
樹脂組成物、当該樹脂組成物を用いた光学板、及びその製造方法
【課題】金型再現性、離型性、反り特性、及び色調に優れ、かつガス由来の樹脂転写不良の少ない樹脂組成物、及び樹脂組成物を用いた光学板、及び当該光学板の製造方法を提供する。
【解決手段】(A)スチレン系樹脂100質量部と、(B)平均粒子径が0.5μm以上30μm以下の粒子状物質と、(C)融点が100℃以上160℃以下の滑剤0.1〜2質量部とを、含有する樹脂組成物であって、当該樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上である樹脂組成物。
【解決手段】(A)スチレン系樹脂100質量部と、(B)平均粒子径が0.5μm以上30μm以下の粒子状物質と、(C)融点が100℃以上160℃以下の滑剤0.1〜2質量部とを、含有する樹脂組成物であって、当該樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上である樹脂組成物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂組成物、前記樹脂組成物を用いた光学板、及び当該光学板の製造方法に関する。
【背景技術】
【0002】
一般的に、液晶ディスプレイ用のバックライトとしては、エッジライト型バックライトと直下型バックライトと呼ばれる2つの方式があるが、大型の表示装置に対しては、安価で高輝度を実現できる観点から、直下型バックライトが多く用いられている。
前記直下型バックライトは、従来一般的に、冷陰極管のような線状光源をベースに設計され、拡散板等の各種光学板や光学フィルムを用いて面発光させる方式が採用されている。
【0003】
ところで、近年、環境問題や光源の寿命、省電力、及び画質向上の観点から、冷陰極管に替わって、LEDへの光源シフトが求められている。
しかしながら、冷陰極管は線光源であるのに対して、LEDは点光源であるため、輝度ムラが大きくなるという問題があり、拡散板等の各種光学板や光学フィルムには点光源を面光源に変換する特性の向上を図ることが、より一層求められている。
【0004】
前記LED光源としては、安価でLED直上光の光線強度の強いランバーシャン分布を有するLEDが一般的に用いられており、LED直上に指向性の強い光源をいかに面光源に変換するかが大きな課題である。
【0005】
上記課題に対して出願人は、拡散板の表面に凸三角錐形状を形成することにより、著しく優れた光拡散性能が発揮されることを見出したが、かかる拡散板を製造するために量産性の高い押出成形法を用いる場合、厚み1〜2mmの板に対して凹三角錐形状の型から、上記凸三角錐形状を転写させることは極めて困難であり、又押出成形法に比べ、樹脂転写性の高い射出成形法を用いる場合においても、上記凹型に対する実用上良好な転写性と成形加工性とを両立させることは困難である。
【0006】
また、近年、液晶ディスプレイは、大型化、薄型化、及び低コスト化への要求が高まっており、これを構成する拡散板等の光学板に対しては、反りの低減化等の高い寸法特性が求められている。
【0007】
従来、多分岐状マクロマーとスチレン系モノマーとを共重合させたポリスチレン系樹脂に、光拡散剤を含有させた樹脂組成物を用いて光学板を射出成形により作製する技術が提案されている(例えば、特許文献1参照)。
また、光拡散板用の材料として、重量平均分子量30万〜45万であるポリスチレン樹脂に、外部潤滑剤としてエチレンビスステアリルアミドを30〜200μg/gを含有させた、ポリスチレン系樹脂組成物が開示されている(例えば、特許文献2参照)。
さらには、高耐熱、低吸水性向上を目的として、メタクリル酸メチル単位、α−メチルスチレン単位、及びスチレン単位からなり、重量平均分子量が8万〜30万である共重合を用いた樹脂組成物が開示されている(例えば、特許文献3参照)。
さらにまた、スチレン系樹脂100重量部にポリエチレンワックス、ポリプロピレンワックス、酸化型ポリエチレンワックス、及び酸化型ポリプロピレンワックスから選ばれるワックスを1種以上、0.1〜10質量部を配合した、押出成形用の樹脂組成物が提案されている(例えば、特許文献4参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第4345035号明細書
【特許文献2】特開2009−215476号公報
【特許文献3】特開2007−153959号公報
【特許文献4】特開2000−248134号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、前記特許文献1〜3に開示されている樹脂組成物では、いずれも滑剤の量が不十分であるため、射出成形法で成形加工を行った場合、金型からの離型不良、さらには得られる光学板の金型再現性が低く、反り特性が十分でないという問題がある。
また、特許文献4に開示されている樹脂組成物では、滑剤を十分な量として、離型不良の解消及び反り特性の向上効果は得られているが、射出成形法で成形加工を行った場合、得られる成形品の色調が悪く、発生ガス由来の転写不良が発生するという問題がある。
上述したように、離型性及び反り特性の向上と、色調の向上及び発生ガス由来の転写不良の防止とは、互いに二律背反の関係にあり、いずれの特性も満足する樹脂組成物は得られていない。
【0010】
そこで本発明においては、射出成形性に優れ、具体的には、金型再現性、離型性、反り等の成形条件依存性が少なく、さらには色調が良好で、発生ガス由来の転写不良の防止が図られ、外観性にも優れたスチレン系樹脂組成物及び成形品を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上述した従来技術の課題を解決するために鋭意検討した結果、特定の滑剤を特定量含むスチレン系樹脂組成物に、特定の大きさの粒子状物質を含有させることで、射出成形性が著しく優れ、具体的には、金型の転写性、金型からの離型性、反り特性が良好で、色調に優れ、かつガス由来の樹脂転写不良の低減化が図られる樹脂組成物及び成形体が得られることを見出し、本発明を完成するに至った。
すなわち、本発明は、以下のとおりである。
【0012】
〔1〕
(A)スチレン系樹脂100質量部と、
(B)平均粒子径が0.5μm以上30μm以下の粒子状物質と、
(C)融点が100℃以上160℃以下の滑剤0.1〜2質量部と、
を、含有する樹脂組成物であって、
当該樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上である樹脂組成物。
〔2〕
前記樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上2.4%以下である前記〔1〕に記載の樹脂組成物。
〔3〕
下記(1)及び(2)の条件を満たす、前記〔1〕又は〔2〕に記載の樹脂組成物。
(1)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下でのせん断粘度が300Pa.s以上850Pa.s以下。
(2)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上20Pa.s以下。
〔4〕
前記(A)スチレン系樹脂のポリスチレン換算の重量平均分子量(Mw)の値が18万〜30万である、前記〔1〕乃至〔3〕のいずれか一に記載の樹脂組成物。
〔5〕
前記(C)滑剤が、エチレンビスステアリルアミド、ステアリン酸亜鉛、ステアリン酸マグネシウムからなる群より選ばれる、いずれか一種以上である前記〔1〕乃至〔4〕のいずれか一に記載の樹脂組成物。
〔6〕
前記樹脂組成物中の前記(A)スチレン系樹脂の質量割合が、90質量%以上である前記〔1〕乃至〔5〕のいずれか一に記載の樹脂組成物。
〔7〕
前記〔1〕乃至〔6〕のいずれか一に記載の樹脂組成物を成形した光学板。
〔8〕
前記〔1〕乃至〔6〕のいずれか一に記載の樹脂組成物を金型に射出充填して成形する光学板の製造方法。
〔9〕
前記金型が、表面に凹型三角錐構造を有する金型である前記〔8〕に記載の光学板の製造方法。
【発明の効果】
【0013】
本発明によれば、射出成形性に優れ、より具体的には、金型再現性、離型性、反り特性、及び色調に優れ、かつガス由来の樹脂転写不良の少ない、樹脂組成物が得られる。
【図面の簡単な説明】
【0014】
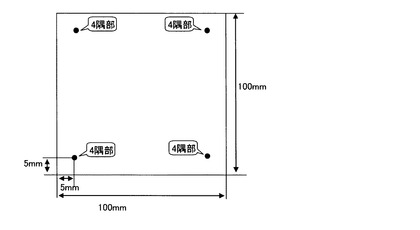
【図1】光学板の概略正面図であり、所定の4隅部の位置を示した説明図である。
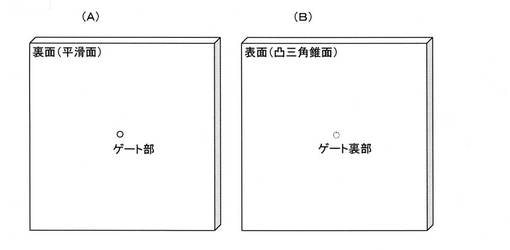
【図2】(A) 光学板の裏面側から見た概略斜視図であり、樹脂組成物を射出するゲートの相対的な位置関係を示した説明図である。(B) 光学板の表面側すなわち凸三角錐形成面側から見た概略斜視図であり、樹脂組成物を射出するゲートの相対的な位置関係を示した説明図である。
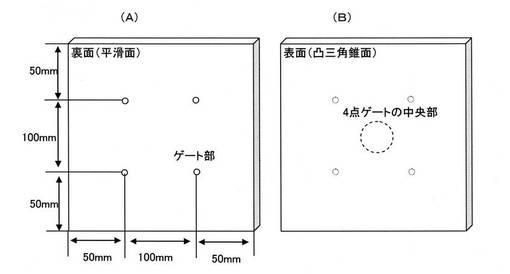
【図3】(A) 光学板の裏面側から見た概略斜視図であり、樹脂組成物を射出する4点ピンゲートの相対的な位置関係を示した説明図である。(B) 光学板の表面側すなわち凸三角錐形成面側から見た概略斜視図であり、樹脂組成物を射出する4点ピンゲート、及びその中央部の相対的な位置関係を示した説明図である。
【発明を実施するための形態】
【0015】
以下、本発明を実施するための形態(以下、「本実施形態」という。)について詳細に説明する。なお、本発明は、以下の実施形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0016】
〔樹脂組成物〕
本実施形態の樹脂組成物は、
(A)スチレン系樹脂100質量部と、
(B)平均粒子径が0.5μm以上30μm以下の粒子状物質と、
(C)融点が100℃以上160℃以下の滑剤0.1〜2質量部と、
を、含有し、
当該樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上である。
【0017】
((A)スチレン系樹脂)
本実施形態の樹脂組成物は、(A)スチレン系樹脂を含む。
スチレン系樹脂とは、スチレン系単量体を単独で重合、又はスチレン系単量体と当該スチレン系単量体に共重合可能なその他の単量体とを共重合させた重合体を言う。
(A)スチレン系樹脂を形成するスチレン系単量体としては、例えば、スチレン、α−メチルスチレン、p−メチルスチレン、p−t−ブチルスチレン等が挙げられる。これらは単独で用いてもよく、二種以上を併用してもよい。特に、スチレンが好ましい。
(A)スチレン系樹脂は、必要に応じてスチレン系単量体に共重合可能なその他の単量体を発明の目的を損なわない範囲で用いてもよい。
スチレン系単量体に共重合可能なその他の単量体としては、例えば、アクリロニトリル、メタクリロニトリル等のシアン化ビニル単量体、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸ブチル等の(メタ)アクリル酸エステル単量体、無水マレイン酸、無水イタコン酸等の無水物基含有単量体、マレイミド、N−メチルマレイミド、N−フェニルマレイミド、N−シクロヘキシルマレイミド等のジカルボン酸イミド基含有単量体、アクリル酸、メタクリル酸、マレイン酸、イタコン酸等のカルボキシル基含有単量体等が挙げられる。
【0018】
前記スチレン系単量体に共重合可能なその他の単量体の、(A)スチレン系樹脂中における含有量は、単量体全体の合計100質量%に対して、好ましくは50質量%以下、より好ましくは25質量%以下、さらに好ましくは10質量%以下である。
【0019】
(A)スチレン系樹脂のゲルパーミエイションクロマトグラフィー(GPC)で測定したポリスチレン換算質量の重量平均分子量Mwは18万〜30万であることが好ましく、より好ましくは18万〜26万であり、さらに好ましくは18万〜24万であり、さらにより好ましくは19万〜21万である。
(A)スチレン系樹脂のMwが上記範囲内であると、本実施形態の樹脂組成物において溶融粘度が高温下することを防止でき、良好な金型転写性、離型性、及び反り特性が得られ、実用上十分な高温靭性が得られる。
また、(A)スチレン系樹脂の数平均分子量Mnとした時のMw/Mnの範囲は1.5〜3.5が好ましい。
前記Mw/Mnが3.5以下であることにより低分子領域に分布が広くなりすぎることを防止でき、本実施形態の樹脂組成物において実用上十分な成形品の衝撃強度が得られる。また、Mw/Mnが1.5以上であることにより、(A)スチレン系樹脂を、工業的に優れた生産性を有する塊状重合法、懸濁重合法、乳化重合法により作製できる。
重量平均分子量Mw、及び数平均分子量Mnは、ゲルパーミエイションクロマトグラフィー(GPC)を用いて求めることができる。
装置:東ソー(株)製HLC−8020
検出器:示差屈折計(RI)
溶媒:テトラヒドロフラン
カラム:東ソー(株)製 商品名 TSK−gel−GMX−Xを4本直列に接続したもの
サンプル濃度:2(mgサンプル)/1(ml溶媒)であり、フィルターでろ過し、不溶分を除去し、測定試料とした。得られた溶出曲線をもとに、ポリスチレン換算により、数平均分子量(Mn)及び重量平均分子量(Mw)を算出した。
【0020】
(A)スチレン系樹脂の重合方法は、塊状重合、溶液重合、懸濁重合、乳化重合等が挙げられるが、特に、塊状重合又は溶液重合が好ましく、さらには、連続塊状重合又は連続溶液重合が生産性と経済性の面で特に好ましい。
具体的には、スチレン系単量体、他の単量体及び必要に応じてエチルベンゼン、トルエン、キシレン等の重合溶媒、ラジカル開始剤として有機過酸化物、連鎖移動剤、安定剤、鉱油等の添加剤を混合、溶解した原料溶液を、攪拌機付き反応機に供給し、重合を行うことにより(A)スチレン系樹脂が作製できる。
重合温度は、ラジカル開始剤として有機過酸化物を用いた場合は、有機過酸化物の分解温度、生産性、反応機の徐熱能力、目的としている共重合体の流動性等を考慮して、公知の技術を用いて設定することができる。
重合反応機から取り出した重合溶液を回収装置に導き、加熱脱揮で溶媒と未反応単量体を除去する。
回収装置はスチレン系樹脂の製造で常用される装置、例えば、フラッシュタンクシステム、多段ベント付き押出機等を用いることができる。
また、重合後のスチレン系樹脂、すなわち上述したように加熱脱揮を行った後のスチレン系樹脂中に含まれる単量体の残存量は、金型汚染性及び耐熱性の観点から0.1質量%以下が好ましく、より好ましくは0.05質量%である。
【0021】
本実施形態の樹脂組成物中における(A)スチレン系樹脂の質量割合は、透明性、耐熱性、及び射出成形時の離型性の観点から、好ましくは90質量%以上であり、より好ましくは93質量%以上であり、さらに好ましくは96質量%以上である。
【0022】
((B)粒子状物質)
本実施形態の樹脂組成物は、平均粒子径が0.5μm以上30μm以下の粒子状物質(以下、単に(B)粒子状物質と記載する場合がある。)を含む。
本実施形態の樹脂組成物の全体積に占める(B)粒子状物質の体積割合は0.02%以上であるものとし、ガス由来の転写不良を抑制する観点から0.05%以上であることが好ましい。また、高温靭性の観点から2.4%以下であることが好ましく、より好ましくは1.0%以下である。
【0023】
(B)粒子状物質としては、例えば、アクリル系樹脂架橋微粒子、スチレン系樹脂架橋微粒子、シリコーン系樹脂架橋微粒子、MS(メチルメタクリレート・スチレン共重合体)系架橋微粒子、フッ素樹脂微粒子等の、従来から光拡散板中に含有される光拡散剤として一般に使用されているものが挙げられる。
これらは単独で使用してもよく、2種以上を併用してもよい。
また、(B)粒子状物質の形状として、真球状、楕円状、不定形状、針状、板状、中空状、柱状、錐状等が挙げられるが、離型性、及びガス由来の転写不良の観点から、真球状又は楕円状のものが好ましく用いられる。
【0024】
(B)粒子状物質の平均粒子径は、ガス由来の転写不良を抑制する観点から、0.5μm以上30μm以下であるものとし、0.8〜15μmが好ましく、0.8μm以上12μm以下がより好ましい。
なお、(B)粒子状物質の平均粒子径は、レーザー回折散乱法によって測定することができる。例えば、下記に示す装置及び条件により測定できる。
装置:コールターLS230(ベックマンコールター社製)
分散媒体:0.1%ノニオン系界面活性剤水溶液
分散条件:超音波分散
具体的には、(B)粒子状物質0.1gと、0.1%ノニオン性界面活性剤溶液10mLとを投入し、ヤマト科学社製タッチミキサーTOUCHMIXER MT−31で2秒間混合する。この後、試験管を市販の超音波洗浄器を用いて10分間分散させる。分散させたものをベックマンコールター社製のLS230型にて超音波を照射しながら測定する。
また、上述した(A)スチレン系樹脂と、光拡散剤としての機能を有する(B)粒子状物質との屈折率差は、本実施形態の樹脂組成物及び当該樹脂組成物を用いた光学板の光均一化性能の観点から、0.05〜0.2であることが好ましく、0.10〜0.16であることがより好ましい。
例えば、ポリスチレン樹脂に対して好ましい光拡散剤としては、アクリル系架橋微粒子やシリコーン系架橋微粒子が挙げられる。
【0025】
((C)滑剤)
本実施形態の樹脂組成物は、融点が100℃以上160℃以下の滑剤(以下、単に(C)滑剤と記載する場合がある。)を含む。
(C)滑剤としては、例えば、パラフィンワックス、マイクロワックス、ポリエチレンワックス、酸化ポリエチレンワックス等の炭化水素系滑剤、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、アラキジン酸、ベヘン酸、リシノール酸、ナフテン酸等の炭素数12以上の高級脂肪酸のナトリウム、マグネシウム、アルミニウム、カルシウム、バリウム、亜鉛等の金属塩である高級脂肪酸金属塩、ステアリルモノアミド、エチレンビスオレイルアミド、エチレンビスステアリルアミド等の炭素数12以上の高級脂肪酸アミドが挙げられる。
特に、本実施形態の樹脂組成物の離型性、ガスによる転写不良、成形品の反り特性の観点から、融点が120℃〜155℃の滑剤が好ましい。このような滑剤としては、例えば、エチレンビスステアリルアミド、高級脂肪酸金属塩、ポリエチレンワックス、酸化ポリエチレンワックス等が挙げられる。
また、融点140℃〜155℃の滑剤がより好ましい。このような滑剤としては、例えば、エチレンビスステアリルアミド、ステアリン酸亜鉛、ステアリン酸マグネシウムが挙げられる。
上記滑剤は、1種類のみを単独で使用しても、2種類以上を併用して用いてもよい。
【0026】
本実施形態の樹脂組成物中における(C)滑剤の含有量は、スチレン系樹脂100質量部に対して、0.1〜2質量部である。金型の転写性、金型からの離型性、成形品の反り抑制の観点から、0.1質量部以上、好ましくは0.2質量部以上であり、色調及びガス由来の樹脂転写不良の観点から2質量部以下、好ましくは1.0質量部以下である。
【0027】
((D)ミネラルオイル)
本実施形態の樹脂組成物は、(D)ミネラルオイルを含んでもよい。
(D)ミネラルオイルとは、石油から精製することにより得られる飽和炭化水素化合物の混合物やペトロラタムから蒸留により得られる液体の炭化水素混合である。例えば、鉱物油、潤滑油、流動パラフィン等とも呼ばれるナフテン、イソパラフィン等が挙げられ、低比重の軽油も含む。
一般的にポリスチレンに配合する滑剤として使用されるものである。
(D)ミネラルオイルの数平均分子量は200〜500の範囲にあることが、金型転写性の観点から好ましく、375〜425の範囲にあることがより好ましい。
(D)ミネラルオイルの含有量は、メタノール可溶分を液体クロマトグラフイーで分析することで求められ、耐熱性と成形加工性の観点から0〜2質量%の範囲で含むことが好ましく、0〜1質量%の範囲で含むことがより好ましい。
(D)ミネラルオイルの含有量を、2質量%以下とすることにより耐熱温度の低下が抑制でき、高温下でバックライトを点灯した際に、光拡散板の反りの発生を防止できる。
【0028】
(添加剤)
本実施形態の樹脂組成物には、各種添加剤を配合してもよい。
このような添加剤としては、例えば、有機や無機の染料や顔料、艶消し剤、熱安定剤、難燃剤、帯電防止剤、消泡剤、整色剤、酸化防止剤、紫外線吸収剤、結晶核剤、増白剤、不純物の捕捉剤、増粘剤、表面調整材等が挙げられる。
【0029】
〔樹脂組成物の製造方法〕
本実施形態の樹脂組成物は、上述した(A)スチレン系樹脂、(B)粒子状物質、(C)滑剤、必要に応じて(D)ミネラルオイル、及び添加剤を混合し、溶融混練することにより製造できる。
例えば、ヘンシェルミキサーで混合し、二軸押出機で溶融混練することにより製造できる。
【0030】
〔樹脂組成物の特性〕
本実施形態の樹脂組成物は、その溶融粘度が、下記(1)及び(2)の条件を満たすことが好ましい。これにより、射出成形した際、良好な金型転写性、離型性、及び反り特性が得られる。
下記(3)及び(4)の条件を満たすことがより好ましく、下記(5)及び(6)の条件を満たすことがさらに好ましく、下記(7)及び(8)の条件を満たすことがさらにより好ましい。
(1)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下での、せん断粘度が300Pa.s以上、950Pa.s以下。
(2)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上、20Pa.s以下。
(3)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下での、せん断粘度が300Pa.s以上、850Pa.s以下。
(4)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上、20Pa.s以下。
(5)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下での、せん断粘度が300Pa.s以上、600Pa.s以下。
(6)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上、20Pa.s以下。
(7)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下での、せん断粘度が300Pa.s以上、400Pa.s以下。
(8)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上、20Pa.s以下。
前記樹脂組成物の溶融粘度は、(A)スチレン系樹脂の重量平均分子量Mw、(C)融点が100〜160℃の滑剤の量、及び(D)ミネラルオイル量を調整することにより制御することができる。
【0031】
〔成形品〕
本実施形態の樹脂組成物は、従来公知の各種成形法により成形することにより、所望の成形品とすることができるが、高い樹脂賦形性能を有する射出成形法により成形することが好適である。
また、本実施形態の樹脂組成物を用いることにより、成形品は、表面の樹脂転写性が著しく高く、離型不良やガス由来による表面形状不良も無く、高温靭性や色調に優れ、かつ板状体としたときには反りが著しく小さく、さらには光拡散性能が高いため、ディスプレイ用の光学板として好適である。
【0032】
(光学板)
本実施形態の樹脂組成物を射出成形法により成形することにより、光学板を製造することができる。
射出成形法は、生産性が高く、成形用スタンパー(金型)の凹型に対して高い表面賦形性を発現する成形法である。
また、樹脂組成物を均一な板状成形品にするためには、ゲート形状はピンゲート、又はフィルムゲートを有する金型を用いことが好ましい。
さらに、ゲート痕の発生を防止し、良好な流動性を得、樹脂ロス率の低減化の観点から、ホットランナー、及びニードルバルブを用いることが好ましい。
【0033】
また、本実施形態の光学板を成形する際に用いる射出成形用金型の表面形状は、得られた光学板のLED光源を面光源に変換する光学性能の観点から、凹型角錐形状、及び凹型円錐形状が好ましく、特に凹型三角錐形状が好ましい。
射出成形用金型の作製方法としては、金型に直接機械加工する方法、機械切削加工、レーザー加工、エッチング加工等により形状を刻んだスタンパーを金型に取り付ける方法等が挙げられるが、樹脂転写性、作業性、及び経済性の観点からスタンパーを用いた方式が好ましい。
【実施例】
【0034】
以下、本発明の実施例及び比較例を挙げて説明するが、本発明は、以下の実施例に限定されるものではない。
【0035】
実施例及び比較例において用いた物性及び特性の測定方法について以下に示す。
(1.光学板の賦形率)
<1−1 形状>
移動型に、底面が一辺346μmの正三角形、かつ3面の斜面角度が60°の凹三角錐形状が、前記移動型の樹脂供給面の全体に前記正三角形の辺と辺とが互いに接するように連続的に形成され、前記三角錐の頂点が凹部の最深部となっているスタンパーを取り付け、固定型として、ゲート径φ1.5mmの1点ピンゲートを有するホットランナー方式の金型を用いて射出成形(以下、成形法1と称する。)を行い、これにより、厚さ1.5mm、100mm角の光学板を得た。
金型温度は、移動型、固定型共に90℃、成形機のシリンダー温度は250℃とした。
樹脂の充填時間は1秒に固定し、保圧10秒、冷却30秒の条件で成形を行った。
得られた光学板の表面形状は、キーエンス製のレーザー顕微鏡GenerationII VK−9700で観察した。
前述光学板の賦形率100%の場合は、表面形状は凸三角錐形状であり、100%未満の場合は略凸三角錐形状と称した。
<1−2 賦形率>
図1は、前記スタンパーを用いて成形した光学板の概略正面図であり、所定の4隅部の位置を示した説明図である。
射出成形に用いた前記スタンパー表面に形成されている凹三角錐形状の高さをH(μm)、前記成形法1により得られた100mm角の光学板の4隅部(図1参照)における転写された略凸三角錐形状の高さの算術平均値をH’(μm)としたとき、光学板の賦形率を下記の通り規定した。
賦形率=H’/H×100(%)
なお、前記4隅部は、射出成形した際の、最も圧力がかからない部分であり、賦形がされにくい部分となる。
前記高さH、及びH’は、それぞれキーエンス製のレーザー顕微鏡GenerationII VK−9700でスタンパー及び光学板の表面を観察し、凹三角錐形状、略凸三角錐形状の断面を解析し、求めた。
【0036】
(2.離型性)
図2(A)は、前記スタンパーを用いて成形した光学板の裏面側から見た概略斜視図であり、図2(B)は、前記スタンパーを用いて成形した光学板の表面側すなわち凸三角錐形成面側から見た概略斜視図であり、樹脂組成物を射出するゲートの相対的な位置関係を示した説明図である。
前記成形法1により得られた光学板の、ゲート裏部(図2(B)参照)の略三角錐形状を任意に10箇所サンプリングし、その平均賦形率が80%以上である場合を◎、70%以上である場合を○、50%以上である場合を△、50%未満である場合を×として評価した。
なお、前記ゲート裏部は、射出成形した際の、最も圧力がかかる部分であり、離型がされにくい部分である。
【0037】
(3.転写性)
移動型に、前記(1.光学板の賦形率)の項目に示した凹三角錐形状が形成されているスタンパーを取り付け、固定型としてゲート径φ1.5mmの4点ピンゲートを有するホットランナー方式の金型を用いて射出成形を行い(以下、成形法2と略す。)、厚さ1.5mm、150mm角の光学板を得た。
図3(A)は、前記スタンパーを用いて成形した光学板の裏面側から見た概略斜視図であり、図3(B)は、前記スタンパーを用いて成形した光学板の表面側すなわち凸三角錐形成面側から見た概略斜視図であり、それぞれ、樹脂組成物を射出する4点ピンゲートの相対的な位置関係を示した説明図である。
金型温度は、移動型、固定型共に90℃、成形機のシリンダー温度は250℃とした。
樹脂の充填時間は1秒に固定し、保圧10秒、冷却30秒の条件で成形を行った。
得られた光学板の表面の、4点ゲートに対応する位置の中央部(図3(B)参照)の略三角錐形状を任意に10箇所サンプリングし、前記<1−2 賦形率>に示す方法により賦形率を測定し、かつそれらの平均値を算出した。
なお、前記4点ゲートに対応する位置の中央部は、射出成形時に樹脂組成物から発生するガスが最も溜まりやすい部分であり、ガス由来の転写不良が最も発生しやすい部分である。
平均賦形率が80%以上である場合を◎、70%以上である場合を○、50%以上である場合を△、50%未満である場合を×として評価した。
【0038】
(4.高温靭性)
上述した成形法1により射出成形を行った場合に、成形品を金型から離型させる際、成形品の周囲に亀裂が発生する割合が、100ショットで1枚も亀裂が入らない場合を◎、100ショットで3枚以下の亀裂が入る場合を○、100ショットで4枚以上、10枚以下の亀裂が入る場合を△、100ショットで10枚より多く亀裂が入る場合を×とした。
なお、評価は目視により行った。
【0039】
(5.成形品反り)
上述した成形法2により射出成形を行い、得られた光学板を、表面の略凸三角錐形状が上方を向くように定盤の上に置き、当該光学板の4隅の浮き量を隙間ゲージで測定し、その平均値を成形品反り(mm)とした。
反り量が、0.2mm以下の場合は◎、0.5mm以下の場合は○、1.0mm以下の場合は△、1.5mmより大きい場合は×として評価した。
【0040】
(6.色調)
上述した成形法1により射出成形を行い、得られた光学板のYI値を、JIS Z8722に準拠して色差計により測定した。
なお、光の入光面が略凸三角錐形状となるよう光学板を配置して測定した。
YI値が1以下の場合は◎、3以下の場合は○、5以下の場合は△、5より大きい場合は×として評価した。
【0041】
(7.樹脂組成物溶融粘度)
樹脂組成物ペレットを80℃、2時間、熱風乾燥機で乾燥した後、前記乾燥ペレットを240℃、10分間測定装置内で溶融滞留させた後、せん断速度40s-1、8000s-1の条件で溶融粘度を測定した(JIS K7199に準拠)。
なお、測定装置には、東洋精機社製のキャピログラフID PMD−Cを用いた。
【0042】
下記実施例、比較例において用いる(A)スチレン系樹脂、(B)粒子状物質、(B)滑剤について以下に示す。
(A)スチレン系樹脂
GPPS:汎用ポリスチレン
(B)粒子状物質
B−1:屈折率1.49のアクリル架橋粒子
B−2:屈折率1.43のシリコーン架橋粒子
(C)滑剤
C−1:エチレンビスステアリルアミド:Tm=143℃
C−2:ステアリン酸亜鉛:Tm=140℃
C−3:ステアリン酸マグネシウム:Tm=155℃
C−4:リコワックスPED191(酸化ポリエチレンワックス):Tm=123℃
C−5:リコルブH12(酸化ポリエチレンワックス):Tm=105℃
C−6:リコモントNaV101(モンタン酸ナトリウム):Tm=171℃
C−7:リコワックスE(モンタン酸エステルワックス):Tm=82℃
【0043】
〔実施例1〕
ポリスチレン樹脂(重量平均分子量Mw=20万)97.7質量部、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)を0.3質量部、及びエチレンビスステアリルアミド(融点:143℃、花王社製、EBFF)を2.0質量部ヘンシェルミキサーで混合し、二軸押出機(東芝機械社製TEM−58)で、樹脂温度240℃の条件で溶融混練し、ペレタイズした。
前記樹脂組成物ペレットを、射出成形機(住友重機械工業社製 SE230S)で、シリンダー温度250℃、金型温度(移動型/固定型)共に90℃とし、充填時間1秒、保圧時間10秒、冷却時間30秒の条件で射出成形した。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性は優れた性能を示した。また、光学板の色調はYI値が2を示し良好な結果となった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は少なく、また、得られた成形品の反りは0.0mmと著しく優れた結果となった。測定及び評価結果について下記表1に示す。
【0044】
〔実施例2〜20、実施例48〕、〔比較例1〜7〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を、下記表1に示すように調整した。その他の条件は、実施例1と同様の方法により樹脂組成物ペレットを作製した。
その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
測定及び評価結果について、下記表1に示す。
【0045】
〔比較例8〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径0.3μmのアクリル架橋粒子(綜研化学社製、MPシリーズ)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。
その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、高温靭性についても優れた性能を示した。しかしながら、ゲート部については、離型性が悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が12%と、著しく低くなる結果となった。
また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは1.5mmと、大きく反る結果となった。測定及び評価結果について下記表2に示す。
【0046】
〔実施例21〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径1μmのアクリル架橋粒子(積水化成品社製、テクポリマーSSX−101)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。
その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.1mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0047】
〔実施例22〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径12μmのアクリル架橋粒子(積水化成品社製、テクポリマーMBX−12)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。
その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0048】
〔実施例23〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径30μmのアクリル架橋粒子(積水化成品社製、テクポリマーMBX−30)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0049】
〔比較例9〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径40μmのアクリル架橋粒子(積水化成品社製、トスパールMBX−40)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、4点ゲートの中央付近にガス由来の転写不良が発生した。また、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0050】
〔比較例10〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径0.3μmのアクリル架橋粒子(綜研化学社製、MPシリーズ)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、比較例8と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、高温靭性についても優れた性能を示した。しかしながら、ゲート部については、離型性が悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が28%と、著しく低くなる結果となった。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは1.9mmと、大きく反る結果となった。測定及び評価結果について下記表2に示す。
【0051】
〔実施例24〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径1μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーSSX−101)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、実施例21と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.2mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0052】
〔実施例25〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径12μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−12)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、実施例22と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0053】
〔実施例26〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径30μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−30)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、実施例23と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0054】
〔比較例11〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径40μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−40)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、比較例9と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、4点ゲートの中央付近にガス由来の転写不良が発生した。また、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0055】
〔実施例27〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.43、平均粒径0.8μmのシリコーン架橋粒子(信越化学工業社製、X−52−7030)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0056】
〔実施例28〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.43、平均粒径5μmのシリコーン架橋粒子(信越化学工業社製、KMP−600)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0057】
〔実施例29〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.43、平均粒径30μmのシリコーン架橋粒子(信越化学工業社製、KMP−602)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。又、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0058】
〔実施例30〕
エチレンビスステアリルアミドの替わりに、ステアリン酸亜鉛(融点140℃、日本油脂社製、ジングステアレートG)用い、かつポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及び前述のステアリン酸亜鉛の量比を、下記表2に記載の通り変更した。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0059】
〔実施例31〜34〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びステアリン酸亜鉛の量比を、下記表2に記載の通り変更した。その他の条件は、実施例29と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。成形法1で射出成形して得られた光学板の賦形率、離型性、高温靭性の各評価、成形法2で射出成形して得られた光学板の転写不良の評価、反りの測定値、色調の評価結果を下記表2に示す。
【0060】
〔実施例35〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=18万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。又、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.1mmと、著しく優れる結果となった。測定及び評価結果について下記表2に示す。
【0061】
〔実施例36〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=22万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は83%と優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.2mmと、著しく優れる結果となった。測定及び評価結果について下記表2に示す。
【0062】
〔実施例37〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=24万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は78%と良く、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.4mmと、良好な結果となった。測定及び評価結果について下記表2に示す。
【0063】
〔実施例38〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=26万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は73%と良く、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。又、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.7mmと、やや反りが大きくなったが、実用上問題の無い範囲であった。測定及び評価結果について下記表2に示す。
【0064】
〔実施例39〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=30万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は68%で、高温靭性についても良好な性能を示したが、ゲート部の離型性がやや悪くなる傾向にあり、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が55%と、やや低くなったが、実用上問題の無い範囲であった。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは0.9mmと、やや反りが大きくなったが、実用上問題の無い範囲であった。測定及び評価結果について下記表2に示す。
【0065】
〔実施例40〕
ポリスチレン樹脂(重量平均分子量Mw=18万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を、下記表2に示すように変更した。その他の条件は、実施例35と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.1mmと、著しく優れる結果となった。測定及び評価結果について下記表2に示す。
【0066】
〔実施例41〕
ポリスチレン樹脂(重量平均分子量Mw=22万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を下記表2に示すように変更した。その他の条件は、実施例36と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は82%と優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.2mmと、著しく優れる結果となった。測定及び評価結果について下記表2に示す。
【0067】
〔実施例42〕
ポリスチレン樹脂(重量平均分子量Mw=24万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を下記表2に示すように変更した。その他の条件は、実施例37と同様の条件で樹脂組成物ペレットを作製した。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は77%と良く、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。又、光学板の色調はYI値0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.4mmと、良好な結果となった。測定及び評価結果について下記表2に示す。
【0068】
〔実施例43〕
ポリスチレン樹脂(重量平均分子量Mw=26万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を下記表2に示すように変更した。その他の条件は、実施例38と同様の条件で樹脂組成物ペレットを作製した。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は73%と良く、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.8mmと、やや反りが大きくなる結果となった。測定及び評価結果について下記表2に示す。
【0069】
〔実施例44〕
ポリスチレン樹脂(重量平均分子量Mw=30万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を下記表2に示すように変更した。その他の条件は、実施例39と同様の条件で樹脂組成物ペレットを作製した。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は67%で、高温靭性についても良好な性能を示したが、ゲート部の離型性がやや悪くなる傾向にあり、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が52%と、やや低くなったが、実用上問題の無い範囲であった。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは0.9mmと、やや反りが大きくなったが、実用上問題の無い範囲であった。測定及び評価結果について下記表2に示す。
【0070】
〔実施例45〕
エチレンビスステアリルアミドの替わりに、ステアリン酸マグネシウム(融点155℃、日本油脂社製、マグネシウムステアレートG)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0071】
〔実施例46〕
エチレンビスステアリルアミドの替わりに、酸化ポリエチレンワックス(融点123℃、クラリアント社製、リコワックス PED191)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.2mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0072】
〔実施例47〕
エチレンビスステアリルアミドの替わりに、酸化ポリエチレンワックス(融点105℃、クラリアント社製、リコルブH12)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、高温靭性についても優れた性能を示したが、ゲート部の離型性がやや悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が65%と、やや低くなったが、実用上問題の無い範囲であった。また、光学板の色調はYI値0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.4mmと、良好な結果となった。測定及び評価結果について下記表2に示す。
【0073】
〔比較例12〕
エチレンビスステアリルアミドの替わりに、モンタン酸ナトリウム(融点171℃、クラリアント社製、リコモントNaV101)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は84%と優れ、高温靭性についても優れた性能を示したが、ゲート部の離型性が悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が18%と、著しく低くなる結果となった。また、光学板の色調はYI値が7を示し黄変が見られた。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは1,4mmと、大きく反る結果となった。測定及び評価結果について下記表2に示す。
【0074】
〔比較例13〕
エチレンビスステアリルアミドの替わりに、モンタン酸エステルワックス(融点82℃、クラリアント社製、リコワックスE)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は85%と優れ、高温靭性についても優れた性能を示したが、ゲート部の離型性がやや悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が57%と、やや低くなる結果となった。さらに、光学板の色調はYI値が6を示し黄変が見られた。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、4点ゲートを中央付近にガス由来の転写不良部位が確認された。得られた成形品の反りは0.9mmと、やや大きくなる結果となった。測定及び評価結果について下記表2に示す。
【0075】
【表1】

【0076】
【表2】
【産業上の利用可能性】
【0077】
本願発明の樹脂組成物は、直下型点光源用バックライトに使用する略凸三角錐形状を表面に有する光学板、例えば、LED光源液晶テレビ、LED光源看板、及びLED光源照明用光学板用の材料として、産業上の利用可能性を有している。
【技術分野】
【0001】
本発明は、樹脂組成物、前記樹脂組成物を用いた光学板、及び当該光学板の製造方法に関する。
【背景技術】
【0002】
一般的に、液晶ディスプレイ用のバックライトとしては、エッジライト型バックライトと直下型バックライトと呼ばれる2つの方式があるが、大型の表示装置に対しては、安価で高輝度を実現できる観点から、直下型バックライトが多く用いられている。
前記直下型バックライトは、従来一般的に、冷陰極管のような線状光源をベースに設計され、拡散板等の各種光学板や光学フィルムを用いて面発光させる方式が採用されている。
【0003】
ところで、近年、環境問題や光源の寿命、省電力、及び画質向上の観点から、冷陰極管に替わって、LEDへの光源シフトが求められている。
しかしながら、冷陰極管は線光源であるのに対して、LEDは点光源であるため、輝度ムラが大きくなるという問題があり、拡散板等の各種光学板や光学フィルムには点光源を面光源に変換する特性の向上を図ることが、より一層求められている。
【0004】
前記LED光源としては、安価でLED直上光の光線強度の強いランバーシャン分布を有するLEDが一般的に用いられており、LED直上に指向性の強い光源をいかに面光源に変換するかが大きな課題である。
【0005】
上記課題に対して出願人は、拡散板の表面に凸三角錐形状を形成することにより、著しく優れた光拡散性能が発揮されることを見出したが、かかる拡散板を製造するために量産性の高い押出成形法を用いる場合、厚み1〜2mmの板に対して凹三角錐形状の型から、上記凸三角錐形状を転写させることは極めて困難であり、又押出成形法に比べ、樹脂転写性の高い射出成形法を用いる場合においても、上記凹型に対する実用上良好な転写性と成形加工性とを両立させることは困難である。
【0006】
また、近年、液晶ディスプレイは、大型化、薄型化、及び低コスト化への要求が高まっており、これを構成する拡散板等の光学板に対しては、反りの低減化等の高い寸法特性が求められている。
【0007】
従来、多分岐状マクロマーとスチレン系モノマーとを共重合させたポリスチレン系樹脂に、光拡散剤を含有させた樹脂組成物を用いて光学板を射出成形により作製する技術が提案されている(例えば、特許文献1参照)。
また、光拡散板用の材料として、重量平均分子量30万〜45万であるポリスチレン樹脂に、外部潤滑剤としてエチレンビスステアリルアミドを30〜200μg/gを含有させた、ポリスチレン系樹脂組成物が開示されている(例えば、特許文献2参照)。
さらには、高耐熱、低吸水性向上を目的として、メタクリル酸メチル単位、α−メチルスチレン単位、及びスチレン単位からなり、重量平均分子量が8万〜30万である共重合を用いた樹脂組成物が開示されている(例えば、特許文献3参照)。
さらにまた、スチレン系樹脂100重量部にポリエチレンワックス、ポリプロピレンワックス、酸化型ポリエチレンワックス、及び酸化型ポリプロピレンワックスから選ばれるワックスを1種以上、0.1〜10質量部を配合した、押出成形用の樹脂組成物が提案されている(例えば、特許文献4参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第4345035号明細書
【特許文献2】特開2009−215476号公報
【特許文献3】特開2007−153959号公報
【特許文献4】特開2000−248134号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、前記特許文献1〜3に開示されている樹脂組成物では、いずれも滑剤の量が不十分であるため、射出成形法で成形加工を行った場合、金型からの離型不良、さらには得られる光学板の金型再現性が低く、反り特性が十分でないという問題がある。
また、特許文献4に開示されている樹脂組成物では、滑剤を十分な量として、離型不良の解消及び反り特性の向上効果は得られているが、射出成形法で成形加工を行った場合、得られる成形品の色調が悪く、発生ガス由来の転写不良が発生するという問題がある。
上述したように、離型性及び反り特性の向上と、色調の向上及び発生ガス由来の転写不良の防止とは、互いに二律背反の関係にあり、いずれの特性も満足する樹脂組成物は得られていない。
【0010】
そこで本発明においては、射出成形性に優れ、具体的には、金型再現性、離型性、反り等の成形条件依存性が少なく、さらには色調が良好で、発生ガス由来の転写不良の防止が図られ、外観性にも優れたスチレン系樹脂組成物及び成形品を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上述した従来技術の課題を解決するために鋭意検討した結果、特定の滑剤を特定量含むスチレン系樹脂組成物に、特定の大きさの粒子状物質を含有させることで、射出成形性が著しく優れ、具体的には、金型の転写性、金型からの離型性、反り特性が良好で、色調に優れ、かつガス由来の樹脂転写不良の低減化が図られる樹脂組成物及び成形体が得られることを見出し、本発明を完成するに至った。
すなわち、本発明は、以下のとおりである。
【0012】
〔1〕
(A)スチレン系樹脂100質量部と、
(B)平均粒子径が0.5μm以上30μm以下の粒子状物質と、
(C)融点が100℃以上160℃以下の滑剤0.1〜2質量部と、
を、含有する樹脂組成物であって、
当該樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上である樹脂組成物。
〔2〕
前記樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上2.4%以下である前記〔1〕に記載の樹脂組成物。
〔3〕
下記(1)及び(2)の条件を満たす、前記〔1〕又は〔2〕に記載の樹脂組成物。
(1)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下でのせん断粘度が300Pa.s以上850Pa.s以下。
(2)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上20Pa.s以下。
〔4〕
前記(A)スチレン系樹脂のポリスチレン換算の重量平均分子量(Mw)の値が18万〜30万である、前記〔1〕乃至〔3〕のいずれか一に記載の樹脂組成物。
〔5〕
前記(C)滑剤が、エチレンビスステアリルアミド、ステアリン酸亜鉛、ステアリン酸マグネシウムからなる群より選ばれる、いずれか一種以上である前記〔1〕乃至〔4〕のいずれか一に記載の樹脂組成物。
〔6〕
前記樹脂組成物中の前記(A)スチレン系樹脂の質量割合が、90質量%以上である前記〔1〕乃至〔5〕のいずれか一に記載の樹脂組成物。
〔7〕
前記〔1〕乃至〔6〕のいずれか一に記載の樹脂組成物を成形した光学板。
〔8〕
前記〔1〕乃至〔6〕のいずれか一に記載の樹脂組成物を金型に射出充填して成形する光学板の製造方法。
〔9〕
前記金型が、表面に凹型三角錐構造を有する金型である前記〔8〕に記載の光学板の製造方法。
【発明の効果】
【0013】
本発明によれば、射出成形性に優れ、より具体的には、金型再現性、離型性、反り特性、及び色調に優れ、かつガス由来の樹脂転写不良の少ない、樹脂組成物が得られる。
【図面の簡単な説明】
【0014】
【図1】光学板の概略正面図であり、所定の4隅部の位置を示した説明図である。
【図2】(A) 光学板の裏面側から見た概略斜視図であり、樹脂組成物を射出するゲートの相対的な位置関係を示した説明図である。(B) 光学板の表面側すなわち凸三角錐形成面側から見た概略斜視図であり、樹脂組成物を射出するゲートの相対的な位置関係を示した説明図である。
【図3】(A) 光学板の裏面側から見た概略斜視図であり、樹脂組成物を射出する4点ピンゲートの相対的な位置関係を示した説明図である。(B) 光学板の表面側すなわち凸三角錐形成面側から見た概略斜視図であり、樹脂組成物を射出する4点ピンゲート、及びその中央部の相対的な位置関係を示した説明図である。
【発明を実施するための形態】
【0015】
以下、本発明を実施するための形態(以下、「本実施形態」という。)について詳細に説明する。なお、本発明は、以下の実施形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0016】
〔樹脂組成物〕
本実施形態の樹脂組成物は、
(A)スチレン系樹脂100質量部と、
(B)平均粒子径が0.5μm以上30μm以下の粒子状物質と、
(C)融点が100℃以上160℃以下の滑剤0.1〜2質量部と、
を、含有し、
当該樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上である。
【0017】
((A)スチレン系樹脂)
本実施形態の樹脂組成物は、(A)スチレン系樹脂を含む。
スチレン系樹脂とは、スチレン系単量体を単独で重合、又はスチレン系単量体と当該スチレン系単量体に共重合可能なその他の単量体とを共重合させた重合体を言う。
(A)スチレン系樹脂を形成するスチレン系単量体としては、例えば、スチレン、α−メチルスチレン、p−メチルスチレン、p−t−ブチルスチレン等が挙げられる。これらは単独で用いてもよく、二種以上を併用してもよい。特に、スチレンが好ましい。
(A)スチレン系樹脂は、必要に応じてスチレン系単量体に共重合可能なその他の単量体を発明の目的を損なわない範囲で用いてもよい。
スチレン系単量体に共重合可能なその他の単量体としては、例えば、アクリロニトリル、メタクリロニトリル等のシアン化ビニル単量体、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸ブチル等の(メタ)アクリル酸エステル単量体、無水マレイン酸、無水イタコン酸等の無水物基含有単量体、マレイミド、N−メチルマレイミド、N−フェニルマレイミド、N−シクロヘキシルマレイミド等のジカルボン酸イミド基含有単量体、アクリル酸、メタクリル酸、マレイン酸、イタコン酸等のカルボキシル基含有単量体等が挙げられる。
【0018】
前記スチレン系単量体に共重合可能なその他の単量体の、(A)スチレン系樹脂中における含有量は、単量体全体の合計100質量%に対して、好ましくは50質量%以下、より好ましくは25質量%以下、さらに好ましくは10質量%以下である。
【0019】
(A)スチレン系樹脂のゲルパーミエイションクロマトグラフィー(GPC)で測定したポリスチレン換算質量の重量平均分子量Mwは18万〜30万であることが好ましく、より好ましくは18万〜26万であり、さらに好ましくは18万〜24万であり、さらにより好ましくは19万〜21万である。
(A)スチレン系樹脂のMwが上記範囲内であると、本実施形態の樹脂組成物において溶融粘度が高温下することを防止でき、良好な金型転写性、離型性、及び反り特性が得られ、実用上十分な高温靭性が得られる。
また、(A)スチレン系樹脂の数平均分子量Mnとした時のMw/Mnの範囲は1.5〜3.5が好ましい。
前記Mw/Mnが3.5以下であることにより低分子領域に分布が広くなりすぎることを防止でき、本実施形態の樹脂組成物において実用上十分な成形品の衝撃強度が得られる。また、Mw/Mnが1.5以上であることにより、(A)スチレン系樹脂を、工業的に優れた生産性を有する塊状重合法、懸濁重合法、乳化重合法により作製できる。
重量平均分子量Mw、及び数平均分子量Mnは、ゲルパーミエイションクロマトグラフィー(GPC)を用いて求めることができる。
装置:東ソー(株)製HLC−8020
検出器:示差屈折計(RI)
溶媒:テトラヒドロフラン
カラム:東ソー(株)製 商品名 TSK−gel−GMX−Xを4本直列に接続したもの
サンプル濃度:2(mgサンプル)/1(ml溶媒)であり、フィルターでろ過し、不溶分を除去し、測定試料とした。得られた溶出曲線をもとに、ポリスチレン換算により、数平均分子量(Mn)及び重量平均分子量(Mw)を算出した。
【0020】
(A)スチレン系樹脂の重合方法は、塊状重合、溶液重合、懸濁重合、乳化重合等が挙げられるが、特に、塊状重合又は溶液重合が好ましく、さらには、連続塊状重合又は連続溶液重合が生産性と経済性の面で特に好ましい。
具体的には、スチレン系単量体、他の単量体及び必要に応じてエチルベンゼン、トルエン、キシレン等の重合溶媒、ラジカル開始剤として有機過酸化物、連鎖移動剤、安定剤、鉱油等の添加剤を混合、溶解した原料溶液を、攪拌機付き反応機に供給し、重合を行うことにより(A)スチレン系樹脂が作製できる。
重合温度は、ラジカル開始剤として有機過酸化物を用いた場合は、有機過酸化物の分解温度、生産性、反応機の徐熱能力、目的としている共重合体の流動性等を考慮して、公知の技術を用いて設定することができる。
重合反応機から取り出した重合溶液を回収装置に導き、加熱脱揮で溶媒と未反応単量体を除去する。
回収装置はスチレン系樹脂の製造で常用される装置、例えば、フラッシュタンクシステム、多段ベント付き押出機等を用いることができる。
また、重合後のスチレン系樹脂、すなわち上述したように加熱脱揮を行った後のスチレン系樹脂中に含まれる単量体の残存量は、金型汚染性及び耐熱性の観点から0.1質量%以下が好ましく、より好ましくは0.05質量%である。
【0021】
本実施形態の樹脂組成物中における(A)スチレン系樹脂の質量割合は、透明性、耐熱性、及び射出成形時の離型性の観点から、好ましくは90質量%以上であり、より好ましくは93質量%以上であり、さらに好ましくは96質量%以上である。
【0022】
((B)粒子状物質)
本実施形態の樹脂組成物は、平均粒子径が0.5μm以上30μm以下の粒子状物質(以下、単に(B)粒子状物質と記載する場合がある。)を含む。
本実施形態の樹脂組成物の全体積に占める(B)粒子状物質の体積割合は0.02%以上であるものとし、ガス由来の転写不良を抑制する観点から0.05%以上であることが好ましい。また、高温靭性の観点から2.4%以下であることが好ましく、より好ましくは1.0%以下である。
【0023】
(B)粒子状物質としては、例えば、アクリル系樹脂架橋微粒子、スチレン系樹脂架橋微粒子、シリコーン系樹脂架橋微粒子、MS(メチルメタクリレート・スチレン共重合体)系架橋微粒子、フッ素樹脂微粒子等の、従来から光拡散板中に含有される光拡散剤として一般に使用されているものが挙げられる。
これらは単独で使用してもよく、2種以上を併用してもよい。
また、(B)粒子状物質の形状として、真球状、楕円状、不定形状、針状、板状、中空状、柱状、錐状等が挙げられるが、離型性、及びガス由来の転写不良の観点から、真球状又は楕円状のものが好ましく用いられる。
【0024】
(B)粒子状物質の平均粒子径は、ガス由来の転写不良を抑制する観点から、0.5μm以上30μm以下であるものとし、0.8〜15μmが好ましく、0.8μm以上12μm以下がより好ましい。
なお、(B)粒子状物質の平均粒子径は、レーザー回折散乱法によって測定することができる。例えば、下記に示す装置及び条件により測定できる。
装置:コールターLS230(ベックマンコールター社製)
分散媒体:0.1%ノニオン系界面活性剤水溶液
分散条件:超音波分散
具体的には、(B)粒子状物質0.1gと、0.1%ノニオン性界面活性剤溶液10mLとを投入し、ヤマト科学社製タッチミキサーTOUCHMIXER MT−31で2秒間混合する。この後、試験管を市販の超音波洗浄器を用いて10分間分散させる。分散させたものをベックマンコールター社製のLS230型にて超音波を照射しながら測定する。
また、上述した(A)スチレン系樹脂と、光拡散剤としての機能を有する(B)粒子状物質との屈折率差は、本実施形態の樹脂組成物及び当該樹脂組成物を用いた光学板の光均一化性能の観点から、0.05〜0.2であることが好ましく、0.10〜0.16であることがより好ましい。
例えば、ポリスチレン樹脂に対して好ましい光拡散剤としては、アクリル系架橋微粒子やシリコーン系架橋微粒子が挙げられる。
【0025】
((C)滑剤)
本実施形態の樹脂組成物は、融点が100℃以上160℃以下の滑剤(以下、単に(C)滑剤と記載する場合がある。)を含む。
(C)滑剤としては、例えば、パラフィンワックス、マイクロワックス、ポリエチレンワックス、酸化ポリエチレンワックス等の炭化水素系滑剤、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、アラキジン酸、ベヘン酸、リシノール酸、ナフテン酸等の炭素数12以上の高級脂肪酸のナトリウム、マグネシウム、アルミニウム、カルシウム、バリウム、亜鉛等の金属塩である高級脂肪酸金属塩、ステアリルモノアミド、エチレンビスオレイルアミド、エチレンビスステアリルアミド等の炭素数12以上の高級脂肪酸アミドが挙げられる。
特に、本実施形態の樹脂組成物の離型性、ガスによる転写不良、成形品の反り特性の観点から、融点が120℃〜155℃の滑剤が好ましい。このような滑剤としては、例えば、エチレンビスステアリルアミド、高級脂肪酸金属塩、ポリエチレンワックス、酸化ポリエチレンワックス等が挙げられる。
また、融点140℃〜155℃の滑剤がより好ましい。このような滑剤としては、例えば、エチレンビスステアリルアミド、ステアリン酸亜鉛、ステアリン酸マグネシウムが挙げられる。
上記滑剤は、1種類のみを単独で使用しても、2種類以上を併用して用いてもよい。
【0026】
本実施形態の樹脂組成物中における(C)滑剤の含有量は、スチレン系樹脂100質量部に対して、0.1〜2質量部である。金型の転写性、金型からの離型性、成形品の反り抑制の観点から、0.1質量部以上、好ましくは0.2質量部以上であり、色調及びガス由来の樹脂転写不良の観点から2質量部以下、好ましくは1.0質量部以下である。
【0027】
((D)ミネラルオイル)
本実施形態の樹脂組成物は、(D)ミネラルオイルを含んでもよい。
(D)ミネラルオイルとは、石油から精製することにより得られる飽和炭化水素化合物の混合物やペトロラタムから蒸留により得られる液体の炭化水素混合である。例えば、鉱物油、潤滑油、流動パラフィン等とも呼ばれるナフテン、イソパラフィン等が挙げられ、低比重の軽油も含む。
一般的にポリスチレンに配合する滑剤として使用されるものである。
(D)ミネラルオイルの数平均分子量は200〜500の範囲にあることが、金型転写性の観点から好ましく、375〜425の範囲にあることがより好ましい。
(D)ミネラルオイルの含有量は、メタノール可溶分を液体クロマトグラフイーで分析することで求められ、耐熱性と成形加工性の観点から0〜2質量%の範囲で含むことが好ましく、0〜1質量%の範囲で含むことがより好ましい。
(D)ミネラルオイルの含有量を、2質量%以下とすることにより耐熱温度の低下が抑制でき、高温下でバックライトを点灯した際に、光拡散板の反りの発生を防止できる。
【0028】
(添加剤)
本実施形態の樹脂組成物には、各種添加剤を配合してもよい。
このような添加剤としては、例えば、有機や無機の染料や顔料、艶消し剤、熱安定剤、難燃剤、帯電防止剤、消泡剤、整色剤、酸化防止剤、紫外線吸収剤、結晶核剤、増白剤、不純物の捕捉剤、増粘剤、表面調整材等が挙げられる。
【0029】
〔樹脂組成物の製造方法〕
本実施形態の樹脂組成物は、上述した(A)スチレン系樹脂、(B)粒子状物質、(C)滑剤、必要に応じて(D)ミネラルオイル、及び添加剤を混合し、溶融混練することにより製造できる。
例えば、ヘンシェルミキサーで混合し、二軸押出機で溶融混練することにより製造できる。
【0030】
〔樹脂組成物の特性〕
本実施形態の樹脂組成物は、その溶融粘度が、下記(1)及び(2)の条件を満たすことが好ましい。これにより、射出成形した際、良好な金型転写性、離型性、及び反り特性が得られる。
下記(3)及び(4)の条件を満たすことがより好ましく、下記(5)及び(6)の条件を満たすことがさらに好ましく、下記(7)及び(8)の条件を満たすことがさらにより好ましい。
(1)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下での、せん断粘度が300Pa.s以上、950Pa.s以下。
(2)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上、20Pa.s以下。
(3)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下での、せん断粘度が300Pa.s以上、850Pa.s以下。
(4)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上、20Pa.s以下。
(5)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下での、せん断粘度が300Pa.s以上、600Pa.s以下。
(6)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上、20Pa.s以下。
(7)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下での、せん断粘度が300Pa.s以上、400Pa.s以下。
(8)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上、20Pa.s以下。
前記樹脂組成物の溶融粘度は、(A)スチレン系樹脂の重量平均分子量Mw、(C)融点が100〜160℃の滑剤の量、及び(D)ミネラルオイル量を調整することにより制御することができる。
【0031】
〔成形品〕
本実施形態の樹脂組成物は、従来公知の各種成形法により成形することにより、所望の成形品とすることができるが、高い樹脂賦形性能を有する射出成形法により成形することが好適である。
また、本実施形態の樹脂組成物を用いることにより、成形品は、表面の樹脂転写性が著しく高く、離型不良やガス由来による表面形状不良も無く、高温靭性や色調に優れ、かつ板状体としたときには反りが著しく小さく、さらには光拡散性能が高いため、ディスプレイ用の光学板として好適である。
【0032】
(光学板)
本実施形態の樹脂組成物を射出成形法により成形することにより、光学板を製造することができる。
射出成形法は、生産性が高く、成形用スタンパー(金型)の凹型に対して高い表面賦形性を発現する成形法である。
また、樹脂組成物を均一な板状成形品にするためには、ゲート形状はピンゲート、又はフィルムゲートを有する金型を用いことが好ましい。
さらに、ゲート痕の発生を防止し、良好な流動性を得、樹脂ロス率の低減化の観点から、ホットランナー、及びニードルバルブを用いることが好ましい。
【0033】
また、本実施形態の光学板を成形する際に用いる射出成形用金型の表面形状は、得られた光学板のLED光源を面光源に変換する光学性能の観点から、凹型角錐形状、及び凹型円錐形状が好ましく、特に凹型三角錐形状が好ましい。
射出成形用金型の作製方法としては、金型に直接機械加工する方法、機械切削加工、レーザー加工、エッチング加工等により形状を刻んだスタンパーを金型に取り付ける方法等が挙げられるが、樹脂転写性、作業性、及び経済性の観点からスタンパーを用いた方式が好ましい。
【実施例】
【0034】
以下、本発明の実施例及び比較例を挙げて説明するが、本発明は、以下の実施例に限定されるものではない。
【0035】
実施例及び比較例において用いた物性及び特性の測定方法について以下に示す。
(1.光学板の賦形率)
<1−1 形状>
移動型に、底面が一辺346μmの正三角形、かつ3面の斜面角度が60°の凹三角錐形状が、前記移動型の樹脂供給面の全体に前記正三角形の辺と辺とが互いに接するように連続的に形成され、前記三角錐の頂点が凹部の最深部となっているスタンパーを取り付け、固定型として、ゲート径φ1.5mmの1点ピンゲートを有するホットランナー方式の金型を用いて射出成形(以下、成形法1と称する。)を行い、これにより、厚さ1.5mm、100mm角の光学板を得た。
金型温度は、移動型、固定型共に90℃、成形機のシリンダー温度は250℃とした。
樹脂の充填時間は1秒に固定し、保圧10秒、冷却30秒の条件で成形を行った。
得られた光学板の表面形状は、キーエンス製のレーザー顕微鏡GenerationII VK−9700で観察した。
前述光学板の賦形率100%の場合は、表面形状は凸三角錐形状であり、100%未満の場合は略凸三角錐形状と称した。
<1−2 賦形率>
図1は、前記スタンパーを用いて成形した光学板の概略正面図であり、所定の4隅部の位置を示した説明図である。
射出成形に用いた前記スタンパー表面に形成されている凹三角錐形状の高さをH(μm)、前記成形法1により得られた100mm角の光学板の4隅部(図1参照)における転写された略凸三角錐形状の高さの算術平均値をH’(μm)としたとき、光学板の賦形率を下記の通り規定した。
賦形率=H’/H×100(%)
なお、前記4隅部は、射出成形した際の、最も圧力がかからない部分であり、賦形がされにくい部分となる。
前記高さH、及びH’は、それぞれキーエンス製のレーザー顕微鏡GenerationII VK−9700でスタンパー及び光学板の表面を観察し、凹三角錐形状、略凸三角錐形状の断面を解析し、求めた。
【0036】
(2.離型性)
図2(A)は、前記スタンパーを用いて成形した光学板の裏面側から見た概略斜視図であり、図2(B)は、前記スタンパーを用いて成形した光学板の表面側すなわち凸三角錐形成面側から見た概略斜視図であり、樹脂組成物を射出するゲートの相対的な位置関係を示した説明図である。
前記成形法1により得られた光学板の、ゲート裏部(図2(B)参照)の略三角錐形状を任意に10箇所サンプリングし、その平均賦形率が80%以上である場合を◎、70%以上である場合を○、50%以上である場合を△、50%未満である場合を×として評価した。
なお、前記ゲート裏部は、射出成形した際の、最も圧力がかかる部分であり、離型がされにくい部分である。
【0037】
(3.転写性)
移動型に、前記(1.光学板の賦形率)の項目に示した凹三角錐形状が形成されているスタンパーを取り付け、固定型としてゲート径φ1.5mmの4点ピンゲートを有するホットランナー方式の金型を用いて射出成形を行い(以下、成形法2と略す。)、厚さ1.5mm、150mm角の光学板を得た。
図3(A)は、前記スタンパーを用いて成形した光学板の裏面側から見た概略斜視図であり、図3(B)は、前記スタンパーを用いて成形した光学板の表面側すなわち凸三角錐形成面側から見た概略斜視図であり、それぞれ、樹脂組成物を射出する4点ピンゲートの相対的な位置関係を示した説明図である。
金型温度は、移動型、固定型共に90℃、成形機のシリンダー温度は250℃とした。
樹脂の充填時間は1秒に固定し、保圧10秒、冷却30秒の条件で成形を行った。
得られた光学板の表面の、4点ゲートに対応する位置の中央部(図3(B)参照)の略三角錐形状を任意に10箇所サンプリングし、前記<1−2 賦形率>に示す方法により賦形率を測定し、かつそれらの平均値を算出した。
なお、前記4点ゲートに対応する位置の中央部は、射出成形時に樹脂組成物から発生するガスが最も溜まりやすい部分であり、ガス由来の転写不良が最も発生しやすい部分である。
平均賦形率が80%以上である場合を◎、70%以上である場合を○、50%以上である場合を△、50%未満である場合を×として評価した。
【0038】
(4.高温靭性)
上述した成形法1により射出成形を行った場合に、成形品を金型から離型させる際、成形品の周囲に亀裂が発生する割合が、100ショットで1枚も亀裂が入らない場合を◎、100ショットで3枚以下の亀裂が入る場合を○、100ショットで4枚以上、10枚以下の亀裂が入る場合を△、100ショットで10枚より多く亀裂が入る場合を×とした。
なお、評価は目視により行った。
【0039】
(5.成形品反り)
上述した成形法2により射出成形を行い、得られた光学板を、表面の略凸三角錐形状が上方を向くように定盤の上に置き、当該光学板の4隅の浮き量を隙間ゲージで測定し、その平均値を成形品反り(mm)とした。
反り量が、0.2mm以下の場合は◎、0.5mm以下の場合は○、1.0mm以下の場合は△、1.5mmより大きい場合は×として評価した。
【0040】
(6.色調)
上述した成形法1により射出成形を行い、得られた光学板のYI値を、JIS Z8722に準拠して色差計により測定した。
なお、光の入光面が略凸三角錐形状となるよう光学板を配置して測定した。
YI値が1以下の場合は◎、3以下の場合は○、5以下の場合は△、5より大きい場合は×として評価した。
【0041】
(7.樹脂組成物溶融粘度)
樹脂組成物ペレットを80℃、2時間、熱風乾燥機で乾燥した後、前記乾燥ペレットを240℃、10分間測定装置内で溶融滞留させた後、せん断速度40s-1、8000s-1の条件で溶融粘度を測定した(JIS K7199に準拠)。
なお、測定装置には、東洋精機社製のキャピログラフID PMD−Cを用いた。
【0042】
下記実施例、比較例において用いる(A)スチレン系樹脂、(B)粒子状物質、(B)滑剤について以下に示す。
(A)スチレン系樹脂
GPPS:汎用ポリスチレン
(B)粒子状物質
B−1:屈折率1.49のアクリル架橋粒子
B−2:屈折率1.43のシリコーン架橋粒子
(C)滑剤
C−1:エチレンビスステアリルアミド:Tm=143℃
C−2:ステアリン酸亜鉛:Tm=140℃
C−3:ステアリン酸マグネシウム:Tm=155℃
C−4:リコワックスPED191(酸化ポリエチレンワックス):Tm=123℃
C−5:リコルブH12(酸化ポリエチレンワックス):Tm=105℃
C−6:リコモントNaV101(モンタン酸ナトリウム):Tm=171℃
C−7:リコワックスE(モンタン酸エステルワックス):Tm=82℃
【0043】
〔実施例1〕
ポリスチレン樹脂(重量平均分子量Mw=20万)97.7質量部、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)を0.3質量部、及びエチレンビスステアリルアミド(融点:143℃、花王社製、EBFF)を2.0質量部ヘンシェルミキサーで混合し、二軸押出機(東芝機械社製TEM−58)で、樹脂温度240℃の条件で溶融混練し、ペレタイズした。
前記樹脂組成物ペレットを、射出成形機(住友重機械工業社製 SE230S)で、シリンダー温度250℃、金型温度(移動型/固定型)共に90℃とし、充填時間1秒、保圧時間10秒、冷却時間30秒の条件で射出成形した。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性は優れた性能を示した。また、光学板の色調はYI値が2を示し良好な結果となった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は少なく、また、得られた成形品の反りは0.0mmと著しく優れた結果となった。測定及び評価結果について下記表1に示す。
【0044】
〔実施例2〜20、実施例48〕、〔比較例1〜7〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を、下記表1に示すように調整した。その他の条件は、実施例1と同様の方法により樹脂組成物ペレットを作製した。
その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
測定及び評価結果について、下記表1に示す。
【0045】
〔比較例8〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径0.3μmのアクリル架橋粒子(綜研化学社製、MPシリーズ)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。
その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、高温靭性についても優れた性能を示した。しかしながら、ゲート部については、離型性が悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が12%と、著しく低くなる結果となった。
また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは1.5mmと、大きく反る結果となった。測定及び評価結果について下記表2に示す。
【0046】
〔実施例21〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径1μmのアクリル架橋粒子(積水化成品社製、テクポリマーSSX−101)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。
その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.1mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0047】
〔実施例22〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径12μmのアクリル架橋粒子(積水化成品社製、テクポリマーMBX−12)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。
その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0048】
〔実施例23〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径30μmのアクリル架橋粒子(積水化成品社製、テクポリマーMBX−30)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0049】
〔比較例9〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.49、平均粒径40μmのアクリル架橋粒子(積水化成品社製、トスパールMBX−40)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、4点ゲートの中央付近にガス由来の転写不良が発生した。また、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0050】
〔比較例10〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径0.3μmのアクリル架橋粒子(綜研化学社製、MPシリーズ)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、比較例8と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、高温靭性についても優れた性能を示した。しかしながら、ゲート部については、離型性が悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が28%と、著しく低くなる結果となった。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは1.9mmと、大きく反る結果となった。測定及び評価結果について下記表2に示す。
【0051】
〔実施例24〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径1μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーSSX−101)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、実施例21と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.2mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0052】
〔実施例25〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径12μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−12)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、実施例22と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0053】
〔実施例26〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径30μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−30)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、実施例23と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0054】
〔比較例11〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径40μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−40)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を変更した。その他の条件は、比較例9と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、4点ゲートの中央付近にガス由来の転写不良が発生した。また、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0055】
〔実施例27〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.43、平均粒径0.8μmのシリコーン架橋粒子(信越化学工業社製、X−52−7030)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0056】
〔実施例28〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.43、平均粒径5μmのシリコーン架橋粒子(信越化学工業社製、KMP−600)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0057】
〔実施例29〕
屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)の替わりに、屈折率1.43、平均粒径30μmのシリコーン架橋粒子(信越化学工業社製、KMP−602)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。又、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0058】
〔実施例30〕
エチレンビスステアリルアミドの替わりに、ステアリン酸亜鉛(融点140℃、日本油脂社製、ジングステアレートG)用い、かつポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及び前述のステアリン酸亜鉛の量比を、下記表2に記載の通り変更した。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は87%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0059】
〔実施例31〜34〕
ポリスチレン樹脂(重量平均分子量Mw=20万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びステアリン酸亜鉛の量比を、下記表2に記載の通り変更した。その他の条件は、実施例29と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。成形法1で射出成形して得られた光学板の賦形率、離型性、高温靭性の各評価、成形法2で射出成形して得られた光学板の転写不良の評価、反りの測定値、色調の評価結果を下記表2に示す。
【0060】
〔実施例35〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=18万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。又、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.1mmと、著しく優れる結果となった。測定及び評価結果について下記表2に示す。
【0061】
〔実施例36〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=22万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は83%と優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.2mmと、著しく優れる結果となった。測定及び評価結果について下記表2に示す。
【0062】
〔実施例37〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=24万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は78%と良く、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.4mmと、良好な結果となった。測定及び評価結果について下記表2に示す。
【0063】
〔実施例38〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=26万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は73%と良く、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。又、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.7mmと、やや反りが大きくなったが、実用上問題の無い範囲であった。測定及び評価結果について下記表2に示す。
【0064】
〔実施例39〕
ポリスチレン樹脂(重量平均分子量Mw=20万)の替わりに、ポリスチレン樹脂(重量平均分子量Mw=30万)を用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は68%で、高温靭性についても良好な性能を示したが、ゲート部の離型性がやや悪くなる傾向にあり、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が55%と、やや低くなったが、実用上問題の無い範囲であった。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは0.9mmと、やや反りが大きくなったが、実用上問題の無い範囲であった。測定及び評価結果について下記表2に示す。
【0065】
〔実施例40〕
ポリスチレン樹脂(重量平均分子量Mw=18万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を、下記表2に示すように変更した。その他の条件は、実施例35と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.1mmと、著しく優れる結果となった。測定及び評価結果について下記表2に示す。
【0066】
〔実施例41〕
ポリスチレン樹脂(重量平均分子量Mw=22万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を下記表2に示すように変更した。その他の条件は、実施例36と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は82%と優れ、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.2mmと、著しく優れる結果となった。測定及び評価結果について下記表2に示す。
【0067】
〔実施例42〕
ポリスチレン樹脂(重量平均分子量Mw=24万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を下記表2に示すように変更した。その他の条件は、実施例37と同様の条件で樹脂組成物ペレットを作製した。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は77%と良く、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。又、光学板の色調はYI値0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.4mmと、良好な結果となった。測定及び評価結果について下記表2に示す。
【0068】
〔実施例43〕
ポリスチレン樹脂(重量平均分子量Mw=26万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を下記表2に示すように変更した。その他の条件は、実施例38と同様の条件で樹脂組成物ペレットを作製した。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は73%と良く、ゲート部の離型性は良好で、高温靭性についても良好な性能を示した。また、光学板の色調はYI値0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.8mmと、やや反りが大きくなる結果となった。測定及び評価結果について下記表2に示す。
【0069】
〔実施例44〕
ポリスチレン樹脂(重量平均分子量Mw=30万)、屈折率1.49、平均粒径5μmのアクリル架橋粒子(積水化成品工業(株)製、テクポリマーMBX−5)、及びエチレンビスステアリルアミド(花王社製、EBFF)の量比を下記表2に示すように変更した。その他の条件は、実施例39と同様の条件で樹脂組成物ペレットを作製した。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は67%で、高温靭性についても良好な性能を示したが、ゲート部の離型性がやや悪くなる傾向にあり、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が52%と、やや低くなったが、実用上問題の無い範囲であった。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは0.9mmと、やや反りが大きくなったが、実用上問題の無い範囲であった。測定及び評価結果について下記表2に示す。
【0070】
〔実施例45〕
エチレンビスステアリルアミドの替わりに、ステアリン酸マグネシウム(融点155℃、日本油脂社製、マグネシウムステアレートG)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値が0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無く、得られた成形品の反りは0.0mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0071】
〔実施例46〕
エチレンビスステアリルアミドの替わりに、酸化ポリエチレンワックス(融点123℃、クラリアント社製、リコワックス PED191)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、ゲート部の離型性は良好で、高温靭性についても優れた性能を示した。また、光学板の色調はYI値0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.2mmと、著しく優れた結果となった。測定及び評価結果について下記表2に示す。
【0072】
〔実施例47〕
エチレンビスステアリルアミドの替わりに、酸化ポリエチレンワックス(融点105℃、クラリアント社製、リコルブH12)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は88%と著しく優れ、高温靭性についても優れた性能を示したが、ゲート部の離型性がやや悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が65%と、やや低くなったが、実用上問題の無い範囲であった。また、光学板の色調はYI値0を示し黄変は見られなかった。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は殆ど無く、得られた成形品の反りは0.4mmと、良好な結果となった。測定及び評価結果について下記表2に示す。
【0073】
〔比較例12〕
エチレンビスステアリルアミドの替わりに、モンタン酸ナトリウム(融点171℃、クラリアント社製、リコモントNaV101)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は84%と優れ、高温靭性についても優れた性能を示したが、ゲート部の離型性が悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が18%と、著しく低くなる結果となった。また、光学板の色調はYI値が7を示し黄変が見られた。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、成形時に発生するガス由来の転写不良は無かったが、得られた成形品の反りは1,4mmと、大きく反る結果となった。測定及び評価結果について下記表2に示す。
【0074】
〔比較例13〕
エチレンビスステアリルアミドの替わりに、モンタン酸エステルワックス(融点82℃、クラリアント社製、リコワックスE)用いた。その他の条件は、実施例5と同様の条件で樹脂組成物ペレットを作製した。その後、得られたペレットを用いて、実施例1に記載の成形条件で射出成形を行った。
最初に上述した成形法1で射出成形を行ったところ、得られた光学板の賦形率は85%と優れ、高温靭性についても優れた性能を示したが、ゲート部の離型性がやや悪く、成形品表面の樹脂がスタンパー側に一部残り、その結果、ゲート部の成形品賦形率が57%と、やや低くなる結果となった。さらに、光学板の色調はYI値が6を示し黄変が見られた。
引き続き固定側の金型を取り替え、上述した成形法2で射出成形を行ったところ、4点ゲートを中央付近にガス由来の転写不良部位が確認された。得られた成形品の反りは0.9mmと、やや大きくなる結果となった。測定及び評価結果について下記表2に示す。
【0075】
【表1】
【0076】
【表2】
【産業上の利用可能性】
【0077】
本願発明の樹脂組成物は、直下型点光源用バックライトに使用する略凸三角錐形状を表面に有する光学板、例えば、LED光源液晶テレビ、LED光源看板、及びLED光源照明用光学板用の材料として、産業上の利用可能性を有している。
【特許請求の範囲】
【請求項1】
(A)スチレン系樹脂100質量部と、
(B)平均粒子径が0.5μm以上30μm以下の粒子状物質と、
(C)融点が100℃以上160℃以下の滑剤0.1〜2質量部と、
を、含有する樹脂組成物であって、
当該樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上である樹脂組成物。
【請求項2】
前記樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上2.4%以下である請求項1に記載の樹脂組成物。
【請求項3】
下記(1)及び(2)の条件を満たす、請求項1又は2に記載の樹脂組成物。
(1)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下でのせん断粘度が300Pa.s以上850Pa.s以下。
(2)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上20Pa.s以下。
【請求項4】
前記(A)スチレン系樹脂のポリスチレン換算の重量平均分子量(Mw)の値が18万〜30万である、請求項1乃至3のいずれか一項に記載の樹脂組成物。
【請求項5】
前記(C)滑剤が、
エチレンビスステアリルアミド、ステアリン酸亜鉛、ステアリン酸マグネシウムからなる群より選ばれる、いずれか一種以上である請求項1乃至4のいずれか一項に記載の樹脂組成物。
【請求項6】
前記樹脂組成物中の前記(A)スチレン系樹脂の質量割合が90質量%以上である請求項1乃至5のいずれか一項に記載の樹脂組成物。
【請求項7】
請求項1乃至6のいずれか一項に記載の樹脂組成物を成形した光学板。
【請求項8】
請求項1乃至6のいずれか一項に記載の樹脂組成物を金型に射出充填して成形する光学板の製造方法。
【請求項9】
前記金型が、表面に凹型三角錐構造を有する金型である請求項8に記載の光学板の製造方法。
【請求項1】
(A)スチレン系樹脂100質量部と、
(B)平均粒子径が0.5μm以上30μm以下の粒子状物質と、
(C)融点が100℃以上160℃以下の滑剤0.1〜2質量部と、
を、含有する樹脂組成物であって、
当該樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上である樹脂組成物。
【請求項2】
前記樹脂組成物の体積に占める前記(B)粒子状物質の体積の割合が0.02%以上2.4%以下である請求項1に記載の樹脂組成物。
【請求項3】
下記(1)及び(2)の条件を満たす、請求項1又は2に記載の樹脂組成物。
(1)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が40s-1条件下でのせん断粘度が300Pa.s以上850Pa.s以下。
(2)ツインキャピロメーターで測定した、樹脂温度が240℃、せん断速度が8000s-1条件下での、せん断粘度が10Pa.s以上20Pa.s以下。
【請求項4】
前記(A)スチレン系樹脂のポリスチレン換算の重量平均分子量(Mw)の値が18万〜30万である、請求項1乃至3のいずれか一項に記載の樹脂組成物。
【請求項5】
前記(C)滑剤が、
エチレンビスステアリルアミド、ステアリン酸亜鉛、ステアリン酸マグネシウムからなる群より選ばれる、いずれか一種以上である請求項1乃至4のいずれか一項に記載の樹脂組成物。
【請求項6】
前記樹脂組成物中の前記(A)スチレン系樹脂の質量割合が90質量%以上である請求項1乃至5のいずれか一項に記載の樹脂組成物。
【請求項7】
請求項1乃至6のいずれか一項に記載の樹脂組成物を成形した光学板。
【請求項8】
請求項1乃至6のいずれか一項に記載の樹脂組成物を金型に射出充填して成形する光学板の製造方法。
【請求項9】
前記金型が、表面に凹型三角錐構造を有する金型である請求項8に記載の光学板の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−1848(P2013−1848A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−135636(P2011−135636)
【出願日】平成23年6月17日(2011.6.17)
【出願人】(309002329)旭化成イーマテリアルズ株式会社 (771)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月17日(2011.6.17)
【出願人】(309002329)旭化成イーマテリアルズ株式会社 (771)
【Fターム(参考)】
[ Back to top ]