抗菌効果を十分に発揮することができる。
【発明の効果】
【0020】
この発明によれば、樹脂成形体の表面にポビドンヨードをブリードアウトさせるため、ポビドンヨードの抗菌効果を十分に発揮することができる。
【0021】
この発明の上述の目的,その他の目的,特徴および利点は、図面を参照して行う以下の実施例の詳細な説明から一層明らかとなろう。
【図面の簡単な説明】
【0022】
【図1】この発明の一実施例の樹脂成形体の熱処理時間依存性を測定する試験の結果を示すグラフである。
【図2】図1の樹脂成形体の熱処理時間依存性を測定する試験の結果を示すグラフである。
【図3】図1の樹脂成形体の熱処理時間依存性を測定する試験の結果を示すグラフである。
【図4】図1の樹脂成形体の抗菌性比較実験の結果を示す写真である。
【図5】図1の樹脂成形体の抗菌性比較実験の結果を示す写真である。
【発明を実施するための形態】
【0023】
この発明の一実施例である樹脂成形体は、0.05〜10重量%のポビドンヨードをポリオレフィン系樹脂に混入した混合材料からなり、熱処理(アニーリング処理)を施すことによって、抗菌性(抗カビ性)を付与した樹脂成形体である。
【0024】
ただし、この明細書における、「0.05〜10重量%のポビドンヨード」とは、樹脂成形体中のポビドンヨードの含有量が、樹脂成形体の全量に対して0.05〜10重量%であることを意味する。
【0025】
樹脂成形体の主成分となるポリオレフィン系樹脂としては、低密度ポリエチレン(LDPE)などの従来公知の樹脂を用いることができ、粉粒体の状態で成型加工に使用することができるし、ペレット化してから成形加工に使用することもできる。ただし、ポリオレフィン系樹脂として、ポリプロピレン、ポリブテンなどを用いてもよい。
【0026】
また、ポリオレフィン樹脂に混入するポビドンヨード(PVP−I)は、担体であるポリビニルピロリドン(PVP)にヨウ素(I3−)が安定化されることによって構成され、たとえば、粉粒体の状態で成型加工に使用される。
【0027】
このような樹脂成形体を形成する場合には、先ず、成形工程を実行して、低密度ポリエチレンおよびポビドンヨードのそれぞれの粉末が混合されてなる混合粉末を押出機に投入し、たとえばシート状の1次成形物を成形する。なお、成形物の使用用途に応じて、ミキシングロール、射出成形機等の加工機械を用いて成形してもよい。そして、熱処理工程を実行して、その1次成形物を加熱炉内に所定の時間だけ通して熱処理を施す。つまり、成形工程の後に熱処理工程を加えることによって、この発明の樹脂成形体が形成される。この熱処理工程は、表面にポビドンヨードをブリードアウトさせるための処理であり、これによって、ポビドンヨードが成形体表面に露出するので、ポピドンヨードの抗菌効果を効果的に発揮させることができる。つまり、樹脂成形体に抗菌性(抗カビ性)が付与されることとなる。
【0028】
ここで、本願発明者等は、低密度ポリエチレンに5重量%(以下、%という)のポビドンヨードを溶融混練して、海島構造を有して島相(ポビドンヨード相)の粒径の異なる厚さ350μmの試験用試料を作製し、これらの試験用試料を種々の設定温度で熱処理して赤外吸収(IR)スペクトルの熱処理時間依存性を測定する試験を行った。その結果を図1−図3に示す。
【0029】
なお、この試験では、IRスペクトルは、日本分光株式会社製のIRスペクトル測定装置「FT/IR−4100」を用いて、ATR(ATTENUATED TOTAL REFLECTION)法によって測定した。
【0030】
また、この試験では、島相(ポビドンヨード相)の粒径は、オリンパス株式会社製のシステム生物顕微鏡「BX50」を用いて試験用試料を観察し、その試験用試料の表面画像をパソコンに取り込んで、取り込んだ画像をオリンパス株式会社製のソフト「DP Controller」で画像処理することによって測定した。
【0031】
また、この試験では、試験用試料に熱処理を施す際には、ヒーターを含む加熱器で加温して鉄板の温度を種々の設定温度に保ち、その鉄板と試験用試料とを密閉せずに接触させることによって、試験用試料を加熱した。
【0032】
この測定により、ポビドンヨードでは、ポリビニルピロリドンとヨウ素の相互作用により、3000cm−1付近にOH伸縮運動のピーク(OHピーク)が現れ、また、ポリビニルピロリドンでは、カルボニル基を有することにより、1650cm−1付近にC=O伸縮運動のピーク(カルボニルピーク)が現れることが分かった。なお、OHピークの吸光度からポリビニルピロリドンと相互作用しているヨウ素の量を、カルボニルピークの吸光度からポリビニルピロリドンの量を評価することができる。
【0033】
また、IR測定を行うことで、試験用試料表面での深さが0.5〜3μmまでの赤外吸収スペクトルが得られることが分かった。
【0034】
図1には、島相の粒径が10〜15μmである試験用試料を200℃で熱処理し、測定されたIRスペクトルからカルボニルピークの吸光度に対するCHピークの吸光度との相対強度、ならびにOHピークの吸光度に対するCHピークの吸光度との相対強度を求めて、それらの熱処理時間依存性を調べた試験結果をグラフで示す。
【0035】
なお、図中では、横軸が熱処理時間(分)を、左側縦軸がカルボニルピークの吸光度に対するCHピークの吸光度との相対強度(IC=O/ICH)を、右側縦軸がOHピークの吸光度に対するCHピークの吸光度との相対強度(IOH/ICH)をそれぞれ表わしており、カルボニルピークの吸光度に対するCHピークの吸光度との相対強度のグラフに「a」を、OHピークの吸光度に対するCHピークの吸光度との相対強度のグラフに「b」を付している。
【0036】
図1に示すように、熱処理時間が0分の場合には、IC=O/ICHならびにIOH/ICHがほぼ0である。このような結果から、熱処理していない試験用試料(未処理試料)は、その表面が低密度ポリエチレンに覆われていることが分かる。
【0037】
また、試験用試料を熱処理することによって、IC=O/ICHならびにIOH/ICHが増加している。これは、低密度ポリエチレンマトリックス中に島相として存在しているポビドンヨードが、ポリオレフィン系樹脂中に拡散し難い非相溶の高分子であるにも拘わらず、ブリードアウトして表面に析出していることを示唆している。
【0038】
さらに、IC=O/ICHならびにIOH/ICHが、熱処理時間が50分以降でほぼ一定になることから、ブリードアウトして表面に析出するポビドンヨードの量は、長時間熱処理すると飽和することが分かる。
【0039】
図2には、それぞれ島相の粒径の異なる試験用試料を熱処理し、測定されたATR−IRスペクトルからカルボニルピークの吸光度に対するCHピークの吸光度との相対強度を求めて、それらの熱処理時間依存性を調べた試験結果をグラフで示す。
【0040】
なお、図中では、横軸が熱処理時間(分)を、縦軸がカルボニルピークの吸光度に対するCHピークの吸光度との相対強度をそれぞれ表わしており、島相の粒径が10〜15μmであって250℃で熱処理した試験用試料のグラフに「c−1」を、島相の粒径が10〜15μmであって200℃で熱処理した試験用試料のグラフに「c−2」を、島相の粒径が100〜150μmであって250℃で熱処理した試験用試料のグラフに「d−1」を、島相の粒径が100〜150μmであって200℃で熱処理した試験用試料のグラフに「d−2」を付している。
【0041】
図2に示すように、島相の粒径サイズが1/10になると、ブリードアウトして表面に析出するポビドンヨードの飽和量が約40%も増加している。これは、島相の粒径が小さくなると表面積が増えて、低密度ポリエチレ中に拡散するポリビニルピロリドン・ヨウ素の量が増えることを示唆している。
【0042】
図3には、島相の粒径が10〜15μmである試験用試料を種々の温度(150℃、180℃、200℃、250℃)で熱処理し、測定されたIRスペクトルからカルボニルピークの吸光度に対するCHピークの吸光度との相対強度を求めて、それらの熱処理時間依存性を調べた試験結果をグラフで示す。ただし、ポリビニルピロリドンのガラス転移温度は、約180℃であり、ポリビニルピロリドンの分解温度は、約220℃である。
【0043】
なお、図中では、横軸が熱処理時間(分)を、縦軸がカルボニルピークの吸光度に対するCHピークの吸光度との相対強度をそれぞれ表わしており、250℃で熱処理した試験用試料のグラフに「e−1」を、200℃で熱処理した試験用試料のグラフに「e−2」を、180℃で熱処理した試験用試料のグラフに「e−3」を、150℃で熱処理した試験用試料のグラフに「e−4」を付している。
【0044】
図3に示すように、熱処理温度を上昇させると、ポリビニルピロリドン・ヨウ素ともに速くブリードアウトすることが分かる。
【0045】
さらに、150℃で熱処理した場合には、ポリビニルピロリドンのブリードアウトが確認されないが、180℃で熱処理した場合には、IC=O/ICHが非常に緩やかに増加している。これは、ポリビニルピロリドンのガラス転移温度よりも低い温度で熱処理しても、ポリビニルピロリドンがほとんどブリードアウトしないということを示唆している。換言すると、ポリビニルピロリドンのガラス転移温度よりも高温で熱処理を施すことによって、ポリビニルピロリドンを確実にブリードアウトさせ、それに伴ってヨウ素を成形体表面に効果的に導出できるといえる。
【0046】
また、図1を参照して、高温で長時間熱処理した場合には、ヨウ素のブリードアウト量が飽和値から減少しているが、これは、長時間の熱処理に伴う試験用試料表面でのヨウ素の減少は、島相から解離したヨウ素(I3−)がI2となり、昇華したためであると考えられる(I3−→I2+I−)。さらに、図2を参照して、ブリードアウト量の減少は島相の粒径が大きい試験用試料の方が速く生じており、このことからも、島相中のヨウ素が減少していることが分かる。したがって、たとえばポリビニルピロリドンの分解温度よりも低温で熱処理を施すことで、島相から解離したヨウ素(I3−)がI2となって昇華する量を低減させ、ひいては、熱処理工程中において成形体表面からポビドンヨードが減少するのを抑制できるといえる。
【0047】
また、ポリビニルピロリドンの分解温度よりも高温で熱処理を施す場合であっても、加熱時間がポピドンヨードが実質的に分解により減少する時間よりも短ければ、熱処理工程中において成形体表面からポビドンヨードが減少するのを抑制できるといえる。たとえば、ポリビニルピロリドンの分解温度(220℃)よりも高温で熱処理を施す場合の加熱時間は、好ましくは80分以下であり、より好ましくは20分以下である。これは、図2のグラフにおいて、ポリビニルピロリドンの分解温度よりも高温で熱処理を施した場合に、その加熱時間が20分を超えると、ブリードアウト量の増加がなくなって、ブリードアウト量がほぼ一定になり、加熱時間が80分を超えると、ポピドンヨードの分解によるブリードアウト量の減少がみられることからも伺える。
【0048】
さらにまた、図1から分かるように、ポリビニルピロリドンに比べてヨウ素が速く飽和している。このような結果から、ポリオレフィン系樹脂中に拡散し難い非相溶の高分子であるポビドンヨードが樹脂成形体の表面にブリードアウトする原因として、ポリビニルピロリドンの拡散がヨウ素によって誘導されていると考えることができる。
【0049】
また、本願発明者等は、日本分光株式会社製のIRスペクトル測定装置「FT/IR−4100」、および微少部分の観察ができる赤外顕微鏡「IRT−5000」を用いて、顕微赤外分光法(顕微IR法)によって、低密度ポリエチレンマトリックス中のポリビニルピロリドンの分布、具体的には、カルボニルピークの強度分布を測定した。
【0050】
この測定では、熱処理していない試験用試料(未処理試料)では、カルボニルピークは島相にのみ存在して、海相(ポリエチレン相)では観察されなかったが、熱処理を行った試験用試料では、カルボニルピークは島相のみならず海相でも観察され、その強度は大きい値を示していた。このような測定結果から、熱処理によって、低密度ポリエチレンマトリックス中に非相溶のポリビニルピロリドンが均一に拡散することが分かる。
【0051】
このように、低密度ポリエチレンにポビドンヨードを溶融混練し、それらを熱処理した樹脂成形体では、ポビドンヨードのブリードアウトが、次のような段階を経て進行すると推察できる。(1)ポビドンヨードからヨウ素(I3−)が解離する。(2)解離したヨウ素(I3−)が海相(ポリエチレン相)に拡散して、一部のヨウ素(I3−)がI2となり、昇華する。(3)海相中に拡散したヨウ素(I3−)に誘導されるようにして、島相からポリビニルピロリドンが拡散する。(4)海相中のポリビニルピロリドン・ヨウ素(I3−)の濃度が均一になるように拡散が進行する。
【0052】
さらに、本願発明者等は、ポビドンヨードを表面にブリードアウトさせた樹脂成形物の抗菌性(抗カビ性)を評価するために、試料容器の内部に寒天培地(サブロー寒天培地)を設けて、この寒天培地上に湿潤剤添加溶液にカビを懸濁したカビ胞子懸濁液を噴霧し、たとえば蓋裏に厚さ350μmの試験用試料を配置して試料容器を密封し、それらのサンプルを23℃で92時間保持する比較実験を行った。その結果を図4および図5に示す。
【0053】
なお、図4(a)は、島相の粒径が10〜15μmであって熱処理を施していない試験用試料(未処理試料)を試料容器に配置したサンプルであり、図4(b)は、島相の粒径が10〜15μmであって40分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図4(c)は、島相の粒径が10〜15μmであって90分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図4(d)は、島相の粒径が10〜15μmであって120分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図5(a)は、島相の粒径が100〜150μmであって熱処理を施していない試験用試料(未処理試料)を試料容器に配置したサンプルであり、図5(b)は、島相の粒径が100〜150μmであって70分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図5(c)は、島相の粒径が100〜150μmであって90分間の熱処理を施した試験用試料を試料容器に配置したサンプルであり、図5(d)は、島相の粒径が100〜150μmであって120分間の熱処理を施した試験用試料を試料容器に配置したサンプルである。
【0054】
図4および図5から分かるように、熱処理を施していない試験用試料(未処理試料)を試料容器に配置したサンプルと、熱処理を施した試験用試料を試料容器に配置したサンプルとを比較すると、熱処理を施した試験用試料を配置した試料容器の内部でのカビの発育が抑制されていることが確認され、熱処理を施した試験用試料が抗カビ効果(抗菌効果)を発揮していることが分かる。
【0055】
さらに、試料容器の蓋裏に配置している試験用試料が、当該試験用試料と接触していない寒天培地上のカビに対して抗カビ性を発揮していることからも、熱処理を施してポビドンヨードを表面にブリードアウトさせた試験用試料が非接触でも抗カビ効果を発揮していることが分かる。
【0056】
このように、この実施例では、樹脂成形体は、ポリオレフィン系樹脂にポビドンヨードを混入した混合材料からなり、たとえば、1次成形とその後の熱処理によって成形される。そして、この熱処理によって、ポリオレフィン系樹脂中に拡散し難い非相溶の高分子であるにも拘わらず、ポビドンヨードが樹脂成形体の表面にブリードアウトする。したがって、この実施例によれば、樹脂成形体の表面にポピドンヨードが露出しているので、樹脂成形体の表面がポリオレフィン系樹脂に覆われている場合と比較して、ポビドンヨードの抗菌効果を十分に発揮することができる。
【0057】
さらに、この実施例によれば、樹脂成形体は、非接触でも抗菌効果(抗カビ効果)を発揮することができる。
【特許請求の範囲】
【請求項1】
所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した樹脂成形体を成形する工程、および
熱処理を施すことによって樹脂成形体の表面にポビドンヨードをブリードアウトさせる熱処理工程を含む、樹脂成形体の成形方法。
【請求項2】
熱処理工程における加熱温度をポビドンヨードに含まれるポリビニルピロリドンのガラス転移温度よりも高くした、請求項1記載の樹脂成形体の成形方法。
【請求項3】
熱処理工程における加熱温度をポリビニルピロリドンの分解温度よりも低くした、請求項2記載の樹脂成形体の成形方法。
【請求項4】
熱処理工程における加熱温度をポリビニルピロリドンの分解温度よりも高くし、加熱時間をポビドンヨードが実質的に分解により減少する時間よりも短くした、請求項2記載の樹脂成形体の成形方法。
【請求項5】
所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した樹脂成形体において、
表面にポビドンヨードをブリードアウトさせたことを特徴とする、樹脂成形体。
【請求項1】
所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した樹脂成形体を成形する工程、および
熱処理を施すことによって樹脂成形体の表面にポビドンヨードをブリードアウトさせる熱処理工程を含む、樹脂成形体の成形方法。
【請求項2】
熱処理工程における加熱温度をポビドンヨードに含まれるポリビニルピロリドンのガラス転移温度よりも高くした、請求項1記載の樹脂成形体の成形方法。
【請求項3】
熱処理工程における加熱温度をポリビニルピロリドンの分解温度よりも低くした、請求項2記載の樹脂成形体の成形方法。
【請求項4】
熱処理工程における加熱温度をポリビニルピロリドンの分解温度よりも高くし、加熱時間をポビドンヨードが実質的に分解により減少する時間よりも短くした、請求項2記載の樹脂成形体の成形方法。
【請求項5】
所定重量%のポビドンヨードをポリオレフィン系樹脂に混入した樹脂成形体において、
表面にポビドンヨードをブリードアウトさせたことを特徴とする、樹脂成形体。
【図1】



【図2】
【図3】
【図4】

【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−280755(P2010−280755A)
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願番号】特願2009−133073(P2009−133073)
【出願日】平成21年6月2日(2009.6.2)
【出願人】(505142964)クボタシーアイ株式会社 (192)
【出願人】(504132881)国立大学法人東京農工大学 (595)
【Fターム(参考)】
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願日】平成21年6月2日(2009.6.2)
【出願人】(505142964)クボタシーアイ株式会社 (192)
【出願人】(504132881)国立大学法人東京農工大学 (595)
【Fターム(参考)】
[ Back to top ]