
樹脂成形品の保持治具

【課題】樹脂成形品が加熱される環境下において、治具の当接に起因する該樹脂成形品の変形を抑える。
【解決手段】保持治具1は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するためのものである。保持治具1は、リアバンパ2の本体部20から連続的に形成されて本体部20よりも内側に凹んだ第1及び第2凹部21,22を保持する第1及び第2受け部31,32を備えている。第1受け部31は、第1凹部21における谷状に屈曲した連結部21cに、リアバンパ2の内側から当接する底壁部31aを有している。第2受け部31は、第2凹部22における谷状に屈曲した連結部22cに、リアバンパ2の内側から当接する底壁部32aを有している。
【解決手段】保持治具1は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するためのものである。保持治具1は、リアバンパ2の本体部20から連続的に形成されて本体部20よりも内側に凹んだ第1及び第2凹部21,22を保持する第1及び第2受け部31,32を備えている。第1受け部31は、第1凹部21における谷状に屈曲した連結部21cに、リアバンパ2の内側から当接する底壁部31aを有している。第2受け部31は、第2凹部22における谷状に屈曲した連結部22cに、リアバンパ2の内側から当接する底壁部32aを有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するための樹脂成形品の保持治具に関するものである。
【背景技術】
【0002】
樹脂成形品の製造工程においては、様々な状況で樹脂成形品を保持する必要がある。樹脂成形品の保持には、通常、治具が用いられる。
【0003】
例えば、特許文献1には、樹脂成形品を下方から支持する治具が開示されている。この治具は、樹脂成形品において外方に突出した部分に対して内側から当接している。つまり、樹脂成形品における山折り状になった部分を内側から支持している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実用新案登録第2602965号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、樹脂成形品が加熱される環境下で該樹脂成形品を支持する際には、場合によっては、樹脂成形品が治具の形状に倣って変形する虞がある。
【0006】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、樹脂成形品が加熱される環境下において、治具の当接に起因する該樹脂成形品の変形を抑えることにある。
【課題を解決するための手段】
【0007】
本発明は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するための樹脂成形品の保持治具が対象である。そして、この保持治具は、樹脂成形品の本体部から連続的に形成されて該本体部よりも内側に凹んだ凹部を保持する保持部を備え、前記保持部は、前記凹部における谷状に屈曲又は湾曲した部分に、該樹脂成形品の内側から当接するものとする。
【0008】
前記の構成の場合、樹脂成形品の荷重が保持部によって受け止められる。その一方で、樹脂成形品における、保持部が当接する部分は、保持部からの反力が作用する。ここで、前記谷状に屈曲又は湾曲した部分は、平坦な部分や山状に屈曲又は湾曲した部分よりも、本体部の内側からの力に対して剛性が高い。そのため、保持部を凹部における谷状に屈曲又は湾曲した部分に当接させることによって、保持部からの反力により樹脂成形品が変形することを抑制することができる。
【0009】
また、前記保持治具は、前記樹脂成形品の位置決めを行う位置決め部をさらに備え、前記凹部は、少なくとも、該凹部の底を形成する底壁部と、前記本体部と該底壁部とを連結する縦壁部とで構成されており、前記凹部における谷状に屈曲又は湾曲した部分は、前記底壁部と前記縦壁部との連結部であり、前記位置決め部は、前記縦壁部に当接することによって位置決めを行うようにしてもよい。
【0010】
前記の構成によれば、底壁部と縦壁部との連結部が、凹部における谷状に屈曲又は湾曲した部分となる。この底壁部と縦壁部との連結部は、本体部の内側からの力に対して、底壁部や縦壁部よりも剛性が高い。つまり、この連結部に保持部を当接させることによって、保持部からの反力により樹脂成形品が変形することを抑制することができる。このとき、位置決め部が凹部の縦壁部に当接することによって樹脂成形品の位置が位置決めされる。
【0011】
前記特許文献1の保持治具のように、樹脂成形品における山折り状になった部分に内側から当接する場合には、保持部と樹脂成形品の位置関係が決まるため、樹脂成形品の位置決めも同時に行われる。それに対して、前記保持治具の保持部は、樹脂成形品の凹部における谷状に屈曲した部分に当接するため、保持部の当接のみによって樹脂成形品の位置決めを行うことは難しい。そこで、前記位置決め部を設けることによって樹脂成形品の位置決めを実現している。
【0012】
ここで、樹脂成形品の荷重は、保持部によって支えられているため、位置決め部にはあまり作用しない。そのため、位置決め部が凹部の縦壁部に当接するとしても、その当接に起因する縦壁部の変形を抑制することができる。よって、保持部からの反力により樹脂成形品が変形することを抑制しつつ樹脂成形品の荷重を支えると共に、樹脂成形品の位置決めを行うことができる。
【0013】
前記保持部は、前記樹脂成形品における非意匠部に形成された凹部を保持することが好ましい。
【0014】
前記の構成によれば、保持部からの反力による樹脂成形品の変形を抑制することができるが、樹脂成形品が若干変形することもあり得る。しかし、保持部により保持する凹部が非意匠部であれば、樹脂成形品が万が一にも変形したとしても、樹脂成形品の外観を損なうことがない。
【0015】
例えば、そのような凹部は、前記本体部及び凹部とは別部材が取り付けられる部分である。
【0016】
さらに、前記保持治具は、前記樹脂成形品の塗装乾燥時に使用されるものであってもよい。
【0017】
樹脂成形品が塗装乾燥されるときには、該樹脂成形品は加熱されて変形し易い状態となる。しかしながら、前記の構成によれば、そのような場合であっても、保持部からの反力による樹脂成形品の変形を抑制することができる。
【発明の効果】
【0018】
本発明によれば、保持部で凹部を保持する際に保持部を凹部における谷状に屈曲又は湾曲した部分に当接させることによって、保持部からの反力による樹脂成形品の変形を簡単な構成で抑制することができる。
【図面の簡単な説明】
【0019】
【図1】実施形態に係るリアバンパを保持した状態の保持治具の斜視図である。
【図2】リアバンパを保持していない状態の保持治具の斜視図である。
【図3】リアバンパを保持した状態における保持治具の受け治具を拡大した拡大斜視図である。
【図4】リアバンパを保持していない状態における保持治具の受け治具を拡大した拡大斜視図である。
【図5】図3のV−V線における断面図である。
【図6】図3のVI−VI線における断面図である。
【図7】その他の実施形態における樹脂成形品と受け治具の断面図である。
【図8】別のその他の実施形態における樹脂成形品と受け治具の断面図である。
【図9】さらに別のその他の実施形態における樹脂成形品と受け治具の断面図である。
【発明を実施するための形態】
【0020】
以下、本発明の例示的な実施形態を図面に基づいて詳細に説明する。
【0021】
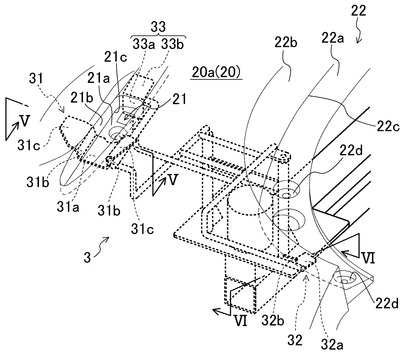
図1は、リアバンパを保持した状態の保持治具の斜視図を、図2は、リアバンパを保持していない状態の保持治具の斜視図を、図3は、リアバンパを保持した状態における保持治具の受け治具を拡大した拡大斜視図を、図4は、リアバンパを保持していない状態における保持治具の受け治具を拡大した拡大斜視図を、図5は、図3のV−V線における断面図を、図6は、図3のVI−VI線における断面図を示す。
【0022】
本実施形態に係る保持治具1は、自動車のリアバンパ2を保持する。詳しくは、保持治具1は、リアバンパ2の塗装工程及び塗装乾燥工程においてリアバンパ2を保持する。保持治具1は、ベルトコンベア等の載置台上に載せられる。リアバンパ2は、保持治具1に保持された状態で塗装され、そのまま乾燥炉へ搬送されていく。そして、リアバンパ2は、保持治具1に保持された状態で乾燥工程に進み、塗膜の焼き付けが行われる。このとき、塗膜が固まる温度と樹脂が溶ける温度とが近いと、樹脂成形品が変形する虞がある。
【0023】
本実施形態における樹脂成形品は、自動車のリアバンパ2である。ただし、樹脂成形品は、リアバンパに限られるものではなく、さらには、自動車部品に限られるものではない。
【0024】
リアバンパ2は、樹脂で成形されており、外表面を塗装される。リアバンパ2は、本体部20と、本体部20に形成された2つの第1凹部21,21と、本体部20に形成された第2凹部22とを有している。第1凹部21は、リフレクタ(図示省略)を取り付けるための凹部である。第2凹部22は、トランクリッド(図示省略)が閉じた状態のときにトランクリッド端部によって覆い隠される部分である。これら第1及び第2凹部21,22は、本体部20とは異なり、製品となったときに外部に露出することはなく、デザイン性を重視しない非意匠部である。
【0025】
第1及び第2凹部21,22は、本体部20から連続的に形成されている。すなわち、第1及び第2凹部21,22は、本体部20と一体に形成され、別部材で構成されるものではない。第1及び第2凹部21,22は、本体部20よりも内側に凹んでいる。ここで、内側とは、本体部20の塗装面とは反対側、又は、樹脂成形品が製品となったときに外部に露出しない側を意味する。
【0026】
本体部20は、車幅方向に延びる後壁部20aと共に、後壁部20aの車幅方向両端部から湾曲して後方へ延びる側壁部20b,20bとを有している。本体部20における、第1及び第2凹部21,22以外の大部分は、製品となったときに外部に露出し、デザイン性を重視する意匠部である。
【0027】
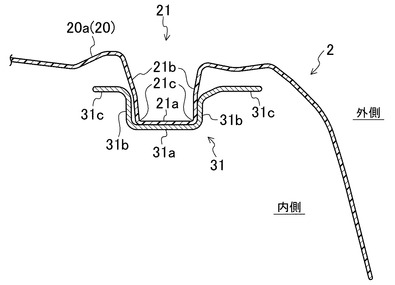
2つの第1凹部21,21は、後壁部20aの車幅方向両端部に形成されている。各第1凹部21は、図3,5に示すように、該第1凹部21の底を形成する底壁部21aと、後壁部20aから内側へ延びて該後壁部20aと底壁部21aとを連結する縦壁部21bとで構成され、穴状に凹んでいる。第1凹部21には、リフレクタが嵌め込まれた状態で取り付けられる。底壁部21aと縦壁部21bとの連結部21cは、底壁部21aの周縁を囲むように環状に形成されている。この連結部21cは、谷状に屈曲している。ここで、谷状とは、本体部20の内側に向かって凹んでいる状態を意味しており、本体部20の外側に向かって出っ張っている山状とは反対の状態を意味している。すなわち、底壁部21aと縦壁部21bとの連結部21cは谷状に屈曲しているが、後壁部20aと縦壁部21bとの連結部は山状に屈曲している。
【0028】
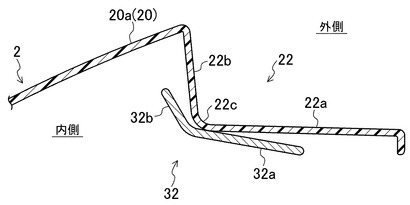
第2凹部22は、後壁部20aの上端縁部に形成されている。第2凹部22は、図3,6に示すように、該第2凹部22の底を形成する底壁部22aと、後壁部20aから内側へ延びて該後壁部20aと底壁部22aとを連結する縦壁部22bとで構成され、段差状に凹んでいる。底壁部22aと縦壁部22bとの連結部22cは、谷状に屈曲している。底壁部22aは、リアバンパ2を車体(図示省略)に取り付けるためのフランジとして機能する。すなわち、底壁部22aに形成された貫通孔22d,22dを介して、リアバンパ2が車体にボルト締結される。
【0029】
前記保持治具1は、図1,2に示すように、ベルトコンベア等の搬送台に載置されるベースプレート11と、該ベースプレート11の中央に立設するポール12と、ポール12の先端に連結されたベース治具13と、ベース治具13に取り付けられてリアバンパ2に当接する受け治具3,3とを備えている。保持治具1は、例えば、金属製である。
【0030】
ベースプレート11は、平面視方形の平板状の部材である。ポール12は、円柱状又は円筒状の部材であって、ベースプレート11から鉛直方向の上方に真っ直ぐ延びている。
【0031】
ベース治具13は、水平方向に延びるベース部13aと、ベース部13aの両端部に設けられたプレート部13b,13bと、各プレート部13bに設けられ受け治具3が取り付けられる2つの筒部13c,13cとを有している。
【0032】
ベース部13aは、その長手方向中央部がポール12の先端に連結されている。プレート部13bは、平面視方形の平板状の部材である。
【0033】
2つのプレート部13b,13bは、連結部13dを介して互いに連結されている。2つのプレート部13b,13bは、互いに連結された状態でベース部13aに取り付けられている。
【0034】
2つの筒部13c,13cは、各プレート部13bから互いに平行に且つ真っ直ぐに延びている。詳しくは、各筒部13cは、プレート部13bから鉛直方向の上方に延びている。筒部13cの先端は、開口している。
【0035】
受け治具3は、図4に示すように、フレーム30と、該フレーム30に連結されてリアバンパ2に当接する第1〜第3受け部31,32,33と、該フレーム30に連結されてベース治具13に取り付けられる2つのピン34,34とを有している。
【0036】
ピン34,34は、棒状の部材であって、先端部が先細状に形成されている。ピン34は、ベース治具13の筒部13cに嵌るようになっている。すなわち、ピン34,34が通部13c,13cに嵌め込まれることによって、受け治具3がベース治具13に取り付けられる。
【0037】
第1〜第3受け部31,32,33は、平板状の部材を屈曲させて構成されている。第1〜第3受け部31,32,33は、リアバンパ2の所定の部分に当接して、該リアバンパ2を保持する。具体的には、第1受け部31は、リアバンパ2の第1凹部21に当接する。第2受け部32は、リアバンパ2の第2凹部22に当接する。第3受け部33は、リアバンパ2の第1凹部12に当接する。
【0038】
フレーム30は、棒状の部材を屈曲させたり、連結させたりして構成されている。フレーム30は、第1〜第3受け部31,32,33とピン34,34とを連結する部材である。
【0039】
第1受け部31は、図4,5に示すように、底壁部31aと、該底壁部31aから立設する2つの縦壁部31b,31bと、縦壁部31b,31bの上端から外方に広がる羽根部31c,31cとを有している。縦壁部31b,31bと底壁部31aとのなす角は、略90°となっている。
【0040】
このように構成された第1受け部31は、リアバンパ2の第1凹部21に対して、リアバンパ2の内側から当接する。詳しくは、第1受け部31の2つの縦壁部31b,31bの間に、リアバンパ2の第1凹部21が嵌り込む。このとき、第1受け部31の底壁部31aは、第1凹部21の底壁部21a及び連結部21cに当接している。この底壁部31aが保持部を構成する。第1受け部31の2つの縦壁部31b,31bの間隔は、第1凹部21の幅(詳しくは、第1凹部21における、第1受け部31に嵌る部分の幅)よりも若干広くなっている。そのため、第1受け部31の2つの縦壁部31b,31bは、第1凹部21の縦壁部21bに対して両方ともが当接していないか、一方だけが当接した状態となっている。こうして、第1凹部21の移動が第1受け部31の縦壁部31b,31bにより規制される。つまり、第1凹部21が第1受け部31の縦壁部31b,31b間に嵌るように、リアバンパ2の位置が位置決めされる。これら縦壁部31b,31bが位置決め部を構成する。尚、羽根部31c,31cは、リアバンパ2には当接していない。
【0041】
第2受け部32は、図6に示すように、底壁部32aと、該底壁部32aから立設する1つの縦壁部32bとを有している。縦壁部32bと底壁部32aとのなす角は、90°よりも大きくなっている。
【0042】
このように構成された第2受け部32は、リアバンパ2の第2凹部22に対して、リアバンパ2の内側から当接する。詳しくは、第2受け部32の底壁部32aは、第2凹部22の底壁部22aと平行ではなく、第2凹部22の連結部22cから遠ざかるにつれて底壁部22aとの間隔が広がるように、該底壁部22aに対して傾斜している。そのため、第2受け部32の底壁部32aは、第2凹部22の連結部22cにのみ当接し、底壁部22aには当接していない。このとき、第2受け部32の縦壁部32bは、第2凹部22の縦壁部22bに当接していない。この底壁部32aが保持部を構成する。
【0043】
第3受け部33は、図3,4に示すように、縦壁部33aと、該縦壁部33aの上端に連結された羽根部33bとを有している。
【0044】
このように構成された第3受け部33は、リアバンパ2の第1凹部21に対して、リアバンパ2の内側から当接する。詳しくは、第3受け部33の縦壁部33aは、第1凹部21の縦壁部21bに対して車幅方向内側から当接している。すなわち、第3受け部33は、リアバンパ2の車幅方向の位置を位置決めしている。このとき、第3受け部33の羽根部33bは、リアバンパ2に当接していない。この縦壁部33aが位置決め部を構成する。尚、第3受け部33の縦壁部33aは、環状に形成された連結部21cのうち、車幅方向内側に位置する部分に当接するように構成されてもよい。
【0045】
このように構成された保持治具1は、ベルトコンベア等の載置台上に載せられる。この保持治具1に、リアバンパ2が保持される。そして、リアバンパ2は、保持治具1に保持された状態で、塗装工程及び塗装乾燥工程が実施される。詳しくは、リアバンパ2は、塗装工程において、保持治具1に保持された状態で塗装される。塗装後のリアバンパ2は、保持治具1に保持されたまま乾燥炉へ搬送されていく。そして、リアバンパ2は、塗装乾燥工程において、保持治具1に保持された状態で塗膜の焼き付けが行われる。
【0046】
このとき、受け治具3は、第1受け部31及び第2受け部32によってリアバンパ2を下方から保持し、第1受け部31及び第3受け部33によってリアバンパ2の位置決めを行っている。ここで、リアバンパ2の荷重を支えているのは、第1受け部31の底壁部31a及び第2受け部32の底壁部32aである。つまり、リアバンパ2は、第1受け部31の底壁部31a及び第2受け部32の底壁部32aに荷重を支えられる一方で、第1受け部31の底壁部31a及び第2受け部32の底壁部32aから反力を受ける。リアバンパ2における、第1受け部31の底壁部31a及び第2受け部32の底壁部32aが当接する部分の強度が弱ければ、リアバンパ2が保持治具1に保持されている間に変形する虞がある。特に、リアバンパ2が加熱される環境下にある場合には変形し易くなる。例えば、塗装乾燥工程においては、塗膜が固まる温度と樹脂が溶ける温度が近ければ、リアバンパ2が変形する虞がある。
【0047】
それに対して、第1受け部31の底壁部31a及び第2受け部32の底壁部32aは、リアバンパ2の第1凹部21及び第2凹部22における谷状に屈曲した部分に当接して、リアバンパ2を保持している。詳しくは、第1受け部31の底壁部31aは、第1凹部21の連結部21cに当接し、第2受け部32の底壁部32aは、第2凹部22の連結部22cに当接している。これら連結部21c,22cは、谷状に屈曲した部分であって、内側からの力に対して剛性が高い部分である。そのため、連結部21c,22cに第1受け部31の底壁部31a及び第2受け部32の底壁部32aからの反力が作用しても、連結部21c,22cはほとんど変形しない。
【0048】
したがって、前記保持構造によれば、第1及び第2受け部31,32で第1及び第2凹部21,22を保持する際に第1及び第2受け部31,32を第1及び第2凹部21,22における谷状に屈曲した部分である連結部21c,22cに当接させることによって、第1及び第2受け部31,32からの反力によるリアバンパ2の変形を簡単な構成で抑制することができる。こうして、リアバンパ2の高剛性の部分を保持することによって、リアバンパ2が塗装乾燥工程において加熱されるときであっても、第1及び第2受け部31,32からの反力によるリアバンパ2の変形を抑制することができる。
【0049】
このように、リアバンパ2の剛性が高い部分を保持することによって、リアバンパ2の保持部分を減らすことができ、ひいては、保持治具1の構成を簡略化することができる。すなわち、リアバンパ2の剛性が低い部分を保持する場合には、リアバンパ2の変形を防止するために、保持する箇所の個数を増やしたり、広い面積で保持する等して、リアバンパ2の荷重を分散して保持する必要がある。それに対して、リアバンパ2の剛性が高い部分を保持する場合には、そのような必要がない。そのため、リアバンパ2の保持箇所を減らしたり、保持する部分の面積を小さくしたりすることができ、保持治具1の構成を簡略化することができる。
【0050】
さらに、第1受け部31に縦壁部31b,31bを設けて、これらを第1凹部21の縦壁部21bと当接可能に配置することによって、リアバンパ2の位置決めを行うことができる。すなわち、リアバンパ2の谷状に屈曲した部分を保持する構成においては、リアバンパ2の位置決めまでもその保持構造によって行うことは難しい。そこで、第1受け部31の縦壁部31b,31bを第1凹部21の縦壁部21bと当接可能に配置することによって、リアバンパ2の位置決めを行うことができる。
【0051】
それに加えて、第1凹部21の縦壁部21bに当接する第3受け部33を設けることによって、リアバンパ2の位置決めをさらに容易に又は精度良く行うことができる。
【0052】
また、リアバンパ2の保持部分を第1及び第2凹部21,22のようなデザイン性が重視されない非意匠部とすることによって、万が一、リアバンパ2に変形が生じた場合でも、リアバンパ2の外観への影響をなくすことができる。
【0053】
さらに、非意匠部の中でも、第1凹部21のように別部品を取り付ける部分を保持することによって、万が一、リアバンパ2に変形が生じた場合であっても、変形がユーザの目に晒されることがない。
【0054】
また、第2受け部32と第2凹部22との当接は、面状の底壁部32aと谷状の連結部22cとの当接である。そのため、保持治具1とリアバンパ2の位置関係が多少ずれても、底壁部32aの広がりの範囲内においては、該底壁部32aと該連結部22cとの当接状態が維持される。つまり、保持治具1とリアバンパ2の位置関係が多少ずれても、第2受け部32が第2凹部22の谷状となった連結部22cに当接した状態を実現することができる。
【0055】
また、前記実施形態における樹脂成形品の保持方法は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するための保持方法であって、本体部から連続的に形成されて該本体部よりも内側に凹んだ凹部を有する樹脂成形品を準備する工程と、前記樹脂成形品の凹部における谷状に屈曲又は湾曲した部分に、該樹脂成形品の内側から保持治具を当接させて、該樹脂成形品を保持する工程とを含んでいる。さらに、この保持方法は、前記樹脂成形品を保持したまま、該樹脂成形品を加熱処理する工程を含み得る。
【0056】
《その他の実施形態》
本発明は、実施形態について、以下のような構成としてもよい。
【0057】
すなわち、前記実施形態では、樹脂成形品として、リアバンパ2について説明したが、これに限られるものではない。リアバンパ2以外の樹脂成形品であってもよく、さらには、自動車部品以外の樹脂成形品であってもよい。
【0058】
さらに、前記保持治具1は、リアバンパ2を、塗装工程及び塗装乾燥工程において保持しているが、これに限られるものではない。つまり、保持治具1は、塗装乾燥工程中にのみリアバンパ2を保持するものであってもよい。さらに、保持治具1は、塗装工程や塗装乾燥工程以外の工程において樹脂成形品を保持するものであってもよい。さらにまた、樹脂成形品が加熱される環境は、塗装乾燥工程に限られるものではなく、それ以外の工程であってもよい。
【0059】
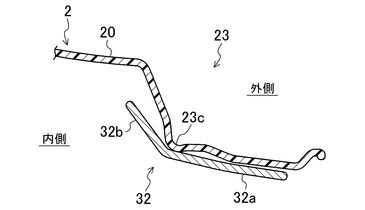
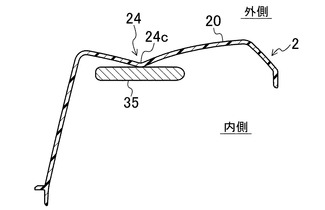
また、前記実施形態では、リアバンパ2の第1及び第2凹部21,22を保持しているが、保持する場所は、第1及び第2凹部21,22に限られるものではない。例えば、図7に示すように、第1及び第2凹部21,22以外の凹部23の谷状に屈曲した部分23cを保持する構成であってもよい。また、図8に示すように、本体部20よりも内側に凹んだ部分であって、谷状に屈曲する部分24cを含む凹部24であれば、保持治具1によって保持することができる。
【0060】
また、受け部は、第1〜第3受け部31〜33のように屈曲した形状に限られず、図8に示す受け部34のように、平板状であってもよい。
【0061】
さらに、第1及び第2凹部21,22の連結部21c,22cは谷状に全体的に屈曲し、谷線となる部分がR面に形成されているが、全体に湾曲した谷状の部分であってもよい。例えば、保持される凹部は、第1凹部21において、縦壁部21bと底壁部21aとの区別がつかない程度に、本体部20から、全体的に湾曲しながら、窪んだ形状であってもよい。
【0062】
尚、第1受け部31の底壁部31aは、第1凹部21の底壁部21aにも当接している。しかし、第1凹部21の連結部21cが第1受け部31と当接していない場合には、第1受け部31は第1凹部の底壁部21aに当接するべきではない。なぜなら、底壁部21aのように平坦な部分は剛性が低いからである。つまり、第1凹部21の底壁部21aは、それに連続する連結部21cが第1受け部31で支持されているから、第1受け部31との当接が許容されている。したがって、第1受け部31は、図9に示すように、縦壁部31b,31bが第1凹部21の連結部21cに当接し、底壁部31aが第1凹部21の底壁部21aに当接しないように構成してもよい。詳しくは、各縦壁部31bと底壁部31aとのなす角は90°より大きくなっている。第1受け部31の縦壁部31bは、第1凹部21の縦壁部21bと平行ではなく、底壁部31aに近づくほど絞られるように傾斜している。第1受け部31の底壁部31aの幅は、第1凹部21の底壁部21aの幅よりも小さくなっている。その結果、第1凹部21の連結部21cのみに第1受け部31が当接し、第1凹部21の底壁部21aには第1受け部31が当接しない。かかる構成であれば、第1凹部21の底壁部21aには第1受け部31からの反力が直接は作用しない。この場合、縦壁部31b,31bが保持部を構成する。
【0063】
尚、以上の実施形態は、本質的に好ましい例示であって、本発明、その適用物、あるいはその用途の範囲を制限することを意図するものではない。
【産業上の利用可能性】
【0064】
以上説明したように、本発明は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するための樹脂成形品の保持治具について有用である。
【符号の説明】
【0065】
1 保持治具
2 リアバンパ(樹脂成形品)
20 本体部
21 第1凹部
21a 底壁部
21b 縦壁部
21c 連結部
22 第2凹部
22a 底壁部
22b 縦壁部
22c 連結部
3 受け治具
31 第1受け部
31a 底壁部(保持部)
31b 縦壁部(位置決め部)
32 第2受け部
32a 底壁部(保持部)
33 第3受け部
33a 縦壁部(位置決め部)
【技術分野】
【0001】
本発明は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するための樹脂成形品の保持治具に関するものである。
【背景技術】
【0002】
樹脂成形品の製造工程においては、様々な状況で樹脂成形品を保持する必要がある。樹脂成形品の保持には、通常、治具が用いられる。
【0003】
例えば、特許文献1には、樹脂成形品を下方から支持する治具が開示されている。この治具は、樹脂成形品において外方に突出した部分に対して内側から当接している。つまり、樹脂成形品における山折り状になった部分を内側から支持している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実用新案登録第2602965号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、樹脂成形品が加熱される環境下で該樹脂成形品を支持する際には、場合によっては、樹脂成形品が治具の形状に倣って変形する虞がある。
【0006】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、樹脂成形品が加熱される環境下において、治具の当接に起因する該樹脂成形品の変形を抑えることにある。
【課題を解決するための手段】
【0007】
本発明は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するための樹脂成形品の保持治具が対象である。そして、この保持治具は、樹脂成形品の本体部から連続的に形成されて該本体部よりも内側に凹んだ凹部を保持する保持部を備え、前記保持部は、前記凹部における谷状に屈曲又は湾曲した部分に、該樹脂成形品の内側から当接するものとする。
【0008】
前記の構成の場合、樹脂成形品の荷重が保持部によって受け止められる。その一方で、樹脂成形品における、保持部が当接する部分は、保持部からの反力が作用する。ここで、前記谷状に屈曲又は湾曲した部分は、平坦な部分や山状に屈曲又は湾曲した部分よりも、本体部の内側からの力に対して剛性が高い。そのため、保持部を凹部における谷状に屈曲又は湾曲した部分に当接させることによって、保持部からの反力により樹脂成形品が変形することを抑制することができる。
【0009】
また、前記保持治具は、前記樹脂成形品の位置決めを行う位置決め部をさらに備え、前記凹部は、少なくとも、該凹部の底を形成する底壁部と、前記本体部と該底壁部とを連結する縦壁部とで構成されており、前記凹部における谷状に屈曲又は湾曲した部分は、前記底壁部と前記縦壁部との連結部であり、前記位置決め部は、前記縦壁部に当接することによって位置決めを行うようにしてもよい。
【0010】
前記の構成によれば、底壁部と縦壁部との連結部が、凹部における谷状に屈曲又は湾曲した部分となる。この底壁部と縦壁部との連結部は、本体部の内側からの力に対して、底壁部や縦壁部よりも剛性が高い。つまり、この連結部に保持部を当接させることによって、保持部からの反力により樹脂成形品が変形することを抑制することができる。このとき、位置決め部が凹部の縦壁部に当接することによって樹脂成形品の位置が位置決めされる。
【0011】
前記特許文献1の保持治具のように、樹脂成形品における山折り状になった部分に内側から当接する場合には、保持部と樹脂成形品の位置関係が決まるため、樹脂成形品の位置決めも同時に行われる。それに対して、前記保持治具の保持部は、樹脂成形品の凹部における谷状に屈曲した部分に当接するため、保持部の当接のみによって樹脂成形品の位置決めを行うことは難しい。そこで、前記位置決め部を設けることによって樹脂成形品の位置決めを実現している。
【0012】
ここで、樹脂成形品の荷重は、保持部によって支えられているため、位置決め部にはあまり作用しない。そのため、位置決め部が凹部の縦壁部に当接するとしても、その当接に起因する縦壁部の変形を抑制することができる。よって、保持部からの反力により樹脂成形品が変形することを抑制しつつ樹脂成形品の荷重を支えると共に、樹脂成形品の位置決めを行うことができる。
【0013】
前記保持部は、前記樹脂成形品における非意匠部に形成された凹部を保持することが好ましい。
【0014】
前記の構成によれば、保持部からの反力による樹脂成形品の変形を抑制することができるが、樹脂成形品が若干変形することもあり得る。しかし、保持部により保持する凹部が非意匠部であれば、樹脂成形品が万が一にも変形したとしても、樹脂成形品の外観を損なうことがない。
【0015】
例えば、そのような凹部は、前記本体部及び凹部とは別部材が取り付けられる部分である。
【0016】
さらに、前記保持治具は、前記樹脂成形品の塗装乾燥時に使用されるものであってもよい。
【0017】
樹脂成形品が塗装乾燥されるときには、該樹脂成形品は加熱されて変形し易い状態となる。しかしながら、前記の構成によれば、そのような場合であっても、保持部からの反力による樹脂成形品の変形を抑制することができる。
【発明の効果】
【0018】
本発明によれば、保持部で凹部を保持する際に保持部を凹部における谷状に屈曲又は湾曲した部分に当接させることによって、保持部からの反力による樹脂成形品の変形を簡単な構成で抑制することができる。
【図面の簡単な説明】
【0019】
【図1】実施形態に係るリアバンパを保持した状態の保持治具の斜視図である。
【図2】リアバンパを保持していない状態の保持治具の斜視図である。
【図3】リアバンパを保持した状態における保持治具の受け治具を拡大した拡大斜視図である。
【図4】リアバンパを保持していない状態における保持治具の受け治具を拡大した拡大斜視図である。
【図5】図3のV−V線における断面図である。
【図6】図3のVI−VI線における断面図である。
【図7】その他の実施形態における樹脂成形品と受け治具の断面図である。
【図8】別のその他の実施形態における樹脂成形品と受け治具の断面図である。
【図9】さらに別のその他の実施形態における樹脂成形品と受け治具の断面図である。
【発明を実施するための形態】
【0020】
以下、本発明の例示的な実施形態を図面に基づいて詳細に説明する。
【0021】
図1は、リアバンパを保持した状態の保持治具の斜視図を、図2は、リアバンパを保持していない状態の保持治具の斜視図を、図3は、リアバンパを保持した状態における保持治具の受け治具を拡大した拡大斜視図を、図4は、リアバンパを保持していない状態における保持治具の受け治具を拡大した拡大斜視図を、図5は、図3のV−V線における断面図を、図6は、図3のVI−VI線における断面図を示す。
【0022】
本実施形態に係る保持治具1は、自動車のリアバンパ2を保持する。詳しくは、保持治具1は、リアバンパ2の塗装工程及び塗装乾燥工程においてリアバンパ2を保持する。保持治具1は、ベルトコンベア等の載置台上に載せられる。リアバンパ2は、保持治具1に保持された状態で塗装され、そのまま乾燥炉へ搬送されていく。そして、リアバンパ2は、保持治具1に保持された状態で乾燥工程に進み、塗膜の焼き付けが行われる。このとき、塗膜が固まる温度と樹脂が溶ける温度とが近いと、樹脂成形品が変形する虞がある。
【0023】
本実施形態における樹脂成形品は、自動車のリアバンパ2である。ただし、樹脂成形品は、リアバンパに限られるものではなく、さらには、自動車部品に限られるものではない。
【0024】
リアバンパ2は、樹脂で成形されており、外表面を塗装される。リアバンパ2は、本体部20と、本体部20に形成された2つの第1凹部21,21と、本体部20に形成された第2凹部22とを有している。第1凹部21は、リフレクタ(図示省略)を取り付けるための凹部である。第2凹部22は、トランクリッド(図示省略)が閉じた状態のときにトランクリッド端部によって覆い隠される部分である。これら第1及び第2凹部21,22は、本体部20とは異なり、製品となったときに外部に露出することはなく、デザイン性を重視しない非意匠部である。
【0025】
第1及び第2凹部21,22は、本体部20から連続的に形成されている。すなわち、第1及び第2凹部21,22は、本体部20と一体に形成され、別部材で構成されるものではない。第1及び第2凹部21,22は、本体部20よりも内側に凹んでいる。ここで、内側とは、本体部20の塗装面とは反対側、又は、樹脂成形品が製品となったときに外部に露出しない側を意味する。
【0026】
本体部20は、車幅方向に延びる後壁部20aと共に、後壁部20aの車幅方向両端部から湾曲して後方へ延びる側壁部20b,20bとを有している。本体部20における、第1及び第2凹部21,22以外の大部分は、製品となったときに外部に露出し、デザイン性を重視する意匠部である。
【0027】
2つの第1凹部21,21は、後壁部20aの車幅方向両端部に形成されている。各第1凹部21は、図3,5に示すように、該第1凹部21の底を形成する底壁部21aと、後壁部20aから内側へ延びて該後壁部20aと底壁部21aとを連結する縦壁部21bとで構成され、穴状に凹んでいる。第1凹部21には、リフレクタが嵌め込まれた状態で取り付けられる。底壁部21aと縦壁部21bとの連結部21cは、底壁部21aの周縁を囲むように環状に形成されている。この連結部21cは、谷状に屈曲している。ここで、谷状とは、本体部20の内側に向かって凹んでいる状態を意味しており、本体部20の外側に向かって出っ張っている山状とは反対の状態を意味している。すなわち、底壁部21aと縦壁部21bとの連結部21cは谷状に屈曲しているが、後壁部20aと縦壁部21bとの連結部は山状に屈曲している。
【0028】
第2凹部22は、後壁部20aの上端縁部に形成されている。第2凹部22は、図3,6に示すように、該第2凹部22の底を形成する底壁部22aと、後壁部20aから内側へ延びて該後壁部20aと底壁部22aとを連結する縦壁部22bとで構成され、段差状に凹んでいる。底壁部22aと縦壁部22bとの連結部22cは、谷状に屈曲している。底壁部22aは、リアバンパ2を車体(図示省略)に取り付けるためのフランジとして機能する。すなわち、底壁部22aに形成された貫通孔22d,22dを介して、リアバンパ2が車体にボルト締結される。
【0029】
前記保持治具1は、図1,2に示すように、ベルトコンベア等の搬送台に載置されるベースプレート11と、該ベースプレート11の中央に立設するポール12と、ポール12の先端に連結されたベース治具13と、ベース治具13に取り付けられてリアバンパ2に当接する受け治具3,3とを備えている。保持治具1は、例えば、金属製である。
【0030】
ベースプレート11は、平面視方形の平板状の部材である。ポール12は、円柱状又は円筒状の部材であって、ベースプレート11から鉛直方向の上方に真っ直ぐ延びている。
【0031】
ベース治具13は、水平方向に延びるベース部13aと、ベース部13aの両端部に設けられたプレート部13b,13bと、各プレート部13bに設けられ受け治具3が取り付けられる2つの筒部13c,13cとを有している。
【0032】
ベース部13aは、その長手方向中央部がポール12の先端に連結されている。プレート部13bは、平面視方形の平板状の部材である。
【0033】
2つのプレート部13b,13bは、連結部13dを介して互いに連結されている。2つのプレート部13b,13bは、互いに連結された状態でベース部13aに取り付けられている。
【0034】
2つの筒部13c,13cは、各プレート部13bから互いに平行に且つ真っ直ぐに延びている。詳しくは、各筒部13cは、プレート部13bから鉛直方向の上方に延びている。筒部13cの先端は、開口している。
【0035】
受け治具3は、図4に示すように、フレーム30と、該フレーム30に連結されてリアバンパ2に当接する第1〜第3受け部31,32,33と、該フレーム30に連結されてベース治具13に取り付けられる2つのピン34,34とを有している。
【0036】
ピン34,34は、棒状の部材であって、先端部が先細状に形成されている。ピン34は、ベース治具13の筒部13cに嵌るようになっている。すなわち、ピン34,34が通部13c,13cに嵌め込まれることによって、受け治具3がベース治具13に取り付けられる。
【0037】
第1〜第3受け部31,32,33は、平板状の部材を屈曲させて構成されている。第1〜第3受け部31,32,33は、リアバンパ2の所定の部分に当接して、該リアバンパ2を保持する。具体的には、第1受け部31は、リアバンパ2の第1凹部21に当接する。第2受け部32は、リアバンパ2の第2凹部22に当接する。第3受け部33は、リアバンパ2の第1凹部12に当接する。
【0038】
フレーム30は、棒状の部材を屈曲させたり、連結させたりして構成されている。フレーム30は、第1〜第3受け部31,32,33とピン34,34とを連結する部材である。
【0039】
第1受け部31は、図4,5に示すように、底壁部31aと、該底壁部31aから立設する2つの縦壁部31b,31bと、縦壁部31b,31bの上端から外方に広がる羽根部31c,31cとを有している。縦壁部31b,31bと底壁部31aとのなす角は、略90°となっている。
【0040】
このように構成された第1受け部31は、リアバンパ2の第1凹部21に対して、リアバンパ2の内側から当接する。詳しくは、第1受け部31の2つの縦壁部31b,31bの間に、リアバンパ2の第1凹部21が嵌り込む。このとき、第1受け部31の底壁部31aは、第1凹部21の底壁部21a及び連結部21cに当接している。この底壁部31aが保持部を構成する。第1受け部31の2つの縦壁部31b,31bの間隔は、第1凹部21の幅(詳しくは、第1凹部21における、第1受け部31に嵌る部分の幅)よりも若干広くなっている。そのため、第1受け部31の2つの縦壁部31b,31bは、第1凹部21の縦壁部21bに対して両方ともが当接していないか、一方だけが当接した状態となっている。こうして、第1凹部21の移動が第1受け部31の縦壁部31b,31bにより規制される。つまり、第1凹部21が第1受け部31の縦壁部31b,31b間に嵌るように、リアバンパ2の位置が位置決めされる。これら縦壁部31b,31bが位置決め部を構成する。尚、羽根部31c,31cは、リアバンパ2には当接していない。
【0041】
第2受け部32は、図6に示すように、底壁部32aと、該底壁部32aから立設する1つの縦壁部32bとを有している。縦壁部32bと底壁部32aとのなす角は、90°よりも大きくなっている。
【0042】
このように構成された第2受け部32は、リアバンパ2の第2凹部22に対して、リアバンパ2の内側から当接する。詳しくは、第2受け部32の底壁部32aは、第2凹部22の底壁部22aと平行ではなく、第2凹部22の連結部22cから遠ざかるにつれて底壁部22aとの間隔が広がるように、該底壁部22aに対して傾斜している。そのため、第2受け部32の底壁部32aは、第2凹部22の連結部22cにのみ当接し、底壁部22aには当接していない。このとき、第2受け部32の縦壁部32bは、第2凹部22の縦壁部22bに当接していない。この底壁部32aが保持部を構成する。
【0043】
第3受け部33は、図3,4に示すように、縦壁部33aと、該縦壁部33aの上端に連結された羽根部33bとを有している。
【0044】
このように構成された第3受け部33は、リアバンパ2の第1凹部21に対して、リアバンパ2の内側から当接する。詳しくは、第3受け部33の縦壁部33aは、第1凹部21の縦壁部21bに対して車幅方向内側から当接している。すなわち、第3受け部33は、リアバンパ2の車幅方向の位置を位置決めしている。このとき、第3受け部33の羽根部33bは、リアバンパ2に当接していない。この縦壁部33aが位置決め部を構成する。尚、第3受け部33の縦壁部33aは、環状に形成された連結部21cのうち、車幅方向内側に位置する部分に当接するように構成されてもよい。
【0045】
このように構成された保持治具1は、ベルトコンベア等の載置台上に載せられる。この保持治具1に、リアバンパ2が保持される。そして、リアバンパ2は、保持治具1に保持された状態で、塗装工程及び塗装乾燥工程が実施される。詳しくは、リアバンパ2は、塗装工程において、保持治具1に保持された状態で塗装される。塗装後のリアバンパ2は、保持治具1に保持されたまま乾燥炉へ搬送されていく。そして、リアバンパ2は、塗装乾燥工程において、保持治具1に保持された状態で塗膜の焼き付けが行われる。
【0046】
このとき、受け治具3は、第1受け部31及び第2受け部32によってリアバンパ2を下方から保持し、第1受け部31及び第3受け部33によってリアバンパ2の位置決めを行っている。ここで、リアバンパ2の荷重を支えているのは、第1受け部31の底壁部31a及び第2受け部32の底壁部32aである。つまり、リアバンパ2は、第1受け部31の底壁部31a及び第2受け部32の底壁部32aに荷重を支えられる一方で、第1受け部31の底壁部31a及び第2受け部32の底壁部32aから反力を受ける。リアバンパ2における、第1受け部31の底壁部31a及び第2受け部32の底壁部32aが当接する部分の強度が弱ければ、リアバンパ2が保持治具1に保持されている間に変形する虞がある。特に、リアバンパ2が加熱される環境下にある場合には変形し易くなる。例えば、塗装乾燥工程においては、塗膜が固まる温度と樹脂が溶ける温度が近ければ、リアバンパ2が変形する虞がある。
【0047】
それに対して、第1受け部31の底壁部31a及び第2受け部32の底壁部32aは、リアバンパ2の第1凹部21及び第2凹部22における谷状に屈曲した部分に当接して、リアバンパ2を保持している。詳しくは、第1受け部31の底壁部31aは、第1凹部21の連結部21cに当接し、第2受け部32の底壁部32aは、第2凹部22の連結部22cに当接している。これら連結部21c,22cは、谷状に屈曲した部分であって、内側からの力に対して剛性が高い部分である。そのため、連結部21c,22cに第1受け部31の底壁部31a及び第2受け部32の底壁部32aからの反力が作用しても、連結部21c,22cはほとんど変形しない。
【0048】
したがって、前記保持構造によれば、第1及び第2受け部31,32で第1及び第2凹部21,22を保持する際に第1及び第2受け部31,32を第1及び第2凹部21,22における谷状に屈曲した部分である連結部21c,22cに当接させることによって、第1及び第2受け部31,32からの反力によるリアバンパ2の変形を簡単な構成で抑制することができる。こうして、リアバンパ2の高剛性の部分を保持することによって、リアバンパ2が塗装乾燥工程において加熱されるときであっても、第1及び第2受け部31,32からの反力によるリアバンパ2の変形を抑制することができる。
【0049】
このように、リアバンパ2の剛性が高い部分を保持することによって、リアバンパ2の保持部分を減らすことができ、ひいては、保持治具1の構成を簡略化することができる。すなわち、リアバンパ2の剛性が低い部分を保持する場合には、リアバンパ2の変形を防止するために、保持する箇所の個数を増やしたり、広い面積で保持する等して、リアバンパ2の荷重を分散して保持する必要がある。それに対して、リアバンパ2の剛性が高い部分を保持する場合には、そのような必要がない。そのため、リアバンパ2の保持箇所を減らしたり、保持する部分の面積を小さくしたりすることができ、保持治具1の構成を簡略化することができる。
【0050】
さらに、第1受け部31に縦壁部31b,31bを設けて、これらを第1凹部21の縦壁部21bと当接可能に配置することによって、リアバンパ2の位置決めを行うことができる。すなわち、リアバンパ2の谷状に屈曲した部分を保持する構成においては、リアバンパ2の位置決めまでもその保持構造によって行うことは難しい。そこで、第1受け部31の縦壁部31b,31bを第1凹部21の縦壁部21bと当接可能に配置することによって、リアバンパ2の位置決めを行うことができる。
【0051】
それに加えて、第1凹部21の縦壁部21bに当接する第3受け部33を設けることによって、リアバンパ2の位置決めをさらに容易に又は精度良く行うことができる。
【0052】
また、リアバンパ2の保持部分を第1及び第2凹部21,22のようなデザイン性が重視されない非意匠部とすることによって、万が一、リアバンパ2に変形が生じた場合でも、リアバンパ2の外観への影響をなくすことができる。
【0053】
さらに、非意匠部の中でも、第1凹部21のように別部品を取り付ける部分を保持することによって、万が一、リアバンパ2に変形が生じた場合であっても、変形がユーザの目に晒されることがない。
【0054】
また、第2受け部32と第2凹部22との当接は、面状の底壁部32aと谷状の連結部22cとの当接である。そのため、保持治具1とリアバンパ2の位置関係が多少ずれても、底壁部32aの広がりの範囲内においては、該底壁部32aと該連結部22cとの当接状態が維持される。つまり、保持治具1とリアバンパ2の位置関係が多少ずれても、第2受け部32が第2凹部22の谷状となった連結部22cに当接した状態を実現することができる。
【0055】
また、前記実施形態における樹脂成形品の保持方法は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するための保持方法であって、本体部から連続的に形成されて該本体部よりも内側に凹んだ凹部を有する樹脂成形品を準備する工程と、前記樹脂成形品の凹部における谷状に屈曲又は湾曲した部分に、該樹脂成形品の内側から保持治具を当接させて、該樹脂成形品を保持する工程とを含んでいる。さらに、この保持方法は、前記樹脂成形品を保持したまま、該樹脂成形品を加熱処理する工程を含み得る。
【0056】
《その他の実施形態》
本発明は、実施形態について、以下のような構成としてもよい。
【0057】
すなわち、前記実施形態では、樹脂成形品として、リアバンパ2について説明したが、これに限られるものではない。リアバンパ2以外の樹脂成形品であってもよく、さらには、自動車部品以外の樹脂成形品であってもよい。
【0058】
さらに、前記保持治具1は、リアバンパ2を、塗装工程及び塗装乾燥工程において保持しているが、これに限られるものではない。つまり、保持治具1は、塗装乾燥工程中にのみリアバンパ2を保持するものであってもよい。さらに、保持治具1は、塗装工程や塗装乾燥工程以外の工程において樹脂成形品を保持するものであってもよい。さらにまた、樹脂成形品が加熱される環境は、塗装乾燥工程に限られるものではなく、それ以外の工程であってもよい。
【0059】
また、前記実施形態では、リアバンパ2の第1及び第2凹部21,22を保持しているが、保持する場所は、第1及び第2凹部21,22に限られるものではない。例えば、図7に示すように、第1及び第2凹部21,22以外の凹部23の谷状に屈曲した部分23cを保持する構成であってもよい。また、図8に示すように、本体部20よりも内側に凹んだ部分であって、谷状に屈曲する部分24cを含む凹部24であれば、保持治具1によって保持することができる。
【0060】
また、受け部は、第1〜第3受け部31〜33のように屈曲した形状に限られず、図8に示す受け部34のように、平板状であってもよい。
【0061】
さらに、第1及び第2凹部21,22の連結部21c,22cは谷状に全体的に屈曲し、谷線となる部分がR面に形成されているが、全体に湾曲した谷状の部分であってもよい。例えば、保持される凹部は、第1凹部21において、縦壁部21bと底壁部21aとの区別がつかない程度に、本体部20から、全体的に湾曲しながら、窪んだ形状であってもよい。
【0062】
尚、第1受け部31の底壁部31aは、第1凹部21の底壁部21aにも当接している。しかし、第1凹部21の連結部21cが第1受け部31と当接していない場合には、第1受け部31は第1凹部の底壁部21aに当接するべきではない。なぜなら、底壁部21aのように平坦な部分は剛性が低いからである。つまり、第1凹部21の底壁部21aは、それに連続する連結部21cが第1受け部31で支持されているから、第1受け部31との当接が許容されている。したがって、第1受け部31は、図9に示すように、縦壁部31b,31bが第1凹部21の連結部21cに当接し、底壁部31aが第1凹部21の底壁部21aに当接しないように構成してもよい。詳しくは、各縦壁部31bと底壁部31aとのなす角は90°より大きくなっている。第1受け部31の縦壁部31bは、第1凹部21の縦壁部21bと平行ではなく、底壁部31aに近づくほど絞られるように傾斜している。第1受け部31の底壁部31aの幅は、第1凹部21の底壁部21aの幅よりも小さくなっている。その結果、第1凹部21の連結部21cのみに第1受け部31が当接し、第1凹部21の底壁部21aには第1受け部31が当接しない。かかる構成であれば、第1凹部21の底壁部21aには第1受け部31からの反力が直接は作用しない。この場合、縦壁部31b,31bが保持部を構成する。
【0063】
尚、以上の実施形態は、本質的に好ましい例示であって、本発明、その適用物、あるいはその用途の範囲を制限することを意図するものではない。
【産業上の利用可能性】
【0064】
以上説明したように、本発明は、樹脂成形品が加熱される環境下で該樹脂成形品を保持するための樹脂成形品の保持治具について有用である。
【符号の説明】
【0065】
1 保持治具
2 リアバンパ(樹脂成形品)
20 本体部
21 第1凹部
21a 底壁部
21b 縦壁部
21c 連結部
22 第2凹部
22a 底壁部
22b 縦壁部
22c 連結部
3 受け治具
31 第1受け部
31a 底壁部(保持部)
31b 縦壁部(位置決め部)
32 第2受け部
32a 底壁部(保持部)
33 第3受け部
33a 縦壁部(位置決め部)
【特許請求の範囲】
【請求項1】
樹脂成形品が加熱される環境下で該樹脂成形品を保持するための樹脂成形品の保持治具であって、
樹脂成形品の本体部から連続的に形成されて該本体部よりも内側に凹んだ凹部を保持する保持部を備え、
前記保持部は、前記凹部における谷状に屈曲又は湾曲した部分に、該樹脂成形品の内側から当接することを特徴とする樹脂成形品の保持治具。
【請求項2】
請求項1に記載の樹脂成形品の保持治具において、
前記樹脂成形品の位置決めを行う位置決め部をさらに備え、
前記凹部は、少なくとも、該凹部の底を形成する底壁部と、前記本体部と該底壁部とを連結する縦壁部とで構成されており、
前記凹部における谷状に屈曲又は湾曲した部分は、前記底壁部と前記縦壁部との連結部であり、
前記位置決め部は、前記縦壁部に当接することによって位置決めを行うことを特徴とする樹脂成形品の保持治具。
【請求項3】
請求項1又は2に記載の樹脂成形品の保持治具において、
前記保持部は、前記樹脂成形品における非意匠部に形成された凹部を保持することを特徴とする樹脂成形品の保持治具。
【請求項4】
請求項3に記載の樹脂成形品の保持治具において、
前記凹部は、前記本体部及び凹部とは別部材が取り付けられる部分であることを特徴とする樹脂成形品の保持治具。
【請求項5】
請求項1乃至4の何れか1つに記載の樹脂成形品の保持治具において、
前記樹脂成形品の塗装乾燥時に使用されることを特徴とする樹脂成形品の保持治具。
【請求項1】
樹脂成形品が加熱される環境下で該樹脂成形品を保持するための樹脂成形品の保持治具であって、
樹脂成形品の本体部から連続的に形成されて該本体部よりも内側に凹んだ凹部を保持する保持部を備え、
前記保持部は、前記凹部における谷状に屈曲又は湾曲した部分に、該樹脂成形品の内側から当接することを特徴とする樹脂成形品の保持治具。
【請求項2】
請求項1に記載の樹脂成形品の保持治具において、
前記樹脂成形品の位置決めを行う位置決め部をさらに備え、
前記凹部は、少なくとも、該凹部の底を形成する底壁部と、前記本体部と該底壁部とを連結する縦壁部とで構成されており、
前記凹部における谷状に屈曲又は湾曲した部分は、前記底壁部と前記縦壁部との連結部であり、
前記位置決め部は、前記縦壁部に当接することによって位置決めを行うことを特徴とする樹脂成形品の保持治具。
【請求項3】
請求項1又は2に記載の樹脂成形品の保持治具において、
前記保持部は、前記樹脂成形品における非意匠部に形成された凹部を保持することを特徴とする樹脂成形品の保持治具。
【請求項4】
請求項3に記載の樹脂成形品の保持治具において、
前記凹部は、前記本体部及び凹部とは別部材が取り付けられる部分であることを特徴とする樹脂成形品の保持治具。
【請求項5】
請求項1乃至4の何れか1つに記載の樹脂成形品の保持治具において、
前記樹脂成形品の塗装乾燥時に使用されることを特徴とする樹脂成形品の保持治具。
【図1】



【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−66551(P2012−66551A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−215477(P2010−215477)
【出願日】平成22年9月27日(2010.9.27)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月27日(2010.9.27)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]