
樹脂成形体の製造方法、インクジェットヘッド、及び電子機器

【課題】撥液面及び親液面を有する樹脂成形体を簡単なプロセスで均一に処理可能にする。
【解決手段】樹脂からなる基材の少なくとも一部の面に、少なくともフッ素を含むガスによってフッ化処理を施して撥液層を形成するフッ化処理工程と、前記基材の撥液層が形成された面の一部に保護部材を形成する保護部材形成工程と、前記基材の保護部材が形成されていない面に形成された撥液層を除去すると同時に当該面の親液化を行う撥液層除去工程と、前記保護部材を除去する保護部材除去工程と、を含むことを特徴とする樹脂成形体の製造方法を提供することにより、前記課題を解決する。
【解決手段】樹脂からなる基材の少なくとも一部の面に、少なくともフッ素を含むガスによってフッ化処理を施して撥液層を形成するフッ化処理工程と、前記基材の撥液層が形成された面の一部に保護部材を形成する保護部材形成工程と、前記基材の保護部材が形成されていない面に形成された撥液層を除去すると同時に当該面の親液化を行う撥液層除去工程と、前記保護部材を除去する保護部材除去工程と、を含むことを特徴とする樹脂成形体の製造方法を提供することにより、前記課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂成形体の製造方法、インクジェットヘッド、及び電子機器に係り、特に、樹脂からなる基材の少なくとも一部に撥液面と親液面を有する樹脂成形体の製造技術に関する。
【背景技術】
【0002】
一般に、インクジェット記録装置は、複数のノズルを有する記録ヘッド(インクジェットヘッド)と記録媒体を相対的に移動させながら、各ノズルからインク液滴を吐出することにより、記録媒体上に所望の画像を記録するものである。インクジェット記録装置は、騒音性にすぐれ、ランニングコストが安く、多種態様な記録媒体に対して高品質な画像を記録できることなどから、様々な分野で幅広く利用されている。
【0003】
ところで、インクジェットヘッドに樹脂を用いることは、加工組立が容易で製造の低コスト化ができるという点からガラス、金属等に比べて有利である。しかし、樹脂製インクジェットヘッドにおいて水性インクを用いる場合、ノズル内壁面の撥液性が高く、水性インクの濡れ性が悪いため、インク充填の際インク流路内に気泡が取り残されてしまったり、流路内に発生した気泡に対して排出操作を行っても排出することが困難であり、ドット抜けや印字乱れ等のトラブルによって記録不能となることがあった。一方、樹脂製インクジェットヘッドのインク吐出面(ノズル面)は、充分な撥液性がないと、インク吐出時にインクだれを生じ、吐出安定性、方向性が悪くなることがある。
【0004】
このような問題を解決すべく、例えば特許文献1には、樹脂製インクジェットヘッドのインク吐出面に撥液膜(撥水膜)として含フッ素高分子膜を形成した後、ノズル内壁面に酸化物層形成の親水処理をする技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−338180号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示された従来の技術では、ノズルや流路が形成された複雑な構造をした基材に対して撥液膜と親液膜を別々に形成する必要があり、工数の増加によって生産性が劣る要因となる。また、基材との密着性や基材形状に対する均一な被覆性にも問題がある。更に、撥液膜、親液膜をウェットプロセスで成膜しており、上記問題がより顕著となる(ドライプロセスでも同様の問題は発生する。)。また同文献には、撥液膜形成後に、撥液膜上に形成した親液膜が容易に剥離可能と記載されているが、具体的方法の記載はなく、また、実際に撥液膜上の親液膜を完全に除去することは困難である。
【0007】
本発明はこのような事情に鑑みてなされたもので、撥液面及び親液面を有する樹脂成形体を簡単なプロセスで均一に処理可能な樹脂形成体の製造方法を提供することを目的とする。
【0008】
また、前記樹脂形成体の製造方法によって製造された樹脂形成体を備え、吐出性能、信頼性、及びメンテナンス性に優れたインクジェットヘッド、及び電子機器を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明による樹脂成形体の製造方法は、樹脂からなる基材の少なくとも一部の面に、少なくともフッ素を含むガスによってフッ化処理を施して撥液層を形成するフッ化処理工程と、前記基材の撥液層が形成された面の一部に保護部材を形成する保護部材形成工程と、前記基材の保護部材が形成されていない面に形成された撥液層を除去すると同時に当該面の親液化を行う撥液層除去工程と、前記保護部材を除去する保護部材除去工程と、を含むことを特徴とする。
【0010】
本発明によれば、樹脂からなる基材の少なくとも一部の面にフッ化処理によって撥液層を形成した後、その撥液層の一部を除去すると同時に親液化することによって、撥液面及び親液面を有する樹脂成形体を簡単なプロセスで製造することができる。また、フッ化処理によるガス処理によれば、基材形状に左右されることなく均一処理(表面均一性、コンフォーマル性等)が可能となり、低温処理も可能となる。更に、基材に対する被覆性についても考慮する必要がなくなる。
【0011】
本発明の好ましい態様は、前記フッ化処理では、フッ素ガスと不活性ガスとを含む混合ガスが用いられることを特徴とする。この態様によれば、フッ化処理の安定化を図ることができる。不活性ガスとしては、ヘリウム、アルゴン、窒素等が用いられる。
【0012】
本発明の他の好ましい態様は、前記撥液層除去工程では、プラズマ処理、酸処理、放電処理、紫外線処理、電子線処理、放射線処理、又はオゾンガス処理によって撥液層の除去が行われることを特徴とする。これらの処理によれば、基材の保護部材が形成されていない面から撥液層を除去すると同時に親液化を行うことができる。
【0013】
これらの処理の中でも、プラズマ処理(更に好ましくは酸素を含むガスによるプラズマ照射による処理)や紫外線処理、オゾンガス処理(更に好ましくは高純度オゾンガス処理)が好ましく、撥液層が除去された面の親液性を向上させることができる。
【0014】
本発明の更に他の好ましい態様は、前記撥液層除去工程の後に、前記基材の撥液層が除去された面を更に親液化する親液化処理工程を含むことを特徴とする。この態様によれば、撥液層が除去された面の親液性をより一層向上させることができる。
【0015】
親液化処理工程は、ガス処理によって行われる態様がより好ましい。この態様によれば、ムラなく均一に親液処理が可能であるともに、他の処理(プラズマ処理等)に比べて、経時安定性に優れた親液層を形成することができる。ガス処理としては、オゾンガスを用いる態様や、フッ素ガスと酸素ガスとの混合ガスを用いる態様が好ましい。
【0016】
フッ素ガスと酸素ガスとの混合ガスを用いる態様では、混合ガス雰囲気中に基材を晒した後、水蒸気雰囲気中に前記基材を晒すことがより好ましい。このとき、処理容器(チャンバー)内の混合ガスを除去せずに水蒸気を導入する態様でもよいし、混合ガスを除去してから水蒸気を処理容器内に導入する態様でもよい。但し、親液化処理の安定化を図る観点から後者の態様が好ましい。
【0017】
本発明の特に好ましい態様は、前記基材には液体流路となる孔部が設けられ、前記基材の表面及び孔部内壁面に前記フッ化処理を施して撥液層を形成し、前記基材の表面の撥液層上に保護部材を形成し、前記孔部内壁面に形成された撥液層を除去すると同時に当該孔部内壁面の親液化を行い、前記保護部材を除去することを特徴とする。
【0018】
この態様によれば、液体流路(孔部)の内壁面が親液化されるとともに、基材表面が撥液化された樹脂構造体を得ることが可能となる。液体流路内の混入した気泡の排出性が高く、且つ、基材表面に付着した液体を容易に除去することが可能となる。
【0019】
更に好ましい態様として、前記基材は、ノズル孔が形成されたノズル形成基板であることが好ましい。吐出安定性やメンテナンス性に優れたノズルプレート(樹脂構造体)を形成することができる。
【0020】
また前記目的を達成するために、本発明によるインクジェットヘッドは、本発明の樹脂成形体の製造方法によって製造された樹脂成形体を備えたことを特徴とする。
【0021】
更に前記目的を達成するために、本発明による電子機器は、本発明のインクジェットヘッドを備えたことを特徴とする。
【発明の効果】
【0022】
本発明によれば、樹脂からなる基材の少なくとも一部の面にフッ化処理によって撥液層を形成した後、その撥液層の一部を除去すると同時に親液化することによって、撥液面及び親液面を有する樹脂成形体を簡単なプロセスで製造することができる。また、フッ化処理によるガス処理によれば、基材形状に左右されることなく均一処理(表面均一性、コンフォーマル性等)が可能となり、低温処理も可能となる。更に、基材に対する被覆性についても考慮する必要がなくなる。
【図面の簡単な説明】
【0023】
【図1】インクジェット記録装置の概略を示す全体構成図
【図2】図1に示すインクジェット記録装置の印字部周辺の要部平面図
【図3】ヘッドの構造例を示す平面透視図
【図4】図3中IV−IV線に沿う断面図
【図5】第1の実施形態に係る撥液処理方法を示した説明図
【図6】フッ化処理の様子を示した説明図
【図7】第2の実施形態に係る撥液処理方法を示した説明図
【図8】水蒸気導入時のフッ化処理の様子を示した説明図
【発明を実施するための形態】
【0024】
以下、添付図面に従って本発明の好ましい実施の形態について詳説する。
【0025】
〔インクジェット記録装置の全体構成〕
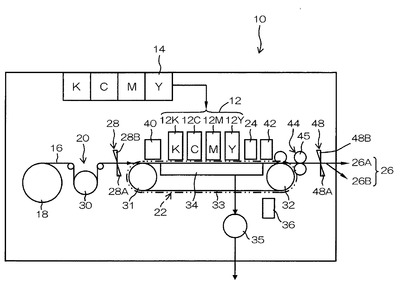
図1は、本実施形態に係るインクジェット記録装置を示した全体構成図である。同図に示すように、このインクジェット記録装置10は、インクの色毎に設けられた複数のインクジェットヘッド(以下、単に「ヘッド」ともいう。)12K、12C、12M、12Yを有する印字部12と、各ヘッド12K、12C、12M、12Yに供給するインクを貯蔵しておくインク貯蔵/装填部14と、記録紙16を供給する給紙部18と、記録紙16のカールを除去するデカール処理部20と、前記印字部12のノズル面(インク吐出面)に対向して配置され、記録紙16の平面性を保持しながら記録紙16を搬送する吸着ベルト搬送部22と、印字部12による印字結果を読み取る印字検出部24と、印画済みの記録紙(プリント物)を外部に排紙する排紙部26と、を備えている。
【0026】
図1では、給紙部18の一例としてロール紙(連続用紙)のマガジンが示されているが、紙幅や紙質等が異なる複数のマガジンを併設してもよい。また、ロール紙のマガジンに代えて、又はこれと併用して、カット紙が積層装填されたカセットによって用紙を供給してもよい。
【0027】
ロール紙を使用する装置構成の場合、図1のように、裁断用のカッター28が設けられており、該カッター28によってロール紙は所望のサイズにカットされる。カッター28は、記録紙16の搬送路幅以上の長さを有する固定刃28Aと、該固定刃28Aに沿って移動する丸刃28Bとから構成されており、印字裏面側に固定刃28Aが設けられ、搬送路を挟んで印字面側に丸刃28Bが配置されている。なお、カット紙を使用する場合には、カッター28は不要である。
【0028】
複数種類の記録紙を利用可能な構成にした場合、紙の種類情報を記録したバーコードあるいは無線タグ等の情報記録体をマガジンに取り付け、その情報記録体の情報を所定の読取装置によって読み取ることで、使用される用紙の種類を自動的に判別し、用紙の種類に応じて適切なインク吐出を実現するようにインク吐出制御を行うことが好ましい。
【0029】
給紙部18から送り出される記録紙16はマガジンに装填されていたことによる巻き癖が残り、カールする。このカールを除去するために、デカール処理部20においてマガジンの巻き癖方向と逆方向に加熱ドラム30で記録紙16に熱を与える。このとき、多少印字面が外側に弱いカールとなるように加熱温度を制御するとより好ましい。
【0030】
デカール処理後、カットされた記録紙16は、吸着ベルト搬送部22へと送られる。吸着ベルト搬送部22は、ローラー31、32間に無端状のベルト33が巻き掛けられた構造を有し、少なくとも印字部12のノズル面及び印字検出部24のセンサ面に対向する部分が平面をなすように構成されている。
【0031】
ベルト33は、記録紙16の幅よりも広い幅寸法を有しており、ベルト面には多数の吸引孔(不図示)が形成されている。図1に示したとおり、ローラー31、32間に掛け渡されたベルト33の内側において印字部12のノズル面及び印字検出部24のセンサ面に対向する位置には吸着チャンバー34が設けられており、この吸着チャンバー34をファン35で吸引して負圧にすることによってベルト33上の記録紙16が吸着保持される。
【0032】
ベルト33が巻かれているローラー31、32の少なくとも一方にモータ(不図示)の動力が伝達されることにより、ベルト33は図1において、時計回り方向に駆動され、ベルト33上に保持された記録紙16は、図1の左から右へと搬送される。
【0033】
縁無しプリント等を印字するとベルト33上にもインクが付着するので、ベルト33の外側の所定位置(印字領域以外の適当な位置)にベルト清掃部36が設けられている。ベルト清掃部36の構成について詳細は図示しないが、例えば、ブラシ・ロール、吸水ロール等をニップする方式、清浄エアーを吹き掛けるエアーブロー方式、あるいはこれらの組み合わせなどがある。清掃用ロールをニップする方式の場合、ベルト線速度とローラー線速度を変えると清掃効果が大きい。
【0034】
なお、吸着ベルト搬送部22に代えて、ローラー・ニップ搬送機構を用いる態様も考えられるが、印字領域をローラー・ニップ搬送すると、印字直後に用紙の印字面にローラーが接触するので、画像が滲み易いという問題がある。従って、本例のように、印字領域では画像面と接触させない吸着ベルト搬送が好ましい。
【0035】
吸着ベルト搬送部22により形成される用紙搬送路上において印字部12の上流側には、加熱ファン40が設けられている。加熱ファン40は、印字前の記録紙16に加熱空気を吹きつけ、記録紙16を加熱する。印字直前に記録紙16を加熱しておくことにより、インクが着弾後乾き易くなる。
【0036】
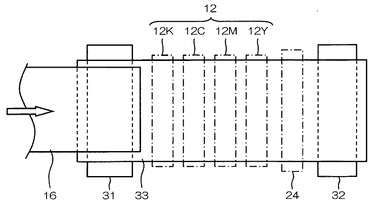
印字部12は、最大紙幅に対応する長さを有するライン型ヘッドを紙搬送方向(副走査方向)と直交する方向(主走査方向)に配置した、いわゆるフルライン型のヘッドとなっている。印字部12を構成する各ヘッド12K、12C、12M、12Yは、本インクジェット記録装置10が対象とする最大サイズの記録紙16の少なくとも一辺を超える長さにわたってインク吐出口(ノズル)が複数配列されたライン型ヘッドで構成されている(図2参照)。
【0037】
記録紙16の搬送方向(紙搬送方向)に沿って上流側(図1の左側)から黒(K)、シアン(C)、マゼンタ(M)、イエロー(Y)の順に各色インクに対応したヘッド12K、12C、12M、12Yが配置されている。記録紙16を搬送しつつ各ヘッド12K、12C、12M、12Yからそれぞれ色インクを吐出することにより記録紙16上にカラー画像を形成し得る。
【0038】
このように、紙幅の全域をカバーするフルラインヘッドがインク色毎に設けられてなる印字部12によれば、紙搬送方向(副走査方向)について記録紙16と印字部12を相対的に移動させる動作を一回行うだけで(すなわち、一回の副走査で)記録紙16の全面に画像を記録することができる。これにより、ヘッドが紙搬送方向と直交する方向(主走査方向)に往復動作するシャトル型ヘッドに比べて高速印字が可能であり、生産性を向上させることができる。
【0039】
なお本例では、KCMYの標準色(4色)の構成を例示したが、インク色や色数の組み合わせについては本実施形態には限定されず、必要に応じて淡インク、濃インクを追加してもよい。例えば、ライトシアン、ライトマゼンタ等のライト系インクを吐出するヘッドを追加する構成も可能である。
【0040】
図1に示したように、インク貯蔵/装填部14は、各ヘッド12K、12C、12M、12Yに対応する色のインクを貯蔵するタンクを有し、各タンクは図示を省略した管路を介して各ヘッド12K、12C、12M、12Yと連通されている。また、インク貯蔵/装填部14は、インク残量が少なくなるとその旨を報知する報知手段(表示手段、警告音発生手段等)を備えるとともに、色間の誤装填を防止するための機構を有している。
【0041】
印字検出部24は、印字部12の打滴結果を撮像するためのイメージセンサ(ラインセンサ等)を含み、該イメージセンサによって読み取った打滴画像からノズルの目詰まりその他の吐出不良をチェックする手段として機能する。
【0042】
本例の印字検出部24は、少なくとも各ヘッド12K、12C、12M、12Yによるインク吐出幅(画像記録幅)よりも幅の広い受光素子列を有するラインセンサで構成される。このラインセンサは、赤(R)の色フィルタが設けられた光電変換素子(画素)がライン状に配列されたRセンサ列と、緑(G)の色フィルタが設けられたGセンサ列と、青(B)の色フィルタが設けられたBセンサ列とからなる色分解ラインCCDセンサで構成されている。なお、ラインセンサに代えて、受光素子が二次元配列されて成るエリアセンサを用いることも可能である。
【0043】
印字検出部24は、各色のヘッド12K、12C、12M、12Yにより印字されたテストパターンを読み取り、各ヘッドの吐出検出を行う。吐出判定は、吐出の有無、ドットサイズの測定、ドット着弾位置の測定等で構成される。
【0044】
印字検出部24の後段には、後乾燥部42が設けられている。後乾燥部42は、印字された画像面を乾燥させる手段であり、例えば、加熱ファンが用いられる。印字後のインクが乾燥するまでは印字面と接触することは避けたほうが好ましいので、熱風を吹きつける方式が好ましい。
【0045】
多孔質のペーパに染料系インクで印字した場合などでは、加圧によりペーパの孔を塞ぐことでオゾンなど、染料分子を壊す原因となるものと接触することを防ぐことで画像の耐候性がアップする効果がある。
【0046】
後乾燥部42の後段には、加熱・加圧部44が設けられている。加熱・加圧部44は、画像表面の光沢度を制御するための手段であり、画像面を加熱しながら所定の表面凹凸形状を有する加圧ローラー45で加圧し、画像面に凹凸形状を転写する。
【0047】
このようにして生成されたプリント物は、排紙部26から排出される。本来プリントすべき本画像(目的の画像を印刷したもの)とテスト印字とは分けて排出することが好ましい。このインクジェット記録装置10では、本画像のプリント物と、テスト印字のプリント物とを選別してそれぞれの排出部26A、26Bへと送るために排紙経路を切り換える選別手段(不図示)が設けられている。なお、大きめの用紙に本画像とテスト印字とを同時に並列に形成する場合は、カッター(第2のカッター)48によってテスト印字の部分を切り離す。カッター48は、排紙部26の直前に設けられており、画像余白部にテスト印字を行った場合に、本画像とテスト印字部を切断するためのものである。カッター48の構造は前述した第1のカッター28と同様であり、固定刃48Aと丸刃48Bとから構成されている。
【0048】
また、図示を省略したが、本画像の排出部26Aには、オーダー別に画像を集積するソーターが設けられている。
【0049】
〔ヘッドの構造〕
次に、ヘッド12K、12C、12M、12Yの構造について説明する。なお、各ヘッド12K、12C、12M、12Yの構造は共通しているので、以下では、これらを代表して符号50によってヘッドを示すものとする。
【0050】
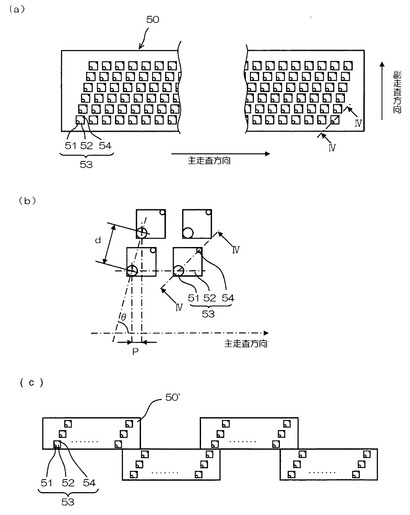
図3(a)は、ヘッド50の構造例を示す平面透視図であり、図3(b)は、その一部の拡大図である。また、図3(c)は、ヘッド50の他の構造例を示す平面透視図である。図4は、インク室ユニットの立体的構成を示す断面図(図3(a)、(b)中、IV−IV線に沿う断面図)である。
【0051】
記録紙面上に形成されるドットピッチを高密度化するためには、ヘッド50におけるノズルピッチを高密度化する必要がある。本例のヘッド50は、図3(a)、(b)に示すように、インク滴の吐出孔であるノズル51と、各ノズル51に対応する圧力室52等からなる複数のインク室ユニット53を千鳥でマトリクス状に(2次元的に)配置させた構造を有し、これにより、ヘッド長手方向(紙搬送方向と直交する主走査方向)に沿って並ぶように投影される実質的なノズル間隔(投影ノズルピッチ)の高密度化を達成している。
【0052】
紙搬送方向と略直交する方向に記録紙16の全幅に対応する長さにわたり1列以上のノズル列を構成する形態は本例に限定されない。例えば、図3(a)の構成に代えて、図3(c)に示すように、複数のノズル51が2次元に配列された短尺のヘッドブロック(ヘッドチップ)50’を千鳥状に配列して繋ぎ合わせることで記録紙16の全幅に対応する長さのノズル列を有するラインヘッドを構成してもよい。また、図示は省略するが、短尺のヘッドを一列に並べてラインヘッドを構成してもよい。
【0053】
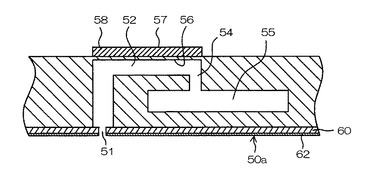
図4に示すように、ヘッド50のインク吐出面50aを構成するノズルプレート(ノズル形成基板)60は、複数のノズル(ノズル孔)51が形成されている。このノズルプレート60は本発明の樹脂構造体に相当するものであり、後述するように樹脂材料によって構成されている。ノズルプレート60の表面(インク吐出面)にはインクに対して撥液性を有する撥液層62が設けられている。また、ノズル51の内壁面は親液化されている。
【0054】
各ノズル51に対応して設けられている圧力室52は、その平面形状が概略正方形となっており、対角線上の両隅部にノズル51と供給口54が設けられている。各圧力室52は供給口54を介して共通流路55と連通されている。共通流路55はインク供給源たるインク供給タンク(不図示)と連通しており、該インク供給タンクから供給されるインクは共通流路55を介して各圧力室52に分配供給される。
【0055】
圧力室52の天面を構成し共通電極と兼用される振動板56には個別電極57を備えた圧電素子58が接合されており、個別電極57に駆動電圧を印加することによって圧電素子58が変形してノズル51からインクが吐出される。インクが吐出されると、共通流路55から供給口54を通って新しいインクが圧力室52に供給される。
【0056】
本例では、ヘッド50に設けられたノズル51から吐出させるインクの吐出力発生手段として圧電素子58を適用したが、圧力室52内にヒータを備え、ヒータの加熱による膜沸騰の圧力を利用してインクを吐出させるサーマル方式を適用することも可能である。
【0057】
かかる構造を有するインク室ユニット53を図3(b)に示す如く、主走査方向に沿う行方向及び主走査方向に対して直交しない一定の角度θを有する斜めの列方向に沿って一定の配列パターンで格子状に多数配列させることにより、本例の高密度ノズルヘッドが実現されている。
【0058】
即ち、主走査方向に対してある角度θの方向に沿ってインク室ユニット53を一定のピッチdで複数配列する構造により、主走査方向に並ぶように投影されたノズルのピッチPはd× cosθとなり、主走査方向については、各ノズル51が一定のピッチPで直線状に配列されたものと等価的に取り扱うことができる。このような構成により、主走査方向に並ぶように投影されるノズル列が1インチ当たり2400個(2400ノズル/インチ)におよぶ高密度のノズル構成を実現することが可能になる。
【0059】
なお、本発明の実施に際してノズルの配置構造は図示の例に限定されず、副走査方向に1列のノズル列を有する配置構造など、様々なノズル配置構造を適用できる。
【0060】
また、本発明の適用範囲はライン型ヘッドによる印字方式に限定されず、記録紙16の幅方向(主走査方向)の長さに満たない短尺のヘッドを記録紙16の幅方向に走査させて当該幅方向の印字を行い、1回の幅方向の印字が終わると記録紙16を幅方向と直交する方向(副走査方向)に所定量だけ移動させて、次の印字領域の記録紙16の幅方向の印字を行い、この動作を繰り返して記録紙16の印字領域の全面にわたって印字を行うシリアル方式を適用してもよい。
【0061】
〔ノズルプレートの製造方法〕
次に、本発明に係る樹脂成形体の製造方法の一例として、図4に示したノズルプレート60(本発明の樹脂成形体に相当)の製造方法について説明する。
【0062】
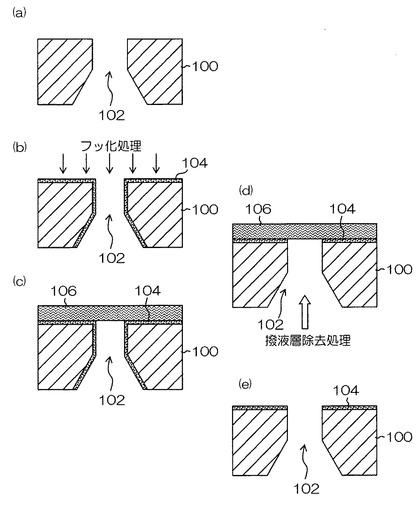
(第1の実施形態)
図5は、第1の実施形態に係るノズルプレートの製造方法を示した説明図である。本実施形態に係るノズルプレートの製造方法は、フッ化処理工程、保護部材形成工程、撥液層除去工程、及び保護部材除去工程を含んで構成される。以下、各工程について説明する。
【0063】
<フッ化処理工程>
まず、図5(a)に示すように、ノズル孔102を有するノズル形成基板100を用意する。ノズル形成基板100は樹脂材料で構成され、少なくとも表面(インク吐出面)及びノズル内壁面にCH3基やCH2基、CH基が含まれるものが好ましい。
【0064】
ノズル形成基板100を構成する樹脂材料としては、例えば、ポリオレフィン(P0)系、ポリスチレン(PS)のようなP0系+芳香族のような材料、ポリエーテエーテルケトン(PEEK)系等の芳香族系化合物等が挙げられる。
【0065】
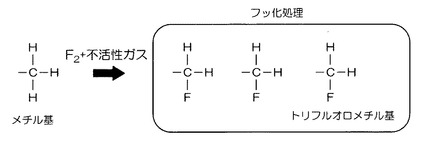
続いて、図5(b)に示すように、ノズル形成基板100の表面及びノズル内壁面をフッ化処理する。例えば、フッ素ガスと窒素ガス(不活性ガス)との混合ガスをノズル形成基板100と直接反応させることによってフッ化処理を行う(図6参照)。これにより、ノズル形成基板100の表面及びノズル内壁面に撥液層(フッ化処理層)104が形成される。
【0066】
フッ化処理は、フッ素ガス単体でも反応は可能であるが、特開2005−279175号公報明細書に記載されるように、フッ素は反応性が高いので、フッ素単体と直接反応させると、激しく反応しすぎて主鎖のC−C結合まで切れてしまう。
【0067】
そこで本実施形態では、ヘリウム、アルゴン、窒素等の不活性ガスとの混合ガスでフッ素ガスを反応炉内に導入し、ノズル形成基板100が変形、侵食されない範囲の任意の温度にてフッ素ガスと反応させる態様が好ましい。また、このときの混合ガス中のフッ素ガス濃度は0.01%以上が好ましい。フッ素化の程度は、フッ素ガスの濃度、反応炉温度、反応時間で制御可能である。
【0068】
フッ化処理の具体的な例については、例えば、特開2005−54067号公報明細書や特開2004−143622号公報明細書に記載されている。具体的には、ノズル形成基板100を処理容器に入れて、処理容器を100Pa以下に減圧する。次に、窒素ガス等の不活性ガスに雰囲気を置換する。その後、フッ素ガスが0.1〜99%となるように容器内に導入する。このとき、フッ素ガスの圧力は1〜1000kPaであることが好ましい。フッ素ガスと接触させる処理時間は1秒〜10日、好ましくは10分〜10時間である。処理温度は−50〜300度、好ましくは0〜100度である。また、フッ素侵入深さは、同一温度では時間が長いほど大きく、また同一時間では温度が高いほど大きくなる。
【0069】
<保護部材形成工程>
上記のようにしてフッ化処理を行った後、図5(c)に示すように、ノズル形成基板100の表面の撥液層104上に保護部材106を形成する。例えば、保護部材106として、紫外線硬化樹脂などの樹脂部材や、ノズル面を覆い保護するような金属性またはセラミックス製の治具、マスキングテープ等の保護テープを用いることができる。好適には、ハンドリング性に優れ、容易に形成・脱離が可能なテープ状の部材が好ましい。具体的には、ノズル形成基板100の表面の撥液層104上に当該保護テープを貼り付ければよい。
【0070】
本実施形態では、保護部材106として、基材の表面に再剥離型アクリル系粘着剤を有するマスキングテープが用いられる態様が好ましい。この態様によれば、保護部材板を貼付する技術ではなく、マスキングテープを貼り付ける技術を採用しているので生産性が高く、酢酸ブチル等の溶剤を用いないので環境負荷の問題が生じず、また、基材の表面に再剥離型アクリル系粘着剤を有するマスキングテープを用いているのでマスキングテープの剥離が容易であり、この点でも生産性が高い。
【0071】
更に好ましい態様として、マスキングテープの基材がポリエステルフィルム又はポリエチレンフィルムで構成されることが好ましい。本発明の製造方法においては、マスキングテープの基材として種々の材質のものを用いることができるが、マスキングテープの基材としてポリエステルフィルム又はポリエチレンフィルムを用いることにより、プラズマ処理の影響を受けても強度を維持できる。
【0072】
<撥液層除去工程>
保護部材106の形成後、図5(d)に示すように、ノズル形成基板100のノズル内壁面に形成された撥液層104を除去すると同時に当該面の親液化を行う。このとき用いられる処理方法としては、プラズマ処理、酸処理、放電処理、紫外線処理、電子線処理、放射線処理、又はオゾンガス処理が好ましく、これらの中でもプラズマ処理(更に好ましくは酸素を含むガスによるプラズマ処理)や紫外線処理、オゾンガス処理(更に好ましくは高純度オゾンガス処理)が好ましく用いられる。これらの処理方法によれば、フッ化処理されたノズル内壁面から撥液層104を除去して極性基を生成させることによって、ノズル内壁面を親液化することができる。
【0073】
<保護部材除去工程>
上記のようにしてノズル内壁面の親液化を行った後、図5(e)に示すように、ノズル形成基板100の表面の撥液層104上の保護部材106を除去する。例えば、保護部材106として再剥離型アクリル系粘着剤を有するマスキングテープが用いられる場合には、ノズル形成基板100の表面の撥液層104上に貼り付けられたマスキングテープを容易に剥離することができ、生産性を向上させることができる。
【0074】
こうして、撥液面及び親液面を有する樹脂構造体として、図4に示したノズルプレート60を得ることができる。
【0075】
本実施形態によれば、樹脂で形成されたノズル形成基板100の表面及びノズル内壁面にフッ化処理によって撥液層104を形成した後、その撥液層104の一部を除去すると同時に親液化することによって、撥液面及び親液面を有する樹脂成形体であるノズルプレート60を簡単なプロセスで製造することができる。また、フッ化処理によるガス処理が用いられているので、基材形状に左右されることなく均一処理(表面均一性、コンフォーマル性等)が可能となり、低温処理も可能となる。更に、基材(即ち、ノズル形成基板100)に対する被覆性についても考慮する必要がなくなる。
【0076】
本実施形態では、保護部材106としてマスキングテープ等の保護テープを用いる態様を示したが、本発明はこれに限られるものではない。例えば、シリコーンゴムやフッ素ゴムからなる弾性体板を用いる態様や、ドライフィルムを用いる態様が挙げられる。但し、前者の態様では生産性が悪く、後者の態様ではノズル内壁面の撥液層104を除去した後に酢酸ブチルによってドライフィルムを溶解除去しなければならず、環境負荷の問題がある。一方、本実施形態のように保護部材106として保護テープ(より好ましくは再剥離型アクリル系粘着剤を有するマスキングテープ)を用いる態様によれば、生産性が高く、環境負荷の問題もなく好適である。
【0077】
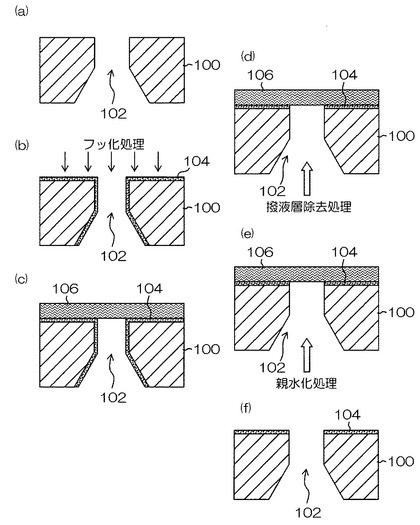
(第2の実施形態)
図7は、第2の実施形態に係る撥液処理方法を示した説明図である。図7中、図5と共通又は類似する要素には同一の符号を付して、説明を省略する。
【0078】
第2の実施形態では、第1の実施形態と同様にしてフッ化処理工程から撥液層除去工程までを行った後、図7(e)に示すように、親液化処理工程としてノズル内壁面の親液性の経時安定性を更に高める処理が行われる。
【0079】
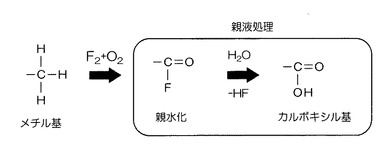
本実施形態では、親液化処理工程としてガス処理が用いられ、具体的には、オゾンガス処理や、フッ素ガスと酸素ガスとの混合ガスによるガス処理が好ましく用いられる。このようなガス処理によれば、ノズル内壁面を均一に親液化処理することができ、プラズマ処理等に比べて経時安定性の優れた親液層をノズル内壁面に形成することが可能となる。
【0080】
オゾンガスによるガス処理を行う態様では、オゾンガス雰囲気中にノズル形成基板100を晒す工程が実施される。例えば、ポリイミドフィルムに対して、オゾン濃度20vol%、温度60℃、処理時間30分の条件で処理した場合、プラズマ処理では2〜3日で親液性が劣化するのに対して、オゾンガスによるガス処理の場合では親液性が1ヶ月以上維持される。このようにオゾンガスによるガス処理では、プラズマ処理に比べて経時安定性が優れている。オゾンガス処理は、金属材料、有機材料、無機材料に関わらず、酸化処理が可能である。
【0081】
フッ素ガスと酸素ガスとの混合ガスによるガス処理を行う態様では、混合ガス雰囲気中にノズル形成基板100を晒す工程が実施される。例えば、フッ化処理工程で用いられた窒素ガスを酸素ガスに切り換えるだけで、同一処理容器(チャンバー)内での処理が可能となり、生産性を向上させることができる。
【0082】
フッ素ガスと酸素ガスの混合ガスによるガス処理を行う態様において、図8に示すように、混合ガス雰囲気中にノズル形成基板100を晒した後、水蒸気雰囲気中にノズル形成基板100を晒すことがより好ましい。水蒸気雰囲気中にノズル形成基板100を晒すことによってカルボキシル基を導入することができ、ノズル内壁面を更に親液化することができる。なお、オゾンガス処理とは異なり、本処理は有機物にのみ有効である。
【0083】
水蒸気雰囲気中にノズル形成基板100を晒す態様において、処理容器内の混合ガスを除去せずに水蒸気を導入してもよいし、混合ガスを除去してから水蒸気を処理容器内に導入してもよい。但し、親液化処理の安定化を図る観点から後者の態様が好ましい。
【0084】
上記のようにして親液化処理工程を行った後、図7(f)に示すように、ノズル形成基板100の表面の撥液層104上の保護部材106を除去する。こうして、図4に示したノズルプレート60を得ることができる。
【0085】
第2の実施形態によれば、親液化処理工程もガス処理によって行われるので、ガス処理による均一な処理(表面均一性、コンフォーマル性等)や、低温処理が可能となる。また、ガス処理によれば、基材に対する密着性も考慮する必要がない。
【0086】
第2の実施形態では、図7(e)で示した親液化処理工程の後に図7(f)に示した保護部材除去工程を行っているが、これらの工程の順序を逆にすることも可能である。即ち、保護部材106の除去を行った後にノズル内壁面の親液化処理を行うようにしてもよい。オゾンガスや混合ガスによるガス処理によれば、保護部材106がなくても撥液層104はエッチングされることはないため、上述のように親液化処理工程が行われる前に保護部材除去工程が行われても特に問題が生じるものではない。
【0087】
なお、上述の各実施形態では、本発明に係る樹脂形成体の製造方法として、図4に示したノズルプレート60の製造方法を一例として説明したが、本発明はこれに限定されず、液体流路(インク流路等)となる孔部が形成された基材によって構成される樹脂成形体にも同様に適用することが可能である。更に、本発明は、孔部のない基材にも適用可能であり、撥液面や親液面が形成される位置も上述した各実施形態に限定されるものではない。
【0088】
以上、樹脂成形体の製造方法、インクジェットヘッド、及び電子機器について詳細に説明したが、本発明は、以上の例には限定されず、本発明の要旨を逸脱しない範囲において、各種の改良や変形を行ってもよいのはもちろんである。
【符号の説明】
【0089】
10…インクジェット記録装置、50…ヘッド、51…ノズル、52…圧力室、54…インク供給口、55…共通液室、58…圧電素子、60…ノズルプレート、62…撥液膜、100…ノズル形成基板、102…ノズル孔、104…撥液層、106…保護部材
【技術分野】
【0001】
本発明は、樹脂成形体の製造方法、インクジェットヘッド、及び電子機器に係り、特に、樹脂からなる基材の少なくとも一部に撥液面と親液面を有する樹脂成形体の製造技術に関する。
【背景技術】
【0002】
一般に、インクジェット記録装置は、複数のノズルを有する記録ヘッド(インクジェットヘッド)と記録媒体を相対的に移動させながら、各ノズルからインク液滴を吐出することにより、記録媒体上に所望の画像を記録するものである。インクジェット記録装置は、騒音性にすぐれ、ランニングコストが安く、多種態様な記録媒体に対して高品質な画像を記録できることなどから、様々な分野で幅広く利用されている。
【0003】
ところで、インクジェットヘッドに樹脂を用いることは、加工組立が容易で製造の低コスト化ができるという点からガラス、金属等に比べて有利である。しかし、樹脂製インクジェットヘッドにおいて水性インクを用いる場合、ノズル内壁面の撥液性が高く、水性インクの濡れ性が悪いため、インク充填の際インク流路内に気泡が取り残されてしまったり、流路内に発生した気泡に対して排出操作を行っても排出することが困難であり、ドット抜けや印字乱れ等のトラブルによって記録不能となることがあった。一方、樹脂製インクジェットヘッドのインク吐出面(ノズル面)は、充分な撥液性がないと、インク吐出時にインクだれを生じ、吐出安定性、方向性が悪くなることがある。
【0004】
このような問題を解決すべく、例えば特許文献1には、樹脂製インクジェットヘッドのインク吐出面に撥液膜(撥水膜)として含フッ素高分子膜を形成した後、ノズル内壁面に酸化物層形成の親水処理をする技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−338180号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示された従来の技術では、ノズルや流路が形成された複雑な構造をした基材に対して撥液膜と親液膜を別々に形成する必要があり、工数の増加によって生産性が劣る要因となる。また、基材との密着性や基材形状に対する均一な被覆性にも問題がある。更に、撥液膜、親液膜をウェットプロセスで成膜しており、上記問題がより顕著となる(ドライプロセスでも同様の問題は発生する。)。また同文献には、撥液膜形成後に、撥液膜上に形成した親液膜が容易に剥離可能と記載されているが、具体的方法の記載はなく、また、実際に撥液膜上の親液膜を完全に除去することは困難である。
【0007】
本発明はこのような事情に鑑みてなされたもので、撥液面及び親液面を有する樹脂成形体を簡単なプロセスで均一に処理可能な樹脂形成体の製造方法を提供することを目的とする。
【0008】
また、前記樹脂形成体の製造方法によって製造された樹脂形成体を備え、吐出性能、信頼性、及びメンテナンス性に優れたインクジェットヘッド、及び電子機器を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明による樹脂成形体の製造方法は、樹脂からなる基材の少なくとも一部の面に、少なくともフッ素を含むガスによってフッ化処理を施して撥液層を形成するフッ化処理工程と、前記基材の撥液層が形成された面の一部に保護部材を形成する保護部材形成工程と、前記基材の保護部材が形成されていない面に形成された撥液層を除去すると同時に当該面の親液化を行う撥液層除去工程と、前記保護部材を除去する保護部材除去工程と、を含むことを特徴とする。
【0010】
本発明によれば、樹脂からなる基材の少なくとも一部の面にフッ化処理によって撥液層を形成した後、その撥液層の一部を除去すると同時に親液化することによって、撥液面及び親液面を有する樹脂成形体を簡単なプロセスで製造することができる。また、フッ化処理によるガス処理によれば、基材形状に左右されることなく均一処理(表面均一性、コンフォーマル性等)が可能となり、低温処理も可能となる。更に、基材に対する被覆性についても考慮する必要がなくなる。
【0011】
本発明の好ましい態様は、前記フッ化処理では、フッ素ガスと不活性ガスとを含む混合ガスが用いられることを特徴とする。この態様によれば、フッ化処理の安定化を図ることができる。不活性ガスとしては、ヘリウム、アルゴン、窒素等が用いられる。
【0012】
本発明の他の好ましい態様は、前記撥液層除去工程では、プラズマ処理、酸処理、放電処理、紫外線処理、電子線処理、放射線処理、又はオゾンガス処理によって撥液層の除去が行われることを特徴とする。これらの処理によれば、基材の保護部材が形成されていない面から撥液層を除去すると同時に親液化を行うことができる。
【0013】
これらの処理の中でも、プラズマ処理(更に好ましくは酸素を含むガスによるプラズマ照射による処理)や紫外線処理、オゾンガス処理(更に好ましくは高純度オゾンガス処理)が好ましく、撥液層が除去された面の親液性を向上させることができる。
【0014】
本発明の更に他の好ましい態様は、前記撥液層除去工程の後に、前記基材の撥液層が除去された面を更に親液化する親液化処理工程を含むことを特徴とする。この態様によれば、撥液層が除去された面の親液性をより一層向上させることができる。
【0015】
親液化処理工程は、ガス処理によって行われる態様がより好ましい。この態様によれば、ムラなく均一に親液処理が可能であるともに、他の処理(プラズマ処理等)に比べて、経時安定性に優れた親液層を形成することができる。ガス処理としては、オゾンガスを用いる態様や、フッ素ガスと酸素ガスとの混合ガスを用いる態様が好ましい。
【0016】
フッ素ガスと酸素ガスとの混合ガスを用いる態様では、混合ガス雰囲気中に基材を晒した後、水蒸気雰囲気中に前記基材を晒すことがより好ましい。このとき、処理容器(チャンバー)内の混合ガスを除去せずに水蒸気を導入する態様でもよいし、混合ガスを除去してから水蒸気を処理容器内に導入する態様でもよい。但し、親液化処理の安定化を図る観点から後者の態様が好ましい。
【0017】
本発明の特に好ましい態様は、前記基材には液体流路となる孔部が設けられ、前記基材の表面及び孔部内壁面に前記フッ化処理を施して撥液層を形成し、前記基材の表面の撥液層上に保護部材を形成し、前記孔部内壁面に形成された撥液層を除去すると同時に当該孔部内壁面の親液化を行い、前記保護部材を除去することを特徴とする。
【0018】
この態様によれば、液体流路(孔部)の内壁面が親液化されるとともに、基材表面が撥液化された樹脂構造体を得ることが可能となる。液体流路内の混入した気泡の排出性が高く、且つ、基材表面に付着した液体を容易に除去することが可能となる。
【0019】
更に好ましい態様として、前記基材は、ノズル孔が形成されたノズル形成基板であることが好ましい。吐出安定性やメンテナンス性に優れたノズルプレート(樹脂構造体)を形成することができる。
【0020】
また前記目的を達成するために、本発明によるインクジェットヘッドは、本発明の樹脂成形体の製造方法によって製造された樹脂成形体を備えたことを特徴とする。
【0021】
更に前記目的を達成するために、本発明による電子機器は、本発明のインクジェットヘッドを備えたことを特徴とする。
【発明の効果】
【0022】
本発明によれば、樹脂からなる基材の少なくとも一部の面にフッ化処理によって撥液層を形成した後、その撥液層の一部を除去すると同時に親液化することによって、撥液面及び親液面を有する樹脂成形体を簡単なプロセスで製造することができる。また、フッ化処理によるガス処理によれば、基材形状に左右されることなく均一処理(表面均一性、コンフォーマル性等)が可能となり、低温処理も可能となる。更に、基材に対する被覆性についても考慮する必要がなくなる。
【図面の簡単な説明】
【0023】
【図1】インクジェット記録装置の概略を示す全体構成図
【図2】図1に示すインクジェット記録装置の印字部周辺の要部平面図
【図3】ヘッドの構造例を示す平面透視図
【図4】図3中IV−IV線に沿う断面図
【図5】第1の実施形態に係る撥液処理方法を示した説明図
【図6】フッ化処理の様子を示した説明図
【図7】第2の実施形態に係る撥液処理方法を示した説明図
【図8】水蒸気導入時のフッ化処理の様子を示した説明図
【発明を実施するための形態】
【0024】
以下、添付図面に従って本発明の好ましい実施の形態について詳説する。
【0025】
〔インクジェット記録装置の全体構成〕
図1は、本実施形態に係るインクジェット記録装置を示した全体構成図である。同図に示すように、このインクジェット記録装置10は、インクの色毎に設けられた複数のインクジェットヘッド(以下、単に「ヘッド」ともいう。)12K、12C、12M、12Yを有する印字部12と、各ヘッド12K、12C、12M、12Yに供給するインクを貯蔵しておくインク貯蔵/装填部14と、記録紙16を供給する給紙部18と、記録紙16のカールを除去するデカール処理部20と、前記印字部12のノズル面(インク吐出面)に対向して配置され、記録紙16の平面性を保持しながら記録紙16を搬送する吸着ベルト搬送部22と、印字部12による印字結果を読み取る印字検出部24と、印画済みの記録紙(プリント物)を外部に排紙する排紙部26と、を備えている。
【0026】
図1では、給紙部18の一例としてロール紙(連続用紙)のマガジンが示されているが、紙幅や紙質等が異なる複数のマガジンを併設してもよい。また、ロール紙のマガジンに代えて、又はこれと併用して、カット紙が積層装填されたカセットによって用紙を供給してもよい。
【0027】
ロール紙を使用する装置構成の場合、図1のように、裁断用のカッター28が設けられており、該カッター28によってロール紙は所望のサイズにカットされる。カッター28は、記録紙16の搬送路幅以上の長さを有する固定刃28Aと、該固定刃28Aに沿って移動する丸刃28Bとから構成されており、印字裏面側に固定刃28Aが設けられ、搬送路を挟んで印字面側に丸刃28Bが配置されている。なお、カット紙を使用する場合には、カッター28は不要である。
【0028】
複数種類の記録紙を利用可能な構成にした場合、紙の種類情報を記録したバーコードあるいは無線タグ等の情報記録体をマガジンに取り付け、その情報記録体の情報を所定の読取装置によって読み取ることで、使用される用紙の種類を自動的に判別し、用紙の種類に応じて適切なインク吐出を実現するようにインク吐出制御を行うことが好ましい。
【0029】
給紙部18から送り出される記録紙16はマガジンに装填されていたことによる巻き癖が残り、カールする。このカールを除去するために、デカール処理部20においてマガジンの巻き癖方向と逆方向に加熱ドラム30で記録紙16に熱を与える。このとき、多少印字面が外側に弱いカールとなるように加熱温度を制御するとより好ましい。
【0030】
デカール処理後、カットされた記録紙16は、吸着ベルト搬送部22へと送られる。吸着ベルト搬送部22は、ローラー31、32間に無端状のベルト33が巻き掛けられた構造を有し、少なくとも印字部12のノズル面及び印字検出部24のセンサ面に対向する部分が平面をなすように構成されている。
【0031】
ベルト33は、記録紙16の幅よりも広い幅寸法を有しており、ベルト面には多数の吸引孔(不図示)が形成されている。図1に示したとおり、ローラー31、32間に掛け渡されたベルト33の内側において印字部12のノズル面及び印字検出部24のセンサ面に対向する位置には吸着チャンバー34が設けられており、この吸着チャンバー34をファン35で吸引して負圧にすることによってベルト33上の記録紙16が吸着保持される。
【0032】
ベルト33が巻かれているローラー31、32の少なくとも一方にモータ(不図示)の動力が伝達されることにより、ベルト33は図1において、時計回り方向に駆動され、ベルト33上に保持された記録紙16は、図1の左から右へと搬送される。
【0033】
縁無しプリント等を印字するとベルト33上にもインクが付着するので、ベルト33の外側の所定位置(印字領域以外の適当な位置)にベルト清掃部36が設けられている。ベルト清掃部36の構成について詳細は図示しないが、例えば、ブラシ・ロール、吸水ロール等をニップする方式、清浄エアーを吹き掛けるエアーブロー方式、あるいはこれらの組み合わせなどがある。清掃用ロールをニップする方式の場合、ベルト線速度とローラー線速度を変えると清掃効果が大きい。
【0034】
なお、吸着ベルト搬送部22に代えて、ローラー・ニップ搬送機構を用いる態様も考えられるが、印字領域をローラー・ニップ搬送すると、印字直後に用紙の印字面にローラーが接触するので、画像が滲み易いという問題がある。従って、本例のように、印字領域では画像面と接触させない吸着ベルト搬送が好ましい。
【0035】
吸着ベルト搬送部22により形成される用紙搬送路上において印字部12の上流側には、加熱ファン40が設けられている。加熱ファン40は、印字前の記録紙16に加熱空気を吹きつけ、記録紙16を加熱する。印字直前に記録紙16を加熱しておくことにより、インクが着弾後乾き易くなる。
【0036】
印字部12は、最大紙幅に対応する長さを有するライン型ヘッドを紙搬送方向(副走査方向)と直交する方向(主走査方向)に配置した、いわゆるフルライン型のヘッドとなっている。印字部12を構成する各ヘッド12K、12C、12M、12Yは、本インクジェット記録装置10が対象とする最大サイズの記録紙16の少なくとも一辺を超える長さにわたってインク吐出口(ノズル)が複数配列されたライン型ヘッドで構成されている(図2参照)。
【0037】
記録紙16の搬送方向(紙搬送方向)に沿って上流側(図1の左側)から黒(K)、シアン(C)、マゼンタ(M)、イエロー(Y)の順に各色インクに対応したヘッド12K、12C、12M、12Yが配置されている。記録紙16を搬送しつつ各ヘッド12K、12C、12M、12Yからそれぞれ色インクを吐出することにより記録紙16上にカラー画像を形成し得る。
【0038】
このように、紙幅の全域をカバーするフルラインヘッドがインク色毎に設けられてなる印字部12によれば、紙搬送方向(副走査方向)について記録紙16と印字部12を相対的に移動させる動作を一回行うだけで(すなわち、一回の副走査で)記録紙16の全面に画像を記録することができる。これにより、ヘッドが紙搬送方向と直交する方向(主走査方向)に往復動作するシャトル型ヘッドに比べて高速印字が可能であり、生産性を向上させることができる。
【0039】
なお本例では、KCMYの標準色(4色)の構成を例示したが、インク色や色数の組み合わせについては本実施形態には限定されず、必要に応じて淡インク、濃インクを追加してもよい。例えば、ライトシアン、ライトマゼンタ等のライト系インクを吐出するヘッドを追加する構成も可能である。
【0040】
図1に示したように、インク貯蔵/装填部14は、各ヘッド12K、12C、12M、12Yに対応する色のインクを貯蔵するタンクを有し、各タンクは図示を省略した管路を介して各ヘッド12K、12C、12M、12Yと連通されている。また、インク貯蔵/装填部14は、インク残量が少なくなるとその旨を報知する報知手段(表示手段、警告音発生手段等)を備えるとともに、色間の誤装填を防止するための機構を有している。
【0041】
印字検出部24は、印字部12の打滴結果を撮像するためのイメージセンサ(ラインセンサ等)を含み、該イメージセンサによって読み取った打滴画像からノズルの目詰まりその他の吐出不良をチェックする手段として機能する。
【0042】
本例の印字検出部24は、少なくとも各ヘッド12K、12C、12M、12Yによるインク吐出幅(画像記録幅)よりも幅の広い受光素子列を有するラインセンサで構成される。このラインセンサは、赤(R)の色フィルタが設けられた光電変換素子(画素)がライン状に配列されたRセンサ列と、緑(G)の色フィルタが設けられたGセンサ列と、青(B)の色フィルタが設けられたBセンサ列とからなる色分解ラインCCDセンサで構成されている。なお、ラインセンサに代えて、受光素子が二次元配列されて成るエリアセンサを用いることも可能である。
【0043】
印字検出部24は、各色のヘッド12K、12C、12M、12Yにより印字されたテストパターンを読み取り、各ヘッドの吐出検出を行う。吐出判定は、吐出の有無、ドットサイズの測定、ドット着弾位置の測定等で構成される。
【0044】
印字検出部24の後段には、後乾燥部42が設けられている。後乾燥部42は、印字された画像面を乾燥させる手段であり、例えば、加熱ファンが用いられる。印字後のインクが乾燥するまでは印字面と接触することは避けたほうが好ましいので、熱風を吹きつける方式が好ましい。
【0045】
多孔質のペーパに染料系インクで印字した場合などでは、加圧によりペーパの孔を塞ぐことでオゾンなど、染料分子を壊す原因となるものと接触することを防ぐことで画像の耐候性がアップする効果がある。
【0046】
後乾燥部42の後段には、加熱・加圧部44が設けられている。加熱・加圧部44は、画像表面の光沢度を制御するための手段であり、画像面を加熱しながら所定の表面凹凸形状を有する加圧ローラー45で加圧し、画像面に凹凸形状を転写する。
【0047】
このようにして生成されたプリント物は、排紙部26から排出される。本来プリントすべき本画像(目的の画像を印刷したもの)とテスト印字とは分けて排出することが好ましい。このインクジェット記録装置10では、本画像のプリント物と、テスト印字のプリント物とを選別してそれぞれの排出部26A、26Bへと送るために排紙経路を切り換える選別手段(不図示)が設けられている。なお、大きめの用紙に本画像とテスト印字とを同時に並列に形成する場合は、カッター(第2のカッター)48によってテスト印字の部分を切り離す。カッター48は、排紙部26の直前に設けられており、画像余白部にテスト印字を行った場合に、本画像とテスト印字部を切断するためのものである。カッター48の構造は前述した第1のカッター28と同様であり、固定刃48Aと丸刃48Bとから構成されている。
【0048】
また、図示を省略したが、本画像の排出部26Aには、オーダー別に画像を集積するソーターが設けられている。
【0049】
〔ヘッドの構造〕
次に、ヘッド12K、12C、12M、12Yの構造について説明する。なお、各ヘッド12K、12C、12M、12Yの構造は共通しているので、以下では、これらを代表して符号50によってヘッドを示すものとする。
【0050】
図3(a)は、ヘッド50の構造例を示す平面透視図であり、図3(b)は、その一部の拡大図である。また、図3(c)は、ヘッド50の他の構造例を示す平面透視図である。図4は、インク室ユニットの立体的構成を示す断面図(図3(a)、(b)中、IV−IV線に沿う断面図)である。
【0051】
記録紙面上に形成されるドットピッチを高密度化するためには、ヘッド50におけるノズルピッチを高密度化する必要がある。本例のヘッド50は、図3(a)、(b)に示すように、インク滴の吐出孔であるノズル51と、各ノズル51に対応する圧力室52等からなる複数のインク室ユニット53を千鳥でマトリクス状に(2次元的に)配置させた構造を有し、これにより、ヘッド長手方向(紙搬送方向と直交する主走査方向)に沿って並ぶように投影される実質的なノズル間隔(投影ノズルピッチ)の高密度化を達成している。
【0052】
紙搬送方向と略直交する方向に記録紙16の全幅に対応する長さにわたり1列以上のノズル列を構成する形態は本例に限定されない。例えば、図3(a)の構成に代えて、図3(c)に示すように、複数のノズル51が2次元に配列された短尺のヘッドブロック(ヘッドチップ)50’を千鳥状に配列して繋ぎ合わせることで記録紙16の全幅に対応する長さのノズル列を有するラインヘッドを構成してもよい。また、図示は省略するが、短尺のヘッドを一列に並べてラインヘッドを構成してもよい。
【0053】
図4に示すように、ヘッド50のインク吐出面50aを構成するノズルプレート(ノズル形成基板)60は、複数のノズル(ノズル孔)51が形成されている。このノズルプレート60は本発明の樹脂構造体に相当するものであり、後述するように樹脂材料によって構成されている。ノズルプレート60の表面(インク吐出面)にはインクに対して撥液性を有する撥液層62が設けられている。また、ノズル51の内壁面は親液化されている。
【0054】
各ノズル51に対応して設けられている圧力室52は、その平面形状が概略正方形となっており、対角線上の両隅部にノズル51と供給口54が設けられている。各圧力室52は供給口54を介して共通流路55と連通されている。共通流路55はインク供給源たるインク供給タンク(不図示)と連通しており、該インク供給タンクから供給されるインクは共通流路55を介して各圧力室52に分配供給される。
【0055】
圧力室52の天面を構成し共通電極と兼用される振動板56には個別電極57を備えた圧電素子58が接合されており、個別電極57に駆動電圧を印加することによって圧電素子58が変形してノズル51からインクが吐出される。インクが吐出されると、共通流路55から供給口54を通って新しいインクが圧力室52に供給される。
【0056】
本例では、ヘッド50に設けられたノズル51から吐出させるインクの吐出力発生手段として圧電素子58を適用したが、圧力室52内にヒータを備え、ヒータの加熱による膜沸騰の圧力を利用してインクを吐出させるサーマル方式を適用することも可能である。
【0057】
かかる構造を有するインク室ユニット53を図3(b)に示す如く、主走査方向に沿う行方向及び主走査方向に対して直交しない一定の角度θを有する斜めの列方向に沿って一定の配列パターンで格子状に多数配列させることにより、本例の高密度ノズルヘッドが実現されている。
【0058】
即ち、主走査方向に対してある角度θの方向に沿ってインク室ユニット53を一定のピッチdで複数配列する構造により、主走査方向に並ぶように投影されたノズルのピッチPはd× cosθとなり、主走査方向については、各ノズル51が一定のピッチPで直線状に配列されたものと等価的に取り扱うことができる。このような構成により、主走査方向に並ぶように投影されるノズル列が1インチ当たり2400個(2400ノズル/インチ)におよぶ高密度のノズル構成を実現することが可能になる。
【0059】
なお、本発明の実施に際してノズルの配置構造は図示の例に限定されず、副走査方向に1列のノズル列を有する配置構造など、様々なノズル配置構造を適用できる。
【0060】
また、本発明の適用範囲はライン型ヘッドによる印字方式に限定されず、記録紙16の幅方向(主走査方向)の長さに満たない短尺のヘッドを記録紙16の幅方向に走査させて当該幅方向の印字を行い、1回の幅方向の印字が終わると記録紙16を幅方向と直交する方向(副走査方向)に所定量だけ移動させて、次の印字領域の記録紙16の幅方向の印字を行い、この動作を繰り返して記録紙16の印字領域の全面にわたって印字を行うシリアル方式を適用してもよい。
【0061】
〔ノズルプレートの製造方法〕
次に、本発明に係る樹脂成形体の製造方法の一例として、図4に示したノズルプレート60(本発明の樹脂成形体に相当)の製造方法について説明する。
【0062】
(第1の実施形態)
図5は、第1の実施形態に係るノズルプレートの製造方法を示した説明図である。本実施形態に係るノズルプレートの製造方法は、フッ化処理工程、保護部材形成工程、撥液層除去工程、及び保護部材除去工程を含んで構成される。以下、各工程について説明する。
【0063】
<フッ化処理工程>
まず、図5(a)に示すように、ノズル孔102を有するノズル形成基板100を用意する。ノズル形成基板100は樹脂材料で構成され、少なくとも表面(インク吐出面)及びノズル内壁面にCH3基やCH2基、CH基が含まれるものが好ましい。
【0064】
ノズル形成基板100を構成する樹脂材料としては、例えば、ポリオレフィン(P0)系、ポリスチレン(PS)のようなP0系+芳香族のような材料、ポリエーテエーテルケトン(PEEK)系等の芳香族系化合物等が挙げられる。
【0065】
続いて、図5(b)に示すように、ノズル形成基板100の表面及びノズル内壁面をフッ化処理する。例えば、フッ素ガスと窒素ガス(不活性ガス)との混合ガスをノズル形成基板100と直接反応させることによってフッ化処理を行う(図6参照)。これにより、ノズル形成基板100の表面及びノズル内壁面に撥液層(フッ化処理層)104が形成される。
【0066】
フッ化処理は、フッ素ガス単体でも反応は可能であるが、特開2005−279175号公報明細書に記載されるように、フッ素は反応性が高いので、フッ素単体と直接反応させると、激しく反応しすぎて主鎖のC−C結合まで切れてしまう。
【0067】
そこで本実施形態では、ヘリウム、アルゴン、窒素等の不活性ガスとの混合ガスでフッ素ガスを反応炉内に導入し、ノズル形成基板100が変形、侵食されない範囲の任意の温度にてフッ素ガスと反応させる態様が好ましい。また、このときの混合ガス中のフッ素ガス濃度は0.01%以上が好ましい。フッ素化の程度は、フッ素ガスの濃度、反応炉温度、反応時間で制御可能である。
【0068】
フッ化処理の具体的な例については、例えば、特開2005−54067号公報明細書や特開2004−143622号公報明細書に記載されている。具体的には、ノズル形成基板100を処理容器に入れて、処理容器を100Pa以下に減圧する。次に、窒素ガス等の不活性ガスに雰囲気を置換する。その後、フッ素ガスが0.1〜99%となるように容器内に導入する。このとき、フッ素ガスの圧力は1〜1000kPaであることが好ましい。フッ素ガスと接触させる処理時間は1秒〜10日、好ましくは10分〜10時間である。処理温度は−50〜300度、好ましくは0〜100度である。また、フッ素侵入深さは、同一温度では時間が長いほど大きく、また同一時間では温度が高いほど大きくなる。
【0069】
<保護部材形成工程>
上記のようにしてフッ化処理を行った後、図5(c)に示すように、ノズル形成基板100の表面の撥液層104上に保護部材106を形成する。例えば、保護部材106として、紫外線硬化樹脂などの樹脂部材や、ノズル面を覆い保護するような金属性またはセラミックス製の治具、マスキングテープ等の保護テープを用いることができる。好適には、ハンドリング性に優れ、容易に形成・脱離が可能なテープ状の部材が好ましい。具体的には、ノズル形成基板100の表面の撥液層104上に当該保護テープを貼り付ければよい。
【0070】
本実施形態では、保護部材106として、基材の表面に再剥離型アクリル系粘着剤を有するマスキングテープが用いられる態様が好ましい。この態様によれば、保護部材板を貼付する技術ではなく、マスキングテープを貼り付ける技術を採用しているので生産性が高く、酢酸ブチル等の溶剤を用いないので環境負荷の問題が生じず、また、基材の表面に再剥離型アクリル系粘着剤を有するマスキングテープを用いているのでマスキングテープの剥離が容易であり、この点でも生産性が高い。
【0071】
更に好ましい態様として、マスキングテープの基材がポリエステルフィルム又はポリエチレンフィルムで構成されることが好ましい。本発明の製造方法においては、マスキングテープの基材として種々の材質のものを用いることができるが、マスキングテープの基材としてポリエステルフィルム又はポリエチレンフィルムを用いることにより、プラズマ処理の影響を受けても強度を維持できる。
【0072】
<撥液層除去工程>
保護部材106の形成後、図5(d)に示すように、ノズル形成基板100のノズル内壁面に形成された撥液層104を除去すると同時に当該面の親液化を行う。このとき用いられる処理方法としては、プラズマ処理、酸処理、放電処理、紫外線処理、電子線処理、放射線処理、又はオゾンガス処理が好ましく、これらの中でもプラズマ処理(更に好ましくは酸素を含むガスによるプラズマ処理)や紫外線処理、オゾンガス処理(更に好ましくは高純度オゾンガス処理)が好ましく用いられる。これらの処理方法によれば、フッ化処理されたノズル内壁面から撥液層104を除去して極性基を生成させることによって、ノズル内壁面を親液化することができる。
【0073】
<保護部材除去工程>
上記のようにしてノズル内壁面の親液化を行った後、図5(e)に示すように、ノズル形成基板100の表面の撥液層104上の保護部材106を除去する。例えば、保護部材106として再剥離型アクリル系粘着剤を有するマスキングテープが用いられる場合には、ノズル形成基板100の表面の撥液層104上に貼り付けられたマスキングテープを容易に剥離することができ、生産性を向上させることができる。
【0074】
こうして、撥液面及び親液面を有する樹脂構造体として、図4に示したノズルプレート60を得ることができる。
【0075】
本実施形態によれば、樹脂で形成されたノズル形成基板100の表面及びノズル内壁面にフッ化処理によって撥液層104を形成した後、その撥液層104の一部を除去すると同時に親液化することによって、撥液面及び親液面を有する樹脂成形体であるノズルプレート60を簡単なプロセスで製造することができる。また、フッ化処理によるガス処理が用いられているので、基材形状に左右されることなく均一処理(表面均一性、コンフォーマル性等)が可能となり、低温処理も可能となる。更に、基材(即ち、ノズル形成基板100)に対する被覆性についても考慮する必要がなくなる。
【0076】
本実施形態では、保護部材106としてマスキングテープ等の保護テープを用いる態様を示したが、本発明はこれに限られるものではない。例えば、シリコーンゴムやフッ素ゴムからなる弾性体板を用いる態様や、ドライフィルムを用いる態様が挙げられる。但し、前者の態様では生産性が悪く、後者の態様ではノズル内壁面の撥液層104を除去した後に酢酸ブチルによってドライフィルムを溶解除去しなければならず、環境負荷の問題がある。一方、本実施形態のように保護部材106として保護テープ(より好ましくは再剥離型アクリル系粘着剤を有するマスキングテープ)を用いる態様によれば、生産性が高く、環境負荷の問題もなく好適である。
【0077】
(第2の実施形態)
図7は、第2の実施形態に係る撥液処理方法を示した説明図である。図7中、図5と共通又は類似する要素には同一の符号を付して、説明を省略する。
【0078】
第2の実施形態では、第1の実施形態と同様にしてフッ化処理工程から撥液層除去工程までを行った後、図7(e)に示すように、親液化処理工程としてノズル内壁面の親液性の経時安定性を更に高める処理が行われる。
【0079】
本実施形態では、親液化処理工程としてガス処理が用いられ、具体的には、オゾンガス処理や、フッ素ガスと酸素ガスとの混合ガスによるガス処理が好ましく用いられる。このようなガス処理によれば、ノズル内壁面を均一に親液化処理することができ、プラズマ処理等に比べて経時安定性の優れた親液層をノズル内壁面に形成することが可能となる。
【0080】
オゾンガスによるガス処理を行う態様では、オゾンガス雰囲気中にノズル形成基板100を晒す工程が実施される。例えば、ポリイミドフィルムに対して、オゾン濃度20vol%、温度60℃、処理時間30分の条件で処理した場合、プラズマ処理では2〜3日で親液性が劣化するのに対して、オゾンガスによるガス処理の場合では親液性が1ヶ月以上維持される。このようにオゾンガスによるガス処理では、プラズマ処理に比べて経時安定性が優れている。オゾンガス処理は、金属材料、有機材料、無機材料に関わらず、酸化処理が可能である。
【0081】
フッ素ガスと酸素ガスとの混合ガスによるガス処理を行う態様では、混合ガス雰囲気中にノズル形成基板100を晒す工程が実施される。例えば、フッ化処理工程で用いられた窒素ガスを酸素ガスに切り換えるだけで、同一処理容器(チャンバー)内での処理が可能となり、生産性を向上させることができる。
【0082】
フッ素ガスと酸素ガスの混合ガスによるガス処理を行う態様において、図8に示すように、混合ガス雰囲気中にノズル形成基板100を晒した後、水蒸気雰囲気中にノズル形成基板100を晒すことがより好ましい。水蒸気雰囲気中にノズル形成基板100を晒すことによってカルボキシル基を導入することができ、ノズル内壁面を更に親液化することができる。なお、オゾンガス処理とは異なり、本処理は有機物にのみ有効である。
【0083】
水蒸気雰囲気中にノズル形成基板100を晒す態様において、処理容器内の混合ガスを除去せずに水蒸気を導入してもよいし、混合ガスを除去してから水蒸気を処理容器内に導入してもよい。但し、親液化処理の安定化を図る観点から後者の態様が好ましい。
【0084】
上記のようにして親液化処理工程を行った後、図7(f)に示すように、ノズル形成基板100の表面の撥液層104上の保護部材106を除去する。こうして、図4に示したノズルプレート60を得ることができる。
【0085】
第2の実施形態によれば、親液化処理工程もガス処理によって行われるので、ガス処理による均一な処理(表面均一性、コンフォーマル性等)や、低温処理が可能となる。また、ガス処理によれば、基材に対する密着性も考慮する必要がない。
【0086】
第2の実施形態では、図7(e)で示した親液化処理工程の後に図7(f)に示した保護部材除去工程を行っているが、これらの工程の順序を逆にすることも可能である。即ち、保護部材106の除去を行った後にノズル内壁面の親液化処理を行うようにしてもよい。オゾンガスや混合ガスによるガス処理によれば、保護部材106がなくても撥液層104はエッチングされることはないため、上述のように親液化処理工程が行われる前に保護部材除去工程が行われても特に問題が生じるものではない。
【0087】
なお、上述の各実施形態では、本発明に係る樹脂形成体の製造方法として、図4に示したノズルプレート60の製造方法を一例として説明したが、本発明はこれに限定されず、液体流路(インク流路等)となる孔部が形成された基材によって構成される樹脂成形体にも同様に適用することが可能である。更に、本発明は、孔部のない基材にも適用可能であり、撥液面や親液面が形成される位置も上述した各実施形態に限定されるものではない。
【0088】
以上、樹脂成形体の製造方法、インクジェットヘッド、及び電子機器について詳細に説明したが、本発明は、以上の例には限定されず、本発明の要旨を逸脱しない範囲において、各種の改良や変形を行ってもよいのはもちろんである。
【符号の説明】
【0089】
10…インクジェット記録装置、50…ヘッド、51…ノズル、52…圧力室、54…インク供給口、55…共通液室、58…圧電素子、60…ノズルプレート、62…撥液膜、100…ノズル形成基板、102…ノズル孔、104…撥液層、106…保護部材
【特許請求の範囲】
【請求項1】
樹脂からなる基材の少なくとも一部の面に、少なくともフッ素を含むガスによってフッ化処理を施して撥液層を形成するフッ化処理工程と、
前記基材の撥液層が形成された面の一部に保護部材を形成する保護部材形成工程と、
前記基材の保護部材が形成されていない面に形成された撥液層を除去すると同時に当該面の親液化を行う撥液層除去工程と、
前記保護部材を除去する保護部材除去工程と、
を含むことを特徴とする樹脂成形体の製造方法。
【請求項2】
請求項1に記載の樹脂成形体の製造方法において、
前記フッ化処理では、フッ素ガスと不活性ガスとを含む混合ガスが用いられることを特徴とする樹脂成形体の製造方法。
【請求項3】
請求項1又は2に記載の樹脂成形体の製造方法において、
前記撥液層除去工程では、プラズマ処理、酸処理、放電処理、紫外線処理、電子線処理、放射線処理、又はオゾンガス処理によって撥液層の除去が行われることを特徴とする樹脂成形体の製造方法。
【請求項4】
請求項1乃至3のいずれか1項に記載の樹脂成形体の製造方法において、
前記撥液層除去工程の後に、前記基材の撥液層が除去された面を更に親液化する親液化処理工程を含むことを特徴とする樹脂成形体の製造方法。
【請求項5】
請求項4に記載の樹脂成形体の製造方法において、
前記親液化処理工程は、ガス処理によって行われることを特徴とする樹脂成形体の製造方法。
【請求項6】
請求項5に記載の樹脂成形体の製造方法において、
前記親液化処理工程は、オゾンガス雰囲気中に前記基材を晒す工程を含むことを特徴とする樹脂成形体の製造方法。
【請求項7】
請求項5に記載の樹脂成形体の製造方法において、
前記親液化処理工程は、フッ素ガスと酸素ガスとの混合ガス雰囲気中に前記基材を晒す工程を含むことを特徴とする樹脂成形体の製造方法。
【請求項8】
請求項7に記載の樹脂成形体の製造方法において、
前記親液化処理工程は、前記混合ガス雰囲気中に前記基材を晒した後、水蒸気雰囲気中に前記基材を晒す工程を更に含むことを特徴とする樹脂成形体の製造方法。
【請求項9】
請求項1乃至8のいずれか1項に記載の樹脂成形体の製造方法において、
前記基材には液体流路となる孔部が設けられ、前記基材の表面及び孔部内壁面に前記フッ化処理を施して撥液層を形成し、前記基材の表面の撥液層上に保護部材を形成し、前記孔部内壁面に形成された撥液層を除去すると同時に当該孔部内壁面の親液化を行い、前記保護部材を除去することを特徴とする樹脂成形体の製造方法。
【請求項10】
請求項9に記載の樹脂成形体の製造方法において、
前記基材は、ノズル孔が形成されたノズル形成基板であることを特徴とする樹脂成形体の製造方法。
【請求項11】
請求項1乃至10のいずれか1項に記載の樹脂成形体の製造方法によって製造された樹脂成形体を備えたことを特徴とするインクジェットヘッド。
【請求項12】
請求項11に記載のインクジェットヘッドを備えたことを特徴とする電子機器。
【請求項1】
樹脂からなる基材の少なくとも一部の面に、少なくともフッ素を含むガスによってフッ化処理を施して撥液層を形成するフッ化処理工程と、
前記基材の撥液層が形成された面の一部に保護部材を形成する保護部材形成工程と、
前記基材の保護部材が形成されていない面に形成された撥液層を除去すると同時に当該面の親液化を行う撥液層除去工程と、
前記保護部材を除去する保護部材除去工程と、
を含むことを特徴とする樹脂成形体の製造方法。
【請求項2】
請求項1に記載の樹脂成形体の製造方法において、
前記フッ化処理では、フッ素ガスと不活性ガスとを含む混合ガスが用いられることを特徴とする樹脂成形体の製造方法。
【請求項3】
請求項1又は2に記載の樹脂成形体の製造方法において、
前記撥液層除去工程では、プラズマ処理、酸処理、放電処理、紫外線処理、電子線処理、放射線処理、又はオゾンガス処理によって撥液層の除去が行われることを特徴とする樹脂成形体の製造方法。
【請求項4】
請求項1乃至3のいずれか1項に記載の樹脂成形体の製造方法において、
前記撥液層除去工程の後に、前記基材の撥液層が除去された面を更に親液化する親液化処理工程を含むことを特徴とする樹脂成形体の製造方法。
【請求項5】
請求項4に記載の樹脂成形体の製造方法において、
前記親液化処理工程は、ガス処理によって行われることを特徴とする樹脂成形体の製造方法。
【請求項6】
請求項5に記載の樹脂成形体の製造方法において、
前記親液化処理工程は、オゾンガス雰囲気中に前記基材を晒す工程を含むことを特徴とする樹脂成形体の製造方法。
【請求項7】
請求項5に記載の樹脂成形体の製造方法において、
前記親液化処理工程は、フッ素ガスと酸素ガスとの混合ガス雰囲気中に前記基材を晒す工程を含むことを特徴とする樹脂成形体の製造方法。
【請求項8】
請求項7に記載の樹脂成形体の製造方法において、
前記親液化処理工程は、前記混合ガス雰囲気中に前記基材を晒した後、水蒸気雰囲気中に前記基材を晒す工程を更に含むことを特徴とする樹脂成形体の製造方法。
【請求項9】
請求項1乃至8のいずれか1項に記載の樹脂成形体の製造方法において、
前記基材には液体流路となる孔部が設けられ、前記基材の表面及び孔部内壁面に前記フッ化処理を施して撥液層を形成し、前記基材の表面の撥液層上に保護部材を形成し、前記孔部内壁面に形成された撥液層を除去すると同時に当該孔部内壁面の親液化を行い、前記保護部材を除去することを特徴とする樹脂成形体の製造方法。
【請求項10】
請求項9に記載の樹脂成形体の製造方法において、
前記基材は、ノズル孔が形成されたノズル形成基板であることを特徴とする樹脂成形体の製造方法。
【請求項11】
請求項1乃至10のいずれか1項に記載の樹脂成形体の製造方法によって製造された樹脂成形体を備えたことを特徴とするインクジェットヘッド。
【請求項12】
請求項11に記載のインクジェットヘッドを備えたことを特徴とする電子機器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−215718(P2010−215718A)
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2009−61681(P2009−61681)
【出願日】平成21年3月13日(2009.3.13)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成21年3月13日(2009.3.13)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]