
樹脂成形体の製造方法
【課題】ミクロフィブリル化セルロース(MFC)を凝集させることなく、疎水性の樹脂に均一な状態で分散したMFC分散液を調製し、疎水性の樹脂中に分散し成形した後も均一な分散状態を保持し、疎水性の樹脂の機械的強度を向上させ、さらには透明性を損なわない樹脂成形体の製造方法を提供することである。
【解決手段】溶媒中でセルロース繊維を湿式粉砕方式にて平均繊維径が2nm以上、100μm以下に粉砕する第1工程、粉砕したセルロース繊維を疎水性に表面処理する第2工程及び表面処理したセルロース繊維を平均繊維径が2nm以上、200nm以下に粉砕する第3工程を有し、前記第3工程で粉砕したセルロース繊維と樹脂を混合した後、成形することを特徴とする樹脂成形体の製造方法。
【解決手段】溶媒中でセルロース繊維を湿式粉砕方式にて平均繊維径が2nm以上、100μm以下に粉砕する第1工程、粉砕したセルロース繊維を疎水性に表面処理する第2工程及び表面処理したセルロース繊維を平均繊維径が2nm以上、200nm以下に粉砕する第3工程を有し、前記第3工程で粉砕したセルロース繊維と樹脂を混合した後、成形することを特徴とする樹脂成形体の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セルロース繊維を樹脂中に均一に分散した樹脂成形体の製造方法に関する。
【背景技術】
【0002】
樹脂に各種繊維状強化材料を配合することで、その強度、剛性を大幅に向上させた繊維強化複合材料は、電気・電子、機械、自動車、建材等の産業分野で広く用いられている。この繊維強化複合材料に配合される繊維状強化材料としては、優れた強度と軽量性を有するガラス繊維が主に用いられている。しかし、ガラス繊維強化材料では、高剛性化は達成されるが比重が大きくなるため、軽量化に限界があった。
【0003】
これに対し、繊維状強化材料としてポリエステル繊維、ポリアミド繊維、アラミド繊維といった有機材料からなる繊維状強化材料が検討されてきたが、これら強化材を配合した繊維強化複合材料は軽量性やサーマルリサイクル性については確保できるものの、機械的補強効果が十分でないという問題があった。
【0004】
一方、近年、カーボンニュートラルの観点から植物由来材料を利用した高機能材料が注目される中、この植物繊維を解繊してフィブリル化したセルロース繊維を樹脂に混合した繊維強化複合材料が提案されている。
【0005】
これら繊維を樹脂中に均一に分散させ、かつ高機能材料にするためには、繊維をミクロフィブリル化しかつ均一にしなくてはならない。
【0006】
ミクロフィブリル化セルロース(MFC)と樹脂を混合する方法としては、特許文献1にセルロースを水で湿式粉砕し、樹脂溶解性の溶媒へ2段階で置換する方法について記載があるが、この方法は抄紙方法によりセルロース膜を作製し、溶媒へ置換する方法であり、実質的にMFCと樹脂を混合する方式ではなく、樹脂中に均一にMFCを分散したとはいえない。
【0007】
また、特許文献2には、MFCを溶媒へ分散させる方法が記載されているが、セルロースを表面処理していないため、混合する樹脂が水溶性の樹脂に限定されている。
【0008】
特許文献3には、MFCの表面修飾の記載があるが、表面修飾後、再分散させる記載がなく、表面修飾を行っただけでは、溶媒中へナノレベルの均一分散を行うことは、実質、不可能である。また実施例には、表面修飾後、凍結乾燥を行い、有機溶媒に超音波で分散させているが、一度、乾燥凝集を起こしたものを、超音波のような弱い分散力でナノレベルへの均一分散は実質、不可能であり、結果的に凝集が原因で樹脂と混合後、樹脂の透明性や強度劣化をまねくことになる。
【0009】
特許文献4の実施例には、MFCを多段階で分散する記載があり、表面修飾を行った後、ビーズ分散機で分散処理を行っているが、その後、乾燥工程を入れている。乾燥する際には、溶媒が一気に揮発していくことはなく、最終的な乾燥物が得られるまでMFCの濃度が上がり、セルロース間の隙間がなくなり乾燥凝集を起こしてしまう。この凝集をほぐすことなく溶融樹脂に混ぜているため、基本的に樹脂へのナノレベルでの均一分散が不可能であり、樹脂の透明性や強度劣化をまねくことになる。
【0010】
特許文献3、4については、有機溶媒、樹脂にMFCを乾燥した状態で添加しているため、乾燥凝集が発生し、ナノレベルへの分散が不可能となっている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2006−241450号公報
【特許文献2】特開2008−24795号公報
【特許文献3】特開2009−52016号公報
【特許文献4】特開2008−208231号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
従来から、水溶性のMFCを凝集させることなく、疎水性の樹脂に均一分散させることは、難しい課題であった。さらに透明な樹脂にMFCを不均一に分散されたことによる透明性の劣化も課題であった。
【0013】
本発明が解決しようとする課題は、MFCを凝集させることなく、疎水性の樹脂に均一な状態で分散したMFC分散液を調製し、疎水性の樹脂中に分散し成形した後も均一な分散状態を保持し、疎水性の樹脂の機械的強度を向上させ、さらには透明性を損なわない樹脂成形体の製造方法を提供することである。
【課題を解決するための手段】
【0014】
本発明の上記課題は、以下の構成により達成される。
【0015】
1.溶媒中でセルロース繊維を湿式粉砕方式にて平均繊維径が2nm以上、100μm以下に粉砕する第1工程、粉砕したセルロース繊維を疎水性に表面処理する第2工程及び表面処理したセルロース繊維を平均繊維径が2nm以上、200nm以下に粉砕する第3工程を有し、前記第3工程で粉砕したセルロース繊維と樹脂を混合した後、成形することを特徴とする樹脂成形体の製造方法。
【0016】
2.前記第1工程と第2工程の間に、第1工程で用いた溶媒を有機溶媒へ置換する第1′工程を有することを特徴とする前記1に記載の樹脂成形体の製造方法。
【0017】
3.前記第3工程後、粉砕したセルロース繊維に樹脂を混合した後、機械式混合機により均一分散する第4工程を有することを特徴とする前記1または2に記載の樹脂成形体の製造方法。
【0018】
4.前記第1工程の溶媒が水であることを特徴とする前記1〜3のいずれか1項に記載の樹脂成形体の製造方法。
【0019】
5.前記第1′工程の有機溶媒への置換方法が、膜分離方法または減圧蒸留方法であることを特徴とする前記2〜4のいずれか1項に記載の樹脂成形体の製造方法。
【0020】
6.前記第3工程の粉砕が、機械式粉砕方式であることを特徴とする前記1〜5のいずれか1項に記載の樹脂成形体の製造方法。
【0021】
7.前記第1工程の平均繊維径が2nm以上、1μm以下であることを特徴とする前記1〜6のいずれか1項に記載の樹脂成形体の製造方法。
【0022】
8.前記第4工程の機械式混合機が、2軸混練機または伸張流動混練機であることを特徴前記3〜7のいずれか1項に記載の樹脂成形体の製造方法。
【発明の効果】
【0023】
本発明により、疎水性の樹脂中にミクロフィブリル化セルロース(MFC)を均一に分散させることができ、疎水性の樹脂の透明性を維持したまま、樹脂成形体であるポリマーフィルムまたはポリマーコンポジットの引張強度、線膨張係数等の力学特性を大幅に向上させることができた。
【図面の簡単な説明】
【0024】
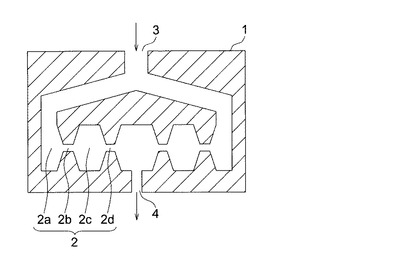
【図1】伸張流動混練機の伸長流動混練室の断面図を示す。
【発明を実施するための形態】
【0025】
従来より、天然物由来のセルロースは、親水性であり有機溶媒中では凝集を起こし、分散できないと考えられてきた。本発明では、セルロースを特定の大きさに粉砕した後、表面を疎水化処理して、さらにセルロースの繊維径をナノスケールのミクロフィブリルにまで強い粉砕を行うことで、樹脂を溶解する有機溶媒中へ分散することができ、かつ乾燥工程を経ないでMFCと樹脂を混合することで、MFCと樹脂を均一分散できることを見出した。
【0026】
以下、本発明を実施形態に基づいて説明するが、本発明はこれらに限定されるものではない。
【0027】
(セルロース繊維)
本発明に用いられる原料セルロース繊維としては、植物由来のパルプ、木材、コットン、麻、竹、綿、ケナフ、ヘンプ、ジュート、バナナ、ココナツ、海草、お茶葉等の植物繊維から分離した繊維、海産動物であるホヤが産生する動物繊維から分離した繊維、あるいは酢酸菌より産生させたバクテリアセルロース等が挙げられる。これらの中で、植物繊維から分離した繊維が好ましく用いることができるが、より好ましくはパルプ、コットン等の植物繊維から得られる繊維である。また木材のような硬いものは、ホモジナイザーやグラインダー等を用いて直接処理できないため、プレ解砕として乾式粉砕機で粉体化する必要があるものもある。
【0028】
〔第1工程〕
(湿式粉砕方式)
本発明においては、これらのセルロース繊維をミクロフィブリル化する方法は、グラインダー、高速ミキサー、ホモジナイザー、高速衝撃ミル、バンバリーミキサー、ホモミキサー、ニーダー、ボールミル、振動ボールミル、遊星ボールミル、アトライター、サンドミル、ビーズミル、コロイドミル、ジェットミル、ローラーミル、トロンミル、高速ストーンミル、高圧ホモジナイザー等を用い、機械的に粉砕処理し、微細化したミクロフィブリル状のセルロース繊維とするが、含有されるセルロースが繊維状を保持している限りにおいては、その解繊方法について何ら制限はない。装置の大きさやコストを考えると、グラインダー、高速ミキサー、ホモジナイザーが好ましく使用されている。
【0029】
解繊時のセルロース繊維濃度は、溶媒に対して0.1質量%以上、50質量%以下で行えるが、0.5質量%以上、30質量%以下が好ましい。
【0030】
第2工程で疎水性処理を行うが、表面修飾を行うにあたり、セルロース繊維をある程度の繊維径にしておかないと表面修飾剤がセルロース繊維表面に吸着しずらい。このため、平均繊維径としては、2nm以上、100μm以下が好ましく、さらに好ましくは2nm以上、1μm以下である。
【0031】
(溶媒)
第1工程のセルロース繊維の溶媒としては、セルロース繊維が溶媒中に分散できればよく、水、アルコール類(メタノール、エタノール、2−プロパノール等)、ケトン類(アセトン、メチルエチルケトン、メチルブチルケトン、シクロヘキサノン等)、エーテル類(テトラヒドロフラン、ジエチルエーテル等)、芳香族炭化水素類(トルエン、キシレン等)、ハロゲン化炭化水素類等が使用できる。これらの溶媒は、単独でまたは二種以上組み合わせても使用できる。
【0032】
好ましく用いられる溶媒は、水溶性の溶媒であり、水がさらに好ましい。
【0033】
〔第1′工程〕
(有機溶媒と溶媒置換方法)
セルロース繊維は親水性であり、第1工程では水で分散する方が好ましいが、第2工程で疎水化処理する際に溶媒が水であると、化学修飾させる表面修飾剤の量が多量に必要になる。このため、第1′工程として有機溶剤に置換することが好ましい。
【0034】
溶媒置換とは、ある溶媒から異なった溶媒に置換することである。本発明においては、元にあった溶媒の残存率が1質量%以下になった時点で溶媒置換が終了したとする。本発明の好ましい残存率としては、0.5質量%である。
【0035】
セルロース繊維を第1工程の溶媒への分散状態から置換させる有機溶媒としては、繊維に化学的または物理的損傷を与えず、繊維が有機溶媒中に分散できればよい。有機溶媒としては、アルコール類(メタノール、エタノール、2−プロパノール等)、ケトン類(アセトン、メチルエチルケトン、メチルブチルケトン、シクロヘキサノン等)、エーテル類(テトラヒドロフラン、ジエチルエーテル等)、芳香族炭化水素類(トルエン、キシレン等)、ハロゲン化炭化水素類等が使用できる。これらの有機溶媒は、単独でまたは二種以上組み合わせても使用できる。
【0036】
置換方法としては、限外ろ過方法、減圧蒸留方法、デカンテーション方法、共沸方法による水の除去、エバポレーター、膜分離方法が挙げられる。
【0037】
また、繊維が凝集しないように一度、第1工程の溶媒を凍結乾燥した後、前記有機溶媒に置換してもよい。膜分離とケトン類溶媒を用いることが好ましい。また第1工程の溶媒が第1′工程と同じ場合は、溶媒置換工程は省略できる。
【0038】
〔第2工程〕
(疎水性処理方法)
本発明のセルロース繊維としては、表面修飾されたミクロフィブリル化セルロース繊維が好ましく用いられ、セルロース繊維の水酸基を、酸、アルコール類、ハロゲン化試薬、酸無水物、イソシアナート類、シランカップリング剤等の修飾剤を用いて化学修飾させることが好ましい。また、化学的に解繊したセルロース繊維に関しては、導入されたカルボキシル基を利用して化学修飾してもよい。化学修飾する方法は公知の方法に従って行うことができ、例えば、解繊処理したセルロース繊維を水、あるいは適当な溶媒に添加して分散させた後、これに化学修飾剤を添加して適当な反応条件下で反応させればよい。この場合、化学修飾剤のほかに、必要に応じて反応触媒を添加することができ、例えば、ピリジンやN,N−ジメチルアミノピリジン、トリエチルアミン、ナトリウムメトキシド、ナトリウムエトキシド、トルエン、アセトン、水酸化ナトリウム等の塩基性触媒や酢酸、硫酸、過塩素酸等の酸性触媒を用いることができるが、反応速度や重合度の低下を防止するため、ピリジン等の塩基性触媒やトルエン、アセトン等を用いることが好ましい。反応温度としては、セルロース繊維の黄変や重合度の低下等の変質を抑制し、反応速度を確保する観点で、40〜100℃程度が好ましい。反応時間については用いる修飾剤や処理条件により適宜選定すればよい。
【0039】
化学修飾によりセルロース繊維に導入する官能基としては、例えば、アセチル基、メタクリロイル基、プロパノイル基、ブタノイル基、iso−ブタノイル基、ペンタノイル基、ヘキサノイル基、ヘプタノイル基、オクタノイル基、メチル基、エチル基、プロピル基、iso−プロピル基、ブチル基、iso−ブチル基、tert−ブチル基、ペンチル基、ヘキシル基、ヘプチル基、オクチル基等が挙げられる。
【0040】
反応性基を導入する場合は、例えば反応性基を導入できるシランカップリング剤が好ましく用いられる。シランカップリング剤としては、例えば、ビニルトリメトキシシラン、ビニルトリエトキシシラン、メタクリロキシプロピルトリメトキシシラン、メタクリロキシプロピルトリエトキシシラン、メタクリロキシプロピルメチルジメトキシシラン等のビニル基を末端に有するシランカップリング剤、グリシドキシプロピルトリメトキシシラン、グリシドキシプロピルトリエトキシシラン、グリシドキシプロピルメチルジメトキシシラン等のエポキシ基を末端に有するシランカップリング剤、メルカプトプロピルトリメトキシシラン、メルカプトプロピルトリエトキシシラン等のメルカプト基を末端に有するシランカップリング剤等が挙げられる。これらの中で、末端にエポキシ基、あるいはビニル基を有するものが好ましく用いられる。
【0041】
これらの官能基は一種、あるいは二種以上が導入されていてもよい。特に、マトリクス樹脂が有する官能基と同一、あるいは同種の官能基、またはマトリクス樹脂に対して反応性を有する官能基を導入することで、セルロース繊維とマトリックス樹脂との親和性を向上させたり、セルロース繊維とマトリックス樹脂の間で共有結合を形成させたりすることが可能となるため、セルロース繊維のマトリックス樹脂中への均一な分散性が確保でき、良好な機械的強度や耐熱性、低い線膨張係数等の物性向上効果が得られる。
【0042】
好ましい官能基としては、アセチル基、メタクリロイル基、プロパノイル基である。シランカップリング剤としては、ビニルトリメトキシシラン、ビニルトリエトキシシランが好ましい。
【0043】
第2工程でセルロース繊維を表面処理した溶媒から、樹脂を溶解させる溶媒に置換させてもよい。溶媒としては、繊維に化学的または物理的損傷を与えず、繊維が溶媒中に分散できればよい。アルコール類としてはメタノール、エタノール、2−プロパノール等、ケトン類としてはアセトン、メチルエチルケトン、メチルブチルケトン、シクロヘキサノン等、エーテル類としてはテトラヒドロフラン、ジエチルエーテル等、芳香族炭化水素類としてはトルエン、キシレン等、ハロゲン化炭化水素類等が使用できる。また樹脂を溶解する観点からメチルクロライドが好ましく用いられる。これらの溶媒は、単独でまたは二種以上組み合わせても使用できる。
【0044】
置換方法としては、限外ろ過方法、減圧蒸留方法、デカンテーション方法、共沸方法による水の除去、エバポレーター、膜分離方法が挙げられる。
【0045】
〔第3工程〕
(湿式粉砕方式)
本発明においては、これらの繊維をミクロフィブリル化する方法は、グラインダー、高速ミキサー、ホモジナイザー、高速衝撃ミル、バンバリーミキサー、ホモミキサー、ニーダー、ボールミル、振動ボールミル、遊星ボールミル、アトライター、サンドミル、ビーズミル、コロイドミル、ジェットミル、ローラーミル、トロンミル、高速ストーンミル、高圧ホモジナイザー等を用い、機械的に粉砕処理し、微細化したミクロフィブリル状のセルロース繊維とするが、含有されるセルロースが繊維状態を保持している限りにおいては、その解繊維処理方法について何ら制限はない。
【0046】
解繊時のセルロース繊維濃度は、溶媒に対して0.1質量%以上、50質量%以下で行えるが、0.5質量%以上、30質量%以下が好ましい。
【0047】
特に平均繊維径の均一性を達成するためには、以下に挙げる高せん断な機械式粉砕方式が好ましい。透明な樹脂にセルロース繊維を添加し、均一分散しても平均繊維径が2nm以上、200nm以下でないと透明性を維持できない、これらのことからも第3工程の粉砕方式は以下に挙げる高せん断な機械式粉砕方式が好ましい。
【0048】
(高せん断な機械式粉砕方式(メディア分散))
微細化する観点からメディア分散機が好ましく、ボールミル、サンドミル、ビーズミル等のミル類を挙げることができる。これらの分散機は直列に配置して1パスで分散してもよく、複数回繰り返し分散して、繊維径を小さくすることも可能である。
【0049】
本発明において好ましく用いられるメディア分散機のメディアとしては、5mm以下、好ましくは3mm以下、さらに好ましくは1mm以下のビーズが好ましい。ビーズとしてはセラミックスビーズが好ましい。
【0050】
メディア分散機を直列に2機以上配列することも可能であり、その際には、前後の分散機のビーズ粒径としては、前側の分散機のビーズの方が大きい粒径のビーズを用いたものであることが好ましい。
【0051】
メディア分散機に使用されるセラミックスビーズに用いられるセラミックスとしては、例えば、Al2O3、BaTiO3、SrTiO3、MgO、ZrO、BeO、Cr2O3、SiO2、SiO2−Al2O3、Cr2O3−MgO、MgO−CaO、MgO−C、MgO−Al2O3(スピネル)、SiC、TiO2、K2O、Na2O、BaO、PbO、B2O3、SrTiO3(チタン酸ストロンチウム)、BeAl2O4、Y3Al5O12、ZrO2−Y2O3(立方晶ジルコニア)、3BeO−Al2O3−6SiO2(合成エメラルド)、C(合成ダイヤモンド)、Si2O−nH2O、チッカ珪素、イットリウム安定化ジルコニア、ジルコニア強化アルミナ等が好ましい。分散時におけるビーズや分散機との摩擦による不純物生成が少ない等の理由から、イットリウム安定化ジルコニア、ジルコニア強化アルミナ(これらジルコニアを含有するセラミックスを以下においてジルコニアと略す)が特に好ましく用いられる。
【0052】
(高せん断な機械式粉砕方式(高圧粉砕方式))
高圧ホモジナイザーについては、一般には(a)分散質が狭間隙(75〜350μm程度)を高圧、高速で通過する際に生じる「せん断力」、(b)高圧化の狭い空間で液−液衝突、あるいは壁面衝突させるときに生じる衝撃力は変化させずに、その後の圧力降下によるキャビテーション力をさらに強くすることで、均一で効率のよい分散が行われると考えられている。この種の分散装置としては、古くはゴーリンホモジナイザーが挙げられるが、この装置では、高圧で送られた被分散液が円柱面上の狭い間隙で高速流に変換され、その勢いで周囲の壁面に衝突し、その衝撃力で乳化・分散が行われる。上記液−液衝突としては、マイクロフルイダイザーのY型チャンバー、特開平8−103642号に記載のような球形型の逆止弁を利用した球形チャンバー等が挙げられ、液−壁面衝突としては、マイクロフルイダイザーのZ型チャンバー等が挙げられる。分散効率を上げるため、高速流部を鋸刃状にして衝突回数を増やす等の工夫を施したものも考案されている。このような装置の代表例として、ゴーリンホモジナイザー、マイクロフルイデックス・インターナショナル・コーポレーション社製のマイクロフルイダイザー、みづほ工業(株)製のマイクロフルイダイザー、特殊機化工業(株)製のナノマイザー、スギノマシン(株)の高圧粉砕システム「アルテマイザー HJP−25005」等が挙げられる。また、特開平8−238848号、同8−103642号、米国特許第4,533,254号にも記載されている。
【0053】
粉砕方式については、平均繊維径が2nm以上、200nm以下のものなら特に限定されない。
【0054】
(平均繊維径の測定方法)
平均繊維径は、単繊維の平均径となる。また、本発明に係わる繊維は、複数(多数であってもよい)本の単繊維が束状に集合して1本の糸状を構成しているものであってもよく、この場合、平均繊維径は1本の糸状の径の平均値として定義されている。
【0055】
具体的には、繊維の大きさは、透過型電子顕微鏡にて観察し、視野内で無作為に選んだ100個の粒子の幅(短軸長)及び長さ(長軸長)を集計し、その平均値を算出することより求めた。
【0056】
平均繊維径は具体的には以下の手順により知ることができる。まず、支持体上に塗布されたミクロフィブリル化セルロース膜を接着剤により適当なホルダーに貼り付け、支持体面とほぼ平行な方向にダイヤモンドナイフを用いて厚さ0.1〜0.2μmの超薄切片を作製する。この際、ミクロフィブリル化セルロース膜の上端と下端を光学顕微鏡により観察し、切削が支持体面にほぼ平行、すなわち切削角度として1度以下で行われていることを確認する。
【0057】
作製された超薄切片は、銅メッシュに支持され、グロー放電により親水化されたカーボン膜上に移し、液体窒素により−130℃以下に冷却しながら、透過型電子顕微鏡(以下、TEMと称す)により倍率として5,000〜40,000倍にて明視野像を観察し、画像はフィルム、イメージングプレート、CCDカメラ等に素早く記録する。この際、観察される視野としては、切片に破れや弛みがない部分を適宜選択することが好ましい。
【0058】
カーボン膜としては、極薄いコロジオン、ホルムバール等有機膜に支持されたものを使用することは好ましく、さらに好ましくは、岩塩基板上に形成し基板を溶解除去して得るか、または、上記有機膜を有機溶媒、イオンエッチングにより除去して得られたカーボン単独の膜である。
【0059】
TEMの加速電圧としては、80〜400kVが好ましく、特に好ましくは80〜200kVである。
【0060】
〔第4工程〕
(樹脂との混合方法、成形体形成方法)
(樹脂について)
次に本発明に用いられる樹脂(マトリックス樹脂)について説明する。
【0061】
樹脂としては、一般的に市販されている汎用プラスチックとして以下のものが挙げられる。ポリエチレン(PE)、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン、ポリスチレン(PS)、ポリビニルアルコール(PVA)、ポリ酢酸ビニル(PVAc)、テフロン(登録商標)(ポリテトラフルオロエチレン、PTFE)、ABS樹脂(アクリロニトリルブタジエンスチレン樹脂)、AS樹脂、アクリル樹脂(PMMA)等である。
【0062】
また強度や壊れにくさを特に要求される場合、以下のものが挙げられる。ポリアミド(PA)、ナイロン、ポリアセタール(POM)、ポリカーボネート(PC)、変性ポリフェニレンエーテル(m−PPE、変性PPE、PPO)、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、グラスファイバー強化ポリエチレンテレフタレート(GF−PET)、環状ポリオレフィン(COP)等である。
【0063】
さらに高い熱変形温度と長期使用できる特性を要求される場合、以下のものが挙げられる。ポリフェニレンスルファイド(PPS)、ポリテトラフロロエチレン(PTFE)、ポリスルホン、ポリエーテルサルフォン、非晶ポリアリレート、液晶ポリマー、ポリエーテルエーテルケトン、熱可塑性ポリイミド(PI)、ポリアミドイミド(PAI)等である。
【0064】
また光学フィルム用の樹脂としては、トリアセチルセルロース(TAC)、ジアセチルセルロース(DAC)等が用いられる。
【0065】
これらの一般的な樹脂は、種類も豊富であるが、種類が同じで分子量違いの市販品も市場には多数存在しているので、用途にそって種類、分子量の組み合わせを行うことが可能である。
【0066】
また特に好ましい樹脂としては、ポリエチレンテレフタレート(PET)、ポリカーボネート(PC)、アクリル樹脂(PMMA)、トリアセチルセルロース(TAC)、ジアセチルセルロース(DAC)等が挙げられる。
【0067】
(セルロース繊維含有樹脂成形体の製造方法)
本発明のセルロース繊維含有樹脂成形体の製造方法は、1種類のセルロース繊維または1種類以上のセルロース繊維を溶媒中で均一に分散した後、マトリックス樹脂を溶解させて溶媒キャスト方法により、フィルム化する方法がある。
【0068】
また、溶媒に溶解しない樹脂との混合の場合、セルロース繊維分散液を一度、凍結乾燥等の凝集しない乾燥方法で、乾燥した後、溶融状態の樹脂に粉体添加して成形体を作製する方法等があるが、セルロース繊維とマトリックス樹脂を混合できればよく、混合する方法はこれに限定しない。
【0069】
第4工程の混練に用いることのできる装置としては、ラボプラストミル、ブラベンダー、バンバリーミキサー、ニーダー、ロール等のような密閉式混練装置またはバッチ式混練装置を挙げることができる。また、単軸押出機、二軸押出機等のように連続式の混練装置を用いて製造することもできる。
【0070】
図1に示したような伸長流動混練室を樹脂の吐出部に装着した混練機中で、樹脂を溶融させ、これに、セルロース繊維を添加して溶融混練する伸長流動混練方法によりセルロース繊維を樹脂中に分散させた後、溶融した複合材料をストランド状に押し出してペレット化する方法もある。
【0071】
図1は伸張流動混練機の伸長流動混練室の断面図であり、樹脂組成物の流路を示している。セルロース繊維と樹脂の混合物の混練は、先ず第1の環状流路2aから第1のスリット流路2bへと移動して第1のスリット流路2bを通過する際と、第2の環状流路2cから第2のスリット流路2dへと移動して第2のスリット流路2dを通過する際との2段階で伸長流動混合が行われる。前記混合の原理は、前記大小の通路2a、2b、2c、2dをセルロース繊維と樹脂の混合物が通過する際の流速の変化に伴い、被混合物が引き延ばされて混合し、微分散されるという原理に基づくものである。セルロース繊維と樹脂を混合する方法として前記伸長流動混合法を適用することで、混合過程においてセルロース繊維に対して過度のせん断をかけることなく、繊維の切断や結晶性の破壊を抑制して繊維形態を保持したまま、樹脂への均一分散が可能であり、この方法で得られた樹脂成形体は、従来の混練方法にて作製された樹脂成形体と比較して、力学特性、熱特性(耐熱性、線膨張率)が大幅に改善される。
【0072】
樹脂成形体としては、電気・電子、機械、自動車、建材等の産業分野で広く用いられている各種繊維状強化材料であり、フィルム形状のものも含まれる。
【0073】
セルロース繊維のマトリックス樹脂に対する含有量は、1体積%以上、60体積%以下で、好ましくは2体積%以上、50体積%以下、さらに好ましくは3体積%以上、40体積%以下が好ましい。
【実施例】
【0074】
以下に本発明の実施例を示すが、本発明はこれらの実施例に限定されるものではない。
【0075】
先ず、本発明に係るセルロース繊維分散液とセルロース繊維含有樹脂複合材料の評価方法について以下に記す。
【0076】
(分散液の評価方法)
(1)光線透過率
試験片として、長さ1cm、幅1cm、厚み2mmの成形体を用いて、分光光度計ASTM D−1003に従って可視光線の入射光量に対する全透過光量と散乱光を測定した。その550nmの測定結果で評価した。
【0077】
(2)線膨張係数
試験片として、長さ2cm、幅2mm、厚み80μmの成形体を用いて、40〜80℃の範囲で温度を変化させ、線膨張係数を測定した。測定装置はSII(セイコーインスツルメンツ)社EXSTAR6000 TMA/SS6100を用いた。
【0078】
(3)ヘイズ
三菱化学社製SEP−PT−706Dを用いてヘイズを測定した。
【0079】
(樹脂複合材料の評価方法)
(1)引張強度
試験片として、長さ5cm、幅1cm、厚み2mmの成形体を用いて、インストロン社製ツインコラムモデル3360シリーズの引張試験機を用いて引張試験を行った。引張速度は毎分1cmとした。
【0080】
(2)線膨張係数
試験片として、長さ1cm、幅1cm、厚み2mmの成形体を用いて、40〜80℃の範囲で温度を変化させ、線膨張係数を測定した。測定装置はSII(セイコーインスツルメンツ)社EXSTAR6000 TMA/SS6100を用いた。
【0081】
(3)光線透過率
試験片として、長さ1cm、幅1cm、厚み2mmの成形体を用いて、分光光度計ASTM D−1003に従って可視光線の入射光量に対する全透過光量と散乱光を測定した。その550nmの測定結果で評価した。
【0082】
実施例1
〈セルロース繊維について〉
(製造例1)
針葉樹から得られた亜硫酸漂白パルプを、乾式粉砕機 大阪ケミカル社製Wonder Blenderにて5分間粉砕した。これを純水に1.0質量%となるように添加し、スターラーを用いて攪拌した。この水分散液をセルロース繊維Aとした。得られたセルロース繊維は光学顕微鏡観察結果より、平均繊維径200μmに解繊されていた。(第1工程)
(製造例2)
針葉樹から得られた亜硫酸漂白パルプを、エタノールに1.0質量%となるように添加し、株式会社日本精機製作所製 エクセルオートホモジナイザーを用いて1000回転/分で15分間、セルロース繊維を解繊した。このエタノール分散液をセルロース繊維Bとした。得られたセルロース繊維は走査型電子顕微鏡観察結果より、平均繊維径100μmに解繊されていた。(第1工程)
(製造例3)
針葉樹から得られた亜硫酸漂白パルプを、純水に1.0質量%となるように添加し、株式会社日本精機製作所製エクセルオートホモジナイザーを用いて3000回転/分で15分間、セルロース繊維を解繊した。この水分散液をセルロース繊維Cとした。得られたセルロース繊維は走査型電子顕微鏡観察結果より、平均繊維径1μmに解繊されていた。(第1工程)
(製造例4)
製造例1で作製したセルロース繊維A水分散液を、IKA社製ウルトラタラックスにて15000回転/分で15分間処理した。この水分散液をセルロース繊維Dとした。得られたセルロース繊維は走査型電子顕微鏡観察結果より、平均繊維径は200nmに保たれていた。(第1工程)
(製造例5)
製造例1〜4のセルロース繊維A〜Dを、表1記載の方法にてセルロース繊維が1.0質量%になるようにトルエン溶媒に置換した。(第1′工程)
三菱化学社製カールフィッシャーにて水分量が0.1%以下になるまで置換を行った。得られたサンプルをA−1〜D−1とした。
【0083】
(製造例5′)
針葉樹から得られた亜硫酸漂白パルプを、トルエンに1.0質量%となるように添加し、株式会社日本精機製作所製 エクセルオートホモジナイザーを用いて1000回転/分で15分、セルロース繊維を解繊した。このトルエン分散液をセルロース繊維Eとした。得られたセルロース繊維は走査型電子顕微鏡観察結果より、平均繊維径100μmに解繊されていた。(第1工程)
トルエン溶媒のため溶媒置換(第1′工程)を省略した。本サンプルをセルロース繊維E−1とした。
【0084】
(製造例6)
製造例5、5′で得られたセルロース繊維A−1〜E−1分散液250質量部に無水酢酸250質量部を加えて、室温で3時間攪拌した。次に分散した繊維をろ過し、500質量部の水で3回水洗した後、200質量部のエタノールで2回洗浄した。さらに、500質量部の水で2回水洗を行った後、メチルクロライドで3回洗浄した。その後、セルロース繊維が1.0質量%になるようにメチルクロライド分散液を調製した。
【0085】
また、表1記載のサンプルは、メチルクロライドで3回洗浄した後、表1記載の乾燥方法で乾燥してセルロース繊維が1.0質量%になるようにメチルクロライドを加えて、分散液を調製した。
【0086】
得られたサンプルをA−2〜E−2とした。(第2工程)
(製造例7)
製造例6で得られたB−2、E−2を、株式会社日本精機製作所製エクセルオートホモジナイザーを用いて1000回転/分で15分、セルロース繊維を解繊した。この分散液をセルロース繊維B−3、E−3とした。また3000回転/分で15分、セルロース繊維を解繊した。この分散液をセルロース繊維B−4、E−4とした。得られたセルロースの平均繊維径は走査型電子顕微鏡観察結果より、表1へ記載した。最終的にセルロース繊維が1.0質量%になるようにメチルクロライド分散液を調製した。(第3工程)
(製造例8)
製造例6で得られたC−2を、機械式粉砕方式としてIKA社製ウルトラタラックスにて15000回転/分で15分、セルロース繊維を解繊した。この分散液をセルロース繊維C−3とした。得られたセルロースの平均繊維径は走査型電子顕微鏡観察結果より、表1へ記載した。最終的にセルロース繊維が1.0質量%になるようにメチルクロライド分散液を調製した。(第3工程)
(製造例9)
製造例6で得られたD−2を、高せん断な機械式粉砕方式としてウルトラアペックスミルUAM−015(寿工業株式会社製)にて、0.5mmビーズを用いて、周速6m/secで1時間セルロース繊維を解繊した。この分散液をセルロース繊維D−3とした。得られたセルロースの平均繊維径は走査型電子顕微鏡観察結果より、表1へ記載した。最終的にセルロース繊維が1.0質量%になるようにメチルクロライド分散液を調製した。(第3工程)
(分散液の評価)
目視により下記基準で分散液の評価を行った。
【0087】
分散:目視で分散しており、1昼夜放置しても沈降なし
凝集:目視で凝集しており、1昼夜放置しても沈降あり
(製造例10)
表1記載のセルロース繊維にジアセチルセルロース(DAC−L20)を溶媒量に対して20質量%になるように添加し、溶解するまで攪拌した。その後、1日静置して脱泡処理を行い、80μmの間隙のブレードを用いて製膜を行った。
【0088】
得られたサンプルを前記評価法で評価した。評価結果を表1に示す。
【0089】
【表1】

【0090】
実施例2
繊維複合材料101〜114の作製(第4工程)
表2に示すセルロース繊維と樹脂を、表2に記載の配合組成(質量比)に従ってブレンドした後、真空乾燥機を用いて60℃、12時間乾燥させた。次に、二軸押出機(東芝機械社製 TEM35型)を用い、バレル温度180〜280℃、スクリュー回転数200rpm、吐出量10kg/hの条件にて溶融混練し、押出機先端から吐出された樹脂をペレット状にカッティングして樹脂組成物のペレットを得た。得られたペレットについて、70℃、24時間真空乾燥した後、射出成形機(東芝機械社製 IS−80G型)を用いて、物性測定用試験片;150mm×50mm×2mmを作製し、得られたサンプルを前記評価法で評価した。評価結果を表2に示す。
【0091】
【表2】
【0092】
実施例3
繊維複合材料201〜214の作製(第4工程)
表3に示すセルロース繊維と樹脂を、表3記載の配合組成(質量部)に従ってブレンドした後、真空乾燥機を用いて60℃、12時間乾燥させた。次に、溶融樹脂の吐出部に図1に示した伸長流動混練室を備えた伸長流動混練機を用い、バレル温度180〜280℃、吐出量10kg/hの条件にて溶融混練し、押出機先端から吐出された樹脂をペレット状にカッティングして繊維複合材料のペレットを得た。また、得られたペレットについて、70℃、24時間真空乾燥した後、射出成形機(東芝機械社製IS−80G型)を用いて、物性測定用試験片;150mm×50mm×2mmを作製し、得られたサンプルを前記評価法で評価した。評価結果を表3に示す。
【0093】
【表3】
【0094】
表1、2、3より、本発明は疎水性の樹脂中にミクロフィブリル化セルロース(MFC)を均一に分散させることができ、疎水性の樹脂の透明性を維持したまま、樹脂成形体であるポリマーフィルムまたはポリマーコンポジットの引張強度、線膨張係数、透過率を大幅に向上できることが分かる。
【符号の説明】
【0095】
1 伸長流動混練室
2 伸長流動混練部
2a 第1の流路
2b 第1のスリット流路
2c 第2の流路
2d 第2のスリット流路
3 樹脂組成物供給口
4 樹脂組成物排出口
【技術分野】
【0001】
本発明は、セルロース繊維を樹脂中に均一に分散した樹脂成形体の製造方法に関する。
【背景技術】
【0002】
樹脂に各種繊維状強化材料を配合することで、その強度、剛性を大幅に向上させた繊維強化複合材料は、電気・電子、機械、自動車、建材等の産業分野で広く用いられている。この繊維強化複合材料に配合される繊維状強化材料としては、優れた強度と軽量性を有するガラス繊維が主に用いられている。しかし、ガラス繊維強化材料では、高剛性化は達成されるが比重が大きくなるため、軽量化に限界があった。
【0003】
これに対し、繊維状強化材料としてポリエステル繊維、ポリアミド繊維、アラミド繊維といった有機材料からなる繊維状強化材料が検討されてきたが、これら強化材を配合した繊維強化複合材料は軽量性やサーマルリサイクル性については確保できるものの、機械的補強効果が十分でないという問題があった。
【0004】
一方、近年、カーボンニュートラルの観点から植物由来材料を利用した高機能材料が注目される中、この植物繊維を解繊してフィブリル化したセルロース繊維を樹脂に混合した繊維強化複合材料が提案されている。
【0005】
これら繊維を樹脂中に均一に分散させ、かつ高機能材料にするためには、繊維をミクロフィブリル化しかつ均一にしなくてはならない。
【0006】
ミクロフィブリル化セルロース(MFC)と樹脂を混合する方法としては、特許文献1にセルロースを水で湿式粉砕し、樹脂溶解性の溶媒へ2段階で置換する方法について記載があるが、この方法は抄紙方法によりセルロース膜を作製し、溶媒へ置換する方法であり、実質的にMFCと樹脂を混合する方式ではなく、樹脂中に均一にMFCを分散したとはいえない。
【0007】
また、特許文献2には、MFCを溶媒へ分散させる方法が記載されているが、セルロースを表面処理していないため、混合する樹脂が水溶性の樹脂に限定されている。
【0008】
特許文献3には、MFCの表面修飾の記載があるが、表面修飾後、再分散させる記載がなく、表面修飾を行っただけでは、溶媒中へナノレベルの均一分散を行うことは、実質、不可能である。また実施例には、表面修飾後、凍結乾燥を行い、有機溶媒に超音波で分散させているが、一度、乾燥凝集を起こしたものを、超音波のような弱い分散力でナノレベルへの均一分散は実質、不可能であり、結果的に凝集が原因で樹脂と混合後、樹脂の透明性や強度劣化をまねくことになる。
【0009】
特許文献4の実施例には、MFCを多段階で分散する記載があり、表面修飾を行った後、ビーズ分散機で分散処理を行っているが、その後、乾燥工程を入れている。乾燥する際には、溶媒が一気に揮発していくことはなく、最終的な乾燥物が得られるまでMFCの濃度が上がり、セルロース間の隙間がなくなり乾燥凝集を起こしてしまう。この凝集をほぐすことなく溶融樹脂に混ぜているため、基本的に樹脂へのナノレベルでの均一分散が不可能であり、樹脂の透明性や強度劣化をまねくことになる。
【0010】
特許文献3、4については、有機溶媒、樹脂にMFCを乾燥した状態で添加しているため、乾燥凝集が発生し、ナノレベルへの分散が不可能となっている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2006−241450号公報
【特許文献2】特開2008−24795号公報
【特許文献3】特開2009−52016号公報
【特許文献4】特開2008−208231号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
従来から、水溶性のMFCを凝集させることなく、疎水性の樹脂に均一分散させることは、難しい課題であった。さらに透明な樹脂にMFCを不均一に分散されたことによる透明性の劣化も課題であった。
【0013】
本発明が解決しようとする課題は、MFCを凝集させることなく、疎水性の樹脂に均一な状態で分散したMFC分散液を調製し、疎水性の樹脂中に分散し成形した後も均一な分散状態を保持し、疎水性の樹脂の機械的強度を向上させ、さらには透明性を損なわない樹脂成形体の製造方法を提供することである。
【課題を解決するための手段】
【0014】
本発明の上記課題は、以下の構成により達成される。
【0015】
1.溶媒中でセルロース繊維を湿式粉砕方式にて平均繊維径が2nm以上、100μm以下に粉砕する第1工程、粉砕したセルロース繊維を疎水性に表面処理する第2工程及び表面処理したセルロース繊維を平均繊維径が2nm以上、200nm以下に粉砕する第3工程を有し、前記第3工程で粉砕したセルロース繊維と樹脂を混合した後、成形することを特徴とする樹脂成形体の製造方法。
【0016】
2.前記第1工程と第2工程の間に、第1工程で用いた溶媒を有機溶媒へ置換する第1′工程を有することを特徴とする前記1に記載の樹脂成形体の製造方法。
【0017】
3.前記第3工程後、粉砕したセルロース繊維に樹脂を混合した後、機械式混合機により均一分散する第4工程を有することを特徴とする前記1または2に記載の樹脂成形体の製造方法。
【0018】
4.前記第1工程の溶媒が水であることを特徴とする前記1〜3のいずれか1項に記載の樹脂成形体の製造方法。
【0019】
5.前記第1′工程の有機溶媒への置換方法が、膜分離方法または減圧蒸留方法であることを特徴とする前記2〜4のいずれか1項に記載の樹脂成形体の製造方法。
【0020】
6.前記第3工程の粉砕が、機械式粉砕方式であることを特徴とする前記1〜5のいずれか1項に記載の樹脂成形体の製造方法。
【0021】
7.前記第1工程の平均繊維径が2nm以上、1μm以下であることを特徴とする前記1〜6のいずれか1項に記載の樹脂成形体の製造方法。
【0022】
8.前記第4工程の機械式混合機が、2軸混練機または伸張流動混練機であることを特徴前記3〜7のいずれか1項に記載の樹脂成形体の製造方法。
【発明の効果】
【0023】
本発明により、疎水性の樹脂中にミクロフィブリル化セルロース(MFC)を均一に分散させることができ、疎水性の樹脂の透明性を維持したまま、樹脂成形体であるポリマーフィルムまたはポリマーコンポジットの引張強度、線膨張係数等の力学特性を大幅に向上させることができた。
【図面の簡単な説明】
【0024】
【図1】伸張流動混練機の伸長流動混練室の断面図を示す。
【発明を実施するための形態】
【0025】
従来より、天然物由来のセルロースは、親水性であり有機溶媒中では凝集を起こし、分散できないと考えられてきた。本発明では、セルロースを特定の大きさに粉砕した後、表面を疎水化処理して、さらにセルロースの繊維径をナノスケールのミクロフィブリルにまで強い粉砕を行うことで、樹脂を溶解する有機溶媒中へ分散することができ、かつ乾燥工程を経ないでMFCと樹脂を混合することで、MFCと樹脂を均一分散できることを見出した。
【0026】
以下、本発明を実施形態に基づいて説明するが、本発明はこれらに限定されるものではない。
【0027】
(セルロース繊維)
本発明に用いられる原料セルロース繊維としては、植物由来のパルプ、木材、コットン、麻、竹、綿、ケナフ、ヘンプ、ジュート、バナナ、ココナツ、海草、お茶葉等の植物繊維から分離した繊維、海産動物であるホヤが産生する動物繊維から分離した繊維、あるいは酢酸菌より産生させたバクテリアセルロース等が挙げられる。これらの中で、植物繊維から分離した繊維が好ましく用いることができるが、より好ましくはパルプ、コットン等の植物繊維から得られる繊維である。また木材のような硬いものは、ホモジナイザーやグラインダー等を用いて直接処理できないため、プレ解砕として乾式粉砕機で粉体化する必要があるものもある。
【0028】
〔第1工程〕
(湿式粉砕方式)
本発明においては、これらのセルロース繊維をミクロフィブリル化する方法は、グラインダー、高速ミキサー、ホモジナイザー、高速衝撃ミル、バンバリーミキサー、ホモミキサー、ニーダー、ボールミル、振動ボールミル、遊星ボールミル、アトライター、サンドミル、ビーズミル、コロイドミル、ジェットミル、ローラーミル、トロンミル、高速ストーンミル、高圧ホモジナイザー等を用い、機械的に粉砕処理し、微細化したミクロフィブリル状のセルロース繊維とするが、含有されるセルロースが繊維状を保持している限りにおいては、その解繊方法について何ら制限はない。装置の大きさやコストを考えると、グラインダー、高速ミキサー、ホモジナイザーが好ましく使用されている。
【0029】
解繊時のセルロース繊維濃度は、溶媒に対して0.1質量%以上、50質量%以下で行えるが、0.5質量%以上、30質量%以下が好ましい。
【0030】
第2工程で疎水性処理を行うが、表面修飾を行うにあたり、セルロース繊維をある程度の繊維径にしておかないと表面修飾剤がセルロース繊維表面に吸着しずらい。このため、平均繊維径としては、2nm以上、100μm以下が好ましく、さらに好ましくは2nm以上、1μm以下である。
【0031】
(溶媒)
第1工程のセルロース繊維の溶媒としては、セルロース繊維が溶媒中に分散できればよく、水、アルコール類(メタノール、エタノール、2−プロパノール等)、ケトン類(アセトン、メチルエチルケトン、メチルブチルケトン、シクロヘキサノン等)、エーテル類(テトラヒドロフラン、ジエチルエーテル等)、芳香族炭化水素類(トルエン、キシレン等)、ハロゲン化炭化水素類等が使用できる。これらの溶媒は、単独でまたは二種以上組み合わせても使用できる。
【0032】
好ましく用いられる溶媒は、水溶性の溶媒であり、水がさらに好ましい。
【0033】
〔第1′工程〕
(有機溶媒と溶媒置換方法)
セルロース繊維は親水性であり、第1工程では水で分散する方が好ましいが、第2工程で疎水化処理する際に溶媒が水であると、化学修飾させる表面修飾剤の量が多量に必要になる。このため、第1′工程として有機溶剤に置換することが好ましい。
【0034】
溶媒置換とは、ある溶媒から異なった溶媒に置換することである。本発明においては、元にあった溶媒の残存率が1質量%以下になった時点で溶媒置換が終了したとする。本発明の好ましい残存率としては、0.5質量%である。
【0035】
セルロース繊維を第1工程の溶媒への分散状態から置換させる有機溶媒としては、繊維に化学的または物理的損傷を与えず、繊維が有機溶媒中に分散できればよい。有機溶媒としては、アルコール類(メタノール、エタノール、2−プロパノール等)、ケトン類(アセトン、メチルエチルケトン、メチルブチルケトン、シクロヘキサノン等)、エーテル類(テトラヒドロフラン、ジエチルエーテル等)、芳香族炭化水素類(トルエン、キシレン等)、ハロゲン化炭化水素類等が使用できる。これらの有機溶媒は、単独でまたは二種以上組み合わせても使用できる。
【0036】
置換方法としては、限外ろ過方法、減圧蒸留方法、デカンテーション方法、共沸方法による水の除去、エバポレーター、膜分離方法が挙げられる。
【0037】
また、繊維が凝集しないように一度、第1工程の溶媒を凍結乾燥した後、前記有機溶媒に置換してもよい。膜分離とケトン類溶媒を用いることが好ましい。また第1工程の溶媒が第1′工程と同じ場合は、溶媒置換工程は省略できる。
【0038】
〔第2工程〕
(疎水性処理方法)
本発明のセルロース繊維としては、表面修飾されたミクロフィブリル化セルロース繊維が好ましく用いられ、セルロース繊維の水酸基を、酸、アルコール類、ハロゲン化試薬、酸無水物、イソシアナート類、シランカップリング剤等の修飾剤を用いて化学修飾させることが好ましい。また、化学的に解繊したセルロース繊維に関しては、導入されたカルボキシル基を利用して化学修飾してもよい。化学修飾する方法は公知の方法に従って行うことができ、例えば、解繊処理したセルロース繊維を水、あるいは適当な溶媒に添加して分散させた後、これに化学修飾剤を添加して適当な反応条件下で反応させればよい。この場合、化学修飾剤のほかに、必要に応じて反応触媒を添加することができ、例えば、ピリジンやN,N−ジメチルアミノピリジン、トリエチルアミン、ナトリウムメトキシド、ナトリウムエトキシド、トルエン、アセトン、水酸化ナトリウム等の塩基性触媒や酢酸、硫酸、過塩素酸等の酸性触媒を用いることができるが、反応速度や重合度の低下を防止するため、ピリジン等の塩基性触媒やトルエン、アセトン等を用いることが好ましい。反応温度としては、セルロース繊維の黄変や重合度の低下等の変質を抑制し、反応速度を確保する観点で、40〜100℃程度が好ましい。反応時間については用いる修飾剤や処理条件により適宜選定すればよい。
【0039】
化学修飾によりセルロース繊維に導入する官能基としては、例えば、アセチル基、メタクリロイル基、プロパノイル基、ブタノイル基、iso−ブタノイル基、ペンタノイル基、ヘキサノイル基、ヘプタノイル基、オクタノイル基、メチル基、エチル基、プロピル基、iso−プロピル基、ブチル基、iso−ブチル基、tert−ブチル基、ペンチル基、ヘキシル基、ヘプチル基、オクチル基等が挙げられる。
【0040】
反応性基を導入する場合は、例えば反応性基を導入できるシランカップリング剤が好ましく用いられる。シランカップリング剤としては、例えば、ビニルトリメトキシシラン、ビニルトリエトキシシラン、メタクリロキシプロピルトリメトキシシラン、メタクリロキシプロピルトリエトキシシラン、メタクリロキシプロピルメチルジメトキシシラン等のビニル基を末端に有するシランカップリング剤、グリシドキシプロピルトリメトキシシラン、グリシドキシプロピルトリエトキシシラン、グリシドキシプロピルメチルジメトキシシラン等のエポキシ基を末端に有するシランカップリング剤、メルカプトプロピルトリメトキシシラン、メルカプトプロピルトリエトキシシラン等のメルカプト基を末端に有するシランカップリング剤等が挙げられる。これらの中で、末端にエポキシ基、あるいはビニル基を有するものが好ましく用いられる。
【0041】
これらの官能基は一種、あるいは二種以上が導入されていてもよい。特に、マトリクス樹脂が有する官能基と同一、あるいは同種の官能基、またはマトリクス樹脂に対して反応性を有する官能基を導入することで、セルロース繊維とマトリックス樹脂との親和性を向上させたり、セルロース繊維とマトリックス樹脂の間で共有結合を形成させたりすることが可能となるため、セルロース繊維のマトリックス樹脂中への均一な分散性が確保でき、良好な機械的強度や耐熱性、低い線膨張係数等の物性向上効果が得られる。
【0042】
好ましい官能基としては、アセチル基、メタクリロイル基、プロパノイル基である。シランカップリング剤としては、ビニルトリメトキシシラン、ビニルトリエトキシシランが好ましい。
【0043】
第2工程でセルロース繊維を表面処理した溶媒から、樹脂を溶解させる溶媒に置換させてもよい。溶媒としては、繊維に化学的または物理的損傷を与えず、繊維が溶媒中に分散できればよい。アルコール類としてはメタノール、エタノール、2−プロパノール等、ケトン類としてはアセトン、メチルエチルケトン、メチルブチルケトン、シクロヘキサノン等、エーテル類としてはテトラヒドロフラン、ジエチルエーテル等、芳香族炭化水素類としてはトルエン、キシレン等、ハロゲン化炭化水素類等が使用できる。また樹脂を溶解する観点からメチルクロライドが好ましく用いられる。これらの溶媒は、単独でまたは二種以上組み合わせても使用できる。
【0044】
置換方法としては、限外ろ過方法、減圧蒸留方法、デカンテーション方法、共沸方法による水の除去、エバポレーター、膜分離方法が挙げられる。
【0045】
〔第3工程〕
(湿式粉砕方式)
本発明においては、これらの繊維をミクロフィブリル化する方法は、グラインダー、高速ミキサー、ホモジナイザー、高速衝撃ミル、バンバリーミキサー、ホモミキサー、ニーダー、ボールミル、振動ボールミル、遊星ボールミル、アトライター、サンドミル、ビーズミル、コロイドミル、ジェットミル、ローラーミル、トロンミル、高速ストーンミル、高圧ホモジナイザー等を用い、機械的に粉砕処理し、微細化したミクロフィブリル状のセルロース繊維とするが、含有されるセルロースが繊維状態を保持している限りにおいては、その解繊維処理方法について何ら制限はない。
【0046】
解繊時のセルロース繊維濃度は、溶媒に対して0.1質量%以上、50質量%以下で行えるが、0.5質量%以上、30質量%以下が好ましい。
【0047】
特に平均繊維径の均一性を達成するためには、以下に挙げる高せん断な機械式粉砕方式が好ましい。透明な樹脂にセルロース繊維を添加し、均一分散しても平均繊維径が2nm以上、200nm以下でないと透明性を維持できない、これらのことからも第3工程の粉砕方式は以下に挙げる高せん断な機械式粉砕方式が好ましい。
【0048】
(高せん断な機械式粉砕方式(メディア分散))
微細化する観点からメディア分散機が好ましく、ボールミル、サンドミル、ビーズミル等のミル類を挙げることができる。これらの分散機は直列に配置して1パスで分散してもよく、複数回繰り返し分散して、繊維径を小さくすることも可能である。
【0049】
本発明において好ましく用いられるメディア分散機のメディアとしては、5mm以下、好ましくは3mm以下、さらに好ましくは1mm以下のビーズが好ましい。ビーズとしてはセラミックスビーズが好ましい。
【0050】
メディア分散機を直列に2機以上配列することも可能であり、その際には、前後の分散機のビーズ粒径としては、前側の分散機のビーズの方が大きい粒径のビーズを用いたものであることが好ましい。
【0051】
メディア分散機に使用されるセラミックスビーズに用いられるセラミックスとしては、例えば、Al2O3、BaTiO3、SrTiO3、MgO、ZrO、BeO、Cr2O3、SiO2、SiO2−Al2O3、Cr2O3−MgO、MgO−CaO、MgO−C、MgO−Al2O3(スピネル)、SiC、TiO2、K2O、Na2O、BaO、PbO、B2O3、SrTiO3(チタン酸ストロンチウム)、BeAl2O4、Y3Al5O12、ZrO2−Y2O3(立方晶ジルコニア)、3BeO−Al2O3−6SiO2(合成エメラルド)、C(合成ダイヤモンド)、Si2O−nH2O、チッカ珪素、イットリウム安定化ジルコニア、ジルコニア強化アルミナ等が好ましい。分散時におけるビーズや分散機との摩擦による不純物生成が少ない等の理由から、イットリウム安定化ジルコニア、ジルコニア強化アルミナ(これらジルコニアを含有するセラミックスを以下においてジルコニアと略す)が特に好ましく用いられる。
【0052】
(高せん断な機械式粉砕方式(高圧粉砕方式))
高圧ホモジナイザーについては、一般には(a)分散質が狭間隙(75〜350μm程度)を高圧、高速で通過する際に生じる「せん断力」、(b)高圧化の狭い空間で液−液衝突、あるいは壁面衝突させるときに生じる衝撃力は変化させずに、その後の圧力降下によるキャビテーション力をさらに強くすることで、均一で効率のよい分散が行われると考えられている。この種の分散装置としては、古くはゴーリンホモジナイザーが挙げられるが、この装置では、高圧で送られた被分散液が円柱面上の狭い間隙で高速流に変換され、その勢いで周囲の壁面に衝突し、その衝撃力で乳化・分散が行われる。上記液−液衝突としては、マイクロフルイダイザーのY型チャンバー、特開平8−103642号に記載のような球形型の逆止弁を利用した球形チャンバー等が挙げられ、液−壁面衝突としては、マイクロフルイダイザーのZ型チャンバー等が挙げられる。分散効率を上げるため、高速流部を鋸刃状にして衝突回数を増やす等の工夫を施したものも考案されている。このような装置の代表例として、ゴーリンホモジナイザー、マイクロフルイデックス・インターナショナル・コーポレーション社製のマイクロフルイダイザー、みづほ工業(株)製のマイクロフルイダイザー、特殊機化工業(株)製のナノマイザー、スギノマシン(株)の高圧粉砕システム「アルテマイザー HJP−25005」等が挙げられる。また、特開平8−238848号、同8−103642号、米国特許第4,533,254号にも記載されている。
【0053】
粉砕方式については、平均繊維径が2nm以上、200nm以下のものなら特に限定されない。
【0054】
(平均繊維径の測定方法)
平均繊維径は、単繊維の平均径となる。また、本発明に係わる繊維は、複数(多数であってもよい)本の単繊維が束状に集合して1本の糸状を構成しているものであってもよく、この場合、平均繊維径は1本の糸状の径の平均値として定義されている。
【0055】
具体的には、繊維の大きさは、透過型電子顕微鏡にて観察し、視野内で無作為に選んだ100個の粒子の幅(短軸長)及び長さ(長軸長)を集計し、その平均値を算出することより求めた。
【0056】
平均繊維径は具体的には以下の手順により知ることができる。まず、支持体上に塗布されたミクロフィブリル化セルロース膜を接着剤により適当なホルダーに貼り付け、支持体面とほぼ平行な方向にダイヤモンドナイフを用いて厚さ0.1〜0.2μmの超薄切片を作製する。この際、ミクロフィブリル化セルロース膜の上端と下端を光学顕微鏡により観察し、切削が支持体面にほぼ平行、すなわち切削角度として1度以下で行われていることを確認する。
【0057】
作製された超薄切片は、銅メッシュに支持され、グロー放電により親水化されたカーボン膜上に移し、液体窒素により−130℃以下に冷却しながら、透過型電子顕微鏡(以下、TEMと称す)により倍率として5,000〜40,000倍にて明視野像を観察し、画像はフィルム、イメージングプレート、CCDカメラ等に素早く記録する。この際、観察される視野としては、切片に破れや弛みがない部分を適宜選択することが好ましい。
【0058】
カーボン膜としては、極薄いコロジオン、ホルムバール等有機膜に支持されたものを使用することは好ましく、さらに好ましくは、岩塩基板上に形成し基板を溶解除去して得るか、または、上記有機膜を有機溶媒、イオンエッチングにより除去して得られたカーボン単独の膜である。
【0059】
TEMの加速電圧としては、80〜400kVが好ましく、特に好ましくは80〜200kVである。
【0060】
〔第4工程〕
(樹脂との混合方法、成形体形成方法)
(樹脂について)
次に本発明に用いられる樹脂(マトリックス樹脂)について説明する。
【0061】
樹脂としては、一般的に市販されている汎用プラスチックとして以下のものが挙げられる。ポリエチレン(PE)、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン、ポリスチレン(PS)、ポリビニルアルコール(PVA)、ポリ酢酸ビニル(PVAc)、テフロン(登録商標)(ポリテトラフルオロエチレン、PTFE)、ABS樹脂(アクリロニトリルブタジエンスチレン樹脂)、AS樹脂、アクリル樹脂(PMMA)等である。
【0062】
また強度や壊れにくさを特に要求される場合、以下のものが挙げられる。ポリアミド(PA)、ナイロン、ポリアセタール(POM)、ポリカーボネート(PC)、変性ポリフェニレンエーテル(m−PPE、変性PPE、PPO)、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、グラスファイバー強化ポリエチレンテレフタレート(GF−PET)、環状ポリオレフィン(COP)等である。
【0063】
さらに高い熱変形温度と長期使用できる特性を要求される場合、以下のものが挙げられる。ポリフェニレンスルファイド(PPS)、ポリテトラフロロエチレン(PTFE)、ポリスルホン、ポリエーテルサルフォン、非晶ポリアリレート、液晶ポリマー、ポリエーテルエーテルケトン、熱可塑性ポリイミド(PI)、ポリアミドイミド(PAI)等である。
【0064】
また光学フィルム用の樹脂としては、トリアセチルセルロース(TAC)、ジアセチルセルロース(DAC)等が用いられる。
【0065】
これらの一般的な樹脂は、種類も豊富であるが、種類が同じで分子量違いの市販品も市場には多数存在しているので、用途にそって種類、分子量の組み合わせを行うことが可能である。
【0066】
また特に好ましい樹脂としては、ポリエチレンテレフタレート(PET)、ポリカーボネート(PC)、アクリル樹脂(PMMA)、トリアセチルセルロース(TAC)、ジアセチルセルロース(DAC)等が挙げられる。
【0067】
(セルロース繊維含有樹脂成形体の製造方法)
本発明のセルロース繊維含有樹脂成形体の製造方法は、1種類のセルロース繊維または1種類以上のセルロース繊維を溶媒中で均一に分散した後、マトリックス樹脂を溶解させて溶媒キャスト方法により、フィルム化する方法がある。
【0068】
また、溶媒に溶解しない樹脂との混合の場合、セルロース繊維分散液を一度、凍結乾燥等の凝集しない乾燥方法で、乾燥した後、溶融状態の樹脂に粉体添加して成形体を作製する方法等があるが、セルロース繊維とマトリックス樹脂を混合できればよく、混合する方法はこれに限定しない。
【0069】
第4工程の混練に用いることのできる装置としては、ラボプラストミル、ブラベンダー、バンバリーミキサー、ニーダー、ロール等のような密閉式混練装置またはバッチ式混練装置を挙げることができる。また、単軸押出機、二軸押出機等のように連続式の混練装置を用いて製造することもできる。
【0070】
図1に示したような伸長流動混練室を樹脂の吐出部に装着した混練機中で、樹脂を溶融させ、これに、セルロース繊維を添加して溶融混練する伸長流動混練方法によりセルロース繊維を樹脂中に分散させた後、溶融した複合材料をストランド状に押し出してペレット化する方法もある。
【0071】
図1は伸張流動混練機の伸長流動混練室の断面図であり、樹脂組成物の流路を示している。セルロース繊維と樹脂の混合物の混練は、先ず第1の環状流路2aから第1のスリット流路2bへと移動して第1のスリット流路2bを通過する際と、第2の環状流路2cから第2のスリット流路2dへと移動して第2のスリット流路2dを通過する際との2段階で伸長流動混合が行われる。前記混合の原理は、前記大小の通路2a、2b、2c、2dをセルロース繊維と樹脂の混合物が通過する際の流速の変化に伴い、被混合物が引き延ばされて混合し、微分散されるという原理に基づくものである。セルロース繊維と樹脂を混合する方法として前記伸長流動混合法を適用することで、混合過程においてセルロース繊維に対して過度のせん断をかけることなく、繊維の切断や結晶性の破壊を抑制して繊維形態を保持したまま、樹脂への均一分散が可能であり、この方法で得られた樹脂成形体は、従来の混練方法にて作製された樹脂成形体と比較して、力学特性、熱特性(耐熱性、線膨張率)が大幅に改善される。
【0072】
樹脂成形体としては、電気・電子、機械、自動車、建材等の産業分野で広く用いられている各種繊維状強化材料であり、フィルム形状のものも含まれる。
【0073】
セルロース繊維のマトリックス樹脂に対する含有量は、1体積%以上、60体積%以下で、好ましくは2体積%以上、50体積%以下、さらに好ましくは3体積%以上、40体積%以下が好ましい。
【実施例】
【0074】
以下に本発明の実施例を示すが、本発明はこれらの実施例に限定されるものではない。
【0075】
先ず、本発明に係るセルロース繊維分散液とセルロース繊維含有樹脂複合材料の評価方法について以下に記す。
【0076】
(分散液の評価方法)
(1)光線透過率
試験片として、長さ1cm、幅1cm、厚み2mmの成形体を用いて、分光光度計ASTM D−1003に従って可視光線の入射光量に対する全透過光量と散乱光を測定した。その550nmの測定結果で評価した。
【0077】
(2)線膨張係数
試験片として、長さ2cm、幅2mm、厚み80μmの成形体を用いて、40〜80℃の範囲で温度を変化させ、線膨張係数を測定した。測定装置はSII(セイコーインスツルメンツ)社EXSTAR6000 TMA/SS6100を用いた。
【0078】
(3)ヘイズ
三菱化学社製SEP−PT−706Dを用いてヘイズを測定した。
【0079】
(樹脂複合材料の評価方法)
(1)引張強度
試験片として、長さ5cm、幅1cm、厚み2mmの成形体を用いて、インストロン社製ツインコラムモデル3360シリーズの引張試験機を用いて引張試験を行った。引張速度は毎分1cmとした。
【0080】
(2)線膨張係数
試験片として、長さ1cm、幅1cm、厚み2mmの成形体を用いて、40〜80℃の範囲で温度を変化させ、線膨張係数を測定した。測定装置はSII(セイコーインスツルメンツ)社EXSTAR6000 TMA/SS6100を用いた。
【0081】
(3)光線透過率
試験片として、長さ1cm、幅1cm、厚み2mmの成形体を用いて、分光光度計ASTM D−1003に従って可視光線の入射光量に対する全透過光量と散乱光を測定した。その550nmの測定結果で評価した。
【0082】
実施例1
〈セルロース繊維について〉
(製造例1)
針葉樹から得られた亜硫酸漂白パルプを、乾式粉砕機 大阪ケミカル社製Wonder Blenderにて5分間粉砕した。これを純水に1.0質量%となるように添加し、スターラーを用いて攪拌した。この水分散液をセルロース繊維Aとした。得られたセルロース繊維は光学顕微鏡観察結果より、平均繊維径200μmに解繊されていた。(第1工程)
(製造例2)
針葉樹から得られた亜硫酸漂白パルプを、エタノールに1.0質量%となるように添加し、株式会社日本精機製作所製 エクセルオートホモジナイザーを用いて1000回転/分で15分間、セルロース繊維を解繊した。このエタノール分散液をセルロース繊維Bとした。得られたセルロース繊維は走査型電子顕微鏡観察結果より、平均繊維径100μmに解繊されていた。(第1工程)
(製造例3)
針葉樹から得られた亜硫酸漂白パルプを、純水に1.0質量%となるように添加し、株式会社日本精機製作所製エクセルオートホモジナイザーを用いて3000回転/分で15分間、セルロース繊維を解繊した。この水分散液をセルロース繊維Cとした。得られたセルロース繊維は走査型電子顕微鏡観察結果より、平均繊維径1μmに解繊されていた。(第1工程)
(製造例4)
製造例1で作製したセルロース繊維A水分散液を、IKA社製ウルトラタラックスにて15000回転/分で15分間処理した。この水分散液をセルロース繊維Dとした。得られたセルロース繊維は走査型電子顕微鏡観察結果より、平均繊維径は200nmに保たれていた。(第1工程)
(製造例5)
製造例1〜4のセルロース繊維A〜Dを、表1記載の方法にてセルロース繊維が1.0質量%になるようにトルエン溶媒に置換した。(第1′工程)
三菱化学社製カールフィッシャーにて水分量が0.1%以下になるまで置換を行った。得られたサンプルをA−1〜D−1とした。
【0083】
(製造例5′)
針葉樹から得られた亜硫酸漂白パルプを、トルエンに1.0質量%となるように添加し、株式会社日本精機製作所製 エクセルオートホモジナイザーを用いて1000回転/分で15分、セルロース繊維を解繊した。このトルエン分散液をセルロース繊維Eとした。得られたセルロース繊維は走査型電子顕微鏡観察結果より、平均繊維径100μmに解繊されていた。(第1工程)
トルエン溶媒のため溶媒置換(第1′工程)を省略した。本サンプルをセルロース繊維E−1とした。
【0084】
(製造例6)
製造例5、5′で得られたセルロース繊維A−1〜E−1分散液250質量部に無水酢酸250質量部を加えて、室温で3時間攪拌した。次に分散した繊維をろ過し、500質量部の水で3回水洗した後、200質量部のエタノールで2回洗浄した。さらに、500質量部の水で2回水洗を行った後、メチルクロライドで3回洗浄した。その後、セルロース繊維が1.0質量%になるようにメチルクロライド分散液を調製した。
【0085】
また、表1記載のサンプルは、メチルクロライドで3回洗浄した後、表1記載の乾燥方法で乾燥してセルロース繊維が1.0質量%になるようにメチルクロライドを加えて、分散液を調製した。
【0086】
得られたサンプルをA−2〜E−2とした。(第2工程)
(製造例7)
製造例6で得られたB−2、E−2を、株式会社日本精機製作所製エクセルオートホモジナイザーを用いて1000回転/分で15分、セルロース繊維を解繊した。この分散液をセルロース繊維B−3、E−3とした。また3000回転/分で15分、セルロース繊維を解繊した。この分散液をセルロース繊維B−4、E−4とした。得られたセルロースの平均繊維径は走査型電子顕微鏡観察結果より、表1へ記載した。最終的にセルロース繊維が1.0質量%になるようにメチルクロライド分散液を調製した。(第3工程)
(製造例8)
製造例6で得られたC−2を、機械式粉砕方式としてIKA社製ウルトラタラックスにて15000回転/分で15分、セルロース繊維を解繊した。この分散液をセルロース繊維C−3とした。得られたセルロースの平均繊維径は走査型電子顕微鏡観察結果より、表1へ記載した。最終的にセルロース繊維が1.0質量%になるようにメチルクロライド分散液を調製した。(第3工程)
(製造例9)
製造例6で得られたD−2を、高せん断な機械式粉砕方式としてウルトラアペックスミルUAM−015(寿工業株式会社製)にて、0.5mmビーズを用いて、周速6m/secで1時間セルロース繊維を解繊した。この分散液をセルロース繊維D−3とした。得られたセルロースの平均繊維径は走査型電子顕微鏡観察結果より、表1へ記載した。最終的にセルロース繊維が1.0質量%になるようにメチルクロライド分散液を調製した。(第3工程)
(分散液の評価)
目視により下記基準で分散液の評価を行った。
【0087】
分散:目視で分散しており、1昼夜放置しても沈降なし
凝集:目視で凝集しており、1昼夜放置しても沈降あり
(製造例10)
表1記載のセルロース繊維にジアセチルセルロース(DAC−L20)を溶媒量に対して20質量%になるように添加し、溶解するまで攪拌した。その後、1日静置して脱泡処理を行い、80μmの間隙のブレードを用いて製膜を行った。
【0088】
得られたサンプルを前記評価法で評価した。評価結果を表1に示す。
【0089】
【表1】
【0090】
実施例2
繊維複合材料101〜114の作製(第4工程)
表2に示すセルロース繊維と樹脂を、表2に記載の配合組成(質量比)に従ってブレンドした後、真空乾燥機を用いて60℃、12時間乾燥させた。次に、二軸押出機(東芝機械社製 TEM35型)を用い、バレル温度180〜280℃、スクリュー回転数200rpm、吐出量10kg/hの条件にて溶融混練し、押出機先端から吐出された樹脂をペレット状にカッティングして樹脂組成物のペレットを得た。得られたペレットについて、70℃、24時間真空乾燥した後、射出成形機(東芝機械社製 IS−80G型)を用いて、物性測定用試験片;150mm×50mm×2mmを作製し、得られたサンプルを前記評価法で評価した。評価結果を表2に示す。
【0091】
【表2】
【0092】
実施例3
繊維複合材料201〜214の作製(第4工程)
表3に示すセルロース繊維と樹脂を、表3記載の配合組成(質量部)に従ってブレンドした後、真空乾燥機を用いて60℃、12時間乾燥させた。次に、溶融樹脂の吐出部に図1に示した伸長流動混練室を備えた伸長流動混練機を用い、バレル温度180〜280℃、吐出量10kg/hの条件にて溶融混練し、押出機先端から吐出された樹脂をペレット状にカッティングして繊維複合材料のペレットを得た。また、得られたペレットについて、70℃、24時間真空乾燥した後、射出成形機(東芝機械社製IS−80G型)を用いて、物性測定用試験片;150mm×50mm×2mmを作製し、得られたサンプルを前記評価法で評価した。評価結果を表3に示す。
【0093】
【表3】
【0094】
表1、2、3より、本発明は疎水性の樹脂中にミクロフィブリル化セルロース(MFC)を均一に分散させることができ、疎水性の樹脂の透明性を維持したまま、樹脂成形体であるポリマーフィルムまたはポリマーコンポジットの引張強度、線膨張係数、透過率を大幅に向上できることが分かる。
【符号の説明】
【0095】
1 伸長流動混練室
2 伸長流動混練部
2a 第1の流路
2b 第1のスリット流路
2c 第2の流路
2d 第2のスリット流路
3 樹脂組成物供給口
4 樹脂組成物排出口
【特許請求の範囲】
【請求項1】
溶媒中でセルロース繊維を湿式粉砕方式にて平均繊維径が2nm以上、100μm以下に粉砕する第1工程、粉砕したセルロース繊維を疎水性に表面処理する第2工程及び表面処理したセルロース繊維を平均繊維径が2nm以上、200nm以下に粉砕する第3工程を有し、前記第3工程で粉砕したセルロース繊維と樹脂を混合した後、成形することを特徴とする樹脂成形体の製造方法。
【請求項2】
前記第1工程と第2工程の間に、第1工程で用いた溶媒を有機溶媒へ置換する第1′工程を有することを特徴とする請求項1に記載の樹脂成形体の製造方法。
【請求項3】
前記第3工程後、粉砕したセルロース繊維に樹脂を混合した後、機械式混合機により均一分散する第4工程を有することを特徴とする請求項1または2に記載の樹脂成形体の製造方法。
【請求項4】
前記第1工程の溶媒が水であることを特徴とする請求項1〜3のいずれか1項に記載の樹脂成形体の製造方法。
【請求項5】
前記第1′工程の有機溶媒への置換方法が、膜分離方法または減圧蒸留方法であることを特徴とする請求項2〜4のいずれか1項に記載の樹脂成形体の製造方法。
【請求項6】
前記第3工程の粉砕が、機械式粉砕方式であることを特徴とする請求項1〜5のいずれか1項に記載の樹脂成形体の製造方法。
【請求項7】
前記第1工程の平均繊維径が2nm以上、1μm以下であることを特徴とする請求項1〜6のいずれか1項に記載の樹脂成形体の製造方法。
【請求項8】
前記第4工程の機械式混合機が、2軸混練機または伸張流動混練機であることを特徴とする請求項3〜7のいずれか1項に記載の樹脂成形体の製造方法。
【請求項1】
溶媒中でセルロース繊維を湿式粉砕方式にて平均繊維径が2nm以上、100μm以下に粉砕する第1工程、粉砕したセルロース繊維を疎水性に表面処理する第2工程及び表面処理したセルロース繊維を平均繊維径が2nm以上、200nm以下に粉砕する第3工程を有し、前記第3工程で粉砕したセルロース繊維と樹脂を混合した後、成形することを特徴とする樹脂成形体の製造方法。
【請求項2】
前記第1工程と第2工程の間に、第1工程で用いた溶媒を有機溶媒へ置換する第1′工程を有することを特徴とする請求項1に記載の樹脂成形体の製造方法。
【請求項3】
前記第3工程後、粉砕したセルロース繊維に樹脂を混合した後、機械式混合機により均一分散する第4工程を有することを特徴とする請求項1または2に記載の樹脂成形体の製造方法。
【請求項4】
前記第1工程の溶媒が水であることを特徴とする請求項1〜3のいずれか1項に記載の樹脂成形体の製造方法。
【請求項5】
前記第1′工程の有機溶媒への置換方法が、膜分離方法または減圧蒸留方法であることを特徴とする請求項2〜4のいずれか1項に記載の樹脂成形体の製造方法。
【請求項6】
前記第3工程の粉砕が、機械式粉砕方式であることを特徴とする請求項1〜5のいずれか1項に記載の樹脂成形体の製造方法。
【請求項7】
前記第1工程の平均繊維径が2nm以上、1μm以下であることを特徴とする請求項1〜6のいずれか1項に記載の樹脂成形体の製造方法。
【請求項8】
前記第4工程の機械式混合機が、2軸混練機または伸張流動混練機であることを特徴とする請求項3〜7のいずれか1項に記載の樹脂成形体の製造方法。
【図1】

【公開番号】特開2011−98998(P2011−98998A)
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願番号】特願2009−252729(P2009−252729)
【出願日】平成21年11月4日(2009.11.4)
【出願人】(000001270)コニカミノルタホールディングス株式会社 (4,463)
【Fターム(参考)】
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願日】平成21年11月4日(2009.11.4)
【出願人】(000001270)コニカミノルタホールディングス株式会社 (4,463)
【Fターム(参考)】
[ Back to top ]