
樹脂成形体の表面改質方法及び表面改質樹脂成形体
【課題】樹脂成形体の表面特性をあまり劣化させることなく改質し得る表面改質方法及びこれにより得られる樹脂成形体、並びにこの樹脂成形体を用いた接合体で、接合強度に優れる樹脂接合体を提供すること。
【解決手段】分子中にC−H結合を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質する方法である。分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、樹脂成形体の表面の少なくとも一部に、波長500〜1,100nmのレーザー光を照射強度10〜30,000W/mm2で直接的又は間接的に照射する。成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化する。
【解決手段】分子中にC−H結合を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質する方法である。分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、樹脂成形体の表面の少なくとも一部に、波長500〜1,100nmのレーザー光を照射強度10〜30,000W/mm2で直接的又は間接的に照射する。成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂成形体の表面改質方法、表面改質されて成る樹脂成形体及びこれを用いた樹脂接合体に係り、更に詳細には、特定のレーザー光を用い、樹脂成形体の表面特性をあまり劣化させることなく改質し得る表面改質方法及びこれにより得られる樹脂成形体、並びにこの樹脂成形体を用いた接合体で、接合強度に優れる樹脂接合体に関する。
【背景技術】
【0002】
近年、車両の軽量化を目的として、ポリエチレンやポリプロピレン等のポリオレフィン樹脂を始め、ナイロン樹脂、ポリエステル樹脂等の様々な樹脂材料や、アルミニウム、マグネシウム等の軽金属材料の使用が拡大している。
かかる樹脂材料は、比較的表面エネルギーが低く、直接接着したり、塗装したり、印刷したりするのが困難なことが多い。
【0003】
これらの樹脂材料の表面改質方法としては、(I)サンドペーパーやヤスリ掛けで材料表面を直接研磨して、材料表面に意図的に凹凸を付ける物理的表面改質方法や、(II)樹脂表面に酸・アルカリ類や溶剤、プライマー等を塗布したり、又は(III)フレーム処理、コロナ処理及びプラズマ処理等のように、樹脂表面にエネルギーを与えて表面の樹脂骨格に酸素原子を導入し、表面を活性化させる化学的表面改質方法が知られている(例えば、特許文献1参照)。
【特許文献1】特開昭62−241984号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
かかる従来の表面改質方法において、上記(I)の物理的表面改質方法にあっては、樹脂表面に形成した凹凸形状により、接着剤や塗料、印刷インキを用いて直接接着したり、塗装したり、印刷した際にアンカー効果を発現させることが可能になり、初期の接着性や密着性は僅かに向上する。
しかしながら、特に車両の市場環境において、熱、水(湿度)及び振動等の負荷を受けることにより、その効果は著しく低減するばかりか、表面改質時に発生した微粉・粉塵は、作業環境の悪化や信頼性の低下を招く。
【0005】
また、(II)の化学的表面改質方法も、(I)の物理的表面改質方法と同様に性能的に十分でないばかりか、水洗による中和処理の必要性や廃液処理の問題など、環境に対する負荷が大きく、また大規模な設備を必要とするため、極めて高コストである。
【0006】
更に、(III)の化学的表面改質方法において、フレーム処理やコロナ処理は、設備コストが比較的安価で一般的な改質方法であるが、処理のバラツキが大きく、また特に車両用部材での接着・接合部位などのように、化学的表面改質方法の中でも、薬剤を用いる処理を行うような場合は、最終的に廃液処理の問題があり、このような大きな環境負荷の掛かる部位への適用は、信頼性の観点から困難である。
一方、プラズマ処理は、一般的には減圧下で行うため、減圧用の設備が別途必要であり、且つバッチ式での処理となる。従って、自動化を考慮しても処理速度の高速化は不可能であり、また他の改質に比べて改質効果の持続性が著しく短いという欠点もある。
【0007】
また、上記(II)や(III)の化学的表面改質方法を組み合わせて、フレーム処理した後にプライマー処理したり、燃焼化学気相蒸着(CCVD:Combustion Chemical Vapor Deposition)の原理を利用して、フレーム処理時にケイ素化合物の混合ガスを噴射して、表面にケイ素粒子皮膜を形成する改質方法(イトロ処理)等も実用化されている。
しかしながら、いずれの表面改質方法も、初期の表面改質効果は向上するものの、車両の市場環境を考慮した入力や応力負荷の影響が大きく、要求性能を十分満足するレベルではない。
【0008】
ところで、レーザー処理はレーザー光の非常に高い集光性を活かして高いエネルギーを小さい面積内に照射することができ、CO2レーザーは大物部品のレーザー溶接に、YAGレーザーは出力に応じて小物部品の溶接や切断、微細加工に、YVO4レーザーはマーキングに用いられてきた。
しかしながら、これらのレーザー処理条件は、樹脂表面の表面改質を目的としたものではなく、溶接や切断、微細加工、マーキングを目的としているため、照射するエネルギー量も大きく、そのまま樹脂の表面改質に適用できるものではない。
【0009】
また、紫外線特有の大きな光子エネルギーを利用した紫外線レーザー処理も、樹脂の表面改質に一部検討されているが、照射する紫外領域の光子エネルギーは、樹脂材料を構成するC−H結合やC−C結合の結合解離エネルギーよりも大きく、強制的に化学結合を切断して、酸化反応を引き起こすため、基材表面に炭化層や弱結合層(WBL:Weak Boundary Layer)を形成してしまうという問題があった。
【0010】
本発明は、このような従来技術の有する課題に鑑みてなされたものであり、その目的とするところは、樹脂成形体の表面特性をあまり劣化させることなく改質し得る表面改質方法及びこれにより得られる樹脂成形体、並びにこの樹脂成形体を用いた接合体で、接合強度に優れる樹脂接合体を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、上記目的を達成すべく鋭意検討を重ねた結果、所定条件下で特定のレーザー光を用いることにより、上記目的が達成できることを見出し、本発明を完成するに至った。
【0012】
即ち、本発明の樹脂成形体の表面改質方法は、分子中にC−H結合を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質するに当たり、
分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、上記樹脂成形体の表面の少なくとも一部に、波長500〜1,100nmのレーザー光を照射強度10〜30,000W/mm2で直接的又は間接的に照射し、
上記樹脂成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化することを特徴とする。
【0013】
また、本発明の樹脂成形体の表面改質方法の好適形態では、上記樹脂成形体は、波長500nmの可視光線及び波長1,000nmの赤外線を照射した際の吸収率が60〜100%であることを特徴とする。
【0014】
一方、本発明の表面改質樹脂成形体は、上述の如き樹脂成形体の表面改質方法で表面改質されて成る樹脂成形体であって、
表面改質後の樹脂成形体表面の凹凸形状が、次の(1)式及び(2)式
6≦Ra/Ra’≦40…(1)
Sm/Sm’≦8…(2)
(式中のRaは表面改質後の樹脂成形体表面の算術平均粗さ、Ra’は表面改質前の樹脂成形体表面の算術平均粗さ、Smは表面改質後の樹脂成形体表面の凹凸間の平均間隔、Sm’は表面改質前の樹脂成形体表面の凹凸間の平均間隔を示す)で表される関係を満足する、ことを特徴とする。
【0015】
また、本発明の表面改質樹脂成形体の好適形態は、表面改質後の樹脂成形体表面が表面酸化されており、
X線光電子分光分析における酸素原子の含有率が、炭素原子の含有率に対して10〜40at%であり、且つ
表面改質後の樹脂成形体表面の樹脂材料の重量平均分子量(Mw)と、表面改質前の樹脂成形体表面の樹脂材料の重量平均分子量(Mw’)とが、次の(3)式
0.95≦Mw/Mw’…(3)
を満足することを特徴とする。
【0016】
更に、本発明の樹脂接合体は、上述の如き表面改質樹脂成形体を用いた樹脂接合体であって、
表面改質された樹脂成形体表面の少なくとも一部に、硬化性樹脂層を有し、任意の材料から成る部材と接合して成ることを特徴とする。
【発明の効果】
【0017】
本発明によれば、所定条件下で特定のレーザー光を用いることとしたため、樹脂成形体の表面特性をあまり劣化させることなく改質し得る表面改質方法及びこれにより得られる樹脂成形体、並びにこの樹脂成形体を用いた接合体で、接合強度に優れる樹脂接合体を提供することができる。
また、本発明の樹脂接合体を用いれば、良好な耐久接着性や耐熱クリープ性により、信頼性の高い接着接合部を有する自動車用部材を得ることが可能となる。従って、本発明は、樹脂成形品の接着接合部における高い信頼性の確保に資するため、最終的には、樹脂材料の自動車用部材への展開を拡大し得るもので、車両の軽量化にも貢献できると期待される。
【発明を実施するための最良の形態】
【0018】
以下、本発明の樹脂成形体の表面改質方向につき詳細に説明する。なお、本明細書において、濃度、配合量及び含有量などのついての「%」は特記しない限り質量百分率を表すものとする。
【0019】
上述の如く、本発明の樹脂成形体の表面改質方法は、分子中にC−H結合(炭素原子−水素原子結合)を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質する方法である。
この表面改質方法では、分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、波長500〜1,100nmのレーザー光を、照射強度10〜30,000W/mm2で上記樹脂成形体の表面の少なくとも一部に直接的又は間接的に照射し、樹脂成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化する。
【0020】
この表面改質方法においては、樹脂成形体表面のC−H結合を解離させてその表面に炭化層や弱結合層(WBL)を形成することがない。また、樹脂成形体表面に発生した熱エネルギーにより、当該表面を溶融させて凹凸形状を形成することができ、且つ当該表面に発生したプラズマにより表面酸化を行うことができる。
よって、改質対象である樹脂成形体自体の強度低下や劣化を引き起こさず、効率的で信頼性の高い表面改質を実行することができる。
【0021】
本発明において、改質に使用するレーザー光の波長を500〜1,100nmとしたのは、波長が500nm以上であれば、樹脂成形体を構成する樹脂材料のC−H結合やC−C結合等の化学結合を解離させて、樹脂成形体表面に炭化層や弱結合層(WBL)を形成させることなく、表面の樹脂骨格に酸素原子を導入することができ、また、波長が1,100nm以下であれば、樹脂成形体表面に発生する熱エネルギーにより、樹脂成形体表面を均一に溶融させて凹凸形状を形成できるからである。
【0022】
更に、レーザー光の照射強度を10〜30,000W/mm2としたのは、照射強度が10W/mm2以上であれば、たとえ黒色のような、光の吸収率が非常に高い樹脂成形体に対しても、その表面に炭化層や弱結合層(WBL)を形成せず、樹脂成形体自体の強度低下や劣化を伴うことなく表面改質効果が得られ、また、照射強度が30,000W/mm2以下であれば、淡褐色のような、光の吸収率の若干低い樹脂成形品に対しても十分な表面改質効果を得ることができるからである。
かかるレーザー光の照射強度については100〜10,000W/mm2とすることが好ましく、これにより、設備コストやメンテナンス費用を安価に抑えることができ、且つ十分な表面改質効果が得られる。
【0023】
また、本発明においては、レーザー〔LASER:Light Amplification by Stimulated Emission of Radiation〕とは可視光線から赤外線までに至るものを包含する意であるが、その波長が500〜1,100nmで光子エネルギーが80kJ/mol以下の光子エネルギーを有するレーザーであれば、使用するレーザーの種類は特に限定されず、従来公知のレーザーを用いることができる。
具体的な例としては、YAGレーザー(イットリウム・アルミニウム・ガーネット)、YVO4レーザー(イットリウム・バナデート)、半導体レーザーやCO2レーザーが挙げられる。これらのうちでもYAGレーザーやYVO4レーザーが好ましく、このYAGレーザー等については、マーキングや微細加工で使用されるレーザー処理装置を転用することができるため、設備コストを安価に抑えることができる。
【0024】
なお、上記レーザー光の直接的照射は、例えば、レーザー照射装置から発信されたレーザー光を、酸素原子含有化合物のみを介して、直接、樹脂成形体表面に照射することを意味し、該レーザー光の間接的照射は、例えば、予め任意の材料を表面に塗布した樹脂成形体に酸素含有化合物の雰囲気中でレーザー光を照射することを意味する。
【0025】
次に、分子中に酸素原子を1個以上含む酸素原子含有化合物としては、分子中に少なくとも酸素原子を1個以上含む化合物であれば、特に限定されず、従来公知の化合物を用いることができる。
具体的な例としては、酸素分子、オゾン分子、水分子、メタノールやエタノール等のアルコール類、アセトンやメチルエチルケトン等のケトン類、ホルムアルデヒドやアセトアルデヒド等のアルデヒド類、ジメチルエーテルやジエチルエーテル等のエーテル類、酢酸エチルや酢酸プロピル等のエステル類、トリメチルテトラミンやエタノールアミン等のアミン類、アジピン酸ヒドラジドや1,6−ヘキサメチレン(N,N−ジメチルセミカルバジド)等のヒドラジン類、及びビニルトリメトキシシランやビニルトリエトキシシラン等のシラン類等の化合物が挙げられる。なお、これらの化合物は2種以上を併用できる。
【0026】
また、かかる酸素原子含有化合物の使用形態は、特に限定されず、気体・液体・固体いずれの形態で用いてもよい。
具体的には、酸素ガスやオゾンガスを不活性ガスと混合させた混合ガス雰囲気下でレーザー照射したり、アジピン酸ヒドラジドを予めメタノールで希釈して溶液化させておき、樹脂成形体表面に塗布・乾燥させた後にレーザー照射したり、樹脂成形体を直接ホルマリン溶液中でレーザー照射したりすることができる。
【0027】
次に、表面改質の対象となる樹脂成形体としては、具体的には、樹脂で形成されたフィルム、シート、板、容器、構造物、繊維、織布、編布及び不織布などが挙げられ、その形状は特に限定されない。
また、かかる樹脂成形体を構成する樹脂材料も分子中にC−H結合を有する限り特に限定されず、従来公知の樹脂材料を用いることができる。具体的な例としては、ポリオレフィン樹脂、フッ素樹脂、ポリスチレン樹脂、ポリ塩化ビニル樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリロニトリル・ブタジエン・スチレン(ABS)樹脂、ポリカーボネート樹脂、ポリアセタール樹脂等の熱可塑性樹脂、エポキシ樹脂及びフェノール樹脂などの熱硬化性樹脂等が挙げられる。
【0028】
また、上記の樹脂成形体は、上記樹脂材料以外にも必要に応じて添加剤を含んでもよい。
かかる添加剤としては、(1)ヒンダードアミン、ハイドロキノン、ヒンダードフェノール、硫黄含有化合物等の酸化防止剤類、(2)ベンゾフェノン、ベンゾトリアゾール、サリチル酸エステル、金属錯塩等の紫外線吸収剤類、(3)金属石鹸、重金属の無機及び有機塩、有機錫化合物等の耐候性安定剤類、(4)フタル酸エステル、リン酸エステル、脂肪酸エステル等の可塑剤類、(5)パラフィンワックス、重合ワックス、密ロウ、鯨ロウ、低分子量ポリオレフィン等のワックス類、(6)炭酸カルシウム、カオリン、タルク、マイカ、ベントナイト、クレー、カーボンブラック、ガラスバルーン、アクリル樹脂粉、フェノール樹脂粉、セラミック粉末、ゼオライト、酸化チタン等の有機及び無機充填材類、(7)ガラス繊維、アラミド繊維、炭素繊維、アクリル繊維、ナイロン繊維、ポリエステル繊維、アルミナ繊維、ボロン繊維等の有機及び無機繊維類、(8)帯電防止剤類、(9)抗菌剤類、(10)脱水剤類、(11)難燃剤類、(12)溶剤類、(13)顔料類、(14)香料類等を例示することができる。これらの添加剤も2種以上を併用できる。
【0029】
なお、本発明は、上述した樹脂成形体のうちでも、波長が500nmの可視光線及び波長が1,000nmの赤外線を照射した際の吸収率が60〜100%の樹脂成形体に対し、好ましく適用することができる。
樹脂成形体の吸収率を上記のように選定することにより、樹脂成形体表面に炭化層や弱結合層(WBL)を形成することなく、樹脂成形体表面に発生した熱エネルギーにより該表面を溶融させて凹凸形状を形成し、且つ該表面に発生したプラズマにより表面酸化することが可能となるため、樹脂成形体自体の強度低下や劣化を伴わない、効率的で信頼性の高い表面改質効果を得ることができる。
【0030】
波長が500nmの可視光線及び波長が1,000nmの赤外線を照射した際の吸収率を60〜100%としたのは、吸収率が60%以上であれば、照射したレーザー光が過度に反射・透過することなく、樹脂成形体表面で吸収されるため、十分な表面改質効果が得られ、また、吸収率が100%以下であれば、最も一般的に用いられている黒色の樹脂成形体に対しても、樹脂成形体自体の強度低下や劣化を伴うことなく、十分な表面改質効果を得ることができるからである。
【0031】
なお、光の「吸収率」は、樹脂成形体から50mm×100mm×3mmの平板を切出し、紫外・可視分光光度計を用い、波長が500nmの可視光線及び波長が1,000nmの赤外線を各々照射し、反射率及び透過率を測定し、次の関係式に導入することによって算出することができる。
関係式:吸収率(%)=100−反射率(%)−透過率(%)
【0032】
更に、本発明の表面改質方法は、ポリオレフィン樹脂から成る樹脂成形体に対しても好適に適用することができる。
ポリオレフィン樹脂は車両用部材としては幅広く採用されているにも拘わらず、樹脂骨格中にそもそも酸素原子を持たず表面エネルギーが低いため、その成形体には直接接着したり、塗装したり、印刷したりすることが困難であるが、本発明によれば、効率的、且つ高い信頼性で表面改質することができる。
【0033】
かかるポリオレフィン樹脂としては、エチレン、プロピレン、1−ブテン、3−メチル−1−ブテン、3−メチル−1−ペンテン、4−メチル−1−ペンテン等のα−オレフィンの単重合体やこれらの共重合体、又はこれらと他の共重合可能な不飽和単量体との共重合体等がある。
具体的な例としては、高密度、中密度、低密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、超高分子量ポリエチレン樹脂、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体等のポリエチレン樹脂類、プロピレン−エチレン−ジエン化合物共重合体等のポリプロピレン樹脂類、ポリ−1−ブテン樹脂、及びポリ−4−メチル−1−ペンテン樹脂等が挙げられ、特にポリエチレン樹脂やポリプロピレン樹脂に有効である。
【0034】
次に、本発明の表面改質樹脂成形体について説明する。
上述の如く、本発明の表面樹脂成形体は、以上に説明した本発明の表面改質方法によって得られる樹脂成形体である。
また、表面改質後の樹脂成形体表面の凹凸形状が、次の(1)式及び(2)式
6≦Ra/Ra’≦40…(1)
Sm/Sm’≦8…(2)
(式中のRaは表面改質後の樹脂成形体表面の算術平均粗さ、Ra’は表面改質前の樹脂成形体表面の算術平均粗さ、Smは表面改質後の樹脂成形体表面の凹凸間の平均間隔、Sm’は表面改質前の樹脂成形体表面の凹凸間の平均間隔を示す)で表される関係を満足する。なお、上記凹凸形状は、樹脂成形体の当該表面の一部に存在していれば十分であり、必ずしも当該表面の全部に存在する必要はない。
【0035】
ここで、表面改質後の樹脂成形体表面の算術平均粗さ(Ra)が、表面改質前の樹脂成形体表面の算術平均粗さ(Ra’)に対して、6≦Ra/Ra’≦40となるようにしたのは、Ra/Ra’が6以上であれば、表面改質されて成る樹脂成形体表面に十分な深さを有する凹凸形状が形成され、これにより、接着したり、塗装したり、印刷したりする際にアンカー効果が発現して、十分な耐久接着性や耐久密着性が得られ、また、Ra/Ra’が40以下であれば、凹部で成形体の厚みが減少しても樹脂成形体の強度低下を伴うことなく、十分な表面改質効果を得られるからである。
【0036】
また、表面改質後の樹脂成形体表面の凹凸間の平均間隔(Sm)が、表面改質前の樹脂成形体表面の凹凸間の平均間隔(Sm’)に対して、Sm/Sm’≦8となるようにしたのは、Sm/Sm’が8以下であれば、表面改質されて成る樹脂成形体表面に、単位面積当たりで十分な数の凹凸形状が形成され、接着・塗装・印刷の際に、アンカー効果が発現することにより、十分な耐久接着性、耐久密着性を得ることができるからである。
【0037】
なお、「算術平均粗さ」とは、樹脂成形体から25mm×100mm×5mmの平板を切出し、レーザー式非接触型表面粗さ計を用い、任意の測定箇所から粗さ曲線を測定し、次いで、粗さ曲線から平均線の方向に基準長さだけ取り、この間の平均線から測定曲線までの偏差の絶対値を合計・平均した値を意味する。この算術平均粗さの算出に際しては、任意の測定箇所から計5点の算術平均粗さを測定し、その平均値を採用する。
【0038】
また、「凹凸間の平均間隔」とは、樹脂成形体から25mm×100mm×5mmの平板を切出し、レーザー式非接触型表面粗さ計を用いて、任意の測定箇所から粗さ曲線を測定し、次いで、粗さ曲線から平均線の方向に基準長さだけ取り、1つの山及びそれに隣り合う1つの谷に対応する平均線の長さの和を求め、平均した値を意味する。
この凹凸間の平均間隔の算出に際しては、任意の測定箇所から計5点の凹凸間の平均間隔を測定し、その平均値を採用する。
【0039】
以上に説明した条件を満足する本発明の表面改質樹脂成形体は、樹脂成形体の表面改質された部分、代表的には改質された表面全体(改質表面の全領域)において、接着剤や塗料、印刷インキを用いて直接接着・塗装・印刷した際の、耐久接着性、耐久密着性が著しく向上している。
【0040】
また、本発明の表面改質樹脂成形体としては、〔1〕表面改質後の樹脂成形体表面が表面酸化されており、X線光電子分光分析(XPS)における酸素原子の含有率が炭素原子の含有率に対して10〜40at%であり、且つ、〔2〕表面改質後の樹脂成形体表面の樹脂材料の重量平均分子量(Mw)が、表面改質前の樹脂成形体表面の樹脂材料の重量平均分子量(Mw’)に対して、0.95≦Mw/Mw’を満足するものが好ましい。
かかる条件を満足する樹脂成形体では、表面の酸化状態及び分子状態が適切に制御されており、その改質表面は、接着剤や塗料、印刷インキを用いて、直接接着したり、塗装したり、印刷したりした際の耐久接着性、耐久密着性に著しく優れている。
【0041】
表面改質後の樹脂成形体表面が表面酸化されており、XPS分析における酸素原子の含有率を炭素原子の含有率に対して10〜40at%としたのは、炭素原子の含有率に対して、酸素原子の含有率が10at%以上であれば、表面の樹脂骨格に十分な量の酸素原子を導入して表面を活性化させることができ、接着・塗装・印刷の際に、接着性や塗料、印刷インキと樹脂成形体とが界面で化学結合を形成し、十分な耐久接着性、耐久密着性が得られるからである。
また、炭素原子の含有率に対して酸素原子の含有率が40at%以下であれば、レーザー照射による樹脂成形体表面での発火・引火を未然に防止することができ、安全な作業環境を確保することができる。
【0042】
なお、「XPS分析における元素の含有率」とは、樹脂成形体から10mm×10mm×3mmの平板を切出し、X線光電子分光分析(XPS)装置を用いて、任意の測定箇所から計3点の各元素の含有率(Atomic%)を測定し、平均値を算出したものである。
更に、ここで算出した炭素原子の含有率、酸素原子の含有率を基に、炭素原子の含有率を100としたときの酸素原子の含有率を換算・算出した。
【0043】
一方、表面改質後の樹脂成形体表面の樹脂材料の重量平均分子量(Mw)が表面改質前の樹脂成形品表面の樹脂材料の重量平均分子量(Mw’)に対して、0.95≦Mw/Mw’であるようにしたのは、Mw/Mw’が0.95以上であれば、樹脂成形体表面に炭化層や弱結合層(WBL)を形成せず、樹脂成形品自体の強度低下や劣化を伴うことなく表面改質効果が得られ、更に、接着したり、塗装したり、印刷したりした際に、樹脂成形体表面で基材破壊をすることなく、十分な耐久接着性、耐久密着性を得ることができるからである。
【0044】
なお、「重量平均分子量」は、樹脂成形体表面から表層部分を中心に10mg程度のサンプルを掻き取り、テトラヒドロフラン等の可溶化溶媒に溶解した後、GPC(Gel Permeation Chromatography)測定装置を用いて、測定したものである。更に、ここで得られた測定値を、ポリスチレンの分子量を基に換算し、重量平均分子量として算出する。
【0045】
次に、本発明の樹脂接合体につき説明する。
本発明の樹脂接合体は、以上に説明した本発明の表面改質樹脂成形体を用いた樹脂接合体である。表面改質された樹脂成形体表面の少なくとも一部に硬化性樹脂層を有するもので、任意の材料から成る部材と接合して成る。
【0046】
ここで、接合する任意の材料から成る部材としては、特に限定されず、従来公知の材料から成る部材・物品などを挙げることができる。
具体的な例としては、ポリオレフィン樹脂、ポリスチレン樹脂、ポリ塩化ビニル樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリロニトリル・ブタジエン・スチレン(ABS)樹脂、ポリカーボネート樹脂、ポリアセタール樹脂等から成る成形品や、鋼板やアルミニウム、マグネシウム等から成る金属成形品、炭素繊維やアラミド繊維から成る織物、スチレン・ブタジエンゴム(SBR)、アクリロニトリル・ブタジエンゴム(NBR)、エチレン・プロピレンゴム(EPDM)等から成るゴム成形品、ガラス、セラミック等が挙げられる。これらのうちでも樹脂成形品、金属成形品が好ましい。
【0047】
また、上述の硬化性樹脂層を構成する硬化性樹脂は、表面改質された成形体表面の少なくとも一部、代表的には当該表面全体に塗布され、任意の材料から成る部材と接合した後に硬化する樹脂であれば、特に限定されず、従来公知の硬化性樹脂を用いることができる。
具体的な例としては、(1)ポリオレフィン系(ポリエチレン(PE)系、エチレン−酢酸ビニル(EVA)系等)、合成ゴム系(ポリブタジエン(SBS)系、ポリイソプレン(SIS)系等)、ポリアミド系、ポリエステル系等のホットメルト樹脂、(2)エポキシ樹脂、(3)ポリウレタン樹脂、(4)天然ゴム系、スチレン・ブタジエンゴム(SBR)系、アクリロニトリル・ブタジエンゴム(NBR)系、エチレン・プロピレンゴム(EPDM)系、クロロプレンゴム(CR)系、ブチルゴム(IIR)系、ブタジエンゴム(BR)系等の合成ゴム、(5)第二世代アクリル系(SGA)等のアクリル樹脂、(6)ユリア樹脂、(7)メラミン樹脂、(8)フェノール樹脂、(9)変性シリコーン等のシリコーン樹脂等が挙げられる。
これらのうちでも、ホットメルト樹脂、エポキシ樹脂、ポリウレタン樹脂、アクリル樹脂及びシリコーン樹脂が好ましく、これらは樹脂成形体との接合により、優れた耐久接着性を確保することができる。
【0048】
かかる硬化性樹脂の改質表面への塗布方法としては、刷毛や筆で直接塗布したり、布に予め含浸させて塗布したり、スプレーやロールコーター、フローコーター、ディッピング、塗布ガン等による方法があるが、特に限定されず、従来公知の塗布方法を用いることができる。
また、硬化性樹脂を塗布し、任意の材料から成る部材と接合した後、硬化性樹脂の硬化を促進するために、加熱処理や加湿処理を適宜必要に応じて実施することができる。特に、エポキシ樹脂やポリウレタン樹脂、シリコーン樹脂を用いる場合、温度40℃〜150℃、湿度30%RH〜100%RHで硬化を促進させることが好ましい。
【0049】
更に、本発明の樹脂接合体においては、上記硬化性樹脂がポリウレタン樹脂であることが好ましい。ポリウレタン樹脂を硬化性樹脂として用いることにより、優れた作業性、速硬化性及び十分な耐久接着性を実現することができる。
【0050】
使用するポリウレタン樹脂としては、分子中にイソシアネート基を2個以上有する化合物を含んでいれば、特に限定されず、従来公知のポリウレタン樹脂を使用することができる。
上記イソシアネート基を分子中に2個以上有する化合物の具体的な例としては、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、4,4’−ジフェニルメタンジイソシアネート(4,4’−MDI)、2,4’−ジフェニルメタンジイソシアネート(2,4’−MDI)、1,4−フェニレンジイソシアネート、キシリレンジイソシアネート(XDI)、テトラメチルキシリデンジイソシアネート(TMXDI)、トリレンジイソシアネート(TODI)、1.5−ナフタレンジイソシアネート(NDI)等の芳香族ジイソシアネート類やヘキサメチレンジイソシアネート(HDI)、トリメチルヘキサメチレンジイソシアネート(TMHDI)、リジンジイソシアネート、ノルボルナンジイソシアナートメチル(NBDI)等の脂肪族ジイソシアネート類、トランスシクロヘキサン−1、4−ジイソシアネート、イソホロンジイソシアネート(IPDI)、H6−XDI(水添XDI)、H12−MDI(水添MDI)等の脂環式ジイソシアネート類、上記ジイソシアネートのカルボジイミド変性ジイソシアネート類、又はこれらのイソシアヌレート変性ジイソシアネート類等が挙げられ、Jこれらの1種又は2種以上を組み合わせて用いてもよい。
これらのうちでも、4,4−MDI、2,4−MDI、HDI、XDI、又はこれらの化合物をプレポリマー化したものが好ましい。これらによれば、安価なコストで十分な耐久接着性を確保することができる。
【0051】
また、上記ポリウレタン樹脂は、上記イソシアネート基を分子中に2個以上有する化合物以外にも、必要に応じてポリオール化合物を併用することができる。
このポリオール化合物としては、1分子中に水酸基2個以上有する化合物を含んでいれば、特に限定されず、従来公知のポリオール化合物を使用することができる。
具体的な例としては、ポリエチレングリコール(PEG)、ポリプロピレングリコール(PPG)、ポリテトラメチレンエーテルグリコール(PTMG)等のポリエーテルポリオール類、縮合系やラクトン系のポリエステルポリオール類等が挙げられるが、好ましくは、ポリエーテルポリオール類である。
【0052】
更に、上記のポリウレタン樹脂は、上記イソシアネート基を分子中に2個以上有する化合物以外に、必要に応じて触媒を含んでもよい。
この触媒としては、ウレタン樹脂の硬化速度を、必要に応じて促進したり、遅延したりするものであれば、特に限定されず、従来公知のポリウレタン樹脂用の触媒を使用することができる。
具体的な例としては、トリエチルアミン(TEA)、N,N−ジメチルシクロヘキシルアミン(DMEDA)等のモノアミン類、N,N,N’,N’−テトラメチルエチレンジアミン(TMEDA)、N,N,N’,N’−テトラメチルヘキサン−1,6−ジアミン(TMHMDA)等のジアミン類、N,N,N’,N’’,n’’−ペンタメチルジプロピレン−トリアミン(PMDPTA)、テトラメチルグアニジン(TMG)等のトリアミン類、トリエチレンジアミン(TEDA)、N,N’−ジメチルピペラジン(DMP)、N−メチルモルホリン(NMMO)等の環状アミン類、ジメチルアミノエタノール(DMEA)、N−メチル−N’−(2−ヒドロキシエチル)−ピペラジン(MHEP)等のアルコールアミン類が挙げられるが、好ましくは、トリアミン類、環状アミン類である。
【0053】
更にまた、上記ポリウレタン樹脂は、上記イソシアネート基を分子中に2個以上有する化合物以外に、必要に応じて添加剤を含んでもよい。この添加剤としては、上述の添加剤と同様であり、2種以上併用できる。
【0054】
上記ポリウレタン樹脂の使用方法としては、樹脂成形体の改質表面の少なくとも一部に塗布し、任意の材料から成る部材と接合した後、硬化させる手法であれば、特に限定されず、従来公知の使用方法を適用することができる。
但し、耐久接着性の観点からは、予めポリウレタン樹脂を溶剤で希釈したポリウレタン樹脂溶液を改質表面の少なくとも一面に塗布し、溶剤を揮発・乾燥させた後、更に塗布ガンを用いてポリウレタン樹脂を塗布し、上記部材と接合・硬化させる方法が好ましい。
なお、必要に応じて、任意の材料から成る部材の接合面も同様に、予めポリウレタン樹脂溶液を塗布・乾燥させておいてもよい。
【0055】
上述の如く表面改質された樹脂成形体と、ポリウレタン樹脂との接着メカニズムは、以下のように推察される。
まず、本発明の表面改質方法に従ってレーザー光を樹脂成形体に照射し、(I)樹脂成形体表面に発生した熱エネルギーにより、樹脂成形体表面を均一に溶融させて凹凸形状を形成し、更に、(II)樹脂成形体表面に発生したプラズマにより、樹脂骨格に酸素原子を導入して表面を活性化させる。
次に、(I)により形成した凹凸部表面にポリウレタン樹脂が浸透することにより、界面の接触面積が増加することによる表面エネルギー増加の硬化とアンカー効果が、また、(II)により樹脂成形体表面に生成した、カルボキシル基やカルボニル基、水酸基等の反応基とポリウレタン樹脂に含まれるイソシアネート基とが、共有結合や水素結合等の化学結合を形成することにより、表面改質された樹脂成形体とポリウレタン樹脂との接着力が発現する。
これにより得られる接着力は、(I)に起因する物理的表面改質効果と(II)に起因する化学的表面改質効果の和に相当し、主に(II)の化学的表面改質効果に起因するフレーム処理やコロナ処理等の従来技術に対して、極めて優れた耐久接着性を示す。
【0056】
なお、上述した本発明の樹脂接合体は、自動車用部材に好適に使用することができる。
この用途に供することにより、耐久接着性に優れた接着接合面を有する自動車用部材を得ることができる。
かかる自動車用部材としては、特に限定されず、従来公知の自動車用部材に供することができる。具体的な例としては、フード、ドア、バックドア、トランクリッド、ストレージリッド、フェンダー等の外装部品、フロントサイドメンバー、ピラー、シル、ルーフレール等の構造部材、インストルメントパネル、ピラーガーニッシュ等の内装部品等が挙げられる。これらのうち、好ましくは、外装部品や内装部品であり、これらに供すれば厳しい環境負荷に対して表面改質効果を十分に発揮することができる。
【実施例】
【0057】
以下、本発明を実施例及び比較例により更に詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0058】
(実施例1)
ガラス繊維を40%含有する褐色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長1,064nm、照射強度3,800W/mm2の条件下でレーザー照射し、表面改質を行った。
【0059】
<Ra/Ra’>
表面改質された表面(改質表面)を室温にて5分間乾燥させた後、レーザー式非接触型表面粗さ計(Chapman MP2100 RAYTEX社製)により、任意の測定箇所から、粗さ曲線を測定し、続いて粗さ曲線から、平均線の方向に基準長さとして4mm取り、この間の平均線から測定曲線までの偏差の絶対値を合計・平均して算術平均粗さを求めた。更に、任意の測定箇所から計5点の算術平均粗さを測定し、平均値を算出して算術平均粗さ(Ra)とした。
同様に、レーザー照射による表面改質前の表面についても、上記方法により、算術平均粗さ(Ra’)を算出した。これにより、求めた表面改質後の算術平均粗さ(Ra)の表面改質前の算術平均粗さ(Ra)に対する割合を、Ra/Ra’とした。
【0060】
<Sm/Sm’>
同様に、上記レーザー照射後、改質表面を室温にて5分間乾燥させた後、レーザー式非接触型表面粗さ計(Chapman MP2100 RAYTEX社製)により、任意の測定箇所から、粗さ曲線を測定し、続いて粗さ曲線から、平均線の方向に基準長さとして4mm取り、1つの山及びそれに隣り合う1つの谷に対応する平均線の長さの和を求め、平均して凹凸間の平均間隔を求めた。更に、任意の測定箇所から、計5点の凹凸間の平均間隔を測定し、平均値を算出して、凹凸間の平均間隔(Sm)とした。
同様に、レーザー照射による表面改質前の表面についても、上記方法により、凹凸間の平均間隔(Sm’)を算出した。これにより、求めた表面改質後の凹凸間の平均間隔(Sm)の表面改質前の凹凸間の平均間隔(Sm’)に対する割合を、Sm/Sm’とした。
【0061】
<酸素原子の含有率>
上記レーザー照射後、改質表面を室温にて5分間乾燥させた後、X線光電子分光分析装置(JPS−9200、JEOL社製)を用いて、任意の測定箇所から、計3点の酸素原子、及び炭素原子の含有率(Atomic%)を測定し、平均値を算出した。
更に、ここで求めた算出した酸素原子の含有率、炭素原子の含有率をもとに、炭素原子の含有率を100としたときの酸素原子の含有率を換算・算出した。
【0062】
<初期効果(濡れ性)>
上記レーザー照射後、改質表面を室温にて5分間乾燥させた後、濡れ試薬(濡れ指数標準液73〜40、和光純薬工業社製)を綿棒で表面に3cm程度の長さで塗布した。塗布した濡れ試薬が、塗布後5秒間、表面ではじかれることなく、濡れた状態であることを確認し、濡れた状態を示す最も高い濡れ指数を、その表面の塗れ性(dyn)とした。なお、濡れ指数73で濡れた状態を示すものは「≧73」、濡れ指数40で濡れた状態を示さないものは「<40」とした。
【0063】
<耐久接着性>
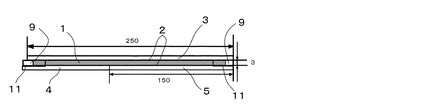
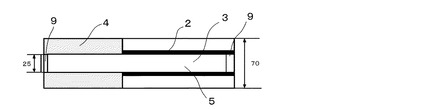
図1及び図2に示すように、表面改質された淡褐色ポリプロピレン板5(25×150×3mm)の改質表面に、室温でウレタン系プライマー2(BETASEAL 5404、ダウケミカル社製:以下プライマーA)を刷毛で表面全体に薄く塗布した。室温にて30分乾燥後、プライマー塗布面の片側のみ、テフロン(登録商標)スペーサー(25×10×3mm)9を市販の両面テープ11で貼付け、続いてウレタン系接着剤1(BETASEAL U−216、ダウケミカル社製:以下、接着剤A)を、専用の塗布ガン及びスタティックミキサーを用いて塗布し、市販のアルミ箔3を貼り合せて、試験片を作成した。なお、図中の符号4は離型紙を示しており、また数値は各部位の長さ(mm)を示している。
【0064】
作成後、接着剤を硬化させる目的で室温にて4日間養生した。更に、予め90℃に温調した恒温槽(SMS−2、タバイエスペック社製)で所定の時間、熱老化させた後、室温で24時間養生し、手剥離試験を行った。
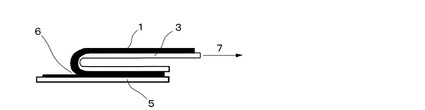
なお、手剥離試験とは、図3に示すように、試験片先端の接着剤1/褐色ポリプロピレン板5間にカッターナイフで切込み6を入れ、剥離した接着剤1の先端をU時に曲げて引っ張った状態で、更に、接着界面にカッターナイフで切込みを入れながら剥離させて、接着剤1の剥離状態を確認する試験である。
試験後、目視により、接着剤の塗布面積に対する接着剤が凝集破壊している面積の割合を、凝集破壊率として求めた。
【0065】
<耐熱クリープ性>
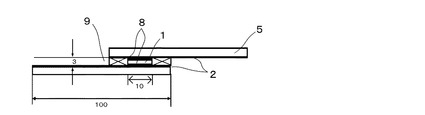
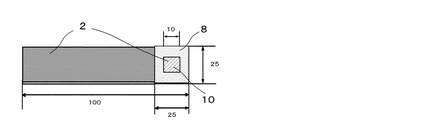
プライマー2を予め塗布したポリプロピレン板5の片方の端部に、予め10mm×10mm角の中央部を切除したテフロン(登録商標)テープ8を貼付し、図5に示す試験片を2枚得た。次いで、この試験片にテフロン(登録商標)スペーサ9を挟み、テープ8の貼付部に接着剤を塗布し、更に他方の試験片を重ね合わせることにより、図4に示す試験片を得た。なお、図4及び図5中、符号10はテフロン(登録商標)テープ切り取り部を示している。
その後、接着剤を硬化させる目的で、室温にて4日間養生した。更に、予め90℃に温調したクリープ試験機(C200、東洋精機製作所社製)の治具に固定し、10kgfの加重をゆっくりと負荷し、試験片が破断するまでの時間を求め、保持時間とした。
なお、保持時間を求めるに際して、負荷直後から6時間毎に試験片の状態確認を行い、48時間目で未だ破断せずに保持しているものについては、「48時間以上保持」とした。
【0066】
(実施例2)
実施例1と同様の操作により、ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長1,064nm、照射強度3,800W/mm2でレーザー照射し、表面改質を行った。
更に、実施例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。但し、実施例2では、使用したプライマー及び接着剤の種類のみ実施例1と異なり、塩素化ポリオレフィン系プライマー(プライマーPP−7、セメダイン社製:以下、プライマーB)、変性シリコーン系接着剤(スーパーX NO.8008、セメダイン社製:以下、接着剤B)を用いた。
【0067】
(実施例3)
実施例1と同様の操作により、ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長532nm、照射強度1,900W/mm2でレーザー照射し、表面改質を行った。
更に、実施例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0068】
(実施例4)
実施例1と同様の操作により、炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長1,064nm、照射強度3,800W/mm2でレーザー照射し、表面改質を行った。
更に、実施例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0069】
(実施例5)
実施例1と同様の操作により、炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長532nm、照射強度950W/mm2でレーザー照射し、表面改質を行った。
更に、実施例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0070】
(比較例1)
ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、フレーム処理装置(アルコアガス社製)を用いて、ガス圧0.08MPa、ガス流量3.2L/分、エアー流量80L/分、処理回数2回(1往復)でフレーム処理し、表面改質を行った。更に、実施例1〜5と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0071】
(比較例2)
炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、フレーム処理装置(アルコアガス社製)を用いて、ガス圧0.08MPa、ガス流量3.2L/分。エアー流量80L/分、処理回数2回(1往復)でフレーム処理し、表面改質を行った。更に、比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0072】
(比較例3)
ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、イトロ処理装置(イシマットジャパン社製)を用いて、エアー圧0.5MPa、ガス流量7.0L/分、エアー流量170L/分、処理回数2回(1往復)でイトロ処理し、表面改質を行った。更に、比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0073】
(比較例4)
ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、コロナ処理装置(3D SURFACE TREATER、LECTRO ENGINEERING社製)を用いて、入力電流4A、出力電圧15kV、放電ヘッド/プロピレン板表面との距離6mm、処理速度10mm/sでコロナ処理し、表面改質を行った。更に比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0074】
(比較例5)
炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、紫外線レーザー照射装置を用いて、波長380nmで紫外線レーザー照射し、表面改質を行った。更に、比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0075】
(比較例6及び7)
ガラス繊維を40%含有する淡褐色ポリプロピレン板、及び炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した。そのまま表面改質することなく、比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0076】
以上の各例における表面改質条件や改質効果を、実施例1〜5については下記の表1、比較例1〜7については下記の表2にまとめて示す。
なお、上記各例における樹脂成形体(PP板など)の光の吸収率(吸光率)を次の条件下で測定した。その測定結果を表1及び表2に併記する。
【0077】
<樹脂成形体の(光の)吸収率>
ガラス繊維を40%含有する淡褐色ポリプロピレン板、及び炭素繊維を20%含有する黒色ポリプロピレン板(50×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、紫外・可視分光光度計(UV−3100PC、島津製作所製)を用いて、拡散反射法により、任意の測定箇所から、入射角8度、測定波長500nm及び1,000nm、ハロゲンランプ光源により、各波長における(光の)反射率及び透過率を測定した。
更に、関係式:吸収率(%)=100−反射率(%)−透過率(%)より、吸収率(%)を算出した。
【0078】
【表1】

【0079】
【表2】
【0080】
表1及び表2の結果から、実施例1〜5の表面改質されて成る樹脂成形体では、樹脂成形体表面の分子量低下を伴うことなく、樹脂成形体表面に発生した熱エネルギーにより、樹脂成形体表面が均一に溶融して凹凸形状が形成され、更に、樹脂成形体表面に発生したプラズマにより、樹脂骨格に酸素原子が導入されて表面が活性化されており、優れた初期改質効果(濡れ性)を示すことが認められる。
また、実施例1〜5の表面改質されて成る樹脂成形体を、任意の材料と硬化性樹脂を用いて接合して成る樹脂接合体は、樹脂表面に形成した凹凸形状によるアンカー効果と、表面酸化による活性化効果との両立により、優れた耐久接着性、耐熱クリープ性を示すことが認められる。
【0081】
更に、表1の結果から、実施例1の表面改質されて成る樹脂成形体を用いた樹脂接合体は、硬化性樹脂としてウレタン樹脂を用いて接合することにより、表面改質されて成る樹脂成形体と硬化性樹脂との界面での接着力が向上し、結果として耐久接着性、耐熱クリープ性が向上していることが認められる。
【図面の簡単な説明】
【0082】
【図1】耐久接着性評価用の試験片を示す断面図である。
【図2】耐久接着性評価用の試験片を示す平面図である。
【図3】耐久接着性の評価方法を示す側面説明図である。
【図4】耐熱クリープ性評価用の試験片を示す断面図である。
【図5】耐熱クリープ性評価用の試験片を示す平面図である。
【符号の説明】
【0083】
1 接着剤
2 プライマー
3 アルミ箔
4 離型紙
5 ポリプロピレン板
6 カッターナイフで切込みを入れる部分
7 引張方向
8 テープ
9 スペーサー
10 テープ切取り部
11 両面テープ
【技術分野】
【0001】
本発明は、樹脂成形体の表面改質方法、表面改質されて成る樹脂成形体及びこれを用いた樹脂接合体に係り、更に詳細には、特定のレーザー光を用い、樹脂成形体の表面特性をあまり劣化させることなく改質し得る表面改質方法及びこれにより得られる樹脂成形体、並びにこの樹脂成形体を用いた接合体で、接合強度に優れる樹脂接合体に関する。
【背景技術】
【0002】
近年、車両の軽量化を目的として、ポリエチレンやポリプロピレン等のポリオレフィン樹脂を始め、ナイロン樹脂、ポリエステル樹脂等の様々な樹脂材料や、アルミニウム、マグネシウム等の軽金属材料の使用が拡大している。
かかる樹脂材料は、比較的表面エネルギーが低く、直接接着したり、塗装したり、印刷したりするのが困難なことが多い。
【0003】
これらの樹脂材料の表面改質方法としては、(I)サンドペーパーやヤスリ掛けで材料表面を直接研磨して、材料表面に意図的に凹凸を付ける物理的表面改質方法や、(II)樹脂表面に酸・アルカリ類や溶剤、プライマー等を塗布したり、又は(III)フレーム処理、コロナ処理及びプラズマ処理等のように、樹脂表面にエネルギーを与えて表面の樹脂骨格に酸素原子を導入し、表面を活性化させる化学的表面改質方法が知られている(例えば、特許文献1参照)。
【特許文献1】特開昭62−241984号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
かかる従来の表面改質方法において、上記(I)の物理的表面改質方法にあっては、樹脂表面に形成した凹凸形状により、接着剤や塗料、印刷インキを用いて直接接着したり、塗装したり、印刷した際にアンカー効果を発現させることが可能になり、初期の接着性や密着性は僅かに向上する。
しかしながら、特に車両の市場環境において、熱、水(湿度)及び振動等の負荷を受けることにより、その効果は著しく低減するばかりか、表面改質時に発生した微粉・粉塵は、作業環境の悪化や信頼性の低下を招く。
【0005】
また、(II)の化学的表面改質方法も、(I)の物理的表面改質方法と同様に性能的に十分でないばかりか、水洗による中和処理の必要性や廃液処理の問題など、環境に対する負荷が大きく、また大規模な設備を必要とするため、極めて高コストである。
【0006】
更に、(III)の化学的表面改質方法において、フレーム処理やコロナ処理は、設備コストが比較的安価で一般的な改質方法であるが、処理のバラツキが大きく、また特に車両用部材での接着・接合部位などのように、化学的表面改質方法の中でも、薬剤を用いる処理を行うような場合は、最終的に廃液処理の問題があり、このような大きな環境負荷の掛かる部位への適用は、信頼性の観点から困難である。
一方、プラズマ処理は、一般的には減圧下で行うため、減圧用の設備が別途必要であり、且つバッチ式での処理となる。従って、自動化を考慮しても処理速度の高速化は不可能であり、また他の改質に比べて改質効果の持続性が著しく短いという欠点もある。
【0007】
また、上記(II)や(III)の化学的表面改質方法を組み合わせて、フレーム処理した後にプライマー処理したり、燃焼化学気相蒸着(CCVD:Combustion Chemical Vapor Deposition)の原理を利用して、フレーム処理時にケイ素化合物の混合ガスを噴射して、表面にケイ素粒子皮膜を形成する改質方法(イトロ処理)等も実用化されている。
しかしながら、いずれの表面改質方法も、初期の表面改質効果は向上するものの、車両の市場環境を考慮した入力や応力負荷の影響が大きく、要求性能を十分満足するレベルではない。
【0008】
ところで、レーザー処理はレーザー光の非常に高い集光性を活かして高いエネルギーを小さい面積内に照射することができ、CO2レーザーは大物部品のレーザー溶接に、YAGレーザーは出力に応じて小物部品の溶接や切断、微細加工に、YVO4レーザーはマーキングに用いられてきた。
しかしながら、これらのレーザー処理条件は、樹脂表面の表面改質を目的としたものではなく、溶接や切断、微細加工、マーキングを目的としているため、照射するエネルギー量も大きく、そのまま樹脂の表面改質に適用できるものではない。
【0009】
また、紫外線特有の大きな光子エネルギーを利用した紫外線レーザー処理も、樹脂の表面改質に一部検討されているが、照射する紫外領域の光子エネルギーは、樹脂材料を構成するC−H結合やC−C結合の結合解離エネルギーよりも大きく、強制的に化学結合を切断して、酸化反応を引き起こすため、基材表面に炭化層や弱結合層(WBL:Weak Boundary Layer)を形成してしまうという問題があった。
【0010】
本発明は、このような従来技術の有する課題に鑑みてなされたものであり、その目的とするところは、樹脂成形体の表面特性をあまり劣化させることなく改質し得る表面改質方法及びこれにより得られる樹脂成形体、並びにこの樹脂成形体を用いた接合体で、接合強度に優れる樹脂接合体を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、上記目的を達成すべく鋭意検討を重ねた結果、所定条件下で特定のレーザー光を用いることにより、上記目的が達成できることを見出し、本発明を完成するに至った。
【0012】
即ち、本発明の樹脂成形体の表面改質方法は、分子中にC−H結合を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質するに当たり、
分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、上記樹脂成形体の表面の少なくとも一部に、波長500〜1,100nmのレーザー光を照射強度10〜30,000W/mm2で直接的又は間接的に照射し、
上記樹脂成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化することを特徴とする。
【0013】
また、本発明の樹脂成形体の表面改質方法の好適形態では、上記樹脂成形体は、波長500nmの可視光線及び波長1,000nmの赤外線を照射した際の吸収率が60〜100%であることを特徴とする。
【0014】
一方、本発明の表面改質樹脂成形体は、上述の如き樹脂成形体の表面改質方法で表面改質されて成る樹脂成形体であって、
表面改質後の樹脂成形体表面の凹凸形状が、次の(1)式及び(2)式
6≦Ra/Ra’≦40…(1)
Sm/Sm’≦8…(2)
(式中のRaは表面改質後の樹脂成形体表面の算術平均粗さ、Ra’は表面改質前の樹脂成形体表面の算術平均粗さ、Smは表面改質後の樹脂成形体表面の凹凸間の平均間隔、Sm’は表面改質前の樹脂成形体表面の凹凸間の平均間隔を示す)で表される関係を満足する、ことを特徴とする。
【0015】
また、本発明の表面改質樹脂成形体の好適形態は、表面改質後の樹脂成形体表面が表面酸化されており、
X線光電子分光分析における酸素原子の含有率が、炭素原子の含有率に対して10〜40at%であり、且つ
表面改質後の樹脂成形体表面の樹脂材料の重量平均分子量(Mw)と、表面改質前の樹脂成形体表面の樹脂材料の重量平均分子量(Mw’)とが、次の(3)式
0.95≦Mw/Mw’…(3)
を満足することを特徴とする。
【0016】
更に、本発明の樹脂接合体は、上述の如き表面改質樹脂成形体を用いた樹脂接合体であって、
表面改質された樹脂成形体表面の少なくとも一部に、硬化性樹脂層を有し、任意の材料から成る部材と接合して成ることを特徴とする。
【発明の効果】
【0017】
本発明によれば、所定条件下で特定のレーザー光を用いることとしたため、樹脂成形体の表面特性をあまり劣化させることなく改質し得る表面改質方法及びこれにより得られる樹脂成形体、並びにこの樹脂成形体を用いた接合体で、接合強度に優れる樹脂接合体を提供することができる。
また、本発明の樹脂接合体を用いれば、良好な耐久接着性や耐熱クリープ性により、信頼性の高い接着接合部を有する自動車用部材を得ることが可能となる。従って、本発明は、樹脂成形品の接着接合部における高い信頼性の確保に資するため、最終的には、樹脂材料の自動車用部材への展開を拡大し得るもので、車両の軽量化にも貢献できると期待される。
【発明を実施するための最良の形態】
【0018】
以下、本発明の樹脂成形体の表面改質方向につき詳細に説明する。なお、本明細書において、濃度、配合量及び含有量などのついての「%」は特記しない限り質量百分率を表すものとする。
【0019】
上述の如く、本発明の樹脂成形体の表面改質方法は、分子中にC−H結合(炭素原子−水素原子結合)を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質する方法である。
この表面改質方法では、分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、波長500〜1,100nmのレーザー光を、照射強度10〜30,000W/mm2で上記樹脂成形体の表面の少なくとも一部に直接的又は間接的に照射し、樹脂成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化する。
【0020】
この表面改質方法においては、樹脂成形体表面のC−H結合を解離させてその表面に炭化層や弱結合層(WBL)を形成することがない。また、樹脂成形体表面に発生した熱エネルギーにより、当該表面を溶融させて凹凸形状を形成することができ、且つ当該表面に発生したプラズマにより表面酸化を行うことができる。
よって、改質対象である樹脂成形体自体の強度低下や劣化を引き起こさず、効率的で信頼性の高い表面改質を実行することができる。
【0021】
本発明において、改質に使用するレーザー光の波長を500〜1,100nmとしたのは、波長が500nm以上であれば、樹脂成形体を構成する樹脂材料のC−H結合やC−C結合等の化学結合を解離させて、樹脂成形体表面に炭化層や弱結合層(WBL)を形成させることなく、表面の樹脂骨格に酸素原子を導入することができ、また、波長が1,100nm以下であれば、樹脂成形体表面に発生する熱エネルギーにより、樹脂成形体表面を均一に溶融させて凹凸形状を形成できるからである。
【0022】
更に、レーザー光の照射強度を10〜30,000W/mm2としたのは、照射強度が10W/mm2以上であれば、たとえ黒色のような、光の吸収率が非常に高い樹脂成形体に対しても、その表面に炭化層や弱結合層(WBL)を形成せず、樹脂成形体自体の強度低下や劣化を伴うことなく表面改質効果が得られ、また、照射強度が30,000W/mm2以下であれば、淡褐色のような、光の吸収率の若干低い樹脂成形品に対しても十分な表面改質効果を得ることができるからである。
かかるレーザー光の照射強度については100〜10,000W/mm2とすることが好ましく、これにより、設備コストやメンテナンス費用を安価に抑えることができ、且つ十分な表面改質効果が得られる。
【0023】
また、本発明においては、レーザー〔LASER:Light Amplification by Stimulated Emission of Radiation〕とは可視光線から赤外線までに至るものを包含する意であるが、その波長が500〜1,100nmで光子エネルギーが80kJ/mol以下の光子エネルギーを有するレーザーであれば、使用するレーザーの種類は特に限定されず、従来公知のレーザーを用いることができる。
具体的な例としては、YAGレーザー(イットリウム・アルミニウム・ガーネット)、YVO4レーザー(イットリウム・バナデート)、半導体レーザーやCO2レーザーが挙げられる。これらのうちでもYAGレーザーやYVO4レーザーが好ましく、このYAGレーザー等については、マーキングや微細加工で使用されるレーザー処理装置を転用することができるため、設備コストを安価に抑えることができる。
【0024】
なお、上記レーザー光の直接的照射は、例えば、レーザー照射装置から発信されたレーザー光を、酸素原子含有化合物のみを介して、直接、樹脂成形体表面に照射することを意味し、該レーザー光の間接的照射は、例えば、予め任意の材料を表面に塗布した樹脂成形体に酸素含有化合物の雰囲気中でレーザー光を照射することを意味する。
【0025】
次に、分子中に酸素原子を1個以上含む酸素原子含有化合物としては、分子中に少なくとも酸素原子を1個以上含む化合物であれば、特に限定されず、従来公知の化合物を用いることができる。
具体的な例としては、酸素分子、オゾン分子、水分子、メタノールやエタノール等のアルコール類、アセトンやメチルエチルケトン等のケトン類、ホルムアルデヒドやアセトアルデヒド等のアルデヒド類、ジメチルエーテルやジエチルエーテル等のエーテル類、酢酸エチルや酢酸プロピル等のエステル類、トリメチルテトラミンやエタノールアミン等のアミン類、アジピン酸ヒドラジドや1,6−ヘキサメチレン(N,N−ジメチルセミカルバジド)等のヒドラジン類、及びビニルトリメトキシシランやビニルトリエトキシシラン等のシラン類等の化合物が挙げられる。なお、これらの化合物は2種以上を併用できる。
【0026】
また、かかる酸素原子含有化合物の使用形態は、特に限定されず、気体・液体・固体いずれの形態で用いてもよい。
具体的には、酸素ガスやオゾンガスを不活性ガスと混合させた混合ガス雰囲気下でレーザー照射したり、アジピン酸ヒドラジドを予めメタノールで希釈して溶液化させておき、樹脂成形体表面に塗布・乾燥させた後にレーザー照射したり、樹脂成形体を直接ホルマリン溶液中でレーザー照射したりすることができる。
【0027】
次に、表面改質の対象となる樹脂成形体としては、具体的には、樹脂で形成されたフィルム、シート、板、容器、構造物、繊維、織布、編布及び不織布などが挙げられ、その形状は特に限定されない。
また、かかる樹脂成形体を構成する樹脂材料も分子中にC−H結合を有する限り特に限定されず、従来公知の樹脂材料を用いることができる。具体的な例としては、ポリオレフィン樹脂、フッ素樹脂、ポリスチレン樹脂、ポリ塩化ビニル樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリロニトリル・ブタジエン・スチレン(ABS)樹脂、ポリカーボネート樹脂、ポリアセタール樹脂等の熱可塑性樹脂、エポキシ樹脂及びフェノール樹脂などの熱硬化性樹脂等が挙げられる。
【0028】
また、上記の樹脂成形体は、上記樹脂材料以外にも必要に応じて添加剤を含んでもよい。
かかる添加剤としては、(1)ヒンダードアミン、ハイドロキノン、ヒンダードフェノール、硫黄含有化合物等の酸化防止剤類、(2)ベンゾフェノン、ベンゾトリアゾール、サリチル酸エステル、金属錯塩等の紫外線吸収剤類、(3)金属石鹸、重金属の無機及び有機塩、有機錫化合物等の耐候性安定剤類、(4)フタル酸エステル、リン酸エステル、脂肪酸エステル等の可塑剤類、(5)パラフィンワックス、重合ワックス、密ロウ、鯨ロウ、低分子量ポリオレフィン等のワックス類、(6)炭酸カルシウム、カオリン、タルク、マイカ、ベントナイト、クレー、カーボンブラック、ガラスバルーン、アクリル樹脂粉、フェノール樹脂粉、セラミック粉末、ゼオライト、酸化チタン等の有機及び無機充填材類、(7)ガラス繊維、アラミド繊維、炭素繊維、アクリル繊維、ナイロン繊維、ポリエステル繊維、アルミナ繊維、ボロン繊維等の有機及び無機繊維類、(8)帯電防止剤類、(9)抗菌剤類、(10)脱水剤類、(11)難燃剤類、(12)溶剤類、(13)顔料類、(14)香料類等を例示することができる。これらの添加剤も2種以上を併用できる。
【0029】
なお、本発明は、上述した樹脂成形体のうちでも、波長が500nmの可視光線及び波長が1,000nmの赤外線を照射した際の吸収率が60〜100%の樹脂成形体に対し、好ましく適用することができる。
樹脂成形体の吸収率を上記のように選定することにより、樹脂成形体表面に炭化層や弱結合層(WBL)を形成することなく、樹脂成形体表面に発生した熱エネルギーにより該表面を溶融させて凹凸形状を形成し、且つ該表面に発生したプラズマにより表面酸化することが可能となるため、樹脂成形体自体の強度低下や劣化を伴わない、効率的で信頼性の高い表面改質効果を得ることができる。
【0030】
波長が500nmの可視光線及び波長が1,000nmの赤外線を照射した際の吸収率を60〜100%としたのは、吸収率が60%以上であれば、照射したレーザー光が過度に反射・透過することなく、樹脂成形体表面で吸収されるため、十分な表面改質効果が得られ、また、吸収率が100%以下であれば、最も一般的に用いられている黒色の樹脂成形体に対しても、樹脂成形体自体の強度低下や劣化を伴うことなく、十分な表面改質効果を得ることができるからである。
【0031】
なお、光の「吸収率」は、樹脂成形体から50mm×100mm×3mmの平板を切出し、紫外・可視分光光度計を用い、波長が500nmの可視光線及び波長が1,000nmの赤外線を各々照射し、反射率及び透過率を測定し、次の関係式に導入することによって算出することができる。
関係式:吸収率(%)=100−反射率(%)−透過率(%)
【0032】
更に、本発明の表面改質方法は、ポリオレフィン樹脂から成る樹脂成形体に対しても好適に適用することができる。
ポリオレフィン樹脂は車両用部材としては幅広く採用されているにも拘わらず、樹脂骨格中にそもそも酸素原子を持たず表面エネルギーが低いため、その成形体には直接接着したり、塗装したり、印刷したりすることが困難であるが、本発明によれば、効率的、且つ高い信頼性で表面改質することができる。
【0033】
かかるポリオレフィン樹脂としては、エチレン、プロピレン、1−ブテン、3−メチル−1−ブテン、3−メチル−1−ペンテン、4−メチル−1−ペンテン等のα−オレフィンの単重合体やこれらの共重合体、又はこれらと他の共重合可能な不飽和単量体との共重合体等がある。
具体的な例としては、高密度、中密度、低密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、超高分子量ポリエチレン樹脂、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体等のポリエチレン樹脂類、プロピレン−エチレン−ジエン化合物共重合体等のポリプロピレン樹脂類、ポリ−1−ブテン樹脂、及びポリ−4−メチル−1−ペンテン樹脂等が挙げられ、特にポリエチレン樹脂やポリプロピレン樹脂に有効である。
【0034】
次に、本発明の表面改質樹脂成形体について説明する。
上述の如く、本発明の表面樹脂成形体は、以上に説明した本発明の表面改質方法によって得られる樹脂成形体である。
また、表面改質後の樹脂成形体表面の凹凸形状が、次の(1)式及び(2)式
6≦Ra/Ra’≦40…(1)
Sm/Sm’≦8…(2)
(式中のRaは表面改質後の樹脂成形体表面の算術平均粗さ、Ra’は表面改質前の樹脂成形体表面の算術平均粗さ、Smは表面改質後の樹脂成形体表面の凹凸間の平均間隔、Sm’は表面改質前の樹脂成形体表面の凹凸間の平均間隔を示す)で表される関係を満足する。なお、上記凹凸形状は、樹脂成形体の当該表面の一部に存在していれば十分であり、必ずしも当該表面の全部に存在する必要はない。
【0035】
ここで、表面改質後の樹脂成形体表面の算術平均粗さ(Ra)が、表面改質前の樹脂成形体表面の算術平均粗さ(Ra’)に対して、6≦Ra/Ra’≦40となるようにしたのは、Ra/Ra’が6以上であれば、表面改質されて成る樹脂成形体表面に十分な深さを有する凹凸形状が形成され、これにより、接着したり、塗装したり、印刷したりする際にアンカー効果が発現して、十分な耐久接着性や耐久密着性が得られ、また、Ra/Ra’が40以下であれば、凹部で成形体の厚みが減少しても樹脂成形体の強度低下を伴うことなく、十分な表面改質効果を得られるからである。
【0036】
また、表面改質後の樹脂成形体表面の凹凸間の平均間隔(Sm)が、表面改質前の樹脂成形体表面の凹凸間の平均間隔(Sm’)に対して、Sm/Sm’≦8となるようにしたのは、Sm/Sm’が8以下であれば、表面改質されて成る樹脂成形体表面に、単位面積当たりで十分な数の凹凸形状が形成され、接着・塗装・印刷の際に、アンカー効果が発現することにより、十分な耐久接着性、耐久密着性を得ることができるからである。
【0037】
なお、「算術平均粗さ」とは、樹脂成形体から25mm×100mm×5mmの平板を切出し、レーザー式非接触型表面粗さ計を用い、任意の測定箇所から粗さ曲線を測定し、次いで、粗さ曲線から平均線の方向に基準長さだけ取り、この間の平均線から測定曲線までの偏差の絶対値を合計・平均した値を意味する。この算術平均粗さの算出に際しては、任意の測定箇所から計5点の算術平均粗さを測定し、その平均値を採用する。
【0038】
また、「凹凸間の平均間隔」とは、樹脂成形体から25mm×100mm×5mmの平板を切出し、レーザー式非接触型表面粗さ計を用いて、任意の測定箇所から粗さ曲線を測定し、次いで、粗さ曲線から平均線の方向に基準長さだけ取り、1つの山及びそれに隣り合う1つの谷に対応する平均線の長さの和を求め、平均した値を意味する。
この凹凸間の平均間隔の算出に際しては、任意の測定箇所から計5点の凹凸間の平均間隔を測定し、その平均値を採用する。
【0039】
以上に説明した条件を満足する本発明の表面改質樹脂成形体は、樹脂成形体の表面改質された部分、代表的には改質された表面全体(改質表面の全領域)において、接着剤や塗料、印刷インキを用いて直接接着・塗装・印刷した際の、耐久接着性、耐久密着性が著しく向上している。
【0040】
また、本発明の表面改質樹脂成形体としては、〔1〕表面改質後の樹脂成形体表面が表面酸化されており、X線光電子分光分析(XPS)における酸素原子の含有率が炭素原子の含有率に対して10〜40at%であり、且つ、〔2〕表面改質後の樹脂成形体表面の樹脂材料の重量平均分子量(Mw)が、表面改質前の樹脂成形体表面の樹脂材料の重量平均分子量(Mw’)に対して、0.95≦Mw/Mw’を満足するものが好ましい。
かかる条件を満足する樹脂成形体では、表面の酸化状態及び分子状態が適切に制御されており、その改質表面は、接着剤や塗料、印刷インキを用いて、直接接着したり、塗装したり、印刷したりした際の耐久接着性、耐久密着性に著しく優れている。
【0041】
表面改質後の樹脂成形体表面が表面酸化されており、XPS分析における酸素原子の含有率を炭素原子の含有率に対して10〜40at%としたのは、炭素原子の含有率に対して、酸素原子の含有率が10at%以上であれば、表面の樹脂骨格に十分な量の酸素原子を導入して表面を活性化させることができ、接着・塗装・印刷の際に、接着性や塗料、印刷インキと樹脂成形体とが界面で化学結合を形成し、十分な耐久接着性、耐久密着性が得られるからである。
また、炭素原子の含有率に対して酸素原子の含有率が40at%以下であれば、レーザー照射による樹脂成形体表面での発火・引火を未然に防止することができ、安全な作業環境を確保することができる。
【0042】
なお、「XPS分析における元素の含有率」とは、樹脂成形体から10mm×10mm×3mmの平板を切出し、X線光電子分光分析(XPS)装置を用いて、任意の測定箇所から計3点の各元素の含有率(Atomic%)を測定し、平均値を算出したものである。
更に、ここで算出した炭素原子の含有率、酸素原子の含有率を基に、炭素原子の含有率を100としたときの酸素原子の含有率を換算・算出した。
【0043】
一方、表面改質後の樹脂成形体表面の樹脂材料の重量平均分子量(Mw)が表面改質前の樹脂成形品表面の樹脂材料の重量平均分子量(Mw’)に対して、0.95≦Mw/Mw’であるようにしたのは、Mw/Mw’が0.95以上であれば、樹脂成形体表面に炭化層や弱結合層(WBL)を形成せず、樹脂成形品自体の強度低下や劣化を伴うことなく表面改質効果が得られ、更に、接着したり、塗装したり、印刷したりした際に、樹脂成形体表面で基材破壊をすることなく、十分な耐久接着性、耐久密着性を得ることができるからである。
【0044】
なお、「重量平均分子量」は、樹脂成形体表面から表層部分を中心に10mg程度のサンプルを掻き取り、テトラヒドロフラン等の可溶化溶媒に溶解した後、GPC(Gel Permeation Chromatography)測定装置を用いて、測定したものである。更に、ここで得られた測定値を、ポリスチレンの分子量を基に換算し、重量平均分子量として算出する。
【0045】
次に、本発明の樹脂接合体につき説明する。
本発明の樹脂接合体は、以上に説明した本発明の表面改質樹脂成形体を用いた樹脂接合体である。表面改質された樹脂成形体表面の少なくとも一部に硬化性樹脂層を有するもので、任意の材料から成る部材と接合して成る。
【0046】
ここで、接合する任意の材料から成る部材としては、特に限定されず、従来公知の材料から成る部材・物品などを挙げることができる。
具体的な例としては、ポリオレフィン樹脂、ポリスチレン樹脂、ポリ塩化ビニル樹脂、ポリエステル樹脂、ポリアミド樹脂、アクリロニトリル・ブタジエン・スチレン(ABS)樹脂、ポリカーボネート樹脂、ポリアセタール樹脂等から成る成形品や、鋼板やアルミニウム、マグネシウム等から成る金属成形品、炭素繊維やアラミド繊維から成る織物、スチレン・ブタジエンゴム(SBR)、アクリロニトリル・ブタジエンゴム(NBR)、エチレン・プロピレンゴム(EPDM)等から成るゴム成形品、ガラス、セラミック等が挙げられる。これらのうちでも樹脂成形品、金属成形品が好ましい。
【0047】
また、上述の硬化性樹脂層を構成する硬化性樹脂は、表面改質された成形体表面の少なくとも一部、代表的には当該表面全体に塗布され、任意の材料から成る部材と接合した後に硬化する樹脂であれば、特に限定されず、従来公知の硬化性樹脂を用いることができる。
具体的な例としては、(1)ポリオレフィン系(ポリエチレン(PE)系、エチレン−酢酸ビニル(EVA)系等)、合成ゴム系(ポリブタジエン(SBS)系、ポリイソプレン(SIS)系等)、ポリアミド系、ポリエステル系等のホットメルト樹脂、(2)エポキシ樹脂、(3)ポリウレタン樹脂、(4)天然ゴム系、スチレン・ブタジエンゴム(SBR)系、アクリロニトリル・ブタジエンゴム(NBR)系、エチレン・プロピレンゴム(EPDM)系、クロロプレンゴム(CR)系、ブチルゴム(IIR)系、ブタジエンゴム(BR)系等の合成ゴム、(5)第二世代アクリル系(SGA)等のアクリル樹脂、(6)ユリア樹脂、(7)メラミン樹脂、(8)フェノール樹脂、(9)変性シリコーン等のシリコーン樹脂等が挙げられる。
これらのうちでも、ホットメルト樹脂、エポキシ樹脂、ポリウレタン樹脂、アクリル樹脂及びシリコーン樹脂が好ましく、これらは樹脂成形体との接合により、優れた耐久接着性を確保することができる。
【0048】
かかる硬化性樹脂の改質表面への塗布方法としては、刷毛や筆で直接塗布したり、布に予め含浸させて塗布したり、スプレーやロールコーター、フローコーター、ディッピング、塗布ガン等による方法があるが、特に限定されず、従来公知の塗布方法を用いることができる。
また、硬化性樹脂を塗布し、任意の材料から成る部材と接合した後、硬化性樹脂の硬化を促進するために、加熱処理や加湿処理を適宜必要に応じて実施することができる。特に、エポキシ樹脂やポリウレタン樹脂、シリコーン樹脂を用いる場合、温度40℃〜150℃、湿度30%RH〜100%RHで硬化を促進させることが好ましい。
【0049】
更に、本発明の樹脂接合体においては、上記硬化性樹脂がポリウレタン樹脂であることが好ましい。ポリウレタン樹脂を硬化性樹脂として用いることにより、優れた作業性、速硬化性及び十分な耐久接着性を実現することができる。
【0050】
使用するポリウレタン樹脂としては、分子中にイソシアネート基を2個以上有する化合物を含んでいれば、特に限定されず、従来公知のポリウレタン樹脂を使用することができる。
上記イソシアネート基を分子中に2個以上有する化合物の具体的な例としては、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、4,4’−ジフェニルメタンジイソシアネート(4,4’−MDI)、2,4’−ジフェニルメタンジイソシアネート(2,4’−MDI)、1,4−フェニレンジイソシアネート、キシリレンジイソシアネート(XDI)、テトラメチルキシリデンジイソシアネート(TMXDI)、トリレンジイソシアネート(TODI)、1.5−ナフタレンジイソシアネート(NDI)等の芳香族ジイソシアネート類やヘキサメチレンジイソシアネート(HDI)、トリメチルヘキサメチレンジイソシアネート(TMHDI)、リジンジイソシアネート、ノルボルナンジイソシアナートメチル(NBDI)等の脂肪族ジイソシアネート類、トランスシクロヘキサン−1、4−ジイソシアネート、イソホロンジイソシアネート(IPDI)、H6−XDI(水添XDI)、H12−MDI(水添MDI)等の脂環式ジイソシアネート類、上記ジイソシアネートのカルボジイミド変性ジイソシアネート類、又はこれらのイソシアヌレート変性ジイソシアネート類等が挙げられ、Jこれらの1種又は2種以上を組み合わせて用いてもよい。
これらのうちでも、4,4−MDI、2,4−MDI、HDI、XDI、又はこれらの化合物をプレポリマー化したものが好ましい。これらによれば、安価なコストで十分な耐久接着性を確保することができる。
【0051】
また、上記ポリウレタン樹脂は、上記イソシアネート基を分子中に2個以上有する化合物以外にも、必要に応じてポリオール化合物を併用することができる。
このポリオール化合物としては、1分子中に水酸基2個以上有する化合物を含んでいれば、特に限定されず、従来公知のポリオール化合物を使用することができる。
具体的な例としては、ポリエチレングリコール(PEG)、ポリプロピレングリコール(PPG)、ポリテトラメチレンエーテルグリコール(PTMG)等のポリエーテルポリオール類、縮合系やラクトン系のポリエステルポリオール類等が挙げられるが、好ましくは、ポリエーテルポリオール類である。
【0052】
更に、上記のポリウレタン樹脂は、上記イソシアネート基を分子中に2個以上有する化合物以外に、必要に応じて触媒を含んでもよい。
この触媒としては、ウレタン樹脂の硬化速度を、必要に応じて促進したり、遅延したりするものであれば、特に限定されず、従来公知のポリウレタン樹脂用の触媒を使用することができる。
具体的な例としては、トリエチルアミン(TEA)、N,N−ジメチルシクロヘキシルアミン(DMEDA)等のモノアミン類、N,N,N’,N’−テトラメチルエチレンジアミン(TMEDA)、N,N,N’,N’−テトラメチルヘキサン−1,6−ジアミン(TMHMDA)等のジアミン類、N,N,N’,N’’,n’’−ペンタメチルジプロピレン−トリアミン(PMDPTA)、テトラメチルグアニジン(TMG)等のトリアミン類、トリエチレンジアミン(TEDA)、N,N’−ジメチルピペラジン(DMP)、N−メチルモルホリン(NMMO)等の環状アミン類、ジメチルアミノエタノール(DMEA)、N−メチル−N’−(2−ヒドロキシエチル)−ピペラジン(MHEP)等のアルコールアミン類が挙げられるが、好ましくは、トリアミン類、環状アミン類である。
【0053】
更にまた、上記ポリウレタン樹脂は、上記イソシアネート基を分子中に2個以上有する化合物以外に、必要に応じて添加剤を含んでもよい。この添加剤としては、上述の添加剤と同様であり、2種以上併用できる。
【0054】
上記ポリウレタン樹脂の使用方法としては、樹脂成形体の改質表面の少なくとも一部に塗布し、任意の材料から成る部材と接合した後、硬化させる手法であれば、特に限定されず、従来公知の使用方法を適用することができる。
但し、耐久接着性の観点からは、予めポリウレタン樹脂を溶剤で希釈したポリウレタン樹脂溶液を改質表面の少なくとも一面に塗布し、溶剤を揮発・乾燥させた後、更に塗布ガンを用いてポリウレタン樹脂を塗布し、上記部材と接合・硬化させる方法が好ましい。
なお、必要に応じて、任意の材料から成る部材の接合面も同様に、予めポリウレタン樹脂溶液を塗布・乾燥させておいてもよい。
【0055】
上述の如く表面改質された樹脂成形体と、ポリウレタン樹脂との接着メカニズムは、以下のように推察される。
まず、本発明の表面改質方法に従ってレーザー光を樹脂成形体に照射し、(I)樹脂成形体表面に発生した熱エネルギーにより、樹脂成形体表面を均一に溶融させて凹凸形状を形成し、更に、(II)樹脂成形体表面に発生したプラズマにより、樹脂骨格に酸素原子を導入して表面を活性化させる。
次に、(I)により形成した凹凸部表面にポリウレタン樹脂が浸透することにより、界面の接触面積が増加することによる表面エネルギー増加の硬化とアンカー効果が、また、(II)により樹脂成形体表面に生成した、カルボキシル基やカルボニル基、水酸基等の反応基とポリウレタン樹脂に含まれるイソシアネート基とが、共有結合や水素結合等の化学結合を形成することにより、表面改質された樹脂成形体とポリウレタン樹脂との接着力が発現する。
これにより得られる接着力は、(I)に起因する物理的表面改質効果と(II)に起因する化学的表面改質効果の和に相当し、主に(II)の化学的表面改質効果に起因するフレーム処理やコロナ処理等の従来技術に対して、極めて優れた耐久接着性を示す。
【0056】
なお、上述した本発明の樹脂接合体は、自動車用部材に好適に使用することができる。
この用途に供することにより、耐久接着性に優れた接着接合面を有する自動車用部材を得ることができる。
かかる自動車用部材としては、特に限定されず、従来公知の自動車用部材に供することができる。具体的な例としては、フード、ドア、バックドア、トランクリッド、ストレージリッド、フェンダー等の外装部品、フロントサイドメンバー、ピラー、シル、ルーフレール等の構造部材、インストルメントパネル、ピラーガーニッシュ等の内装部品等が挙げられる。これらのうち、好ましくは、外装部品や内装部品であり、これらに供すれば厳しい環境負荷に対して表面改質効果を十分に発揮することができる。
【実施例】
【0057】
以下、本発明を実施例及び比較例により更に詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0058】
(実施例1)
ガラス繊維を40%含有する褐色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長1,064nm、照射強度3,800W/mm2の条件下でレーザー照射し、表面改質を行った。
【0059】
<Ra/Ra’>
表面改質された表面(改質表面)を室温にて5分間乾燥させた後、レーザー式非接触型表面粗さ計(Chapman MP2100 RAYTEX社製)により、任意の測定箇所から、粗さ曲線を測定し、続いて粗さ曲線から、平均線の方向に基準長さとして4mm取り、この間の平均線から測定曲線までの偏差の絶対値を合計・平均して算術平均粗さを求めた。更に、任意の測定箇所から計5点の算術平均粗さを測定し、平均値を算出して算術平均粗さ(Ra)とした。
同様に、レーザー照射による表面改質前の表面についても、上記方法により、算術平均粗さ(Ra’)を算出した。これにより、求めた表面改質後の算術平均粗さ(Ra)の表面改質前の算術平均粗さ(Ra)に対する割合を、Ra/Ra’とした。
【0060】
<Sm/Sm’>
同様に、上記レーザー照射後、改質表面を室温にて5分間乾燥させた後、レーザー式非接触型表面粗さ計(Chapman MP2100 RAYTEX社製)により、任意の測定箇所から、粗さ曲線を測定し、続いて粗さ曲線から、平均線の方向に基準長さとして4mm取り、1つの山及びそれに隣り合う1つの谷に対応する平均線の長さの和を求め、平均して凹凸間の平均間隔を求めた。更に、任意の測定箇所から、計5点の凹凸間の平均間隔を測定し、平均値を算出して、凹凸間の平均間隔(Sm)とした。
同様に、レーザー照射による表面改質前の表面についても、上記方法により、凹凸間の平均間隔(Sm’)を算出した。これにより、求めた表面改質後の凹凸間の平均間隔(Sm)の表面改質前の凹凸間の平均間隔(Sm’)に対する割合を、Sm/Sm’とした。
【0061】
<酸素原子の含有率>
上記レーザー照射後、改質表面を室温にて5分間乾燥させた後、X線光電子分光分析装置(JPS−9200、JEOL社製)を用いて、任意の測定箇所から、計3点の酸素原子、及び炭素原子の含有率(Atomic%)を測定し、平均値を算出した。
更に、ここで求めた算出した酸素原子の含有率、炭素原子の含有率をもとに、炭素原子の含有率を100としたときの酸素原子の含有率を換算・算出した。
【0062】
<初期効果(濡れ性)>
上記レーザー照射後、改質表面を室温にて5分間乾燥させた後、濡れ試薬(濡れ指数標準液73〜40、和光純薬工業社製)を綿棒で表面に3cm程度の長さで塗布した。塗布した濡れ試薬が、塗布後5秒間、表面ではじかれることなく、濡れた状態であることを確認し、濡れた状態を示す最も高い濡れ指数を、その表面の塗れ性(dyn)とした。なお、濡れ指数73で濡れた状態を示すものは「≧73」、濡れ指数40で濡れた状態を示さないものは「<40」とした。
【0063】
<耐久接着性>
図1及び図2に示すように、表面改質された淡褐色ポリプロピレン板5(25×150×3mm)の改質表面に、室温でウレタン系プライマー2(BETASEAL 5404、ダウケミカル社製:以下プライマーA)を刷毛で表面全体に薄く塗布した。室温にて30分乾燥後、プライマー塗布面の片側のみ、テフロン(登録商標)スペーサー(25×10×3mm)9を市販の両面テープ11で貼付け、続いてウレタン系接着剤1(BETASEAL U−216、ダウケミカル社製:以下、接着剤A)を、専用の塗布ガン及びスタティックミキサーを用いて塗布し、市販のアルミ箔3を貼り合せて、試験片を作成した。なお、図中の符号4は離型紙を示しており、また数値は各部位の長さ(mm)を示している。
【0064】
作成後、接着剤を硬化させる目的で室温にて4日間養生した。更に、予め90℃に温調した恒温槽(SMS−2、タバイエスペック社製)で所定の時間、熱老化させた後、室温で24時間養生し、手剥離試験を行った。
なお、手剥離試験とは、図3に示すように、試験片先端の接着剤1/褐色ポリプロピレン板5間にカッターナイフで切込み6を入れ、剥離した接着剤1の先端をU時に曲げて引っ張った状態で、更に、接着界面にカッターナイフで切込みを入れながら剥離させて、接着剤1の剥離状態を確認する試験である。
試験後、目視により、接着剤の塗布面積に対する接着剤が凝集破壊している面積の割合を、凝集破壊率として求めた。
【0065】
<耐熱クリープ性>
プライマー2を予め塗布したポリプロピレン板5の片方の端部に、予め10mm×10mm角の中央部を切除したテフロン(登録商標)テープ8を貼付し、図5に示す試験片を2枚得た。次いで、この試験片にテフロン(登録商標)スペーサ9を挟み、テープ8の貼付部に接着剤を塗布し、更に他方の試験片を重ね合わせることにより、図4に示す試験片を得た。なお、図4及び図5中、符号10はテフロン(登録商標)テープ切り取り部を示している。
その後、接着剤を硬化させる目的で、室温にて4日間養生した。更に、予め90℃に温調したクリープ試験機(C200、東洋精機製作所社製)の治具に固定し、10kgfの加重をゆっくりと負荷し、試験片が破断するまでの時間を求め、保持時間とした。
なお、保持時間を求めるに際して、負荷直後から6時間毎に試験片の状態確認を行い、48時間目で未だ破断せずに保持しているものについては、「48時間以上保持」とした。
【0066】
(実施例2)
実施例1と同様の操作により、ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長1,064nm、照射強度3,800W/mm2でレーザー照射し、表面改質を行った。
更に、実施例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。但し、実施例2では、使用したプライマー及び接着剤の種類のみ実施例1と異なり、塩素化ポリオレフィン系プライマー(プライマーPP−7、セメダイン社製:以下、プライマーB)、変性シリコーン系接着剤(スーパーX NO.8008、セメダイン社製:以下、接着剤B)を用いた。
【0067】
(実施例3)
実施例1と同様の操作により、ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長532nm、照射強度1,900W/mm2でレーザー照射し、表面改質を行った。
更に、実施例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0068】
(実施例4)
実施例1と同様の操作により、炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長1,064nm、照射強度3,800W/mm2でレーザー照射し、表面改質を行った。
更に、実施例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0069】
(実施例5)
実施例1と同様の操作により、炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、YVO4レーザー照射装置(ML−7111A、ミヤチテクノス社製)を用いて、電流25A、周波数15kHz、処理速度500mm/s、波長532nm、照射強度950W/mm2でレーザー照射し、表面改質を行った。
更に、実施例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0070】
(比較例1)
ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、フレーム処理装置(アルコアガス社製)を用いて、ガス圧0.08MPa、ガス流量3.2L/分、エアー流量80L/分、処理回数2回(1往復)でフレーム処理し、表面改質を行った。更に、実施例1〜5と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0071】
(比較例2)
炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、フレーム処理装置(アルコアガス社製)を用いて、ガス圧0.08MPa、ガス流量3.2L/分。エアー流量80L/分、処理回数2回(1往復)でフレーム処理し、表面改質を行った。更に、比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0072】
(比較例3)
ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、イトロ処理装置(イシマットジャパン社製)を用いて、エアー圧0.5MPa、ガス流量7.0L/分、エアー流量170L/分、処理回数2回(1往復)でイトロ処理し、表面改質を行った。更に、比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0073】
(比較例4)
ガラス繊維を40%含有する淡褐色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、コロナ処理装置(3D SURFACE TREATER、LECTRO ENGINEERING社製)を用いて、入力電流4A、出力電圧15kV、放電ヘッド/プロピレン板表面との距離6mm、処理速度10mm/sでコロナ処理し、表面改質を行った。更に比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0074】
(比較例5)
炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、紫外線レーザー照射装置を用いて、波長380nmで紫外線レーザー照射し、表面改質を行った。更に、比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0075】
(比較例6及び7)
ガラス繊維を40%含有する淡褐色ポリプロピレン板、及び炭素繊維を20%含有する黒色ポリプロピレン板(25×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した。そのまま表面改質することなく、比較例1と同様に、Ra/Ra’、Sm/Sm’、酸素原子の含有率、初期効果(濡れ性)、耐久接着性、耐熱クリープ性について、評価確認を行った。
【0076】
以上の各例における表面改質条件や改質効果を、実施例1〜5については下記の表1、比較例1〜7については下記の表2にまとめて示す。
なお、上記各例における樹脂成形体(PP板など)の光の吸収率(吸光率)を次の条件下で測定した。その測定結果を表1及び表2に併記する。
【0077】
<樹脂成形体の(光の)吸収率>
ガラス繊維を40%含有する淡褐色ポリプロピレン板、及び炭素繊維を20%含有する黒色ポリプロピレン板(50×100×3mm)の表面を、予めイソプロピルアルコールを含浸させた布を用いて洗浄・脱脂した後、紫外・可視分光光度計(UV−3100PC、島津製作所製)を用いて、拡散反射法により、任意の測定箇所から、入射角8度、測定波長500nm及び1,000nm、ハロゲンランプ光源により、各波長における(光の)反射率及び透過率を測定した。
更に、関係式:吸収率(%)=100−反射率(%)−透過率(%)より、吸収率(%)を算出した。
【0078】
【表1】
【0079】
【表2】
【0080】
表1及び表2の結果から、実施例1〜5の表面改質されて成る樹脂成形体では、樹脂成形体表面の分子量低下を伴うことなく、樹脂成形体表面に発生した熱エネルギーにより、樹脂成形体表面が均一に溶融して凹凸形状が形成され、更に、樹脂成形体表面に発生したプラズマにより、樹脂骨格に酸素原子が導入されて表面が活性化されており、優れた初期改質効果(濡れ性)を示すことが認められる。
また、実施例1〜5の表面改質されて成る樹脂成形体を、任意の材料と硬化性樹脂を用いて接合して成る樹脂接合体は、樹脂表面に形成した凹凸形状によるアンカー効果と、表面酸化による活性化効果との両立により、優れた耐久接着性、耐熱クリープ性を示すことが認められる。
【0081】
更に、表1の結果から、実施例1の表面改質されて成る樹脂成形体を用いた樹脂接合体は、硬化性樹脂としてウレタン樹脂を用いて接合することにより、表面改質されて成る樹脂成形体と硬化性樹脂との界面での接着力が向上し、結果として耐久接着性、耐熱クリープ性が向上していることが認められる。
【図面の簡単な説明】
【0082】
【図1】耐久接着性評価用の試験片を示す断面図である。
【図2】耐久接着性評価用の試験片を示す平面図である。
【図3】耐久接着性の評価方法を示す側面説明図である。
【図4】耐熱クリープ性評価用の試験片を示す断面図である。
【図5】耐熱クリープ性評価用の試験片を示す平面図である。
【符号の説明】
【0083】
1 接着剤
2 プライマー
3 アルミ箔
4 離型紙
5 ポリプロピレン板
6 カッターナイフで切込みを入れる部分
7 引張方向
8 テープ
9 スペーサー
10 テープ切取り部
11 両面テープ
【特許請求の範囲】
【請求項1】
分子中にC−H結合を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質するに当たり、
分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、上記樹脂成形体の表面の少なくとも一部に、波長500〜1,100nmのレーザー光を照射強度10〜30,000W/mm2で直接的又は間接的に照射し、
上記樹脂成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化することを特徴とする樹脂成形体の表面改質方法。
【請求項2】
上記樹脂成形体は、波長500nmの可視光線及び波長1,000nmの赤外線を照射した際の吸収率が60〜100%であることを特徴とする請求項1に記載の樹脂成形体の表面改質方法。
【請求項3】
上記樹脂成形体を構成する樹脂材料がポリオレフィンであることを特徴とする請求項1又は2に記載の樹脂成形体の表面改質方法。
【請求項4】
請求項1〜3いずれか1つの項に記載の樹脂成形体の表面改質方法で表面改質されて成る樹脂成形体であって、
表面改質後の樹脂成形体表面の凹凸形状が、次の(1)式及び(2)式
6≦Ra/Ra’≦40…(1)
Sm/Sm’≦8…(2)
(式中のRaは表面改質後の樹脂成形体表面の算術平均粗さ、Ra’は表面改質前の樹脂成形体表面の算術平均粗さ、Smは表面改質後の樹脂成形体表面の凹凸間の平均間隔、Sm’は表面改質前の樹脂成形体表面の凹凸間の平均間隔を示す)で表される関係を満足する、ことを特徴とする表面改質樹脂成形体。
【請求項5】
表面改質後の樹脂成形体表面が表面酸化されており、
X線光電子分光分析における酸素原子の含有率が、炭素原子の含有率に対して10〜40at%であり、且つ
表面改質後の樹脂成形体表面の樹脂材料の重量平均分子量(Mw)と、表面改質前の樹脂成形体表面の樹脂材料の重量平均分子量(Mw’)とが、次の(3)式
0.95≦Mw/Mw’…(3)
を満足することを特徴とする請求項4に記載の表面改質樹脂成形体。
【請求項6】
請求項4又は5に記載の表面改質樹脂成形体を用いた樹脂接合体であって、
表面改質された樹脂成形体表面の少なくとも一部に、硬化性樹脂層を有し、任意の材料から成る部材と接合して成ることを特徴とする樹脂接合体。
【請求項7】
上記硬化性樹脂層がポリウレタン樹脂を含むことを特徴とする請求項6記載の樹脂成形品。
【請求項8】
自動車用部材に用いることを特徴とする請求項6又は7に記載の樹脂接合体。
【請求項1】
分子中にC−H結合を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質するに当たり、
分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、上記樹脂成形体の表面の少なくとも一部に、波長500〜1,100nmのレーザー光を照射強度10〜30,000W/mm2で直接的又は間接的に照射し、
上記樹脂成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化することを特徴とする樹脂成形体の表面改質方法。
【請求項2】
上記樹脂成形体は、波長500nmの可視光線及び波長1,000nmの赤外線を照射した際の吸収率が60〜100%であることを特徴とする請求項1に記載の樹脂成形体の表面改質方法。
【請求項3】
上記樹脂成形体を構成する樹脂材料がポリオレフィンであることを特徴とする請求項1又は2に記載の樹脂成形体の表面改質方法。
【請求項4】
請求項1〜3いずれか1つの項に記載の樹脂成形体の表面改質方法で表面改質されて成る樹脂成形体であって、
表面改質後の樹脂成形体表面の凹凸形状が、次の(1)式及び(2)式
6≦Ra/Ra’≦40…(1)
Sm/Sm’≦8…(2)
(式中のRaは表面改質後の樹脂成形体表面の算術平均粗さ、Ra’は表面改質前の樹脂成形体表面の算術平均粗さ、Smは表面改質後の樹脂成形体表面の凹凸間の平均間隔、Sm’は表面改質前の樹脂成形体表面の凹凸間の平均間隔を示す)で表される関係を満足する、ことを特徴とする表面改質樹脂成形体。
【請求項5】
表面改質後の樹脂成形体表面が表面酸化されており、
X線光電子分光分析における酸素原子の含有率が、炭素原子の含有率に対して10〜40at%であり、且つ
表面改質後の樹脂成形体表面の樹脂材料の重量平均分子量(Mw)と、表面改質前の樹脂成形体表面の樹脂材料の重量平均分子量(Mw’)とが、次の(3)式
0.95≦Mw/Mw’…(3)
を満足することを特徴とする請求項4に記載の表面改質樹脂成形体。
【請求項6】
請求項4又は5に記載の表面改質樹脂成形体を用いた樹脂接合体であって、
表面改質された樹脂成形体表面の少なくとも一部に、硬化性樹脂層を有し、任意の材料から成る部材と接合して成ることを特徴とする樹脂接合体。
【請求項7】
上記硬化性樹脂層がポリウレタン樹脂を含むことを特徴とする請求項6記載の樹脂成形品。
【請求項8】
自動車用部材に用いることを特徴とする請求項6又は7に記載の樹脂接合体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−88327(P2008−88327A)
【公開日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願番号】特願2006−272050(P2006−272050)
【出願日】平成18年10月3日(2006.10.3)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願日】平成18年10月3日(2006.10.3)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]