
樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を封入する方法及びその方法により製造した樹脂成形品。
【課題】封入する部品の全部を完全に封入すると共に、封入する部品の樹脂成形品内における位置を適宜に設定することができる方法を提供する。
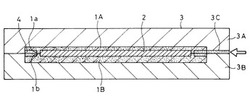
【解決手段】同一の樹脂からなり、同形、同大、同厚となし、面と平行する方向における所要の位置に、後記電子情報その他のID機能を有する素子又はその他の部品2の厚味と形状及び大きさに対応した寸法の保護用囲繞枠1a、1bが突設された、一対の樹脂成形品形成板1A、1Bを形成する。それらにおける保護用囲繞枠1a、1b内に電子情報その他のID機能を有する素子又はその他の部品2を密封する。この状態においてキャビティー側3Aとコア側3Bからなる金型3内に保持し、溶融した一対の樹脂成形品形成板1A、1Bと同一の樹脂4を樹脂注入口3Cから注入して該樹脂4を一対の樹脂成形品形成板1A、1B間の保護用囲繞枠1a、1bの外周に充填する。その後該樹脂4を冷却、固化せしめる。
【解決手段】同一の樹脂からなり、同形、同大、同厚となし、面と平行する方向における所要の位置に、後記電子情報その他のID機能を有する素子又はその他の部品2の厚味と形状及び大きさに対応した寸法の保護用囲繞枠1a、1bが突設された、一対の樹脂成形品形成板1A、1Bを形成する。それらにおける保護用囲繞枠1a、1b内に電子情報その他のID機能を有する素子又はその他の部品2を密封する。この状態においてキャビティー側3Aとコア側3Bからなる金型3内に保持し、溶融した一対の樹脂成形品形成板1A、1Bと同一の樹脂4を樹脂注入口3Cから注入して該樹脂4を一対の樹脂成形品形成板1A、1B間の保護用囲繞枠1a、1bの外周に充填する。その後該樹脂4を冷却、固化せしめる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を封入する方法及びその方法により製造した樹脂成形品に関するものである。
【背景技術】
【0002】
本発明者は、先に、証明書、証券、IDカード等自体を樹脂で形成し、その内部にホログラム、ICチップを含む回路等の電子情報その他のID機能を有する素子を封入することをもって前記証明書等の偽造を防止する方法を提案した(特開2009−217767号公報)。
【0003】
該方法において証明書等の樹脂成形品は、内部にホログラム、電子情報その他のID機能を有する素子を封入した形態であり、これにより該ID機能を有する素子を別のものに取り換えることによる偽造を防止するものである。
【0004】
そしてまた、その証明書等の樹脂成形品の内部にホログラム、ICチップを含む回路等の電子情報その他のID機能を有する素子を封入する方法は、図8及び図9に示す通りである。図において、100は証明書、証券、IDカード等自体である樹脂成形品であり、101は該樹脂成形品100内に一体的に封入したホログラム、ICチップを含む回路等の電子情報その他のID機能を有する素子、102はキャビティー側102Aとコア側102Bからなる金型である。
【0005】
そして、その工程は、図8に示す如く、電子情報その他のID機能を有する素子101を金型102内に保持し、キャビティー側102Aとコア側102Bとの合わせ目に形成した樹脂注入口102Cから溶融した樹脂103を注入し、冷却して固化させるものである。
【0006】
斯かる場合においては、溶融状態で注入され、冷却して固化した樹脂103によって証明書等の樹脂成形品100が形成され、図9に示す如く、電子情報その他のID機能を有する素子101が、該樹脂成形品100内に一体的に封入された状態になるものである。
【0007】
しかし、斯かる工程による場合、図8に示す如く、電子情報その他のID機能を有する素子101を金型102内に保持するとき、それの一部101aが金型102のキャビティー側102Aとコア側102Bとの間の樹脂注入空間Sより飛び出しており、このため金型102より取り出して製品として完成させるときにこの飛び出した部分101aを切断しなければならない。尚、図9はこの切断した状態を示す。そして、これにより電子情報その他のID機能を有する素子101の一部(切断面)が樹脂成形品100から露出することになる。この場合にはセキュリティーの面において不安を覚えさせることになると共に外観の点からも好ましくない。
【0008】
また、上記の如く常に金型102内の一定の位置に保持されるものであるから、封入された電子情報その他のID機能を有する素子101の樹脂成形品100内における位置、即ち樹脂成形品100の厚味方向における位置並びに面と平行する方向における位置は常に一定であり、これらを適宜に設定することができない。
【0009】
また、注入する溶融状態の樹脂103の温度は200〜350°Cと高温であるが、これが電子情報その他のID機能を有する素子101と直に接触すると、そのものによっては耐熱温度を越して破損することも起こり得る。
【0010】
また、更に、金型102内の圧力は50〜70MPaと高圧力であるが、この圧力が電子情報その他のID機能を有する素子101にかかると、そのものによっては破損することが起こり得ることになる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2009−217767号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は上記の点に鑑みなされたものであって、上記電子情報その他のID機能を有する素子等の固体や、袋入りの液体又は気体等の物体を、その一部が外部に露出することなく、全部を完全に封入することができ、また樹脂成形品内における位置、即ち樹脂成形品の厚味方向における位置並びに面と平行する方向における位置を適宜に設定することができ、更に樹脂を注入する工程において金型内における樹脂の熱と圧力から樹脂成形品内に封入する物体を保護することができるようになした樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を封入する方法及びその方法により製造した樹脂成形品を提供しようとするものである。
【課題を解決するための手段】
【0013】
而して、本発明の要旨とするところは、同一の樹脂からなり、同形、同大となすと共に夫々を所要の厚味となし、夫々の対向面の、面と平行する方向における所要の位置に、後記物体の厚味と形状及び大きさに対応した寸法の保護用囲繞枠が突設された、樹脂成形品自体となる一対の樹脂成形品形成板を成形し、これら一対の樹脂成形品形成板を合わせて、それらにおける前記保護用囲繞枠内に固体、袋入りの液体又は気体等の物体を密封し、この状態においてキャビティー側とコア側からなる金型内に保持し、溶融した前記一対の樹脂成形品形成板と同一の樹脂を樹脂注入口から注入して該樹脂を前記一対の樹脂成形品形成板間の保護用囲繞枠の外周に充填し、その後冷却、固化せしめ、もって樹脂成形品の固体、袋入りの液体又は気体等の物体を一体的に封入することを特徴とする樹脂成形品の内部に物体を封入する方法にある。
【0014】
そして、上記方法において、一対の樹脂成形品形成板及び金型内への注入樹脂は汎用又は超エンプラ樹脂のいずれかであるが、超エンプラ樹脂の方が好ましい。また、一対の樹脂成形品形成板のいずれか一方又は両方の外縁部に、延出部分を一体的に成形するようになしてもよい。
【0015】
更に、同一の樹脂からなり、同形、同大となすと共に夫々を所要の厚味となし、夫々の対向面の、面と平行する方向における所要の位置に、後記物体の厚味と形状及び大きさに対応した寸法の保護用囲繞枠が突設された、樹脂成形品自体となる一対の樹脂成形品形成板を成形し、これら一対の樹脂成形品形成板を合わせて、それらにおける前記保護用囲繞枠内に固体、袋入りの液体又は気体等の物体を密封し、この状態においてキャビティー側とコア側からなる金型内に保持し、溶融した前記一対の樹脂成形品形成板と同一の樹脂を樹脂注入口から注入して該樹脂を前記一対の樹脂成形品形成板間の保護用囲繞枠の外周に充填し、これを冷却、固化せしめ、もって樹脂成形品の固体、袋入りの液体又は気体等の物体を一体的に封入した樹脂成形品をもその要旨とするものである。
【0016】
そして、上記樹脂成形品の構成において、一対の樹脂成形品形成板及び金型内への注入樹脂は汎用又は超エンプラ樹脂のいずれかであるが、超エンプラ樹脂の方が好ましい。また、一対の樹脂成形品形成板のいずれか一方又は両方の外縁部に、延出部分を一体的に成形するようになしてもよい。
【発明の効果】
【0017】
本発明は上記の如き構成であるから、電子情報その他のID機能を有する素子等の固体や、袋入りの液体又は気体等の物体を、その一部が外部に露出することなく、全部を完全に封入することができ、また樹脂成形品内における位置、即ち樹脂成形品の厚味方向における位置並びに面と平行する方向における位置を適宜に設定することができ、更に樹脂を注入する工程において金型内における樹脂の熱と圧力から樹脂成形品内に封入する物体を保護することができるものである。また、一対の樹脂成形品形成板及び金型内への注入樹脂が超エンプラ樹脂である場合には、耐腐食性に優れ、硫酸のような強酸に対しても強く、過酷な環境にも耐えることができるものである。
【図面の簡単な説明】
【0018】
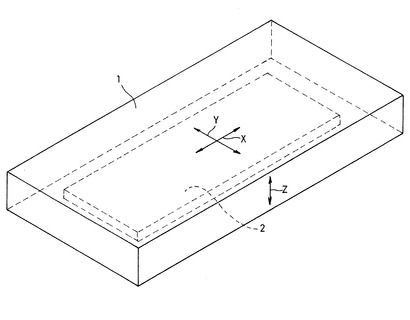
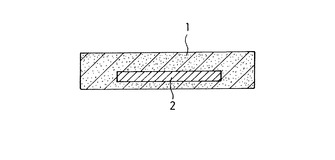
【図1】本発明の実施形態によって内部に物体を封入した状態の樹脂成形品の斜視図である。
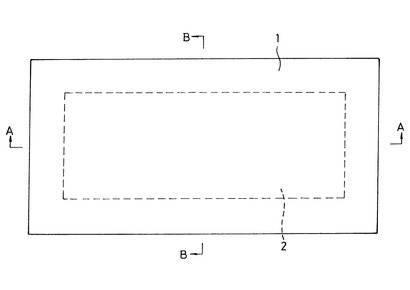
【図2】同平面図である。
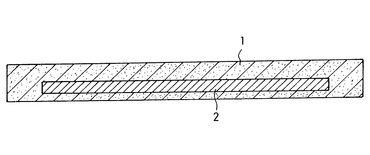
【図3】図2中A−A線断面図である。
【図4】図2中B−B線断面図である。
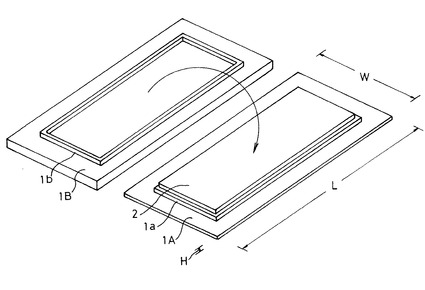
【図5】本発明の実施形態における工程説明図であり、成形した一対の樹脂成形品形成板を合わせる状態を示すものである。
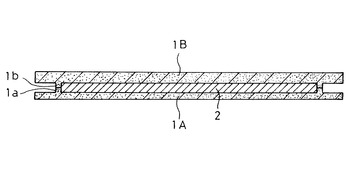
【図6】同工程説明図であり、一対の樹脂成形品形成板を合わせ、それらにおける保護用囲繞枠内に樹脂成形品内に封入する物体を密封した状態を示すものである。
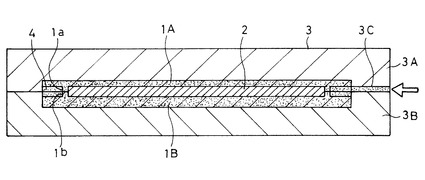
【図7】同工程説明図であり、一対の樹脂成形品形成板を金型内に保持して溶融した樹脂を注入した状態を示すものである。
【図8】本発明者が先に提案した方法における樹脂成形品の内部に物体を封入する手段の説明図である。
【図9】図8に示した手段によって内部に物体を封入した状態の樹脂成形品の縦断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施するための形態について、図面を参照して説明する。
【0020】
先ず、図5に示す如く、同一の樹脂からなり、方形で同一の長さL及び幅Wを有すると共に夫々を所要の厚味Hとなし、夫々の対向面の、面と平行する方向における所要の位置に、後記電子情報その他のID機能を有する素子又はその他の部品の厚味と長さ及び幅に対応した寸法の保護用囲繞枠1a、1bが突設された、樹脂成形品自体となる一対の樹脂成形品形成板1A、1Bを成形する。そして、一対の樹脂成形品形成板1Aの保護用囲繞枠1a内に、電子情報その他のID機能を有する素子又はその他の部品2を嵌合する。また、本実施形態においては、一対の樹脂成形品形成板1A、1B及び後記金型内への注入樹脂として超エンプラ樹脂を用いているが、汎用樹脂を用いてもよい。
【0021】
次に、これら一対の樹脂成形品形成板1A、1Bを合わせて、図6に示す如く、それらにおける前記保護用囲繞枠1a、1b内に電子情報その他のID機能を有する素子又はその他の部品2を密封する。
【0022】
次に、この状態においてキャビティー側3Aとコア側3Bからなる金型3内に保持し、溶融した前記一対の樹脂成形品形成板1A、1Bと同一の樹脂4を樹脂注入口3Cから注入して該樹脂4を前記一対の樹脂成形品形成板1A、1B間の保護用囲繞枠1a、1bの外周に充填し、その後冷却、固化せしめるものである。以上の工程を経て図1乃至図4に示す内部に物体を封入した樹脂成形品1が完成するものである。
【0023】
本実施形態によると、樹脂成形品1内に封入する部品2を金型3内に保持するときには、その両方の面を一対の樹脂成形品形成板1A、1Bによって覆った状態で保持し、そしてこれら一対の樹脂成形品形成板1A、1B間の保護用囲繞枠1a、1bの外周には該一対の樹脂成形品形成板1A、1Bと同一の樹脂4を溶融状態において注入するものであるから、該樹脂4を介して一対の樹脂成形品形成板1A、1Bが一体化すると共に該樹脂4が該一対の樹脂成形品形成板1A、1B間における保護用囲繞枠1a、1bの外周に充満されることになるものである。もって完成時において樹脂成形品1内に封入する部品2の一部が外部に露出することなく、全部を完全に封入することができるものである。
【0024】
また、部品2の樹脂成形品1内における位置の設定も自由に行うことができるものである。即ち、図1において樹脂成形品1の厚味方向Zの位置を適宜の位置に設定する場合には、図5において一対の樹脂成形品形成板1A、1Bの一方又は両方の厚味Hを調節することによって行い、また図1において樹脂成形品1の長さ方向Xの位置を適宜の位置に設定する場合には、図5において一対の樹脂成形品形成板1A、1Bの保護用囲繞枠1a、1bの位置を長さ方向(L方向)に調節することによって行い、また図1において樹脂成形品1の幅方向Yの位置を適宜の位置に設定する場合には、図5において一対の樹脂成形品形成板1A、1Bの保護用囲繞枠1a、1bの位置を幅方向(W方向)に調節することによって行うものである。
【0025】
また、樹脂成形品1内に封入する部品2を金型3内に保持するときには、その両方の面を一対の樹脂成形品形成板1A、1Bによって覆うと共に周側面を保護用囲繞枠1a、1bで覆った状態で保持するものであるから、金型3内に溶融状態の樹脂4を注入する際における熱と圧力から樹脂成形品1内に封入する部品2を保護することができるものである。また、本実施形態におけるが如く一対の樹脂成形品形成板1A、1B及び金型内への注入樹脂4として超エンプラ樹脂を用いれば、耐腐食性に優れ、硫酸のような強酸に対しても強く、過酷な環境にも耐えることができるものである。
【0026】
また、以上の実施形態においては樹脂成形品1を平面形状において方形の場合を示したが、円形その他の適宜の形状となすことができるものである。また、一対の樹脂成形品形成板1A、1Bのいずれか一方又は両方の外縁部に、図示はしないが延出部分を一体的に成形するようにしてもよい。これにより、内部に封入した物体に記録されている情報と同じものを希望によりその延出部分に手書きすることもできるものである。
【0027】
また、上記実施形態においては、封入する物体として電子情報その他のID機能を有する素子又はその他の部品、即ち固体の場合を示したが、図示はしないが袋入りの液体又は気体であってもよいものである。これにより、物体が棄損された場合に、袋が破れて内部に封入した液体又は気体が飛散することとなり、破損状態が一目で分かることとなって、これを棄損されなかったかの如くに偽装することを防止できるものである。
【符号の説明】
【0028】
1A、1B 一対の樹脂成形品形成板
1a、1b 保護用囲繞枠
2 封入する部品
3 金型
3A 金型のキャビティー側
3B 金型のコア側
4 溶融樹脂
【技術分野】
【0001】
本発明は樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を封入する方法及びその方法により製造した樹脂成形品に関するものである。
【背景技術】
【0002】
本発明者は、先に、証明書、証券、IDカード等自体を樹脂で形成し、その内部にホログラム、ICチップを含む回路等の電子情報その他のID機能を有する素子を封入することをもって前記証明書等の偽造を防止する方法を提案した(特開2009−217767号公報)。
【0003】
該方法において証明書等の樹脂成形品は、内部にホログラム、電子情報その他のID機能を有する素子を封入した形態であり、これにより該ID機能を有する素子を別のものに取り換えることによる偽造を防止するものである。
【0004】
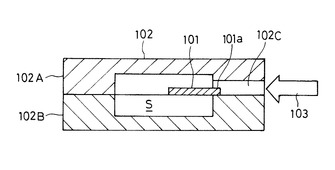
そしてまた、その証明書等の樹脂成形品の内部にホログラム、ICチップを含む回路等の電子情報その他のID機能を有する素子を封入する方法は、図8及び図9に示す通りである。図において、100は証明書、証券、IDカード等自体である樹脂成形品であり、101は該樹脂成形品100内に一体的に封入したホログラム、ICチップを含む回路等の電子情報その他のID機能を有する素子、102はキャビティー側102Aとコア側102Bからなる金型である。
【0005】
そして、その工程は、図8に示す如く、電子情報その他のID機能を有する素子101を金型102内に保持し、キャビティー側102Aとコア側102Bとの合わせ目に形成した樹脂注入口102Cから溶融した樹脂103を注入し、冷却して固化させるものである。
【0006】
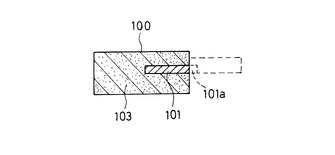
斯かる場合においては、溶融状態で注入され、冷却して固化した樹脂103によって証明書等の樹脂成形品100が形成され、図9に示す如く、電子情報その他のID機能を有する素子101が、該樹脂成形品100内に一体的に封入された状態になるものである。
【0007】
しかし、斯かる工程による場合、図8に示す如く、電子情報その他のID機能を有する素子101を金型102内に保持するとき、それの一部101aが金型102のキャビティー側102Aとコア側102Bとの間の樹脂注入空間Sより飛び出しており、このため金型102より取り出して製品として完成させるときにこの飛び出した部分101aを切断しなければならない。尚、図9はこの切断した状態を示す。そして、これにより電子情報その他のID機能を有する素子101の一部(切断面)が樹脂成形品100から露出することになる。この場合にはセキュリティーの面において不安を覚えさせることになると共に外観の点からも好ましくない。
【0008】
また、上記の如く常に金型102内の一定の位置に保持されるものであるから、封入された電子情報その他のID機能を有する素子101の樹脂成形品100内における位置、即ち樹脂成形品100の厚味方向における位置並びに面と平行する方向における位置は常に一定であり、これらを適宜に設定することができない。
【0009】
また、注入する溶融状態の樹脂103の温度は200〜350°Cと高温であるが、これが電子情報その他のID機能を有する素子101と直に接触すると、そのものによっては耐熱温度を越して破損することも起こり得る。
【0010】
また、更に、金型102内の圧力は50〜70MPaと高圧力であるが、この圧力が電子情報その他のID機能を有する素子101にかかると、そのものによっては破損することが起こり得ることになる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2009−217767号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は上記の点に鑑みなされたものであって、上記電子情報その他のID機能を有する素子等の固体や、袋入りの液体又は気体等の物体を、その一部が外部に露出することなく、全部を完全に封入することができ、また樹脂成形品内における位置、即ち樹脂成形品の厚味方向における位置並びに面と平行する方向における位置を適宜に設定することができ、更に樹脂を注入する工程において金型内における樹脂の熱と圧力から樹脂成形品内に封入する物体を保護することができるようになした樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を封入する方法及びその方法により製造した樹脂成形品を提供しようとするものである。
【課題を解決するための手段】
【0013】
而して、本発明の要旨とするところは、同一の樹脂からなり、同形、同大となすと共に夫々を所要の厚味となし、夫々の対向面の、面と平行する方向における所要の位置に、後記物体の厚味と形状及び大きさに対応した寸法の保護用囲繞枠が突設された、樹脂成形品自体となる一対の樹脂成形品形成板を成形し、これら一対の樹脂成形品形成板を合わせて、それらにおける前記保護用囲繞枠内に固体、袋入りの液体又は気体等の物体を密封し、この状態においてキャビティー側とコア側からなる金型内に保持し、溶融した前記一対の樹脂成形品形成板と同一の樹脂を樹脂注入口から注入して該樹脂を前記一対の樹脂成形品形成板間の保護用囲繞枠の外周に充填し、その後冷却、固化せしめ、もって樹脂成形品の固体、袋入りの液体又は気体等の物体を一体的に封入することを特徴とする樹脂成形品の内部に物体を封入する方法にある。
【0014】
そして、上記方法において、一対の樹脂成形品形成板及び金型内への注入樹脂は汎用又は超エンプラ樹脂のいずれかであるが、超エンプラ樹脂の方が好ましい。また、一対の樹脂成形品形成板のいずれか一方又は両方の外縁部に、延出部分を一体的に成形するようになしてもよい。
【0015】
更に、同一の樹脂からなり、同形、同大となすと共に夫々を所要の厚味となし、夫々の対向面の、面と平行する方向における所要の位置に、後記物体の厚味と形状及び大きさに対応した寸法の保護用囲繞枠が突設された、樹脂成形品自体となる一対の樹脂成形品形成板を成形し、これら一対の樹脂成形品形成板を合わせて、それらにおける前記保護用囲繞枠内に固体、袋入りの液体又は気体等の物体を密封し、この状態においてキャビティー側とコア側からなる金型内に保持し、溶融した前記一対の樹脂成形品形成板と同一の樹脂を樹脂注入口から注入して該樹脂を前記一対の樹脂成形品形成板間の保護用囲繞枠の外周に充填し、これを冷却、固化せしめ、もって樹脂成形品の固体、袋入りの液体又は気体等の物体を一体的に封入した樹脂成形品をもその要旨とするものである。
【0016】
そして、上記樹脂成形品の構成において、一対の樹脂成形品形成板及び金型内への注入樹脂は汎用又は超エンプラ樹脂のいずれかであるが、超エンプラ樹脂の方が好ましい。また、一対の樹脂成形品形成板のいずれか一方又は両方の外縁部に、延出部分を一体的に成形するようになしてもよい。
【発明の効果】
【0017】
本発明は上記の如き構成であるから、電子情報その他のID機能を有する素子等の固体や、袋入りの液体又は気体等の物体を、その一部が外部に露出することなく、全部を完全に封入することができ、また樹脂成形品内における位置、即ち樹脂成形品の厚味方向における位置並びに面と平行する方向における位置を適宜に設定することができ、更に樹脂を注入する工程において金型内における樹脂の熱と圧力から樹脂成形品内に封入する物体を保護することができるものである。また、一対の樹脂成形品形成板及び金型内への注入樹脂が超エンプラ樹脂である場合には、耐腐食性に優れ、硫酸のような強酸に対しても強く、過酷な環境にも耐えることができるものである。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態によって内部に物体を封入した状態の樹脂成形品の斜視図である。
【図2】同平面図である。
【図3】図2中A−A線断面図である。
【図4】図2中B−B線断面図である。
【図5】本発明の実施形態における工程説明図であり、成形した一対の樹脂成形品形成板を合わせる状態を示すものである。
【図6】同工程説明図であり、一対の樹脂成形品形成板を合わせ、それらにおける保護用囲繞枠内に樹脂成形品内に封入する物体を密封した状態を示すものである。
【図7】同工程説明図であり、一対の樹脂成形品形成板を金型内に保持して溶融した樹脂を注入した状態を示すものである。
【図8】本発明者が先に提案した方法における樹脂成形品の内部に物体を封入する手段の説明図である。
【図9】図8に示した手段によって内部に物体を封入した状態の樹脂成形品の縦断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施するための形態について、図面を参照して説明する。
【0020】
先ず、図5に示す如く、同一の樹脂からなり、方形で同一の長さL及び幅Wを有すると共に夫々を所要の厚味Hとなし、夫々の対向面の、面と平行する方向における所要の位置に、後記電子情報その他のID機能を有する素子又はその他の部品の厚味と長さ及び幅に対応した寸法の保護用囲繞枠1a、1bが突設された、樹脂成形品自体となる一対の樹脂成形品形成板1A、1Bを成形する。そして、一対の樹脂成形品形成板1Aの保護用囲繞枠1a内に、電子情報その他のID機能を有する素子又はその他の部品2を嵌合する。また、本実施形態においては、一対の樹脂成形品形成板1A、1B及び後記金型内への注入樹脂として超エンプラ樹脂を用いているが、汎用樹脂を用いてもよい。
【0021】
次に、これら一対の樹脂成形品形成板1A、1Bを合わせて、図6に示す如く、それらにおける前記保護用囲繞枠1a、1b内に電子情報その他のID機能を有する素子又はその他の部品2を密封する。
【0022】
次に、この状態においてキャビティー側3Aとコア側3Bからなる金型3内に保持し、溶融した前記一対の樹脂成形品形成板1A、1Bと同一の樹脂4を樹脂注入口3Cから注入して該樹脂4を前記一対の樹脂成形品形成板1A、1B間の保護用囲繞枠1a、1bの外周に充填し、その後冷却、固化せしめるものである。以上の工程を経て図1乃至図4に示す内部に物体を封入した樹脂成形品1が完成するものである。
【0023】
本実施形態によると、樹脂成形品1内に封入する部品2を金型3内に保持するときには、その両方の面を一対の樹脂成形品形成板1A、1Bによって覆った状態で保持し、そしてこれら一対の樹脂成形品形成板1A、1B間の保護用囲繞枠1a、1bの外周には該一対の樹脂成形品形成板1A、1Bと同一の樹脂4を溶融状態において注入するものであるから、該樹脂4を介して一対の樹脂成形品形成板1A、1Bが一体化すると共に該樹脂4が該一対の樹脂成形品形成板1A、1B間における保護用囲繞枠1a、1bの外周に充満されることになるものである。もって完成時において樹脂成形品1内に封入する部品2の一部が外部に露出することなく、全部を完全に封入することができるものである。
【0024】
また、部品2の樹脂成形品1内における位置の設定も自由に行うことができるものである。即ち、図1において樹脂成形品1の厚味方向Zの位置を適宜の位置に設定する場合には、図5において一対の樹脂成形品形成板1A、1Bの一方又は両方の厚味Hを調節することによって行い、また図1において樹脂成形品1の長さ方向Xの位置を適宜の位置に設定する場合には、図5において一対の樹脂成形品形成板1A、1Bの保護用囲繞枠1a、1bの位置を長さ方向(L方向)に調節することによって行い、また図1において樹脂成形品1の幅方向Yの位置を適宜の位置に設定する場合には、図5において一対の樹脂成形品形成板1A、1Bの保護用囲繞枠1a、1bの位置を幅方向(W方向)に調節することによって行うものである。
【0025】
また、樹脂成形品1内に封入する部品2を金型3内に保持するときには、その両方の面を一対の樹脂成形品形成板1A、1Bによって覆うと共に周側面を保護用囲繞枠1a、1bで覆った状態で保持するものであるから、金型3内に溶融状態の樹脂4を注入する際における熱と圧力から樹脂成形品1内に封入する部品2を保護することができるものである。また、本実施形態におけるが如く一対の樹脂成形品形成板1A、1B及び金型内への注入樹脂4として超エンプラ樹脂を用いれば、耐腐食性に優れ、硫酸のような強酸に対しても強く、過酷な環境にも耐えることができるものである。
【0026】
また、以上の実施形態においては樹脂成形品1を平面形状において方形の場合を示したが、円形その他の適宜の形状となすことができるものである。また、一対の樹脂成形品形成板1A、1Bのいずれか一方又は両方の外縁部に、図示はしないが延出部分を一体的に成形するようにしてもよい。これにより、内部に封入した物体に記録されている情報と同じものを希望によりその延出部分に手書きすることもできるものである。
【0027】
また、上記実施形態においては、封入する物体として電子情報その他のID機能を有する素子又はその他の部品、即ち固体の場合を示したが、図示はしないが袋入りの液体又は気体であってもよいものである。これにより、物体が棄損された場合に、袋が破れて内部に封入した液体又は気体が飛散することとなり、破損状態が一目で分かることとなって、これを棄損されなかったかの如くに偽装することを防止できるものである。
【符号の説明】
【0028】
1A、1B 一対の樹脂成形品形成板
1a、1b 保護用囲繞枠
2 封入する部品
3 金型
3A 金型のキャビティー側
3B 金型のコア側
4 溶融樹脂
【特許請求の範囲】
【請求項1】
同一の樹脂からなり、同形、同大となすと共に夫々を所要の厚味となし、夫々の対向面の、面と平行する方向における所要の位置に、後記物体の厚味と形状及び大きさに対応した寸法の保護用囲繞枠が突設された、樹脂成形品自体となる一対の樹脂成形品形成板を成形し、これら一対の樹脂成形品形成板を合わせて、それらにおける前記保護用囲繞枠内に固体、袋入りの液体又は気体等の物体を密封し、この状態においてキャビティー側とコア側からなる金型内に保持し、溶融した前記一対の樹脂成形品形成板と同一の樹脂を樹脂注入口から注入して該樹脂を前記一対の樹脂成形品形成板間の保護用囲繞枠の外周に充填し、その後冷却、固化せしめ、もって樹脂成形品の固体、袋入りの液体又は気体等の物体を一体的に封入することを特徴とする樹脂成形品の内部に物体を封入する方法。
【請求項2】
一対の樹脂成形品形成板及び金型内への注入樹脂が汎用又は超エンプラ樹脂である請求項1記載の樹脂成形品の内部に物体を封入する方法。
【請求項3】
一対の樹脂成形品形成板のいずれか一方又は両方の外縁部に、延出部分を一体的に成形してなる請求項1又は2記載の樹脂成形品の内部に物体を封入する方法。
【請求項4】
同一の樹脂からなり、同形、同大となすと共に夫々を所要の厚味となし、夫々の対向面の、面と平行する方向における所要の位置に、後記物体の厚味と形状及び大きさに対応した寸法の保護用囲繞枠が突設された、樹脂成形品自体となる一対の樹脂成形品形成板を成形し、これら一対の樹脂成形品形成板を合わせて、それらにおける前記保護用囲繞枠内に固体、袋入りの液体又は気体等の物体を密封し、この状態においてキャビティー側とコア側からなる金型内に保持し、溶融した前記一対の樹脂成形品形成板と同一の樹脂を樹脂注入口から注入して該樹脂を前記一対の樹脂成形品形成板間の保護用囲繞枠の外周に充填し、冷却、固化せしめることにより、樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を一体的に封入したことを特徴とする樹脂成形品。
【請求項5】
一対の樹脂成形品形成板及び金型内への注入樹脂が汎用又は超エンプラ樹脂である請求項4記載の樹脂成形品。
【請求項6】
一対の樹脂成形品形成板のいずれか一方又は両方の外縁部に、延出部分を一体的に成形してなる請求項4又は5記載の樹脂成形品。
【請求項1】
同一の樹脂からなり、同形、同大となすと共に夫々を所要の厚味となし、夫々の対向面の、面と平行する方向における所要の位置に、後記物体の厚味と形状及び大きさに対応した寸法の保護用囲繞枠が突設された、樹脂成形品自体となる一対の樹脂成形品形成板を成形し、これら一対の樹脂成形品形成板を合わせて、それらにおける前記保護用囲繞枠内に固体、袋入りの液体又は気体等の物体を密封し、この状態においてキャビティー側とコア側からなる金型内に保持し、溶融した前記一対の樹脂成形品形成板と同一の樹脂を樹脂注入口から注入して該樹脂を前記一対の樹脂成形品形成板間の保護用囲繞枠の外周に充填し、その後冷却、固化せしめ、もって樹脂成形品の固体、袋入りの液体又は気体等の物体を一体的に封入することを特徴とする樹脂成形品の内部に物体を封入する方法。
【請求項2】
一対の樹脂成形品形成板及び金型内への注入樹脂が汎用又は超エンプラ樹脂である請求項1記載の樹脂成形品の内部に物体を封入する方法。
【請求項3】
一対の樹脂成形品形成板のいずれか一方又は両方の外縁部に、延出部分を一体的に成形してなる請求項1又は2記載の樹脂成形品の内部に物体を封入する方法。
【請求項4】
同一の樹脂からなり、同形、同大となすと共に夫々を所要の厚味となし、夫々の対向面の、面と平行する方向における所要の位置に、後記物体の厚味と形状及び大きさに対応した寸法の保護用囲繞枠が突設された、樹脂成形品自体となる一対の樹脂成形品形成板を成形し、これら一対の樹脂成形品形成板を合わせて、それらにおける前記保護用囲繞枠内に固体、袋入りの液体又は気体等の物体を密封し、この状態においてキャビティー側とコア側からなる金型内に保持し、溶融した前記一対の樹脂成形品形成板と同一の樹脂を樹脂注入口から注入して該樹脂を前記一対の樹脂成形品形成板間の保護用囲繞枠の外周に充填し、冷却、固化せしめることにより、樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を一体的に封入したことを特徴とする樹脂成形品。
【請求項5】
一対の樹脂成形品形成板及び金型内への注入樹脂が汎用又は超エンプラ樹脂である請求項4記載の樹脂成形品。
【請求項6】
一対の樹脂成形品形成板のいずれか一方又は両方の外縁部に、延出部分を一体的に成形してなる請求項4又は5記載の樹脂成形品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−103360(P2013−103360A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247019(P2011−247019)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(391047411)土屋工業株式会社 (9)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(391047411)土屋工業株式会社 (9)
【Fターム(参考)】
[ Back to top ]