
樹脂組成物、樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板
【課題】高い熱伝導性及び優れた流動性を両立する樹脂組成物、高い熱伝導性及び絶縁性を有する樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板を提供する。
【解決手段】本発明の樹脂組成物は、熱硬化性樹脂、熱伝導性フィラー及びナノ粒子を含む。前記熱伝導性フィラーは、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmであり、樹脂組成物の全固形分に対して60〜90体積%含有する。前記ナノ粒子は、重量累積粒度分布から求めた平均粒子径が1nm〜100nmであり、樹脂組成物の全固形分に対して0.01〜1体積%含有する。本発明の樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板は、前記樹脂組成物を用いて作製される。
【解決手段】本発明の樹脂組成物は、熱硬化性樹脂、熱伝導性フィラー及びナノ粒子を含む。前記熱伝導性フィラーは、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmであり、樹脂組成物の全固形分に対して60〜90体積%含有する。前記ナノ粒子は、重量累積粒度分布から求めた平均粒子径が1nm〜100nmであり、樹脂組成物の全固形分に対して0.01〜1体積%含有する。本発明の樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板は、前記樹脂組成物を用いて作製される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂組成物、樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板に関する。
【背景技術】
【0002】
モーターや発電機から、プリント配線基板やICチップに至るまでの殆どの電気機器は、電気を通すための導体と、絶縁材料とを含んで構成される。近年、これら電気機器は急速に小型化されつつあり、絶縁材料の性能を改善する要求が高まっている。特に、小型化に伴い高密度化した導体から発生する発熱量は著しく増大しており、絶縁材料においていかに熱を放散させるかが重要な課題となっている。
【0003】
これまで各種の電気機器に配設される絶縁材料としては、絶縁性能の高さや成型の容易さから、有機樹脂を含む樹脂組成物が広く用いられている。しかし、一般的に樹脂組成物は熱伝導率が低く、電気機器における熱の放散を妨げる一要因となっている。したがって、高い熱伝導率を有する樹脂組成物が求められている。
【0004】
樹脂組成物の高熱伝導率化を達成する方法として、高熱伝導性セラミックからなるフィラーを樹脂組成物に充填してコンポジットとする方法がある。高熱伝導性セラミックとしては、シリカ、アルミナ、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化ケイ素、及び炭化ケイ素等の例が知られている。電気絶縁性と高熱伝導性とを共に有するフィラーを樹脂組成物に充填することにより、絶縁性と高熱伝導性との両立を図るものである。
【0005】
ここで、電気機器に配設される絶縁材料の一態様として、寸法安定性や機械的強度などを向上させる目的で、織布や不織布などの繊維基材を用い、この繊維基材に樹脂組成物を含浸させてプリプレグを作製することがある。樹脂組成物の繊維基材への含浸法としては、繊維基材を樹脂組成物にくぐらせて引き上げる縦型塗工法と、支持フィルム上に樹脂組成物を塗工してから繊維基材を押し付けて含浸させる横型塗工法がある。上記のようなフィラーを含む樹脂組成物を用いる場合には、フィラーの沈降を考慮して、繊維基材内で組成のばらつきが生じにくい横型塗工法を適用することが多い。
【0006】
また、樹脂組成物の高熱伝導率化を達成するその他の方法として、メソゲン骨格を有するモノマーを秩序的に配列させることで、樹脂そのものの高熱伝導化を図る手法が検討されている。メソゲン骨格とは、ビフェニル骨格などに代表される液晶性を発現するような剛直な部位をいう。例えば、メソゲン骨格を有するエポキシ樹脂は、分子間でスタッキングを起こして秩序的に分子が配列する。これを硬化剤により硬化したものを絶縁材料として用いることができる。特許文献1には、このようなメソゲン骨格を有するモノマーの一例として、液晶性を示すエポキシ化合物が掲載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−206814号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のフィラーを充填する樹脂組成物において、近年に要求されている高い熱伝導率を実現するには、フィラーの充填量を多くする必要がある。フィラーを高充填した樹脂組成物では、フィラー表面と樹脂の相互作用により粘度が著しく上昇し、これにより、空気を巻き込んで気泡を内包しやすくなっている。また、フィラーを高充填した樹脂組成物では、フィラーどうしが嵌合する頻度が高くなるために、流動性が著しく低下する。その結果、フィラーを高充填した樹脂組成物においては、被着材の表面構造の埋め込み不良による空孔や塗工時に発生した気泡は消滅しにくく、この樹脂組成物から作製された絶縁材料では、これらの空孔・気泡に由来して絶縁破壊が起こりやすい傾向にある。
【0009】
また、樹脂組成物を繊維基材に含浸させてプリプレグを作製する際、樹脂組成物中のフィラー量が多いとフィラーが繊維と嵌合して詰まるなどして、樹脂が繊維基材の表面から十分に染み出ない、或いは繊維の隙間を埋めきれず空孔が残ることがある。繊維基材の表面からの樹脂の染み出しが不十分な場合には、プリプレグの被着材への接着力が不足して界面剥離を引き起こし、また、被着材界面・繊維基材内の空孔は絶縁性の低下を引き起こす。
【0010】
ここで、一般にフィラーを充填する樹脂組成物の流動性を改善するには、(1)樹脂の粘度を下げる、(2)フィラーの表面処理、又は分散剤の添加によりフィラー表面に束縛される樹脂量を低減する、といった方法がある。
【0011】
しかし単純に樹脂の粘度を下げただけでは、繊維基材表面からの樹脂そのものの染み出し性は改善するが、フィラーと繊維との嵌合は改善していない。そのため、フィラーを繊維上に残して樹脂だけが繊維基材の表面から染み出してしまい、さらに圧力が大きすぎると樹脂だけが染み出して空孔などの欠陥を形成してしまうという課題がある。また、樹脂組成物の粘度が下がりすぎて、樹脂組成物の塗工膜の厚み方向でフィラーの沈降が起こり、塗工膜の厚み方向でフィラーの濃淡の分布が生じてしまうという課題があった。
【0012】
一方、フィラーの表面処理や分散剤の添加のみにより樹脂組成物の流動性を向上させた場合、繊維基材の表面から十分に樹脂が染み出すよう、表面処理のフィラー被覆率や分散剤の添加量を多くしすぎると、フィラーと樹脂の化学的な結合が阻害され、コンポジットの熱伝導率が低下してしまうという課題がある。
【0013】
また、メソゲン骨格を有するモノマーを秩序的に配列させて樹脂組成物の高熱伝導率化を図る場合、メソゲン骨格を有するモノマーは一般に結晶化しやすく常温で固体であるため汎用の樹脂と比べて取り扱いが困難である。更にフィラーを高充填すると、上記の困難性が加わるためにいっそう成形が困難になる。
【0014】
このような状況のもと、本発明は、高い熱伝導性及び優れた流動性を両立した樹脂組成物を提供することを課題とする。また、高い熱伝導性及び絶縁性を有する樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板を提供することを課題とする。
【課題を解決するための手段】
【0015】
本発明者らは、上記課題を解決するため鋭意検討した結果、本発明に至った。すなわち、本発明は、以下の通りである。
【0016】
<1> 熱硬化性樹脂と、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmの熱伝導性フィラーを、全固形分に対して60〜90体積%と、重量累積粒度分布から求めた平均粒子径が1nm〜100nmのナノ粒子を、全固形分に対して0.01〜1体積%と、を含む樹脂組成物。
【0017】
<2> 前記熱硬化性樹脂が、メソゲン骨格を有するエポキシモノマー及び該エポキシモノマーの重合体の少なくとも一方を含む前記<1>に記載の樹脂組成物。
【0018】
<3> 前記エポキシモノマーが、ビフェニル骨格乃至分子内に3個以上の6員環構造を有する前記<2>に記載の樹脂組成物。
【0019】
<4> 前記熱伝導性フィラーは、アルミナ、窒化アルミニウム、窒化ホウ素、窒化珪素、及び酸化マグネシウムから選択される少なくとも1種を含むフィラーである前記<1>〜<3>のいずれか1項に記載の樹脂組成物。
【0020】
<5> 前記ナノ粒子がシリカ粒子である前記<1>〜<4>のいずれか1項に記載の樹脂組成物。
【0021】
<6> 前記<1>〜<5>のいずれか1項に記載の樹脂組成物をシート状に成形した樹脂シート。
【0022】
<7> 両表面の平坦化度が75%以上である前記<6>に記載の樹脂シート。
【0023】
<8> 熱間加圧により、両表面の平坦化度を75%以上とした前記<6>に記載の樹脂シート。
【0024】
<9> 繊維基材と、前記繊維基材に含浸された前記<1>〜<5>のいずれか1項に記載の樹脂組成物と、を有するプリプレグ。
【0025】
<10> 両表面の平坦化度が75%以上である前記<9>に記載のプリプレグ。
【0026】
<11> 熱間加圧により、両表面の平坦化度を75%以上とした前記<9>に記載のプリプレグ。
【0027】
<12>被着材と、前記<1>〜<5>のいずれか1項に記載の樹脂組成物から構成される樹脂層、前記<6>〜<8>のいずれか1項に記載の樹脂シート、及び前記<9>〜<11>のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化層と、を有する積層板。
【0028】
<13>金属箔と、金属板と、前記金属箔と前記金属板との間に挟持される、前記<1>〜<5>のいずれか1項に記載の樹脂組成物から構成される樹脂層、前記<6>〜<8>のいずれか1項に記載の樹脂シート、及び前記<9>〜<11>のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化層と、を有する金属基板。
【0029】
<14>配線層と、金属基板と、前記配線層と前記金属基板との間に、前記<1>〜<5>のいずれか1項に記載の樹脂組成物から構成される樹脂層、前記<6>〜<8>のいずれか1項に記載の樹脂シート、及び前記<9>〜<11>のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化物と、を有するプリント配線板。
【発明の効果】
【0030】
本発明によれば、高い熱伝導性及び優れた流動性を両立した樹脂組成物を提供することができる。また、このような樹脂組成物を用いることで、高い熱伝導性及び絶縁性を有する樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板を提供することができる。
【図面の簡単な説明】
【0031】
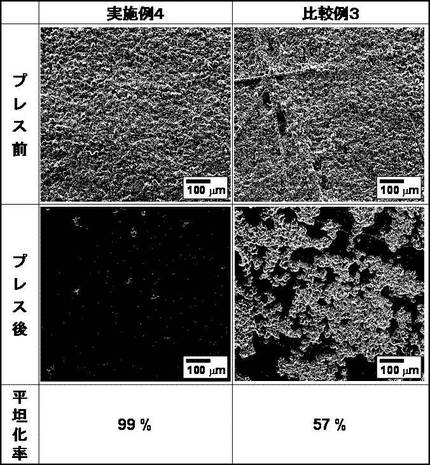
【図1】実施例4及び比較例3の樹脂組成物から作製した塗工直後のプリプレグ、及び真空プレス後のプリプレグの表面を撮影したSEM像である。
【発明を実施するための形態】
【0032】
本発明において「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の作用が達成されれば、本用語に含まれる。
また本明細書において「〜」を用いて示された数値範囲は、「〜」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。
【0033】
<樹脂組成物>
本発明の樹脂組成物は、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmの熱伝導性フィラー(以下、熱伝導性フィラーを単に「フィラー」と略称する場合がある)と、重量累積粒度分布から求めた平均粒子径が1nm〜100nmのナノ粒子と、熱硬化性樹脂と、を含む。本発明の樹脂組成物中、前記熱伝導性フィラーは、全固形分に対して60〜90体積%で含有され、前記ナノ粒子は、全固形分に対して0.01〜1体積%で含有される。本発明の樹脂組成物は、更に必要に応じて、その他の成分を含んでもよい。
【0034】
ここで、本発明において重量累積粒度分布が50%となる粒子径(D50)を熱伝導性フィラーの『平均粒子径』と定義する。重量累積粒度分布は、レーザー回折法を用いて測定される。レーザー回折法を用いた粒度分布測定は、レーザー回折散乱粒度分布測定装置(例えば、ベックマン・コールター社製、LS13)を用いて行なうことができる。測定用のフィラー溶液の調製は、有機溶剤のスラリーの場合は同じ有機溶剤で装置の感度上適切な光量となるよう希釈し、粉体の場合は粉末を0.1質量%のメタりん酸ナトリウム水溶液に投入し、超音波分散させ、装置の感度上適切な光量となる濃度で測定する。
【0035】
樹脂組成物に平均粒子径が1nm〜100nmのナノ粒子を特定量含有させることにより、樹脂組成物に含まれるフィラーどうしの潤滑効果はもとより、樹脂組成物を繊維基材に含浸させたプリプレグにおいてはフィラーと繊維基材との間の潤滑効果を得ることができる。このような樹脂組成物を用いて形成した樹脂シート及び樹脂付き金属箔では作製時に形成された気泡や被着材界面との空孔を貼付時に良好に埋めることができるため、絶縁破壊性が向上する。また、この樹脂組成物を繊維基材に含浸させて形成したプリプレグでは、繊維基材の隙間においてフィラーどうしが嵌合せずに良好に滑ることができ、樹脂組成物が良好に繊維基材から染み出し、基材内部や被着材界面との空孔を貼付時に良好に埋めることができるため、絶縁破壊性が向上する。更に、良好な流動性により、塗工後に熱間加圧すると、繊維基材の表面に樹脂を染み出させることができ、接着性も良好となる。
【0036】
本発明の樹脂組成物は熱伝導性及び流動性に優れることから、この樹脂組成物を硬化した絶縁層を備える積層板、金属基板、及びプリント配線板は、高い熱伝導性及び絶縁性が発揮される。
【0037】
また、ナノ粒子を特定量含有させた本発明の樹脂組成物では、メソゲン骨格を有するモノマーに由来する樹脂を用いても、十分な流動性を得ることが可能である。
以下では、樹脂組成物に用いる材料及び樹脂組成物の物性について説明する。
【0038】
(熱伝導性フィラー)
本発明の樹脂組成物は、平均粒子径が0.2μm〜100μmの熱伝導性フィラーを含む。また、本発明の樹脂組成物において、前記熱伝導性フィラーは、全固形分に対して60〜90体積%で含有される。
【0039】
前記熱伝導性フィラーの材質としては、樹脂よりも高い熱伝導性を有すれば特に制限はなく、絶縁性を要求される用途では絶縁性の材質であれば、通常熱伝導性向上のためにフィラーとして用いられるものを適用することができる。
【0040】
前記熱伝導性フィラーは、樹脂組成物中、全固形分に対して60〜90体積%で含有される。樹脂組成物中に熱伝導性フィラーが60体積%以上充填されると、熱伝導率に優れる。また、接着性等の機能を発現させるために、樹脂組成物中の熱伝導性フィラーの含有率は、90体積%以下とする。好ましくは、樹脂組成物中の熱伝導性フィラーの含有率は、全固形分に対して65〜85体積%であり、より好ましくは70〜80体積%である。
【0041】
なお、本明細書における熱伝導性フィラーの含有量(体積%)は、次式により求めた値とする。
【0042】
熱伝導性フィラーの含有量(体積%)=(Aw/Ad)/((Aw/Ad)+(Bw/Bd)+(Cw/Cd)+(Dw/Dd)+・・・)×100
【0043】
Aw:熱伝導性フィラーの質量組成比(質量%)
Bw:熱硬化性樹脂の質量組成比(質量%)
Cw:ナノ粒子の質量組成比(質量%)
Dw:その他の任意成分(有機溶剤を除く)の質量組成比(質量%)
Ad:熱伝導性フィラーの比重
Bd:熱硬化性樹脂の比重
Cd:ナノ粒子の比重
Dd:その他の任意成分(有機溶剤を除く)の比重
【0044】
前記熱伝導性フィラーとして具体的には例えば、アルミナ、窒化アルミニウム、窒化ホウ素、窒化珪素、酸化マグネシウムなどを挙げることができる。熱伝導性及び耐湿性のバランスの観点からは、アルミナが好ましい。アルミナの結晶型は特に限定されず、α型、γ型、δ型、θ型のいずれであってもよく、熱伝導率が高く、融点が高く、機械的強度が高く、且つ電気絶縁性に優れる点から、α−アルミナが好ましい。
【0045】
また、熱伝導率の観点では、窒化アルミニウム、窒化ホウ素、窒化珪素などの窒化物フィラーが優れる。よって、所望の熱伝導率によって窒化物フィラーを単独で使用し、又は窒化物フィラーとアルミナとを併用することができる。
【0046】
前記熱伝導性フィラーは、単一の粒度分布を有するフィラー群であってもよいが、フィラーの充填性の観点からは、単一の粒度分布を有するフィラー群で70体積%以上充填することは困難である。そこで、異なる粒度分布を持つ2種類以上のフィラー群を組み合わせて充填することが好ましく、異なる粒度分布を持つ3種類以上のフィラー群を組み合わせると更に好ましい。
【0047】
混合の割合については、例えば異なる粒度分布を持つ3種類のフィラー群を適用する場合を例に挙げると、平均粒子径が2μm以上100μm以下のフィラー群(A)、平均粒子径がフィラー群(A)の1/2以下であり1μm以上10μm以下のフィラー群(B)、及び、平均粒子径がフィラー群(B)の1/2以下であり0.2μm以上5μm以下のフィラー群(C)の混合物であり、熱伝導性フィラーの全体積に対するフィラー群(A)、(B)及び(C)の割合が、それぞれ、50体積%以上90体積%以下、5体積%以上40体積%以下、及び1体積%以上30体積%以下(ただし、フィラー群(A)、(B)及び(C)の総体積%は、100体積%である)の割合で充填すると好適である。
【0048】
前記フィラー群(A)の平均粒子径は、シート又は樹脂付き金属箔の場合は目標とする膜厚、プリプレグの場合には目標膜厚と繊維基材の目の細かさによって制限される。他の制限が特にない場合には、熱導電率の観点からは前記フィラー群(A)の平均粒子径は大きいほど好ましいが、熱抵抗の観点から絶縁性が許容する範囲でなるべく薄い膜厚とするのが好ましい。よって、前記フィラー群(A)の平均粒子径は2μm以上100μm以下であることが好ましく、充填性および熱抵抗・熱伝導性の観点から、5μm以上75μm以下であることがより好ましく、5μm以上45μm以下であることが更に好ましく、10μm以上30μm以下であることが更に好ましい。
【0049】
上述のように、異なる粒度分布を持つフィラー群を組み合わせて充填する場合には、全てのフィラー群において、平均粒子径が0.2μm〜100μmであることが好ましい。しかしながら、平均粒子径が0.2μm〜100μmの範囲から外れる熱伝導性フィラーを併用してもよい。平均粒子径が0.2μm〜100μmの範囲から外れる熱伝導性フィラーを併用した場合であっても、平均粒子径が0.2μm〜100μmの熱伝導性フィラーは、樹脂組成物の全固形分に対して60〜90体積%で含有される。
【0050】
また、樹脂組成物にはシランカップリング剤を含むことが好ましい。シランカップリング剤を含む効果としては、無機フィラーの表面とその周りを取り囲む有機樹脂の間で共有結合を形成する役割(バインダ剤に相当)を果たし、熱を効率よく伝達する働きや、更には水分の浸入を妨げることにより、絶縁信頼性の向上にも寄与する。シランカップリング剤の種類として、市販のものを通常使用できるが、エポキシ樹脂やフェノール樹脂との相溶性および樹脂層と無機フィラー層との界面での熱伝導欠損を低減することを考慮すると、末端にエポキシ基、アミノ基、メルカプト基、ウレイド基、水酸基を有するシランカップリング剤を用いることが好適である。例として、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−アミノプロピルトリメトキシシラン、3−フェニルアミノプロピルトリメトキシシラン、3−メルカプトプロピルトリメトキシシラン、3−メルカプトトリエトキシシラン、3−ウレイドプロピルトリエトキシシランなどがあり、またSC−6000KS2に代表されるシランカップリング剤オリゴマ(日立化成コーテットサンド株式会社製)を使用することができる。またこれらシランカップリング剤は単独または2種類以上を併用することもできる。
【0051】
(ナノ粒子)
本発明の樹脂組成物は、重量累積粒度分布から求めた平均粒子径(D50)が1nm〜100nmのナノ粒子を含む。また、本発明の樹脂組成物において、前記ナノ粒子は、全固形分に対して0.01〜1体積%で含有される。
【0052】
ナノ粒子のD50は、前記熱伝導性フィラーどうし、又は熱伝導性フィラーと繊維基材間の潤滑性を高める観点から、1nm〜100nmであり、10nm〜50nmであることがより好ましい。ナノ粒子のD50の求め方は、前記熱伝導性フィラーの場合と同様である。
【0053】
ナノ粒子は、樹脂組成物中、全固形分に対して0.01〜1体積%で含有される。樹脂組成物において、ナノ粒子が全固形分に対して0.01体積%以上で含有されると、フィラー間、フィラー・繊維基材間の潤滑性を高める効果が得られ、1体積%以下で含有されると、前記熱伝導性フィラーどうしの間隔を大きくするのが抑えられるため、ナノ粒子を添加したことによる熱伝導率の低下が抑制される。また、ナノ粒子の添加量が多すぎると、表面水酸基の影響で熱硬化性樹脂の当量関係がずれてしまうことがあるため、添加量にあわせて樹脂の当量比を最適化する必要がある。硬化反応を良好に進める観点から、樹脂組成物中のナノ粒子の含有率は、全固形分に対して0.05〜0.5体積%であることが好ましい。
【0054】
なお、本明細書におけるナノ粒子の含有量(体積%)は、次式により求めた値とする。
【0055】
ナノ粒子の含有量(体積%)=(Cw/Cd)/((Aw/Ad)+(Bw/Bd)+(Cw/Cd)+(Dw/Dd)+・・・)×100
【0056】
Aw:熱伝導性フィラーの質量組成比(質量%)
Bw:熱硬化性樹脂の質量組成比(質量%)
Cw:ナノ粒子の質量組成比(質量%)
Dw:その他の任意成分(有機溶剤を除く)の質量組成比(質量%)
Ad:熱伝導性フィラーの比重
Bd:熱硬化性樹脂の比重
Cd:ナノ粒子の比重
Dd:その他の任意成分(有機溶剤を除く)の比重
【0057】
ナノ粒子の材質は特に限定されない。樹脂組成物を絶縁性とする観点からは、シリカ、アルミナ、ジルコニア、水酸化アルミニウムなどの絶縁性セラミックから構成されるナノ粒子が好ましい。粒子の入手性や製造容易性の観点からは、シリカ粒子であることが好ましい。熱伝導率の観点からは、アルミナ粒子であることが好ましい。
【0058】
ナノ粒子の形状は、効率的な潤滑作用を示す観点からは、真球状であることが好ましいが、特に限定されるものではない。
【0059】
また、ナノ粒子の添加による増粘を抑える観点から、ナノ粒子はシランカップリング剤などで表面処理されることが好ましい。シランカップリング剤などで表面処理すると、ナノ粒子の表面に存在する水酸基を起点に有機鎖で修飾されることで、樹脂と相互作用できる水酸基密度が低下し、水酸基に後述の熱硬化性樹脂が束縛されて増粘するのが抑えられる。特に、ナノ粒子は粒子径が小さいことから表面積の割合が大きくなり、表面に存在する水酸基の影響が大きく現れやすい。
【0060】
前記シランカップリング剤としては、樹脂組成物の粘度を低下させ、効果的に流動性を向上させる観点から、アルキル、ビニル、アクリロイル、メタクリロイル、フェニル、又はアミノフェニルなどの疎水性官能基を持つシランカップリング剤が好ましい。なお、エポキシシランやアミノシランなど結合性をもつ官能基で修飾するカップリング剤を適用する場合、例えばフェノール硬化エポキシ樹脂とアミノシランなど、マトリクスとなる熱硬化性樹脂との相性によっては硬化系に組み込まれることで、処理しない場合に比べて著しく増粘することがあるため、耐熱性などの観点からこれらを選択する場合は後述の熱硬化性樹脂との反応性に注意して表面処理剤を選択する必要がある。
【0061】
ナノ粒子の樹脂組成物への配合方法としては、有機スラリーとしてから添加する方法と、乾燥粉末として添加する方法を使用できる。ナノ粒子の凝集を抑え、また樹脂組成物中での分散が容易であることから、有機スラリーとしてから添加する方法がより好ましい。
【0062】
(熱硬化性樹脂)
本発明の樹脂組成物は、熱硬化性樹脂の少なくとも1種を含む。前記熱硬化性樹脂としては、熱硬化性を有する樹脂であれば特に制限はなく、通常用いられる熱硬化性樹脂を用いることができる。熱硬化性樹脂として具体的には例えば、エポキシ系樹脂、ポリイミド系樹脂、ポリアミドイミド系樹脂、トリアジン系樹脂、フェノール系樹脂、メラミン系樹脂、ポリエステル系樹脂、シアネートエステル系樹脂、及びこれら樹脂の変性系などを挙げることができる。これらの樹脂は1種単独で用いても、2種類以上を併用してもよい。
【0063】
本発明における熱硬化性樹脂は、耐熱性の観点から、エポキシ系樹脂、フェノール樹脂、及びトリアジン系樹脂から選ばれる樹脂であることが好ましく、エポキシ系樹脂であることがより好ましい。また、必要に応じて硬化剤や硬化促進剤を含んでいてもよい。エポキシ系樹脂は、1種類を単独で用いても、2種類以上を併用してもよい。
【0064】
前記エポキシ系樹脂(以下、単に「エポキシ樹脂」ということがある)としては、ビスフェノールA、ビスフェノールF、ビフェノール、ノボラック型フェノール樹脂、オルトクレゾールノボラック型フェノール樹脂、トリスフェノールメタンノボラック型フェノール樹脂等の多価フェノール及び1,4−ブタンジオール等の多価アルコールとエピクロルヒドリンとを反応させて得られるポリグリシジルエーテル;フタル酸、ヘキサヒドロフタル酸等の多塩基酸とエピクロルヒドリンを反応させて得られるポリグリシジルエステル;アミン、アミド、又は複素環式窒素塩基を有する化合物のN−グリシジル誘導体;及び脂環式エポキシ樹脂などが挙げられる。
【0065】
前記エポキシ系樹脂のなかでも、樹脂そのものの熱伝導率が向上し、加熱時の溶融粘度が小さくなることから、ビフェニル構造などに代表されるメソゲン骨格を有するエポキシモノマー又はその重合体が好ましい。
【0066】
本発明におけるメソゲン骨格とは、液晶性を発現する可能性のある官能基を示す。具体的には、ビフェニル、フェニルベンゾエート、アゾベンゼン、スチルベン等やその誘導体が挙げられ、ビフェニル乃至分子内に3個以上の6員環構造を有するものが挙げられ、『液晶便覧』(丸善 液晶便覧返信委員会 編2000年出版)に記載されている下記一般式(A)が挙げられる。
【0067】
【化1】

【0068】
一般式(A)中、環1、環2、及び環3として表される環構造は、各々独立に、
【化2】
の中から選択され、結合基X1及びX2は、各々独立に、単結合、
【0069】
【化3】
【0070】
又は、これらを二つ以上組み合わせた連結基であり、Y1、Y2及びY3は、各々独立に、−R、−OR(Rは炭素数1〜8の脂肪族炭化水素基を表す)、−F、−Cl、−Br、−I、−CN、−NO2、又は−CO−CH3を表し、n、m及びlは各々独立に0〜4の整数を表す。
【0071】
メソゲン骨格を有するエポキシモノマーとしては、ビフェニル型エポキシ樹脂、ビキシレニル型エポキシ樹脂、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、又は1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−ベンゼンなどが好ましく、融点及び硬化物の熱伝導率の観点から、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンがより好ましい。かかるエポキシ化合物は、例えば前述の特許文献1に記載の方法により製造することができる。
【0072】
また、エポキシ系樹脂は、エポキシモノマーであっても、エポキシモノマーを硬化剤などにより重合させ部分的に反応させたプレポリマの状態であってもよい。メソゲン骨格を持つ樹脂は一般に結晶化しやすく、溶媒への溶解度も低いものが多いが、一部重合させることで結晶化を抑制することができるため、成形性が向上する場合がある。
【0073】
熱硬化性樹脂の含有率は、樹脂組成物の全固形分に対して、9〜39.99体積%であることが好ましく、14〜34.99体積%であることがより好ましく、19〜29.99体積%であることが更に好ましい。なお、ここでいう熱硬化性樹脂の含有率では、後述の硬化剤や硬化促進剤を用いる場合には、これら硬化剤や硬化促進剤を含めるものとする。
【0074】
(硬化剤、硬化促進剤)
前記硬化剤は、前記熱硬化性樹脂の種類等に応じて、従来公知の化合物から適宜選択して用いることができる。例えば熱硬化性樹脂の主剤としてエポキシ樹脂を用いる場合の硬化剤としては、アミン系硬化剤、フェノール系硬化剤などを挙げることができる。アミン系硬化剤としては芳香族多価アミンが好ましく、4,4’−ジアミノジフェニルメタンや1,5−ジアミノナフタレンなどを挙げることができる。フェノール系硬化剤としては多官能性フェノールが好ましく、フェノールノボラック、フェノールアラルキル、ナフトールアラルキル、ジシクロペンタジエンフェノール、カテコールノボラック、レゾルシノールノボラックなどを挙げることができる。硬化剤は、1種単独でも、2種以上を組み合わせて用いてもよい。
【0075】
前記硬化剤の含有率は、主剤と硬化剤の反応性官能基が硬化時に完全に消費される混合比(当量比1.0)に近いほど好ましく、当量比が0.8〜1.2となる含有率が好ましく、0.9〜1.1となる含有率がより好ましい。
【0076】
本発明においては、熱硬化性樹脂と硬化剤との反応等を促進させる目的で硬化促進剤を含んでいてもよい。また硬化促進剤の種類や配合量は特に限定するものではないが、反応速度や反応温度、保管性などの観点から、適切なものを選択することができる。促進剤の具体例としては、例えばイミダゾール系化合物、有機リン系化合物、第3級アミン、第4級アンモニウム塩などが挙げられる。これらは1種単独でも、2種類以上を併用してもよい。
【0077】
また、成形プロセスにあわせて、有機溶剤を含有した状態で成形してもよい。有機溶剤としては、通常用いられる有機溶剤を用いることができる。具体的には、アルコール系溶剤、エーテル系溶剤、ケトン系溶剤、アミド系溶剤、芳香族炭化水素系溶剤、エステル系溶剤、ニトリル系溶剤等を挙げることができる。例えば、メチルイソブチルケトン、ジメチルアセトアミド、ジメチルホルムアミド、ジメチルスルホキシド、N−メチル−2−ピロリドン、γ−ブチロラクトン、スルホラン、シクロヘキサノン、メチルエチルケトンを用いることができる。これらは1種単独でも、2種類以上を併用した混合溶剤として用いてもよい。
【0078】
<樹脂シート>
本発明の樹脂シートは、前記樹脂組成物をシート状に成形したものである。具体的には、前記樹脂組成物を離型基材上に塗布し、乾燥することで製造することができる。この際、乾燥後に必要に応じて2枚を背合せ或いは離型基材をあてて熱間加圧することで両面を平滑化すると塗工時のピンホール等を解消できるため好ましい。高い熱伝導性と優れた流動性を有する前記樹脂組成物から樹脂シートを成形することで、高い熱伝導性及び絶縁性が実現される。
【0079】
前記離型基材としては、乾燥時の温度に耐えうるものであれば特に制限はなく、一般的に用いられる離型剤付きのポリエチレンテレフタレートフィルム、ポリイミドフィルム、アラミドフィルム、離型剤付きのアルミニウム箔等の金属箔を用いることができる。
【0080】
樹脂シートの厚みは、用途に応じて適宜設計することができる。一般には、50μm〜300μmである。
【0081】
上記樹脂シートは、例えば、下記のようにして得られる。まず、上述の樹脂組成物で説明した各成分を、混合、溶解、分散して、ワニスを調製する。そして、調製したワニスを離型基材上に塗布する。塗布は、公知の方法により実施することができる。塗布方法として、具体的には、コンマコート、ダイコート、リップコート、グラビアコート等の方法が挙げられる。所定の厚みに樹脂シートを形成するための塗布方法としては、ギャップ間に被塗工物を通過させるコンマコート法、ノズルから流量を調整したワニスを塗布するダイコート法等を適用することができる。
【0082】
乾燥温度は、樹脂組成物に用いる溶剤によって適宜設定することが望ましく、一般には80〜180℃程度である。乾燥時間はワニスのゲル化時間と膜厚との兼ね合いで決めることができ、特に制限はない。乾燥後、離型基材を除去して、樹脂シートを得る。
【0083】
樹脂シートにおける溶剤残存量は、硬化時のアウトガス発生時の気泡形成への懸念の観点から、2.0%以下であることが好ましく、1.0%以下であることがより好ましく、0.7%以下であることが更に好ましい。
【0084】
溶剤残存量は、樹脂シートを40mm角に切り出し、190℃に予熱した恒温槽中で2時間乾燥させたときの、乾燥前後の質量変化から求める。
【0085】
本発明の樹脂シートは、プレスやロールラミネータなどによる熱間加圧により、積層又は貼付する前に予め表面を平坦化してから使用してもよい。熱間加圧の方法は、熱プレス、熱ロール、ラミネータ等の方法を任意に選択することができる。
【0086】
真空プレスの方法で熱間加圧する場合、加熱温度は、樹脂組成物に用いる樹脂の種類などに応じて適宜設定することが望ましく、一般には、60℃〜180℃とすることが好ましく、120℃〜150℃とすることがより好ましい。また、真空度は、3kPa〜0.1kPaとすることが好ましい。プレス圧は、0.5MPa〜4MPaとすることが好ましく、1MPa〜2MPaとすることがより好ましい。
【0087】
熱間加圧後の樹脂シートの両表面の平坦化度は、75%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることが更に好ましい。樹脂シートの両表面の平坦化度が75%以上の場合、被着材の粗化された表面に対しても良好に追従することができるため、界面を良好に密着させることができる。界面が良好に密着することで、接着性や絶縁性に優れる。
【0088】
樹脂シート表面の平坦化度は、熱間加圧後の平滑表面の面積率として評価する。得られたシートの表面を白金スパッタでコーティングした後、走査型電子顕微鏡(SEM、FEI製、ESEM)にて100倍の倍率で表面を観察する。任意に切り出した5視野のSEM像を印刷した後、樹脂が流動して平坦化された画像部分を切り抜き、その質量比から、樹脂が流動して平坦化された面積率(平坦化度)を求める。
【0089】
本発明の樹脂シートは、フロー量が130%以上210%以下であることが好ましく、150%以上200%以下であることがより好ましい。このフロー量は、熱圧着時の溶融流動性の指標である。フロー量が130%に満たない場合には埋め込み性が不十分となり、210%を超える場合にはフロー過剰でバリが出てしまう。
【0090】
フロー量は、200μm厚の樹脂シートを10mm角に打ち抜いて試料を準備し、この試料を大気圧条件下で、温度160℃、プレス圧1.6MPaの条件で1分間押圧したときの、押圧前後の樹脂シートの面積変化率である。面積の変化率は、試料を300DPI以上のスキャナで取り込み、画像解析ソフト(Adobe Photoshop)にて2値化処理した後、面積(ピクセル数)の変化率から求める。
【0091】
フロー量(%)=(押圧後の樹脂シートの面積)/(押圧前の樹脂シートの面積)
【0092】
<プリプレグ>
本発明のプリプレグは、繊維基材と、前記繊維基材に含浸された前記樹脂組成物と、を有して構成される。かかる構成であることで熱伝導性及び絶縁性に優れたプリプレグとなる。また、前記ナノ粒子を含有する樹脂組成物は、チキソ性が向上するために、塗工工程や含浸工程における熱伝導性フィラーの沈降を抑制することができる。したがって、プリプレグの厚み方向でのフィラーの濃淡の分布が発生するのを抑えることができ、結果として、熱伝導性及び絶縁性に優れるプリプレグが得られる。
【0093】
プリプレグを構成する繊維基材としては、金属箔張り積層板や多層プリント配線板を製造する際に用いられるものであれば特に制限されないが、通常織布や不織布等の繊維基材が用いられる。ただし、目が極めて詰まった繊維だとフィラーが詰まってしまい含浸できないため、目開きはフィラー(A)の平均粒径の5倍以上とすることが好ましい。繊維基材の材質としては、ガラス、アルミナ、ボロン、シリカアルミナガラス、シリカガラス、チラノ、炭化ケイ素、窒化ケイ素、ジルコニア等の無機繊維や、アラミド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリエーテルサルフォン、カーボン、セルロース等の有機繊維等及びこれらの混抄系がある。中でも特にガラス繊維の織布が好ましく用いられる。これにより屈曲性のある任意に折り曲げ可能なプリント配線板を得ることができる。さらに、製造プロセスでの温度、吸湿等に伴う基板の寸法変化を小さくすることも可能となる。
【0094】
繊維基材の厚さは特に限定されないが、より良好な可とう性を付与する観点から、30μm以下であることがより好ましく、含浸性の観点から15μm以下であることが好ましい。繊維基材の厚みの下限は特に制限されないが、通常5μm程度である。
【0095】
前記プリプレグにおいて、前記樹脂組成物の含浸量は、繊維基材および樹脂組成物の総質量に対して50〜99.9質量%であることが好ましい。
【0096】
前記プリプレグは、上記と同様に調製された前記樹脂組成物を、繊維基材に含浸し、80〜180℃の加熱により溶剤を除去して製造することができる。プリプレグにおける溶剤残存量は、2.0%以下であることが好ましく、1.0%以下であることがより好ましく、0.7%以下であることが更に好ましい。
【0097】
溶剤残存量は、プリプレグを40mm角に切り出し、190℃に予熱した恒温槽中に2時間乾燥させたときの、乾燥前後の質量変化から求める。
【0098】
加熱により溶剤を除去する乾燥時間については特に制限されない。また樹脂組成物を繊維基材に含浸する方法に特に制限はなく、例えば、塗工機により塗布する方法を挙げることができる。詳細には、繊維基材を樹脂組成物にくぐらせて引き上げる縦型塗工法、及び支持フィルム上に樹脂組成物を塗工してから繊維基材を押し付けて含浸させる横型塗工法などを挙げることができ、繊維基材内での熱伝導性フィラーの偏在を抑える観点からは、横型塗工法が好適である。
【0099】
また、本発明のプリプレグは、プレスやロールラミネータなどによる熱間加圧により、積層又は貼付する前に予め表面を平滑化してから使用してもよい。熱間加圧の方法は、上記樹脂シートで挙げた方法と同様である。また、プリプレグの熱間加圧における加熱温度、真空度、及びプレス圧の条件についても、樹脂シートの熱間加圧で挙げた条件と同様である。
【0100】
熱間加圧後のプリプレグの両表面の平坦化度は、75%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることが更に好ましい。プリプレグの両表面の平坦化度は、プリプレグに用いた繊維基材の表面から樹脂が染み出す面積率として評価される。具体的な平坦化度の測定方法は、実施例において後述する。平坦化度が75%以上の場合、熱間加圧時にナノ粒子の効果により良好に樹脂を染み出させることができるため、安定した絶縁破壊電圧を得ることができる。
【0101】
<積層板>
本発明の積層板は、樹脂含有層の硬化層と、被着材と、を有する。前記樹脂含有層は、前記樹脂組成物で構成される樹脂層、前記樹脂シート、及び前記プリプレグから選択される少なくとも1層である。本発明の樹脂組成物から形成される樹脂含有層の硬化層を備えることで、熱伝導性及び絶縁性に優れた積層板となる。
【0102】
本発明の積層板において、樹脂含有層の硬化層として、前記樹脂層、前記樹脂シート、又は前記プリプレグのいずれか1層を備える形態であってもよく、2層以上を備える形態であってもよい。2層以上の硬化層を備える場合には、前記樹脂層を2層以上設ける形態、前記樹脂シートを2枚以上設ける形態、又は前記プリプレグを2枚以上設ける形態であってもよい。更には、前記樹脂層、前記樹脂シート、及び前記プリプレグのいずれか2つ以上を組み合わせて備えてもよい。
【0103】
本発明の積層板は、例えば、被着材上に前記樹脂組成物を塗工して樹脂層を形成し、これを加熱及び加圧して、前記樹脂層を硬化させるとともに被着材に密着させることで得られる。又は、前記被着材に前記樹脂シート又は前記プリプレグを積層した積層体を準備し、この積層体を加熱及び加圧して、前記樹脂シート又は前記プリプレグを硬化させるとともに被着材に密着させことで得られる。
【0104】
前記樹脂含有層を硬化するための加熱温度は特に限定されないが、通常80〜250℃の範囲であり、好ましくは130〜230℃の範囲である。また、前記加圧の条件は特に限定されないが、通常0.5〜15MPaの範囲であり、好ましくは2〜10MPaの範囲である。また、加熱及び加圧には、真空プレスが好適に用いられる。
【0105】
被着材としては、金属箔や金属板などを挙げることができる。前記被着材は、前記樹脂含有層の硬化層の一方の面のみに付設しても、両面に付設してもよい。
【0106】
前記金属箔としては、金箔、銅箔、アルミニウム箔など特に制限されず、一般的には銅箔が用いられる。前記金属箔の厚みとしては、1μm〜500μmであれば特に制限されず、使用する電力によって好適な厚みを選択することができる。
【0107】
また、金属箔として、ニッケル、ニッケル−リン、ニッケル−スズ合金、ニッケル−鉄合金、鉛、鉛−スズ合金等を中間層とし、この両表面に0.5〜15μmの銅層と10〜300μmの銅層を設けた3層構造の複合箔、又はアルミニウムと銅箔とを複合した2層構造複合箔を用いることもできる。
【0108】
金属板は熱伝導率が高く、熱容量が大きい金属材料からなり、銅、アルミニウム、鉄、リードフレームに使われる合金などが例示できる。板厚は用途によって自由に選択することができ、金属基板は軽量化や加工性を優先する場合はアルミニウム、放熱性を優先する場合は銅、というように目的を応じて材質を選定してもよい。
【0109】
本発明の積層板の厚さは、200μm以下であることが好ましく、50〜180μmであることがより好ましい。厚さが200μm以下、更には180μm以下の場合、可とう性に優れ、曲げ加工時にクラックが発生するのが抑えられる。また、厚さが50μm以上の場合には、作業性に優れる。
【0110】
<金属箔貼硬化物、金属基板>
前記積層板の一例として、後述のプリント配線板を作製するのに用いる金属箔貼硬化物、又は金属基板を挙げることができる。
【0111】
前記金属箔貼硬化物では、前記積層板における被着材として、2枚の金属箔を用いる。具体的には、前述の金属箔を2枚用意し、この2枚の金属箔の間に、前記樹脂含有層の硬化層を備える。
【0112】
前記金属基板では、前記積層板における被着材として、金属箔と金属基板とを用いる。具体的には、前記金属基板は、前記金属箔と前記金属基板との間に、前記樹脂含有層の硬化層を備える。
【0113】
生産性を高める観点から、金属基板を大きなサイズで作製して電子部品を実装した後に、使用するサイズに切断することが好ましい。そのため、金属基板に用いる金属板は切断加工性に優れることが望ましい。
【0114】
金属板としてアルミニウムを用いる場合、アルミニウム又はアルミニウムを主成分とする合金を材質として選定でき、その化学組成と熱処理条件により多種類のものが入手可能であるが、高く切削しやすい等の加工性が高く、かつ強度に優れた種類を選定することが好ましい。
【0115】
<プリント配線板>
本発明のプリント配線板は、配線層と、金属基板とを有し、前記配線層と前記金属基板との間に、樹脂含有層の硬化層を有する。前記樹脂含有層は、前記樹脂組成物を付与してなる樹脂層、前記樹脂シート、及び前記プリプレグから選択される少なくとも1層である。本発明のプリント配線板は、前述の金属箔貼硬化物又は金属基板における金属箔を回路加工することにより製造することができる。金属箔の回路加工には通常のフォトリソによる方法が適用できる。本発明の樹脂組成物を用いることで、熱伝導性及び絶縁性に優れたプリント配線板が得られる。
【0116】
本発明のプリント配線板の好ましい態様としては、例えば、特開2009−214525号公報の段落番号0064や、特開2009−275086号公報の段落番号0056〜0059に記載のプリント配線板と同様のものを挙げることができる。
【実施例】
【0117】
以下、本発明を実施例により更に詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0118】
<樹脂組成物>
[実施例1]
ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)100質量部と、レゾルシノールノボラック(日立化成工業試作品)37質量部と、トリフェニルホスフィン1.4質量部と、KBM−573(信越化学工業製)1.4質量部と、アルミナ粉末1528質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ1008質量部と、平均粒子径が3μmのアルミナ367質量部と、平均粒子径が0.4μmのアルミナ153質量部との混合物)と、メチルエチルケトン300質量部とを混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径が15nm)スラリーを固形分換算で1.9質量部相当添加し、エポキシ樹脂ワニスを得た。
【0119】
ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)とレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)とレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0120】
[実施例2]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、窒化アルミニウム粉末1472質量部(古河電子製窒化アルミニウム粉末;平均粒子径が30μmの窒化アルミニウム粉末972質量部と、平均粒子径が5μmの窒化アルミニウム粉末294質量部と、トクヤマ社製窒化アルミニウム粉末;平均粒子径が0.6μmの窒化アルミニウム粉末206質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径:15nm)スラリーを固形分換算で1.8質量部相当添加し、エポキシ樹脂ワニスを得た。
【0121】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、窒化アルミニウム粉末の密度を3.27g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックと窒化アルミニウム粉末とナノ粒子の合計体積に対する窒化アルミニウム粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0122】
[実施例3]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1472質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ972質量部と、平均粒子径が3μmのアルミナ353質量部と、平均粒子径が0.4μmのアルミナ147質量部との混合物)と、シクロヘキサノン300質量部と、を混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径:15nm)スラリーを固形分換算で1.8質量部相当添加し、エポキシ樹脂ワニスを得た。
【0123】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0124】
[実施例4]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1483質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ979質量部と、平均粒子径が3μmのアルミナ356質量部と、平均粒子径が0.4μmのアルミナ148質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径:15nm)スラリーを固形分換算で3.6質量部相当添加し、エポキシ樹脂ワニスを得た。
【0125】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.4体積%であった。
【0126】
[実施例5]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1472質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ972質量部と、平均粒子径が3μmのアルミナ353質量部と、平均粒子径が0.4μmのアルミナ147質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ジメチルシランにより疎水処理されたシリカナノ粒子(日産化学社製、商品名:スノーテックスMEK−ST−L、平均粒子径:40nm)スラリーを固形分換算で1.8質量部相当添加し、エポキシ樹脂ワニスを得た。
【0127】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0128】
[実施例6]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1472質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ972質量部と、平均粒子径が3μmのアルミナ353質量部と、平均粒子径が0.4μmのアルミナ147質量部との混合物)と、アルミナナノ粒子(シーアイ化成製、商品名:Nanotek アルミナ、平均粒子径:30nm)3.3質量部と、シクロヘキサノン300質量部とを混合し、エポキシ樹脂組成物を得た。
【0129】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、アルミナナノ粒子の密度を3.98g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末(ナノ粒子以外)の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0130】
[比較例1]
ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)100質量部と、レゾルシノールノボラック(日立化成工業試作品)37質量部と、トリフェニルホスフィン1.4質量部と、KBM−573(信越化学工業社製)1.4質量部と、アルミナ粉末1517質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ1001質量部と、平均粒子径が3μmのアルミナ364質量部と、平均粒子径が0.4μmのアルミナ152質量部との混合物)と、メチルエチルケトン300質量部とを混合し、エポキシ樹脂ワニスを得た。
【0131】
ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)とレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3として、ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)とレゾルシノールノボラックとアルミナ粉末の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。
【0132】
[比較例2]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、窒化アルミニウム粉末1461質量部(古河電子製窒化アルミニウム粉末;平均粒子径が30μmの窒化アルミニウム粉末964質量部と、平均粒子径が5μmの窒化アルミニウム粉末292質量部と、トクヤマ社製窒化アルミニウム粉末;平均粒子径が0.6μmの窒化アルミニウム粉末205質量部との混合物)と、シクロヘキサノン300質量部とを混合し、エポキシ樹脂ワニスを得た。
【0133】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、窒化アルミニウム粉末の密度を3.27g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックと窒化アルミニウム粉末の合計体積に対する窒化アルミニウム粉末の割合を算出したところ、73体積%であった。
【0134】
[比較例3]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1461質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ964質量部と、平均粒子径が3μmのアルミナ351質量部と、平均粒子径が0.4μmのアルミナ146質量部との混合物)と、シクロヘキサノン300質量部とを混合し、エポキシ樹脂ワニスを得た。
【0135】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。
【0136】
[比較例4]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1644質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ1085質量部と、平均粒子径が3μmのアルミナ395質量部と、平均粒子径が0.4μmのアルミナ164質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径:15nm)スラリーを固形分換算で30.3質量部相当添加し、エポキシ樹脂ワニスを得た。
【0137】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、3体積%であった。
【0138】
[比較例5]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1472質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ972質量部と、平均粒子径が3μmのアルミナ353質量部と、平均粒子径が0.4μmのアルミナ147質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ナノ粒子の代わりに平均粒子径が0.5μmのシリカ粒子(アドマテックス製、SO−25R)を1.8質量部添加し、エポキシ樹脂ワニスを得た。
【0139】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とシリカ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0140】
<樹脂シート>
(樹脂シートの作製)
作製した各々の樹脂組成物について、アプリケータでポリエチレンテレフタレート(PET)フィルム上に乾燥後厚みが200μmとなるように塗布した後、30分室温で放置し、乾燥させた。温度100℃で、30分間更に乾燥させた後、真空プレスにて熱間加圧(プレス温度120℃、真空度1kPa、プレス圧1MPa、処理時間1分)を行い、半硬化の樹脂シートを得た。
【0141】
(フロー量の評価)
得られた樹脂シートの両面のPETフィルムを剥がした後、10mm角に打ち抜き、大気圧条件下、200μm厚の試料を温度160℃、プレス圧1.6MPaで1分間押しつぶした。押しつぶした試料は300DPI以上のスキャナで取り込み、画像解析ソフト(Adobe Photoshop)にて2値化処理した後、面積(ピクセル数)の変化率からフロー量を評価した。
【0142】
(残溶剤量の評価)
また、得られた樹脂シートの両面のPETフィルムを剥がした後、40mm角に切り出し、190℃に予熱した恒温槽中で2時間乾燥した。乾燥前後の質量変化から、残溶剤量を評価した。
【0143】
(平坦化度の測定)
得られたシートの表面を白金スパッタでコーティングした後、走査型電子顕微鏡(SEM、FEI製、ESEM)にて100倍の倍率で表面を観察した。任意に切り出した5視野のSEM像を印刷した後、樹脂が流動して平坦化された画像部分を切り抜き、その質量比から、樹脂が流動して平坦化された面積率(平坦化度)を求めた。
【0144】
<樹脂シートを用いた銅箔貼硬化物>
上記得られた樹脂シートの両面のPETフィルムを剥がした後、2枚の銅箔(35μm)のマット面がそれぞれ樹脂シートに対向するようにして挟み、真空圧着(温度150℃、真空度1kPa、プレス圧4MPa、処理時間5分間)した。その後、大気圧条件下、140℃で2時間、190℃で2時間加熱し、銅箔貼硬化物を得た。
【0145】
<樹脂シートを用いた金属基板>
上記得られた樹脂シートの両面のPETフィルムを剥がした後、一方の面上に銅箔(35μm)のマット面が対向するように配置し、他方の面上にアルミニウム板(1mm、A5052)を配置して、樹脂シートを挟み、真空圧着(温度150℃、真空度1kPa、プレス圧4MPa、処理時間5分間)した。その後、大気圧条件下、140℃で2時間、190℃で2時間加熱し、金属基板を得た。
【0146】
<プリプレグ>
(プリプレグの作製)
作製した各々の樹脂組成物について、アプリケータでポリエチレンテレフタレート(PET)フィルム上に乾燥後厚みが200μmとなるように塗布した後、ガラス不織布を上からかぶせ、PETごしにロールを押し当ててガラス不織布に樹脂組成物を馴染ませて含浸させた。その後、20分室温で放置して乾燥させた。更に、温度100℃で、30分間乾燥させた後、真空プレスにて熱間加圧(プレス温度120℃、真空度1kPa、プレス圧2MPa、処理時間1分)を行い、プリプレグを得た。
【0147】
(残溶剤量の評価)
得られたプリプレグの両面のPETフィルムを剥がした後、40mm角に切り出し、190℃に予熱した恒温槽中で2時間乾燥した。乾燥前後の質量変化から、残溶剤量を評価した。
【0148】
(平坦化度の測定)
得られたプリプレグの表面を白金スパッタでコーティングした後、走査型電子顕微鏡(SEM、FEI製、ESEM)にて100倍の倍率で表面を観察した。任意に切り出した5視野のSEM像を印刷した後、樹脂が染み出して平坦化された画像部分を切り抜き、その質量比から、樹脂が染み出した部分の面積率(平坦化度)を求めた。得られた平坦化度を樹脂の染み出し性の指標とした。
【0149】
図1に、実施例4、比較例3の樹脂組成物から作製した塗工直後のプリプレグと真空プレス後のプリプレグの表面におけるSEM像を示す。プレス前の表面はどちらも熱伝導性フィラーの粒状感が確認される。しかしながら、プレス後においては、実施例4の樹脂組成物から作製したプリプレグでは、樹脂の染み出しにより平滑な表面(黒く塗りつぶされた部分)となっていることがわかる。これに対して、比較例3の樹脂組成物から作製したプリプレグでは、プレス後においても凹凸が確認される。以上のプリプレグ表面を観察したSEM像から、樹脂組成物へのナノ粒子の添加により、効果的に樹脂が染み出すことが確認され、流動性に優れることがわかる。
【0150】
<プリプレグを用いた銅箔貼硬化物>
得られたプリプレグの両面のPETフィルムを剥がした後、2枚の銅箔(35μm)のマット面がそれぞれプリプレグに対向するようにして挟み、真空圧着(温度150℃、真空度1kPa、プレス圧6MPa、処理時間5分間)した。その後、大気圧条件下、140℃で2時間、190℃で2時間加熱し、銅箔貼硬化物を得た。
【0151】
<プリプレグを用いた金属基板>
得られたプリプレグの両面のPETフィルムを剥がした後、一方の面上に銅箔(35μm)のマット面が対向するように配置し、他方の面上にアルミニウム板(1mm、A5052)を配置して、樹脂シートを挟み、真空圧着(温度150℃、真空度1kPa、プレス圧6MPa、処理時間5分間)した。その後、大気圧条件下、140℃で2時間、190℃で2時間加熱し、金属基板を得た。
【0152】
<熱伝導率の測定>
銅箔貼硬化物の銅箔をエッチングした樹脂硬化物を10mm角に切り出してグラファイトスプレーにて黒化処理した後、キセノンフラッシュ法(NETZSCH LFA447 nanoflash)を用いて熱拡散率を評価した。この値をアルキメデス法で測定した密度と、DSC(Perkin Elmer製DSC、Pyris1)で測定した比熱との積から熱伝導率を求めた。
【0153】
<絶縁破壊電圧の測定>
銅箔貼硬化物の銅箔をエッチングした樹脂硬化物を100mm角以上の寸法で切り出し、ヤマヨ試験機製YST−243−100RHOを用いて、直径25mmの円筒電極ではさみ、昇圧速度500V/s、室温、大気中にて測定し、5点以上の測定点で平均値と最低値を記録した。
【0154】
<ピール強度の測定>
JIS−C6481(1996年度版)に準拠して、作製した金属基板を用いて90°ピールの試験片を作製した。金属基板を25mm × 100mmに切り出し、中心10mm幅で残した銅箔(35μm)を、テンシロン引張試験機(オリエンテック社製 TM−100)を用いて常温で50mm/minの速度で90°の方向に引き剥がし多時の平均荷重から、ピール強度を測定した。
【0155】
以上の評価結果を表1に示す。
【0156】
【表1】
表1中、「−」は、サンプルを作製しておらず、未評価であることを意味する。
【0157】
実施例1〜6のいずれも、比較例1〜5に比較して、ナノ粒子の添加により熱伝導率の低下を伴わずに表面への樹脂の染み出し性に優れていることがわかる。
また、実施例3と実施例4とを比較すると、ナノ粒子の添加量の増大に伴って樹脂染み出し性が向上し、ピール強度・絶縁破壊電圧が向上することがわかる。しかし、比較例4に示すように、ナノ粒子の含有量が1体積%を超える場合には、熱伝導率が低下した。また、比較例5に示すように、ナノ粒子のD50が100nmを超えると潤滑効果が小さく、同様な添加量では殆ど効果が得られないことがわかる。
また、実施例3と実施例6とを比較すると、粉末アルミナのナノ粒子を用いた場合、シリカのナノ粒子を用いたときよりも樹脂の染み出し性は劣るものの、熱伝導率が僅かに向上した。
【技術分野】
【0001】
本発明は、樹脂組成物、樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板に関する。
【背景技術】
【0002】
モーターや発電機から、プリント配線基板やICチップに至るまでの殆どの電気機器は、電気を通すための導体と、絶縁材料とを含んで構成される。近年、これら電気機器は急速に小型化されつつあり、絶縁材料の性能を改善する要求が高まっている。特に、小型化に伴い高密度化した導体から発生する発熱量は著しく増大しており、絶縁材料においていかに熱を放散させるかが重要な課題となっている。
【0003】
これまで各種の電気機器に配設される絶縁材料としては、絶縁性能の高さや成型の容易さから、有機樹脂を含む樹脂組成物が広く用いられている。しかし、一般的に樹脂組成物は熱伝導率が低く、電気機器における熱の放散を妨げる一要因となっている。したがって、高い熱伝導率を有する樹脂組成物が求められている。
【0004】
樹脂組成物の高熱伝導率化を達成する方法として、高熱伝導性セラミックからなるフィラーを樹脂組成物に充填してコンポジットとする方法がある。高熱伝導性セラミックとしては、シリカ、アルミナ、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化ケイ素、及び炭化ケイ素等の例が知られている。電気絶縁性と高熱伝導性とを共に有するフィラーを樹脂組成物に充填することにより、絶縁性と高熱伝導性との両立を図るものである。
【0005】
ここで、電気機器に配設される絶縁材料の一態様として、寸法安定性や機械的強度などを向上させる目的で、織布や不織布などの繊維基材を用い、この繊維基材に樹脂組成物を含浸させてプリプレグを作製することがある。樹脂組成物の繊維基材への含浸法としては、繊維基材を樹脂組成物にくぐらせて引き上げる縦型塗工法と、支持フィルム上に樹脂組成物を塗工してから繊維基材を押し付けて含浸させる横型塗工法がある。上記のようなフィラーを含む樹脂組成物を用いる場合には、フィラーの沈降を考慮して、繊維基材内で組成のばらつきが生じにくい横型塗工法を適用することが多い。
【0006】
また、樹脂組成物の高熱伝導率化を達成するその他の方法として、メソゲン骨格を有するモノマーを秩序的に配列させることで、樹脂そのものの高熱伝導化を図る手法が検討されている。メソゲン骨格とは、ビフェニル骨格などに代表される液晶性を発現するような剛直な部位をいう。例えば、メソゲン骨格を有するエポキシ樹脂は、分子間でスタッキングを起こして秩序的に分子が配列する。これを硬化剤により硬化したものを絶縁材料として用いることができる。特許文献1には、このようなメソゲン骨格を有するモノマーの一例として、液晶性を示すエポキシ化合物が掲載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−206814号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のフィラーを充填する樹脂組成物において、近年に要求されている高い熱伝導率を実現するには、フィラーの充填量を多くする必要がある。フィラーを高充填した樹脂組成物では、フィラー表面と樹脂の相互作用により粘度が著しく上昇し、これにより、空気を巻き込んで気泡を内包しやすくなっている。また、フィラーを高充填した樹脂組成物では、フィラーどうしが嵌合する頻度が高くなるために、流動性が著しく低下する。その結果、フィラーを高充填した樹脂組成物においては、被着材の表面構造の埋め込み不良による空孔や塗工時に発生した気泡は消滅しにくく、この樹脂組成物から作製された絶縁材料では、これらの空孔・気泡に由来して絶縁破壊が起こりやすい傾向にある。
【0009】
また、樹脂組成物を繊維基材に含浸させてプリプレグを作製する際、樹脂組成物中のフィラー量が多いとフィラーが繊維と嵌合して詰まるなどして、樹脂が繊維基材の表面から十分に染み出ない、或いは繊維の隙間を埋めきれず空孔が残ることがある。繊維基材の表面からの樹脂の染み出しが不十分な場合には、プリプレグの被着材への接着力が不足して界面剥離を引き起こし、また、被着材界面・繊維基材内の空孔は絶縁性の低下を引き起こす。
【0010】
ここで、一般にフィラーを充填する樹脂組成物の流動性を改善するには、(1)樹脂の粘度を下げる、(2)フィラーの表面処理、又は分散剤の添加によりフィラー表面に束縛される樹脂量を低減する、といった方法がある。
【0011】
しかし単純に樹脂の粘度を下げただけでは、繊維基材表面からの樹脂そのものの染み出し性は改善するが、フィラーと繊維との嵌合は改善していない。そのため、フィラーを繊維上に残して樹脂だけが繊維基材の表面から染み出してしまい、さらに圧力が大きすぎると樹脂だけが染み出して空孔などの欠陥を形成してしまうという課題がある。また、樹脂組成物の粘度が下がりすぎて、樹脂組成物の塗工膜の厚み方向でフィラーの沈降が起こり、塗工膜の厚み方向でフィラーの濃淡の分布が生じてしまうという課題があった。
【0012】
一方、フィラーの表面処理や分散剤の添加のみにより樹脂組成物の流動性を向上させた場合、繊維基材の表面から十分に樹脂が染み出すよう、表面処理のフィラー被覆率や分散剤の添加量を多くしすぎると、フィラーと樹脂の化学的な結合が阻害され、コンポジットの熱伝導率が低下してしまうという課題がある。
【0013】
また、メソゲン骨格を有するモノマーを秩序的に配列させて樹脂組成物の高熱伝導率化を図る場合、メソゲン骨格を有するモノマーは一般に結晶化しやすく常温で固体であるため汎用の樹脂と比べて取り扱いが困難である。更にフィラーを高充填すると、上記の困難性が加わるためにいっそう成形が困難になる。
【0014】
このような状況のもと、本発明は、高い熱伝導性及び優れた流動性を両立した樹脂組成物を提供することを課題とする。また、高い熱伝導性及び絶縁性を有する樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板を提供することを課題とする。
【課題を解決するための手段】
【0015】
本発明者らは、上記課題を解決するため鋭意検討した結果、本発明に至った。すなわち、本発明は、以下の通りである。
【0016】
<1> 熱硬化性樹脂と、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmの熱伝導性フィラーを、全固形分に対して60〜90体積%と、重量累積粒度分布から求めた平均粒子径が1nm〜100nmのナノ粒子を、全固形分に対して0.01〜1体積%と、を含む樹脂組成物。
【0017】
<2> 前記熱硬化性樹脂が、メソゲン骨格を有するエポキシモノマー及び該エポキシモノマーの重合体の少なくとも一方を含む前記<1>に記載の樹脂組成物。
【0018】
<3> 前記エポキシモノマーが、ビフェニル骨格乃至分子内に3個以上の6員環構造を有する前記<2>に記載の樹脂組成物。
【0019】
<4> 前記熱伝導性フィラーは、アルミナ、窒化アルミニウム、窒化ホウ素、窒化珪素、及び酸化マグネシウムから選択される少なくとも1種を含むフィラーである前記<1>〜<3>のいずれか1項に記載の樹脂組成物。
【0020】
<5> 前記ナノ粒子がシリカ粒子である前記<1>〜<4>のいずれか1項に記載の樹脂組成物。
【0021】
<6> 前記<1>〜<5>のいずれか1項に記載の樹脂組成物をシート状に成形した樹脂シート。
【0022】
<7> 両表面の平坦化度が75%以上である前記<6>に記載の樹脂シート。
【0023】
<8> 熱間加圧により、両表面の平坦化度を75%以上とした前記<6>に記載の樹脂シート。
【0024】
<9> 繊維基材と、前記繊維基材に含浸された前記<1>〜<5>のいずれか1項に記載の樹脂組成物と、を有するプリプレグ。
【0025】
<10> 両表面の平坦化度が75%以上である前記<9>に記載のプリプレグ。
【0026】
<11> 熱間加圧により、両表面の平坦化度を75%以上とした前記<9>に記載のプリプレグ。
【0027】
<12>被着材と、前記<1>〜<5>のいずれか1項に記載の樹脂組成物から構成される樹脂層、前記<6>〜<8>のいずれか1項に記載の樹脂シート、及び前記<9>〜<11>のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化層と、を有する積層板。
【0028】
<13>金属箔と、金属板と、前記金属箔と前記金属板との間に挟持される、前記<1>〜<5>のいずれか1項に記載の樹脂組成物から構成される樹脂層、前記<6>〜<8>のいずれか1項に記載の樹脂シート、及び前記<9>〜<11>のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化層と、を有する金属基板。
【0029】
<14>配線層と、金属基板と、前記配線層と前記金属基板との間に、前記<1>〜<5>のいずれか1項に記載の樹脂組成物から構成される樹脂層、前記<6>〜<8>のいずれか1項に記載の樹脂シート、及び前記<9>〜<11>のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化物と、を有するプリント配線板。
【発明の効果】
【0030】
本発明によれば、高い熱伝導性及び優れた流動性を両立した樹脂組成物を提供することができる。また、このような樹脂組成物を用いることで、高い熱伝導性及び絶縁性を有する樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板を提供することができる。
【図面の簡単な説明】
【0031】
【図1】実施例4及び比較例3の樹脂組成物から作製した塗工直後のプリプレグ、及び真空プレス後のプリプレグの表面を撮影したSEM像である。
【発明を実施するための形態】
【0032】
本発明において「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の作用が達成されれば、本用語に含まれる。
また本明細書において「〜」を用いて示された数値範囲は、「〜」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。
【0033】
<樹脂組成物>
本発明の樹脂組成物は、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmの熱伝導性フィラー(以下、熱伝導性フィラーを単に「フィラー」と略称する場合がある)と、重量累積粒度分布から求めた平均粒子径が1nm〜100nmのナノ粒子と、熱硬化性樹脂と、を含む。本発明の樹脂組成物中、前記熱伝導性フィラーは、全固形分に対して60〜90体積%で含有され、前記ナノ粒子は、全固形分に対して0.01〜1体積%で含有される。本発明の樹脂組成物は、更に必要に応じて、その他の成分を含んでもよい。
【0034】
ここで、本発明において重量累積粒度分布が50%となる粒子径(D50)を熱伝導性フィラーの『平均粒子径』と定義する。重量累積粒度分布は、レーザー回折法を用いて測定される。レーザー回折法を用いた粒度分布測定は、レーザー回折散乱粒度分布測定装置(例えば、ベックマン・コールター社製、LS13)を用いて行なうことができる。測定用のフィラー溶液の調製は、有機溶剤のスラリーの場合は同じ有機溶剤で装置の感度上適切な光量となるよう希釈し、粉体の場合は粉末を0.1質量%のメタりん酸ナトリウム水溶液に投入し、超音波分散させ、装置の感度上適切な光量となる濃度で測定する。
【0035】
樹脂組成物に平均粒子径が1nm〜100nmのナノ粒子を特定量含有させることにより、樹脂組成物に含まれるフィラーどうしの潤滑効果はもとより、樹脂組成物を繊維基材に含浸させたプリプレグにおいてはフィラーと繊維基材との間の潤滑効果を得ることができる。このような樹脂組成物を用いて形成した樹脂シート及び樹脂付き金属箔では作製時に形成された気泡や被着材界面との空孔を貼付時に良好に埋めることができるため、絶縁破壊性が向上する。また、この樹脂組成物を繊維基材に含浸させて形成したプリプレグでは、繊維基材の隙間においてフィラーどうしが嵌合せずに良好に滑ることができ、樹脂組成物が良好に繊維基材から染み出し、基材内部や被着材界面との空孔を貼付時に良好に埋めることができるため、絶縁破壊性が向上する。更に、良好な流動性により、塗工後に熱間加圧すると、繊維基材の表面に樹脂を染み出させることができ、接着性も良好となる。
【0036】
本発明の樹脂組成物は熱伝導性及び流動性に優れることから、この樹脂組成物を硬化した絶縁層を備える積層板、金属基板、及びプリント配線板は、高い熱伝導性及び絶縁性が発揮される。
【0037】
また、ナノ粒子を特定量含有させた本発明の樹脂組成物では、メソゲン骨格を有するモノマーに由来する樹脂を用いても、十分な流動性を得ることが可能である。
以下では、樹脂組成物に用いる材料及び樹脂組成物の物性について説明する。
【0038】
(熱伝導性フィラー)
本発明の樹脂組成物は、平均粒子径が0.2μm〜100μmの熱伝導性フィラーを含む。また、本発明の樹脂組成物において、前記熱伝導性フィラーは、全固形分に対して60〜90体積%で含有される。
【0039】
前記熱伝導性フィラーの材質としては、樹脂よりも高い熱伝導性を有すれば特に制限はなく、絶縁性を要求される用途では絶縁性の材質であれば、通常熱伝導性向上のためにフィラーとして用いられるものを適用することができる。
【0040】
前記熱伝導性フィラーは、樹脂組成物中、全固形分に対して60〜90体積%で含有される。樹脂組成物中に熱伝導性フィラーが60体積%以上充填されると、熱伝導率に優れる。また、接着性等の機能を発現させるために、樹脂組成物中の熱伝導性フィラーの含有率は、90体積%以下とする。好ましくは、樹脂組成物中の熱伝導性フィラーの含有率は、全固形分に対して65〜85体積%であり、より好ましくは70〜80体積%である。
【0041】
なお、本明細書における熱伝導性フィラーの含有量(体積%)は、次式により求めた値とする。
【0042】
熱伝導性フィラーの含有量(体積%)=(Aw/Ad)/((Aw/Ad)+(Bw/Bd)+(Cw/Cd)+(Dw/Dd)+・・・)×100
【0043】
Aw:熱伝導性フィラーの質量組成比(質量%)
Bw:熱硬化性樹脂の質量組成比(質量%)
Cw:ナノ粒子の質量組成比(質量%)
Dw:その他の任意成分(有機溶剤を除く)の質量組成比(質量%)
Ad:熱伝導性フィラーの比重
Bd:熱硬化性樹脂の比重
Cd:ナノ粒子の比重
Dd:その他の任意成分(有機溶剤を除く)の比重
【0044】
前記熱伝導性フィラーとして具体的には例えば、アルミナ、窒化アルミニウム、窒化ホウ素、窒化珪素、酸化マグネシウムなどを挙げることができる。熱伝導性及び耐湿性のバランスの観点からは、アルミナが好ましい。アルミナの結晶型は特に限定されず、α型、γ型、δ型、θ型のいずれであってもよく、熱伝導率が高く、融点が高く、機械的強度が高く、且つ電気絶縁性に優れる点から、α−アルミナが好ましい。
【0045】
また、熱伝導率の観点では、窒化アルミニウム、窒化ホウ素、窒化珪素などの窒化物フィラーが優れる。よって、所望の熱伝導率によって窒化物フィラーを単独で使用し、又は窒化物フィラーとアルミナとを併用することができる。
【0046】
前記熱伝導性フィラーは、単一の粒度分布を有するフィラー群であってもよいが、フィラーの充填性の観点からは、単一の粒度分布を有するフィラー群で70体積%以上充填することは困難である。そこで、異なる粒度分布を持つ2種類以上のフィラー群を組み合わせて充填することが好ましく、異なる粒度分布を持つ3種類以上のフィラー群を組み合わせると更に好ましい。
【0047】
混合の割合については、例えば異なる粒度分布を持つ3種類のフィラー群を適用する場合を例に挙げると、平均粒子径が2μm以上100μm以下のフィラー群(A)、平均粒子径がフィラー群(A)の1/2以下であり1μm以上10μm以下のフィラー群(B)、及び、平均粒子径がフィラー群(B)の1/2以下であり0.2μm以上5μm以下のフィラー群(C)の混合物であり、熱伝導性フィラーの全体積に対するフィラー群(A)、(B)及び(C)の割合が、それぞれ、50体積%以上90体積%以下、5体積%以上40体積%以下、及び1体積%以上30体積%以下(ただし、フィラー群(A)、(B)及び(C)の総体積%は、100体積%である)の割合で充填すると好適である。
【0048】
前記フィラー群(A)の平均粒子径は、シート又は樹脂付き金属箔の場合は目標とする膜厚、プリプレグの場合には目標膜厚と繊維基材の目の細かさによって制限される。他の制限が特にない場合には、熱導電率の観点からは前記フィラー群(A)の平均粒子径は大きいほど好ましいが、熱抵抗の観点から絶縁性が許容する範囲でなるべく薄い膜厚とするのが好ましい。よって、前記フィラー群(A)の平均粒子径は2μm以上100μm以下であることが好ましく、充填性および熱抵抗・熱伝導性の観点から、5μm以上75μm以下であることがより好ましく、5μm以上45μm以下であることが更に好ましく、10μm以上30μm以下であることが更に好ましい。
【0049】
上述のように、異なる粒度分布を持つフィラー群を組み合わせて充填する場合には、全てのフィラー群において、平均粒子径が0.2μm〜100μmであることが好ましい。しかしながら、平均粒子径が0.2μm〜100μmの範囲から外れる熱伝導性フィラーを併用してもよい。平均粒子径が0.2μm〜100μmの範囲から外れる熱伝導性フィラーを併用した場合であっても、平均粒子径が0.2μm〜100μmの熱伝導性フィラーは、樹脂組成物の全固形分に対して60〜90体積%で含有される。
【0050】
また、樹脂組成物にはシランカップリング剤を含むことが好ましい。シランカップリング剤を含む効果としては、無機フィラーの表面とその周りを取り囲む有機樹脂の間で共有結合を形成する役割(バインダ剤に相当)を果たし、熱を効率よく伝達する働きや、更には水分の浸入を妨げることにより、絶縁信頼性の向上にも寄与する。シランカップリング剤の種類として、市販のものを通常使用できるが、エポキシ樹脂やフェノール樹脂との相溶性および樹脂層と無機フィラー層との界面での熱伝導欠損を低減することを考慮すると、末端にエポキシ基、アミノ基、メルカプト基、ウレイド基、水酸基を有するシランカップリング剤を用いることが好適である。例として、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−アミノプロピルトリメトキシシラン、3−フェニルアミノプロピルトリメトキシシラン、3−メルカプトプロピルトリメトキシシラン、3−メルカプトトリエトキシシラン、3−ウレイドプロピルトリエトキシシランなどがあり、またSC−6000KS2に代表されるシランカップリング剤オリゴマ(日立化成コーテットサンド株式会社製)を使用することができる。またこれらシランカップリング剤は単独または2種類以上を併用することもできる。
【0051】
(ナノ粒子)
本発明の樹脂組成物は、重量累積粒度分布から求めた平均粒子径(D50)が1nm〜100nmのナノ粒子を含む。また、本発明の樹脂組成物において、前記ナノ粒子は、全固形分に対して0.01〜1体積%で含有される。
【0052】
ナノ粒子のD50は、前記熱伝導性フィラーどうし、又は熱伝導性フィラーと繊維基材間の潤滑性を高める観点から、1nm〜100nmであり、10nm〜50nmであることがより好ましい。ナノ粒子のD50の求め方は、前記熱伝導性フィラーの場合と同様である。
【0053】
ナノ粒子は、樹脂組成物中、全固形分に対して0.01〜1体積%で含有される。樹脂組成物において、ナノ粒子が全固形分に対して0.01体積%以上で含有されると、フィラー間、フィラー・繊維基材間の潤滑性を高める効果が得られ、1体積%以下で含有されると、前記熱伝導性フィラーどうしの間隔を大きくするのが抑えられるため、ナノ粒子を添加したことによる熱伝導率の低下が抑制される。また、ナノ粒子の添加量が多すぎると、表面水酸基の影響で熱硬化性樹脂の当量関係がずれてしまうことがあるため、添加量にあわせて樹脂の当量比を最適化する必要がある。硬化反応を良好に進める観点から、樹脂組成物中のナノ粒子の含有率は、全固形分に対して0.05〜0.5体積%であることが好ましい。
【0054】
なお、本明細書におけるナノ粒子の含有量(体積%)は、次式により求めた値とする。
【0055】
ナノ粒子の含有量(体積%)=(Cw/Cd)/((Aw/Ad)+(Bw/Bd)+(Cw/Cd)+(Dw/Dd)+・・・)×100
【0056】
Aw:熱伝導性フィラーの質量組成比(質量%)
Bw:熱硬化性樹脂の質量組成比(質量%)
Cw:ナノ粒子の質量組成比(質量%)
Dw:その他の任意成分(有機溶剤を除く)の質量組成比(質量%)
Ad:熱伝導性フィラーの比重
Bd:熱硬化性樹脂の比重
Cd:ナノ粒子の比重
Dd:その他の任意成分(有機溶剤を除く)の比重
【0057】
ナノ粒子の材質は特に限定されない。樹脂組成物を絶縁性とする観点からは、シリカ、アルミナ、ジルコニア、水酸化アルミニウムなどの絶縁性セラミックから構成されるナノ粒子が好ましい。粒子の入手性や製造容易性の観点からは、シリカ粒子であることが好ましい。熱伝導率の観点からは、アルミナ粒子であることが好ましい。
【0058】
ナノ粒子の形状は、効率的な潤滑作用を示す観点からは、真球状であることが好ましいが、特に限定されるものではない。
【0059】
また、ナノ粒子の添加による増粘を抑える観点から、ナノ粒子はシランカップリング剤などで表面処理されることが好ましい。シランカップリング剤などで表面処理すると、ナノ粒子の表面に存在する水酸基を起点に有機鎖で修飾されることで、樹脂と相互作用できる水酸基密度が低下し、水酸基に後述の熱硬化性樹脂が束縛されて増粘するのが抑えられる。特に、ナノ粒子は粒子径が小さいことから表面積の割合が大きくなり、表面に存在する水酸基の影響が大きく現れやすい。
【0060】
前記シランカップリング剤としては、樹脂組成物の粘度を低下させ、効果的に流動性を向上させる観点から、アルキル、ビニル、アクリロイル、メタクリロイル、フェニル、又はアミノフェニルなどの疎水性官能基を持つシランカップリング剤が好ましい。なお、エポキシシランやアミノシランなど結合性をもつ官能基で修飾するカップリング剤を適用する場合、例えばフェノール硬化エポキシ樹脂とアミノシランなど、マトリクスとなる熱硬化性樹脂との相性によっては硬化系に組み込まれることで、処理しない場合に比べて著しく増粘することがあるため、耐熱性などの観点からこれらを選択する場合は後述の熱硬化性樹脂との反応性に注意して表面処理剤を選択する必要がある。
【0061】
ナノ粒子の樹脂組成物への配合方法としては、有機スラリーとしてから添加する方法と、乾燥粉末として添加する方法を使用できる。ナノ粒子の凝集を抑え、また樹脂組成物中での分散が容易であることから、有機スラリーとしてから添加する方法がより好ましい。
【0062】
(熱硬化性樹脂)
本発明の樹脂組成物は、熱硬化性樹脂の少なくとも1種を含む。前記熱硬化性樹脂としては、熱硬化性を有する樹脂であれば特に制限はなく、通常用いられる熱硬化性樹脂を用いることができる。熱硬化性樹脂として具体的には例えば、エポキシ系樹脂、ポリイミド系樹脂、ポリアミドイミド系樹脂、トリアジン系樹脂、フェノール系樹脂、メラミン系樹脂、ポリエステル系樹脂、シアネートエステル系樹脂、及びこれら樹脂の変性系などを挙げることができる。これらの樹脂は1種単独で用いても、2種類以上を併用してもよい。
【0063】
本発明における熱硬化性樹脂は、耐熱性の観点から、エポキシ系樹脂、フェノール樹脂、及びトリアジン系樹脂から選ばれる樹脂であることが好ましく、エポキシ系樹脂であることがより好ましい。また、必要に応じて硬化剤や硬化促進剤を含んでいてもよい。エポキシ系樹脂は、1種類を単独で用いても、2種類以上を併用してもよい。
【0064】
前記エポキシ系樹脂(以下、単に「エポキシ樹脂」ということがある)としては、ビスフェノールA、ビスフェノールF、ビフェノール、ノボラック型フェノール樹脂、オルトクレゾールノボラック型フェノール樹脂、トリスフェノールメタンノボラック型フェノール樹脂等の多価フェノール及び1,4−ブタンジオール等の多価アルコールとエピクロルヒドリンとを反応させて得られるポリグリシジルエーテル;フタル酸、ヘキサヒドロフタル酸等の多塩基酸とエピクロルヒドリンを反応させて得られるポリグリシジルエステル;アミン、アミド、又は複素環式窒素塩基を有する化合物のN−グリシジル誘導体;及び脂環式エポキシ樹脂などが挙げられる。
【0065】
前記エポキシ系樹脂のなかでも、樹脂そのものの熱伝導率が向上し、加熱時の溶融粘度が小さくなることから、ビフェニル構造などに代表されるメソゲン骨格を有するエポキシモノマー又はその重合体が好ましい。
【0066】
本発明におけるメソゲン骨格とは、液晶性を発現する可能性のある官能基を示す。具体的には、ビフェニル、フェニルベンゾエート、アゾベンゼン、スチルベン等やその誘導体が挙げられ、ビフェニル乃至分子内に3個以上の6員環構造を有するものが挙げられ、『液晶便覧』(丸善 液晶便覧返信委員会 編2000年出版)に記載されている下記一般式(A)が挙げられる。
【0067】
【化1】
【0068】
一般式(A)中、環1、環2、及び環3として表される環構造は、各々独立に、
【化2】
の中から選択され、結合基X1及びX2は、各々独立に、単結合、
【0069】
【化3】
【0070】
又は、これらを二つ以上組み合わせた連結基であり、Y1、Y2及びY3は、各々独立に、−R、−OR(Rは炭素数1〜8の脂肪族炭化水素基を表す)、−F、−Cl、−Br、−I、−CN、−NO2、又は−CO−CH3を表し、n、m及びlは各々独立に0〜4の整数を表す。
【0071】
メソゲン骨格を有するエポキシモノマーとしては、ビフェニル型エポキシ樹脂、ビキシレニル型エポキシ樹脂、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、又は1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−ベンゼンなどが好ましく、融点及び硬化物の熱伝導率の観点から、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンがより好ましい。かかるエポキシ化合物は、例えば前述の特許文献1に記載の方法により製造することができる。
【0072】
また、エポキシ系樹脂は、エポキシモノマーであっても、エポキシモノマーを硬化剤などにより重合させ部分的に反応させたプレポリマの状態であってもよい。メソゲン骨格を持つ樹脂は一般に結晶化しやすく、溶媒への溶解度も低いものが多いが、一部重合させることで結晶化を抑制することができるため、成形性が向上する場合がある。
【0073】
熱硬化性樹脂の含有率は、樹脂組成物の全固形分に対して、9〜39.99体積%であることが好ましく、14〜34.99体積%であることがより好ましく、19〜29.99体積%であることが更に好ましい。なお、ここでいう熱硬化性樹脂の含有率では、後述の硬化剤や硬化促進剤を用いる場合には、これら硬化剤や硬化促進剤を含めるものとする。
【0074】
(硬化剤、硬化促進剤)
前記硬化剤は、前記熱硬化性樹脂の種類等に応じて、従来公知の化合物から適宜選択して用いることができる。例えば熱硬化性樹脂の主剤としてエポキシ樹脂を用いる場合の硬化剤としては、アミン系硬化剤、フェノール系硬化剤などを挙げることができる。アミン系硬化剤としては芳香族多価アミンが好ましく、4,4’−ジアミノジフェニルメタンや1,5−ジアミノナフタレンなどを挙げることができる。フェノール系硬化剤としては多官能性フェノールが好ましく、フェノールノボラック、フェノールアラルキル、ナフトールアラルキル、ジシクロペンタジエンフェノール、カテコールノボラック、レゾルシノールノボラックなどを挙げることができる。硬化剤は、1種単独でも、2種以上を組み合わせて用いてもよい。
【0075】
前記硬化剤の含有率は、主剤と硬化剤の反応性官能基が硬化時に完全に消費される混合比(当量比1.0)に近いほど好ましく、当量比が0.8〜1.2となる含有率が好ましく、0.9〜1.1となる含有率がより好ましい。
【0076】
本発明においては、熱硬化性樹脂と硬化剤との反応等を促進させる目的で硬化促進剤を含んでいてもよい。また硬化促進剤の種類や配合量は特に限定するものではないが、反応速度や反応温度、保管性などの観点から、適切なものを選択することができる。促進剤の具体例としては、例えばイミダゾール系化合物、有機リン系化合物、第3級アミン、第4級アンモニウム塩などが挙げられる。これらは1種単独でも、2種類以上を併用してもよい。
【0077】
また、成形プロセスにあわせて、有機溶剤を含有した状態で成形してもよい。有機溶剤としては、通常用いられる有機溶剤を用いることができる。具体的には、アルコール系溶剤、エーテル系溶剤、ケトン系溶剤、アミド系溶剤、芳香族炭化水素系溶剤、エステル系溶剤、ニトリル系溶剤等を挙げることができる。例えば、メチルイソブチルケトン、ジメチルアセトアミド、ジメチルホルムアミド、ジメチルスルホキシド、N−メチル−2−ピロリドン、γ−ブチロラクトン、スルホラン、シクロヘキサノン、メチルエチルケトンを用いることができる。これらは1種単独でも、2種類以上を併用した混合溶剤として用いてもよい。
【0078】
<樹脂シート>
本発明の樹脂シートは、前記樹脂組成物をシート状に成形したものである。具体的には、前記樹脂組成物を離型基材上に塗布し、乾燥することで製造することができる。この際、乾燥後に必要に応じて2枚を背合せ或いは離型基材をあてて熱間加圧することで両面を平滑化すると塗工時のピンホール等を解消できるため好ましい。高い熱伝導性と優れた流動性を有する前記樹脂組成物から樹脂シートを成形することで、高い熱伝導性及び絶縁性が実現される。
【0079】
前記離型基材としては、乾燥時の温度に耐えうるものであれば特に制限はなく、一般的に用いられる離型剤付きのポリエチレンテレフタレートフィルム、ポリイミドフィルム、アラミドフィルム、離型剤付きのアルミニウム箔等の金属箔を用いることができる。
【0080】
樹脂シートの厚みは、用途に応じて適宜設計することができる。一般には、50μm〜300μmである。
【0081】
上記樹脂シートは、例えば、下記のようにして得られる。まず、上述の樹脂組成物で説明した各成分を、混合、溶解、分散して、ワニスを調製する。そして、調製したワニスを離型基材上に塗布する。塗布は、公知の方法により実施することができる。塗布方法として、具体的には、コンマコート、ダイコート、リップコート、グラビアコート等の方法が挙げられる。所定の厚みに樹脂シートを形成するための塗布方法としては、ギャップ間に被塗工物を通過させるコンマコート法、ノズルから流量を調整したワニスを塗布するダイコート法等を適用することができる。
【0082】
乾燥温度は、樹脂組成物に用いる溶剤によって適宜設定することが望ましく、一般には80〜180℃程度である。乾燥時間はワニスのゲル化時間と膜厚との兼ね合いで決めることができ、特に制限はない。乾燥後、離型基材を除去して、樹脂シートを得る。
【0083】
樹脂シートにおける溶剤残存量は、硬化時のアウトガス発生時の気泡形成への懸念の観点から、2.0%以下であることが好ましく、1.0%以下であることがより好ましく、0.7%以下であることが更に好ましい。
【0084】
溶剤残存量は、樹脂シートを40mm角に切り出し、190℃に予熱した恒温槽中で2時間乾燥させたときの、乾燥前後の質量変化から求める。
【0085】
本発明の樹脂シートは、プレスやロールラミネータなどによる熱間加圧により、積層又は貼付する前に予め表面を平坦化してから使用してもよい。熱間加圧の方法は、熱プレス、熱ロール、ラミネータ等の方法を任意に選択することができる。
【0086】
真空プレスの方法で熱間加圧する場合、加熱温度は、樹脂組成物に用いる樹脂の種類などに応じて適宜設定することが望ましく、一般には、60℃〜180℃とすることが好ましく、120℃〜150℃とすることがより好ましい。また、真空度は、3kPa〜0.1kPaとすることが好ましい。プレス圧は、0.5MPa〜4MPaとすることが好ましく、1MPa〜2MPaとすることがより好ましい。
【0087】
熱間加圧後の樹脂シートの両表面の平坦化度は、75%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることが更に好ましい。樹脂シートの両表面の平坦化度が75%以上の場合、被着材の粗化された表面に対しても良好に追従することができるため、界面を良好に密着させることができる。界面が良好に密着することで、接着性や絶縁性に優れる。
【0088】
樹脂シート表面の平坦化度は、熱間加圧後の平滑表面の面積率として評価する。得られたシートの表面を白金スパッタでコーティングした後、走査型電子顕微鏡(SEM、FEI製、ESEM)にて100倍の倍率で表面を観察する。任意に切り出した5視野のSEM像を印刷した後、樹脂が流動して平坦化された画像部分を切り抜き、その質量比から、樹脂が流動して平坦化された面積率(平坦化度)を求める。
【0089】
本発明の樹脂シートは、フロー量が130%以上210%以下であることが好ましく、150%以上200%以下であることがより好ましい。このフロー量は、熱圧着時の溶融流動性の指標である。フロー量が130%に満たない場合には埋め込み性が不十分となり、210%を超える場合にはフロー過剰でバリが出てしまう。
【0090】
フロー量は、200μm厚の樹脂シートを10mm角に打ち抜いて試料を準備し、この試料を大気圧条件下で、温度160℃、プレス圧1.6MPaの条件で1分間押圧したときの、押圧前後の樹脂シートの面積変化率である。面積の変化率は、試料を300DPI以上のスキャナで取り込み、画像解析ソフト(Adobe Photoshop)にて2値化処理した後、面積(ピクセル数)の変化率から求める。
【0091】
フロー量(%)=(押圧後の樹脂シートの面積)/(押圧前の樹脂シートの面積)
【0092】
<プリプレグ>
本発明のプリプレグは、繊維基材と、前記繊維基材に含浸された前記樹脂組成物と、を有して構成される。かかる構成であることで熱伝導性及び絶縁性に優れたプリプレグとなる。また、前記ナノ粒子を含有する樹脂組成物は、チキソ性が向上するために、塗工工程や含浸工程における熱伝導性フィラーの沈降を抑制することができる。したがって、プリプレグの厚み方向でのフィラーの濃淡の分布が発生するのを抑えることができ、結果として、熱伝導性及び絶縁性に優れるプリプレグが得られる。
【0093】
プリプレグを構成する繊維基材としては、金属箔張り積層板や多層プリント配線板を製造する際に用いられるものであれば特に制限されないが、通常織布や不織布等の繊維基材が用いられる。ただし、目が極めて詰まった繊維だとフィラーが詰まってしまい含浸できないため、目開きはフィラー(A)の平均粒径の5倍以上とすることが好ましい。繊維基材の材質としては、ガラス、アルミナ、ボロン、シリカアルミナガラス、シリカガラス、チラノ、炭化ケイ素、窒化ケイ素、ジルコニア等の無機繊維や、アラミド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリエーテルサルフォン、カーボン、セルロース等の有機繊維等及びこれらの混抄系がある。中でも特にガラス繊維の織布が好ましく用いられる。これにより屈曲性のある任意に折り曲げ可能なプリント配線板を得ることができる。さらに、製造プロセスでの温度、吸湿等に伴う基板の寸法変化を小さくすることも可能となる。
【0094】
繊維基材の厚さは特に限定されないが、より良好な可とう性を付与する観点から、30μm以下であることがより好ましく、含浸性の観点から15μm以下であることが好ましい。繊維基材の厚みの下限は特に制限されないが、通常5μm程度である。
【0095】
前記プリプレグにおいて、前記樹脂組成物の含浸量は、繊維基材および樹脂組成物の総質量に対して50〜99.9質量%であることが好ましい。
【0096】
前記プリプレグは、上記と同様に調製された前記樹脂組成物を、繊維基材に含浸し、80〜180℃の加熱により溶剤を除去して製造することができる。プリプレグにおける溶剤残存量は、2.0%以下であることが好ましく、1.0%以下であることがより好ましく、0.7%以下であることが更に好ましい。
【0097】
溶剤残存量は、プリプレグを40mm角に切り出し、190℃に予熱した恒温槽中に2時間乾燥させたときの、乾燥前後の質量変化から求める。
【0098】
加熱により溶剤を除去する乾燥時間については特に制限されない。また樹脂組成物を繊維基材に含浸する方法に特に制限はなく、例えば、塗工機により塗布する方法を挙げることができる。詳細には、繊維基材を樹脂組成物にくぐらせて引き上げる縦型塗工法、及び支持フィルム上に樹脂組成物を塗工してから繊維基材を押し付けて含浸させる横型塗工法などを挙げることができ、繊維基材内での熱伝導性フィラーの偏在を抑える観点からは、横型塗工法が好適である。
【0099】
また、本発明のプリプレグは、プレスやロールラミネータなどによる熱間加圧により、積層又は貼付する前に予め表面を平滑化してから使用してもよい。熱間加圧の方法は、上記樹脂シートで挙げた方法と同様である。また、プリプレグの熱間加圧における加熱温度、真空度、及びプレス圧の条件についても、樹脂シートの熱間加圧で挙げた条件と同様である。
【0100】
熱間加圧後のプリプレグの両表面の平坦化度は、75%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることが更に好ましい。プリプレグの両表面の平坦化度は、プリプレグに用いた繊維基材の表面から樹脂が染み出す面積率として評価される。具体的な平坦化度の測定方法は、実施例において後述する。平坦化度が75%以上の場合、熱間加圧時にナノ粒子の効果により良好に樹脂を染み出させることができるため、安定した絶縁破壊電圧を得ることができる。
【0101】
<積層板>
本発明の積層板は、樹脂含有層の硬化層と、被着材と、を有する。前記樹脂含有層は、前記樹脂組成物で構成される樹脂層、前記樹脂シート、及び前記プリプレグから選択される少なくとも1層である。本発明の樹脂組成物から形成される樹脂含有層の硬化層を備えることで、熱伝導性及び絶縁性に優れた積層板となる。
【0102】
本発明の積層板において、樹脂含有層の硬化層として、前記樹脂層、前記樹脂シート、又は前記プリプレグのいずれか1層を備える形態であってもよく、2層以上を備える形態であってもよい。2層以上の硬化層を備える場合には、前記樹脂層を2層以上設ける形態、前記樹脂シートを2枚以上設ける形態、又は前記プリプレグを2枚以上設ける形態であってもよい。更には、前記樹脂層、前記樹脂シート、及び前記プリプレグのいずれか2つ以上を組み合わせて備えてもよい。
【0103】
本発明の積層板は、例えば、被着材上に前記樹脂組成物を塗工して樹脂層を形成し、これを加熱及び加圧して、前記樹脂層を硬化させるとともに被着材に密着させることで得られる。又は、前記被着材に前記樹脂シート又は前記プリプレグを積層した積層体を準備し、この積層体を加熱及び加圧して、前記樹脂シート又は前記プリプレグを硬化させるとともに被着材に密着させことで得られる。
【0104】
前記樹脂含有層を硬化するための加熱温度は特に限定されないが、通常80〜250℃の範囲であり、好ましくは130〜230℃の範囲である。また、前記加圧の条件は特に限定されないが、通常0.5〜15MPaの範囲であり、好ましくは2〜10MPaの範囲である。また、加熱及び加圧には、真空プレスが好適に用いられる。
【0105】
被着材としては、金属箔や金属板などを挙げることができる。前記被着材は、前記樹脂含有層の硬化層の一方の面のみに付設しても、両面に付設してもよい。
【0106】
前記金属箔としては、金箔、銅箔、アルミニウム箔など特に制限されず、一般的には銅箔が用いられる。前記金属箔の厚みとしては、1μm〜500μmであれば特に制限されず、使用する電力によって好適な厚みを選択することができる。
【0107】
また、金属箔として、ニッケル、ニッケル−リン、ニッケル−スズ合金、ニッケル−鉄合金、鉛、鉛−スズ合金等を中間層とし、この両表面に0.5〜15μmの銅層と10〜300μmの銅層を設けた3層構造の複合箔、又はアルミニウムと銅箔とを複合した2層構造複合箔を用いることもできる。
【0108】
金属板は熱伝導率が高く、熱容量が大きい金属材料からなり、銅、アルミニウム、鉄、リードフレームに使われる合金などが例示できる。板厚は用途によって自由に選択することができ、金属基板は軽量化や加工性を優先する場合はアルミニウム、放熱性を優先する場合は銅、というように目的を応じて材質を選定してもよい。
【0109】
本発明の積層板の厚さは、200μm以下であることが好ましく、50〜180μmであることがより好ましい。厚さが200μm以下、更には180μm以下の場合、可とう性に優れ、曲げ加工時にクラックが発生するのが抑えられる。また、厚さが50μm以上の場合には、作業性に優れる。
【0110】
<金属箔貼硬化物、金属基板>
前記積層板の一例として、後述のプリント配線板を作製するのに用いる金属箔貼硬化物、又は金属基板を挙げることができる。
【0111】
前記金属箔貼硬化物では、前記積層板における被着材として、2枚の金属箔を用いる。具体的には、前述の金属箔を2枚用意し、この2枚の金属箔の間に、前記樹脂含有層の硬化層を備える。
【0112】
前記金属基板では、前記積層板における被着材として、金属箔と金属基板とを用いる。具体的には、前記金属基板は、前記金属箔と前記金属基板との間に、前記樹脂含有層の硬化層を備える。
【0113】
生産性を高める観点から、金属基板を大きなサイズで作製して電子部品を実装した後に、使用するサイズに切断することが好ましい。そのため、金属基板に用いる金属板は切断加工性に優れることが望ましい。
【0114】
金属板としてアルミニウムを用いる場合、アルミニウム又はアルミニウムを主成分とする合金を材質として選定でき、その化学組成と熱処理条件により多種類のものが入手可能であるが、高く切削しやすい等の加工性が高く、かつ強度に優れた種類を選定することが好ましい。
【0115】
<プリント配線板>
本発明のプリント配線板は、配線層と、金属基板とを有し、前記配線層と前記金属基板との間に、樹脂含有層の硬化層を有する。前記樹脂含有層は、前記樹脂組成物を付与してなる樹脂層、前記樹脂シート、及び前記プリプレグから選択される少なくとも1層である。本発明のプリント配線板は、前述の金属箔貼硬化物又は金属基板における金属箔を回路加工することにより製造することができる。金属箔の回路加工には通常のフォトリソによる方法が適用できる。本発明の樹脂組成物を用いることで、熱伝導性及び絶縁性に優れたプリント配線板が得られる。
【0116】
本発明のプリント配線板の好ましい態様としては、例えば、特開2009−214525号公報の段落番号0064や、特開2009−275086号公報の段落番号0056〜0059に記載のプリント配線板と同様のものを挙げることができる。
【実施例】
【0117】
以下、本発明を実施例により更に詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0118】
<樹脂組成物>
[実施例1]
ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)100質量部と、レゾルシノールノボラック(日立化成工業試作品)37質量部と、トリフェニルホスフィン1.4質量部と、KBM−573(信越化学工業製)1.4質量部と、アルミナ粉末1528質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ1008質量部と、平均粒子径が3μmのアルミナ367質量部と、平均粒子径が0.4μmのアルミナ153質量部との混合物)と、メチルエチルケトン300質量部とを混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径が15nm)スラリーを固形分換算で1.9質量部相当添加し、エポキシ樹脂ワニスを得た。
【0119】
ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)とレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)とレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0120】
[実施例2]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、窒化アルミニウム粉末1472質量部(古河電子製窒化アルミニウム粉末;平均粒子径が30μmの窒化アルミニウム粉末972質量部と、平均粒子径が5μmの窒化アルミニウム粉末294質量部と、トクヤマ社製窒化アルミニウム粉末;平均粒子径が0.6μmの窒化アルミニウム粉末206質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径:15nm)スラリーを固形分換算で1.8質量部相当添加し、エポキシ樹脂ワニスを得た。
【0121】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、窒化アルミニウム粉末の密度を3.27g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックと窒化アルミニウム粉末とナノ粒子の合計体積に対する窒化アルミニウム粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0122】
[実施例3]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1472質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ972質量部と、平均粒子径が3μmのアルミナ353質量部と、平均粒子径が0.4μmのアルミナ147質量部との混合物)と、シクロヘキサノン300質量部と、を混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径:15nm)スラリーを固形分換算で1.8質量部相当添加し、エポキシ樹脂ワニスを得た。
【0123】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0124】
[実施例4]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1483質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ979質量部と、平均粒子径が3μmのアルミナ356質量部と、平均粒子径が0.4μmのアルミナ148質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径:15nm)スラリーを固形分換算で3.6質量部相当添加し、エポキシ樹脂ワニスを得た。
【0125】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.4体積%であった。
【0126】
[実施例5]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1472質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ972質量部と、平均粒子径が3μmのアルミナ353質量部と、平均粒子径が0.4μmのアルミナ147質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ジメチルシランにより疎水処理されたシリカナノ粒子(日産化学社製、商品名:スノーテックスMEK−ST−L、平均粒子径:40nm)スラリーを固形分換算で1.8質量部相当添加し、エポキシ樹脂ワニスを得た。
【0127】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0128】
[実施例6]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1472質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ972質量部と、平均粒子径が3μmのアルミナ353質量部と、平均粒子径が0.4μmのアルミナ147質量部との混合物)と、アルミナナノ粒子(シーアイ化成製、商品名:Nanotek アルミナ、平均粒子径:30nm)3.3質量部と、シクロヘキサノン300質量部とを混合し、エポキシ樹脂組成物を得た。
【0129】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、アルミナナノ粒子の密度を3.98g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末(ナノ粒子以外)の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0130】
[比較例1]
ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)100質量部と、レゾルシノールノボラック(日立化成工業試作品)37質量部と、トリフェニルホスフィン1.4質量部と、KBM−573(信越化学工業社製)1.4質量部と、アルミナ粉末1517質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ1001質量部と、平均粒子径が3μmのアルミナ364質量部と、平均粒子径が0.4μmのアルミナ152質量部との混合物)と、メチルエチルケトン300質量部とを混合し、エポキシ樹脂ワニスを得た。
【0131】
ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)とレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3として、ビフェニル型のエポキシ樹脂(ジャパンエポキシレジン、YL6121H)とレゾルシノールノボラックとアルミナ粉末の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。
【0132】
[比較例2]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、窒化アルミニウム粉末1461質量部(古河電子製窒化アルミニウム粉末;平均粒子径が30μmの窒化アルミニウム粉末964質量部と、平均粒子径が5μmの窒化アルミニウム粉末292質量部と、トクヤマ社製窒化アルミニウム粉末;平均粒子径が0.6μmの窒化アルミニウム粉末205質量部との混合物)と、シクロヘキサノン300質量部とを混合し、エポキシ樹脂ワニスを得た。
【0133】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、窒化アルミニウム粉末の密度を3.27g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックと窒化アルミニウム粉末の合計体積に対する窒化アルミニウム粉末の割合を算出したところ、73体積%であった。
【0134】
[比較例3]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1461質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ964質量部と、平均粒子径が3μmのアルミナ351質量部と、平均粒子径が0.4μmのアルミナ146質量部との混合物)と、シクロヘキサノン300質量部とを混合し、エポキシ樹脂ワニスを得た。
【0135】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。
【0136】
[比較例4]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1644質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ1085質量部と、平均粒子径が3μmのアルミナ395質量部と、平均粒子径が0.4μmのアルミナ164質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ビニルシランにより疎水処理されたシリカナノ粒子(アドマテックス社製、商品名:アドマナノ、平均粒子径:15nm)スラリーを固形分換算で30.3質量部相当添加し、エポキシ樹脂ワニスを得た。
【0137】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカナノ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とナノ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、3体積%であった。
【0138】
[比較例5]
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン100質量部と、レゾルシノールノボラック(日立化成工業試作品)32質量部と、トリフェニルホスフィン1.3質量部と、KBM−573(信越化学工業社製)1.3質量部と、アルミナ粉末1472質量部(住友化学株式会社製α−アルミナ粉末;平均粒子径が18μmのアルミナ972質量部と、平均粒子径が3μmのアルミナ353質量部と、平均粒子径が0.4μmのアルミナ147質量部との混合物)と、シクロヘキサノン300質量部とを混合し、ナノ粒子の代わりに平均粒子径が0.5μmのシリカ粒子(アドマテックス製、SO−25R)を1.8質量部添加し、エポキシ樹脂ワニスを得た。
【0139】
1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとの混合物の密度を1.2g/cm3、アルミナ粉末の密度を3.98g/cm3、シリカ粒子の密度を2.2g/cm3として、1−(3−メチル−4−オキシラニルメトキシフェニル)−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンとレゾルシノールノボラックとアルミナ粉末とシリカ粒子の合計体積に対するアルミナ粉末の割合を算出したところ、73体積%であった。また、前記合計体積に対するシリカナノ粒子の割合を算出したところ、0.2体積%であった。
【0140】
<樹脂シート>
(樹脂シートの作製)
作製した各々の樹脂組成物について、アプリケータでポリエチレンテレフタレート(PET)フィルム上に乾燥後厚みが200μmとなるように塗布した後、30分室温で放置し、乾燥させた。温度100℃で、30分間更に乾燥させた後、真空プレスにて熱間加圧(プレス温度120℃、真空度1kPa、プレス圧1MPa、処理時間1分)を行い、半硬化の樹脂シートを得た。
【0141】
(フロー量の評価)
得られた樹脂シートの両面のPETフィルムを剥がした後、10mm角に打ち抜き、大気圧条件下、200μm厚の試料を温度160℃、プレス圧1.6MPaで1分間押しつぶした。押しつぶした試料は300DPI以上のスキャナで取り込み、画像解析ソフト(Adobe Photoshop)にて2値化処理した後、面積(ピクセル数)の変化率からフロー量を評価した。
【0142】
(残溶剤量の評価)
また、得られた樹脂シートの両面のPETフィルムを剥がした後、40mm角に切り出し、190℃に予熱した恒温槽中で2時間乾燥した。乾燥前後の質量変化から、残溶剤量を評価した。
【0143】
(平坦化度の測定)
得られたシートの表面を白金スパッタでコーティングした後、走査型電子顕微鏡(SEM、FEI製、ESEM)にて100倍の倍率で表面を観察した。任意に切り出した5視野のSEM像を印刷した後、樹脂が流動して平坦化された画像部分を切り抜き、その質量比から、樹脂が流動して平坦化された面積率(平坦化度)を求めた。
【0144】
<樹脂シートを用いた銅箔貼硬化物>
上記得られた樹脂シートの両面のPETフィルムを剥がした後、2枚の銅箔(35μm)のマット面がそれぞれ樹脂シートに対向するようにして挟み、真空圧着(温度150℃、真空度1kPa、プレス圧4MPa、処理時間5分間)した。その後、大気圧条件下、140℃で2時間、190℃で2時間加熱し、銅箔貼硬化物を得た。
【0145】
<樹脂シートを用いた金属基板>
上記得られた樹脂シートの両面のPETフィルムを剥がした後、一方の面上に銅箔(35μm)のマット面が対向するように配置し、他方の面上にアルミニウム板(1mm、A5052)を配置して、樹脂シートを挟み、真空圧着(温度150℃、真空度1kPa、プレス圧4MPa、処理時間5分間)した。その後、大気圧条件下、140℃で2時間、190℃で2時間加熱し、金属基板を得た。
【0146】
<プリプレグ>
(プリプレグの作製)
作製した各々の樹脂組成物について、アプリケータでポリエチレンテレフタレート(PET)フィルム上に乾燥後厚みが200μmとなるように塗布した後、ガラス不織布を上からかぶせ、PETごしにロールを押し当ててガラス不織布に樹脂組成物を馴染ませて含浸させた。その後、20分室温で放置して乾燥させた。更に、温度100℃で、30分間乾燥させた後、真空プレスにて熱間加圧(プレス温度120℃、真空度1kPa、プレス圧2MPa、処理時間1分)を行い、プリプレグを得た。
【0147】
(残溶剤量の評価)
得られたプリプレグの両面のPETフィルムを剥がした後、40mm角に切り出し、190℃に予熱した恒温槽中で2時間乾燥した。乾燥前後の質量変化から、残溶剤量を評価した。
【0148】
(平坦化度の測定)
得られたプリプレグの表面を白金スパッタでコーティングした後、走査型電子顕微鏡(SEM、FEI製、ESEM)にて100倍の倍率で表面を観察した。任意に切り出した5視野のSEM像を印刷した後、樹脂が染み出して平坦化された画像部分を切り抜き、その質量比から、樹脂が染み出した部分の面積率(平坦化度)を求めた。得られた平坦化度を樹脂の染み出し性の指標とした。
【0149】
図1に、実施例4、比較例3の樹脂組成物から作製した塗工直後のプリプレグと真空プレス後のプリプレグの表面におけるSEM像を示す。プレス前の表面はどちらも熱伝導性フィラーの粒状感が確認される。しかしながら、プレス後においては、実施例4の樹脂組成物から作製したプリプレグでは、樹脂の染み出しにより平滑な表面(黒く塗りつぶされた部分)となっていることがわかる。これに対して、比較例3の樹脂組成物から作製したプリプレグでは、プレス後においても凹凸が確認される。以上のプリプレグ表面を観察したSEM像から、樹脂組成物へのナノ粒子の添加により、効果的に樹脂が染み出すことが確認され、流動性に優れることがわかる。
【0150】
<プリプレグを用いた銅箔貼硬化物>
得られたプリプレグの両面のPETフィルムを剥がした後、2枚の銅箔(35μm)のマット面がそれぞれプリプレグに対向するようにして挟み、真空圧着(温度150℃、真空度1kPa、プレス圧6MPa、処理時間5分間)した。その後、大気圧条件下、140℃で2時間、190℃で2時間加熱し、銅箔貼硬化物を得た。
【0151】
<プリプレグを用いた金属基板>
得られたプリプレグの両面のPETフィルムを剥がした後、一方の面上に銅箔(35μm)のマット面が対向するように配置し、他方の面上にアルミニウム板(1mm、A5052)を配置して、樹脂シートを挟み、真空圧着(温度150℃、真空度1kPa、プレス圧6MPa、処理時間5分間)した。その後、大気圧条件下、140℃で2時間、190℃で2時間加熱し、金属基板を得た。
【0152】
<熱伝導率の測定>
銅箔貼硬化物の銅箔をエッチングした樹脂硬化物を10mm角に切り出してグラファイトスプレーにて黒化処理した後、キセノンフラッシュ法(NETZSCH LFA447 nanoflash)を用いて熱拡散率を評価した。この値をアルキメデス法で測定した密度と、DSC(Perkin Elmer製DSC、Pyris1)で測定した比熱との積から熱伝導率を求めた。
【0153】
<絶縁破壊電圧の測定>
銅箔貼硬化物の銅箔をエッチングした樹脂硬化物を100mm角以上の寸法で切り出し、ヤマヨ試験機製YST−243−100RHOを用いて、直径25mmの円筒電極ではさみ、昇圧速度500V/s、室温、大気中にて測定し、5点以上の測定点で平均値と最低値を記録した。
【0154】
<ピール強度の測定>
JIS−C6481(1996年度版)に準拠して、作製した金属基板を用いて90°ピールの試験片を作製した。金属基板を25mm × 100mmに切り出し、中心10mm幅で残した銅箔(35μm)を、テンシロン引張試験機(オリエンテック社製 TM−100)を用いて常温で50mm/minの速度で90°の方向に引き剥がし多時の平均荷重から、ピール強度を測定した。
【0155】
以上の評価結果を表1に示す。
【0156】
【表1】
表1中、「−」は、サンプルを作製しておらず、未評価であることを意味する。
【0157】
実施例1〜6のいずれも、比較例1〜5に比較して、ナノ粒子の添加により熱伝導率の低下を伴わずに表面への樹脂の染み出し性に優れていることがわかる。
また、実施例3と実施例4とを比較すると、ナノ粒子の添加量の増大に伴って樹脂染み出し性が向上し、ピール強度・絶縁破壊電圧が向上することがわかる。しかし、比較例4に示すように、ナノ粒子の含有量が1体積%を超える場合には、熱伝導率が低下した。また、比較例5に示すように、ナノ粒子のD50が100nmを超えると潤滑効果が小さく、同様な添加量では殆ど効果が得られないことがわかる。
また、実施例3と実施例6とを比較すると、粉末アルミナのナノ粒子を用いた場合、シリカのナノ粒子を用いたときよりも樹脂の染み出し性は劣るものの、熱伝導率が僅かに向上した。
【特許請求の範囲】
【請求項1】
熱硬化性樹脂と、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmの熱伝導性フィラーを、全固形分に対して60〜90体積%と、重量累積粒度分布から求めた平均粒子径が1nm〜100nmのナノ粒子を、全固形分に対して0.01〜1体積%と、を含む樹脂組成物。
【請求項2】
前記熱硬化性樹脂が、メソゲン骨格を有するエポキシモノマー及び該エポキシモノマーの重合体の少なくとも一方を含む請求項1に記載の樹脂組成物。
【請求項3】
前記エポキシモノマーが、ビフェニル骨格乃至分子内に3個以上の6員環構造を有する請求項2に記載の樹脂組成物。
【請求項4】
前記熱伝導性フィラーは、アルミナ、窒化アルミニウム、窒化ホウ素、窒化珪素、及び酸化マグネシウムから選択される少なくとも1種から構成されるフィラーを含む請求項1〜請求項3のいずれか1項に記載の樹脂組成物。
【請求項5】
前記ナノ粒子がシリカ粒子である請求項1〜請求項4のいずれか1項に記載の樹脂組成物。
【請求項6】
請求項1〜請求項5のいずれか1項に記載の樹脂組成物をシート状に成形した樹脂シート。
【請求項7】
両表面の平坦化度が75%以上である請求項6に記載の樹脂シート
【請求項8】
熱間加圧により、両表面の平坦化度を75%以上とした請求項6に記載の樹脂シート。
【請求項9】
繊維基材と、前記繊維基材に含浸された請求項1〜請求項5のいずれか1項に記載の樹脂組成物と、を有するプリプレグ。
【請求項10】
両表面の平坦化度が75%以上である請求項9に記載のプリプレグ。
【請求項11】
熱間加圧により、両表面の平坦化度が75%以上である請求項9に記載のプリプレグ。
【請求項12】
被着材と、請求項1〜請求項5のいずれか1項に記載の樹脂組成物から構成される樹脂層、請求項6〜請求項8のいずれか1項に記載の樹脂シート、及び請求項9〜請求項11のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化層と、を有する積層板。
【請求項13】
金属箔と、金属板と、前記金属箔と前記金属板との間に挟持される、請求項1〜請求項5のいずれか1項に記載の樹脂組成物から構成される樹脂層、請求項6〜請求項8のいずれか1項に記載の樹脂シート、及び請求項9〜請求項11のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化層と、を有する金属基板。
【請求項14】
配線層と、金属基板と、前記配線層と前記金属基板との間に、請求項1〜請求項5のいずれか1項に記載の樹脂組成物から構成される樹脂層、請求項6〜請求項8のいずれか1項に記載の樹脂シート、及び請求項9〜請求項11のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化物とを有するプリント配線板。
【請求項1】
熱硬化性樹脂と、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmの熱伝導性フィラーを、全固形分に対して60〜90体積%と、重量累積粒度分布から求めた平均粒子径が1nm〜100nmのナノ粒子を、全固形分に対して0.01〜1体積%と、を含む樹脂組成物。
【請求項2】
前記熱硬化性樹脂が、メソゲン骨格を有するエポキシモノマー及び該エポキシモノマーの重合体の少なくとも一方を含む請求項1に記載の樹脂組成物。
【請求項3】
前記エポキシモノマーが、ビフェニル骨格乃至分子内に3個以上の6員環構造を有する請求項2に記載の樹脂組成物。
【請求項4】
前記熱伝導性フィラーは、アルミナ、窒化アルミニウム、窒化ホウ素、窒化珪素、及び酸化マグネシウムから選択される少なくとも1種から構成されるフィラーを含む請求項1〜請求項3のいずれか1項に記載の樹脂組成物。
【請求項5】
前記ナノ粒子がシリカ粒子である請求項1〜請求項4のいずれか1項に記載の樹脂組成物。
【請求項6】
請求項1〜請求項5のいずれか1項に記載の樹脂組成物をシート状に成形した樹脂シート。
【請求項7】
両表面の平坦化度が75%以上である請求項6に記載の樹脂シート
【請求項8】
熱間加圧により、両表面の平坦化度を75%以上とした請求項6に記載の樹脂シート。
【請求項9】
繊維基材と、前記繊維基材に含浸された請求項1〜請求項5のいずれか1項に記載の樹脂組成物と、を有するプリプレグ。
【請求項10】
両表面の平坦化度が75%以上である請求項9に記載のプリプレグ。
【請求項11】
熱間加圧により、両表面の平坦化度が75%以上である請求項9に記載のプリプレグ。
【請求項12】
被着材と、請求項1〜請求項5のいずれか1項に記載の樹脂組成物から構成される樹脂層、請求項6〜請求項8のいずれか1項に記載の樹脂シート、及び請求項9〜請求項11のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化層と、を有する積層板。
【請求項13】
金属箔と、金属板と、前記金属箔と前記金属板との間に挟持される、請求項1〜請求項5のいずれか1項に記載の樹脂組成物から構成される樹脂層、請求項6〜請求項8のいずれか1項に記載の樹脂シート、及び請求項9〜請求項11のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化層と、を有する金属基板。
【請求項14】
配線層と、金属基板と、前記配線層と前記金属基板との間に、請求項1〜請求項5のいずれか1項に記載の樹脂組成物から構成される樹脂層、請求項6〜請求項8のいずれか1項に記載の樹脂シート、及び請求項9〜請求項11のいずれか1項に記載のプリプレグから選択される少なくとも1つの樹脂含有層の硬化物とを有するプリント配線板。
【図1】

【公開番号】特開2012−211225(P2012−211225A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−76680(P2011−76680)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【出願人】(000001203)新神戸電機株式会社 (518)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【出願人】(000001203)新神戸電機株式会社 (518)
【Fターム(参考)】
[ Back to top ]