
樹脂成形体の接合方法
【課題】 2つの樹脂成形体を高い溶着強度で接合できる、レーザー溶着法を用いた接合方法の提供。
【解決手段】 レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法であり、第1樹脂成形体が熱可塑性樹脂、及びαセルロースの含有率が80%以上であるセルロース繊維を含有するレーザー光透過性の成形体で、第2樹脂成形体が、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体であり、第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを溶着させる接合方法。
【解決手段】 レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法であり、第1樹脂成形体が熱可塑性樹脂、及びαセルロースの含有率が80%以上であるセルロース繊維を含有するレーザー光透過性の成形体で、第2樹脂成形体が、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体であり、第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを溶着させる接合方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法に関する。
【背景技術】
【0002】
樹脂成形体の接合方法として汎用されている、超音波溶着法、熱板工法、接着工法、ネジ止め工法等が有する問題点を解消する方法として、レーザー溶着法が注目されている。レーザー溶着法を適用した場合、接合しようとする2つの樹脂成形体の色が異なる場合にしか適用できないとの問題があり(特許文献1)、この問題を解決するものとして、特許文献2が知られている。
【0003】
特許文献2には、第一樹脂部材と第二樹脂部材とをレーザー光で溶着する技術が開示されており、実施例では、汎用されている染料及びカーボンブラックを用いて着色された、黒色同士の樹脂部材を溶着する方法が開示されている。
【0004】
しかし、第一樹脂部材は、照射されるレーザー光に対して95%以上の透過率を有することが好ましいと記載され、第二樹脂部材は、レーザー光に対して十分な吸収性を示す樹脂であり、無機又は有機物よりなるフィラー等を配合できることが記載されている。このように、高いレーザー光透過率を維持するため、第一樹脂部材には無機及び有機充填剤等を配合できないことが、幅広い用途への適用を制限する要因になっている。
【特許文献1】特公昭62−49850号公報
【特許文献2】特開2001−71384号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のとおり、レーザー溶着法を適用する際、第一樹脂部材に無機及び有機充填剤等を配合できないことが用途を制限する要因になっているが、更に、廃棄物処理の観点からは、分別リサイクルした後の廃棄物を焼却処分する際、燃焼残渣を生じさせないため有機充填剤を配合することが望まれている。しかし、有機充填剤として周知のセルロース繊維は、樹脂成形体中への分散性が悪く、これが溶着強度にも悪影響を与え、成形体外観も損なうという問題点がある。
【0006】
本発明は、レーザー光の照射側に位置する成形体にセルロース繊維を配合した場合であっても、2つの樹脂成形体を強固に接合できる、レーザー溶着法を適用した接合方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、課題の解決手段として、レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法であり、
第1樹脂成形体が、熱可塑性樹脂、及びαセルロースの含有率が80%以上であるセルロース繊維を含有するレーザー光透過性の成形体で、
第2樹脂成形体が、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体であり、
第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを溶着させる接合方法を提供する。
【0008】
本発明の接合方法では、第1樹脂成形体(又は第1及び第2樹脂成形体)が、熱可塑性樹脂とセルロース繊維を混合する際、セルロース繊維を解繊し、熱可塑性樹脂に分散させた後、成形して得られたものであることが好ましい。
【0009】
本発明において、「レーザー光透過性」及び「レーザー光吸収性」とは、実施例に記載の方法により求められるものである。
【発明の効果】
【0010】
本発明の接合方法によれば、レーザー光透過側となる第1樹脂成形体中に、本来はレーザー光の透過阻害要因となるセルロース繊維を配合したにも拘わらず、高いレーザー光透過率を維持することができ、その結果、2つの熱可塑性樹脂成形体とを強固に接合させることができる。更に、所望により、2つの樹脂成形体を同色又は異なる色に着色することができる。
【0011】
本発明の接合方法を適用して得られた樹脂成形体は、セルロース繊維を配合したにも拘わらず、いわゆるホワイトスポットが少なく外観が美しいほか、セルロース繊維を含有しているため、セルロース繊維等の充填剤を含有していないものに較べて曲げ弾性率等の機械的性質が優れているため、従来と較べると、より幅広い用途への適用ができる。
【0012】
更にセルロース繊維を使用した場合、成形体に対して高いレーザー透過率と高い曲げ弾性率をバランス良く付与できることに加えて、燃焼後において燃焼残渣を生じさせない点においても優れている。
【発明を実施するための最良の形態】
【0013】
以下、本発明の接合方法を工程順に説明するが、工程の順序や操作法は以下の説明に限定されるものではなく、適宜改変することができる。
【0014】
〔第1工程〕
まず、接合対象となる第1樹脂成形体と第2樹脂成形体とを重ね合わせた後、クランプのような固定手段等により固定する。ここで、第1樹脂成形体と第2樹脂成形体との接触面の一部又は全部が溶着されて接合する部分となる。
【0015】
第1樹脂成形体は、熱可塑性樹脂及びαセルロースの含有率が80%以上であるセルロース繊維(以下、単に「セルロース繊維」という)を含有するレーザー光透過性の成形体である。
【0016】
第1樹脂成形体には、本発明の課題を解決できる範囲で少量の無機充填剤を配合することができるが、全充填剤中、セルロース繊維の含有量が50質量%以上が好ましく、70質量%以上がより好ましく、85質量%以上が更に好ましいが、実質的に100質量%がセルロース繊維であることが特に好ましい。
【0017】
第1樹脂成形体のレーザー光透過率は、10%以上が好ましく、15%以上がより好ましく、20%以上が更に好ましい。
【0018】
第1樹脂成形体の形状、大きさ、厚み等は、接合後の用途及び上記したレーザー透過率を満たす範囲で適宜設定することができるが、レーザー光透過率が低い材料であっても、成形体の厚さを薄くすることで、溶着性の低下を抑制することができる。よって、用途に応じて厚さの薄い成形体を接合する場合には、レーザー光透過率が低いのものにも適用できる。
【0019】
熱可塑性樹脂としては、オレフィン系樹脂(好ましくはポリプロピレン)、スチレン系樹脂(ホモポリマー、AS樹脂、HIPS等)、ゴム含有スチレン系樹脂(ABS樹脂、AES樹脂、ABSM樹脂、AAS樹脂等)、ポリアミド樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンスルフィド樹脂、ポリカーボネート樹脂、非結晶(透明)ナイロン、液晶ポリマー、(メタ)アクリル系樹脂、ポリアセタール樹脂、ポリフェニレンエーテル樹脂、アクリロニトリル・スチレン共重合樹脂等を挙げることができ、これらの熱可塑性樹脂は、単独で又は2種類以上を混合して用いることができる。また、これらの重合体を主体とする共重合体若しくは混合物、これらにゴム又はゴム状樹脂等のエラストマーを配合した熱可塑性樹脂、及びこれらの樹脂を10重量%以上含有するポリマーアロイ等も挙げることができる。
【0020】
ポリプロピレンはホモポリマーが好ましいが、エチレンのような他のオレフィン単量体、(メタ)アクリル酸エステル等のその他の単量体との共重合体でも良い。共重合体にするときは、ポリプロピレン以外の単量体の使用量(原料基準)が50質量%未満であることが好ましい。
【0021】
セルロース繊維は、αセルロースの含有率が80%以上のものであり、好ましくは
85%以上のものであり、αセルロース80%未満のもの、例えば周知のケナフ繊維やジュート繊維では本発明の課題を解決することができない。
【0022】
平均繊維径は、好ましくは0.1〜1000μm、より好ましくは100μm以下、更に好ましくは10〜50μm、特に好ましくは20〜30μmである。
【0023】
平均長さは、好ましくは0.1〜1000mm、より好ましくは0.2〜500mm、更に好ましくは0.3〜50mm、特に好ましくは0.5〜5mmである。
【0024】
セルロース繊維の配合量は、熱可塑性樹脂100質量部に対して、1〜500質量部、好ましくは5〜300質量部、より好ましくは5〜100質量部、更に好ましくは10〜50質量部である。
【0025】
本発明を適用する第1樹脂成形体を得る場合、熱可塑性樹脂中へのセルロース繊維の分散性が重要となる。この分散性が十分でない場合には、成形体表面に、いわゆる「ホワイトスポット」を称される大きめのセルロース繊維塊が点在して外観を損なう要因となる。この「ホワイトスポット」の発生は、一般的な2軸押出機では十分な解決ができない。
【0026】
本発明では、このような「ホワイトスポット」の発生を抑制するため、第1樹脂成形体は、熱可塑性樹脂とセルロース繊維を混合する際、セルロース繊維を解繊し、熱可塑性樹脂に分散させた後、成形して得る方法を適用する。なお、解繊し、分散させる場合、解繊した後に分散させる方法と、解繊と分散を並行して行う方法が含まれる。次に、この方法(解繊及び分散方法)の好ましい実施形態を説明する。
【0027】
(方法1)
熱可塑性樹脂及びセルロース繊維を上記比率範囲で使用し(望ましくは予め予備混合する)、これらをヘンシェルミキサー(例えば、三井鉱山社製、ヒーター付き)に投入し、攪拌しながら加温する。このときの条件は次のとおりである。
【0028】
混合槽容量20Lのミキサー内に、熱可塑性樹脂及びセルロース繊維の合計
1000〜3000gを投入し、使用した樹脂の溶融温度近傍にて、周速10〜50m/secで、10〜30分間混練する。
【0029】
(方法2)
熱可塑性樹脂及びセルロース繊維を予備混合したもの50kgを、2軸高混練型押出機〔例えば、シーティーイー社製,HTM65,スクリュー径65mm、ホットカット(水中)カット付き〕に投入し、使用した樹脂の溶融温度近傍にて、スクリュー回転数200〜800r/mで溶融混練する。
【0030】
このような解繊及び分散方法を適用して第1樹脂成形体を得ることにより、外観が美しく、「ホワイトスポット」の発生が抑制された成形体を得ることができる。本発明では、第1樹脂成形体において、成形体表面の50cm2当たり、最大径又は最大長さが1mm以上の未解繊又は解繊されたのセルロース繊維の塊の数は10個以下にすることが好ましく、5個以下にすることがより好ましい。最大径とは、球の場合には直径を意味し、楕円の場合には長径を意味し、不定形の場合には最大長さを意味する。
【0031】
なお、αセルロースの含有率が80%以上のセルロース繊維を用いた場合は、例えばαセルロースの含有率が80%未満であるケナフ繊維やジュート繊維を用いた場合と比べて、熱安定性が良いため、成形体を得るときに金型中にデポジット(繊維の付着物)が生じることが殆どなく、成形品の着色も殆どない。
【0032】
必要に応じて無機充填剤を使用するときは、レーザー光透過性を損なわせないため、第1樹脂成形体で使用した熱可塑性樹脂の屈折率と近いものを使用することが好ましい。例えば、ポリプロピレン(ホモポリマーの屈折率1.49;共重合体としたときには、前記屈折率に近い値になるようにすることが望ましい。)を使用するときは、無機充填剤としては、屈折率が1.4〜1.7のものがより好ましく、屈折率が1.45〜1.55のものが更に好ましい。
【0033】
このような無機充填剤としては、タルク(屈折率1.54〜1.59)、マイカ(屈折率1.55〜1.59)、重炭酸カルシウム(屈折率1.47〜1.69)、軽炭酸カルシウム(屈折率1.47〜1.69)、ガラス繊維(屈折率1.46〜1.56)、ガラスフレーク(屈折率1.46〜1.56)、ガラスビーズ(屈折率1.46〜1.56)、ウォラストナイト(屈折率1.63)、硫酸バリウム(屈折率1.64〜1.65)、アルミナ(屈折率1.56)、水酸化マグネシウム(屈折率1.54)、ベントナイト(屈折率1.52)、硫酸カルシウム(2水塩)(屈折率1.52〜1.53)、塩基性炭酸マグネシウム(屈折率1.50〜1.53)、含水ケイ酸カルシウム(屈折率1.47〜1.50)、湿式法ホワイトカーボン(屈折率1.44〜1.50)から選ばれる1又は2以上のものが好ましい。
【0034】
無機充填剤は、粒状、繊維状、フレーク状等の不定形のものを用いることができる。粒状のものを用いるとき、平均粒径は0.01〜100μmのものが好ましい。繊維状のものを用いるとき、直径0.1〜100μm、長さ1〜100μmのものが好ましい。フレーク状のものを用いるとき、最大長さが5000μm以下であるものが好ましい。
【0035】
第1樹脂形成体には、レーザー光透過性を損なわない種類及び範囲の着色料を配合することができる。
【0036】
第2樹脂成形体は、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体である。熱可塑性樹脂成形体のレーザー光透過率は0%が好ましい。
【0037】
熱可塑性樹脂としては上記と同じものを挙げることができ、着色料としては、カーボンブラック、無機顔料、有機顔料、染料等を挙げることができる。熱可塑性樹脂に対する着色料の配合量は、接合後の成形体の用途、レーザー光の透過率等との関連において決定されるものであるが、熱可塑性樹脂100質量部にして、好ましくは0.001〜10質量部、より好ましくは0.01〜5質量部、更に好ましくは0.05〜5質量部である。
【0038】
第2樹脂成形体には、必要に応じて、上記したセルロース繊維及び無機充填剤を配合することができ、第1樹脂成形体及び/又は第2樹脂成形体には、必要に応じて助色剤、分散剤、安定剤、可塑剤、改質剤、紫外線吸収剤又は光安定剤、酸化防止剤、帯電防止剤、潤滑剤、離型剤、結晶促進剤、結晶核剤、及び耐衝撃性改良用のエラストマー等を配合することができる。
【0039】
第1樹脂成形体に染料を配合するとき、前記染料と第2樹脂成形体に含まれる着色料は同色であることが好ましいが、黒色である必要はなく、黒色以外の組み合わせも用途に合わせて使用することができる。
【0040】
〔第2工程〕
次に、重ね合わせた第1樹脂成形体と第2樹脂成形体の接触部分に対して、第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを、それらの接触面において溶着させる。
【0041】
本発明で用いるレーザーとしては、800〜1200nmに発振波長を有するものを用いることができ、YAGレーザー、半導体レーザー、ガラスレーザー、ルビーレーザー、He−Neレーザー、窒素レーザー、キレートレーザー、色素レーザー等の公知のレーザーを適用できる。これらのレーザーの出力は、5〜30W程度で十分であるが、厚い成形体を接合する場合には、より高い出力のものを用いることができる。
【0042】
レーザーの照射時間及びレーザーと被照射体(第1樹脂成形体と第2樹脂成形体)との間隔は、レーザーの出力、成形体の厚み、成形体のレーザー透過率等を考慮して調整する。
【0043】
本発明の樹脂成形体の接合方法による接合機構について説明する。第1樹脂成形体と第2樹脂成形体とを重ね合わせた状態で、第1樹脂成形体側からレーザー光を照射すると、レーザー光は第1樹脂成形体を透過した後、第2樹脂成形体の表面に到達する。このとき、第1樹脂成形体において「ホワイトスポット」の発生が抑制されているため、レーザー光の透過率が安定しており(成形体内におけるレーザー光の透過率のバラツキが小さい)、レーザー出力の高低による依存性も小さくできる。
【0044】
第2樹脂成形体はレーザー光吸収性であるため、レーザー光は第2樹脂成形体中を透過せずに、第1樹脂成形体と第2樹脂成形体との界面にエネルギーとして滞留する。その結果、第1樹脂成形体と第2樹脂成形体との界面で温度上昇に伴う溶融が生じるため、両成形体が強固に接合される。
【0045】
特に第1樹脂成形体において「ホワイトスポット」の発生が抑制されているので、第1樹脂成形体と第2樹脂成形体の接触面に多数の「ホワイトスポット」が存在する(10個/50cm2を超える数)場合と比べると、第1樹脂成形体と第2樹脂成形体のレーザー照射前の密着度合いが高められるため、レーザー照射で容易に溶着され、かつ溶着強度も高められるものと考えられる。
【0046】
そして、第1樹脂成形体には、セルロース繊維が配合されており、「ホワイトスポット」の発生が抑制されているので、外観が美しく、機械的強度等の性質を付与調節することができるので、より広い分野への様々な用途への適用ができるようになる。
【実施例】
【0047】
(実施例で使用した原料)
・ポリプロピレン:PM60A(サンアロマー社製)
・セルロース繊維:溶解パルプNDT-T(日本製紙社製)のシートを、シュレッダーを用いて5mm角のチップにしたものを用いた(平均繊維径20〜40μm,αセルロース含有量91%)。
・酸変性ポリプロピレン:ユーメックス1010(三洋化成工業社製)
(比較例で使用した原料)
・セルロース繊維1:ケナフ繊維(カット長5mmの繊維,αセルロース含有量約50%,ネイチャートラスト社製)
・セルロース繊維2:ジュート繊維(カット長3mmの繊維,αセルロース含有量約70%)
・カーボンブラック:商品名 A1−1000,DIC社製
(繊維の分散性の評価)
樹脂成形体の片面(面積50cm2)を、拡大鏡(10倍)を使用して、直径1mm以上の繊維塊(ホワイトスポット)の個数を数えた。また、同様にして、最大径(最大長さ)が1mm以上の繊維塊の個数(比較例2、3)も数えた。
【0048】
(レーザー光透過率の測定法)
成形体に対して垂直方向からレーザー光を照射(波長1064nm,YAGレーザー,出力1.5W)(レーザーマーカー,NEC製,マーカーエンジンSL475H)したときにおいて、成形体を通過したレーザー光と成形体を置かない場合のレーザー光をレーザーパワーメーター(COHERENT製,LASERMATE10)により受け、レーザーパワーメーターに連結したテスターにより電圧(V)を測定して、電圧をレーザー光の強度とし、下記式より求めた。
【0049】
レーザー光の透過率(%)
=〔成形体を透過したレーザー光の強度(V)/成形体に照射したレーザー光の強度(V)〕×100
(溶着強度)
溶着した試験片を用い、オリエンテック社製のテンシロンUCT-1Tで引張試験を行い、その最大点荷重(単位kg重)を測定した。なお、レーザー出力40W、60W、80Wについて測定した。
【0050】
(溶着部付近の状態観察)
目視にて、溶着部付近を観察した。具体的には、レーザー照射時、樹脂又はセルロース繊維が分解してガスが発生し、固化したガス成分が溶着部付近に付着する現象が生じていないかどうかを観察した。
【0051】
実施例1〜3、比較例1〜4
表1に示す成分(カーボンブラック以外は質量%表示で、カーボンブラックは他の成分の合計100質量部に対する質量部表示)を用いて、下記の方法により原料ペレットを得た。
【0052】
<溶融混練方法等>
方法1(ヘンシェルミキサーによる混合)
三井鉱山社製のヘンシェルミキサー(ヒーター付き,容量20L)に原料成分(第1樹脂成形体又は第2樹脂成形体の原料成分)を合計で2000g投入し、140℃に加温した状態で、3000r/mで20分間攪拌した。
【0053】
ポリプロピレンが溶融し始めたとき、連結する別のミキサー(クーラーミキサー)に排出し、冷却しながら攪拌して、ポリプロピレンとセルロース繊維からなる造粒物(直径約1cm)を得た。この造粒物をホットカット(水中)付きの単軸押出機(スクリュー径40mm、フルフライト型スクリュー使用)で押し出し、ペレット化した。
【0054】
方法2(ローター付高混練型押出機)
原料成分(第1樹脂成形体又は第2樹脂成形体の原料成分)を均一に混合した後、50
kgを2軸高混練型押出機〔シーティーイー社製,HTM65,スクリュー径65mm、ホットカット(水中)カット付き〕に投入し、スクリュー回転数400r/mにて溶融コン混練後、押し出し、ペレット化した。
【0055】
方法3(2軸押出機)
原料成分(第1樹脂成形体又は第2樹脂成形体の原料成分)を均一に混合した後、10
kgを2軸押出機〔日本製鋼所社製TEX30,スクリュー径30mm,ホットカット(水中)カット付き〕に投入し、スクリュー回転数400r/mにて溶融混練後、押し出し、ペレット化した。
【0056】
<第1樹脂成形体又は第2樹脂成形体の製造>
次に、各原料ペレットを用い、80℃で4時間、熱風乾燥した後、射出成形(住友重機社製、SH100、シリンダー温度200℃)により、縦10cm、横5cm、厚み2mmの板状成形体(樹脂成形体1と樹脂成形体2)を得た。
【0057】
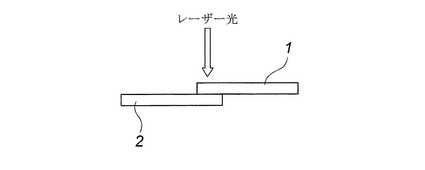
<レーザーによる接合>
第1樹脂成形体1と第2樹脂成形体2を図1に示すようにして組み合わせた状態で、クランプや支持部材(図示せず)で固定した後、接触部分に対して垂直方向(図中の矢印方向)より、ファインデバイス社製のレーザー溶着機FD200(半導体レーザー)を用い、10mm/secでレーザー光(出力40W、60W、80W)を照射した。レーザーのスポット径は0.6mmであり、レーザー光で直径1cmの円を描くように照射した。
【0058】
【表1】

【0059】
第1樹脂成形体は、方法1又は方法2を適用しているため、ホワイトスポットの数が少なく、透過率のバラツキが小さいものが得られることが確認された。これは、セルロース繊維が解繊され、均一に分散されたことを意味するものである。
【0060】
また実施例1〜3の第1樹脂成形体と第2樹脂成形体の溶着強度は、レーザー出力の変化にも拘わらず安定した数値を示した。
【図面の簡単な説明】
【0061】
【図1】樹脂成形体の接合方法の説明図。
【符号の説明】
【0062】
1 ポリプロピレン成形体
2 熱可塑性樹脂成形体
【技術分野】
【0001】
本発明は、レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法に関する。
【背景技術】
【0002】
樹脂成形体の接合方法として汎用されている、超音波溶着法、熱板工法、接着工法、ネジ止め工法等が有する問題点を解消する方法として、レーザー溶着法が注目されている。レーザー溶着法を適用した場合、接合しようとする2つの樹脂成形体の色が異なる場合にしか適用できないとの問題があり(特許文献1)、この問題を解決するものとして、特許文献2が知られている。
【0003】
特許文献2には、第一樹脂部材と第二樹脂部材とをレーザー光で溶着する技術が開示されており、実施例では、汎用されている染料及びカーボンブラックを用いて着色された、黒色同士の樹脂部材を溶着する方法が開示されている。
【0004】
しかし、第一樹脂部材は、照射されるレーザー光に対して95%以上の透過率を有することが好ましいと記載され、第二樹脂部材は、レーザー光に対して十分な吸収性を示す樹脂であり、無機又は有機物よりなるフィラー等を配合できることが記載されている。このように、高いレーザー光透過率を維持するため、第一樹脂部材には無機及び有機充填剤等を配合できないことが、幅広い用途への適用を制限する要因になっている。
【特許文献1】特公昭62−49850号公報
【特許文献2】特開2001−71384号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のとおり、レーザー溶着法を適用する際、第一樹脂部材に無機及び有機充填剤等を配合できないことが用途を制限する要因になっているが、更に、廃棄物処理の観点からは、分別リサイクルした後の廃棄物を焼却処分する際、燃焼残渣を生じさせないため有機充填剤を配合することが望まれている。しかし、有機充填剤として周知のセルロース繊維は、樹脂成形体中への分散性が悪く、これが溶着強度にも悪影響を与え、成形体外観も損なうという問題点がある。
【0006】
本発明は、レーザー光の照射側に位置する成形体にセルロース繊維を配合した場合であっても、2つの樹脂成形体を強固に接合できる、レーザー溶着法を適用した接合方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、課題の解決手段として、レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法であり、
第1樹脂成形体が、熱可塑性樹脂、及びαセルロースの含有率が80%以上であるセルロース繊維を含有するレーザー光透過性の成形体で、
第2樹脂成形体が、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体であり、
第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを溶着させる接合方法を提供する。
【0008】
本発明の接合方法では、第1樹脂成形体(又は第1及び第2樹脂成形体)が、熱可塑性樹脂とセルロース繊維を混合する際、セルロース繊維を解繊し、熱可塑性樹脂に分散させた後、成形して得られたものであることが好ましい。
【0009】
本発明において、「レーザー光透過性」及び「レーザー光吸収性」とは、実施例に記載の方法により求められるものである。
【発明の効果】
【0010】
本発明の接合方法によれば、レーザー光透過側となる第1樹脂成形体中に、本来はレーザー光の透過阻害要因となるセルロース繊維を配合したにも拘わらず、高いレーザー光透過率を維持することができ、その結果、2つの熱可塑性樹脂成形体とを強固に接合させることができる。更に、所望により、2つの樹脂成形体を同色又は異なる色に着色することができる。
【0011】
本発明の接合方法を適用して得られた樹脂成形体は、セルロース繊維を配合したにも拘わらず、いわゆるホワイトスポットが少なく外観が美しいほか、セルロース繊維を含有しているため、セルロース繊維等の充填剤を含有していないものに較べて曲げ弾性率等の機械的性質が優れているため、従来と較べると、より幅広い用途への適用ができる。
【0012】
更にセルロース繊維を使用した場合、成形体に対して高いレーザー透過率と高い曲げ弾性率をバランス良く付与できることに加えて、燃焼後において燃焼残渣を生じさせない点においても優れている。
【発明を実施するための最良の形態】
【0013】
以下、本発明の接合方法を工程順に説明するが、工程の順序や操作法は以下の説明に限定されるものではなく、適宜改変することができる。
【0014】
〔第1工程〕
まず、接合対象となる第1樹脂成形体と第2樹脂成形体とを重ね合わせた後、クランプのような固定手段等により固定する。ここで、第1樹脂成形体と第2樹脂成形体との接触面の一部又は全部が溶着されて接合する部分となる。
【0015】
第1樹脂成形体は、熱可塑性樹脂及びαセルロースの含有率が80%以上であるセルロース繊維(以下、単に「セルロース繊維」という)を含有するレーザー光透過性の成形体である。
【0016】
第1樹脂成形体には、本発明の課題を解決できる範囲で少量の無機充填剤を配合することができるが、全充填剤中、セルロース繊維の含有量が50質量%以上が好ましく、70質量%以上がより好ましく、85質量%以上が更に好ましいが、実質的に100質量%がセルロース繊維であることが特に好ましい。
【0017】
第1樹脂成形体のレーザー光透過率は、10%以上が好ましく、15%以上がより好ましく、20%以上が更に好ましい。
【0018】
第1樹脂成形体の形状、大きさ、厚み等は、接合後の用途及び上記したレーザー透過率を満たす範囲で適宜設定することができるが、レーザー光透過率が低い材料であっても、成形体の厚さを薄くすることで、溶着性の低下を抑制することができる。よって、用途に応じて厚さの薄い成形体を接合する場合には、レーザー光透過率が低いのものにも適用できる。
【0019】
熱可塑性樹脂としては、オレフィン系樹脂(好ましくはポリプロピレン)、スチレン系樹脂(ホモポリマー、AS樹脂、HIPS等)、ゴム含有スチレン系樹脂(ABS樹脂、AES樹脂、ABSM樹脂、AAS樹脂等)、ポリアミド樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルエーテルケトン樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンスルフィド樹脂、ポリカーボネート樹脂、非結晶(透明)ナイロン、液晶ポリマー、(メタ)アクリル系樹脂、ポリアセタール樹脂、ポリフェニレンエーテル樹脂、アクリロニトリル・スチレン共重合樹脂等を挙げることができ、これらの熱可塑性樹脂は、単独で又は2種類以上を混合して用いることができる。また、これらの重合体を主体とする共重合体若しくは混合物、これらにゴム又はゴム状樹脂等のエラストマーを配合した熱可塑性樹脂、及びこれらの樹脂を10重量%以上含有するポリマーアロイ等も挙げることができる。
【0020】
ポリプロピレンはホモポリマーが好ましいが、エチレンのような他のオレフィン単量体、(メタ)アクリル酸エステル等のその他の単量体との共重合体でも良い。共重合体にするときは、ポリプロピレン以外の単量体の使用量(原料基準)が50質量%未満であることが好ましい。
【0021】
セルロース繊維は、αセルロースの含有率が80%以上のものであり、好ましくは
85%以上のものであり、αセルロース80%未満のもの、例えば周知のケナフ繊維やジュート繊維では本発明の課題を解決することができない。
【0022】
平均繊維径は、好ましくは0.1〜1000μm、より好ましくは100μm以下、更に好ましくは10〜50μm、特に好ましくは20〜30μmである。
【0023】
平均長さは、好ましくは0.1〜1000mm、より好ましくは0.2〜500mm、更に好ましくは0.3〜50mm、特に好ましくは0.5〜5mmである。
【0024】
セルロース繊維の配合量は、熱可塑性樹脂100質量部に対して、1〜500質量部、好ましくは5〜300質量部、より好ましくは5〜100質量部、更に好ましくは10〜50質量部である。
【0025】
本発明を適用する第1樹脂成形体を得る場合、熱可塑性樹脂中へのセルロース繊維の分散性が重要となる。この分散性が十分でない場合には、成形体表面に、いわゆる「ホワイトスポット」を称される大きめのセルロース繊維塊が点在して外観を損なう要因となる。この「ホワイトスポット」の発生は、一般的な2軸押出機では十分な解決ができない。
【0026】
本発明では、このような「ホワイトスポット」の発生を抑制するため、第1樹脂成形体は、熱可塑性樹脂とセルロース繊維を混合する際、セルロース繊維を解繊し、熱可塑性樹脂に分散させた後、成形して得る方法を適用する。なお、解繊し、分散させる場合、解繊した後に分散させる方法と、解繊と分散を並行して行う方法が含まれる。次に、この方法(解繊及び分散方法)の好ましい実施形態を説明する。
【0027】
(方法1)
熱可塑性樹脂及びセルロース繊維を上記比率範囲で使用し(望ましくは予め予備混合する)、これらをヘンシェルミキサー(例えば、三井鉱山社製、ヒーター付き)に投入し、攪拌しながら加温する。このときの条件は次のとおりである。
【0028】
混合槽容量20Lのミキサー内に、熱可塑性樹脂及びセルロース繊維の合計
1000〜3000gを投入し、使用した樹脂の溶融温度近傍にて、周速10〜50m/secで、10〜30分間混練する。
【0029】
(方法2)
熱可塑性樹脂及びセルロース繊維を予備混合したもの50kgを、2軸高混練型押出機〔例えば、シーティーイー社製,HTM65,スクリュー径65mm、ホットカット(水中)カット付き〕に投入し、使用した樹脂の溶融温度近傍にて、スクリュー回転数200〜800r/mで溶融混練する。
【0030】
このような解繊及び分散方法を適用して第1樹脂成形体を得ることにより、外観が美しく、「ホワイトスポット」の発生が抑制された成形体を得ることができる。本発明では、第1樹脂成形体において、成形体表面の50cm2当たり、最大径又は最大長さが1mm以上の未解繊又は解繊されたのセルロース繊維の塊の数は10個以下にすることが好ましく、5個以下にすることがより好ましい。最大径とは、球の場合には直径を意味し、楕円の場合には長径を意味し、不定形の場合には最大長さを意味する。
【0031】
なお、αセルロースの含有率が80%以上のセルロース繊維を用いた場合は、例えばαセルロースの含有率が80%未満であるケナフ繊維やジュート繊維を用いた場合と比べて、熱安定性が良いため、成形体を得るときに金型中にデポジット(繊維の付着物)が生じることが殆どなく、成形品の着色も殆どない。
【0032】
必要に応じて無機充填剤を使用するときは、レーザー光透過性を損なわせないため、第1樹脂成形体で使用した熱可塑性樹脂の屈折率と近いものを使用することが好ましい。例えば、ポリプロピレン(ホモポリマーの屈折率1.49;共重合体としたときには、前記屈折率に近い値になるようにすることが望ましい。)を使用するときは、無機充填剤としては、屈折率が1.4〜1.7のものがより好ましく、屈折率が1.45〜1.55のものが更に好ましい。
【0033】
このような無機充填剤としては、タルク(屈折率1.54〜1.59)、マイカ(屈折率1.55〜1.59)、重炭酸カルシウム(屈折率1.47〜1.69)、軽炭酸カルシウム(屈折率1.47〜1.69)、ガラス繊維(屈折率1.46〜1.56)、ガラスフレーク(屈折率1.46〜1.56)、ガラスビーズ(屈折率1.46〜1.56)、ウォラストナイト(屈折率1.63)、硫酸バリウム(屈折率1.64〜1.65)、アルミナ(屈折率1.56)、水酸化マグネシウム(屈折率1.54)、ベントナイト(屈折率1.52)、硫酸カルシウム(2水塩)(屈折率1.52〜1.53)、塩基性炭酸マグネシウム(屈折率1.50〜1.53)、含水ケイ酸カルシウム(屈折率1.47〜1.50)、湿式法ホワイトカーボン(屈折率1.44〜1.50)から選ばれる1又は2以上のものが好ましい。
【0034】
無機充填剤は、粒状、繊維状、フレーク状等の不定形のものを用いることができる。粒状のものを用いるとき、平均粒径は0.01〜100μmのものが好ましい。繊維状のものを用いるとき、直径0.1〜100μm、長さ1〜100μmのものが好ましい。フレーク状のものを用いるとき、最大長さが5000μm以下であるものが好ましい。
【0035】
第1樹脂形成体には、レーザー光透過性を損なわない種類及び範囲の着色料を配合することができる。
【0036】
第2樹脂成形体は、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体である。熱可塑性樹脂成形体のレーザー光透過率は0%が好ましい。
【0037】
熱可塑性樹脂としては上記と同じものを挙げることができ、着色料としては、カーボンブラック、無機顔料、有機顔料、染料等を挙げることができる。熱可塑性樹脂に対する着色料の配合量は、接合後の成形体の用途、レーザー光の透過率等との関連において決定されるものであるが、熱可塑性樹脂100質量部にして、好ましくは0.001〜10質量部、より好ましくは0.01〜5質量部、更に好ましくは0.05〜5質量部である。
【0038】
第2樹脂成形体には、必要に応じて、上記したセルロース繊維及び無機充填剤を配合することができ、第1樹脂成形体及び/又は第2樹脂成形体には、必要に応じて助色剤、分散剤、安定剤、可塑剤、改質剤、紫外線吸収剤又は光安定剤、酸化防止剤、帯電防止剤、潤滑剤、離型剤、結晶促進剤、結晶核剤、及び耐衝撃性改良用のエラストマー等を配合することができる。
【0039】
第1樹脂成形体に染料を配合するとき、前記染料と第2樹脂成形体に含まれる着色料は同色であることが好ましいが、黒色である必要はなく、黒色以外の組み合わせも用途に合わせて使用することができる。
【0040】
〔第2工程〕
次に、重ね合わせた第1樹脂成形体と第2樹脂成形体の接触部分に対して、第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを、それらの接触面において溶着させる。
【0041】
本発明で用いるレーザーとしては、800〜1200nmに発振波長を有するものを用いることができ、YAGレーザー、半導体レーザー、ガラスレーザー、ルビーレーザー、He−Neレーザー、窒素レーザー、キレートレーザー、色素レーザー等の公知のレーザーを適用できる。これらのレーザーの出力は、5〜30W程度で十分であるが、厚い成形体を接合する場合には、より高い出力のものを用いることができる。
【0042】
レーザーの照射時間及びレーザーと被照射体(第1樹脂成形体と第2樹脂成形体)との間隔は、レーザーの出力、成形体の厚み、成形体のレーザー透過率等を考慮して調整する。
【0043】
本発明の樹脂成形体の接合方法による接合機構について説明する。第1樹脂成形体と第2樹脂成形体とを重ね合わせた状態で、第1樹脂成形体側からレーザー光を照射すると、レーザー光は第1樹脂成形体を透過した後、第2樹脂成形体の表面に到達する。このとき、第1樹脂成形体において「ホワイトスポット」の発生が抑制されているため、レーザー光の透過率が安定しており(成形体内におけるレーザー光の透過率のバラツキが小さい)、レーザー出力の高低による依存性も小さくできる。
【0044】
第2樹脂成形体はレーザー光吸収性であるため、レーザー光は第2樹脂成形体中を透過せずに、第1樹脂成形体と第2樹脂成形体との界面にエネルギーとして滞留する。その結果、第1樹脂成形体と第2樹脂成形体との界面で温度上昇に伴う溶融が生じるため、両成形体が強固に接合される。
【0045】
特に第1樹脂成形体において「ホワイトスポット」の発生が抑制されているので、第1樹脂成形体と第2樹脂成形体の接触面に多数の「ホワイトスポット」が存在する(10個/50cm2を超える数)場合と比べると、第1樹脂成形体と第2樹脂成形体のレーザー照射前の密着度合いが高められるため、レーザー照射で容易に溶着され、かつ溶着強度も高められるものと考えられる。
【0046】
そして、第1樹脂成形体には、セルロース繊維が配合されており、「ホワイトスポット」の発生が抑制されているので、外観が美しく、機械的強度等の性質を付与調節することができるので、より広い分野への様々な用途への適用ができるようになる。
【実施例】
【0047】
(実施例で使用した原料)
・ポリプロピレン:PM60A(サンアロマー社製)
・セルロース繊維:溶解パルプNDT-T(日本製紙社製)のシートを、シュレッダーを用いて5mm角のチップにしたものを用いた(平均繊維径20〜40μm,αセルロース含有量91%)。
・酸変性ポリプロピレン:ユーメックス1010(三洋化成工業社製)
(比較例で使用した原料)
・セルロース繊維1:ケナフ繊維(カット長5mmの繊維,αセルロース含有量約50%,ネイチャートラスト社製)
・セルロース繊維2:ジュート繊維(カット長3mmの繊維,αセルロース含有量約70%)
・カーボンブラック:商品名 A1−1000,DIC社製
(繊維の分散性の評価)
樹脂成形体の片面(面積50cm2)を、拡大鏡(10倍)を使用して、直径1mm以上の繊維塊(ホワイトスポット)の個数を数えた。また、同様にして、最大径(最大長さ)が1mm以上の繊維塊の個数(比較例2、3)も数えた。
【0048】
(レーザー光透過率の測定法)
成形体に対して垂直方向からレーザー光を照射(波長1064nm,YAGレーザー,出力1.5W)(レーザーマーカー,NEC製,マーカーエンジンSL475H)したときにおいて、成形体を通過したレーザー光と成形体を置かない場合のレーザー光をレーザーパワーメーター(COHERENT製,LASERMATE10)により受け、レーザーパワーメーターに連結したテスターにより電圧(V)を測定して、電圧をレーザー光の強度とし、下記式より求めた。
【0049】
レーザー光の透過率(%)
=〔成形体を透過したレーザー光の強度(V)/成形体に照射したレーザー光の強度(V)〕×100
(溶着強度)
溶着した試験片を用い、オリエンテック社製のテンシロンUCT-1Tで引張試験を行い、その最大点荷重(単位kg重)を測定した。なお、レーザー出力40W、60W、80Wについて測定した。
【0050】
(溶着部付近の状態観察)
目視にて、溶着部付近を観察した。具体的には、レーザー照射時、樹脂又はセルロース繊維が分解してガスが発生し、固化したガス成分が溶着部付近に付着する現象が生じていないかどうかを観察した。
【0051】
実施例1〜3、比較例1〜4
表1に示す成分(カーボンブラック以外は質量%表示で、カーボンブラックは他の成分の合計100質量部に対する質量部表示)を用いて、下記の方法により原料ペレットを得た。
【0052】
<溶融混練方法等>
方法1(ヘンシェルミキサーによる混合)
三井鉱山社製のヘンシェルミキサー(ヒーター付き,容量20L)に原料成分(第1樹脂成形体又は第2樹脂成形体の原料成分)を合計で2000g投入し、140℃に加温した状態で、3000r/mで20分間攪拌した。
【0053】
ポリプロピレンが溶融し始めたとき、連結する別のミキサー(クーラーミキサー)に排出し、冷却しながら攪拌して、ポリプロピレンとセルロース繊維からなる造粒物(直径約1cm)を得た。この造粒物をホットカット(水中)付きの単軸押出機(スクリュー径40mm、フルフライト型スクリュー使用)で押し出し、ペレット化した。
【0054】
方法2(ローター付高混練型押出機)
原料成分(第1樹脂成形体又は第2樹脂成形体の原料成分)を均一に混合した後、50
kgを2軸高混練型押出機〔シーティーイー社製,HTM65,スクリュー径65mm、ホットカット(水中)カット付き〕に投入し、スクリュー回転数400r/mにて溶融コン混練後、押し出し、ペレット化した。
【0055】
方法3(2軸押出機)
原料成分(第1樹脂成形体又は第2樹脂成形体の原料成分)を均一に混合した後、10
kgを2軸押出機〔日本製鋼所社製TEX30,スクリュー径30mm,ホットカット(水中)カット付き〕に投入し、スクリュー回転数400r/mにて溶融混練後、押し出し、ペレット化した。
【0056】
<第1樹脂成形体又は第2樹脂成形体の製造>
次に、各原料ペレットを用い、80℃で4時間、熱風乾燥した後、射出成形(住友重機社製、SH100、シリンダー温度200℃)により、縦10cm、横5cm、厚み2mmの板状成形体(樹脂成形体1と樹脂成形体2)を得た。
【0057】
<レーザーによる接合>
第1樹脂成形体1と第2樹脂成形体2を図1に示すようにして組み合わせた状態で、クランプや支持部材(図示せず)で固定した後、接触部分に対して垂直方向(図中の矢印方向)より、ファインデバイス社製のレーザー溶着機FD200(半導体レーザー)を用い、10mm/secでレーザー光(出力40W、60W、80W)を照射した。レーザーのスポット径は0.6mmであり、レーザー光で直径1cmの円を描くように照射した。
【0058】
【表1】
【0059】
第1樹脂成形体は、方法1又は方法2を適用しているため、ホワイトスポットの数が少なく、透過率のバラツキが小さいものが得られることが確認された。これは、セルロース繊維が解繊され、均一に分散されたことを意味するものである。
【0060】
また実施例1〜3の第1樹脂成形体と第2樹脂成形体の溶着強度は、レーザー出力の変化にも拘わらず安定した数値を示した。
【図面の簡単な説明】
【0061】
【図1】樹脂成形体の接合方法の説明図。
【符号の説明】
【0062】
1 ポリプロピレン成形体
2 熱可塑性樹脂成形体
【特許請求の範囲】
【請求項1】
レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法であり、
第1樹脂成形体が、熱可塑性樹脂、及びαセルロースの含有率が80%以上であるセルロース繊維を含有するレーザー光透過性の成形体で、
第2樹脂成形体が、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体であり、
第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを溶着させる接合方法。
【請求項2】
少なくとも第1樹脂成形体が、熱可塑性樹脂とセルロース繊維を混合する際、セルロース繊維を解繊し、熱可塑性樹脂に分散させた後、成形して得られたものである請求項1記載の接合方法。
【請求項3】
第1樹脂成形体に含有されるセルロース繊維の平均繊維径が100μm以下である請求項1又は2記載の接合方法。
【請求項4】
第1樹脂成形体において、成形体表面の50cm2当たり、最大径又は最大長さが1mm以上の未解繊又は解繊されたのセルロース繊維の塊の数が10個以下である請求項1〜3のいずれかに記載の接合方法。
【請求項1】
レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法であり、
第1樹脂成形体が、熱可塑性樹脂、及びαセルロースの含有率が80%以上であるセルロース繊維を含有するレーザー光透過性の成形体で、
第2樹脂成形体が、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体であり、
第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを溶着させる接合方法。
【請求項2】
少なくとも第1樹脂成形体が、熱可塑性樹脂とセルロース繊維を混合する際、セルロース繊維を解繊し、熱可塑性樹脂に分散させた後、成形して得られたものである請求項1記載の接合方法。
【請求項3】
第1樹脂成形体に含有されるセルロース繊維の平均繊維径が100μm以下である請求項1又は2記載の接合方法。
【請求項4】
第1樹脂成形体において、成形体表面の50cm2当たり、最大径又は最大長さが1mm以上の未解繊又は解繊されたのセルロース繊維の塊の数が10個以下である請求項1〜3のいずれかに記載の接合方法。
【図1】

【公開番号】特開2006−1243(P2006−1243A)
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−182603(P2004−182603)
【出願日】平成16年6月21日(2004.6.21)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成16年6月21日(2004.6.21)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
[ Back to top ]