
樹脂発泡体の製造方法及び樹脂発泡体
【課題】 耐熱性や断熱性に優れた変形の少ない発泡体を比較的簡素に得ることができる樹脂発泡体の製造方法及び樹脂発泡体を提供する。
【解決手段】 樹脂に不活性ガスを加圧下で含浸してこれら樹脂と不活性ガスとの混合体を製造する工程と、この混合体に作用する圧力を急激に開放する工程と、混合体を加熱して樹脂発泡体を製造する工程とを備え、不活性ガスの加圧下での含浸工程から混合体を加熱するまでの工程を複数回繰り返す。
【解決手段】 樹脂に不活性ガスを加圧下で含浸してこれら樹脂と不活性ガスとの混合体を製造する工程と、この混合体に作用する圧力を急激に開放する工程と、混合体を加熱して樹脂発泡体を製造する工程とを備え、不活性ガスの加圧下での含浸工程から混合体を加熱するまでの工程を複数回繰り返す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気・電子等の分野、特に高周波の用途における低誘電率のフレキシブル基板用の配線材料や断熱材料等として使用される樹脂発泡体の製造方法及び樹脂発泡体に関するものである。
【背景技術】
【0002】
従来、ポリエチレン、ポリスチレン、ポリプロピレン等の発泡体は、その優れた柔軟性、軽量性、断熱性に鑑み、包装材や建材等に幅広く利用されている。この発泡体、特にシート状の発泡体の製造方法としては、樹脂に発泡剤を予め配合し、押出機中で混合してダイの出口で発泡させる方法、押出機の途中でガスを注入して樹脂と混合し、ダイの出口で発泡させる方法等、様々な方法が提案されている。
【0003】
しかしながら、これらの製造方法により製造された発泡体は、樹脂の溶融状態で発泡し、ガスによる発泡の成長を抑える力が乏しいので、気泡径が不均一で大きくなり、不十分な性能しか得ることができなかった。
【0004】
また、上記問題点を解決し、電気・電子の分野や自動車の分野で使用される部材として耐熱性の高い断熱材、高周波用基材としてハンダリフローに耐えられる高耐熱、低誘電率の発泡シートが求められてきており、この要望を満たすべく、特許文献1、2、3の発泡体の製造方法が提案されている。特許文献1には、ポリエーテルスルホンからなる発泡体の発泡温度を選択することにより、微細かつ良好な表面性を有する発泡体を得る製造方法が開示され、特許文献2には、ポリアリーレンスルフィドの結晶化度を選択することにより高耐熱、低誘電率の発泡体を得る製造方法が示されている。
【特許文献1】特許第3459447号
【特許文献2】特許第3459454号
【特許文献3】特開2003‐82100号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された発泡体の製造方法では、発泡温度で発泡倍率を制御する場合、小さな温度変化で発泡倍率が大きくなるので、発泡工程における温度のばらつきや気泡成長の度合いのばらつきを招き、発泡体が変形してしまうという大きな問題がある。また、特許文献2に記載された発泡体の製造方法では、結晶化の部位によるばらつきが発泡のばらつきにつながり、発泡体の変形するおそれが少なくない。
【0006】
さらに、特許文献3に記載された発泡体の製造方法では、耐熱性に優れた変形の少ない発泡体を得ることができるものの、気体透過性を有するので断熱性に問題があり、しかも、製造工程がきわめて複雑なので生産性の向上を図ることができないという問題がある。
【0007】
本発明は上記に鑑みなされたもので、耐熱性や断熱性に優れた変形の少ない発泡体を比較的簡素に得ることができる樹脂発泡体の製造方法及び樹脂発泡体を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明においては上記課題を解決するため、樹脂に不活性ガスを加圧下で含浸してこれら樹脂と不活性ガスとの混合体を製造し、この混合体に作用する圧力を急激に開放し、その後、混合体を加熱して樹脂発泡体を製造するものの製造方法であって、
不活性ガスの加圧下での含浸から混合体を加熱するまでの作業を複数回繰り返すことを特徴としている。
なお、樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率は、105〜108Paを示す温度を有するものであることが好ましい。
【0009】
また、本発明においては上記課題を解決するため、請求項1記載の樹脂発泡体の製造方法により樹脂発泡体を製造したことを特徴としている。
【0010】
ここで、特許請求の範囲における樹脂には、純粋な樹脂の他、様々に変性したもの、他の種類の樹脂が混合されたものが含まれる。さらに、樹脂発泡体は、少なくとも電気・電子、通信、自動車、建築等の分野において、シート、フィルム、あるいはブロック形等に形成することができる。
【発明の効果】
【0011】
本発明によれば、耐熱性や断熱性に優れた変形の少ない発泡体を比較的簡単に得ることができるという効果がある。また、複数回発泡成形するので、成形歪みを緩和することができ、樹脂発泡体の反り等を抑制することができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好ましい実施の形態を説明すると、本実施形態における樹脂発泡体の製造方法は、樹脂製の成形体に不活性ガスを加圧下で含浸してこれら成形体の樹脂と不活性ガスとの混合体を形成する工程と、この混合体に作用する圧力を急激に開放する工程と、混合体を加熱して樹脂発泡体を製造する工程とを備え、不活性ガスの加圧下での含浸工程から混合体を加熱するまでの工程を2〜5回繰り返すことを特徴としている。
【0013】
樹脂は、特に限定されるものではなく、必要とされる耐熱性等の熱的特性、機械特性、対薬品性、不純物、使用する不活性ガスの浸透性等の化学的特性、粘弾性特性等の物理的特性、及び成形性を考慮して選択され、連続したシートやフィルムの成形体に成形される。耐熱性が要求される電子・電気の分野、自動車の分野に利用される場合には、ポリアリーレンスルフィド、ポリスルフォン、ポリエーテルスルフォン、ポリアリルスルフォン、ポリフェニレンスルフォン、ポリエーテルイミド、ポリイミド、ポリアミドイミド、ポリフタルアミド、ポリアリルアミド、ポリアリレート、ポリエーテルエーテルケトン等のいわゆるスーパーエンプラと呼ばれる樹脂の使用が好ましい。
【0014】
これらの樹脂は、単独で使用しても良いが、2種類以上の混合物あるいは共重合体で使用しても良い。また、これらの樹脂には、必要に応じて無機充填剤、有機充填剤、電磁波吸収剤、放熱剤、酸化防止剤、紫外線吸収剤、滑剤、可塑剤等の各種添加剤を添加することができる。これらの樹脂の中でポリアリーレンスルフィドやポリエーテルエーテルケトン等の結晶性樹脂を使用する場合には、結晶化度を調整し、不活性ガスを含浸することが必要である。これは、結晶化度が高すぎると、貯蔵弾性率が高くなり、気泡の成長が妨げられるし、結晶化部分にガスを取り込めないため、良好な発泡が得られないからである。
【0015】
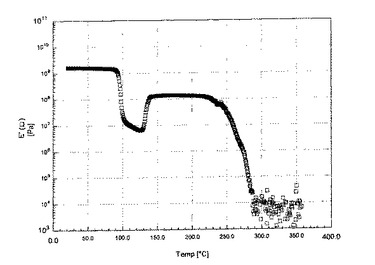
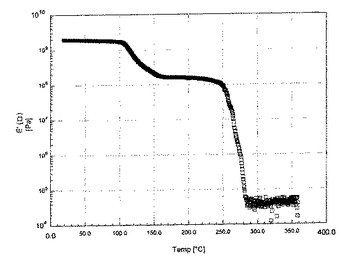
ポリアリーレンスルフィドの1例として、ポリフェニレンスルフィドを使用する場合、結晶化度20%以下に調整して不活性ガスを含浸するのが好ましい。参考としてポリフェニレンスルフィドの貯蔵弾性率を図に示すと、図1は結晶化度10.5%に調整したポリフェニレンスルフィドの貯蔵弾性率、図2は結晶化度27%に調整したポリフェニレンスルフィドの貯蔵弾性率である。図1のように調整すれば、良好な発泡体を得ることができるが、図2のように調整すると、良好な発泡を得ることができなくなる。
【0016】
ポリフェニレンスルフィド、ポリフタルアミド、ポリ(シクロヘキサンジメチレンテレフタレート)、あるいはポリエーテルエーテルケトン等の結晶性樹脂は、結晶化温度以下で発泡成形されるのが好ましい。これは、結晶化温度以上の温度で発泡成形する場合、成形中に結晶化が進行してしまい、2回目以降の発泡成形が困難になるからである。また、結晶性の樹脂発泡体で耐熱性を必要とする場合は、ガラス転移点(Tg)温度以上、融点以下の温度、好ましくは結晶化温度で熱処理すると良い。
【0017】
ポリエーテルイミド、ポリイミド、ポリアミドイミド等のイミド系樹脂を使用する場合には、イミド化の進行状態を調整し、イミド化の未完了部分を残した樹脂を使用するのが好ましい。これは、イミド化の進行により、貯蔵弾性率が高くなり、発泡温度を高く設定しなければならず、均一な樹脂発泡体を得られないという理由に基づく。すなわち、貯蔵弾性率が低くなる領域は250℃以上と非常に高温であり、この領域ではガスの急激な膨張により、破泡や気泡の合一を生じ、樹脂発泡体が変形しやすく、均一な樹脂発泡体を得られないという理由に基づく。良好な発泡が得られる貯蔵弾性率は、105Pa〜108Paである。また、イミド化の進行状況は、イミド化温度中に放置する時間の変更により調整することができる。
【0018】
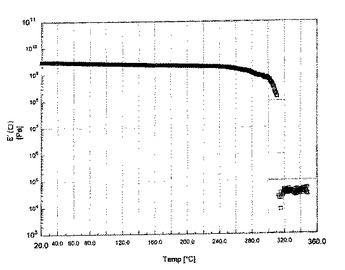
参考としてポリアミドイミドの貯蔵弾性率を図に示すと、図3はイミド化の未完了部分を残したポリアミドイミドの貯蔵弾性率、図4はイミド化が完結したポリアミドイミドの貯蔵弾性率、図5は加熱してイミド化を図3の状態よりも進行させ、図4の状態になる以前に止めた状態である。図3や図5の場合には、良好な樹脂発泡体を得ることができる。
【0019】
これらの樹脂はシート等の成形体に成形されるが、成形の方法は特に限定されるものではない。例えば押出成形、圧縮成形、溶剤に溶解させて基材上にコーティングし、乾燥により溶剤を除去して製膜するいわゆるキャスティング等の成形方法が適宜用いられる。特に、ポリアリーレンスルフィド等の結晶性樹脂については、押出成形法により成形してダイの出口直後で急冷することにより、結晶化を抑える方法の採用が望ましい。
【0020】
また、ポリアミドイミド等のイミド系樹脂に関し、キャスティング法により製膜して溶剤を除去するための乾燥温度は、イミド化温度以下で200℃以下、好ましくは180℃以下が良い。この際、若干の溶剤が残存していても特に問題はない。
【0021】
樹脂に含浸する不活性ガスとしては、例えば窒素、二酸化炭素、ヘリウム、アルゴン等あげられる。これらの中でも、樹脂中への含浸量を増大させ、含浸速度を速める状態の作りやすさの観点から二酸化炭素が最適である。この不活性ガスの含浸条件としては、常温、常圧以上であれば、樹脂への不活性ガスの含浸は進行するが、含浸速度、含浸量、圧力開放により形成される発泡核の数、気泡径、気泡径の均一性の観点から、常温以上、5MPa以上、好ましくは二酸化炭素が超臨界状態となる31℃以上、7.4MPa以上が良い。また、この段階でのイミド化を進行させないため、200℃以下、高圧ガス取り扱いの安全性の観点から30MPa以下が好ましい。
【0022】
不活性ガスの含浸時間を変更すれば、発泡倍率や発泡状態を制御することが可能である。すなわち、含浸時間を変化させることにより、発泡状態を調整することができる。また、ガス含浸量が0〜飽和状態までの間で含浸時間を任意に選択することにより、発泡倍率を調整することができる。したがって、表層のみ発泡した樹脂発泡体を製造することも可能である。
【0023】
混合体を形成したら、混合体に作用する圧力を急激に開放するが、具体的には1MPa/秒以上の速度で圧力を開放することにより、熱力学的不安定性の誘発により発泡核を形成する。1MPa/秒以上の速度を要するのは、1MPa/秒未満の速度では発泡核の数が減少し、気泡が大きく不均一になるからである。圧力開放速度は、速ければ速いほど良い。
【0024】
発泡核を形成したら、混合体を加熱して発泡核を基点としたガスの膨張を生じさせれば、樹脂発泡体を製造することができる。加熱温度は必要とする発泡倍率や気泡径により、選択すれば良いが、結晶性樹脂の場合にはガラス転移点(Tg)−10〜結晶化温度の範囲、非晶性樹脂の場合にはガラス転移温度−100〜0℃の範囲が望ましい。これは、高温では、ガスの急激な膨張により破泡、気泡の合一を生じるので、均一な樹脂発泡体を得られないからである。また、低温では、ガスの膨張が妨げられ、未発泡あるいは発泡不足となるからである。
【0025】
ここで、一気に2倍以上の発泡倍率となるように発泡温度を設定すると、均一な気泡径の微細な発泡が得られるものの、体積変化が大きく、しかも、樹脂発泡体の部位による発泡進行のばらつきにより、樹脂発泡体に波打ち等の変形が生じる。したがって、このような問題を防ぐため、発泡倍率が1.1〜1.8倍になるような発泡温度を選択することが好ましい。
【0026】
樹脂発泡体を製造したら、製造した樹脂発泡体に不活性ガスを上記条件で再度含浸し、圧力開放、加熱発泡させる作業を順次必要とする発泡倍率になるまで繰り返せば、必要な発泡倍率に一気に発泡させたものに比べ、気泡径が細かく、変形の少ない発泡倍率が2倍以上の均一な樹脂発泡体を得ることができる。この繰り返し発泡を行う製造方法は、ポリエーテルサルフォンやポリサルフォン等のガスの飛散しやすい樹脂の変形のない高発泡体の製造にも有効である。
【0027】
なお、一回の発泡で発泡倍率が1.1〜1.8倍以上の樹脂発泡体を製造する場合には、不活性ガスの含浸時間を短縮して最初に表面付近のみに不活性ガスを含浸させ、これを発泡させてその後に反復することにより、徐々に内部を発泡させる他の方法も有効である。
【0028】
上記によれば、発泡体の変形を防止することができ、断熱性を向上させ、製造工程を簡素化して生産性を著しく向上させることができる。また、作業の反復に伴う複数回の発泡成形により、成形歪みを緩和することができ、反りやウネリを抑制防止することができる。また、高発泡成形や内部まで均一に気泡を形成できるので、熱伝導率や誘電率を低下させることが可能となる。さらに、均一微細な独立気泡を有する、変形のない耐熱性の樹脂発泡体を製造することができ、280℃を超える耐熱性を必要とする断熱材、低誘電率・ハンダリフロー耐熱を必要とする電気回路用基板材料を提供することができる。
【実施例】
【0029】
以下、本発明に係る樹脂発泡体の製造方法の実施例を比較例と共に説明する。
実施例1〜3の樹脂発泡体と比較例1〜3の発泡体をそれぞれ製造し、これらの樹脂発泡体の結晶化度、発泡倍率、気泡の生成状態、外観、熱伝導率、及び誘電率を評価して表1にまとめた。
【0030】
結晶化度
示差走差型熱量計〔セイコ−電子工業社製 商品名:DSC220〕を用い、10℃/分の昇温速度で測定した熱分析結果に基づき、以下の式により結晶化度を求めた。
χC={(ΔHm−ΔHc)/ΔH0}×100
ここで、
χc:結晶化度[%]
ΔHm:結晶化融解ピーク[J/g]
ΔHc:結晶化成長時の発熱ピーク[J/g]
ΔH0=100%結晶の融解吸収ピークの熱量
なお、ポリフェニレンスルフィドの100%結晶の融解吸熱ピークの熱量は146.2J/gである。
【0031】
発泡倍率
発泡体の密度(ρf)を水中置換法により測定し、発泡前の成形体の密度(ρ)との比ρ/ρfで算出した。
【0032】
気泡の生成状態
樹脂発泡体の断面を走査型電子顕微鏡〔日本電子社製 商品名:JSM−5300LV〕で写真撮影し、目視により評価した。
○:表面層、内部層とも気泡が均一に生成した
△:表面層は気泡が均一に生成したが、内部層は気泡の生成が不均一であった
×:表面層は気泡が生成したが、内部層は気泡が生成していなかった
【0033】
外 観
樹脂発泡体の外観を目視により観察し、反りの有無を評価した。
○:反りあるいはウネリ無し
×:反りあるいはウネリ有り
【0034】
熱伝導率
迅速熱伝導率計〔京都電子工業社製 商品名:QTM−500〕を用い、基準物質との比較により求めた。基準物質としては、発泡ポリエチレン(熱伝導率:0.0357W/mK)、シリコーンゴム(熱伝導率:0.238W/mK)、及び石英ガラス(熱伝導率:1.409W/mK)の3種類を使用した。
【0035】
実施例1
[工程1] 先ず、平均厚さ:0.5mmのポリフェニレンスルフィド樹脂シート〔東洋プラスチック社製 商品名:SHT−PPS(非結晶)〕を15cm×15cmに切り出して耐圧容器中に封入し、温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に1時間静置し、二酸化炭素を含浸させた。ポリフェニレンスルフィド樹脂シートの結晶化度は、10.5%であった。
【0036】
[工程2] 次いで、二酸化炭素を含浸させたポリフェニレンスルフィド樹脂シートを直ちに温度90℃の熱水中に1分間浸漬させ、樹脂発泡体を得た。
[工程3] 次いで、工程2で得られたポリフェニレンスルフィド製の樹脂発泡体を再び耐圧容器中に封入して温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に1時間静置し、二酸化炭素を含浸させた。含浸後、直ちに温度90℃の熱水中に1分間浸漬させ、樹脂発泡体を得た。
【0037】
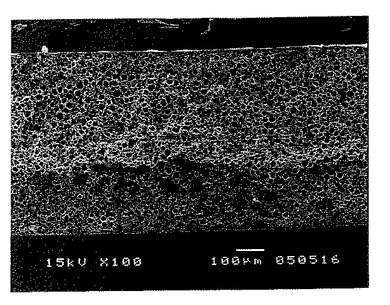
[工程4] 次いで、工程3の操作を2回繰り返し、合計4回実施して樹脂発泡体を製造した。得られた樹脂発泡体を温度140℃の熱風オーブン中に1時間静置し、樹脂発泡体の結晶化度を促進した。樹脂発泡体の結晶化度は28%であった。また、得られた樹脂発泡体の密度を測定して発泡倍率を算出し、熱伝導率及び誘電率を測定した。測定後、樹脂発泡体の断面を走査型電子顕微鏡で写真撮影(図6参照)し、気泡の生成状態を目視により観察した。発泡体の密度は0.29g/cm3であった。なお、ポリフェニレンスルフィド樹脂シートの密度は、1.32g/cm3を用いた。
【0038】
実施例2
[工程1] 先ず、ポリフェニレンスルフォン樹脂〔ソルベイアドバンストポリマーズ社製商品名:レーデル R−5000NT〕を温度300℃に加熱したミキシングロールで5分間溶融混練し、ミキシングロールから剥離して室温まで冷却し、ポリフェニレンスルフォン樹脂の溶融混練物を得た。
[工程2] 次いで、製造したポリフェニレンスルフォン樹脂を温度330℃に加熱した金型内に投入し、この金型により加熱圧縮成形して平均厚さが0.24mmの板状成形体を作製した。
【0039】
[工程3] 次いで、工程2で得たポリフェニレンスルフォン樹脂の板状成形体を15cm×15cmに切り出して耐圧容器中に封入し、温度25℃、圧力6MPaの超臨界状態の二酸化炭素中に1時間静置し、二酸化炭素を含浸させた。含浸後、直ちに温度180℃に加熱した隙間1mmの金型に1分間静置し、樹脂発泡体を得た。
【0040】
[工程4] 工程3の操作を再び繰り返し、ポリフェニレンスルフィド樹脂製の樹脂発泡体を作製した。得られた樹脂発泡体の密度を測定して発泡倍率を算出し、熱伝導率及び誘電率を測定した。測定後、発泡体の断面を走査型電子顕微鏡で写真撮影し、気泡の生成状態を目視により観察した。発泡体の密度は0.63g/cm3であった。なお、ポリフェニレンスルフォン樹脂の密度は、1.26g/cm3を用いた。
【0041】
実施例3
[工程1] 先ず、ポリアミドイミド樹脂100質量部を固形分濃度が20質量%となるようにN−メチル−2−ピロリドン中に溶解し、このポリアミドイミド樹脂溶液をその乾燥後の厚さが100μmとなるようにバーコート法で厚さ100μmの二軸延伸ポリエチレンテレフタレートフィルム上に塗布し、150℃に加熱した熱風オーブン中に1.5時間放置し、乾燥させた。こうして乾燥させたら、室温まで冷却し、二軸延伸ポリエチレンテレフタレートフィルムから剥離し、ポリアミドイミド樹脂フィルムを得た。得られたポリアミドイミド樹脂フィルムの平均厚さは93μmであった。
【0042】
[工程2] 工程1で得られたポリアミドイミド樹脂フィルムを、耐圧容器中に封入して温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に10分間静置し、二酸化炭素を含浸させた。含浸後、直ちに、二酸化炭素を含浸させたポリアミドイミド樹脂フィルムを温度160℃に加熱したオイルバス中に1分間浸漬させ、発泡させた。
【0043】
[工程3] 工程2の操作を3回繰り返し、合計4回実施してポリアミドイミド製の樹脂発泡体を製造した。得られた発泡体の密度を測定して発泡倍率を算出し、熱伝導率及び誘電率を測定した。測定後、発泡体の断面を走査型電子顕微鏡で写真撮影し、気泡の生成状態を目視により観察した。なお、ポリアミドイミド樹脂の密度は、1.29g/cm3を用いた。
【0044】
比較例1
[工程1] 先ず、結晶化度10.5%、厚さ:0.5mmのポリフェニレンスルフィド樹脂シート〔東洋プラスチック社製 商品名:SHT−PPS(非結晶)〕を15cm×15cmに切り出して耐圧容器中に封入し、温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に4時間静置し、二酸化炭素を含浸させた。
【0045】
[工程2] 次いで、二酸化炭素を含浸させたポリフェニレンスルフォン樹脂シートを直ちに温度90℃の熱水中に1分間浸漬させて樹脂発泡体を形成し、形成した樹脂発泡体を温度140℃に加熱した熱風オーブン中に1時間静置して結晶化度を促進した。結晶化度は30%であった。
【0046】
得られた樹脂発泡体の密度を測定して発泡倍率を算出し、熱伝導率及び誘電率を測定した。測定後、樹脂発泡体の断面を走査型電子顕微鏡で写真撮影(図7参照)し、目視により観察したところ、樹脂発泡体の気泡生成状態は表面層は均一であったが、内部層は不均一であった。また、得られた樹脂発泡体の密度を測定したところ、発泡体の密度は1.00g/cm3であった。なお、ポリフェニレンスルフィド樹脂シートの密度は、1.32g/cm3を用いた。
【0047】
比較例2
実施例2における工程2で得られたポリフェニレンスルフォン樹脂の板状成形体を15cm×15cmに切り出して耐圧容器中に封入し、温度25℃、圧力6MPaの超臨界状態の二酸化炭素中に2時間静置し、二酸化炭素を含浸させた。含浸後、直ちに温度180℃に加熱した隙間1mmの金型に1分間静置し、樹脂発泡体を形成してその発泡倍率を算出するとともに、熱伝導率及び誘電率を測定した。
【0048】
測定後、樹脂発泡体の断面を走査型電子顕微鏡で発泡体の断面を写真撮影し、目視により観察したところ、発泡体は表面層のみ認められ、内部層には認められなかった。樹脂発泡体の密度は0.99g/cm3であった。なお、ポリフェニレンスルフォン樹脂の密度は、1.26g/cm3を用いた。
【0049】
比較例3
実施例3における工程1で得られたポリアミドイミド樹脂フィルムを耐圧容器中に封入して温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に20分間静置し、二酸化炭素を含浸させた。含浸後、直ちに、二酸化炭素を含浸させたポリアミドイミド樹脂フィルムを温度160℃に加熱したオイルバス中に1分間浸漬させ、発泡させた。得られた発泡体の密度を測定して発泡倍率を算出するとともに、熱伝導率及び誘電率を測定した。
【0050】
結果
実施例1〜3の複数回発泡成形により得られた樹脂発泡体は、比較例1〜3の1回発泡により得られた発泡体と異なり、外観に反りやウネリが認められず、しかも、短時間で高発泡倍率化が可能であるのを確認した。また、実施例1の樹脂発泡体は、図6に示すように内部まで均一に気泡が形成されていた。
これに対し、比較例1の発泡体は、図7に示すように内部に気泡が形成されてはいるものの、不均一であった。さらに、比較例2及び比較例3の発泡成形体は、表面に気泡の形成が認められたが、内部に気泡の形成を確認しなかった。
【0051】
【表1】

【図面の簡単な説明】
【0052】
【図1】本発明に係る樹脂発泡体の製造方法の実施形態における結晶化度10.5%に調整したポリフェニレンスルフィドの貯蔵弾性率を示すグラフである。
【図2】本発明に係る樹脂発泡体の製造方法の実施形態における結晶化度27.0%に調整したポリフェニレンスルフィドの貯蔵弾性率を示すグラフである。
【図3】本発明に係る樹脂発泡体の製造方法の実施形態におけるイミド化の未完了部分を残したポリアミドイミドの貯蔵弾性率を示すグラフである。
【図4】本発明に係る樹脂発泡体の製造方法の実施形態におけるイミド化の完結したポリアミドイミドの貯蔵弾性率を示すグラフである。
【図5】本発明に係る樹脂発泡体の製造方法の実施形態におけるイミド化を図3の状態よりも進行させ、図4の状態になる以前に止めたポリアミドイミドの貯蔵弾性率を示すグラフである。
【図6】本発明に係る樹脂発泡体の製造方法の実施例1における樹脂発泡体の断面を示す写真である。
【図7】本発明に係る樹脂発泡体の製造方法の比較例1における樹脂発泡体の断面を示す写真である。
【技術分野】
【0001】
本発明は、電気・電子等の分野、特に高周波の用途における低誘電率のフレキシブル基板用の配線材料や断熱材料等として使用される樹脂発泡体の製造方法及び樹脂発泡体に関するものである。
【背景技術】
【0002】
従来、ポリエチレン、ポリスチレン、ポリプロピレン等の発泡体は、その優れた柔軟性、軽量性、断熱性に鑑み、包装材や建材等に幅広く利用されている。この発泡体、特にシート状の発泡体の製造方法としては、樹脂に発泡剤を予め配合し、押出機中で混合してダイの出口で発泡させる方法、押出機の途中でガスを注入して樹脂と混合し、ダイの出口で発泡させる方法等、様々な方法が提案されている。
【0003】
しかしながら、これらの製造方法により製造された発泡体は、樹脂の溶融状態で発泡し、ガスによる発泡の成長を抑える力が乏しいので、気泡径が不均一で大きくなり、不十分な性能しか得ることができなかった。
【0004】
また、上記問題点を解決し、電気・電子の分野や自動車の分野で使用される部材として耐熱性の高い断熱材、高周波用基材としてハンダリフローに耐えられる高耐熱、低誘電率の発泡シートが求められてきており、この要望を満たすべく、特許文献1、2、3の発泡体の製造方法が提案されている。特許文献1には、ポリエーテルスルホンからなる発泡体の発泡温度を選択することにより、微細かつ良好な表面性を有する発泡体を得る製造方法が開示され、特許文献2には、ポリアリーレンスルフィドの結晶化度を選択することにより高耐熱、低誘電率の発泡体を得る製造方法が示されている。
【特許文献1】特許第3459447号
【特許文献2】特許第3459454号
【特許文献3】特開2003‐82100号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された発泡体の製造方法では、発泡温度で発泡倍率を制御する場合、小さな温度変化で発泡倍率が大きくなるので、発泡工程における温度のばらつきや気泡成長の度合いのばらつきを招き、発泡体が変形してしまうという大きな問題がある。また、特許文献2に記載された発泡体の製造方法では、結晶化の部位によるばらつきが発泡のばらつきにつながり、発泡体の変形するおそれが少なくない。
【0006】
さらに、特許文献3に記載された発泡体の製造方法では、耐熱性に優れた変形の少ない発泡体を得ることができるものの、気体透過性を有するので断熱性に問題があり、しかも、製造工程がきわめて複雑なので生産性の向上を図ることができないという問題がある。
【0007】
本発明は上記に鑑みなされたもので、耐熱性や断熱性に優れた変形の少ない発泡体を比較的簡素に得ることができる樹脂発泡体の製造方法及び樹脂発泡体を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明においては上記課題を解決するため、樹脂に不活性ガスを加圧下で含浸してこれら樹脂と不活性ガスとの混合体を製造し、この混合体に作用する圧力を急激に開放し、その後、混合体を加熱して樹脂発泡体を製造するものの製造方法であって、
不活性ガスの加圧下での含浸から混合体を加熱するまでの作業を複数回繰り返すことを特徴としている。
なお、樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率は、105〜108Paを示す温度を有するものであることが好ましい。
【0009】
また、本発明においては上記課題を解決するため、請求項1記載の樹脂発泡体の製造方法により樹脂発泡体を製造したことを特徴としている。
【0010】
ここで、特許請求の範囲における樹脂には、純粋な樹脂の他、様々に変性したもの、他の種類の樹脂が混合されたものが含まれる。さらに、樹脂発泡体は、少なくとも電気・電子、通信、自動車、建築等の分野において、シート、フィルム、あるいはブロック形等に形成することができる。
【発明の効果】
【0011】
本発明によれば、耐熱性や断熱性に優れた変形の少ない発泡体を比較的簡単に得ることができるという効果がある。また、複数回発泡成形するので、成形歪みを緩和することができ、樹脂発泡体の反り等を抑制することができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好ましい実施の形態を説明すると、本実施形態における樹脂発泡体の製造方法は、樹脂製の成形体に不活性ガスを加圧下で含浸してこれら成形体の樹脂と不活性ガスとの混合体を形成する工程と、この混合体に作用する圧力を急激に開放する工程と、混合体を加熱して樹脂発泡体を製造する工程とを備え、不活性ガスの加圧下での含浸工程から混合体を加熱するまでの工程を2〜5回繰り返すことを特徴としている。
【0013】
樹脂は、特に限定されるものではなく、必要とされる耐熱性等の熱的特性、機械特性、対薬品性、不純物、使用する不活性ガスの浸透性等の化学的特性、粘弾性特性等の物理的特性、及び成形性を考慮して選択され、連続したシートやフィルムの成形体に成形される。耐熱性が要求される電子・電気の分野、自動車の分野に利用される場合には、ポリアリーレンスルフィド、ポリスルフォン、ポリエーテルスルフォン、ポリアリルスルフォン、ポリフェニレンスルフォン、ポリエーテルイミド、ポリイミド、ポリアミドイミド、ポリフタルアミド、ポリアリルアミド、ポリアリレート、ポリエーテルエーテルケトン等のいわゆるスーパーエンプラと呼ばれる樹脂の使用が好ましい。
【0014】
これらの樹脂は、単独で使用しても良いが、2種類以上の混合物あるいは共重合体で使用しても良い。また、これらの樹脂には、必要に応じて無機充填剤、有機充填剤、電磁波吸収剤、放熱剤、酸化防止剤、紫外線吸収剤、滑剤、可塑剤等の各種添加剤を添加することができる。これらの樹脂の中でポリアリーレンスルフィドやポリエーテルエーテルケトン等の結晶性樹脂を使用する場合には、結晶化度を調整し、不活性ガスを含浸することが必要である。これは、結晶化度が高すぎると、貯蔵弾性率が高くなり、気泡の成長が妨げられるし、結晶化部分にガスを取り込めないため、良好な発泡が得られないからである。
【0015】
ポリアリーレンスルフィドの1例として、ポリフェニレンスルフィドを使用する場合、結晶化度20%以下に調整して不活性ガスを含浸するのが好ましい。参考としてポリフェニレンスルフィドの貯蔵弾性率を図に示すと、図1は結晶化度10.5%に調整したポリフェニレンスルフィドの貯蔵弾性率、図2は結晶化度27%に調整したポリフェニレンスルフィドの貯蔵弾性率である。図1のように調整すれば、良好な発泡体を得ることができるが、図2のように調整すると、良好な発泡を得ることができなくなる。
【0016】
ポリフェニレンスルフィド、ポリフタルアミド、ポリ(シクロヘキサンジメチレンテレフタレート)、あるいはポリエーテルエーテルケトン等の結晶性樹脂は、結晶化温度以下で発泡成形されるのが好ましい。これは、結晶化温度以上の温度で発泡成形する場合、成形中に結晶化が進行してしまい、2回目以降の発泡成形が困難になるからである。また、結晶性の樹脂発泡体で耐熱性を必要とする場合は、ガラス転移点(Tg)温度以上、融点以下の温度、好ましくは結晶化温度で熱処理すると良い。
【0017】
ポリエーテルイミド、ポリイミド、ポリアミドイミド等のイミド系樹脂を使用する場合には、イミド化の進行状態を調整し、イミド化の未完了部分を残した樹脂を使用するのが好ましい。これは、イミド化の進行により、貯蔵弾性率が高くなり、発泡温度を高く設定しなければならず、均一な樹脂発泡体を得られないという理由に基づく。すなわち、貯蔵弾性率が低くなる領域は250℃以上と非常に高温であり、この領域ではガスの急激な膨張により、破泡や気泡の合一を生じ、樹脂発泡体が変形しやすく、均一な樹脂発泡体を得られないという理由に基づく。良好な発泡が得られる貯蔵弾性率は、105Pa〜108Paである。また、イミド化の進行状況は、イミド化温度中に放置する時間の変更により調整することができる。
【0018】
参考としてポリアミドイミドの貯蔵弾性率を図に示すと、図3はイミド化の未完了部分を残したポリアミドイミドの貯蔵弾性率、図4はイミド化が完結したポリアミドイミドの貯蔵弾性率、図5は加熱してイミド化を図3の状態よりも進行させ、図4の状態になる以前に止めた状態である。図3や図5の場合には、良好な樹脂発泡体を得ることができる。
【0019】
これらの樹脂はシート等の成形体に成形されるが、成形の方法は特に限定されるものではない。例えば押出成形、圧縮成形、溶剤に溶解させて基材上にコーティングし、乾燥により溶剤を除去して製膜するいわゆるキャスティング等の成形方法が適宜用いられる。特に、ポリアリーレンスルフィド等の結晶性樹脂については、押出成形法により成形してダイの出口直後で急冷することにより、結晶化を抑える方法の採用が望ましい。
【0020】
また、ポリアミドイミド等のイミド系樹脂に関し、キャスティング法により製膜して溶剤を除去するための乾燥温度は、イミド化温度以下で200℃以下、好ましくは180℃以下が良い。この際、若干の溶剤が残存していても特に問題はない。
【0021】
樹脂に含浸する不活性ガスとしては、例えば窒素、二酸化炭素、ヘリウム、アルゴン等あげられる。これらの中でも、樹脂中への含浸量を増大させ、含浸速度を速める状態の作りやすさの観点から二酸化炭素が最適である。この不活性ガスの含浸条件としては、常温、常圧以上であれば、樹脂への不活性ガスの含浸は進行するが、含浸速度、含浸量、圧力開放により形成される発泡核の数、気泡径、気泡径の均一性の観点から、常温以上、5MPa以上、好ましくは二酸化炭素が超臨界状態となる31℃以上、7.4MPa以上が良い。また、この段階でのイミド化を進行させないため、200℃以下、高圧ガス取り扱いの安全性の観点から30MPa以下が好ましい。
【0022】
不活性ガスの含浸時間を変更すれば、発泡倍率や発泡状態を制御することが可能である。すなわち、含浸時間を変化させることにより、発泡状態を調整することができる。また、ガス含浸量が0〜飽和状態までの間で含浸時間を任意に選択することにより、発泡倍率を調整することができる。したがって、表層のみ発泡した樹脂発泡体を製造することも可能である。
【0023】
混合体を形成したら、混合体に作用する圧力を急激に開放するが、具体的には1MPa/秒以上の速度で圧力を開放することにより、熱力学的不安定性の誘発により発泡核を形成する。1MPa/秒以上の速度を要するのは、1MPa/秒未満の速度では発泡核の数が減少し、気泡が大きく不均一になるからである。圧力開放速度は、速ければ速いほど良い。
【0024】
発泡核を形成したら、混合体を加熱して発泡核を基点としたガスの膨張を生じさせれば、樹脂発泡体を製造することができる。加熱温度は必要とする発泡倍率や気泡径により、選択すれば良いが、結晶性樹脂の場合にはガラス転移点(Tg)−10〜結晶化温度の範囲、非晶性樹脂の場合にはガラス転移温度−100〜0℃の範囲が望ましい。これは、高温では、ガスの急激な膨張により破泡、気泡の合一を生じるので、均一な樹脂発泡体を得られないからである。また、低温では、ガスの膨張が妨げられ、未発泡あるいは発泡不足となるからである。
【0025】
ここで、一気に2倍以上の発泡倍率となるように発泡温度を設定すると、均一な気泡径の微細な発泡が得られるものの、体積変化が大きく、しかも、樹脂発泡体の部位による発泡進行のばらつきにより、樹脂発泡体に波打ち等の変形が生じる。したがって、このような問題を防ぐため、発泡倍率が1.1〜1.8倍になるような発泡温度を選択することが好ましい。
【0026】
樹脂発泡体を製造したら、製造した樹脂発泡体に不活性ガスを上記条件で再度含浸し、圧力開放、加熱発泡させる作業を順次必要とする発泡倍率になるまで繰り返せば、必要な発泡倍率に一気に発泡させたものに比べ、気泡径が細かく、変形の少ない発泡倍率が2倍以上の均一な樹脂発泡体を得ることができる。この繰り返し発泡を行う製造方法は、ポリエーテルサルフォンやポリサルフォン等のガスの飛散しやすい樹脂の変形のない高発泡体の製造にも有効である。
【0027】
なお、一回の発泡で発泡倍率が1.1〜1.8倍以上の樹脂発泡体を製造する場合には、不活性ガスの含浸時間を短縮して最初に表面付近のみに不活性ガスを含浸させ、これを発泡させてその後に反復することにより、徐々に内部を発泡させる他の方法も有効である。
【0028】
上記によれば、発泡体の変形を防止することができ、断熱性を向上させ、製造工程を簡素化して生産性を著しく向上させることができる。また、作業の反復に伴う複数回の発泡成形により、成形歪みを緩和することができ、反りやウネリを抑制防止することができる。また、高発泡成形や内部まで均一に気泡を形成できるので、熱伝導率や誘電率を低下させることが可能となる。さらに、均一微細な独立気泡を有する、変形のない耐熱性の樹脂発泡体を製造することができ、280℃を超える耐熱性を必要とする断熱材、低誘電率・ハンダリフロー耐熱を必要とする電気回路用基板材料を提供することができる。
【実施例】
【0029】
以下、本発明に係る樹脂発泡体の製造方法の実施例を比較例と共に説明する。
実施例1〜3の樹脂発泡体と比較例1〜3の発泡体をそれぞれ製造し、これらの樹脂発泡体の結晶化度、発泡倍率、気泡の生成状態、外観、熱伝導率、及び誘電率を評価して表1にまとめた。
【0030】
結晶化度
示差走差型熱量計〔セイコ−電子工業社製 商品名:DSC220〕を用い、10℃/分の昇温速度で測定した熱分析結果に基づき、以下の式により結晶化度を求めた。
χC={(ΔHm−ΔHc)/ΔH0}×100
ここで、
χc:結晶化度[%]
ΔHm:結晶化融解ピーク[J/g]
ΔHc:結晶化成長時の発熱ピーク[J/g]
ΔH0=100%結晶の融解吸収ピークの熱量
なお、ポリフェニレンスルフィドの100%結晶の融解吸熱ピークの熱量は146.2J/gである。
【0031】
発泡倍率
発泡体の密度(ρf)を水中置換法により測定し、発泡前の成形体の密度(ρ)との比ρ/ρfで算出した。
【0032】
気泡の生成状態
樹脂発泡体の断面を走査型電子顕微鏡〔日本電子社製 商品名:JSM−5300LV〕で写真撮影し、目視により評価した。
○:表面層、内部層とも気泡が均一に生成した
△:表面層は気泡が均一に生成したが、内部層は気泡の生成が不均一であった
×:表面層は気泡が生成したが、内部層は気泡が生成していなかった
【0033】
外 観
樹脂発泡体の外観を目視により観察し、反りの有無を評価した。
○:反りあるいはウネリ無し
×:反りあるいはウネリ有り
【0034】
熱伝導率
迅速熱伝導率計〔京都電子工業社製 商品名:QTM−500〕を用い、基準物質との比較により求めた。基準物質としては、発泡ポリエチレン(熱伝導率:0.0357W/mK)、シリコーンゴム(熱伝導率:0.238W/mK)、及び石英ガラス(熱伝導率:1.409W/mK)の3種類を使用した。
【0035】
実施例1
[工程1] 先ず、平均厚さ:0.5mmのポリフェニレンスルフィド樹脂シート〔東洋プラスチック社製 商品名:SHT−PPS(非結晶)〕を15cm×15cmに切り出して耐圧容器中に封入し、温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に1時間静置し、二酸化炭素を含浸させた。ポリフェニレンスルフィド樹脂シートの結晶化度は、10.5%であった。
【0036】
[工程2] 次いで、二酸化炭素を含浸させたポリフェニレンスルフィド樹脂シートを直ちに温度90℃の熱水中に1分間浸漬させ、樹脂発泡体を得た。
[工程3] 次いで、工程2で得られたポリフェニレンスルフィド製の樹脂発泡体を再び耐圧容器中に封入して温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に1時間静置し、二酸化炭素を含浸させた。含浸後、直ちに温度90℃の熱水中に1分間浸漬させ、樹脂発泡体を得た。
【0037】
[工程4] 次いで、工程3の操作を2回繰り返し、合計4回実施して樹脂発泡体を製造した。得られた樹脂発泡体を温度140℃の熱風オーブン中に1時間静置し、樹脂発泡体の結晶化度を促進した。樹脂発泡体の結晶化度は28%であった。また、得られた樹脂発泡体の密度を測定して発泡倍率を算出し、熱伝導率及び誘電率を測定した。測定後、樹脂発泡体の断面を走査型電子顕微鏡で写真撮影(図6参照)し、気泡の生成状態を目視により観察した。発泡体の密度は0.29g/cm3であった。なお、ポリフェニレンスルフィド樹脂シートの密度は、1.32g/cm3を用いた。
【0038】
実施例2
[工程1] 先ず、ポリフェニレンスルフォン樹脂〔ソルベイアドバンストポリマーズ社製商品名:レーデル R−5000NT〕を温度300℃に加熱したミキシングロールで5分間溶融混練し、ミキシングロールから剥離して室温まで冷却し、ポリフェニレンスルフォン樹脂の溶融混練物を得た。
[工程2] 次いで、製造したポリフェニレンスルフォン樹脂を温度330℃に加熱した金型内に投入し、この金型により加熱圧縮成形して平均厚さが0.24mmの板状成形体を作製した。
【0039】
[工程3] 次いで、工程2で得たポリフェニレンスルフォン樹脂の板状成形体を15cm×15cmに切り出して耐圧容器中に封入し、温度25℃、圧力6MPaの超臨界状態の二酸化炭素中に1時間静置し、二酸化炭素を含浸させた。含浸後、直ちに温度180℃に加熱した隙間1mmの金型に1分間静置し、樹脂発泡体を得た。
【0040】
[工程4] 工程3の操作を再び繰り返し、ポリフェニレンスルフィド樹脂製の樹脂発泡体を作製した。得られた樹脂発泡体の密度を測定して発泡倍率を算出し、熱伝導率及び誘電率を測定した。測定後、発泡体の断面を走査型電子顕微鏡で写真撮影し、気泡の生成状態を目視により観察した。発泡体の密度は0.63g/cm3であった。なお、ポリフェニレンスルフォン樹脂の密度は、1.26g/cm3を用いた。
【0041】
実施例3
[工程1] 先ず、ポリアミドイミド樹脂100質量部を固形分濃度が20質量%となるようにN−メチル−2−ピロリドン中に溶解し、このポリアミドイミド樹脂溶液をその乾燥後の厚さが100μmとなるようにバーコート法で厚さ100μmの二軸延伸ポリエチレンテレフタレートフィルム上に塗布し、150℃に加熱した熱風オーブン中に1.5時間放置し、乾燥させた。こうして乾燥させたら、室温まで冷却し、二軸延伸ポリエチレンテレフタレートフィルムから剥離し、ポリアミドイミド樹脂フィルムを得た。得られたポリアミドイミド樹脂フィルムの平均厚さは93μmであった。
【0042】
[工程2] 工程1で得られたポリアミドイミド樹脂フィルムを、耐圧容器中に封入して温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に10分間静置し、二酸化炭素を含浸させた。含浸後、直ちに、二酸化炭素を含浸させたポリアミドイミド樹脂フィルムを温度160℃に加熱したオイルバス中に1分間浸漬させ、発泡させた。
【0043】
[工程3] 工程2の操作を3回繰り返し、合計4回実施してポリアミドイミド製の樹脂発泡体を製造した。得られた発泡体の密度を測定して発泡倍率を算出し、熱伝導率及び誘電率を測定した。測定後、発泡体の断面を走査型電子顕微鏡で写真撮影し、気泡の生成状態を目視により観察した。なお、ポリアミドイミド樹脂の密度は、1.29g/cm3を用いた。
【0044】
比較例1
[工程1] 先ず、結晶化度10.5%、厚さ:0.5mmのポリフェニレンスルフィド樹脂シート〔東洋プラスチック社製 商品名:SHT−PPS(非結晶)〕を15cm×15cmに切り出して耐圧容器中に封入し、温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に4時間静置し、二酸化炭素を含浸させた。
【0045】
[工程2] 次いで、二酸化炭素を含浸させたポリフェニレンスルフォン樹脂シートを直ちに温度90℃の熱水中に1分間浸漬させて樹脂発泡体を形成し、形成した樹脂発泡体を温度140℃に加熱した熱風オーブン中に1時間静置して結晶化度を促進した。結晶化度は30%であった。
【0046】
得られた樹脂発泡体の密度を測定して発泡倍率を算出し、熱伝導率及び誘電率を測定した。測定後、樹脂発泡体の断面を走査型電子顕微鏡で写真撮影(図7参照)し、目視により観察したところ、樹脂発泡体の気泡生成状態は表面層は均一であったが、内部層は不均一であった。また、得られた樹脂発泡体の密度を測定したところ、発泡体の密度は1.00g/cm3であった。なお、ポリフェニレンスルフィド樹脂シートの密度は、1.32g/cm3を用いた。
【0047】
比較例2
実施例2における工程2で得られたポリフェニレンスルフォン樹脂の板状成形体を15cm×15cmに切り出して耐圧容器中に封入し、温度25℃、圧力6MPaの超臨界状態の二酸化炭素中に2時間静置し、二酸化炭素を含浸させた。含浸後、直ちに温度180℃に加熱した隙間1mmの金型に1分間静置し、樹脂発泡体を形成してその発泡倍率を算出するとともに、熱伝導率及び誘電率を測定した。
【0048】
測定後、樹脂発泡体の断面を走査型電子顕微鏡で発泡体の断面を写真撮影し、目視により観察したところ、発泡体は表面層のみ認められ、内部層には認められなかった。樹脂発泡体の密度は0.99g/cm3であった。なお、ポリフェニレンスルフォン樹脂の密度は、1.26g/cm3を用いた。
【0049】
比較例3
実施例3における工程1で得られたポリアミドイミド樹脂フィルムを耐圧容器中に封入して温度40℃、圧力8MPaの超臨界状態の二酸化炭素中に20分間静置し、二酸化炭素を含浸させた。含浸後、直ちに、二酸化炭素を含浸させたポリアミドイミド樹脂フィルムを温度160℃に加熱したオイルバス中に1分間浸漬させ、発泡させた。得られた発泡体の密度を測定して発泡倍率を算出するとともに、熱伝導率及び誘電率を測定した。
【0050】
結果
実施例1〜3の複数回発泡成形により得られた樹脂発泡体は、比較例1〜3の1回発泡により得られた発泡体と異なり、外観に反りやウネリが認められず、しかも、短時間で高発泡倍率化が可能であるのを確認した。また、実施例1の樹脂発泡体は、図6に示すように内部まで均一に気泡が形成されていた。
これに対し、比較例1の発泡体は、図7に示すように内部に気泡が形成されてはいるものの、不均一であった。さらに、比較例2及び比較例3の発泡成形体は、表面に気泡の形成が認められたが、内部に気泡の形成を確認しなかった。
【0051】
【表1】
【図面の簡単な説明】
【0052】
【図1】本発明に係る樹脂発泡体の製造方法の実施形態における結晶化度10.5%に調整したポリフェニレンスルフィドの貯蔵弾性率を示すグラフである。
【図2】本発明に係る樹脂発泡体の製造方法の実施形態における結晶化度27.0%に調整したポリフェニレンスルフィドの貯蔵弾性率を示すグラフである。
【図3】本発明に係る樹脂発泡体の製造方法の実施形態におけるイミド化の未完了部分を残したポリアミドイミドの貯蔵弾性率を示すグラフである。
【図4】本発明に係る樹脂発泡体の製造方法の実施形態におけるイミド化の完結したポリアミドイミドの貯蔵弾性率を示すグラフである。
【図5】本発明に係る樹脂発泡体の製造方法の実施形態におけるイミド化を図3の状態よりも進行させ、図4の状態になる以前に止めたポリアミドイミドの貯蔵弾性率を示すグラフである。
【図6】本発明に係る樹脂発泡体の製造方法の実施例1における樹脂発泡体の断面を示す写真である。
【図7】本発明に係る樹脂発泡体の製造方法の比較例1における樹脂発泡体の断面を示す写真である。
【特許請求の範囲】
【請求項1】
樹脂に不活性ガスを加圧下で含浸してこれら樹脂と不活性ガスとの混合体を製造し、この混合体に作用する圧力を急激に開放し、その後、混合体を加熱して樹脂発泡体を製造する樹脂発泡体の製造方法であって、
不活性ガスの加圧下での含浸から混合体を加熱するまでの作業を複数回繰り返すことを特徴とする樹脂発泡体の製造方法。
【請求項2】
請求項1記載の樹脂発泡体の製造方法により製造されたことを特徴とする樹脂発泡体。
【請求項1】
樹脂に不活性ガスを加圧下で含浸してこれら樹脂と不活性ガスとの混合体を製造し、この混合体に作用する圧力を急激に開放し、その後、混合体を加熱して樹脂発泡体を製造する樹脂発泡体の製造方法であって、
不活性ガスの加圧下での含浸から混合体を加熱するまでの作業を複数回繰り返すことを特徴とする樹脂発泡体の製造方法。
【請求項2】
請求項1記載の樹脂発泡体の製造方法により製造されたことを特徴とする樹脂発泡体。
【図1】

【図2】
【図3】

【図4】
【図5】

【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−56148(P2007−56148A)
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願番号】特願2005−243780(P2005−243780)
【出願日】平成17年8月25日(2005.8.25)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願日】平成17年8月25日(2005.8.25)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]