
樹脂材配置用治具
【課題】発泡性樹脂材を安定して鋼板の内側面に貼着させることができ、発泡性樹脂材を鋼板に配置する作業の効率化を図ることができる樹脂材配置用治具を提供すること。
【解決手段】樹脂材配置用治具1は、発泡性、弾力性及び粘着性を有する発泡性樹脂材4を鋼板62の内側面621に対して押さえ付けるための押付ブロック2と、発泡性樹脂材4を保持することができる保持手段3とを有している。樹脂材配置用治具1は、保持手段3を保持状態301にして、発泡性樹脂材4を押付ブロック2の押付面21に保持し、次いで、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に押さえ付けて貼着し、その後、保持手段3を解除状態にするよう構成してある。
【解決手段】樹脂材配置用治具1は、発泡性、弾力性及び粘着性を有する発泡性樹脂材4を鋼板62の内側面621に対して押さえ付けるための押付ブロック2と、発泡性樹脂材4を保持することができる保持手段3とを有している。樹脂材配置用治具1は、保持手段3を保持状態301にして、発泡性樹脂材4を押付ブロック2の押付面21に保持し、次いで、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に押さえ付けて貼着し、その後、保持手段3を解除状態にするよう構成してある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車の筒状フレーム部内に配置してその通路を塞ぐための発泡性樹脂材を保持するために用いる樹脂材配置用治具に関する。
【背景技術】
【0002】
自動車において特に前後方向に設けられるピラー部分等においては、自動車の走行時において風(空気)が通り抜けることによって音(風きり音)が発生するおそれがある。そのため、例えば、特許文献1に開示されるように、ピラー部分等の筒状フレーム部には、発泡体を充填することが行われている。
特許文献1の車両のボデー空洞への発泡体充填方法においては、発泡体フォームを縮小させて空洞内に配置し、この発泡体フォームの形状復元作用によってもとの形状に復元させて、空洞を充填することが開示されている。これによれば、ボデー空洞への空気の流れを遮断又は緩和させて、透過音、こもり音等を低減させることができる。
【0003】
また、例えば、特許文献2の発泡剤充填方法及びその構造においては、複数の板状部材により形成される自動車の車体フレームの閉断面空間に発泡剤を充填した構造が開示されている。そして、閉断面に充填する発泡剤を複数の部分から構成し、互いに圧接する部分の間にアンテナを配置することが行われている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭59−220463号公報
【特許文献2】特開平5−319305号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の風きり音を防止する構造が開示された技術においては、発泡体フォーム、発泡剤等を自動車のフレームに配置する方法については何ら開示されていない。すなわち、従来は、自動車のフレームに対して、作業者が、発泡体フォーム、発泡剤等を配置していた。そのため、この作業をロボット等によって行うための工夫はなされていない。
【0006】
本発明は、かかる従来の問題点に鑑みてなされたもので、発泡性樹脂材を安定して鋼板の内側面に貼着させることができ、発泡性樹脂材を鋼板に配置する作業の効率化を図ることができる樹脂材配置用治具を提供しようとするものである。
【課題を解決するための手段】
【0007】
本発明は、自動車の筒状フレーム部を構成するための複数の鋼板のうちのいずれかに、発泡性、弾力性及び粘着性を有する発泡性樹脂材を配置するために用いる樹脂材配置用治具であって、
上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けるための押付ブロックと、
上記発泡性樹脂材を保持するための保持状態と、該保持状態を解除するための解除状態とを形成可能な保持手段とを有しており、
該保持手段を上記保持状態にして、上記発泡性樹脂材を上記押付ブロックの表面に保持し、次いで、該押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に押さえ付けて貼着し、その後、上記保持手段を上記解除状態にするよう構成してあることを特徴とする樹脂材配置用治具にある(請求項1)。
【0008】
本発明の樹脂材配置用治具は、産業用ロボット等の移動手段に装着して用いることができ、発泡性樹脂材を、自動車の筒状フレーム部を構成する鋼板に対して容易に配置することができるものである。
本発明の樹脂材配置用治具は、保持手段を保持状態にすることによって発泡性樹脂材を保持し、産業用ロボット等の移動手段によって、自動車の筒状フレーム部を構成する鋼板まで移動する。そして、鋼板の内側面に対して発泡性樹脂材を配置したときには、保持手段を解除状態にすると共に、押付ブロックによって発泡性樹脂材を鋼板の内側面に対して押さえ付ける。次いで、押付ブロックによって発泡性樹脂材を鋼板の内側面に対して押さえ付けた後には、移動手段によって樹脂材配置用治具を鋼板から離隔させる。
【0009】
このとき、発泡性樹脂材は、その貼着性により鋼板の内側面に貼着される一方、押付ブロックには貼着されない。これにより、発泡性樹脂材を安定して鋼板の内側面に貼着させることができる。
また、鋼板の内側面に対する発泡性樹脂材を配置する作業を、作業者の手作業によらず、産業用ロボット等の移動手段によって自動化することができ、当該作業の効率化を図ることができる。
【0010】
それ故、本発明の樹脂材配置用治具によれば、発泡性樹脂材を安定して鋼板の内側面に貼着させることができ、発泡性樹脂材を鋼板の内側面に配置する作業の効率化を図ることができる。
【図面の簡単な説明】
【0011】
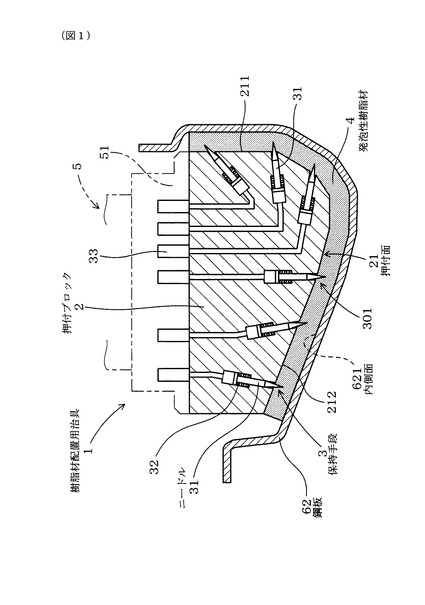
【図1】実施例1における、保持手段を保持状態にして、発泡性樹脂材を鋼板の内側面に押し付ける状態の樹脂材配置用治具を示す断面説明図。
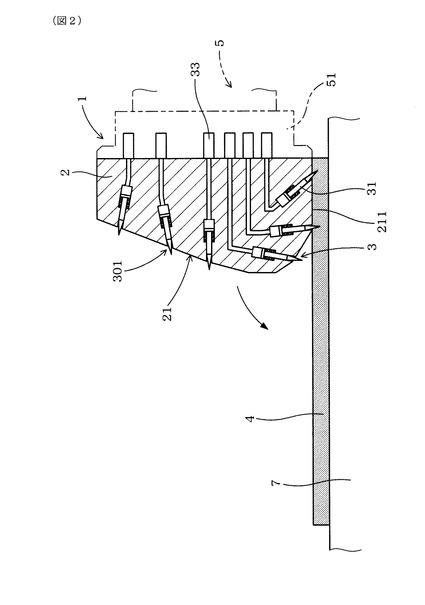
【図2】実施例1における、発泡性樹脂材の保持を開始した樹脂材配置用治具を示す断面説明図。
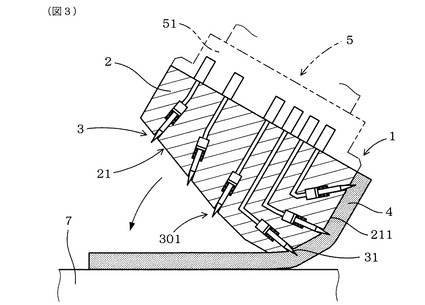
【図3】実施例1における、発泡性樹脂材の保持を行っている樹脂材配置用治具を示す断面説明図。
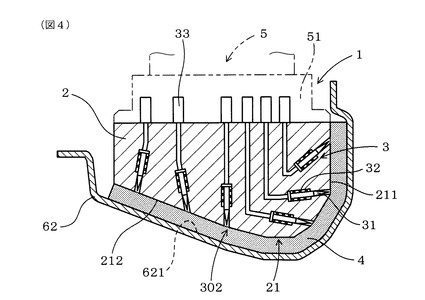
【図4】実施例1における、保持手段を解除状態にした樹脂材配置用治具を示す断面説明図。
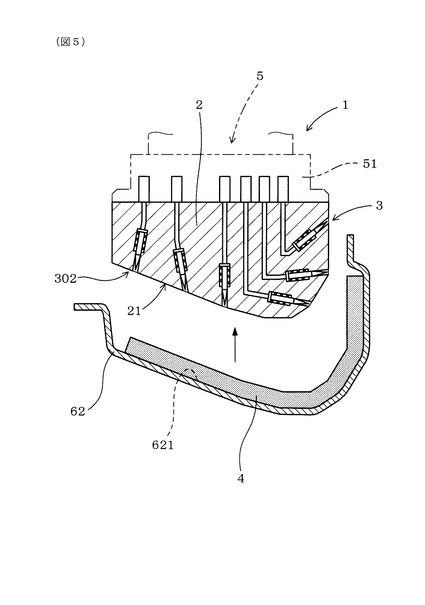
【図5】実施例1における、鋼板から後退させる樹脂材配置用治具を示す断面説明図。
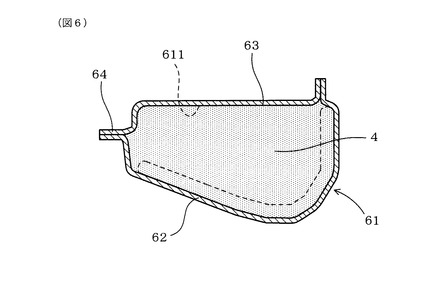
【図6】実施例1における、筒状フレーム部内において発泡性樹脂材を発泡させた状態を示す断面説明図。
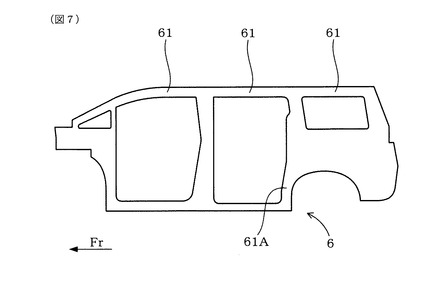
【図7】実施例1における、自動車のサイドメンバーにおける筒状フレーム部の配置位置を示す説明図。
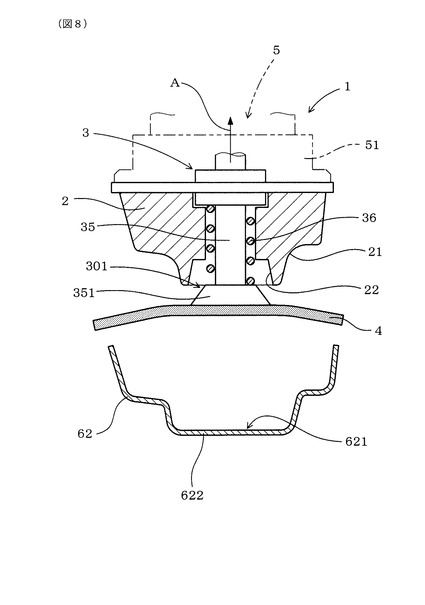
【図8】実施例2における、保持手段を保持状態にして、発泡性樹脂材を鋼板の内側面へ移動させる状態の樹脂材配置用治具を示す断面説明図。
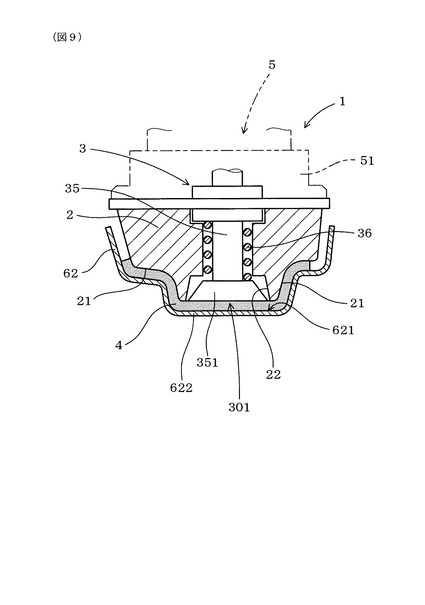
【図9】実施例2における、発泡性樹脂材を鋼板の内側面へ押さえ付ける状態の樹脂材配置用治具を示す断面説明図。
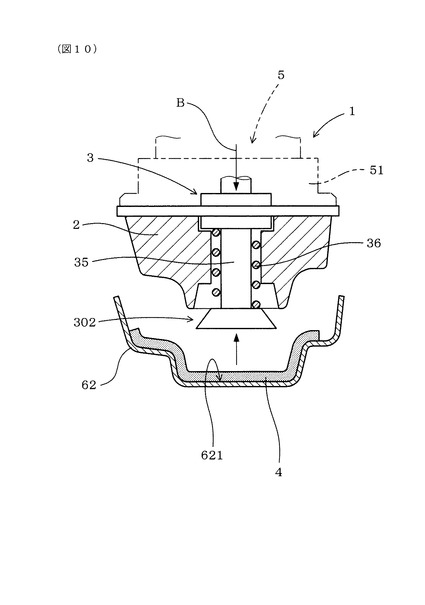
【図10】実施例2における、保持手段を解除状態にして、鋼板から後退させる状態の樹脂材配置用治具を示す断面説明図。
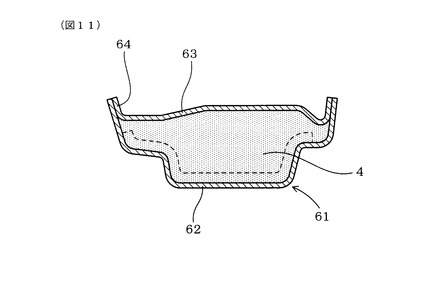
【図11】実施例2における、筒状フレーム部内において発泡性樹脂材を発泡させた状態を示す断面説明図。
【図12】実施例3における、樹脂材配置用治具を示す断面説明図。
【発明を実施するための形態】
【0012】
上述した本発明の樹脂材配置用治具における好ましい実施の形態につき説明する。
本発明において、上記発泡性樹脂材は、その全体を粘着性のある材料から構成することができる。また、発泡性樹脂材は、粘着性のない基材層の表面に粘着性のある粘着層を設けて構成することもできる。この場合、粘着層は、押付ブロックの押付面に対面しない側にのみ設けることができる。
【0013】
また、上記保持手段は、先端が尖った複数のニードルを、互いに異なる方向に向けて上記押付ブロック内に摺動可能に配置してなり、かつ当該複数のニードルを上記押付ブロックの表面から突出させて上記保持状態を形成すると共に、当該複数のニードルを上記押付ブロック内に収容して上記解除状態を形成するよう構成することができる(請求項2)。
【0014】
この場合には、押付ブロックに発泡性樹脂材を対面配置し、複数のニードルを押付ブロックの表面から突出させることにより、この複数のニードルを発泡性樹脂材に突き刺すことができる。これにより、複数のニードルを保持状態にしたときには、発泡性樹脂材を安定して保持することができる。
特に、この場合の樹脂材配置用治具の構成は、自動車の筒状フレーム部を構成する鋼板の形状に対応して、90°以下の角度に折り曲げて発泡性樹脂材を配置する押付ブロックを用いるときに、特に有効である。
【0015】
また、上記樹脂材配置用治具は、上記複数のニードルを上記保持状態にして、上記押付ブロックを上記発泡性樹脂材の表面を転がすことによって、当該複数のニードルを上記発泡性樹脂材に突き刺して、該発泡性樹脂材を当該押付ブロックの表面に保持し、次いで、上記鋼板の内側面まで前進した後、上記押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けた状態で、上記複数のニードルを上記解除状態にし、上記内側面に上記発泡性樹脂材を貼着して、当該鋼板から後退するよう構成することができる(請求項3)。
この場合には、保持手段に複数のニードルを用いる際に、押付ブロックに対する発泡性樹脂材の保持、及びこの保持の解除を安定して行うことができる。
【0016】
また、上記保持手段は、上記押付ブロック内に吸着パッドを配置してなり、かつ該吸着パッドから真空引きを行うことによって上記発泡性樹脂材を保持して上記保持状態を形成すると共に、上記吸着パッドから空気を吹き出すことによって上記解除状態を形成するよう構成することもできる(請求項4)。
この場合には、押付ブロックに発泡性樹脂材を対面配置し、吸着パッドから真空引きを行うことにより、この吸着パッドに発泡性樹脂材を吸着させることができる。これにより、吸着パッドを保持状態にしたときには、発泡性樹脂材を安定して保持することができる。
特に、この場合の樹脂材配置用治具の構成は、自動車の筒状フレーム部を構成する鋼板が平坦状部分を有し、この平坦状部分に対面する位置に吸着パッドを配置するときに、特に有効である。
【0017】
また、上記吸着パッドは、上記押付ブロックの表面から陥没形成したパッド収容部内に、スプリングを介して配置してあり、上記樹脂材配置用治具は、上記吸着パッドにおける吸着部を上記パッド収容部内から突出させた状態で、当該吸着パッドから真空引きを行うことによって上記発泡性樹脂材を保持して、上記保持状態を形成し、次いで、上記鋼板の内側面まで前進した後、上記スプリングの付勢力に抗して上記吸着部を上記パッド収容部内に収容しながら、上記押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けた状態で、上記吸着パッドから空気を吹き出すことによって上記解除状態を形成し、上記内側面に上記発泡性樹脂材を貼着して、当該鋼板から後退するよう構成することもできる(請求項5)。
この場合には、保持手段に吸着パッドを用いる際に、押付ブロックに対する発泡性樹脂材の保持、及びこの保持の解除を安定して行うことができる。
【0018】
また、上記押付ブロックは、その少なくとも一部の表面が、上記発泡性樹脂材を配置する鋼板の内側面に沿った形状を有していることが好ましい(請求項6)。
この場合には、押付ブロックの表面によって、発泡性樹脂材をより安定して鋼板の内側面に押さえ付けることができる。
【0019】
また、上記発泡性樹脂材は、粘着性のある樹脂材料から構成し、又は粘着性のある樹脂材料を表面に設けて構成し、上記押付ブロックにおいて上記発泡性樹脂材が対面する押付面は、上記発泡性樹脂材が粘着されない樹脂材料から構成することができる(請求項7)。
この場合には、押付ブロックの表面に発泡性樹脂材を保持する際に、この発泡性樹脂材が押付ブロックの表面に貼着してしまうことを防止することができる。押付ブロックは、その全体を発泡性樹脂材が粘着されない樹脂材料から構成することができ、押付面のみを発泡性樹脂材が粘着されない樹脂材料から構成することもできる。
また、発泡性樹脂材は、粘着性のある樹脂材料からなる粘着層を、鋼板の内側面に貼着する側(押付ブロックの押付面に対面しない側)の表面にのみ設けて構成することもできる。この場合は、押付ブロックの材質は、種々のものとすることができる。
【実施例】
【0020】
以下に、本発明の樹脂材配置用治具にかかる実施例につき、図面を参照して説明する。
(実施例1)
本例の樹脂材配置用治具1は、図1に示すごとく、自動車の筒状フレーム部61を構成するための複数の鋼板62、63のうちのいずれかに、発泡性、弾力性及び粘着性を有する発泡性樹脂材4を配置するために用いるものである。この発泡性樹脂材4は、一対の鋼板62、63のうち一方の鋼板62の内側面621に配置した後、一方の鋼板62に対して他方の鋼板63を組み付けて筒状フレーム部61とした状態において、加熱発泡させることによって、筒状フレーム部61内の通路611(図6参照)を塞ぐためのものである。
【0021】
図1に示すごとく、樹脂材配置用治具1は、発泡性樹脂材4を鋼板62の内側面621に対して押さえ付けるための押付ブロック2と、発泡性樹脂材4を保持することができる保持手段3とを有している。押付ブロック2は、発泡性樹脂材4が粘着しない材質からなる。保持手段3は、発泡性樹脂材4を保持するための保持状態301(図1参照)と、保持状態301を解除するための解除状態302(図4参照)とを形成可能である。
本例の樹脂材配置用治具1は、図2、図3に示すごとく、保持手段3を保持状態301にして、発泡性樹脂材4を押付ブロック2の表面(押付面21)に保持し、次いで、図1に示すごとく、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に押さえ付けて貼着し、その後、図4に示すごとく、保持手段3を解除状態302にするよう構成してある。
【0022】
以下に、本例の樹脂材配置用治具1につき、図1〜図7を参照して詳説する。
図1〜図5に示すごとく、本例の樹脂材配置用治具1は、移動手段としての多関節ロボット5のエフェクタ(アーム先端部)51に取り付け、任意の3次元移動を行って、筒状フレーム部61を構成する鋼板62の内側面621に前進し、発泡性樹脂材4を供給した後、後退するよう構成されている。この樹脂材配置用治具1は、多関節ロボット5のティーチング(移動する位置の教示)等を行って、所定の経路を繰り返し移動可能に構成している。
図7に示すごとく、本例の自動車の筒状フレーム部61は、自動車のサイドメンバー6における上側部分に位置するピラーである。本例の発泡性樹脂材4は、サイドメンバー6における上側部分に位置するピラーの複数箇所(本例では3箇所)に配置される。同図において、前方側を矢印Frで示す。
【0023】
図6に示すごとく、本例の筒状フレーム部61は、一対の鋼板62、63を組み合わせて、筒形状を形成する。各鋼板62、63のフランジ部(端部)64はスポット溶接等によって接合される。
図2に示すごとく、発泡性樹脂材4は、シート状に形成してあり、図6に示すごとく、筒状フレーム部61を構成する一方の鋼板62に配置され、筒状フレーム部61を有するメインボディの焼付塗装を行う際に、所定の温度に加熱されて発泡し、筒状フレーム部61内の通路611を塞ぐことができる。発泡性樹脂材4は、弾力性を有する樹脂材料からなる基材層の表面に対して、粘着性を有する樹脂材料からなる粘着層を形成してなる。基材層及び粘着層は、ゴム系樹脂、炭酸カルシウム、可塑剤及び発泡剤を含有する樹脂組成物から構成することができる。粘着層は、基材層に対して、炭酸カルシウム及び可塑剤の含有率を変更することによって構成することができる。本例の粘着層は、発泡性樹脂材4の基材層の両表面に設けてある。
【0024】
図1、図4に示すごとく、本例の筒状フレーム部61を構成するための一方の鋼板62は、その長手方向に直交する断面において、90°以下の角度に折り曲げられた部分を有するものである。そして、押付ブロック2は、一方の鋼板62の形状に対応して、90°以下の角度に折り曲げて発泡性樹脂材4を配置する表面としての押付面21を有している。本例の押付ブロック2の押付面21は、一方の鋼板62の内側面621に沿った形状を有している。本例の押付ブロック2は、発泡性樹脂材4を粘着しない非粘着性の樹脂材料から構成してある。押付ブロック2は、シリコン樹脂、ポリテトラフルオロエチレン、フッ素樹脂等から構成することができる。本例の鋼板は、自動車用鋼板からなる。
【0025】
本例の保持手段3は、先端が尖った複数のニードル31を、互いに異なる方向に向けて押付ブロック2内に摺動可能に配置してなる。保持手段3は、図1に示すごとく、複数のニードル31を押付ブロック2の押付面21から突出させて保持状態301を形成すると共に、図4に示すごとく、複数のニードル31を押付ブロック2内に収容して解除状態302を形成するよう構成してある。
【0026】
本例の各ニードル31は、出位置側への空気圧を受けて押付ブロック2の押付面21から突出し、戻位置側へのスプリング36の弾性復元力を受けて押付ブロック2内に収容されるよう構成してある。また、各ニードル31は、エアバルブ33の制御動作によって出位置と戻位置との往復移動が可能である。なお、各ニードル31の戻位置への移動は、空気圧によって行うこともでき、空気圧とスプリング36とを併用して行うこともできる。
【0027】
図1〜図5においては、鋼板62の長手方向に直交する方向の断面を示しており、便宜上、複数のニードル31をこの断面方向に並ぶ状態で示した。これに対し、実際には、複数のニードル31は、長手方向に適宜ずれた(オフセットした)位置に配置してある。すなわち、複数のニードル31は、シート状の発泡性樹脂材4を安定して保持するよう断面方向及び長手方向に適宜ずれた位置に配置してある。
本例のエアバルブ33は、各ニードル31ごとに配置している。これに対し、複数のニードル31に対してまとめてエアバルブ33を配置し、このエアバルブ33によって、複数のニードル31を同時に出位置又は戻位置に移動させることもできる。
【0028】
図1に示すごとく、複数のニードル31は、90°以下の角度に折れ曲がって連続して形成した押付ブロック2の曲折した押付面21のうち、曲折した一方の部分211と他方の部分212とに分散して配置してある。ニードル31は、押付面21における曲折した一方の部分211と他方の部分212とにそれぞれ複数配設してある。そして、複数のニードル31による保持手段3は、シート状の発泡性樹脂材4を、押付面21の略全体に対面させた状態で保持するよう構成されている。なお、鋼板62の形状によっては、押付ブロック2の押付面21の一部が鋼板62の内側面621の形状に沿っていない部分があってもよい。
【0029】
本例の樹脂材配置用治具1は、図2、図3に示すごとく、複数のニードル31を保持状態301にして、押付ブロック2を発泡性樹脂材4の表面を転がすことによって、複数のニードル31を発泡性樹脂材4に突き刺して、発泡性樹脂材4を押付ブロック2の押付面21に保持し、次いで、図1に示すごとく、多関節ロボット5によって鋼板62の内側面621まで前進した後、図4に示すごとく、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に対して押さえ付けた状態で、複数のニードル31を解除状態302にし、内側面621に発泡性樹脂材4を貼着して、図5に示すごとく、多関節ロボット5によって鋼板62から後退するよう構成してある。
【0030】
次に、本例の樹脂材配置用治具1の動作について説明する。
まず、図2に示すごとく、エアバルブ33の動作によって、すべてのニードル31を保持状態301にし、すべてのニードル31の先端部を押付ブロック2の押付面21から突出させる。また、シート状の発泡性樹脂材4は、その粘着層に粘着しない性質を有する押付ブロック2と同様の材質からなる載置台7に載置しておく。次いで、図2、図3に示すごとく、多関節ロボット5のエフェクタ51に取り付けた樹脂材配置用治具1を移動させ、押付ブロック2の押付面21を、載置台7に載置した発泡性樹脂材4の表面に対して、押付面21の一方側から他方側に向けて(押付面21の曲折した一方の部分211から他方の部分212に向けて)順次転がすことによって、すべてのニードル31の先端部を発泡性樹脂材4に突き刺す。これにより、各ニードル31の突出方向が異なっていても、各ニードル31を容易に発泡性樹脂材4に突き刺すことができる。そして、複数のニードル31によって、発泡性樹脂材4を押付ブロック2の押付面21に保持する。
【0031】
次いで、図1に示すごとく、多関節ロボット5によって樹脂材配置用治具1を鋼板62の内側面621まで前進させ、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に対して押さえ付ける。このとき、押付ブロック2の押付面21が鋼板62の内側面621の形状に沿って形成してあることにより、押付ブロック2によって発泡性樹脂材4の略全体を鋼板62の内側面621に対して押さえ付けることができる。
次いで、図4に示すごとく、エアバルブ33の動作によって、すべてのニードル31を解除状態302にして、押付ブロック2内に収容する。そして、多関節ロボット5によって樹脂材配置用治具1を鋼板62の内側面621から後退させるときには、粘着層によって発泡性樹脂材4が鋼板62の内側面621に貼り付き、発泡性樹脂材4がこの内側面621に貼着された状態が維持される。
そして、図5に示すごとく、樹脂材配置用治具1を後退させるときに、発泡性樹脂材4は、その表面に形成した貼着層により鋼板62の内側面621に貼着される一方、押付ブロック2には貼着されない。これにより、発泡性樹脂材4を安定して鋼板62の内側面621に貼着させることができる。
【0032】
また、本例においては、鋼板62の内側面621に対する発泡性樹脂材4を配置する作業を、作業者の手作業によらず、産業用ロボット等の移動手段によって自動化することができる。そのため、当該配置作業の効率化を図ることができる。
その後、発泡性樹脂材4が貼着された一方の鋼板62に対して、他方の鋼板63がフランジ部64においてスポット溶接等を行って組み付けられ、筒状フレーム部61となった状態で、塗装工程等に搬送される。そして、焼付塗装等による加熱を受けて、図6に示すごとく、発泡性樹脂材4が発砲し、筒状フレーム部61における通路611を塞ぐことができる。なお、発泡性樹脂材4の発泡は、発泡性樹脂材4が発泡する所定の温度以上に加熱されれば、塗装工程以外の工程で行われてもよい。
【0033】
それ故、本例の樹脂材配置用治具1によれば、発泡性樹脂材4を安定して鋼板62の内側面621に貼着させることができ、発泡性樹脂材4を鋼板62の内側面621に配置する作業の効率化を図ることができる。
【0034】
(実施例2)
本例は、上記実施例1の樹脂材配置用治具1に比べて保持手段3の構造が異なる例である。
図8、図11に示すごとく、本例の筒状フレーム部61を構成するための一方の鋼板62は、その長手方向に直交する断面において、平坦状部分622を有するものである。本例の筒状フレーム部61は、実施例1に示した図7において、例えば、ホイールハウス部分等に用いられるものとすることができる(同図において61Aで示す。)。そして、本例の押付ブロック2は、平坦状部分622に対面する位置に吸着パッド35を収容可能なパッド収容部22を形成してなる。押付ブロック2における押付面21は、一方の鋼板62の内側面621の形状に沿った形状に形成してある。図11は、筒状フレーム部61内において発泡性樹脂材4を発泡させた状態を示す。
【0035】
本例の保持手段3は、押付ブロック2内に配置した吸着パッド35を用いて構成してある。そして、本例の保持手段3は、図8に示すごとく、吸着パッド35から真空引きを行う(同図において矢印Aで示す。)ことによって発泡性樹脂材4を保持して保持状態301を形成すると共に、図10に示すごとく、吸着パッド35から空気を吹き出す(同図において矢印Bで示す。)ことによって解除状態302を形成するよう構成してある。
【0036】
本例の吸着パッド35は、押付ブロック2の表面から陥没形成したパッド収容部22内に、スプリング36を介して配置してある。吸着パッド35は、配管を介して、真空引き及びエア加圧(真空破壊)を切り換えて行うことができるエアユニットに接続されている。本例の樹脂材配置用治具1も、多関節ロボット5によって3次元の任意の移動が可能である。
【0037】
本例の樹脂材配置用治具1は、図8に示すごとく、吸着パッド35における吸着部351をパッド収容部22内から突出させた状態で、吸着パッド35から真空引きを行うことによって発泡性樹脂材4を保持して、吸着パッド35の保持状態301を形成し、次いで、多関節ロボット5によって鋼板62の内側面621まで前進した後、図9に示すごとく、スプリング36の付勢力に抗して吸着部351をパッド収容部22内に収容しながら、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に対して押さえ付けた状態で、吸着パッド35から空気を吹き出すことによって吸着パッド35の解除状態302を形成し、図10に示すごとく、内側面621に発泡性樹脂材4を貼着して、多関節ロボット5によって鋼板62から後退するよう構成してある。
【0038】
次に、本例の樹脂材配置用治具1の動作について説明する。
まず、図8に示すごとく、エアユニットの動作によって、吸着パッド35における吸着部351から真空引きを行い、この吸着部351に発泡性樹脂材4を吸着する。次いで、図9に示すごとく、多関節ロボット5のエフェクタ51に取り付けた樹脂材配置用治具1を前進させ、吸着パッド35の吸着部351に吸着した発泡性樹脂材4を一方の鋼板62の内側面621まで移動させる。そして、発泡性樹脂材4が鋼板62の内側面621に接触すると、吸着パッド35が、スプリング36の付勢力に抗して、パッド収容部22内へ収容され、押付ブロック2の押付面21によって、鋼板62の内側面621に対して発泡性樹脂材4を押さえ付ける。
【0039】
このとき、押付ブロック2の押付面21が鋼板62の内側面621の形状に沿って形成してあることにより、押付ブロック2によって発泡性樹脂材4の略全体を鋼板62の内側面621に対して押さえ付けることができる。
次いで、多関節ロボット5によって、樹脂材配置用治具1を後退させる際には、エアユニットの動作によって、吸着パッド35へ加圧エアを送風し、吸着パッド35の真空破壊を行う(大気圧より高い所定の圧力に加圧する)。これにより、図10に示すごとく、押付ブロック2が発泡性樹脂材4から離れるときには、吸着部351から空気が吹き出され、押付ブロック2に対して発泡性樹脂材4が引っ付いて(貼着されて)しまうことを防止できる。そして、粘着層によって発泡性樹脂材4が鋼板62の内側面621に貼り付き、発泡性樹脂材4がこの内側面621に貼着された状態が維持される。
また、押付ブロック2は、発泡性樹脂材4が貼着されない材質から構成されており、発泡性樹脂材4が押付ブロック2に引っ付くことをより効果的に防止できる。これにより、発泡性樹脂材4を安定して鋼板62の内側面621に貼着させることができる。
【0040】
また、本例においても、鋼板62の内側面621に対する発泡性樹脂材4を配置する作業を、作業者の手作業によらず、産業用ロボット等の移動手段によって自動化することができる。そのため、当該配置作業の効率化を図ることができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0041】
(実施例3)
本例は、図12に示すごとく、保持手段3を、上記実施例1に示した複数のニードル31と、上記実施例2に示した吸着パッド35とを併用して構成した例である。
本例の押付ブロック2は、上記実施例1と同様の構成をしており、押付ブロック2の押付面21における曲折した一方の部分211に複数のニードル31を配置し、他方の部分212に吸着パッド35を配置している。
本例においては、複数のニードル31及び吸着パッド35を併用して発泡性樹脂材4を保持し、この発泡性樹脂材4を鋼板62の内側面621に安定して貼着させることができる。
本例においても、その他の構成は上記実施例1、2と同様であり、上記実施例1、2と同様の作用効果を得ることができる。
【符号の説明】
【0042】
1 樹脂材配置用治具
2 押付ブロック
21 押付面
22 パッド収容部
3 保持手段
301 保持状態
302 解除状態
31 ニードル
32 スプリング
35 吸着パッド
351 吸着部
36 スプリング
4 発泡性樹脂材
61 筒状フレーム部
62 一方の鋼板
621 内側面
【技術分野】
【0001】
本発明は、自動車の筒状フレーム部内に配置してその通路を塞ぐための発泡性樹脂材を保持するために用いる樹脂材配置用治具に関する。
【背景技術】
【0002】
自動車において特に前後方向に設けられるピラー部分等においては、自動車の走行時において風(空気)が通り抜けることによって音(風きり音)が発生するおそれがある。そのため、例えば、特許文献1に開示されるように、ピラー部分等の筒状フレーム部には、発泡体を充填することが行われている。
特許文献1の車両のボデー空洞への発泡体充填方法においては、発泡体フォームを縮小させて空洞内に配置し、この発泡体フォームの形状復元作用によってもとの形状に復元させて、空洞を充填することが開示されている。これによれば、ボデー空洞への空気の流れを遮断又は緩和させて、透過音、こもり音等を低減させることができる。
【0003】
また、例えば、特許文献2の発泡剤充填方法及びその構造においては、複数の板状部材により形成される自動車の車体フレームの閉断面空間に発泡剤を充填した構造が開示されている。そして、閉断面に充填する発泡剤を複数の部分から構成し、互いに圧接する部分の間にアンテナを配置することが行われている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭59−220463号公報
【特許文献2】特開平5−319305号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の風きり音を防止する構造が開示された技術においては、発泡体フォーム、発泡剤等を自動車のフレームに配置する方法については何ら開示されていない。すなわち、従来は、自動車のフレームに対して、作業者が、発泡体フォーム、発泡剤等を配置していた。そのため、この作業をロボット等によって行うための工夫はなされていない。
【0006】
本発明は、かかる従来の問題点に鑑みてなされたもので、発泡性樹脂材を安定して鋼板の内側面に貼着させることができ、発泡性樹脂材を鋼板に配置する作業の効率化を図ることができる樹脂材配置用治具を提供しようとするものである。
【課題を解決するための手段】
【0007】
本発明は、自動車の筒状フレーム部を構成するための複数の鋼板のうちのいずれかに、発泡性、弾力性及び粘着性を有する発泡性樹脂材を配置するために用いる樹脂材配置用治具であって、
上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けるための押付ブロックと、
上記発泡性樹脂材を保持するための保持状態と、該保持状態を解除するための解除状態とを形成可能な保持手段とを有しており、
該保持手段を上記保持状態にして、上記発泡性樹脂材を上記押付ブロックの表面に保持し、次いで、該押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に押さえ付けて貼着し、その後、上記保持手段を上記解除状態にするよう構成してあることを特徴とする樹脂材配置用治具にある(請求項1)。
【0008】
本発明の樹脂材配置用治具は、産業用ロボット等の移動手段に装着して用いることができ、発泡性樹脂材を、自動車の筒状フレーム部を構成する鋼板に対して容易に配置することができるものである。
本発明の樹脂材配置用治具は、保持手段を保持状態にすることによって発泡性樹脂材を保持し、産業用ロボット等の移動手段によって、自動車の筒状フレーム部を構成する鋼板まで移動する。そして、鋼板の内側面に対して発泡性樹脂材を配置したときには、保持手段を解除状態にすると共に、押付ブロックによって発泡性樹脂材を鋼板の内側面に対して押さえ付ける。次いで、押付ブロックによって発泡性樹脂材を鋼板の内側面に対して押さえ付けた後には、移動手段によって樹脂材配置用治具を鋼板から離隔させる。
【0009】
このとき、発泡性樹脂材は、その貼着性により鋼板の内側面に貼着される一方、押付ブロックには貼着されない。これにより、発泡性樹脂材を安定して鋼板の内側面に貼着させることができる。
また、鋼板の内側面に対する発泡性樹脂材を配置する作業を、作業者の手作業によらず、産業用ロボット等の移動手段によって自動化することができ、当該作業の効率化を図ることができる。
【0010】
それ故、本発明の樹脂材配置用治具によれば、発泡性樹脂材を安定して鋼板の内側面に貼着させることができ、発泡性樹脂材を鋼板の内側面に配置する作業の効率化を図ることができる。
【図面の簡単な説明】
【0011】
【図1】実施例1における、保持手段を保持状態にして、発泡性樹脂材を鋼板の内側面に押し付ける状態の樹脂材配置用治具を示す断面説明図。
【図2】実施例1における、発泡性樹脂材の保持を開始した樹脂材配置用治具を示す断面説明図。
【図3】実施例1における、発泡性樹脂材の保持を行っている樹脂材配置用治具を示す断面説明図。
【図4】実施例1における、保持手段を解除状態にした樹脂材配置用治具を示す断面説明図。
【図5】実施例1における、鋼板から後退させる樹脂材配置用治具を示す断面説明図。
【図6】実施例1における、筒状フレーム部内において発泡性樹脂材を発泡させた状態を示す断面説明図。
【図7】実施例1における、自動車のサイドメンバーにおける筒状フレーム部の配置位置を示す説明図。
【図8】実施例2における、保持手段を保持状態にして、発泡性樹脂材を鋼板の内側面へ移動させる状態の樹脂材配置用治具を示す断面説明図。
【図9】実施例2における、発泡性樹脂材を鋼板の内側面へ押さえ付ける状態の樹脂材配置用治具を示す断面説明図。
【図10】実施例2における、保持手段を解除状態にして、鋼板から後退させる状態の樹脂材配置用治具を示す断面説明図。
【図11】実施例2における、筒状フレーム部内において発泡性樹脂材を発泡させた状態を示す断面説明図。
【図12】実施例3における、樹脂材配置用治具を示す断面説明図。
【発明を実施するための形態】
【0012】
上述した本発明の樹脂材配置用治具における好ましい実施の形態につき説明する。
本発明において、上記発泡性樹脂材は、その全体を粘着性のある材料から構成することができる。また、発泡性樹脂材は、粘着性のない基材層の表面に粘着性のある粘着層を設けて構成することもできる。この場合、粘着層は、押付ブロックの押付面に対面しない側にのみ設けることができる。
【0013】
また、上記保持手段は、先端が尖った複数のニードルを、互いに異なる方向に向けて上記押付ブロック内に摺動可能に配置してなり、かつ当該複数のニードルを上記押付ブロックの表面から突出させて上記保持状態を形成すると共に、当該複数のニードルを上記押付ブロック内に収容して上記解除状態を形成するよう構成することができる(請求項2)。
【0014】
この場合には、押付ブロックに発泡性樹脂材を対面配置し、複数のニードルを押付ブロックの表面から突出させることにより、この複数のニードルを発泡性樹脂材に突き刺すことができる。これにより、複数のニードルを保持状態にしたときには、発泡性樹脂材を安定して保持することができる。
特に、この場合の樹脂材配置用治具の構成は、自動車の筒状フレーム部を構成する鋼板の形状に対応して、90°以下の角度に折り曲げて発泡性樹脂材を配置する押付ブロックを用いるときに、特に有効である。
【0015】
また、上記樹脂材配置用治具は、上記複数のニードルを上記保持状態にして、上記押付ブロックを上記発泡性樹脂材の表面を転がすことによって、当該複数のニードルを上記発泡性樹脂材に突き刺して、該発泡性樹脂材を当該押付ブロックの表面に保持し、次いで、上記鋼板の内側面まで前進した後、上記押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けた状態で、上記複数のニードルを上記解除状態にし、上記内側面に上記発泡性樹脂材を貼着して、当該鋼板から後退するよう構成することができる(請求項3)。
この場合には、保持手段に複数のニードルを用いる際に、押付ブロックに対する発泡性樹脂材の保持、及びこの保持の解除を安定して行うことができる。
【0016】
また、上記保持手段は、上記押付ブロック内に吸着パッドを配置してなり、かつ該吸着パッドから真空引きを行うことによって上記発泡性樹脂材を保持して上記保持状態を形成すると共に、上記吸着パッドから空気を吹き出すことによって上記解除状態を形成するよう構成することもできる(請求項4)。
この場合には、押付ブロックに発泡性樹脂材を対面配置し、吸着パッドから真空引きを行うことにより、この吸着パッドに発泡性樹脂材を吸着させることができる。これにより、吸着パッドを保持状態にしたときには、発泡性樹脂材を安定して保持することができる。
特に、この場合の樹脂材配置用治具の構成は、自動車の筒状フレーム部を構成する鋼板が平坦状部分を有し、この平坦状部分に対面する位置に吸着パッドを配置するときに、特に有効である。
【0017】
また、上記吸着パッドは、上記押付ブロックの表面から陥没形成したパッド収容部内に、スプリングを介して配置してあり、上記樹脂材配置用治具は、上記吸着パッドにおける吸着部を上記パッド収容部内から突出させた状態で、当該吸着パッドから真空引きを行うことによって上記発泡性樹脂材を保持して、上記保持状態を形成し、次いで、上記鋼板の内側面まで前進した後、上記スプリングの付勢力に抗して上記吸着部を上記パッド収容部内に収容しながら、上記押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けた状態で、上記吸着パッドから空気を吹き出すことによって上記解除状態を形成し、上記内側面に上記発泡性樹脂材を貼着して、当該鋼板から後退するよう構成することもできる(請求項5)。
この場合には、保持手段に吸着パッドを用いる際に、押付ブロックに対する発泡性樹脂材の保持、及びこの保持の解除を安定して行うことができる。
【0018】
また、上記押付ブロックは、その少なくとも一部の表面が、上記発泡性樹脂材を配置する鋼板の内側面に沿った形状を有していることが好ましい(請求項6)。
この場合には、押付ブロックの表面によって、発泡性樹脂材をより安定して鋼板の内側面に押さえ付けることができる。
【0019】
また、上記発泡性樹脂材は、粘着性のある樹脂材料から構成し、又は粘着性のある樹脂材料を表面に設けて構成し、上記押付ブロックにおいて上記発泡性樹脂材が対面する押付面は、上記発泡性樹脂材が粘着されない樹脂材料から構成することができる(請求項7)。
この場合には、押付ブロックの表面に発泡性樹脂材を保持する際に、この発泡性樹脂材が押付ブロックの表面に貼着してしまうことを防止することができる。押付ブロックは、その全体を発泡性樹脂材が粘着されない樹脂材料から構成することができ、押付面のみを発泡性樹脂材が粘着されない樹脂材料から構成することもできる。
また、発泡性樹脂材は、粘着性のある樹脂材料からなる粘着層を、鋼板の内側面に貼着する側(押付ブロックの押付面に対面しない側)の表面にのみ設けて構成することもできる。この場合は、押付ブロックの材質は、種々のものとすることができる。
【実施例】
【0020】
以下に、本発明の樹脂材配置用治具にかかる実施例につき、図面を参照して説明する。
(実施例1)
本例の樹脂材配置用治具1は、図1に示すごとく、自動車の筒状フレーム部61を構成するための複数の鋼板62、63のうちのいずれかに、発泡性、弾力性及び粘着性を有する発泡性樹脂材4を配置するために用いるものである。この発泡性樹脂材4は、一対の鋼板62、63のうち一方の鋼板62の内側面621に配置した後、一方の鋼板62に対して他方の鋼板63を組み付けて筒状フレーム部61とした状態において、加熱発泡させることによって、筒状フレーム部61内の通路611(図6参照)を塞ぐためのものである。
【0021】
図1に示すごとく、樹脂材配置用治具1は、発泡性樹脂材4を鋼板62の内側面621に対して押さえ付けるための押付ブロック2と、発泡性樹脂材4を保持することができる保持手段3とを有している。押付ブロック2は、発泡性樹脂材4が粘着しない材質からなる。保持手段3は、発泡性樹脂材4を保持するための保持状態301(図1参照)と、保持状態301を解除するための解除状態302(図4参照)とを形成可能である。
本例の樹脂材配置用治具1は、図2、図3に示すごとく、保持手段3を保持状態301にして、発泡性樹脂材4を押付ブロック2の表面(押付面21)に保持し、次いで、図1に示すごとく、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に押さえ付けて貼着し、その後、図4に示すごとく、保持手段3を解除状態302にするよう構成してある。
【0022】
以下に、本例の樹脂材配置用治具1につき、図1〜図7を参照して詳説する。
図1〜図5に示すごとく、本例の樹脂材配置用治具1は、移動手段としての多関節ロボット5のエフェクタ(アーム先端部)51に取り付け、任意の3次元移動を行って、筒状フレーム部61を構成する鋼板62の内側面621に前進し、発泡性樹脂材4を供給した後、後退するよう構成されている。この樹脂材配置用治具1は、多関節ロボット5のティーチング(移動する位置の教示)等を行って、所定の経路を繰り返し移動可能に構成している。
図7に示すごとく、本例の自動車の筒状フレーム部61は、自動車のサイドメンバー6における上側部分に位置するピラーである。本例の発泡性樹脂材4は、サイドメンバー6における上側部分に位置するピラーの複数箇所(本例では3箇所)に配置される。同図において、前方側を矢印Frで示す。
【0023】
図6に示すごとく、本例の筒状フレーム部61は、一対の鋼板62、63を組み合わせて、筒形状を形成する。各鋼板62、63のフランジ部(端部)64はスポット溶接等によって接合される。
図2に示すごとく、発泡性樹脂材4は、シート状に形成してあり、図6に示すごとく、筒状フレーム部61を構成する一方の鋼板62に配置され、筒状フレーム部61を有するメインボディの焼付塗装を行う際に、所定の温度に加熱されて発泡し、筒状フレーム部61内の通路611を塞ぐことができる。発泡性樹脂材4は、弾力性を有する樹脂材料からなる基材層の表面に対して、粘着性を有する樹脂材料からなる粘着層を形成してなる。基材層及び粘着層は、ゴム系樹脂、炭酸カルシウム、可塑剤及び発泡剤を含有する樹脂組成物から構成することができる。粘着層は、基材層に対して、炭酸カルシウム及び可塑剤の含有率を変更することによって構成することができる。本例の粘着層は、発泡性樹脂材4の基材層の両表面に設けてある。
【0024】
図1、図4に示すごとく、本例の筒状フレーム部61を構成するための一方の鋼板62は、その長手方向に直交する断面において、90°以下の角度に折り曲げられた部分を有するものである。そして、押付ブロック2は、一方の鋼板62の形状に対応して、90°以下の角度に折り曲げて発泡性樹脂材4を配置する表面としての押付面21を有している。本例の押付ブロック2の押付面21は、一方の鋼板62の内側面621に沿った形状を有している。本例の押付ブロック2は、発泡性樹脂材4を粘着しない非粘着性の樹脂材料から構成してある。押付ブロック2は、シリコン樹脂、ポリテトラフルオロエチレン、フッ素樹脂等から構成することができる。本例の鋼板は、自動車用鋼板からなる。
【0025】
本例の保持手段3は、先端が尖った複数のニードル31を、互いに異なる方向に向けて押付ブロック2内に摺動可能に配置してなる。保持手段3は、図1に示すごとく、複数のニードル31を押付ブロック2の押付面21から突出させて保持状態301を形成すると共に、図4に示すごとく、複数のニードル31を押付ブロック2内に収容して解除状態302を形成するよう構成してある。
【0026】
本例の各ニードル31は、出位置側への空気圧を受けて押付ブロック2の押付面21から突出し、戻位置側へのスプリング36の弾性復元力を受けて押付ブロック2内に収容されるよう構成してある。また、各ニードル31は、エアバルブ33の制御動作によって出位置と戻位置との往復移動が可能である。なお、各ニードル31の戻位置への移動は、空気圧によって行うこともでき、空気圧とスプリング36とを併用して行うこともできる。
【0027】
図1〜図5においては、鋼板62の長手方向に直交する方向の断面を示しており、便宜上、複数のニードル31をこの断面方向に並ぶ状態で示した。これに対し、実際には、複数のニードル31は、長手方向に適宜ずれた(オフセットした)位置に配置してある。すなわち、複数のニードル31は、シート状の発泡性樹脂材4を安定して保持するよう断面方向及び長手方向に適宜ずれた位置に配置してある。
本例のエアバルブ33は、各ニードル31ごとに配置している。これに対し、複数のニードル31に対してまとめてエアバルブ33を配置し、このエアバルブ33によって、複数のニードル31を同時に出位置又は戻位置に移動させることもできる。
【0028】
図1に示すごとく、複数のニードル31は、90°以下の角度に折れ曲がって連続して形成した押付ブロック2の曲折した押付面21のうち、曲折した一方の部分211と他方の部分212とに分散して配置してある。ニードル31は、押付面21における曲折した一方の部分211と他方の部分212とにそれぞれ複数配設してある。そして、複数のニードル31による保持手段3は、シート状の発泡性樹脂材4を、押付面21の略全体に対面させた状態で保持するよう構成されている。なお、鋼板62の形状によっては、押付ブロック2の押付面21の一部が鋼板62の内側面621の形状に沿っていない部分があってもよい。
【0029】
本例の樹脂材配置用治具1は、図2、図3に示すごとく、複数のニードル31を保持状態301にして、押付ブロック2を発泡性樹脂材4の表面を転がすことによって、複数のニードル31を発泡性樹脂材4に突き刺して、発泡性樹脂材4を押付ブロック2の押付面21に保持し、次いで、図1に示すごとく、多関節ロボット5によって鋼板62の内側面621まで前進した後、図4に示すごとく、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に対して押さえ付けた状態で、複数のニードル31を解除状態302にし、内側面621に発泡性樹脂材4を貼着して、図5に示すごとく、多関節ロボット5によって鋼板62から後退するよう構成してある。
【0030】
次に、本例の樹脂材配置用治具1の動作について説明する。
まず、図2に示すごとく、エアバルブ33の動作によって、すべてのニードル31を保持状態301にし、すべてのニードル31の先端部を押付ブロック2の押付面21から突出させる。また、シート状の発泡性樹脂材4は、その粘着層に粘着しない性質を有する押付ブロック2と同様の材質からなる載置台7に載置しておく。次いで、図2、図3に示すごとく、多関節ロボット5のエフェクタ51に取り付けた樹脂材配置用治具1を移動させ、押付ブロック2の押付面21を、載置台7に載置した発泡性樹脂材4の表面に対して、押付面21の一方側から他方側に向けて(押付面21の曲折した一方の部分211から他方の部分212に向けて)順次転がすことによって、すべてのニードル31の先端部を発泡性樹脂材4に突き刺す。これにより、各ニードル31の突出方向が異なっていても、各ニードル31を容易に発泡性樹脂材4に突き刺すことができる。そして、複数のニードル31によって、発泡性樹脂材4を押付ブロック2の押付面21に保持する。
【0031】
次いで、図1に示すごとく、多関節ロボット5によって樹脂材配置用治具1を鋼板62の内側面621まで前進させ、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に対して押さえ付ける。このとき、押付ブロック2の押付面21が鋼板62の内側面621の形状に沿って形成してあることにより、押付ブロック2によって発泡性樹脂材4の略全体を鋼板62の内側面621に対して押さえ付けることができる。
次いで、図4に示すごとく、エアバルブ33の動作によって、すべてのニードル31を解除状態302にして、押付ブロック2内に収容する。そして、多関節ロボット5によって樹脂材配置用治具1を鋼板62の内側面621から後退させるときには、粘着層によって発泡性樹脂材4が鋼板62の内側面621に貼り付き、発泡性樹脂材4がこの内側面621に貼着された状態が維持される。
そして、図5に示すごとく、樹脂材配置用治具1を後退させるときに、発泡性樹脂材4は、その表面に形成した貼着層により鋼板62の内側面621に貼着される一方、押付ブロック2には貼着されない。これにより、発泡性樹脂材4を安定して鋼板62の内側面621に貼着させることができる。
【0032】
また、本例においては、鋼板62の内側面621に対する発泡性樹脂材4を配置する作業を、作業者の手作業によらず、産業用ロボット等の移動手段によって自動化することができる。そのため、当該配置作業の効率化を図ることができる。
その後、発泡性樹脂材4が貼着された一方の鋼板62に対して、他方の鋼板63がフランジ部64においてスポット溶接等を行って組み付けられ、筒状フレーム部61となった状態で、塗装工程等に搬送される。そして、焼付塗装等による加熱を受けて、図6に示すごとく、発泡性樹脂材4が発砲し、筒状フレーム部61における通路611を塞ぐことができる。なお、発泡性樹脂材4の発泡は、発泡性樹脂材4が発泡する所定の温度以上に加熱されれば、塗装工程以外の工程で行われてもよい。
【0033】
それ故、本例の樹脂材配置用治具1によれば、発泡性樹脂材4を安定して鋼板62の内側面621に貼着させることができ、発泡性樹脂材4を鋼板62の内側面621に配置する作業の効率化を図ることができる。
【0034】
(実施例2)
本例は、上記実施例1の樹脂材配置用治具1に比べて保持手段3の構造が異なる例である。
図8、図11に示すごとく、本例の筒状フレーム部61を構成するための一方の鋼板62は、その長手方向に直交する断面において、平坦状部分622を有するものである。本例の筒状フレーム部61は、実施例1に示した図7において、例えば、ホイールハウス部分等に用いられるものとすることができる(同図において61Aで示す。)。そして、本例の押付ブロック2は、平坦状部分622に対面する位置に吸着パッド35を収容可能なパッド収容部22を形成してなる。押付ブロック2における押付面21は、一方の鋼板62の内側面621の形状に沿った形状に形成してある。図11は、筒状フレーム部61内において発泡性樹脂材4を発泡させた状態を示す。
【0035】
本例の保持手段3は、押付ブロック2内に配置した吸着パッド35を用いて構成してある。そして、本例の保持手段3は、図8に示すごとく、吸着パッド35から真空引きを行う(同図において矢印Aで示す。)ことによって発泡性樹脂材4を保持して保持状態301を形成すると共に、図10に示すごとく、吸着パッド35から空気を吹き出す(同図において矢印Bで示す。)ことによって解除状態302を形成するよう構成してある。
【0036】
本例の吸着パッド35は、押付ブロック2の表面から陥没形成したパッド収容部22内に、スプリング36を介して配置してある。吸着パッド35は、配管を介して、真空引き及びエア加圧(真空破壊)を切り換えて行うことができるエアユニットに接続されている。本例の樹脂材配置用治具1も、多関節ロボット5によって3次元の任意の移動が可能である。
【0037】
本例の樹脂材配置用治具1は、図8に示すごとく、吸着パッド35における吸着部351をパッド収容部22内から突出させた状態で、吸着パッド35から真空引きを行うことによって発泡性樹脂材4を保持して、吸着パッド35の保持状態301を形成し、次いで、多関節ロボット5によって鋼板62の内側面621まで前進した後、図9に示すごとく、スプリング36の付勢力に抗して吸着部351をパッド収容部22内に収容しながら、押付ブロック2によって発泡性樹脂材4を鋼板62の内側面621に対して押さえ付けた状態で、吸着パッド35から空気を吹き出すことによって吸着パッド35の解除状態302を形成し、図10に示すごとく、内側面621に発泡性樹脂材4を貼着して、多関節ロボット5によって鋼板62から後退するよう構成してある。
【0038】
次に、本例の樹脂材配置用治具1の動作について説明する。
まず、図8に示すごとく、エアユニットの動作によって、吸着パッド35における吸着部351から真空引きを行い、この吸着部351に発泡性樹脂材4を吸着する。次いで、図9に示すごとく、多関節ロボット5のエフェクタ51に取り付けた樹脂材配置用治具1を前進させ、吸着パッド35の吸着部351に吸着した発泡性樹脂材4を一方の鋼板62の内側面621まで移動させる。そして、発泡性樹脂材4が鋼板62の内側面621に接触すると、吸着パッド35が、スプリング36の付勢力に抗して、パッド収容部22内へ収容され、押付ブロック2の押付面21によって、鋼板62の内側面621に対して発泡性樹脂材4を押さえ付ける。
【0039】
このとき、押付ブロック2の押付面21が鋼板62の内側面621の形状に沿って形成してあることにより、押付ブロック2によって発泡性樹脂材4の略全体を鋼板62の内側面621に対して押さえ付けることができる。
次いで、多関節ロボット5によって、樹脂材配置用治具1を後退させる際には、エアユニットの動作によって、吸着パッド35へ加圧エアを送風し、吸着パッド35の真空破壊を行う(大気圧より高い所定の圧力に加圧する)。これにより、図10に示すごとく、押付ブロック2が発泡性樹脂材4から離れるときには、吸着部351から空気が吹き出され、押付ブロック2に対して発泡性樹脂材4が引っ付いて(貼着されて)しまうことを防止できる。そして、粘着層によって発泡性樹脂材4が鋼板62の内側面621に貼り付き、発泡性樹脂材4がこの内側面621に貼着された状態が維持される。
また、押付ブロック2は、発泡性樹脂材4が貼着されない材質から構成されており、発泡性樹脂材4が押付ブロック2に引っ付くことをより効果的に防止できる。これにより、発泡性樹脂材4を安定して鋼板62の内側面621に貼着させることができる。
【0040】
また、本例においても、鋼板62の内側面621に対する発泡性樹脂材4を配置する作業を、作業者の手作業によらず、産業用ロボット等の移動手段によって自動化することができる。そのため、当該配置作業の効率化を図ることができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0041】
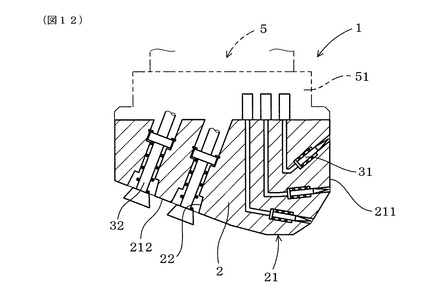
(実施例3)
本例は、図12に示すごとく、保持手段3を、上記実施例1に示した複数のニードル31と、上記実施例2に示した吸着パッド35とを併用して構成した例である。
本例の押付ブロック2は、上記実施例1と同様の構成をしており、押付ブロック2の押付面21における曲折した一方の部分211に複数のニードル31を配置し、他方の部分212に吸着パッド35を配置している。
本例においては、複数のニードル31及び吸着パッド35を併用して発泡性樹脂材4を保持し、この発泡性樹脂材4を鋼板62の内側面621に安定して貼着させることができる。
本例においても、その他の構成は上記実施例1、2と同様であり、上記実施例1、2と同様の作用効果を得ることができる。
【符号の説明】
【0042】
1 樹脂材配置用治具
2 押付ブロック
21 押付面
22 パッド収容部
3 保持手段
301 保持状態
302 解除状態
31 ニードル
32 スプリング
35 吸着パッド
351 吸着部
36 スプリング
4 発泡性樹脂材
61 筒状フレーム部
62 一方の鋼板
621 内側面
【特許請求の範囲】
【請求項1】
自動車の筒状フレーム部を構成するための複数の鋼板のうちのいずれかに、発泡性、弾力性及び粘着性を有する発泡性樹脂材を配置するために用いる樹脂材配置用治具であって、
上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けるための押付ブロックと、
上記発泡性樹脂材を保持するための保持状態と、該保持状態を解除するための解除状態とを形成可能な保持手段とを有しており、
該保持手段を上記保持状態にして、上記発泡性樹脂材を上記押付ブロックの表面に保持し、次いで、該押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に押さえ付けて貼着し、その後、上記保持手段を上記解除状態にするよう構成してあることを特徴とする樹脂材配置用治具。
【請求項2】
請求項1において、上記保持手段は、先端が尖った複数のニードルを、互いに異なる方向に向けて上記押付ブロック内に摺動可能に配置してなり、かつ当該複数のニードルを上記押付ブロックの表面から突出させて上記保持状態を形成すると共に、当該複数のニードルを上記押付ブロック内に収容して上記解除状態を形成するよう構成してあることを特徴とする樹脂材配置用治具。
【請求項3】
請求項2において、上記複数のニードルを上記保持状態にして、上記押付ブロックを上記発泡性樹脂材の表面を転がすことによって、当該複数のニードルを上記発泡性樹脂材に突き刺して、該発泡性樹脂材を当該押付ブロックの表面に保持し、次いで、上記鋼板の内側面まで前進した後、上記押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けた状態で、上記複数のニードルを上記解除状態にし、上記内側面に上記発泡性樹脂材を貼着して、当該鋼板から後退するよう構成してあることを特徴とする樹脂材配置用治具。
【請求項4】
請求項1において、上記保持手段は、上記押付ブロック内に吸着パッドを配置してなり、かつ該吸着パッドから真空引きを行うことによって上記発泡性樹脂材を保持して上記保持状態を形成すると共に、上記吸着パッドから空気を吹き出すことによって上記解除状態を形成するよう構成してあることを特徴とする樹脂材配置用治具。
【請求項5】
請求項4において、上記吸着パッドは、上記押付ブロックの表面から陥没形成したパッド収容部内に、スプリングを介して配置してあり、
上記吸着パッドにおける吸着部を上記パッド収容部内から突出させた状態で、当該吸着パッドから真空引きを行うことによって上記発泡性樹脂材を保持して、上記保持状態を形成し、次いで、上記鋼板の内側面まで前進した後、上記スプリングの付勢力に抗して上記吸着部を上記パッド収容部内に収容しながら、上記押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けた状態で、上記吸着パッドから空気を吹き出すことによって上記解除状態を形成し、上記内側面に上記発泡性樹脂材を貼着して、当該鋼板から後退するよう構成してあることを特徴とする樹脂材配置用治具。
【請求項6】
請求項1〜5のいずれか一項において、上記押付ブロックは、その少なくとも一部の表面が、上記発泡性樹脂材を配置する鋼板の内側面に沿った形状を有していることを特徴とする樹脂材配置用治具。
【請求項7】
請求項1〜6のいずれか一項において、上記発泡性樹脂材は、粘着性のある樹脂材料からなり、又は粘着性のある樹脂材料を表面に設けて構成してあり、
上記押付ブロックは、上記発泡性樹脂材が粘着されない樹脂材料からなることを特徴とする樹脂材配置用治具。
【請求項1】
自動車の筒状フレーム部を構成するための複数の鋼板のうちのいずれかに、発泡性、弾力性及び粘着性を有する発泡性樹脂材を配置するために用いる樹脂材配置用治具であって、
上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けるための押付ブロックと、
上記発泡性樹脂材を保持するための保持状態と、該保持状態を解除するための解除状態とを形成可能な保持手段とを有しており、
該保持手段を上記保持状態にして、上記発泡性樹脂材を上記押付ブロックの表面に保持し、次いで、該押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に押さえ付けて貼着し、その後、上記保持手段を上記解除状態にするよう構成してあることを特徴とする樹脂材配置用治具。
【請求項2】
請求項1において、上記保持手段は、先端が尖った複数のニードルを、互いに異なる方向に向けて上記押付ブロック内に摺動可能に配置してなり、かつ当該複数のニードルを上記押付ブロックの表面から突出させて上記保持状態を形成すると共に、当該複数のニードルを上記押付ブロック内に収容して上記解除状態を形成するよう構成してあることを特徴とする樹脂材配置用治具。
【請求項3】
請求項2において、上記複数のニードルを上記保持状態にして、上記押付ブロックを上記発泡性樹脂材の表面を転がすことによって、当該複数のニードルを上記発泡性樹脂材に突き刺して、該発泡性樹脂材を当該押付ブロックの表面に保持し、次いで、上記鋼板の内側面まで前進した後、上記押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けた状態で、上記複数のニードルを上記解除状態にし、上記内側面に上記発泡性樹脂材を貼着して、当該鋼板から後退するよう構成してあることを特徴とする樹脂材配置用治具。
【請求項4】
請求項1において、上記保持手段は、上記押付ブロック内に吸着パッドを配置してなり、かつ該吸着パッドから真空引きを行うことによって上記発泡性樹脂材を保持して上記保持状態を形成すると共に、上記吸着パッドから空気を吹き出すことによって上記解除状態を形成するよう構成してあることを特徴とする樹脂材配置用治具。
【請求項5】
請求項4において、上記吸着パッドは、上記押付ブロックの表面から陥没形成したパッド収容部内に、スプリングを介して配置してあり、
上記吸着パッドにおける吸着部を上記パッド収容部内から突出させた状態で、当該吸着パッドから真空引きを行うことによって上記発泡性樹脂材を保持して、上記保持状態を形成し、次いで、上記鋼板の内側面まで前進した後、上記スプリングの付勢力に抗して上記吸着部を上記パッド収容部内に収容しながら、上記押付ブロックによって上記発泡性樹脂材を上記鋼板の内側面に対して押さえ付けた状態で、上記吸着パッドから空気を吹き出すことによって上記解除状態を形成し、上記内側面に上記発泡性樹脂材を貼着して、当該鋼板から後退するよう構成してあることを特徴とする樹脂材配置用治具。
【請求項6】
請求項1〜5のいずれか一項において、上記押付ブロックは、その少なくとも一部の表面が、上記発泡性樹脂材を配置する鋼板の内側面に沿った形状を有していることを特徴とする樹脂材配置用治具。
【請求項7】
請求項1〜6のいずれか一項において、上記発泡性樹脂材は、粘着性のある樹脂材料からなり、又は粘着性のある樹脂材料を表面に設けて構成してあり、
上記押付ブロックは、上記発泡性樹脂材が粘着されない樹脂材料からなることを特徴とする樹脂材配置用治具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2010−201624(P2010−201624A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−46431(P2009−46431)
【出願日】平成21年2月27日(2009.2.27)
【出願人】(000110321)トヨタ車体株式会社 (1,272)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年2月27日(2009.2.27)
【出願人】(000110321)トヨタ車体株式会社 (1,272)
【Fターム(参考)】
[ Back to top ]