
樹脂成形品の製造方法及び樹脂成形品
【課題】安価なポリプロピレン系樹脂を用い、プレス成形により、耐熱性に優れた樹脂成形品を得ることを可能とする樹脂成形品の製造方法、及びその製造方法により得られた樹脂成形品を提供する。
【解決手段】加熱下でポリプロピレン系樹脂を溶解する溶媒にポリプロピレン系樹脂を加熱下で溶解し、前記ポリプロピレン系樹脂が前記溶媒に溶解してなるポリプロピレン系樹脂溶液を得る溶解工程と、前記溶解工程後に、前記ポリプロピレン系樹脂溶液を冷却し、次に前記溶媒を除去することによりモノリス構造のポリプロピレン系樹脂を得る工程と、前記モノリス構造のポリプロピレン系樹脂を加熱下でプレス成型する工程と、前記プレス成型後に冷却する工程とを備える樹脂成形品の製造方法、及びその製造方法により得られた樹脂成形品。
【解決手段】加熱下でポリプロピレン系樹脂を溶解する溶媒にポリプロピレン系樹脂を加熱下で溶解し、前記ポリプロピレン系樹脂が前記溶媒に溶解してなるポリプロピレン系樹脂溶液を得る溶解工程と、前記溶解工程後に、前記ポリプロピレン系樹脂溶液を冷却し、次に前記溶媒を除去することによりモノリス構造のポリプロピレン系樹脂を得る工程と、前記モノリス構造のポリプロピレン系樹脂を加熱下でプレス成型する工程と、前記プレス成型後に冷却する工程とを備える樹脂成形品の製造方法、及びその製造方法により得られた樹脂成形品。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリプロピレン系樹脂をプレス成形することにより樹脂成形品を製造する方法に関し、より詳細には、モノリス構造のポリプロピレン系樹脂をプレス成形する工程を備え、耐熱性に優れた樹脂成形品を得ることを可能とする製造方法に関する。
【背景技術】
【0002】
従来、非常に安価であるため、ポリプロピレン系樹脂からなる樹脂成形品が様々な分野で用いられている。ポリプロピレン系樹脂の成形に際しては、多様な形状の樹脂成形品を得ることができるため、プレス成形法が広く用いられている。例えば、下記の特許文献1には、ポリプロピレン等の合成樹脂シート素材を用い、熱圧成型によって製造された合成樹脂製の食品用蓋付き容器が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実用新案登録第3126554号
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のように、従来、ポリプロピレン系樹脂のプレス成形により様々な樹脂成形品が得られている。しかしながら、ポリプロピレン系樹脂からなる樹脂成形品では、耐熱性が十分でないという問題があった。
【0005】
本発明の目的は、安価なポリプロピレン系樹脂を用い、プレス成形により、耐熱性に優れた樹脂成形品を得ることを可能とする樹脂成形品の製造方法、及びその製造方法により得られた樹脂成形品を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る樹脂成形品の製造方法は、加熱下でポリプロピレン系樹脂を溶解する溶媒にポリプロピレン系樹脂を加熱下で溶解し、前記ポリプロピレン系樹脂が前記溶媒に溶解してなるポリプロピレン系樹脂溶液を得る溶解工程と、前記溶解工程後に、前記ポリプロピレン系樹脂溶液を冷却し、次に前記溶媒を除去することによりモノリス構造のポリプロピレン系樹脂を得る工程と、前記モノリス構造のポリプロピレン系樹脂を加熱下でプレス成形する工程と、前記プレス成形後に冷却する工程とを備える。
【0007】
本発明に係る樹脂成形品の製造方法では、好ましくは、上記ポリプロピレン系樹脂として、マレイン酸変性ポリプロピレン、ホモポリプロピレンまたはそれらの組み合わせが用いられる。この場合には、上記モノリス構造のポリプロピレン系樹脂を確実に得ることができ、本発明に従ってプレス成形することにより、より一層耐熱性に優れた樹脂成形品を得ることが可能となる。
【0008】
本発明に係る樹脂成形品の製造方法では、好ましくは上記溶媒としてキシレンが用いられ、上記溶解工程が120℃〜135℃の範囲の温度で行われる。従って、ポリプロピレン系樹脂を加熱下においてキシレン中に容易に溶解させ、冷却によりモノリス構造のポリプロピレン系樹脂を確実に得ることができる。
【0009】
本発明に係る樹脂成形品の製造方法の他の特定の局面では、上記プレス成形に際し、140℃〜190℃の温度範囲でプレス成形を行う。この温度範囲内でプレス成形を行うことにより、結晶化度及び耐熱性をより一層高めることができる。
【0010】
本発明に係る樹脂成形品の製造方法では、好ましくは、前記プレス成形後の冷却を、10℃/分以上かつ80℃/分以下の速度で行う。この場合には、プレス成形後の冷却工程の短縮を図ることができる。
【0011】
本発明に係る樹脂成形品は、本発明の樹脂成形品の製造方法によって得られる。従って、本発明に係る樹脂成形品は、従来のポリプロピレン系樹脂成形品に比べ耐熱性に優れている。
【0012】
以下、本発明の詳細を説明する。
【0013】
本発明に係る樹脂成形品の製造方法では、まず、ポリプロピレン系樹脂を、加熱下で該ポリプロピレン系樹脂を溶解する溶媒に、加熱下において溶解し、上記ポリプロピレン系樹脂が上記溶媒に溶解してなるポリプロピレン系樹脂溶液を得る(溶解工程)。上記溶解方法は特に限定されず、例えば、上記加熱溶媒中に上記ポリプロピレン系樹脂を添加した後、ミキサーなどによる撹拌処理や、超音波処理などの様々な方法により行うことができる。なかでも、良溶媒中において膨潤した高分子同士の絡み合いを最小限に抑制することができるため、超音波により撹拌処理を行うことが好ましい。
【0014】
上記ポリプロピレン系樹脂としては、特に限定されず、マレイン酸変性ポリプロピレン、塩素化ポリプロピレン、ホモポリプロピレン、エチレン−プロピレン共重合体、ブチレン−プロピレン共重合体などを挙げることができる。上記ポリプロピレン系樹脂は単独で用いてもよく、複数の種類のポリプロピレン系樹脂を組み合わせて用いてもよい。
【0015】
好ましくは、上記ポリプロピレン系樹脂としてホモポリプロピレンまたはマレイン酸変性ポリプロピレンが用いられる。その場合には、後述するように、高温下でキシレンに溶解させ、冷却することにより、モノリス構造のポリプロピレン系樹脂を容易にかつ確実に得ることができる。
【0016】
また、上記ポリプロピレン系樹脂として、ホモポリプロピレンとマレイン酸変性ポリプロピレンとの組み合わせからなる樹脂を用いてもよい。
【0017】
上記溶媒としては、ポリプロピレン系樹脂を加熱下で溶解する適宜の溶媒を用いることができる。このような溶媒としては、加熱下でポリプロピレン系樹脂を溶解し、冷却後にモノリス構造のポリプロピレン系樹脂を析出させ得る適宜の溶媒を用いることができる。このような溶媒としては、キシレン、ジクロロベンゼンなどを挙げることができる。好ましくはキシレンが用いられ、その場合、120℃〜135℃の範囲の温度で撹拌することにより、キシレンにポリプロピレン系樹脂を確実に溶解させることができる。
【0018】
また、上記溶媒にポリプロピレン系樹脂を添加し、溶解させるに際しては、好ましくは、ポリプロピレン系樹脂の濃度が0.1〜5重量%となるようにポリプロピレン系樹脂を溶媒に添加することが好ましい。0.1重量%以下では、十分な量のモノリス構造のポリプロピレン系樹脂を得ることができないことがある。5重量%を超えると、ポリプロピレン系樹脂が溶媒に完全には溶解しきれないことがある。そのため、モノリス構造のポリプロピレン系樹脂を得られないことがある。
【0019】
また、上記溶解に際しての加熱温度は、溶媒によっても異なるが、ポリプロピレン系樹脂を加熱下で溶解し得る温度であればよい。例えば、溶媒がキシレンの場合には、120℃〜135℃の範囲の温度で撹拌すればよい。120℃未満では、ポリプロピレン系樹脂のすべてがキシレンに溶解しないことがある。135℃を超えると、加熱時間とともにポリプロピレンの分子量が小さくなることがある。
【0020】
上記溶解時間については特に限定されず、ポリプロピレン系樹脂を上記溶媒に溶解させ得る時間とすればよい。
【0021】
本発明においては、上記溶解工程後に、ポリプロピレン系樹脂が上記溶媒に溶解してなるポリプロピレン系樹脂溶液を冷却し、次に溶媒を除去する。この冷却に際しては、溶解していたポリプロピレン系樹脂が冷却によりモノリス構造のポリプロピレン系樹脂として析出する温度まで行えばよい。冷却速度については特に限定されず、1℃〜50℃/分程度とすればよい。冷却速度が1℃/分未満では、工程に要する時間が長くなり、生産性が低下するおそれがある。冷却速度が50℃/分よりも高いと、モノリス構造のポリプロピレン系樹脂を安定に得られないことがある。
【0022】
上記冷却後に溶媒を除去することにより、析出したモノリス構造のポリプロピレン系樹脂を得ることができる。溶媒を除去する方法は特に限定されず、ろ過や真空乾燥などの適宜の方法によりモノリス構造のポリプロピレン系樹脂を残すように溶媒を除去すればよい。
【0023】
ここで、モノリス構造のポリプロピレン系樹脂とは、球状に析出したポリプロピレン系樹脂からなる析出物が連結している骨格を有し、隣接する球状析出物の間に空隙が存在する3次元網目状のポリプロピレン系樹脂の多孔体である。本発明の特徴は、このようにして得られたモノリス構造のポリプロピレン系樹脂を加熱下でプレス成形し、その後冷却することにある。
【0024】
上記プレス成形に際しては、モノリス構造のポリプロピレン系樹脂を加熱下でプレス成形する。プレス成形法を用いるため、様々な形状の樹脂成形品を容易に得ることができる。上記プレス成形に際しての加熱温度は、好ましくは140℃〜190℃の温度範囲内である。190℃以下の温度でプレス成形することにより、結晶密度の高い部分を形成できる。それによって、得られる樹脂成形品の耐熱性をより一層高めることができる。使用する樹脂の種類や配合量にもよるが、190℃を超える温度でプレス成形した場合には、成形体の結晶化度が低下することがある。140℃以下の温度でプレス成形した場合は、樹脂が十分に変形せず、所望の成形品形状を得られないことがある。
【0025】
上記プレス成形後の冷却については、特に限定されないが、好ましくは、80℃以下の温度まで10℃/分以上かつ80℃/分以下の速度で冷却することが望ましい。それによって、冷却時間を短縮することができる。なお、冷却速度が80℃/分よりも高いと、結晶が成長する時間が短くなる。そのため、成形体の結晶化度が低下することがある。
【0026】
上記冷却方法については特に限定されず、冷却された金型による冷却プレスなどの適宜の方法を用いることができる。
【0027】
また、冷却に際しては、樹脂成形品の結晶状態が変わらない温度まで冷却すればよく、従って、上記温度の目安として80℃以下まで冷却すればよい。
【発明の効果】
【0028】
本発明に係る樹脂成形品の製造方法では、モノリス構造のポリプロピレン系樹脂を得た後に、加熱下でプレス成形し、その後冷却するため、従来のポリプロピレン系樹脂成形品に比べ耐熱性に優れた樹脂成形品を安定に得ることが可能となる。
【0029】
加えて、本発明に係る樹脂成形品は、上述した本発明の樹脂成形品の製造方法により得られるため、従来のポリプロピレン系樹脂成形品に比べ耐熱性に優れている。従って、本発明によれば、従来よりも耐熱性に優れた樹脂成形品を提供することができる。
【図面の簡単な説明】
【0030】
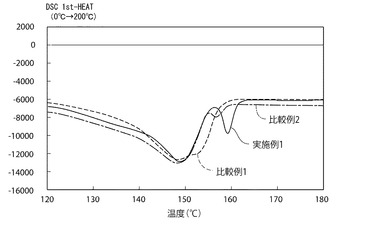
【図1】実施例1及び比較例2で得た樹脂成形品並びに比較例1のペレットのDSCチャートを示す図である。
【図2】実施例2で得た樹脂成形品並びに比較例3のペレットのDSCチャートを示す図である。
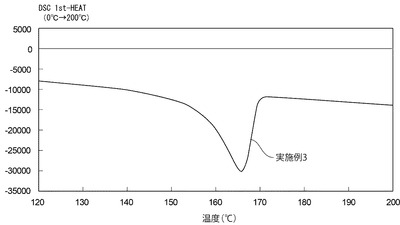
【図3】実施例3で得た樹脂成形品のDSCチャートを示す図である。
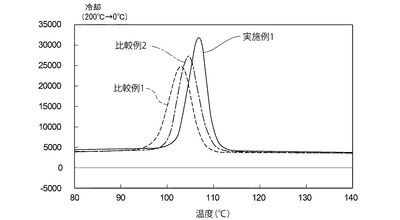
【図4】図1においてDSCチャートを示した比較例1のペレット並びに実施例1及び比較例2で得た樹脂成形品について、200℃の温度から0℃まで冷却した際のDSCチャートを示す図である。
【発明を実施するための形態】
【0031】
以下、本発明の具体的な実施例を説明することにより、本発明を明らかにする。
【0032】
(実施例1)
ポリプロピレン系樹脂として、三洋化成工業株式会社製、品名:ユーメックス1001のマレイン酸変性ポリプロピレンからなるペレットを用意した。
【0033】
上記ペレットを125℃の熱キシレンに1重量%の濃度となるように溶解した後、徐々に室温まで冷却して樹脂を析出させた。その後、フィルターろ過及び100℃で真空乾燥することによりキシレンを除去して、モノリス構造のマレイン酸変性ポリプロピレンを得た。このモノリス構造のマレイン酸変性ポリプロピレンを以下のようにしてプレス成形した。
【0034】
15cm×15cm×1mmの寸法の板形状の樹脂成形品を得るための成形型を用意した。この成形型内に、前記モノリス構造のマレイン酸変性ポリプロピレンを入れ、成形型を閉じた後、温度を155℃として、180kg/cm2の圧力で4分維持した。しかる後、成形型を3分間かけて40℃まで冷却した後、成形型から樹脂成形品を取り出した。
【0035】
(実施例2)
マレイン酸変性ポリプロピレンに替え、日本ポリプロピレン株式会社製、グレード:MA3Hのポリプロピレンからなるペレットを用いた。用意したペレットを上記のように変更したことを除いては、実施例1と同様にして樹脂成形品を得た。
【0036】
(実施例3)
実施例1で用意したマレイン酸変性ポリプロピレンからなるペレット10重量部と、実施例2で用意したポリプロピレンからなるペレット90重量部とからなる混合ペレットを用意した。
【0037】
マレイン酸変性ポリプロピレンに替えて上記混合ペレットを用いたことを除いては、実施例1と同様にして樹脂成形品を得た。
【0038】
(比較例1)
実施例1で用意した、マレイン酸変性ポリプロピレンからなるペレットを比較例1として用いた。
【0039】
(比較例2)
実施例1で用意したマレイン酸変性ポリプロピレンを用い、モノリス構造とすることなく、実施例1と同様にして樹脂成形品を得た。すなわち、マレイン酸変性ポリプロピレンからなるペレットを成形型内に直接投入し、実施例1と同様にしてプレス成形及び冷却を行った。
【0040】
(比較例3)
比較例3として、実施例2で用意したポリプロピレンからなるペレットを用いた。
【0041】
(実施例及び比較例の評価)
実施例1〜3及び比較例2で得た樹脂成形品の一部を切り出し、分析用サンプルを得た。これらの分析用サンプルを窒素雰囲気中で示差走査型熱分析(DSC)を行った。同様に、比較例1及び比較例3では、各ペレットについて同様に窒素雰囲気中でDSC測定を行った。
【0042】
実施例1及び比較例1,2の結果を図1に示す。
【0043】
また、ポリプロピレンを用いた実施例2及び比較例3の結果を図2に示す。
【0044】
加えて、実施例3の結果を図3に示す。
【0045】
下記の表1に、実施例1〜3及び比較例1〜3の条件と、図1〜図3から読み取れるDSCのピーク温度をまとめて示すこととする。
【0046】
【表1】

【0047】
図1から明らかなように、比較例1及び2に比べ、実施例1によれば、融解温度ピークが明瞭な二峰性を示す。しかも、温度が高い側の融解温度ピークの面積が大きくなっていることがわかる。これは、結晶密度が高い部分の割合が大幅に増加していることを意味する。従って、樹脂成形品の耐熱性を大幅に高め得ることがわかる。
【0048】
また、図2から明らかなように、ポリプロピレンを用いた実施例2においては、モノリス構造とした後にプレス成形を行うことにより、融解温度ピークの面積が大きくなっている。よって、樹脂成形品の結晶密度が大幅に増加しているため、樹脂成形品の耐熱性を大幅に高め得ることがわかる。
【0049】
さらに、図3から明らかなように、実施例3においても、DSCチャートの融解温度ピークの面積が大きくなっていることがわかる。すなわち、図3のDSCチャート、図1及び図2の比較例1〜3のDSCチャートとを対比すれば明らかなように、実施例3においても、融解温度ピークの面積が大きくなっていることがわかる。従って、樹脂成形品の耐熱性を大幅に高め得ることがわかる。
【0050】
(加熱冷却試験)
実施例1で得た樹脂成形品、比較例1のペレット及び比較例2の樹脂成形品を200℃の温度まで加熱した後、0℃まで10℃/分の速度で冷却し、冷却過程においてDSCの測定を行った。図4は、上記冷却過程における各ペレット及び各樹脂成形品のDSCチャートを示す。
【0051】
図4から明らかなように、実施例1で得た樹脂成形品では、結晶化温度及び結晶化に必要なエネルギーが、比較例1,2に比べて高いことがわかる。従って、加熱及び冷却を行ったとしても、結晶化度が高く、耐熱性を維持する樹脂成形品を得られることがわかる。
【技術分野】
【0001】
本発明は、ポリプロピレン系樹脂をプレス成形することにより樹脂成形品を製造する方法に関し、より詳細には、モノリス構造のポリプロピレン系樹脂をプレス成形する工程を備え、耐熱性に優れた樹脂成形品を得ることを可能とする製造方法に関する。
【背景技術】
【0002】
従来、非常に安価であるため、ポリプロピレン系樹脂からなる樹脂成形品が様々な分野で用いられている。ポリプロピレン系樹脂の成形に際しては、多様な形状の樹脂成形品を得ることができるため、プレス成形法が広く用いられている。例えば、下記の特許文献1には、ポリプロピレン等の合成樹脂シート素材を用い、熱圧成型によって製造された合成樹脂製の食品用蓋付き容器が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実用新案登録第3126554号
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のように、従来、ポリプロピレン系樹脂のプレス成形により様々な樹脂成形品が得られている。しかしながら、ポリプロピレン系樹脂からなる樹脂成形品では、耐熱性が十分でないという問題があった。
【0005】
本発明の目的は、安価なポリプロピレン系樹脂を用い、プレス成形により、耐熱性に優れた樹脂成形品を得ることを可能とする樹脂成形品の製造方法、及びその製造方法により得られた樹脂成形品を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る樹脂成形品の製造方法は、加熱下でポリプロピレン系樹脂を溶解する溶媒にポリプロピレン系樹脂を加熱下で溶解し、前記ポリプロピレン系樹脂が前記溶媒に溶解してなるポリプロピレン系樹脂溶液を得る溶解工程と、前記溶解工程後に、前記ポリプロピレン系樹脂溶液を冷却し、次に前記溶媒を除去することによりモノリス構造のポリプロピレン系樹脂を得る工程と、前記モノリス構造のポリプロピレン系樹脂を加熱下でプレス成形する工程と、前記プレス成形後に冷却する工程とを備える。
【0007】
本発明に係る樹脂成形品の製造方法では、好ましくは、上記ポリプロピレン系樹脂として、マレイン酸変性ポリプロピレン、ホモポリプロピレンまたはそれらの組み合わせが用いられる。この場合には、上記モノリス構造のポリプロピレン系樹脂を確実に得ることができ、本発明に従ってプレス成形することにより、より一層耐熱性に優れた樹脂成形品を得ることが可能となる。
【0008】
本発明に係る樹脂成形品の製造方法では、好ましくは上記溶媒としてキシレンが用いられ、上記溶解工程が120℃〜135℃の範囲の温度で行われる。従って、ポリプロピレン系樹脂を加熱下においてキシレン中に容易に溶解させ、冷却によりモノリス構造のポリプロピレン系樹脂を確実に得ることができる。
【0009】
本発明に係る樹脂成形品の製造方法の他の特定の局面では、上記プレス成形に際し、140℃〜190℃の温度範囲でプレス成形を行う。この温度範囲内でプレス成形を行うことにより、結晶化度及び耐熱性をより一層高めることができる。
【0010】
本発明に係る樹脂成形品の製造方法では、好ましくは、前記プレス成形後の冷却を、10℃/分以上かつ80℃/分以下の速度で行う。この場合には、プレス成形後の冷却工程の短縮を図ることができる。
【0011】
本発明に係る樹脂成形品は、本発明の樹脂成形品の製造方法によって得られる。従って、本発明に係る樹脂成形品は、従来のポリプロピレン系樹脂成形品に比べ耐熱性に優れている。
【0012】
以下、本発明の詳細を説明する。
【0013】
本発明に係る樹脂成形品の製造方法では、まず、ポリプロピレン系樹脂を、加熱下で該ポリプロピレン系樹脂を溶解する溶媒に、加熱下において溶解し、上記ポリプロピレン系樹脂が上記溶媒に溶解してなるポリプロピレン系樹脂溶液を得る(溶解工程)。上記溶解方法は特に限定されず、例えば、上記加熱溶媒中に上記ポリプロピレン系樹脂を添加した後、ミキサーなどによる撹拌処理や、超音波処理などの様々な方法により行うことができる。なかでも、良溶媒中において膨潤した高分子同士の絡み合いを最小限に抑制することができるため、超音波により撹拌処理を行うことが好ましい。
【0014】
上記ポリプロピレン系樹脂としては、特に限定されず、マレイン酸変性ポリプロピレン、塩素化ポリプロピレン、ホモポリプロピレン、エチレン−プロピレン共重合体、ブチレン−プロピレン共重合体などを挙げることができる。上記ポリプロピレン系樹脂は単独で用いてもよく、複数の種類のポリプロピレン系樹脂を組み合わせて用いてもよい。
【0015】
好ましくは、上記ポリプロピレン系樹脂としてホモポリプロピレンまたはマレイン酸変性ポリプロピレンが用いられる。その場合には、後述するように、高温下でキシレンに溶解させ、冷却することにより、モノリス構造のポリプロピレン系樹脂を容易にかつ確実に得ることができる。
【0016】
また、上記ポリプロピレン系樹脂として、ホモポリプロピレンとマレイン酸変性ポリプロピレンとの組み合わせからなる樹脂を用いてもよい。
【0017】
上記溶媒としては、ポリプロピレン系樹脂を加熱下で溶解する適宜の溶媒を用いることができる。このような溶媒としては、加熱下でポリプロピレン系樹脂を溶解し、冷却後にモノリス構造のポリプロピレン系樹脂を析出させ得る適宜の溶媒を用いることができる。このような溶媒としては、キシレン、ジクロロベンゼンなどを挙げることができる。好ましくはキシレンが用いられ、その場合、120℃〜135℃の範囲の温度で撹拌することにより、キシレンにポリプロピレン系樹脂を確実に溶解させることができる。
【0018】
また、上記溶媒にポリプロピレン系樹脂を添加し、溶解させるに際しては、好ましくは、ポリプロピレン系樹脂の濃度が0.1〜5重量%となるようにポリプロピレン系樹脂を溶媒に添加することが好ましい。0.1重量%以下では、十分な量のモノリス構造のポリプロピレン系樹脂を得ることができないことがある。5重量%を超えると、ポリプロピレン系樹脂が溶媒に完全には溶解しきれないことがある。そのため、モノリス構造のポリプロピレン系樹脂を得られないことがある。
【0019】
また、上記溶解に際しての加熱温度は、溶媒によっても異なるが、ポリプロピレン系樹脂を加熱下で溶解し得る温度であればよい。例えば、溶媒がキシレンの場合には、120℃〜135℃の範囲の温度で撹拌すればよい。120℃未満では、ポリプロピレン系樹脂のすべてがキシレンに溶解しないことがある。135℃を超えると、加熱時間とともにポリプロピレンの分子量が小さくなることがある。
【0020】
上記溶解時間については特に限定されず、ポリプロピレン系樹脂を上記溶媒に溶解させ得る時間とすればよい。
【0021】
本発明においては、上記溶解工程後に、ポリプロピレン系樹脂が上記溶媒に溶解してなるポリプロピレン系樹脂溶液を冷却し、次に溶媒を除去する。この冷却に際しては、溶解していたポリプロピレン系樹脂が冷却によりモノリス構造のポリプロピレン系樹脂として析出する温度まで行えばよい。冷却速度については特に限定されず、1℃〜50℃/分程度とすればよい。冷却速度が1℃/分未満では、工程に要する時間が長くなり、生産性が低下するおそれがある。冷却速度が50℃/分よりも高いと、モノリス構造のポリプロピレン系樹脂を安定に得られないことがある。
【0022】
上記冷却後に溶媒を除去することにより、析出したモノリス構造のポリプロピレン系樹脂を得ることができる。溶媒を除去する方法は特に限定されず、ろ過や真空乾燥などの適宜の方法によりモノリス構造のポリプロピレン系樹脂を残すように溶媒を除去すればよい。
【0023】
ここで、モノリス構造のポリプロピレン系樹脂とは、球状に析出したポリプロピレン系樹脂からなる析出物が連結している骨格を有し、隣接する球状析出物の間に空隙が存在する3次元網目状のポリプロピレン系樹脂の多孔体である。本発明の特徴は、このようにして得られたモノリス構造のポリプロピレン系樹脂を加熱下でプレス成形し、その後冷却することにある。
【0024】
上記プレス成形に際しては、モノリス構造のポリプロピレン系樹脂を加熱下でプレス成形する。プレス成形法を用いるため、様々な形状の樹脂成形品を容易に得ることができる。上記プレス成形に際しての加熱温度は、好ましくは140℃〜190℃の温度範囲内である。190℃以下の温度でプレス成形することにより、結晶密度の高い部分を形成できる。それによって、得られる樹脂成形品の耐熱性をより一層高めることができる。使用する樹脂の種類や配合量にもよるが、190℃を超える温度でプレス成形した場合には、成形体の結晶化度が低下することがある。140℃以下の温度でプレス成形した場合は、樹脂が十分に変形せず、所望の成形品形状を得られないことがある。
【0025】
上記プレス成形後の冷却については、特に限定されないが、好ましくは、80℃以下の温度まで10℃/分以上かつ80℃/分以下の速度で冷却することが望ましい。それによって、冷却時間を短縮することができる。なお、冷却速度が80℃/分よりも高いと、結晶が成長する時間が短くなる。そのため、成形体の結晶化度が低下することがある。
【0026】
上記冷却方法については特に限定されず、冷却された金型による冷却プレスなどの適宜の方法を用いることができる。
【0027】
また、冷却に際しては、樹脂成形品の結晶状態が変わらない温度まで冷却すればよく、従って、上記温度の目安として80℃以下まで冷却すればよい。
【発明の効果】
【0028】
本発明に係る樹脂成形品の製造方法では、モノリス構造のポリプロピレン系樹脂を得た後に、加熱下でプレス成形し、その後冷却するため、従来のポリプロピレン系樹脂成形品に比べ耐熱性に優れた樹脂成形品を安定に得ることが可能となる。
【0029】
加えて、本発明に係る樹脂成形品は、上述した本発明の樹脂成形品の製造方法により得られるため、従来のポリプロピレン系樹脂成形品に比べ耐熱性に優れている。従って、本発明によれば、従来よりも耐熱性に優れた樹脂成形品を提供することができる。
【図面の簡単な説明】
【0030】
【図1】実施例1及び比較例2で得た樹脂成形品並びに比較例1のペレットのDSCチャートを示す図である。
【図2】実施例2で得た樹脂成形品並びに比較例3のペレットのDSCチャートを示す図である。
【図3】実施例3で得た樹脂成形品のDSCチャートを示す図である。
【図4】図1においてDSCチャートを示した比較例1のペレット並びに実施例1及び比較例2で得た樹脂成形品について、200℃の温度から0℃まで冷却した際のDSCチャートを示す図である。
【発明を実施するための形態】
【0031】
以下、本発明の具体的な実施例を説明することにより、本発明を明らかにする。
【0032】
(実施例1)
ポリプロピレン系樹脂として、三洋化成工業株式会社製、品名:ユーメックス1001のマレイン酸変性ポリプロピレンからなるペレットを用意した。
【0033】
上記ペレットを125℃の熱キシレンに1重量%の濃度となるように溶解した後、徐々に室温まで冷却して樹脂を析出させた。その後、フィルターろ過及び100℃で真空乾燥することによりキシレンを除去して、モノリス構造のマレイン酸変性ポリプロピレンを得た。このモノリス構造のマレイン酸変性ポリプロピレンを以下のようにしてプレス成形した。
【0034】
15cm×15cm×1mmの寸法の板形状の樹脂成形品を得るための成形型を用意した。この成形型内に、前記モノリス構造のマレイン酸変性ポリプロピレンを入れ、成形型を閉じた後、温度を155℃として、180kg/cm2の圧力で4分維持した。しかる後、成形型を3分間かけて40℃まで冷却した後、成形型から樹脂成形品を取り出した。
【0035】
(実施例2)
マレイン酸変性ポリプロピレンに替え、日本ポリプロピレン株式会社製、グレード:MA3Hのポリプロピレンからなるペレットを用いた。用意したペレットを上記のように変更したことを除いては、実施例1と同様にして樹脂成形品を得た。
【0036】
(実施例3)
実施例1で用意したマレイン酸変性ポリプロピレンからなるペレット10重量部と、実施例2で用意したポリプロピレンからなるペレット90重量部とからなる混合ペレットを用意した。
【0037】
マレイン酸変性ポリプロピレンに替えて上記混合ペレットを用いたことを除いては、実施例1と同様にして樹脂成形品を得た。
【0038】
(比較例1)
実施例1で用意した、マレイン酸変性ポリプロピレンからなるペレットを比較例1として用いた。
【0039】
(比較例2)
実施例1で用意したマレイン酸変性ポリプロピレンを用い、モノリス構造とすることなく、実施例1と同様にして樹脂成形品を得た。すなわち、マレイン酸変性ポリプロピレンからなるペレットを成形型内に直接投入し、実施例1と同様にしてプレス成形及び冷却を行った。
【0040】
(比較例3)
比較例3として、実施例2で用意したポリプロピレンからなるペレットを用いた。
【0041】
(実施例及び比較例の評価)
実施例1〜3及び比較例2で得た樹脂成形品の一部を切り出し、分析用サンプルを得た。これらの分析用サンプルを窒素雰囲気中で示差走査型熱分析(DSC)を行った。同様に、比較例1及び比較例3では、各ペレットについて同様に窒素雰囲気中でDSC測定を行った。
【0042】
実施例1及び比較例1,2の結果を図1に示す。
【0043】
また、ポリプロピレンを用いた実施例2及び比較例3の結果を図2に示す。
【0044】
加えて、実施例3の結果を図3に示す。
【0045】
下記の表1に、実施例1〜3及び比較例1〜3の条件と、図1〜図3から読み取れるDSCのピーク温度をまとめて示すこととする。
【0046】
【表1】
【0047】
図1から明らかなように、比較例1及び2に比べ、実施例1によれば、融解温度ピークが明瞭な二峰性を示す。しかも、温度が高い側の融解温度ピークの面積が大きくなっていることがわかる。これは、結晶密度が高い部分の割合が大幅に増加していることを意味する。従って、樹脂成形品の耐熱性を大幅に高め得ることがわかる。
【0048】
また、図2から明らかなように、ポリプロピレンを用いた実施例2においては、モノリス構造とした後にプレス成形を行うことにより、融解温度ピークの面積が大きくなっている。よって、樹脂成形品の結晶密度が大幅に増加しているため、樹脂成形品の耐熱性を大幅に高め得ることがわかる。
【0049】
さらに、図3から明らかなように、実施例3においても、DSCチャートの融解温度ピークの面積が大きくなっていることがわかる。すなわち、図3のDSCチャート、図1及び図2の比較例1〜3のDSCチャートとを対比すれば明らかなように、実施例3においても、融解温度ピークの面積が大きくなっていることがわかる。従って、樹脂成形品の耐熱性を大幅に高め得ることがわかる。
【0050】
(加熱冷却試験)
実施例1で得た樹脂成形品、比較例1のペレット及び比較例2の樹脂成形品を200℃の温度まで加熱した後、0℃まで10℃/分の速度で冷却し、冷却過程においてDSCの測定を行った。図4は、上記冷却過程における各ペレット及び各樹脂成形品のDSCチャートを示す。
【0051】
図4から明らかなように、実施例1で得た樹脂成形品では、結晶化温度及び結晶化に必要なエネルギーが、比較例1,2に比べて高いことがわかる。従って、加熱及び冷却を行ったとしても、結晶化度が高く、耐熱性を維持する樹脂成形品を得られることがわかる。
【特許請求の範囲】
【請求項1】
加熱下でポリプロピレン系樹脂を溶解する溶媒にポリプロピレン系樹脂を加熱下で溶解し、前記ポリプロピレン系樹脂が前記溶媒に溶解してなるポリプロピレン系樹脂溶液を得る溶解工程と、
前記溶解工程後に、前記ポリプロピレン系樹脂溶液を冷却し、次に前記溶媒を除去することによりモノリス構造のポリプロピレン系樹脂を得る工程と、
前記モノリス構造のポリプロピレン系樹脂を加熱下でプレス成形する工程と、
前記プレス成形後に冷却する工程とを備える、樹脂成形品の製造方法。
【請求項2】
前記ポリプロピレン系樹脂がマレイン酸変性ポリプロピレン、ホモポリプロピレンまたはそれらの組み合わせである、請求項1に記載の樹脂成形品の製造方法。
【請求項3】
前記溶媒がキシレンであり、前記溶解工程が120℃〜135℃の範囲の温度で行われる、請求項1または2に記載の樹脂成形品の製造方法。
【請求項4】
前記プレス成形に際し、140℃〜190℃の温度範囲内でプレス成形を行う、請求項1〜3のいずれか一項に記載の樹脂成形品の製造方法。
【請求項5】
前記プレス成形後の冷却を、10℃/分以上かつ80℃/分以下の速度で行う、請求項1〜4のいずれか一項に記載の樹脂成形品の製造方法。
【請求項6】
請求項1〜5のいずれか一項に記載の製造方法により得られる、樹脂成形品。
【請求項1】
加熱下でポリプロピレン系樹脂を溶解する溶媒にポリプロピレン系樹脂を加熱下で溶解し、前記ポリプロピレン系樹脂が前記溶媒に溶解してなるポリプロピレン系樹脂溶液を得る溶解工程と、
前記溶解工程後に、前記ポリプロピレン系樹脂溶液を冷却し、次に前記溶媒を除去することによりモノリス構造のポリプロピレン系樹脂を得る工程と、
前記モノリス構造のポリプロピレン系樹脂を加熱下でプレス成形する工程と、
前記プレス成形後に冷却する工程とを備える、樹脂成形品の製造方法。
【請求項2】
前記ポリプロピレン系樹脂がマレイン酸変性ポリプロピレン、ホモポリプロピレンまたはそれらの組み合わせである、請求項1に記載の樹脂成形品の製造方法。
【請求項3】
前記溶媒がキシレンであり、前記溶解工程が120℃〜135℃の範囲の温度で行われる、請求項1または2に記載の樹脂成形品の製造方法。
【請求項4】
前記プレス成形に際し、140℃〜190℃の温度範囲内でプレス成形を行う、請求項1〜3のいずれか一項に記載の樹脂成形品の製造方法。
【請求項5】
前記プレス成形後の冷却を、10℃/分以上かつ80℃/分以下の速度で行う、請求項1〜4のいずれか一項に記載の樹脂成形品の製造方法。
【請求項6】
請求項1〜5のいずれか一項に記載の製造方法により得られる、樹脂成形品。
【図1】

【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−67765(P2013−67765A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−209362(P2011−209362)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]