
樹脂注型品およびその製造方法
【課題】絶縁層表面に形成する接地層の導電性と気密性を向上させた樹脂注型品を提供する。
【解決手段】主回路導体となる中心導体1と、中心導体1の周りに絶縁材料を用いた注型により形成された絶縁層2と、絶縁層2の外周表面の所定領域に導電性塗料を塗布して形成された接地層3とを備え、希釈率の異なる導電性塗料を重ね塗りして接地層3を多層とし、絶縁層2に近づく層ほど、導電率を高くして導電性を向上させ、また、表面の層ほど平滑度を上げ、気密性を向上させた樹脂注型品を提供する。
【解決手段】主回路導体となる中心導体1と、中心導体1の周りに絶縁材料を用いた注型により形成された絶縁層2と、絶縁層2の外周表面の所定領域に導電性塗料を塗布して形成された接地層3とを備え、希釈率の異なる導電性塗料を重ね塗りして接地層3を多層とし、絶縁層2に近づく層ほど、導電率を高くして導電性を向上させ、また、表面の層ほど平滑度を上げ、気密性を向上させた樹脂注型品を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の実施形態は、主回路導体を埋め込んだ絶縁層の外周表面に接地層を設けた樹脂注型品およびその製造方法に関する。
【背景技術】
【0002】
従来、この種の樹脂注型品は、中心導体の周りにエポキシ樹脂を注型して絶縁層を形成し、絶縁層の外周表面に導電性塗料を塗布して形成した接地層を設けるものが知られている。このような樹脂注型品は、優れた電気的特性、機械的特性を有し、SF6ガスのような絶縁ガスを封入したガス絶縁機器に広く用いられている。樹脂注型品としては、主回路導体の絶縁支持とともに、箱体の天井面などに取付けられ気中−ガス区分をするT型ブッシングなどが挙げられる(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−40387号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の従来の樹脂注型品においては、次のような問題がある。
接地層は、絶縁層外周の接地電位を保つための導電性とともに、箱体内の気密を保持するための気密性が要求される。しかしながら、塗布状態によっては、両特性を両立させることが困難であった。即ち、接地層の形成においては、導電性塗料の接着力を向上させるため、サンドブラスト処理を施こすものの、表面の荒れ状態によっては平滑度が失われ気密性が低下することがある。また、導電性塗料の塗り斑など塗布状態によっては導電性が失われることがある。
【0005】
本発明は上記問題を解決するためになされたもので、接着力を確保するとともに、気密性と導電性の両特性を備えた接地層を設けた樹脂注型品およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、実施形態の樹脂注型品は、主回路導体と、前記主回路導体の周りに注型により形成された絶縁層と、前記絶縁層の外周表面の所定領域に導電性塗料を塗布して形成された接地層とを備え、前記接地層を多層とし、前記絶縁層に近づくほど、導電率を高くしている。
【図面の簡単な説明】
【0007】
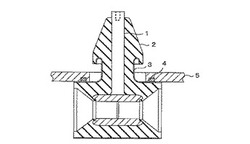
【図1】本発明の実施例1に係る樹脂注型品の構成を示す断面図。
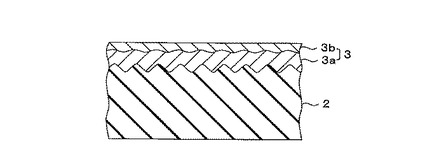
【図2】本発明の実施例1に係る樹脂注型品の構成を示す要部拡大断面図。
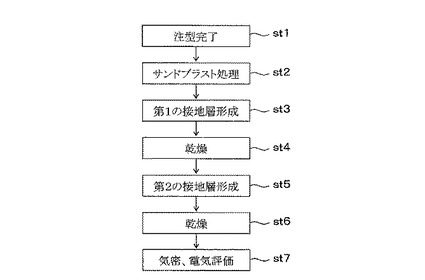
【図3】本発明の実施例1に係る樹脂注型品の製造方法を説明する図。
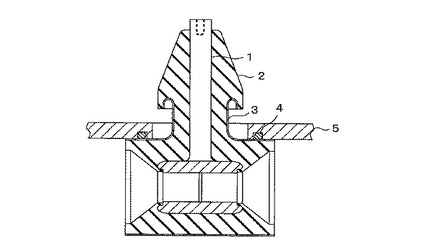
【図4】本発明の実施例2に係る樹脂注型品の構成を示す要部拡大断面図。
【発明を実施するための形態】
【0008】
以下、図面を参照して本発明の実施例を説明する。
【実施例1】
【0009】
先ず、本発明の実施例1に係る樹脂注型品を図1〜図3を参照して説明する。図1は、本発明の実施例1に係る樹脂注型品の構成を示す断面図、図2は、本発明の実施例1に係る樹脂注型品の構成を示す要部拡大断面図、図3は、本発明の実施例1に係る樹脂注型品の製造方法を説明する図である。なお、樹脂注型品をガス絶縁スイッチギヤに使用されるT型ブッシングを用いて説明する。
【0010】
図1に示すように、T型ブッシングは、主回路導体となるT字状の中心導体1と、その周りにエポキシ樹脂を注型して形成したT字状の絶縁層2と、絶縁層2の外周表面に導電性塗料を塗布して形成した接地層3で構成されている。なお、図示中間部には、Oリング4を介したフランジ5が設けられ、図示上方向のT字状の柄部側がガス中となり、図示下方向の頭部側が気中となる。フランジ5と対向する接地層3部分が、特に気密性と導電性を要求される。
【0011】
なお、接地層3を設けていない柄部側の先端がガス中の沿面絶縁となり、また、頭部側の窪んだテーパ部が界面絶縁となり、図示しない絶縁母線が接続される。このため、接地層3は、沿面絶縁と界面絶縁を構成する部分を除く、所定領域に設けるものとなる。
【0012】
接地層3は、図2に示すように、絶縁層2側の第1の接地層3aと、表面側の第2の接地層3bで構成されている。
【0013】
次に、接地層3の形成方法を図3を参照して説明する。先ず、注型が完了すると(st1)、接地層3を設ける所定領域の絶縁層2表面をサンドブラスト処理する(st2)。表面粗さRzは、30〜50μmである。サンドブラスト処理面を脱脂、清掃後、導電性塗料を刷毛塗りし、膜厚20〜40μmの第1の接地層3aを形成する。塗布後は、常温で10〜20分間自然乾燥させる(st4)。
【0014】
導電性塗料は、銀めっき銅粉、銀粉、カーボン粉などの導電性粉末にバインダーとしてアクリル樹脂やエポキシ樹脂などの接着性樹脂を混合したものである。銀めっき銅粉は、粒径5〜20μmの銅粉を銀めっきしたものであり、銀粉に比べて導電性を低下させることなく安価である。塗布においては、導電性塗料を刷毛塗りに適した希釈率にシンナーで希釈しており、サンドブラスト処理の表面に押し付けながら塗布するので、絶縁層2表面に強固に接着し、導電性を高めることができる。これを後述する導電性塗料と区別するため、第1の導電性塗料と称する。なお、第1の接地層3a表面は、サンドブラスト処理面よりも滑らかになる。
【0015】
次に、第1の接地層3aの表面に、膜厚10〜20μmの第2の接地層3bを形成する(st5)。第2の接地層3bは、第1の接地層3aと同様の導電性塗料を用いるが、希釈率を刷毛塗り時の2〜3倍とし、スプレーガンなどによる吹き付け塗装にて重ね塗りする。この塗料を第2の導電性塗料と称する。塗布後は、常温で10〜20分間自然乾燥させ、その後、数10℃の加熱炉に入炉し、数10分かけて硬化を促進させる(st6)。なお、数時間かけて自然乾燥をさせてもよい。また、第2の接地層3bを毛先の柔らかい刷毛塗りにより形成してもよい。
【0016】
乾燥後、Oリング4を介したフランジ5にT型ブッシングを固定し、気密試験、電気試験を行い(st7)、気密性と導電性を評価する。気密試験では接地層3の気密性と接着性、電気試験では導電性と接着性の評価をすることができる。
【0017】
第2の接地層3bは、導電性塗料の希釈率を上げて粘度を低くしているので、第1の接地層3aよりも表面を滑らかにすることができる。このため、気密性を向上させることができる。また、第2の接地層3bはクリヤー塗膜などの保護膜と異なり、導電性を有しているので、第1の接地層3aを確実にフランジ4と同電位の接地電位とすることができる。なお、導電率は、希釈した割合に比例し、第1の接地層3aよりも低下するが、導電性に問題はない。
【0018】
上記実施例1の樹脂注型品によれば、第1の接地層3aにより接着性と導電性を高め、第2の接地層3bにより気密性を高めているので、接地層3の接着力を確保するとともに、気密性と導電性の両特性を向上させることができる。
【0019】
上記実施例1では、樹脂注型品をT型ブッシングを用いて説明したが、ガス室の区分を行う絶縁スペーサ、計器用変成器の取合部に用いられるMOFブッシングなどに用いることができる。
【実施例2】
【0020】
次に、本発明の実施例2に係る樹脂注型品を図4を参照して説明する。図4は、本発明の実施例2に係る樹脂注型品の構成を示す要部拡大断面図である。なお、この実施例2が実施例1と異なる点は、接地層を多層としたことである。図4において、実施例1と同様の構成部分においては、同一符号を付し、その詳細な説明を省略する。
【0021】
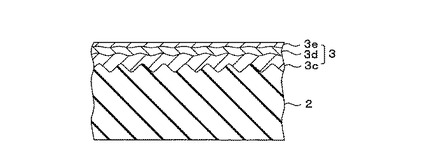
図4に示すように、接地層3を絶縁層2側から第3、第4、第5の接地層3c、3d、3eの多層としている。第3の接地層3cは、最も膜厚が厚く、導電性塗料の粘度が高く導電率が高い。第5の接地層3eは、最も膜厚が薄く、導電性塗料の粘度が低く導電率が低くなっている。即ち、絶縁層2に近づくほど、導電率を高くし、また、膜厚を厚くしている。膜厚が厚いものでは、形成に刷毛塗りが適し、薄いものでは、スプレー塗装が適する。なお、第4の接地層3dと第5の接地層3eの膜厚は、第3の接地層3cよりも薄いものの、両者の膜厚の管理が困難な場合は、その大小を問わないものとする。
【0022】
上記実施例2の樹脂注型品によれば、実施例1と同様の効果のほかに、第4の接地層3dに塗り斑があったときに、第5の接地層3eで補修することができる。
【0023】
以上述べたような実施形態によれば、絶縁層との密着性を高め、導電性と気密性の両特性を向上させた接地層を設けた樹脂注型品を得ることができる。
【0024】
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0025】
1 中心導体
2 絶縁層
3 接地層
3a 第1の接地層
3b 第2の接地層
3c 第3の接地層
3d 第4の接地層
3e 第5の接地層
4 Oリング
5 フランジ
【技術分野】
【0001】
本発明の実施形態は、主回路導体を埋め込んだ絶縁層の外周表面に接地層を設けた樹脂注型品およびその製造方法に関する。
【背景技術】
【0002】
従来、この種の樹脂注型品は、中心導体の周りにエポキシ樹脂を注型して絶縁層を形成し、絶縁層の外周表面に導電性塗料を塗布して形成した接地層を設けるものが知られている。このような樹脂注型品は、優れた電気的特性、機械的特性を有し、SF6ガスのような絶縁ガスを封入したガス絶縁機器に広く用いられている。樹脂注型品としては、主回路導体の絶縁支持とともに、箱体の天井面などに取付けられ気中−ガス区分をするT型ブッシングなどが挙げられる(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−40387号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の従来の樹脂注型品においては、次のような問題がある。
接地層は、絶縁層外周の接地電位を保つための導電性とともに、箱体内の気密を保持するための気密性が要求される。しかしながら、塗布状態によっては、両特性を両立させることが困難であった。即ち、接地層の形成においては、導電性塗料の接着力を向上させるため、サンドブラスト処理を施こすものの、表面の荒れ状態によっては平滑度が失われ気密性が低下することがある。また、導電性塗料の塗り斑など塗布状態によっては導電性が失われることがある。
【0005】
本発明は上記問題を解決するためになされたもので、接着力を確保するとともに、気密性と導電性の両特性を備えた接地層を設けた樹脂注型品およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、実施形態の樹脂注型品は、主回路導体と、前記主回路導体の周りに注型により形成された絶縁層と、前記絶縁層の外周表面の所定領域に導電性塗料を塗布して形成された接地層とを備え、前記接地層を多層とし、前記絶縁層に近づくほど、導電率を高くしている。
【図面の簡単な説明】
【0007】
【図1】本発明の実施例1に係る樹脂注型品の構成を示す断面図。
【図2】本発明の実施例1に係る樹脂注型品の構成を示す要部拡大断面図。
【図3】本発明の実施例1に係る樹脂注型品の製造方法を説明する図。
【図4】本発明の実施例2に係る樹脂注型品の構成を示す要部拡大断面図。
【発明を実施するための形態】
【0008】
以下、図面を参照して本発明の実施例を説明する。
【実施例1】
【0009】
先ず、本発明の実施例1に係る樹脂注型品を図1〜図3を参照して説明する。図1は、本発明の実施例1に係る樹脂注型品の構成を示す断面図、図2は、本発明の実施例1に係る樹脂注型品の構成を示す要部拡大断面図、図3は、本発明の実施例1に係る樹脂注型品の製造方法を説明する図である。なお、樹脂注型品をガス絶縁スイッチギヤに使用されるT型ブッシングを用いて説明する。
【0010】
図1に示すように、T型ブッシングは、主回路導体となるT字状の中心導体1と、その周りにエポキシ樹脂を注型して形成したT字状の絶縁層2と、絶縁層2の外周表面に導電性塗料を塗布して形成した接地層3で構成されている。なお、図示中間部には、Oリング4を介したフランジ5が設けられ、図示上方向のT字状の柄部側がガス中となり、図示下方向の頭部側が気中となる。フランジ5と対向する接地層3部分が、特に気密性と導電性を要求される。
【0011】
なお、接地層3を設けていない柄部側の先端がガス中の沿面絶縁となり、また、頭部側の窪んだテーパ部が界面絶縁となり、図示しない絶縁母線が接続される。このため、接地層3は、沿面絶縁と界面絶縁を構成する部分を除く、所定領域に設けるものとなる。
【0012】
接地層3は、図2に示すように、絶縁層2側の第1の接地層3aと、表面側の第2の接地層3bで構成されている。
【0013】
次に、接地層3の形成方法を図3を参照して説明する。先ず、注型が完了すると(st1)、接地層3を設ける所定領域の絶縁層2表面をサンドブラスト処理する(st2)。表面粗さRzは、30〜50μmである。サンドブラスト処理面を脱脂、清掃後、導電性塗料を刷毛塗りし、膜厚20〜40μmの第1の接地層3aを形成する。塗布後は、常温で10〜20分間自然乾燥させる(st4)。
【0014】
導電性塗料は、銀めっき銅粉、銀粉、カーボン粉などの導電性粉末にバインダーとしてアクリル樹脂やエポキシ樹脂などの接着性樹脂を混合したものである。銀めっき銅粉は、粒径5〜20μmの銅粉を銀めっきしたものであり、銀粉に比べて導電性を低下させることなく安価である。塗布においては、導電性塗料を刷毛塗りに適した希釈率にシンナーで希釈しており、サンドブラスト処理の表面に押し付けながら塗布するので、絶縁層2表面に強固に接着し、導電性を高めることができる。これを後述する導電性塗料と区別するため、第1の導電性塗料と称する。なお、第1の接地層3a表面は、サンドブラスト処理面よりも滑らかになる。
【0015】
次に、第1の接地層3aの表面に、膜厚10〜20μmの第2の接地層3bを形成する(st5)。第2の接地層3bは、第1の接地層3aと同様の導電性塗料を用いるが、希釈率を刷毛塗り時の2〜3倍とし、スプレーガンなどによる吹き付け塗装にて重ね塗りする。この塗料を第2の導電性塗料と称する。塗布後は、常温で10〜20分間自然乾燥させ、その後、数10℃の加熱炉に入炉し、数10分かけて硬化を促進させる(st6)。なお、数時間かけて自然乾燥をさせてもよい。また、第2の接地層3bを毛先の柔らかい刷毛塗りにより形成してもよい。
【0016】
乾燥後、Oリング4を介したフランジ5にT型ブッシングを固定し、気密試験、電気試験を行い(st7)、気密性と導電性を評価する。気密試験では接地層3の気密性と接着性、電気試験では導電性と接着性の評価をすることができる。
【0017】
第2の接地層3bは、導電性塗料の希釈率を上げて粘度を低くしているので、第1の接地層3aよりも表面を滑らかにすることができる。このため、気密性を向上させることができる。また、第2の接地層3bはクリヤー塗膜などの保護膜と異なり、導電性を有しているので、第1の接地層3aを確実にフランジ4と同電位の接地電位とすることができる。なお、導電率は、希釈した割合に比例し、第1の接地層3aよりも低下するが、導電性に問題はない。
【0018】
上記実施例1の樹脂注型品によれば、第1の接地層3aにより接着性と導電性を高め、第2の接地層3bにより気密性を高めているので、接地層3の接着力を確保するとともに、気密性と導電性の両特性を向上させることができる。
【0019】
上記実施例1では、樹脂注型品をT型ブッシングを用いて説明したが、ガス室の区分を行う絶縁スペーサ、計器用変成器の取合部に用いられるMOFブッシングなどに用いることができる。
【実施例2】
【0020】
次に、本発明の実施例2に係る樹脂注型品を図4を参照して説明する。図4は、本発明の実施例2に係る樹脂注型品の構成を示す要部拡大断面図である。なお、この実施例2が実施例1と異なる点は、接地層を多層としたことである。図4において、実施例1と同様の構成部分においては、同一符号を付し、その詳細な説明を省略する。
【0021】
図4に示すように、接地層3を絶縁層2側から第3、第4、第5の接地層3c、3d、3eの多層としている。第3の接地層3cは、最も膜厚が厚く、導電性塗料の粘度が高く導電率が高い。第5の接地層3eは、最も膜厚が薄く、導電性塗料の粘度が低く導電率が低くなっている。即ち、絶縁層2に近づくほど、導電率を高くし、また、膜厚を厚くしている。膜厚が厚いものでは、形成に刷毛塗りが適し、薄いものでは、スプレー塗装が適する。なお、第4の接地層3dと第5の接地層3eの膜厚は、第3の接地層3cよりも薄いものの、両者の膜厚の管理が困難な場合は、その大小を問わないものとする。
【0022】
上記実施例2の樹脂注型品によれば、実施例1と同様の効果のほかに、第4の接地層3dに塗り斑があったときに、第5の接地層3eで補修することができる。
【0023】
以上述べたような実施形態によれば、絶縁層との密着性を高め、導電性と気密性の両特性を向上させた接地層を設けた樹脂注型品を得ることができる。
【0024】
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0025】
1 中心導体
2 絶縁層
3 接地層
3a 第1の接地層
3b 第2の接地層
3c 第3の接地層
3d 第4の接地層
3e 第5の接地層
4 Oリング
5 フランジ
【特許請求の範囲】
【請求項1】
主回路導体と、
前記主回路導体の周りに注型により形成された絶縁層と、
前記絶縁層の外周表面の所定領域に導電性塗料を塗布して形成された接地層とを備え、
前記接地層を多層とし、
前記絶縁層に近づくほど、導電率を高くした樹脂注型品。
【請求項2】
前記接地層を、前記絶縁層側の第1の接地層と表面側の第2の接地層とで構成し、
前記第1の接地層は、前記第2の接地層よりも、膜厚を厚くするとともに、導電率を高くした請求項1に記載の樹脂注型品。
【請求項3】
前記導電性塗料は、接着性樹脂に銀めっき銅粉を混合した請求項1または請求項2に記載の樹脂注型品。
【請求項4】
主回路導体と、
前記主回路導体の周りに注型により形成された絶縁層と、
前記絶縁層の外周表面の所定領域に第1の導電性塗料、第2の導電性塗料を塗布して形成された第1の接地層、第2の接地層とを備えた樹脂注型品の製造方法であって、
先ず、前記絶縁層表面にサンドブラスト処理を施し、
次に、前記第1の導電性塗料を塗布して前記第1の接地層を形成し、
乾燥後、前記第1の導電性塗料よりも希釈して粘度を下げた第2の導電性塗料を塗布して前記第2の接地層を形成し、
乾燥させた樹脂注型品の製造方法。
【請求項5】
前記第1の導電性塗料を刷毛塗りし、
前記第2の導電性塗料をスプレー塗りする請求項4に記載の樹脂注型品の製造方法。
【請求項1】
主回路導体と、
前記主回路導体の周りに注型により形成された絶縁層と、
前記絶縁層の外周表面の所定領域に導電性塗料を塗布して形成された接地層とを備え、
前記接地層を多層とし、
前記絶縁層に近づくほど、導電率を高くした樹脂注型品。
【請求項2】
前記接地層を、前記絶縁層側の第1の接地層と表面側の第2の接地層とで構成し、
前記第1の接地層は、前記第2の接地層よりも、膜厚を厚くするとともに、導電率を高くした請求項1に記載の樹脂注型品。
【請求項3】
前記導電性塗料は、接着性樹脂に銀めっき銅粉を混合した請求項1または請求項2に記載の樹脂注型品。
【請求項4】
主回路導体と、
前記主回路導体の周りに注型により形成された絶縁層と、
前記絶縁層の外周表面の所定領域に第1の導電性塗料、第2の導電性塗料を塗布して形成された第1の接地層、第2の接地層とを備えた樹脂注型品の製造方法であって、
先ず、前記絶縁層表面にサンドブラスト処理を施し、
次に、前記第1の導電性塗料を塗布して前記第1の接地層を形成し、
乾燥後、前記第1の導電性塗料よりも希釈して粘度を下げた第2の導電性塗料を塗布して前記第2の接地層を形成し、
乾燥させた樹脂注型品の製造方法。
【請求項5】
前記第1の導電性塗料を刷毛塗りし、
前記第2の導電性塗料をスプレー塗りする請求項4に記載の樹脂注型品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−157179(P2012−157179A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−14603(P2011−14603)
【出願日】平成23年1月26日(2011.1.26)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月26日(2011.1.26)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]