
樹脂成形加工機用の洗浄用樹脂組成物
【課題】樹脂の成形加工機を洗浄剤で洗浄し、次に使用する樹脂で前記洗浄剤を押し出して除去するとき、除去処理の終了時の判定が容易にでき、洗浄剤除去のために使用する樹脂量を減少、あるいは、洗浄剤残留が原因の不良を低減させることができる、樹脂成形加工機用の洗浄用樹脂組成物及びその洗浄方法を提供。
【解決手段】熱可塑性樹脂に蛍光を発生するトレーサー物質を添加し、樹脂成形加工機用の洗浄用樹脂組成物をえた。この洗浄用樹脂組成物を用いて、樹脂成形加工機を洗浄した後、次に使用する成形用樹脂により洗浄後、樹脂成形加工機に残留する前記洗浄用樹脂組成物を押出し、成形体表面に蛍光の有無を確認することにより、前記洗浄用樹脂組成物の残留の有無を判定する。
【解決手段】熱可塑性樹脂に蛍光を発生するトレーサー物質を添加し、樹脂成形加工機用の洗浄用樹脂組成物をえた。この洗浄用樹脂組成物を用いて、樹脂成形加工機を洗浄した後、次に使用する成形用樹脂により洗浄後、樹脂成形加工機に残留する前記洗浄用樹脂組成物を押出し、成形体表面に蛍光の有無を確認することにより、前記洗浄用樹脂組成物の残留の有無を判定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂成形加工機用の洗浄用樹脂組成物と、それを用いた樹脂成形加工機の洗浄方法に関する。
【背景技術】
【0002】
熱可塑性樹脂は、射出成形品、押出成形品、フィルム等に幅広く利用されている。これらのプラスチック成形品は多品種少量生産の傾向にあり、品種の切替え頻度が多くなっているため、品種切替え時の成形機内の洗浄が品質管理上重要となってきている。熱可塑性樹脂の成形加工において、品種切替えの際における成形機の洗浄法としては、洗浄剤で洗浄する方法が知られている。
【0003】
この洗浄剤による洗浄法の場合も、完全に前剤を排出できても洗浄剤が残留したりするという問題がある。
【0004】
このように洗浄剤が残留した場合、次に成形加工する樹脂を流して前記洗浄剤を押し出すことが行われているが、どの時点で終了するかの判断が難しく、次の樹脂への置換に多量の樹脂と長い時間を必要とするという問題がある。
【0005】
特許文献1、2には、蛍光物質を使用した発明が開示されているが、樹脂の成形加工機に使用する洗浄剤とは全く異なる技術分野のものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−289287号公報
【特許文献2】特許第3836302号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、樹脂の成形加工機を洗浄剤で洗浄し、次に使用する樹脂で前記洗浄剤を押し出して除去するとき、除去処理の終了時の判定が容易にでき、前記洗浄剤除去のために使用する樹脂量を減少させることができる、あるいは、洗浄剤使用後の洗浄剤残留が原因の不良を低減させることができる、樹脂成形加工機用の洗浄用樹脂組成物を提供することを1つの課題とする。
【0008】
また本発明は、上記洗浄用樹脂組成物を用いた樹脂成形加工機の洗浄方法を提供することを他の課題とする。
【課題を解決するための手段】
【0009】
本発明は、課題の解決手段として、
熱可塑性樹脂とトレーサー物質を含有する樹脂成形加工機用の洗浄用樹脂組成物であって、
前記トレーサー物質が蛍光を発生するものであり、前記樹脂組成物を用いて樹脂成形加工機を洗浄した後、前記樹脂成形加工機内に前記樹脂組成物が残留しているかどうかを確認するための指標となるものである、樹脂成形加工機用の洗浄用樹脂組成物を提供する。
【0010】
本発明は、他の課題の解決手段として、
請求項1〜3のいずれか1項記載の洗浄用樹脂組成物を用いた樹脂成形加工機の洗浄方法であって、
前記洗浄用樹脂組成物を用いて、樹脂の成形加工を実施した後の樹脂成形加工機を洗浄する工程と、
洗浄終了後において、次に使用する成形用樹脂により、洗浄後の樹脂成形加工機に残留する前記洗浄用樹脂組成物を押出除去する工程を有しており、
前記洗浄用樹脂組成物の押出除去工程において、次に使用する成形用樹脂からなる成形体を得た後、前記成形体表面の蛍光の有無を確認することにより、前記洗浄用樹脂組成物の残留の有無を判定する、樹脂成形加工機の洗浄方法を提供する。
【発明の効果】
【0011】
本発明の洗浄用樹脂組成物を用いて樹脂成形加工機を洗浄することにより、洗浄用樹脂組成物の残留の有無が容易に確認できるため、前記洗浄用樹脂組成物を押出除去するために、過剰量の樹脂を使用する必要が無くなり、全体の洗浄時間も短縮できる。また、前記洗浄用樹脂組成物が十分に押出除去されていない段階で成形を開始してしまい、成型品中に洗浄剤組成物が残留して発生する不良を低減することができる。
【図面の簡単な説明】
【0012】
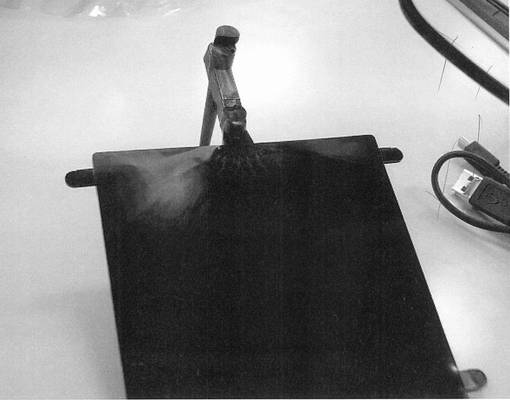
【図1】実施例1において、洗浄用樹脂組成物が残留しているかどうかの確認方法を説明するための写真。
【発明を実施するための形態】
【0013】
<樹脂成形加工機用の洗浄用樹脂組成物>
本発明の洗浄用樹脂組成物に含まれる樹脂は、樹脂成形加工機の洗浄用として公知のものを用いることができ、例えば、スチレン系樹脂、ポリカーボネート系樹脂、ポリプロピレン等のオレフィン系樹脂、ポリフェニレンスルフィド系樹脂、ポリメタクリレート、ポリアミド系樹脂、ポリエステル系樹脂、ポリサルホン系樹脂(PSF)、ポリアセタール、ポリエーテルエーテルケトン(PEEK)、ポリエーテルイミド(PEI)、ポリエーテルスルホン(PES)、ポリアミドイミド(PAI)、ポリイミド(PI)等を挙げることができる。
【0014】
本発明の洗浄用樹脂組成物に含まれるトレーサー物質は、蛍光を発生するものである。前記トレーサー物質は、前記洗浄用樹脂組成物を用いて樹脂成形加工機を洗浄した後、前記樹脂成形加工機内に前記洗浄用樹脂組成物が残留しているかどうかを確認するための指標となるものである。
【0015】
トレーサー物質は蛍光を発生するものであればよく、例えば、蛍光増白剤、蛍光顔料、蛍光染料から選ばれるものを用いることができる。
【0016】
蛍光増白剤としては、ベンゾキサゾイル誘導体、クマリン誘導体、スチレンビフェニル誘導体、ピラゾロン誘導体等を挙げることができ、これらの中でも具体的には、クラリアント社のHostalux等のプラスチック用の蛍光増白剤が好ましい。
【0017】
蛍光顔料としては、有機蛍光顔料、無機蛍光顔料で公知のものを使用することができ、具体的には、デイグロ社のデイグロLFYシリーズ、シンロイヒ社製シンロイヒカラーFZ2000シリーズ等を挙げることができる。
【0018】
蛍光染料としては、ローダミン、クマリン、ナフタルイミド、ベンゾキサンテン、アクリジン、フルオレセインなど公知のもの等を挙げることができる。
【0019】
本発明の洗浄用樹脂組成物は、その他の成分として、必要に応じて、公知の成形加工機の洗浄剤に含まれている有機繊維、無機充填剤、界面活性剤、有機燐化合物、多価アルコール、金属石鹸等を配合することができる。
【0020】
有機繊維としては、セルロース繊維、ナイロン繊維、ポリエステル繊維、アクリル繊維等を用いることができる。
【0021】
無機充填剤としては、ガラス繊維、金属繊維、溶融スラグ、鉄鋼スラグ又はこれらの破砕物、人造鉱物繊維、ウォラストナイトから選ばれるものを挙げることができ、繊維状のもの、非繊維状のもの(粉末状、粒状、破砕物等)を用いることができる。
【0022】
本発明の洗浄用樹脂組成物は、上記各成分を、ヘンシェルミキサー、タンブラーブレンダー、ニーダー等の混合機で予備混合した後、押出機で混練したり、加熱ロール、バンバリーミキサーで溶融混練したりすることによって製造することができる。
【0023】
本発明の洗浄用樹脂組成物は、そのまま押出加工機の洗浄用として使用することができるほか、洗浄用樹脂組成物のマスターバッチとしても使用することができる。
【0024】
本発明の洗浄用樹脂組成物におけるトレーサー物質の含有量は、洗浄時において蛍光が検出可能な程度に設定すればよく、本発明の洗浄用樹脂組成物を上記マスターバッチとして使用する場合には、トレーサー物質を含まない洗浄用樹脂組成物で希釈することを考慮して、予め高濃度で含有させておくことが好ましい。
【0025】
<樹脂成形加工機の洗浄方法>
次に、本発明の洗浄用樹脂組成物を用いた押出加工機の洗浄方法の発明を工程ごとに説明する。なお、本発明における樹脂成形加工機の洗浄方法は、樹脂成形加工機の洗浄用樹脂組成物による洗浄と、前記洗浄用樹脂組成物の除去までを含めたものである。
【0026】
まず、本発明の洗浄用樹脂組成物を用いて、樹脂の成形加工を実施した後の樹脂成形加工機を洗浄する。この洗浄方法自体は、公知の洗浄方法を適用すればよい。
【0027】
この工程にて使用する洗浄用樹脂組成物中のトレーサー物質の含有量は、洗浄用樹脂組成物の残留の存在を確認できる量であればよく、組成物中の含有量は0.005質量%以上が好ましく、トレーサー物質自体が過度に残留することがないようにする観点から、より好ましくは0.01〜2.0質量%であり、さらに好ましくは0.02〜1.0質量%である。
【0028】
次の工程では、洗浄終了後において、次に使用する成形用樹脂により、洗浄後の樹脂成形加工機に残留する洗浄用樹脂組成物を押出除去する。この押出除去工程において、次に使用する成形用樹脂からなる成形体(例えば、シート状成形体)を得た後、成形体表面の蛍光の有無を確認する。
【0029】
蛍光の有無の確認手段は、トレーサー物質の種類により異なるが、プラスチック用の蛍光増白剤を使用した場合には、波長350〜400nmの紫外線を照射する方法を適用することができる。このとき、波長350〜400nmの紫外線を照射して蛍光が確認できれば、再度、次に使用する成形用樹脂による洗浄を行い、同様にして押し出された成形体の蛍光の有無を確認し、最終的に蛍光が確認できなくなるまで繰り返す。
【0030】
本発明の洗浄方法を適用することにより、洗浄用樹脂組成物の残留の有無が容易に確認できるため、前記洗浄用樹脂組成物を押出除去するために、過剰量の樹脂を使用する必要が無くなり、洗浄に要する時間も短縮できる。
【実施例】
【0031】
実施例1
射出成形機(三菱重工業(株)製「三菱射出成形機265/100MSII」)を用い、成形温度230℃で、ABS樹脂1kgを流して成形した。その後、表1に示す実施例1の組成物(トレーサー物質含有)を流した。
【0032】
次に、黒に着色したPOM(ポリプラスチックス社製,ジュラコンM90-44)を射出成形機に投入し、試験成形品(100mm×100mm×3mm)の成形を行った。
【0033】
成形開始後、1、2枚目の試験成形品は、目視にて実施例1の洗浄用樹脂組成物の混入が見られたが、3枚目の試験成形品は、目視では実施例1の洗浄用樹脂組成物の混入がないように判断された。そこで、これにUV光(波長365nm)を照射すると、一部が発光したため(図1)、実施例1の洗浄用樹脂組成物の混入(即ち、射出成形機中に実施例1の洗浄用樹脂組成物が残留していること)が確認された。その後、10枚目の試験成形品を成形した時点にて、発光が確認されなくなったため、この時点で射出成形機中に実施例1の洗浄用樹脂組成物が残留していないと判断した。
【0034】
その後、射出成形機を分解して、シリンダーの内表面とスクリュー表面を目視で観察したが、ABS樹脂と実施例1の洗浄用樹脂組成物の残留は認められなかった。
【0035】
実施例2
表1に示す実施例2の組成物(トレーサー物質含有)を用いて、実施例1と同様に実施した。その結果、15枚目の試験成形品を成形した時点にて、発光が確認されなくなったため、この時点で射出成形機中に実施例2の洗浄用樹脂組成物が残留していないと判断した。
【表1】

AS樹脂:ダイセルポリマー株式会社製 セビアンN 080SF
プロピレン樹脂:プライムポリマー(株)製 プライムポリプロF−300SP(メルトフローレート3g/10 分(230 ℃/2.16kg)
蛍光顔料:デイグロ LFY (エア・ブラウン社)
蛍光増白剤:Hostalux KS1 (クラリアント社製)
【技術分野】
【0001】
本発明は、樹脂成形加工機用の洗浄用樹脂組成物と、それを用いた樹脂成形加工機の洗浄方法に関する。
【背景技術】
【0002】
熱可塑性樹脂は、射出成形品、押出成形品、フィルム等に幅広く利用されている。これらのプラスチック成形品は多品種少量生産の傾向にあり、品種の切替え頻度が多くなっているため、品種切替え時の成形機内の洗浄が品質管理上重要となってきている。熱可塑性樹脂の成形加工において、品種切替えの際における成形機の洗浄法としては、洗浄剤で洗浄する方法が知られている。
【0003】
この洗浄剤による洗浄法の場合も、完全に前剤を排出できても洗浄剤が残留したりするという問題がある。
【0004】
このように洗浄剤が残留した場合、次に成形加工する樹脂を流して前記洗浄剤を押し出すことが行われているが、どの時点で終了するかの判断が難しく、次の樹脂への置換に多量の樹脂と長い時間を必要とするという問題がある。
【0005】
特許文献1、2には、蛍光物質を使用した発明が開示されているが、樹脂の成形加工機に使用する洗浄剤とは全く異なる技術分野のものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−289287号公報
【特許文献2】特許第3836302号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、樹脂の成形加工機を洗浄剤で洗浄し、次に使用する樹脂で前記洗浄剤を押し出して除去するとき、除去処理の終了時の判定が容易にでき、前記洗浄剤除去のために使用する樹脂量を減少させることができる、あるいは、洗浄剤使用後の洗浄剤残留が原因の不良を低減させることができる、樹脂成形加工機用の洗浄用樹脂組成物を提供することを1つの課題とする。
【0008】
また本発明は、上記洗浄用樹脂組成物を用いた樹脂成形加工機の洗浄方法を提供することを他の課題とする。
【課題を解決するための手段】
【0009】
本発明は、課題の解決手段として、
熱可塑性樹脂とトレーサー物質を含有する樹脂成形加工機用の洗浄用樹脂組成物であって、
前記トレーサー物質が蛍光を発生するものであり、前記樹脂組成物を用いて樹脂成形加工機を洗浄した後、前記樹脂成形加工機内に前記樹脂組成物が残留しているかどうかを確認するための指標となるものである、樹脂成形加工機用の洗浄用樹脂組成物を提供する。
【0010】
本発明は、他の課題の解決手段として、
請求項1〜3のいずれか1項記載の洗浄用樹脂組成物を用いた樹脂成形加工機の洗浄方法であって、
前記洗浄用樹脂組成物を用いて、樹脂の成形加工を実施した後の樹脂成形加工機を洗浄する工程と、
洗浄終了後において、次に使用する成形用樹脂により、洗浄後の樹脂成形加工機に残留する前記洗浄用樹脂組成物を押出除去する工程を有しており、
前記洗浄用樹脂組成物の押出除去工程において、次に使用する成形用樹脂からなる成形体を得た後、前記成形体表面の蛍光の有無を確認することにより、前記洗浄用樹脂組成物の残留の有無を判定する、樹脂成形加工機の洗浄方法を提供する。
【発明の効果】
【0011】
本発明の洗浄用樹脂組成物を用いて樹脂成形加工機を洗浄することにより、洗浄用樹脂組成物の残留の有無が容易に確認できるため、前記洗浄用樹脂組成物を押出除去するために、過剰量の樹脂を使用する必要が無くなり、全体の洗浄時間も短縮できる。また、前記洗浄用樹脂組成物が十分に押出除去されていない段階で成形を開始してしまい、成型品中に洗浄剤組成物が残留して発生する不良を低減することができる。
【図面の簡単な説明】
【0012】
【図1】実施例1において、洗浄用樹脂組成物が残留しているかどうかの確認方法を説明するための写真。
【発明を実施するための形態】
【0013】
<樹脂成形加工機用の洗浄用樹脂組成物>
本発明の洗浄用樹脂組成物に含まれる樹脂は、樹脂成形加工機の洗浄用として公知のものを用いることができ、例えば、スチレン系樹脂、ポリカーボネート系樹脂、ポリプロピレン等のオレフィン系樹脂、ポリフェニレンスルフィド系樹脂、ポリメタクリレート、ポリアミド系樹脂、ポリエステル系樹脂、ポリサルホン系樹脂(PSF)、ポリアセタール、ポリエーテルエーテルケトン(PEEK)、ポリエーテルイミド(PEI)、ポリエーテルスルホン(PES)、ポリアミドイミド(PAI)、ポリイミド(PI)等を挙げることができる。
【0014】
本発明の洗浄用樹脂組成物に含まれるトレーサー物質は、蛍光を発生するものである。前記トレーサー物質は、前記洗浄用樹脂組成物を用いて樹脂成形加工機を洗浄した後、前記樹脂成形加工機内に前記洗浄用樹脂組成物が残留しているかどうかを確認するための指標となるものである。
【0015】
トレーサー物質は蛍光を発生するものであればよく、例えば、蛍光増白剤、蛍光顔料、蛍光染料から選ばれるものを用いることができる。
【0016】
蛍光増白剤としては、ベンゾキサゾイル誘導体、クマリン誘導体、スチレンビフェニル誘導体、ピラゾロン誘導体等を挙げることができ、これらの中でも具体的には、クラリアント社のHostalux等のプラスチック用の蛍光増白剤が好ましい。
【0017】
蛍光顔料としては、有機蛍光顔料、無機蛍光顔料で公知のものを使用することができ、具体的には、デイグロ社のデイグロLFYシリーズ、シンロイヒ社製シンロイヒカラーFZ2000シリーズ等を挙げることができる。
【0018】
蛍光染料としては、ローダミン、クマリン、ナフタルイミド、ベンゾキサンテン、アクリジン、フルオレセインなど公知のもの等を挙げることができる。
【0019】
本発明の洗浄用樹脂組成物は、その他の成分として、必要に応じて、公知の成形加工機の洗浄剤に含まれている有機繊維、無機充填剤、界面活性剤、有機燐化合物、多価アルコール、金属石鹸等を配合することができる。
【0020】
有機繊維としては、セルロース繊維、ナイロン繊維、ポリエステル繊維、アクリル繊維等を用いることができる。
【0021】
無機充填剤としては、ガラス繊維、金属繊維、溶融スラグ、鉄鋼スラグ又はこれらの破砕物、人造鉱物繊維、ウォラストナイトから選ばれるものを挙げることができ、繊維状のもの、非繊維状のもの(粉末状、粒状、破砕物等)を用いることができる。
【0022】
本発明の洗浄用樹脂組成物は、上記各成分を、ヘンシェルミキサー、タンブラーブレンダー、ニーダー等の混合機で予備混合した後、押出機で混練したり、加熱ロール、バンバリーミキサーで溶融混練したりすることによって製造することができる。
【0023】
本発明の洗浄用樹脂組成物は、そのまま押出加工機の洗浄用として使用することができるほか、洗浄用樹脂組成物のマスターバッチとしても使用することができる。
【0024】
本発明の洗浄用樹脂組成物におけるトレーサー物質の含有量は、洗浄時において蛍光が検出可能な程度に設定すればよく、本発明の洗浄用樹脂組成物を上記マスターバッチとして使用する場合には、トレーサー物質を含まない洗浄用樹脂組成物で希釈することを考慮して、予め高濃度で含有させておくことが好ましい。
【0025】
<樹脂成形加工機の洗浄方法>
次に、本発明の洗浄用樹脂組成物を用いた押出加工機の洗浄方法の発明を工程ごとに説明する。なお、本発明における樹脂成形加工機の洗浄方法は、樹脂成形加工機の洗浄用樹脂組成物による洗浄と、前記洗浄用樹脂組成物の除去までを含めたものである。
【0026】
まず、本発明の洗浄用樹脂組成物を用いて、樹脂の成形加工を実施した後の樹脂成形加工機を洗浄する。この洗浄方法自体は、公知の洗浄方法を適用すればよい。
【0027】
この工程にて使用する洗浄用樹脂組成物中のトレーサー物質の含有量は、洗浄用樹脂組成物の残留の存在を確認できる量であればよく、組成物中の含有量は0.005質量%以上が好ましく、トレーサー物質自体が過度に残留することがないようにする観点から、より好ましくは0.01〜2.0質量%であり、さらに好ましくは0.02〜1.0質量%である。
【0028】
次の工程では、洗浄終了後において、次に使用する成形用樹脂により、洗浄後の樹脂成形加工機に残留する洗浄用樹脂組成物を押出除去する。この押出除去工程において、次に使用する成形用樹脂からなる成形体(例えば、シート状成形体)を得た後、成形体表面の蛍光の有無を確認する。
【0029】
蛍光の有無の確認手段は、トレーサー物質の種類により異なるが、プラスチック用の蛍光増白剤を使用した場合には、波長350〜400nmの紫外線を照射する方法を適用することができる。このとき、波長350〜400nmの紫外線を照射して蛍光が確認できれば、再度、次に使用する成形用樹脂による洗浄を行い、同様にして押し出された成形体の蛍光の有無を確認し、最終的に蛍光が確認できなくなるまで繰り返す。
【0030】
本発明の洗浄方法を適用することにより、洗浄用樹脂組成物の残留の有無が容易に確認できるため、前記洗浄用樹脂組成物を押出除去するために、過剰量の樹脂を使用する必要が無くなり、洗浄に要する時間も短縮できる。
【実施例】
【0031】
実施例1
射出成形機(三菱重工業(株)製「三菱射出成形機265/100MSII」)を用い、成形温度230℃で、ABS樹脂1kgを流して成形した。その後、表1に示す実施例1の組成物(トレーサー物質含有)を流した。
【0032】
次に、黒に着色したPOM(ポリプラスチックス社製,ジュラコンM90-44)を射出成形機に投入し、試験成形品(100mm×100mm×3mm)の成形を行った。
【0033】
成形開始後、1、2枚目の試験成形品は、目視にて実施例1の洗浄用樹脂組成物の混入が見られたが、3枚目の試験成形品は、目視では実施例1の洗浄用樹脂組成物の混入がないように判断された。そこで、これにUV光(波長365nm)を照射すると、一部が発光したため(図1)、実施例1の洗浄用樹脂組成物の混入(即ち、射出成形機中に実施例1の洗浄用樹脂組成物が残留していること)が確認された。その後、10枚目の試験成形品を成形した時点にて、発光が確認されなくなったため、この時点で射出成形機中に実施例1の洗浄用樹脂組成物が残留していないと判断した。
【0034】
その後、射出成形機を分解して、シリンダーの内表面とスクリュー表面を目視で観察したが、ABS樹脂と実施例1の洗浄用樹脂組成物の残留は認められなかった。
【0035】
実施例2
表1に示す実施例2の組成物(トレーサー物質含有)を用いて、実施例1と同様に実施した。その結果、15枚目の試験成形品を成形した時点にて、発光が確認されなくなったため、この時点で射出成形機中に実施例2の洗浄用樹脂組成物が残留していないと判断した。
【表1】
AS樹脂:ダイセルポリマー株式会社製 セビアンN 080SF
プロピレン樹脂:プライムポリマー(株)製 プライムポリプロF−300SP(メルトフローレート3g/10 分(230 ℃/2.16kg)
蛍光顔料:デイグロ LFY (エア・ブラウン社)
蛍光増白剤:Hostalux KS1 (クラリアント社製)
【特許請求の範囲】
【請求項1】
熱可塑性樹脂とトレーサー物質を含有する樹脂成形加工機用の洗浄用樹脂組成物であって、
前記トレーサー物質が蛍光を発生するものであり、前記樹脂組成物を用いて樹脂成形加工機を洗浄した後、前記樹脂成形加工機内に前記樹脂組成物が残留しているかどうかを確認するための指標となるものである、樹脂成形加工機用の洗浄用樹脂組成物。
【請求項2】
前記トレーサー物質が蛍光増白剤、蛍光顔料、蛍光染料から選ばれるものである、請求項1記載の樹脂成形加工機用の洗浄用樹脂組成物。
【請求項3】
前記トレーサー物質がプラスチック用の蛍光増白剤である、請求項1又は2記載の樹脂成形加工機用の洗浄用樹脂組成物。
【請求項4】
請求項1〜3のいずれか1項記載の洗浄用樹脂組成物を用いた樹脂成形加工機の洗浄方法であって、
前記洗浄用樹脂組成物を用いて、樹脂の成形加工を実施した後の樹脂成形加工機を洗浄する工程と、
洗浄終了後において、次に使用する成形用樹脂により、洗浄後の樹脂成形加工機に残留する前記洗浄用樹脂組成物を押出除去する工程を有しており、
前記洗浄用樹脂組成物の押出除去工程において、次に使用する成形用樹脂からなる成形体を得た後、前記成形体表面の蛍光の有無を確認することにより、前記洗浄用樹脂組成物の残留の有無を判定する、樹脂成形加工機の洗浄方法。
【請求項5】
前記成形体の蛍光の確認を、波長350〜400nmの紫外線を照射することにより行う、請求項4記載の樹脂成形加工機の洗浄方法。
【請求項6】
樹脂の成形加工を実施した後の樹脂成形加工機を洗浄する工程で使用する洗浄用樹脂組成物中のトレーサー物質の含有量が0.005質量%以上である、請求項4又は5記載の樹脂成形加工機の洗浄方法。
【請求項1】
熱可塑性樹脂とトレーサー物質を含有する樹脂成形加工機用の洗浄用樹脂組成物であって、
前記トレーサー物質が蛍光を発生するものであり、前記樹脂組成物を用いて樹脂成形加工機を洗浄した後、前記樹脂成形加工機内に前記樹脂組成物が残留しているかどうかを確認するための指標となるものである、樹脂成形加工機用の洗浄用樹脂組成物。
【請求項2】
前記トレーサー物質が蛍光増白剤、蛍光顔料、蛍光染料から選ばれるものである、請求項1記載の樹脂成形加工機用の洗浄用樹脂組成物。
【請求項3】
前記トレーサー物質がプラスチック用の蛍光増白剤である、請求項1又は2記載の樹脂成形加工機用の洗浄用樹脂組成物。
【請求項4】
請求項1〜3のいずれか1項記載の洗浄用樹脂組成物を用いた樹脂成形加工機の洗浄方法であって、
前記洗浄用樹脂組成物を用いて、樹脂の成形加工を実施した後の樹脂成形加工機を洗浄する工程と、
洗浄終了後において、次に使用する成形用樹脂により、洗浄後の樹脂成形加工機に残留する前記洗浄用樹脂組成物を押出除去する工程を有しており、
前記洗浄用樹脂組成物の押出除去工程において、次に使用する成形用樹脂からなる成形体を得た後、前記成形体表面の蛍光の有無を確認することにより、前記洗浄用樹脂組成物の残留の有無を判定する、樹脂成形加工機の洗浄方法。
【請求項5】
前記成形体の蛍光の確認を、波長350〜400nmの紫外線を照射することにより行う、請求項4記載の樹脂成形加工機の洗浄方法。
【請求項6】
樹脂の成形加工を実施した後の樹脂成形加工機を洗浄する工程で使用する洗浄用樹脂組成物中のトレーサー物質の含有量が0.005質量%以上である、請求項4又は5記載の樹脂成形加工機の洗浄方法。
【図1】

【公開番号】特開2010−208131(P2010−208131A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−56245(P2009−56245)
【出願日】平成21年3月10日(2009.3.10)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月10日(2009.3.10)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
[ Back to top ]