
樹脂組成物、樹脂シート、樹脂シート硬化物、樹脂シート積層体、樹脂シート積層体硬化物及びその製造方法、半導体装置、並びにLED装置
【課題】熱伝導率、接着強度及び絶縁性のすべてに優れる多層樹脂シート硬化物及び多層樹脂シートを提供する。
【解決手段】エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、フィラーとを含み、前記フィラーが、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含有する樹脂組成物である。下記一般式(I)中、R1はアルキル基等を表し、R2及びR3はそれぞれ独立して水素原子、アルキル基等を表し、mは0〜2、nは1〜7の数を表す。

【解決手段】エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、フィラーとを含み、前記フィラーが、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含有する樹脂組成物である。下記一般式(I)中、R1はアルキル基等を表し、R2及びR3はそれぞれ独立して水素原子、アルキル基等を表し、mは0〜2、nは1〜7の数を表す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂組成物、樹脂シート、樹脂シート硬化物、樹脂シート積層体、樹脂シート積層体硬化物及びその製造方法、半導体装置、並びにLED装置に関する。
【背景技術】
【0002】
半導体を用いた電子機器の小型化、大容量化、高性能化等の進行に伴い、高密度に実装された半導体からの発熱量は益々大きくなっている。例えば、パソコンの中央演算装置や電気自動車のモーターの制御に用いられる半導体装置の安定動作には、放熱のためにヒートシンクや放熱フィンが不可欠になっており、半導体装置とヒートシンク等を結合する部材として絶縁性と熱伝導性と両立可能な素材が求められている。
【0003】
また一般に、半導体装置等が実装されるプリント基板等の絶縁材料には有機材料が広く用いられている。これらの有機材料は、絶縁性は高いものの熱伝導性が低く、半導体装置等の放熱への寄与は大きくなかった。一方、半導体装置等の放熱のために、無機セラミックス等の無機材料が用いられる場合がある。これらの無機材料は、熱伝導性は高いもののその絶縁性は有機材料と比較して十分とは言い難く、高い絶縁性と熱伝導性とを両立可能な材料が求められている。
【0004】
上記に関連して、樹脂にフィラーと呼ばれる熱伝導性の高い無機充填剤を複合した材料が種々検討されている。例えば、溶融粘度が低く高フィラー充填が可能であるエポキシ樹脂組成物が知られている(例えば、特開2001−055425号公報参照)。また、一般的なビスフェノールA型エポキシ樹脂とアルミナフィラーとの複合系からなる硬化物が知られており、キセノンフラッシュ法では3.8W/mK、温度波熱分析法では4.5W/mKの熱伝導率が達成可能とされている(例えば、特開2008−13759号公報参照)。同様に、特殊なエポキシ樹脂とアミン系の硬化剤とアルミナフィラーとの複合系からなる硬化物が知られており、キセノンフラッシュ法では9.4W/mK、温度波熱分析法では10.4W/mKの熱伝導率が達成可能とされている(例えば、特開2008−13759号公報参照)。
【0005】
さらに熱伝導性に優れた熱硬化性樹脂硬化物として、窒化ホウ素と、エポキシ樹脂、アミン系硬化剤、及び硬化触媒等のポリマー成分とが含有されている熱伝導性樹脂組成物において、温度波熱分析法で熱伝導率6W/mK〜11W/mKを達成可能とされている(例えば、特開2008−189818号公報参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−055425号公報
【特許文献2】特開2008−13759号公報
【特許文献3】特開2008−189818号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特開2001−055425号公報、特開2008−13759号公報及び特開2008−189818号公報に記載の熱伝導性樹脂硬化物では、熱伝導性、接着強度及び絶縁性のすべてを高いレベルで満足することが困難である場合があった。特に数十μmの樹脂厚さで絶縁性を確保しなければならない樹脂シートであると、樹脂の厚さ方向にかかる電界強度が高くなるため、チップ近くで高温に曝されることや外部環境の温度変化,湿度などを考慮すると、絶縁に関する長期信頼性の確保が非常に難しい。本発明は、熱伝導性、接着強度及び絶縁性のすべてに優れる樹脂シート硬化物、並びに、該樹脂シート硬化物を形成しうる樹脂シート及び樹脂組成物を提供することを課題とする。また本発明は、前記樹脂シートを用いて構成される樹脂シート積層体、樹脂シート積層体硬化物、半導体装置、並びにLED装置を提供することを課題とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための具体的手段は以下の通りである。
<1> エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、フィラーとを含み、前記フィラーが、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含有する樹脂組成物である。
【化1】
【0009】
一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の数を、nは1〜7の数を表す。
【0010】
<2> エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、体積平均粒子径が0.01μm以上1μm未満である第一のフィラー、体積平均粒子径が1μm以上10μm未満である第二のフィラー、及び体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーと、を含む樹脂組成物である。
【0011】
【化2】
【0012】
一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の実数を、nは1〜7の実数を表す。
【0013】
<3> 前記第一のフィラーが酸化アルミニウム粒子を含有する、前記<2>に記載の樹脂組成物である。
【0014】
<4> 前記第一のフィラー、第二のフィラー及び第三のフィラーの総体積中における前記第一のフィラーの含有率が1体積%〜15体積%であり、前記第二のフィラーの含有率が10体積%〜40体積%であり、前記第三のフィラーの含有率が45体積%〜80体積%である、前記<2>、又は<3>に記載の樹脂組成物である。
【0015】
<5> 前記ノボラック樹脂は、ノボラック樹脂を構成するフェノール化合物を更に含み、該フェノール化合物の含有比率が5質量%以上50質量%以下である前記<1>〜<4>のいずれか1つに記載の樹脂組成物である。
【0016】
<6> 前記<1>〜<5>のいずれか1つに記載の樹脂組成物を平均厚さが80μm以上250μm以下のシート状に成型してなる樹脂シートである。
【0017】
<7> 表面の算術平均粗さが1.0μm以上2.5μm以下である前記<6>に記載の樹脂シートである。
【0018】
<8> 前記<1>〜<5>のいずれか1項に記載の樹脂組成物から形成される第一の樹脂層及び第二の樹脂層の積層体である前記<6>又は<7>に記載の樹脂シートである。
【0019】
<9> 前記積層体の一方の面上に金属箔を更に有し、他方の面上にポリエチレンテレフタレートフィルムを更に有する前記<8>に記載の樹脂シートである。
【0020】
<10> 前記<6>〜<8>のいずれか1つに記載の樹脂シートの熱処理物である樹脂シート硬化物である。
【0021】
<11> 前記<6>〜<8>のいずれか1つに記載の樹脂シートと、前記樹脂シートの少なくとも一方の面上に配置された金属板又は放熱板と、を有する樹脂シート積層体である。
【0022】
<12> 前記<11>に記載の樹脂シート積層体の熱処理物である樹脂シート積層体硬化物である。
【0023】
<13> 前記<6>〜<8>のいずれか1つに記載の樹脂シートの少なくとも一方の面上に、金属板又は放熱板を配置する工程と、前記樹脂シートに熱を与えて前記樹脂シートを硬化させる工程と、を有する樹脂シート積層体硬化物の製造方法である。
【0024】
<14> 半導体素子と、前記半導体素子上に配置された前記<10>に記載の樹脂シート硬化物と、を備える半導体装置である。
【0025】
<15> LED素子と、前記<10>に記載の樹脂シート硬化物と、基板とがこの順に積層されたLED装置である。
【発明の効果】
【0026】
本発明によれば、熱伝導性、接着強度及び絶縁性のすべてに優れる樹脂シート硬化物、並びに、該樹脂シート硬化物を形成しうる樹脂シート及び樹脂組成物を提供することができる。特に、高温高湿下での絶縁性に優れた樹脂シートを提供することができる。また本発明によれば、前記樹脂シートを用いて構成される樹脂シート積層体、樹脂シート積層体硬化物、半導体装置、並びにLED装置を提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図2】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図3】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図4】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図5】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図6】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図7】本発明にかかる樹脂シートを用いて構成されたLEDライトバーの構成の一例を示す概略断面図である。
【図8】本発明にかかる樹脂シートを用いて構成されたLED電球の構成の一例を示す概略断面図である。
【図9】本発明にかかる樹脂シートを用いて構成されたLED電球の構成の一例を示す概略断面図である。
【図10】本発明にかかる樹脂シートを用いて構成されたLED基板の構成の一例を示す概略断面図である。
【図11】本発明にかかる樹脂シートに含有されるフィラーの粒子径分布の一例を示す図である。
【図12】本発明にかかる樹脂シートに含有されるフィラーの粒子径分布の一例を示す図である。
【発明を実施するための形態】
【0028】
本明細書において「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の目的が達成されれば、本用語に含まれる。また「〜」を用いて示された数値範囲は、「〜」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。さらに組成物中の各成分は、組成物中に各成分に該当する物質が複数存在する場合、特に断らない限り、組成物中に存在する当該複数の物質の合計量を意味する。
【0029】
<樹脂組成物>
本発明の第一の態様である樹脂組成物は、エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、フィラーとを含み、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含有する。前記樹脂組成物は必要に応じてその他の成分を更に含んでいてもよい。
【0030】
また本発明の第二の態様である樹脂組成物は、エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、体積平均粒子径が0.01μm以上1μm未満である第一のフィラー、体積平均粒子径が1μm以上10μm未満である第二のフィラー、及び体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを含有する。前記樹脂組成物は必要に応じてその他の成分を更に含んでいてもよい。
【0031】
【化3】
【0032】
一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の数を、nは1〜7の数を表す。
【0033】
かかる構成の樹脂組成物を含む樹脂シートは、硬化前での絶縁性、金属板や放熱板に対する接着性に優れる。また、かかる樹脂シートを熱処理して熱硬化することで、熱伝導性、接着性及び絶縁性のすべてに優れる樹脂シート硬化物を構成することができる。特に、前記樹脂シートは高温高湿下での絶縁性に優れる。これは例えば以下のように考えることができる。
【0034】
すなわち、エポキシ樹脂モノマーと特定構造を有するノボラック樹脂とを含むことで、硬化前において高い接着性と絶縁性を発現すると考えることができる。またエポキシ樹脂モノマーと特定構造のノボラック樹脂との組み合わせで接着強度と絶縁性を維持しつつ、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含むことで、熱処理して硬化した後に、フィラーの熱伝導パス形成効果により特に優れた熱伝導性を発現すると考えることができる。
【0035】
またBステージ状態では、高極性の分子骨格を有するノボラック樹脂が金属板に対して良好な粘着性を発現していると考えられる。これはノボラック樹脂中に水酸基が多く、水素結合が生じて粘性が高いこと,金属板表面の金属酸化物との間に静電相互作用が生じやすいことが考えられる。また、ベンゼン環とベンゼン環の間に回転しやすいメチレン骨格を有するため、ベンゼン環骨格の向きを変え易い。そのため、金属板表面に官能基を向けることができ、濡れ性も良好であると考える。さらに、流動し過ぎない範囲のモノマー分率や分子量分布を有しているノボラック樹脂を用いることでより良好な樹脂の濡れ性と粘着性を発現することができる。また、接着界面の樹脂濡れ性が良いため、短期の絶縁破壊の原因となり易い接着界面ボイドが出来難く、絶縁破壊電圧を向上させることができると考えられる。
【0036】
さらにCステージ状態では、銅やアルミなどの金属板表面の金属原子に対して、水酸基が配位結合を形成することで良好な接着強度を発現できると考えられる。前記ノボラック樹脂は、水酸基当量が小さく、かつ、水酸基が隣り合っていないため立体障害も少なく架橋反応し易い構造であるという特徴を有する。そのため、Cステージ状態では高架橋密度を有するため、高弾性率、高熱伝導率、湿度が進入し難い硬化物を形成できると考えられる。更に、酸化アルミニウム表面は金属酸化物であるため塩基性を帯びており、ノボラック樹脂の水酸基と配位結合を形成し易く、樹脂とフィラー界面とが良好に接着できると考えられる。さらに熱伝導の媒体であるフォノンの散乱が置き難く熱抵抗が小さくなることや、湿度が進入し難いといった効果が考えられる。
【0037】
10μm以上100μm以下の体積平均粒子径を有するフィラーが窒化ホウ素粒子を含むことで、樹脂の高熱伝導の効果と合わせて熱伝導率を飛躍的に向上できる。窒化ホウ素のモース硬度は2であり、他のアルミナや窒化アルミ等の絶縁性セラミックス(例えば、硬度8)と比較して低くて柔らかく、変形し易いことが特徴である。樹脂の成形時に外力がかかる場合、樹脂シート中の比較的大きな粒子径を有する窒化ホウ素粒子が変形し、その変形の際にフィラー間に存在する樹脂を排除することで、フィラー同士が容易に接近することが出来る。このため、樹脂シート内部に窒化ホウ素粒子が連続した構造が形成し易くなり、熱伝導率が向上する。更に、比較的大きな粒子径を有する窒化ホウ素粒子の周囲をより小さい粒子径を有するフィラーが埋めることで、充填率を高めることが出来、熱伝導パスを太くできるため熱伝導性を高められる。
【0038】
前記第一の態様の樹脂組成物は、例えば、エポキシ樹脂モノマーと、上記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、体積平均粒子径が0.01μm以上1μm未満である第一のフィラー、体積平均粒子径が1μm以上10μm未満である第二のフィラー、及び体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを含有することで構成することができる。
【0039】
(フィラー)
前記樹脂組成物はフィラーを含む。前記フィラーは、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有する窒化ホウ素粒子を含む。かかる粒子径分布を有するフィラーは例えば粒子径分布において単一のピークを有する少なくとも3種のフィラーを組み合わせて構成することができる。具体的には例えば、体積平均粒子径が0.01μm以上1μm未満である第一のフィラーと、体積平均粒子径が1μm以上10μm未満である第二のフィラーと、体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを少なくとも含むことで構成することができる。また粒子径分布において2以上のピークを有する複数のフィラーを組み合わせて構成することもできる。フィラーの粒子径分布が前記構成を有することで、フィラーの充填率が向上し、熱伝導性がより効果的に向上する。
【0040】
前記フィラーは、少なくとも3種の体積平均粒子径が異なるフィラーを含むことが好ましい。すなわち前記フィラーは、体積平均粒子径が0.01μm以上1μm未満である第一のフィラーと、体積平均粒子径が1μm以上10μm未満である第二のフィラーと、体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを少なくとも含むことが好ましい。また、第一のフィラーは酸化アルミニウム粒子を含むことが好ましい。
【0041】
前記第一のフィラーは、体積平均粒子径が0.01μm以上1μm未満であるが、分散性の観点から、0.05μm以上0.8μm以下であることが好ましく、充填性の観点から、0.1μm以上0.6μm以下であることがより好ましい。
【0042】
また前記第二のフィラーは、体積平均粒子径が1μm以上10μm未満であるが、樹脂溶融粘度の観点から、2μm以上8μm以下であることが好ましく、充填性の観点から、2μm以上6μm以下であることがより好ましい。
【0043】
さらに前記第三のフィラーは、体積平均粒子径が10μm以上100μm以下であるが、フィラー充填性の観点から、10μm以上80μm以下であることが好ましく、接着性の観点から、10μm以上60μm以下であることがより好ましく、15μm以上55μm以下であることが更に好ましく、20μm以上50μm以下であることが特に好ましい。また前記第三のフィラーの体積平均粒子径は、絶縁性の観点からは15μ以上であることが好ましく、20μm以上であることがより好ましく、30μm以上であることが更に好ましい。
体積平均粒子径が異なる3種のフィラーを含むことで、フィラーの充填率が向上し、熱伝導性がより効果的に向上する。
【0044】
前記フィラーが上記のように体積平均粒子径が異なる3種のフィラーを含むことで、横軸に粒子径を縦軸に頻度をとって、樹脂組成物に含まれるフィラー全体の粒子径分布を測定すると、粒子径が0.01μm以上1μm未満の範囲、1μm以上10μm未満の範囲及び10μm以上100μm以下の範囲のそれぞれにピークを有する粒子径分布を示すことができる。
【0045】
尚、前記フィラーの粒子径分布は、レーザー回折法で測定することができる。レーザー回折法を用いる場合、まず樹脂組成物又は樹脂シート(硬化物を含む)からフィラーを抽出し、レーザー回折散乱粒度分布測定装置(例えば、ベックマン・コールター社製、LS230)を用いることで測定可能である。具体的には、有機溶剤等や硝酸、王水などを用いて、樹脂組成物又は樹脂シートからフィラー成分を抽出し、超音波分散機などで十分に分散する。この分散液の粒子径分布を測定することでフィラーの粒子径分布を測定することができる。またフィラーの粒子径分布における各ピークに属する粒子群の体積を算出することで、フィラーの総体積中における各ピークに属する粒子群の体積含有率を算出することができる。
【0046】
また樹脂シート又はその硬化物の断面を走査型電子顕微鏡にて観察することでフィラーの粒子径分布を測定することができる。具体的には、これらの樹脂シート又はその硬化物を透明なエポキシ樹脂に埋め込み、ポリッシャーやスラリー、イオンミリング、FIB(集束イオンビーム)などで研磨して、樹脂シート又はその硬化物の断面を露出させる。この断面を走査型電子顕微鏡にて直接観察することで、フィラーの粒子径分布を実測することが可能になる。またFIB装置(集束イオンビームSEM)などを用いて、研磨と二次元の断面観察を繰り返し行い、三次元構造解析を行なってフィラーの粒子径分布を測定することもできる。さらにフィラーの粒子径分布における各ピークに属する粒子群の体積を算出することで、フィラーの総体積中における各ピークに属する粒子群の体積含有率を算出することができる。
【0047】
図11及び図12に前記樹脂シートに含有されるフィラーの粒子径分布の一例を示す。図11及び図12に示すように、粒子径が0.01μm以上1μm未満の範囲、粒子径が1μm以上10μm未満の範囲、及び粒子径が10μm以上100μm以下の範囲のそれぞれの範囲に粒子径分布のピークが存在する。このような粒子径分布を持っているフィラーを含む樹脂組成物を用いて樹脂シートを構成することで、熱伝導性及び絶縁性等の機能を十分に発現することができる。
【0048】
前記第一のフィラー、第二のフィラー及び第三のフィラーは、熱伝導性及び絶縁性の観点から、前記第一のフィラーの体積平均粒子径に対する第二のフィラーの体積平均粒子径の比(第二のフィラーの体積平均粒子径/第一のフィラーの体積平均粒子径)が5〜50であることが好ましく、充填性と熱伝導性の観点から、6〜20であることがより好ましい。また熱伝導性及び絶縁性の観点から、前記第二のフィラーの体積平均粒子径に対する第三のフィラーの体積平均粒子径の比(第三のフィラーの体積平均粒子径/第二のフィラーの体積平均粒子径)が3〜40であることが好ましく、5〜30であることがより好ましい。
【0049】
前記第一のフィラー、第二のフィラー及び第三のフィラーは、それぞれ所定の体積平均粒子径を有するものであれば、その粒子径分布は特に制限されない。前記第一のフィラー、第二のフィラー及び第三のフィラーは、熱伝導性の観点から、広い粒子径分布を有することが好ましい。
【0050】
また前記フィラーが前記第一のフィラー、第二のフィラー及び第三のフィラーを含む場合、前記フィラーは全体として前記第一のフィラー、第二のフィラー及び第三のフィラーを含むものであればよい。すなわち、フィラー全体の粒子径分布を測定した場合に、体積平均粒子径が0.01μm以上1μm未満の第一のフィラーに対応するピークと、体積平均粒子径が1μm以上10μm未満の第二のフィラーに対応するピークと、体積平均粒子径が10μm以上100μm以下の第三のフィラーに対応するピークと、の少なくとも3つのピークが観測されればよい。
【0051】
かかる態様のフィラーは、例えば、粒子径分布において単一のピークを示す前記第一のフィラー、第二のフィラー及び第三のフィラーをそれぞれ混合して構成してもよく、また、粒子径分布において2以上のピークを有するフィラーを適宜組み合わせて構成してもよい。
【0052】
前記フィラーにおける前記第一のフィラー、第二のフィラー及び第三のフィラーの含有量は特に制限されない。各フィラーの含有量は、より効果的に熱伝導性を向上させる観点から、第三のフィラーの含有比率を極力高くし、次に第二のフィラーの含有比率を高くすることが好ましい。このように体積平均粒子径が異なる少なくとも3種のフィラーの含有比率(体積基準)を調整することで熱伝導性がより効果的に向上する。具体的には、第一のフィラー、第二のフィラー及び第三のフィラーの総体積中における体積基準の含有率は、第一のフィラーの含有率が1体積%〜15体積%であって、第二のフィラーの含有率が10体積%〜40体積%であって、第三のフィラーの含有率が45体積%〜80体積%であることが好ましい。熱伝導率の観点から、第一のフィラーの含有率が6体積%〜15体積%であって、第二のフィラーの含有率が18体積%〜35体積%であって、第三のフィラーの含有率が50体積%〜70体積%であることがより好ましい。さらにフィラ充填性の観点から、第一のフィラーの含有率が7体積%〜12体積%であって、第二のフィラーの含有率が20体積%〜30体積%であって、第三のフィラーの含有率が55体積%〜70体積%であることがさらに好ましい。
【0053】
また各フィラーの含有量は、充填性と熱伝導性の観点から、第一のフィラーの含有量に対する第二のフィラーの含有比が0.5〜40であり、第一のフィラーの含有量に対する第三のフィラーの含有比が3〜80であることが好ましく、第一のフィラーの含有量に対する第二のフィラーの含有比が1〜7であり、第一のフィラーの含有量に対する第三のフィラーの含有比が4〜15であることがより好ましく、第一のフィラーの含有量に対する第二のフィラーの含有比が1.5〜4.5であり、第一のフィラーの含有量に対する第三のフィラーの含有比が4.5〜10であることがさらに好ましい。
【0054】
前記フィラーは、充填性と熱伝導性の観点から、第一のフィラー、第二のフィラー及び第三のフィラーの体積平均粒子径がそれぞれ0.01μm以上1μm未満、1μm以上10μm未満及び10μm以上100μm以下であり、第一のフィラー、第二のフィラー及び第三のフィラーの含有率が体積基準でそれぞれ1%〜15%、10〜40及び45〜80%であることが好ましい。また第一のフィラー、第二のフィラー及び第三のフィラーの体積平均粒子径がそれぞれ0.05μm以上0.8μm未満、2μm以上8μm未満及び20μm以上80μm以下であり、第一のフィラー、第二のフィラー及び第三のフィラーの含有率が体積基準でそれぞれ5%〜13%、15%〜35%、及び50%〜73%であることがより好ましい。さらに第一のフィラー、第二のフィラー及び第三のフィラーの体積平均粒子径がそれぞれ0.1μm以上0.6μm未満、2μm以上6μm未満及び30μm以上60μm以下であり、第一のフィラー、第二のフィラー及び第三のフィラーの含有率が体積基準でそれぞれ7%〜13%、20%〜30%及び55%〜70%であることが更に好ましい。
【0055】
前記フィラーは粒子径が10μm以上100μm以下の窒化ホウ素粒子を含む。前記窒化ホウ素粒子は、前記第三のフィラーとしてフィラーに含まれることが好ましい。フィラーが、粒子径が10μm以上100μm以下の窒化ホウ素粒子を含むことで熱伝導性が飛躍的に向上する。前記窒化ホウ素粒子の粒子形状としては特に制限はなく、球形、丸み状、破砕状、りん片状等が挙げられる。また窒化ホウ素粒子は凝集粒子であることも好ましい。前記窒化ホウ素粒子の粒子形状は、充填性と熱伝導性の観点から、球形及び丸み状が好ましく、球形及び丸み状の凝集粒子であることがより好ましい。
【0056】
これは例えば、以下のように考えることができる。窒化ホウ素のモース硬度は2であり、他のアルミナや窒化アルミニウム等の絶縁性セラミックス(例えば、硬度8)と比較して低くて、柔らかい。さらに球形や丸み状といった粒子形状の窒化ホウ素は1次粒子が凝集した形になっており、粒子内部に空洞が存在し、溶融した樹脂よりは硬いながら、粒子自体も変形し易いものになっている。このため、外力により容易に変形することができ、後述する加熱加圧工程、ラミネート工程、及びプレス工程の際に変形が可能であり、この変形の際にフィラー間の樹脂を排除することができる。このため、フィラー同士が容易に接近することができ、樹脂シート及び樹脂シート硬化物の内部に窒化ホウ素粒子が連続して接触している構造が形成し易くなり、熱伝導性が飛躍的に向上すると考えることができる。なお、窒化ホウ素よりも熱伝導性が高いフィラーとして窒化アルミニウムが知られているが、粒子として硬くて変形し難いため、連続層が生じ難く、窒化ホウ素より熱伝導性の向上効果が小さいと考えられる。
【0057】
前記フィラーに含まれる窒化ホウ素粒子の含有率は特に制限されない。熱伝導性の観点から、フィラー総体積を100体積%とした場合、15体積%以上90体積%以下であることが好ましく、接着性の観点から30体積%以上85体積%以下であることがより好ましく、熱伝導性の観点から35体積%以上80体積%以下であることがさらに好ましい。
【0058】
前記フィラーが窒化ホウ素粒子を含んでいることは、樹脂組成物中又はシートの組織を顕微鏡にて直接観察する手法が有効である。例えば、樹脂シート又はその硬化物の断面をSEM(走査型電子顕微鏡)にて観察することで、樹脂組成物中のフィラーの結晶形を確認すること、更に、SEM−EDX(エネルギー分散型X線分光器)を用い、フィラーの元素を定性することで確認できる。
【0059】
前記第三のフィラーは、窒化ホウ素粒子に加えて、その他の絶縁性を有する無機化合物粒子をさらに含んでいてもよい。第三のフィラーが含みうる窒化ホウ素以外のその他の絶縁性を有する無機化合物としては、後述する第一のフィラー及び第二のフィラーと同様のものを挙げることができる。
【0060】
一方、第一のフィラー及び第二のフィラーとしては、絶縁性を有する無機化合物粒子であれば特に制限はない。前記無機化合物粒子は、高い熱伝導性を有するものであることが好ましい。第一のフィラー及び第二のフィラーの具体例としては、酸化アルミニウム、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化ケイ素、タルク、マイカ、水酸化アルミニウム、硫酸バリウム等の無機化合物粒子を挙げることができる。中でも、熱伝導性や絶縁性の観点から、酸化アルミニウム、窒化ホウ素、及び窒化アルミニウムからなる群より選ばれる少なくとも1種の無機化合物粒子であることが好ましい。これらのフィラーの材質としては、1種類単独であっても、2種類以上を併用してもよい。
【0061】
前記、第一のフィラーには、酸化アルミニウム粒子を含んでいることが好ましい。これにより耐湿絶縁性をより高めることが出来る。この理由について以下のように考える。金属銅と接している熱伝導性樹脂硬化物において、恒温恒湿下で発生するトリー状の銅マイグレーションは、誘電率の異なる樹脂とフィラーとの界面に沿って発生することが知られている。このため、フィラーの比表面積を大きくすること、フィラーと樹脂の界面の結合を強固にすること、樹脂の架橋密度を高くすること等を行うことにより、トリー状の銅マイグレーションの進行速度を低下させることができ、長期絶縁信頼性に優れる樹脂組成物とすることができると考えられる。ここで、粒子径が最も小さい第一のフィラーは質量当たりの表面積が最も大きくなるため、耐湿信頼性に影響することが考えられる。従って第一のフィラーが樹脂との結合性に優れる酸化アルミニウム粒子を含むことで、絶縁信頼性をより向上させることができると考えられる。また、前述のノボラック樹脂を用いた硬化物は高架橋密度を有するため、トリー状の銅マイグレーションの進展が、更にし難くなると考えられる。
【0062】
前記第一のフィラーが酸化アルミニウム粒子を含む場合、耐湿信頼性の観点から、前記酸化アルミニウム粒子は比表面積2m2/g以上であることが好ましい。また耐湿信頼性の観点から、前記酸化アルミニウムは純度99質量%以上の酸化アルミニウム粒子であることもまた好ましい。
【0063】
前記フィラーの粒子形状としては特に制限はなく、球形、丸み状、破砕状、りん片状、凝集粒子状等が挙げられる。前記第一のフィラー及び第二のフィラーは、充填性と熱伝導性の観点から、丸み状、球形又は凝集粒子状が好ましい。
【0064】
前記樹脂組成物中のフィラー含有量は特に制限されない。フィラー含有量は、熱伝導性と接着性の観点から、樹脂組成物の全固形分体積中50体積%〜90体積%であることが好ましく、熱伝導性の観点から、50体積%〜85体積%であることがより好ましい。なお、樹脂組成物の全固形分体積とは、樹脂組成物を構成する成分のうち非揮発性成分の総体積を意味する。
【0065】
(ノボラック樹脂)
前記樹脂組成物は、下記一般式(I)で表される構造単位を有する化合物の少なくとも1種を含むノボラック樹脂(以下、「特定ノボラック樹脂」ともいう)を含む。ノボラック樹脂は、例えば硬化剤として作用し、後述するエポキシ樹脂モノマーと反応して樹脂硬化物を形成し、絶縁性と接着性を発現する。特定構造を有する化合物を含むノボラック樹脂と、窒化ホウ素や酸化アルミニウムを含むフィラーとを含むことで、硬化前には絶縁性と接着性、硬化後に優れた熱伝導性、絶縁性と接着性を示すことができる。また前記特定ノボラック樹脂は、ノボラック樹脂を構成するフェノール化合物であるモノマーをさらに含むことが好ましい。
【0066】
【化4】
【0067】
上記一般式(I)においてR1は、アルキル基、アリール基、又はアラルキル基を表す。R1で表されるアルキル基、アリール基、及びアラルキル基は、可能であれば置換基をさらに有していてもよい。該置換基としては、アルキル基、アリール基、ハロゲン原子、及び水酸基等を挙げることができる。
【0068】
mは0〜2の数を表す。mが2の場合、2つのR1は同一であっても異なってもよい。mは、接着性と熱伝導性の観点から、0又は1であることが好ましく、0であることがより好ましい。nは1〜7の数であり、一般式(I)で表される構造単位の繰り返し数である。前記特定ノボラック樹脂が複数の一般式(I)で表される構造単位を有する化合物を含む場合、nは、接着性と熱伝導性の観点から、その平均値が1.7〜6.5であることが好ましく、2.4〜6.1であることがより好ましい。
【0069】
前記特定ノボラック樹脂は、上記一般式(I)で表される構造単位を有する化合物の少なくとも1種を含むものであればよく、上記一般式(I)で表される構造単位を有する化合物の2種以上を含むものであってもよい。
【0070】
特定ノボラック樹脂は、一般式(I)で表される構造単位を有する化合物を含むことから、フェノール化合物としてレゾルシノールに由来する部分構造を少なくとも含む。前記特定ノボラック樹脂は、レゾルシノール以外のフェノール化合物に由来する部分構造の少なくとも1種をさらに含んでいてもよい。レゾルシノール以外のフェノール化合物としては、フェノール、クレゾール、カテコール、ヒドロキノン、1,2,3−トリヒドロキシベンゼン、1,2,4−トリヒドロキシベンゼン、1,3,5−トリヒドロキシベンゼン等を挙げることができる。前記ノボラック樹脂は、これらに由来する部分構造を1種単独でも、2種以上組み合わせて含んでいてもよい。ここでフェノール化合物に由来する部分構造とは、フェノール化合物のベンゼン環部分から水素原子を1個又は2個取り除いて構成される1価又は2価の基を意味する。水素原子が取り除かれる位置は特に限定されない。
【0071】
前記特定ノボラック樹脂におけるレゾルシノール以外のフェノール化合物に由来する部分構造としては、熱伝導性、接着性、保存安定性の観点から、フェノール、クレゾール、カテコール、ヒドロキノン、1,2,3−トリヒドロキシベンゼン、1,2,4−トリヒドロキシベンゼン、及び1,3,5−トリヒドロキシベンゼンからなる群より選ばれる少なくとも1種に由来する部分構造であることが好ましい。
【0072】
特定ノボラック樹脂におけるレゾルシノールに由来する部分構造の含有率については特に制限はない。熱伝導性の観点から、特定ノボラック樹脂の全質量中において、レゾルシノールに由来する部分構造の含有率が55質量%以上であることが好ましく、更なる高い熱伝導性の観点から、80質量%以上であることがより好ましい。特定ノボラック樹脂の全質量中におけるレゾルシノールに由来する部分構造の含有率の上限値は特に制限されない。例えば98質量%以下であることが好ましい。
【0073】
一般式(I)においてR2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、フェニル基又はアラルキル基を表す。R2及びR3で表されるアルキル基、フェニル基、アリール基及びアラルキル基は、可能であれば置換基をさらに有していてもよい。該置換基としては、アルキル基、アリール基、ハロゲン原子、水酸基等を挙げることができる。
【0074】
本発明におけるR2及びR3としては、保存安定性と熱伝導性の観点から、水素原子、アルキル基、又はアリール基であることが好ましく、水素原子、炭素数1から4のアルキル基、又は炭素数6から10のアリール基であることがより好ましく、水素原子又はフェニル基であることがさらに好ましく、水素原子であることが特に好ましい。さらに耐熱性の観点からは、R2及びR3の少なくとも一方が炭素数6から10のアリール基(より好ましくは、フェニル基)であることもまた好ましい。
【0075】
前記特定ノボラック樹脂は具体的には、以下に示す一般式(Ia)〜一般式(If)のいずれかで表される構造単位を有する化合物を含むノボラック樹脂であることが好ましい。
【0076】
【化5】
【0077】
一般式(Ia)〜一般式(If)において、i、jはそれぞれのフェノール化合物に由来する構造単位の含有比率(質量%)を表す。iは2質量%〜30質量%、jは70質量%〜98質量%であり、iとjの合計は100質量%である。
【0078】
前記特定ノボラック樹脂は、熱伝導性の観点から、一般式(Ia)及び一般式(Ie)のいずれかで表される構造単位を含み、iが2質量%〜20質量%であって、jが80質量%〜98質量%であることが好ましく、弾性率と線膨張率の観点から、一般式(Ia)で表される構造単位を含み、iが5質量%〜10質量%であって、jが90質量%〜95質量%であることがより好ましい。
【0079】
特定ノボラック樹脂は上記一般式(I)で表される構造単位を有する化合物を含むものであるが、下記一般式(III)で表される化合物の少なくとも1種を含むものであることが好ましい
【0080】
【化6】
【0081】
一般式(III)中、R11は、水素原子又は下記一般式(IIIp)で表されるフェノール化合物に由来する1価の基を表し、R12はフェノール化合物に由来する1価の基を表す。また、R1、R2、R3、m及びnは、一般式(I)におけるR1、R2、R3、m及びnとそれぞれ同義である。R12で表されるフェノール化合物に由来する1価の基は、フェノール化合物のベンゼン環部分から水素原子を1個取り除いて構成される1価の基であり、水素原子が取り除かれる位置は特に限定されない。
【0082】
【化7】
【0083】
一般式(IIIp)中、pは1〜3の数を表す。また、R1、R2、R3、及びmは、一般式(I)におけるR1、R2、R3、及びmとそれぞれ同義である。
【0084】
R11及びR12におけるフェノール化合物は、フェノール性水酸基を有する化合物であれば特に限定されない。具体的には、フェノール、クレゾール、カテコール、レゾルシノール、ヒドロキノン等を挙げることができる。中でも熱伝導性と保存安定性の観点から、クレゾール、カテコール、及びレゾルシノールからなる群より選ばれる少なくとも1種であることが好ましい。
【0085】
前記特定ノボラック樹脂の数平均分子量としては熱伝導性や成形性の観点から、800以下であることが好ましい。また弾性率と線膨張率の観点から、300以上750以下であることがより好ましい。さらに成形性と接着強度の観点から、350以上550以下であることがより好ましい。
【0086】
前記樹脂組成物において、上記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂は、ノボラック樹脂を構成するフェノール化合物であるモノマーを含んでいてもよい。ノボラック樹脂を構成するフェノール化合物であるモノマーの含有比率(以下、「モノマー含有比率」ということがある)としては特に制限はない。成形性、熱伝導性、及びガラス転移温度の観点から、ノボラック樹脂中に5質量%〜50質量%であることが好ましく、高い熱伝導性やガラス転移温度の観点から、10質量%〜45質量%であることがより好ましく、更なる高い熱伝導性及びガラス転移温度の観点から、15質量%〜40質量%であることがさらに好ましい。
【0087】
モノマー含有比率が5質量%以上であると、ノボラック樹脂の粘度上昇を抑制し、高い接着強度や優れた熱伝導性の組成物が得られる。また50質量%以下であると、硬化の際における架橋反応により、より高密度な高次構造や三次元架橋構造が形成され、より優れた熱伝導性と耐熱性が達成できる。一方で、樹脂組成物中のモノマー含有比率が5質量%未満であると樹脂が高粘度になる傾向にあるため、成形性及び接着性が低下する場合があり、熱伝導性も低下する場合がある。モノマー含有比率が50質量%より大きくなると、組成物の揮発分含有量が大きくなり、ボイドが出易くなる傾向にある。つまり、モノマー含有比率が5質量%〜50質量%であることで、熱伝導性、接着性、及び絶縁性のすべてに優れることが可能になるため好ましい。
【0088】
また樹脂組成物中のノボラック樹脂のモノマー含有比率が5質量%以上であると、樹脂組成物を用いて構成した樹脂シートにおいて、そのシート表面の算術平均粗さが2.5μm以下になり易いことが見出された。一方、50質量%以下であると、シート表面の算術平均粗さが1.0μm以上になり易いことが見出された。これはモノマー量が樹脂シート成形時の流動性と相関している。この範囲にあると金属板などの接着時に界面ボイドが入らずに、接着が可能になると考えている。こうしたシートを用いると絶縁性や接着性、硬化時には熱伝導性がより良好な特性が得られる。以上のことから、樹脂組成物中のモノマー含有比率がシートの表面粗さと相関していると推察される。
【0089】
樹脂組成物中のモノマー含有比率を測定する方法としては例えば、樹脂組成物を溶解して有機成分を抽出し、得られた抽出物についてNMR(核磁気共鳴)やHPLC(高速液体クロマトグラフィ)を用いて定量する手法がある。具体的には、NMRスペクトルやHPLCのチャートにおいて、ノボラック樹脂に含有されるモノマーに対応するピーク、ノボラック樹脂に対応するピーク、エポキシ樹脂モノマーに対応するピーク等をそれぞれ同定した後に、ノボラック樹脂に含有されるモノマーの含有量と他成分の含有量を比較することで求められる。なお、フェノール化合物、エポキシ樹脂モノマーをはじめとする有機成分のスペクトルデータは公共研究機関にて公表されており、それらと比較することで同定、定量が可能になる。
【0090】
ノボラック樹脂を構成するフェノール化合物であるモノマーとしては、レゾルシノール、カテコール、及びヒドロキノンを好ましく挙げることができる。少なくともレゾルシノールをノボラック樹脂を構成するモノマーとして含むことが好ましい。
【0091】
前記樹脂組成物は、一般式(I)で表される化合物を含むノボラック樹脂(特定ノボラック樹脂)に加えて、その他の硬化剤の少なくとも1種を含んでいてもよい。その他の硬化剤としてはエポキシ樹脂モノマーと反応して樹脂硬化物を形成可能な化合物であれば特に制限はない。具体的には例えば、ノボラック樹脂(一般式(I)で表される化合物を含むものを除く)、芳香族アミン系硬化剤、脂肪族アミン系硬化剤、メルカプタン系硬化剤、酸無水物硬化剤などの重付加型硬化剤などを用いることができる。また、これらの硬化剤に加えてイミダゾール、トリフェニルホスフィン、及びこれらの化合物に側鎖を導入した誘導体等の硬化触媒などを用いることができる。
【0092】
その他の硬化剤は、絶縁性と耐熱性の観点から、一般式(I)で表される化合物を含まないその他のノボラック樹脂の少なくとも1種を更に含むことが好ましい。前記その他のノボラック樹脂としては、一般式(I)で表される化合物を含まないノボラック樹脂であれば特に制限はなく、エポキシ樹脂の硬化剤として通常用いられるノボラック樹脂から適宜選択することができる。
【0093】
樹脂組成物がその他の硬化剤を更に含む場合、その他の硬化剤の含有率は特に制限されない。熱伝導性の観点から、特定ノボラック樹脂に対して30質量%以下であることが好ましく、5質量%以下であることがより好ましい。
【0094】
また樹脂組成物中の特定ノボラック樹脂及び必要に応じて含まれるその他の硬化剤(以下、単に「硬化剤」と総称することがある)の総含有率としては特に制限されない。熱伝導性と接着性の観点から、樹脂組成物の全固形分中に1質量%〜10質量%であることが好ましく、1質量%〜8質量%であることがより好ましい。また樹脂組成物中の硬化剤の含有量は、後述するエポキシ樹脂モノマーに対して当量基準で、0.8〜1.2であることが好ましく、0.9〜1.1であることがより好ましい。
【0095】
(エポキシ樹脂モノマー)
本発明における樹脂組成物は、エポキシ樹脂モノマー(以下、単に「エポキシ樹脂」ということがある)の少なくとも1種を含む。前記エポキシ樹脂としては通常用いられる一般的なエポキシ樹脂を特に制限なく用いることができる。なかでも硬化前では低粘度であり、フィラー充填性や成形性に優れ、熱硬化後には高い耐熱性や接着性に加えて高い熱伝導性を有するものであることが好ましい。
【0096】
エポキシ樹脂モノマーが、特定構造を有するノボラック樹脂とともに樹脂硬化物を形成することで、樹脂硬化物中に共有結合や分子間力に由来する規則性の高い高次構造を形成することができる。このため、絶縁樹脂における熱伝導の媒体であるフォノンの散乱を抑制することができ、これにより高い熱伝導性を達成することができると考えられる。
【0097】
一般的なエポキシ樹脂の具体例としては、ビスフェノールA型、F型、S型、AD型等のグリシジルエーテル、水素添加したビスフェノールA型のグリシジルエーテル、フェノールノボラック型のグリシジルエーテル、クレゾールノボラック型のグリシジルエーテル、ビスフェノールA型のノボラック型のグリシジルエーテル、ナフタレン型のグリシジルエーテル、ビフェノール型のグリシジルエーテル、ジヒドロキシペンタジエン型のグリシジルエーテル、トリフェニルメタン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などが挙げられる。
【0098】
エポキシ樹脂モノマーとして、硬化前では低粘度であり、フィラー充填性や成形性に優れ、熱硬化後には高い耐熱性や接着性に加えて高い熱伝導性を有するものであることが好ましい。例えば、25℃で液状のエポキシ樹脂モノマーを用いることが好ましい。これにより、シート化時の柔軟性や積層時の流動性が発現し易くなる。このような25℃で液状のエポキシ樹脂モノマーとしては、例えば、ビスフェノールA型やAD型、これらの水素添加した樹脂やナフタレン型、反応性希釈剤とよばれる片末端がエポキシ基を有している樹脂などが上げられるが、硬化後の温度に対する弾性率変化や熱物性の観点から、ビスフェノールA型やAD型、ナフタレン型であることが好ましい。
また、上記の25℃で液状のエポキシ樹脂モノマーの分子量としては特には制限されないが、例えば、積層時の流動性の観点から100以上100000以下であることが好ましく、200以上50000以下であることがより好ましく、300以上10000以下であることが特に好ましい。
特に分子量が500以下のビスフェノールA型のグリシジルエーテル及びビスフェノールF型のグリシジルエーテルからなる群より選ばれる少なくとも1種の液状エポキシ樹脂を含むとシート化時の柔軟性や積層時の流動性をより向上することができる。
特に分子量が500以下のビスフェノールA型のグリシジルエーテル及びビスフェノールF型のグリシジルエーテルからなる群より選ばれる少なくとも1種の液状エポキシ樹脂を含むと積層時の流動性をより向上することができる。
【0099】
前記エポキシ樹脂モノマーは多官能エポキシ樹脂を含んでいてもよい。これにより高Tg(ガラス転移温度)化、高熱伝導化をより効果的に達成することができる。多官能エポキシ樹脂としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂等が好ましく例示される。
【0100】
また前記エポキシ樹脂モノマーは、熱伝導性の観点から、メソゲン基を有するエポキシ樹脂モノマーを含んでいてもよい。
【0101】
ここでいうメソゲン基とは、エポキシ樹脂モノマーが硬化剤とともに樹脂硬化物を形成した場合に、樹脂硬化物中にメソゲン基に由来する高次構造を形成することができるものであれば特に制限はされない。なお、ここでいう高次構造とは、樹脂組成物の硬化後に分子が配向配列している状態を意味し、例えば、樹脂硬化物中に結晶構造や液晶構造が存在することである。このような結晶構造や液晶構造は、例えば、直交ニコル下での偏光顕微鏡による観察やX線散乱スペクトルにより、その存在を直接確認することができる。また温度変化に対する貯蔵弾性率の変化が小さくなることでも、間接的に存在を確認できる。
【0102】
前記メソゲン基として具体的には、ビフェニル基、ターフェニル基、ターフェニル類縁体、アントラセン基、これらがアゾメチン基やエステル基等で連結された基などが挙げられる。
【0103】
本発明においては、エポキシ樹脂モノマーとしてメソゲン基を有するエポキシ樹脂モノマーを用い、硬化剤とともに樹脂硬化物を構成することで、さらに高い熱伝導性を達成することができる。これは例えば、以下のように考えることができる。すなわち、分子中にメソゲン基を有するエポキシ樹脂モノマーが、硬化剤(好ましくは、特定ノボラック樹脂)とともに樹脂硬化物を形成することで、樹脂硬化物中にメソゲン基に由来する規則性の高い高次構造を形成することができる。このため、絶縁樹脂における熱伝導の媒体であるフォノンの散乱を抑制することができ、これにより高い熱伝導性を達成することができると考えられる。
【0104】
前記メソゲン基を有するエポキシ樹脂モノマーとして、具体的には例えば、4,4’−ビフェノールグリシジルエーテル、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、4−(オキシラニルメトキシ)安息香酸−1,8−オクタンジイルビス(オキシ−1,4−フェニレン)エステル、2,6−ビス[4−[4−[2−(オキシラニルメトキシ)エトキシ]フェニル]フェノキシ]ピリジン等を挙げることができる。中でも、熱伝導性の向上の観点から、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンであることが特に好ましい。
【0105】
前記エポキシ樹脂は液状エポキシ樹脂を含んでいてもよい。これにより樹脂シートのAステージ状態やBステージ状態における樹脂軟化点を低下させることが可能となる。具体的には、シートの柔軟性を向上し取り扱い性を向上すること、接着時に溶融粘度を低下させることがある。しかし、液状エポキシ樹脂はTgや熱伝導性が低い場合があるので、液状エポキシ樹脂の含有量は樹脂硬化物の物性との兼ね合いで適宜選択できる。液状エポキシ樹脂の具体例については既述の通りである。
【0106】
前記樹脂組成物中におけるエポキシ樹脂モノマーの含有率としては特に制限はない。熱伝導性と接着性の観点から、樹脂組成物を構成する全固形分中、3質量%〜30質量%であることが好ましく、熱伝導性の観点から、5質量%〜25質量%であることがより好ましく、5質量%〜20質量%であることが更に好ましい。
【0107】
前記樹脂組成物は、熱伝導性と高弾性率の観点から、エポキシ樹脂モノマーとしてメソゲン基を有するエポキシ樹脂モノマーを、樹脂組成物の全固形分中に3質量%〜30質量%含むことが好ましく、4,4’−ビフェノールグリシジルエーテル、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、4−(オキシラニルメトキシ)安息香酸−1,8−オクタンジイルビス(オキシ−1,4−フェニレン)エステル、及び2,6−ビス[4−[4−[2−(オキシラニルメトキシ)エトキシ]フェニル]フェノキシ]ピリジンからなる群より選ばれる少なくとも1種のメソゲン基を有するエポキシ樹脂モノマーを、樹脂組成物の全固形分中に5質量%〜25質量%含むことがより好ましい。
【0108】
前記樹脂組成物は、熱伝導性と耐熱性の観点から、エポキシ樹脂モノマーとして、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、及びトリフェニルメタン型エポキシ樹脂からなる群より選ばれる少なくとも1種と、ビスフェノールA型のグリシジルエーテル及びビスフェノールAD型のグリシジルエーテルから選ばれる少なくとも1種とを、85:15〜85:15の質量比で、樹脂組成物の全固形分中に3質量%〜30質量%含むことが好ましく、トリフェニルメタン型エポキシ樹脂からなる群より選ばれる少なくとも1種と、ビスフェノールA型のグリシジルエーテル及びビスフェノールF型のグリシジルエーテルから選ばれる少なくとも1種とを、70:30〜30:70の質量比で、樹脂組成物の全固形分中に5質量%〜25質量%含むことがより好ましい。
【0109】
(シランカップリング剤)
前記樹脂組成物は、シランカップリング剤の少なくとも1種をさらに含有してもよい。シランカップリング剤を含むことで、エポキシ樹脂及びノボラック樹脂を含む樹脂成分とフィラーとの結合性がより向上し、より高い熱伝導性とより強い接着性を達成することができる。
【0110】
前記シランカップリング剤としては、樹脂成分と結合する官能基、及びフィラーと結合する官能基を有する化合物であれば特に制限はなく、通常用いられるシランカップリング剤から適宜選択して用いることができる。前記フィラーと結合する官能基としては、トリメトキシシリル基、トリエトキシシリル基等のトリアルコキシシリル基を挙げることができる。また前記樹脂成分と結合する官能基としては、エポキシ基、アミノ基、メルカプト基、ウレイド基、アミノフェニル基等を挙げることができる。
【0111】
シランカップリング剤として具体的には例えば、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−フェニルアミノプロピルトリメトキシシラン、3−メルカプトトリエトキシシラン、3−ウレイドプロピルトリエトキシシランなどを挙げることができる。またSC−6000KS2に代表されるシランカップリング剤オリゴマ(日立化成コーテットサンド社製)を使用することもできる。これらのシランカップリング剤は1種単独で用いても、又は2種類以上を併用することもできる。
【0112】
前記樹脂組成物におけるシランカップリング剤の含有率としては、特に制限はない。シランカップリング剤の含有率は、熱伝導性の観点から、樹脂組成物の全固形分質量中に、0.02質量%〜0.83質量%であることが好ましく、0.04質量%〜0.42質量%であることがより好ましい。
【0113】
また前記フィラーの含有量に対するシランカップリング剤の含有率は、熱伝導性、絶縁性、成形性の観点から、0.02質量%〜1質量%であることが好ましく、より高い熱伝導性の観点から0.05質量%〜0.5質量%であることがより好ましい。
【0114】
(その他の成分)
前記樹脂組成物は、上記必須成分に加えて必要に応じてその他の成分を含むことができる。その他の成分としては、有機溶剤、硬化促進剤、分散剤等を挙げることができる。
【0115】
(樹脂組成物の製造方法)
樹脂組成物の製造方法としては、通常行なわれる樹脂組成物の製造方法を特に制限なく用いることができる。例えば、エポキシ樹脂、ノボラック樹脂、及びフィラー等を混合する方法としては、通常の撹拌機、らいかい機、三本ロール、ボールミル等の分散機を適宜組み合わせて行うことができる。また、適当な有機溶剤を添加して、分散及び溶解を行うことができる。
【0116】
具体的には例えば、エポキシ樹脂、ノボラック樹脂、フィラー、及び必要に応じて添加されるシランカップリング剤を適当な有機溶剤に溶解及び分散したものに、必要に応じて硬化促進剤等のその他の成分を混合することで、樹脂組成物を得ることができる。
【0117】
前記有機溶剤は後述する樹脂シートの製造方法における乾燥工程にて、少なくともその一部が乾燥処理により除去されるものであることから、沸点や蒸気圧が低いものが望ましい。有機溶剤が、樹脂シート中に大量に残留していると熱伝導性や絶縁性能に影響を及ぼす場合がある。また完全に除去されるとシートが硬くなり接着性能が失われてしまう場合がある。したがって有機溶剤の選択は、乾燥方法、条件との適合が必要である。また有機溶剤は、用いる樹脂の種類やフィラーの種類、シート作製時の乾燥のし易さにより適宜選択することができる。有機溶剤としては、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2−プロパノール、シクロヘキサノール等のアルコール類やメチルエチルケトン、シクロヘキサノン、シクロペンタノン等のケトン系溶剤やジメチルホルムアミド、ジメチルアセトアミド等の窒素系溶剤を挙げることができる。また有機溶剤は1種単独でも2種以上を組み合わせて用いることができる。
【0118】
<樹脂シート>
本発明の樹脂シートは、前記樹脂組成物を平均厚さが80μm以上250μm以下のシート状に成形されてなる。樹脂シートが前記樹脂組成物から形成されることで、硬化前の保存安定性と硬化後の熱伝導性に優れる。前記樹脂組成物の詳細については既述の通りである。
【0119】
樹脂シートの平均厚さは80μm以上250μm以下であるが、熱伝導性と絶縁性両立の観点から、90μm以上250μm以下であることが好ましく、100μm以上250μm以下であることがより好ましく、110μm以上230μm以下であることがさらに好ましい。樹脂シートの平均厚さは、絶縁する電圧や電流値などの電気特性、発熱体とシート間の熱抵抗値との兼ね合いで適宜選択することができる。要求される熱抵抗値が満足可能であれば、絶縁性の観点からシート厚さは厚いほうが好ましい。なお、樹脂シートの平均厚さは、マイクロメータ(例えば、ミツトヨ製マイクロメータ IP65)を用いて、9点の厚さを測定し、その算術平均値として与えられる。
【0120】
樹脂シートの表面における算術平均粗さは、長期信頼性を含めた絶縁性の観点から、1.0μm以上2.5μm以下であることが好ましく、1.2μm以上2.3μm以下であることがより好ましい。樹脂シートの表面における算術平均粗さを前記範囲とする方法としては、ラミネート処理、プレス処理、金属ロール処理等を挙げることができる。また樹脂組成物の組成を適宜選択することで算術平均粗さを前記範囲とすることもできる。なお、樹脂シートの表面における算術平均粗さは、表面粗さ測定装置(例えば、小坂研究所製表面粗さ測定機)を用いて、測定条件:1mm/sで測定される。
【0121】
前記樹脂シートは、少なくとも一方の面上に支持体を更に有することが好ましく、両方の面上に支持体を有することがより好ましい。これにより外的環境からの樹脂シートの接着面への異物の付着や衝撃から樹脂組成物を保護することができる。また前記支持体は、使用時には適時剥離して用いることが好ましい。
【0122】
前記支持体としては、ポリテトラフルオロエチレンフィルム、ポリエチレンテレフタレートフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリメチルペンテンフィルム、ポリイミドフィルム等のプラスチックフィルムなどが挙げられる。これらのプラスチックフィルムに対しては、必要に応じてプライマー塗布、UV処理、コロナ放電処理、研磨処理、エッチング処理、離型処理等の表面処理を行ってもよい。また前記支持体として、銅箔、アルミニウム箔等の金属箔やアルミニウム板などの金属を用いることもできる。
【0123】
前記支持体がプラスチックフィルムである場合、その平均膜厚は特に制限されない。平均膜厚は、形成する樹脂シートの平均厚さや樹脂シートの用途に応じて、当業者の知識に基づいて適宜定められる。プラスチックフィルムの平均膜厚は、経済性がよく、取り扱い性がよい点で、10μm〜150μmであることが好ましく、25μm〜110μmであることがより好ましい。
【0124】
また前記支持体が金属箔である場合、その平均膜厚は特に制限されず、樹脂シートの用途等に応じて適宜選択することができる。例えば、10μm〜400μmとすることができ、ロール箔としての取り扱い性の観点から、好ましくは18μm〜300μmである。
【0125】
前記樹脂シートは、前記樹脂組成物から形成される第一の樹脂層及び前記樹脂組成物から形成される第二の樹脂層の積層体であることが好ましい。すなわち前記樹脂シートは、前記樹脂組成物から形成される第一の樹脂層上に、前記樹脂組成物から形成される第二の樹脂層が積層されてなることが好ましい。これにより絶縁耐圧をより向上させることができる。前記第一の樹脂層及び第二の樹脂層を形成する樹脂組成物は、同一の組成であっても互いに異なる組成を有していてもよい。前記第一の樹脂層及び第二の樹脂層を形成する樹脂組成物は、熱伝導性の観点から、同一の組成であることが好ましい。
【0126】
前記樹脂シートは、前記樹脂組成物から形成される第一の樹脂層及び前記樹脂組成物から形成される第二の樹脂層の積層体であり、前記積層体の一方の面上に金属箔を更に有し、他方の面上にポリエチレンテレフタレートフィルムを更に有することが好ましい。すなわち前記樹脂シートは更に金属箔及びポリエチレンテレフタレートフィルムを有し、前記金属箔、第一の樹脂層、第二の樹脂層及びポリエチレンテレフタレートフィルムの順に積層されてなることが好ましい。これによりボイドの穴埋め効果が得られ、絶縁耐圧がより向上する傾向がある。
【0127】
(樹脂シートの製造方法)
前記樹脂シートの製造方法は、前記樹脂組成物を用いて、平均厚さが80μm以上250μm以下のシート状の樹脂層を形成可能であれば特に制限されず、通常用いられるシート製造方法から適宜選択することができる。前記樹脂シートの製造方法として具体的には、有機溶剤を含む樹脂組成物を、支持体上に、所望の平均厚さとなるように塗布して塗布層を形成し、形成された塗布層を乾燥処理して有機溶剤の少なくとも一部を除去して樹脂層を形成する方法等を挙げることができる。
【0128】
樹脂組成物の塗布方法、乾燥方法については特に制限なく通常用いられる方法から適宜選択することができる。塗布方法としてはコンマコータ法、ダイコータ法、ディップ塗工法等が挙げられる。また乾燥方法としては、常圧下又は減圧下での加熱乾燥、自然乾燥や凍結乾燥等が挙げられる。
【0129】
塗布層の膜厚は、乾燥処理後の樹脂層が所望の平均厚さとなるように適宜選択することができる。乾燥後の樹脂層の平均厚さは80μm〜250μmであるが、90μm〜230μmとなるように塗布層の膜厚を調整することが好ましい。80μm以上であると塗布層内に空洞が形成されにくくなり、作製尤度が大きくなる傾向がある。また250μm以下であると樹脂ロールを形成する場合でも、樹脂の粉末が飛散することを抑制できる傾向がある。
【0130】
前記樹脂シートの製造方法は、前記樹脂組成物から形成される第一の樹脂層上に、前記樹脂組成物から形成される第二の樹脂層を積層して積層体を得る工程と、得られた積層体を加熱加圧処理する工程とを含むことが好ましくい。かかる製造方法であることにより、絶縁耐圧がより向上する。
【0131】
これは例えば以下のように考えることができる。すなわち、2つの樹脂層を積層することで、一方の樹脂層中に存在しうる膜厚の薄くなる箇所(ピンホール又はボイド)がもう一方の塗布層により補填されることになる。これにより、最小絶縁厚さを大きくすることができ、絶縁耐圧がより向上すると考えることができる。樹脂シートの製造方法におけるピンホール又はボイドの発生確率は高くはないが、2つの樹脂層を積層することで薄い部分の重なり合う確率はその2乗になり、確率的にほぼ0に近づくことになる。絶縁破壊は最も絶縁的に弱い箇所で起こることから、2つの樹脂層の積層により絶縁耐圧がより向上する効果が得られると考えることができる。更にフィラー同士の接触確率も向上し、熱伝導性の向上効果も生じると考えることができる。
【0132】
さらに前記積層体を得る工程は、金属箔上に設けられ、前記樹脂組成物から形成された第一の樹脂層と、ポリエチレンテレフタレートフィルム上に設けられ、前記樹脂組成物から形成された第二の樹脂層とを、第一の樹脂層の金属箔と接する面とは反対側の面と、第二の樹脂層のポリエチレンテレフタレートフィルムと接する面とは反対側の面とが互いに接するように積層する工程であることが好ましい。これにより穴埋め効果がより効果的に得られる。
【0133】
前記第一の樹脂層は例えば、金属箔上に、有機溶剤を含む樹脂組成物を塗布して塗布層を形成し、形成された塗布層を乾燥処理して有機溶剤の少なくとも一部を除去することで形成することができる。また前記第二の樹脂層は例えば、ポリエチレンテレフタレートフィルム上に、有機溶剤を含む樹脂組成物を塗布して塗布層を形成し、形成された塗布層を乾燥処理して有機溶剤の少なくとも一部を除去することで形成することができる。
【0134】
前記第一の樹脂層及び第二の樹脂層の平均厚さは、積層体を構成した場合に積層体の平均厚さが80μm以上250μm以下となるように適宜選択することができる。前記第一の樹脂層及び第二の樹脂層の平均厚さは、例えば、30μm〜250μmとすることができ、50μm〜200μmであることが好ましい。50μm以上であると塗布層内に空洞(ボイド)が形成されにくくなり、作製尤度が大きくなる傾向がある。200μm以下であるとシートに割れ目が入りにくい傾向がある。前記第一の樹脂層及び第二の樹脂層の平均厚さは、互いに同一であっても異なっていてもよい。
【0135】
さらに前記第一の樹脂層と第二の樹脂層とが積層された積層体は、加熱加圧処理されることが好ましい。これにより熱伝導性がより向上した樹脂シートを製造することができる。加熱加圧処理する方法としては、所定の圧力及び熱を加えることができる方法であれば特に制限されず、通常用いられる加熱加圧処理方法から適宜選択することができる。具体的には、ラミネート処理、プレス処理、金属ロール処理等が挙げられる。また加熱加圧処理には、常圧で処理を行う手法と、減圧下で処理を行う真空処理とがある。真空処理の方が好ましいが、その限りではない。
【0136】
前記樹脂組成物を用いて塗布により樹脂層を形成する場合、加熱加圧処理前の積層体の表面はフィラー等により凸凹が生じており、平滑ではない場合がある。このような積層体を加熱加圧処理して得られる樹脂シートの膜厚は、塗布して形成された樹脂層の厚さの和には一致せずに小さくなる場合がある。これは例えば、加熱加圧処理の前後で、フィラー充填性が変化すること、表面の凸と凹が重ね合わされること、シートの均一性が向上すること、ボイドが埋まることなどに拠るものと考えることができる。
【0137】
前記樹脂シートは、前記塗布層から有機溶剤の少なくとも一部を除去して得られる樹脂層からなることが好ましい。さらに有機溶剤の少なくとも一部が除去された樹脂層をさらに加熱加圧処理することによって、樹脂層を構成する樹脂組成物を半硬化状態(Bステージ)としたものであることがより好ましい。なお、本明細書においては、樹脂組成物から形成された塗布層を乾燥して得られる樹脂シートをAステージシート、Aステージシートを更に加熱加圧処理して得られる樹脂シートをBステージシートと称する場合がある。
【0138】
前記Bステージシートは樹脂組成物が半硬化した状態であることが好ましい。ここでBステージシートとは、樹脂シートの粘度が、常温(25度)においては104Pa・s〜107Pa・sであるのに対して、100℃で102Pa・s〜106Pa・sに粘度が0.01〜30%低下するものである。また、後述する硬化後の樹脂シート硬化物は加温によっても溶融することはない。尚、上記粘度は、動的粘弾性測定(周波数1ヘルツ、荷重40g、昇温速度3℃/分)によって測定されうる。
【0139】
前記樹脂シートがBステージシートであることで、取り扱い性が向上する。これはAステージシートと比較して硬化が進行していることで弾性率が上昇し、強度が向上しているためである。一方で、樹脂の硬化度を柔軟に取り扱いできる状態に抑える必要がある。また、Bステージシートは前記樹脂層を半硬化状態にする方法としては例えば、後述する加熱加圧処理する方法を挙げることができる。
【0140】
樹脂シートを加熱加圧処理する方法は、前記樹脂層を半硬化状態にできれば特に制限はない。例えば、熱プレスやラミネータを用いて加熱加圧処理することができる。また樹脂シートを構成する樹脂組成物を半硬化状態とする加熱加圧条件は、樹脂組成物の構成に応じて適宜選択できる。例えば、加熱温度80℃〜180℃、圧力0.1MPa〜100MPa、0.3分〜30分間の条件で加熱加圧処理することができる。
【0141】
<樹脂シート硬化物>
本発明の樹脂シート硬化物は、前記樹脂シートの熱処理物である。すなわち前記樹脂シート硬化物は、前記樹脂シートを熱処理することで樹脂シートを構成する樹脂組成物を硬化させて形成される。従って、樹脂シート硬化物は、エポキシ樹脂モノマー及び一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂に由来する樹脂硬化物と、粒子径が10μm以上100μm以下の窒化ホウ素粒子を含有し、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有するフィラーと、を含んでいる。
【0142】
また前記樹脂シート硬化物は、エポキシ樹脂モノマー及び一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂に由来する樹脂硬化物と、体積平均粒子径が0.01μm以上1μm未満である第一のフィラーと、体積平均粒子径が1μm以上10μm未満である第二のフィラーと、体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを含むことが好ましい。
【0143】
前記樹脂シート硬化物においては、第三のフィラーが互いに接触するため高い熱伝導性を発揮する。熱伝導性の大きく異なる樹脂とフィラーの混合物では、高熱伝導性であるフィラーとフィラーの距離をなるべく接近させることが好ましい。例えば、第三のフィラー同士、又は第一のフィラーと第二のフィラーと第三のフィラー同士が樹脂を間に介さず接触すると、熱伝導し易い経路を形成できるため、高熱伝導性になり易い。
【0144】
樹脂シート硬化物を製造する際の熱処理条件は、樹脂組成物の構成に応じて適宜選択することができる。例えば、120℃〜250℃、10分〜300分間加熱処理することができる。また熱伝導性の観点から、樹脂硬化物が高次構造や三次元架橋構造を形成し易い温度を含む加熱処理であることが好ましい。例えば100℃〜160℃と160℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがさらに好ましい。
【0145】
<樹脂シート積層体>
本発明の樹脂シート積層体は、前記樹脂シートと、前記樹脂シートの少なくとも一方の面上に配置された金属板又は放熱板とを有する。樹脂シート積層体を構成する樹脂シートの詳細については既述の通りである。また金属板又は放熱板としては、銅板、アルミ板、セラミック板などが挙げられる。なお、金属板又は放熱板の厚さは特に限定されない。また、金属板又は放熱板として、銅箔やアルミニウム箔などの金属箔を使用してもよい。
【0146】
前記樹脂シート積層体においては、前記樹脂シートの少なくとも一方の面上に金属板又は放熱板が配置されるが、両方の面上に配置されることが好ましい。また樹脂シート上に金属板又は放熱板を配置する方法としては、樹脂シートに含まれる熱硬化性樹脂による接着による方法であっても、樹脂シート表面に塗布したグリースの粘着による方法であってもよい。これらの方法は、必要な物性や、樹脂シート積層体を用いて構成される半導体装置の形態等に応じて適宜使い分けることができる。
【0147】
前記樹脂シート積層体は、前記樹脂シートの少なくとも一方の面上に、金属板又は放熱板を配置して積層体を得る工程を含む製造方法で製造することができる。
【0148】
樹脂シート上に、金属板又は放熱板を配置する方法としては、通常用いられる方法を特に制限なく用いることができる。例えば、樹脂シートの少なくとも一方の面上に、金属板又は放熱板を貼り合わせる方法を挙げることができる。貼り合わせる方法としては、プレス法、ラミネート法等が挙げられる。プレス法及びラミネート法の条件は樹脂シートの構成に応じて適宜選択することができる。
【0149】
また樹脂シート積層体は、前記樹脂シートの一方の面上に金属板又は放熱板を有し、他方の面上に被着体を有していてもよい。かかる樹脂シート積層体は、熱処理して樹脂シートを硬化することで、被着体と金属板又は放熱板との熱伝導性に優れた樹脂シート積層体硬化物を形成することができる。
【0150】
前記被着体としては特に制限されない。被着体の材質としては、例えば、金属、樹脂、セラミックス、それらの混合物である複合材料等を挙げることができる。
【0151】
<樹脂シート積層体硬化物の製造方法>
本発明の樹脂シート硬化物の製造方法は、前記樹脂シートの少なくとも一方の面上に金属板又は放熱板を配置して樹脂シート積層体を得る工程と、前記樹脂シートに熱を与えて前記樹脂シートを硬化させる工程とを有し、必要に応じてその他の工程を含んで構成される。
【0152】
樹脂シート上に、金属板又は放熱板を配置する方法としては、通常用いられる方法を特に制限なく用いることができる。例えば、樹脂シートの少なくとも一方の面上に、金属板又は放熱板を貼り合わせる方法等を挙げることができる。貼り合わせる方法としては、プレス法及びラミネート法等が挙げられる。プレス法及びラミネート法の条件は樹脂シートの構成に応じて適宜選択することができる。
【0153】
樹脂シート積層体硬化物の製造方法は、樹脂シート積層体を得る工程の後に、樹脂シート積層体を加熱加圧して、金属板又は放熱板に前記第三のフィラーを変形、追従させるプレス工程を含むこともまた好ましい。プレス工程は、前記第三のフィラーの少なくとも一部を前記接着材層界面に追従させることができれば、特に制限されない。例えば、プレス装置、ラミネート装置、金属ローラプレス装置、真空プレス装置等を用いて加熱加圧する方法を挙げることができる。
【0154】
加熱加圧する条件は、例えば、温度を80℃〜200℃とし、圧力を1MPa〜100MPaとして、0.1分間〜360分間とすることができ、温度を100℃〜190℃とし、圧力を2MPa〜80MPaとして、0.5分間〜240分間とすることが好ましい。また加熱加圧処理は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0155】
前記樹脂シート積層体硬化物の製造方法においては、樹脂シート積層体を得る工程後に加熱処理して、前記樹脂シートを硬化させる。加熱処理を行うことで熱伝導性がより向上する。加熱処理は、例えば、120℃〜250℃、10分〜300分間加熱処理することができる。また、熱伝導性の観点から、樹脂硬化物が高次構造を形成し易い温度を含む加熱処理であることが好ましい。例えば100℃〜160℃と160℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがより一層好ましい。
【0156】
<樹脂シート積層体>
本発明の樹脂シート積層体は、前期樹脂シートと樹脂シート硬化物の少なくとも一方の面上に配置された金属板又は放熱板とを有することを特徴とする。かかる構成であることで熱伝導性と絶縁性に優れ、さらに樹脂シート硬化物と、金属板又は放熱板との接着強度が良好で、さらに熱衝撃性にも優れる。また、樹脂シート表面にグリース,もしくは、熱伝導グリースを塗布し、これに金属箔や板などへの接続法でも良い。
【0157】
<半導体装置>
本発明の半導体装置は、半導体素子と、前記半導体素子上に配置された前記樹脂シート硬化物とを備える。前記半導体装置は必要に応じてその他の部材をさらに有していてもよい。前記半導体素子としては、通常用いられる半導体素子を特に制限なく用いることができる。半導体素子として具体的には、IGBT、サイリスタ等のパワー半導体素子、LED素子などを挙げることができる。以下、図面を参照しながら半導体装置の構成例について説明する。
【0158】
図1〜図6には、前記樹脂シート硬化物を用いて構成されるパワー半導体装置の構成例を示す。
図1は、パワー半導体素子110が、はんだ層112を介して配置された銅板104と、本発明の樹脂シート硬化物102と、グリース層108を介して水冷ジャケット120上に配置された放熱ベース106とが積層されて構成されたパワー半導体装置100の構成例を示す模式断面図である。パワー半導体素子110を含む発熱体が、前記樹脂シート硬化物102を介して放熱部材と接触していることで、効率よく放熱が行なわれる。尚、前記放熱ベース106は、熱伝導性を有する銅やアルミニウムを用いて構成することができる。またパワー半導体素子としては、IGBTやサイリスタ等を挙げることができる。
【0159】
図2は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置150の構成例を示す模式断面図である。パワー半導体装置150においては、パワー半導体素子110の上面に配置される冷却部材が、はんだ層112を介して積層された2層の銅板104を含んで構成されている。かかる構成であることにより、チップ割れやはんだ割れの発生を、より効果的に抑制することができる。図2では、半導体素子110から遠い側に配置された銅板104は、樹脂シート硬化物102及びグリース層108を介して水冷ジャケット120に接続している。一方、半導体素子110の下面に配置される冷却部材では、1層の銅板104が樹脂シート硬化物102及びグリース層108を介して水冷ジャケット120に接続している。図2では樹脂シート硬化物102と水冷ジャケット120とがグリース層108を介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0160】
図3は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置200の構成例を示す模式断面図である。パワー半導体装置200においては、パワー半導体素子110の両面に配置される冷却部材が、それぞれ1層の銅板104を含んで構成されている。図3では樹脂シート硬化物102と水冷ジャケット120とがグリース層108を介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0161】
図4は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置250の構成例を示す模式断面図である。パワー半導体装置250においては、パワー半導体素子110の上面に配置される冷却部材が、はんだ層112を介して積層された2層の銅板104を含んで構成されている。かかる構成であることにより、チップ割れやはんだ割れの発生を、より効果的に抑制することができる。また、モジュール内に樹脂シート硬化物102を含有することで、シート割れや外界の振動などによる影響を防ぐことができ、信頼性が高まる。図4では、半導体素子110から遠い側に配置された銅板104は、樹脂シート硬化物102、放熱ベース106及びグリース層108を介して水冷ジャケット120に接続している。一方、半導体素子110の下面に配置される冷却部材では、1層の銅板104が樹脂シート硬化物102、放熱ベース106及びグリース層108を介して水冷ジャケット120に接続している。また前記パワー半導体素子110は、配線部材114を介して外部端子116と接続されている。図4では樹脂シート硬化物102と水冷ジャケット120とが、樹脂シート硬化物102上に配置された放熱ベース106とグリース層108とを介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0162】
図5は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置300の構成例を示す模式断面図である。パワー半導体装置300においては、パワー半導体素子110の両面に配置される冷却部材が、それぞれ1層の銅板104を含んで構成されている。また、モジュール内に樹脂シート硬化物102を含有することで、シート割れや外界の振動などによる影響を防ぐことができ、信頼性が高まる。図5では、銅板104は、樹脂シート硬化物102、放熱ベース106及びグリース層108を介して水冷ジャケット120に接続している。また前記パワー半導体素子110は、配線部材114を介して外部端子116と接続されている。図5では樹脂シート硬化物102と水冷ジャケット120とが、樹脂シート硬化物102上に配置された放熱ベース106とグリース層108とを介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0163】
図6は、パワー半導体素子110が、はんだ層112を介して配置された銅板104と、樹脂シート硬化物102と、グリース層108を介して水冷ジャケット120上に配置された放熱ベース106とが積層されて構成されたパワー半導体装置350の構成例を示す模式断面図である。パワー半導体素子110を含む発熱体が樹脂シート硬化物102を介して放熱部材と接触していることで、効率よく放熱が行なわれる。尚、前記放熱ベース106は、熱伝導性を有する銅やアルミニウムを用いて構成することができる。
【0164】
<LED装置>
本発明のLED装置は、LED素子と、前記樹脂シート硬化物と、基板とがこの順に積層されて構成される。前記LED装置は、必要に応じてその他の部材をさらに有していてもよい。前記基板としては、アルミニウム基板を挙げることができる。
【0165】
図7〜図10には、本発明の樹脂シート硬化物を用いて構成されるLED装置の構成例を示す。
図7は、本発明の樹脂シート硬化物を用いて構成されるLEDライトバー300の構成の一例を示す模式断面図である。LEDライトバー300は、ハウジング138と、グリース層136と、アルミニウム基板134と、樹脂シート硬化物132と、LEDチップ130とがこの順に配置され、ビス140で固定されて構成される。発熱体であるLEDチップ130が樹脂シート硬化物132を介してアルミニウム基板134上に配置されることで、効率よく放熱することができる。
【0166】
図8は、LED電球の発光部350の構成例を示す模式断面図である。LED電球の発光部350は、ハウジング138と、グリース層136と、アルミニウム基板134と、樹脂シート硬化物132と、回路層142と、LEDチップ130とがこの順に配置され、ビス140で固定されて構成される。また図9は、LED電球450の全体の構成の一例を示す模式断面図である。LED電球の発ハウジング138は電源部材148を内包する封止樹脂146上に配置されている。
【0167】
図9は、LED基板400の構成の一例を示す模式断面図である。LED基板400は、アルミニウム基板134と、本発明の樹脂シート硬化物132と、回路層142と、LEDチップ130とがこの順に配置されて構成される。発熱体であるLEDチップ130が回路層142と樹脂シート硬化物132とを介してアルミニウム基板134上に配置されることで、効率よく放熱することができる。
【実施例】
【0168】
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例に限定されるものではない。尚、特に断りのない限り、「部」及び「%」は質量基準である。
【0169】
以下に樹脂シートの作製に用いた材料とその略号を示す。
(フィラー)
・AA−18:酸化アルミニウム、製品名:AA−18、住友化学株式会社製、体積平均粒子径18μm
・AA−3:酸化アルミニウム、製品名:AA−3、住友化学株式会社製、体積平均粒子径3μm
・AA−04:酸化アルミニウム、製品名:AA−04、住友化学株式会社製、体積平均粒子径0.4μm
・FS−3:窒化ホウ素、製品名:FS−3、水島合金鉄株式会社製、体積平均粒子径76μm
・HP−40:窒化ホウ素、製品名:HP40MF100、水島合金鉄株式会社製、体積平均粒子径45μm
【0170】
(ノボラック樹脂)
・CRN:カテコールレゾルシノールノボラック樹脂(シクロヘキサノン(CHN)50%含有)、後述する合成品
・PN:フェノールノボラック樹脂、日立化成工業株式会社製、型番HP850N、数平均分子量630
・CPN:クレゾールノボラック樹脂、日本化薬株式会社製
・TPM:トリフェニルメタン型ノボラック樹脂、日本化薬株式会社製
【0171】
(エポキシ樹脂モノマー)
・PNAP:トリフェニルメタン型エポキシ樹脂、製品名:EPPN−502H、日本化薬株式会社製
・MOPOC:1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、合成品
なお、MOPOCは、特開2005−206814号公報、特開2005−29778号公報等を参考にして調製した。
・ Bis-A/D:ビスフェノールAD混合物、型番ZX−1059、新日鐵化学株式会社製
【0172】
(添加剤)
・TPP:トリフェニルホスフィン(硬化触媒、和光純薬株式会社製)
・PAM:3−フェニルアミノプロピルトリメトキシシラン(シランカップリング剤、製品名:KBM−573、信越化学工業株式会社製)
【0173】
(溶剤)
・MEK:メチルエチルケトン(和光純薬株式会社製、1級)
・CHN:シクロヘキサノン(和光純薬株式会社製、1級)
【0174】
(支持体)
・PETフィルム:製品名75E−0010CTR−4、藤森工業株式会社製
・銅箔:製品名GTS 080、古河電工株式会社製、厚さ80μm
・アルミニウム箔:住友軽金属工業株式会社製 厚さ20μm
【0175】
(ノボラック樹脂の合成)
<合成例1>
窒素雰囲気下でセパラブルフラスコに、フェノール化合物のモノマーとしてレゾルシノール105g及びカテコールを5g、触媒としてシュウ酸 0.11g(対モノマー比 0.1%)、溶剤としてメタノール 15gをそれぞれ量り取った後、内容物を攪拌し、40℃以下になるように油浴で冷却しながらホルマリン30gを加えた。2時間攪拌した後、油浴の温度を100℃にして、加温しながら水及びメタノールを減圧留去した。水及びメタノールが留出しなくなったことを確認した後、CHNをノボラック樹脂の含有率が50%となるように加えて、カテコールレゾルシノールノボラック樹脂溶液(CRN1)を得た。更にレゾルシノールとカテコールの添加量は変えずに、ホルマリンの添加量を変えることで、モノマー含有比率や数平均分子量が異なるCRNとしてCRN2〜CRN5の5種類作製した。
【0176】
得られた生成物のGPCによる分子量測定で数平均分子量、モノマー含有比率を定量した。また得られた生成物のNMRスペクトルを測定し、一般式(I)で表される構造単位が含まれていることを確認した。なお、GPC測定及びNMR測定の条件については、後述する。
【0177】
【表1】
【0178】
<実施例1>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.04部(AA−04に対する体積基準混合比6.6)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液7.23部(固形分50%)と、CHN 46.02部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてMOPOC11.73部と、TPP0.13部とをさらに加えて混合した後、20時間〜40時間ボールミル粉砕を行って、樹脂組成物として樹脂層形成用塗工液を得た。なお、樹脂組成物の全固形体積中におけるフィラー含有率は60体積%であった。
【0179】
得られた樹脂層形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いて、片面が離型処理されたPET(ポリエチレンテレフタレート)フィルム(厚さ50μm、帝人デュポンフィルム製A31;以下、「PETフィルム」ともいう)を支持体とし、その離型処理面上に厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂層が形成された樹脂シート(以下、「Aステージシート」ともいう)を形成した。
【0180】
上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが198μmであるBステージ状態の樹脂シート(以下、「Bステージシート」ともいう)を得た。
【0181】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥離し、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)をそれぞれ重ねた後、プレス処理を行った(プレス処理条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。さらにボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物1を得た。
【0182】
<実施例2>
実施例1において、HP−40の代わりにFS−3とHP−40の(1:3、体積基準)混合物を用いたこと以外は実施例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物2をそれぞれ得た。
【0183】
<実施例3>
実施例1において、HP−40の代わりにFS−3とHP−40の(1:1、体積基準)混合物を用いたこと以外は実施例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物3をそれぞれ得た。
【0184】
<実施例4>
実施例1において、MOPOCの代わりにBis−A/Dを11.15部、CRN4を8.38部、用いたこと以外は実施例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物4をそれぞれ得た。
【0185】
<実施例5>
実施例1において、MOPOCの代わりにBis−A/Dを5.6部とPNAPを5.6部の混合物を用い、CRN4 8.27部を用いたこと以外は実施例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられCステージ状態の樹脂シート積層体硬化物5をそれぞれ得た。
【0186】
<実施例6>
実施例5において得られた樹脂層形成用塗工液を、コンマコータを用いて厚さ20μmのアルミニウム箔上に、厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、厚さ20μmのアルミニウム箔上にAステージ状態の樹脂層が形成された樹脂シート(Aステージシート)を形成した。また、PETフィルム上の離型面上に厚さが約140μmとなるように塗布し、100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂シートを形成した。
【0187】
上記で得られたアルミニウム箔上に樹脂層が形成されたAステージシート1枚と、実施例1で得られたPETフィルム上に樹脂層が形成されたAステージシート1枚とを用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが192μmであるBステージ状態の樹脂層シート(Bステージシート)を得た。
【0188】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの片面からPETフィルムを剥離し、剥離面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。ボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、片面に銅箔、片面にアルミニウム箔が設けられたCステージ状態の樹脂シート積層体硬化物6を得た。
【0189】
<実施例7>
実施例5において得られた樹脂層形成用塗工液を、コンマコータを用いて厚さ20μmのアルミニウム箔上に厚さが110μmになるように塗布したこと、PETフィルム上に厚さが170μmになるように塗布したこと以外は実施例6と同様にして、片面に銅箔、片面にアルミニウム箔が設けられたCステージ状態の樹脂シート積層体硬化物7を得た。
【0190】
<実施例8>
実施例5において、CRN4の代わりにCRN1を用いたこと以外は実施例5と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物8をそれぞれ得た。
【0191】
<実施例9>
実施例5において、CRN4の代わりにCRN2を用いたこと以外は実施例5と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物9をそれぞれ得た。
【0192】
<実施例10>
実施例5において、CRN4の代わりにCRN3を用いたこと以外は実施例5と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物10をそれぞれ得た。
【0193】
<実施例11>
実施例5において、CRN4の代わりにCRN5を用いたこと以外は実施例5と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物11をそれぞれ得た。
【0194】
<実施例12>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比1:1)25.24部と、窒化ホウ素(HP−40)55.81部(AA−04に対する体積基準混合比8.0)と、シランカップリング剤(PAM)0.08部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液13.5部(固形分50%)と、CHN 38.8部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてPNAP9.17部とBIS−A/Dを9.17部、TPP0.20部とをさらに加えて混合した後、20〜40時間ボールミル粉砕を行って、樹脂組成物として樹脂層形成用塗工液を得た。なお、樹脂組成物の全固形体積中におけるフィラー含有率は60体積%であった。
【0195】
得られた樹脂層形成用塗工液を、コンマコータを用いて、片面が離型処理されたPETフィルムを支持体とし、その離型処理面上に厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂層が形成された樹脂シートを形成した。
【0196】
上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが209μmであるBステージ状態の樹脂シートを得た。
【0197】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥離し、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)をそれぞれ重ねた後、プレス処理を行った(プレス処理条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。さらにボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物12を得た。
【0198】
<実施例13>
実施例12において得られた樹脂層形成用塗工液を、コンマコータを用いて厚さ80μmの銅箔上に、厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、銅箔上にAステージ状態の樹脂層が形成された樹脂シート(Aステージシート)を形成した。また、PETフィルム上の離型面上に厚さが約140μmとなるように塗布し、100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂シートを形成した。
【0199】
上記で得られた銅箔上に樹脂層が形成されたAステージシート1枚と、PETフィルム上に樹脂層が形成されたAステージシート1枚とを用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが211μmであるBステージ状態の樹脂層シート(Bステージシート)を得た。
【0200】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの片面からPETフィルムを剥離し、剥離面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。ボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、片面に銅箔、片面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物13を得た。
【0201】
<実施例14>
実施例12において得られた樹脂層形成用塗工液を、コンマコータを用いて厚さ80μmのアルミ箔上に、厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、アルミ箔上にAステージ状態の樹脂層が形成された樹脂シート(Aステージシート)を形成した。また、PETフィルム上の離型面上に厚さが約140μmとなるように塗布し、100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂シートを形成した。
【0202】
上記で得られたアルミ箔上に樹脂層が形成されたAステージシート1枚と、PETフィルム上に樹脂層が形成されたAステージシート1枚とを用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが211μmであるBステージ状態の樹脂層シート(Bステージシート)を得た。
【0203】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの片面からPETフィルムを剥離し、剥離面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。ボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、片面に銅箔、片面にアルミニウム箔が設けられたCステージ状態の樹脂シート積層体硬化物14を得た。
【0204】
<実施例15>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比1:1)25.24部と、窒化ホウ素(HP−40)55.81部(AA−04に対する体積基準混合比8.0)と、シランカップリング剤(PAM)0.08部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液9.78部(固形分50%)と、CHN 34.8部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてPNAP6.62部とBIS−A/Dを6.62部、TPP0.15部とをさらに加えて混合した後、20時間〜40時間ボールミル粉砕を行って、樹脂組成物として樹脂層形成用塗工液を得た。なお、樹脂組成物の全固形体積中におけるフィラー含有率は68体積%であった。
【0205】
得られた樹脂層形成用塗工液を、コンマコータを用いて、片面が離型処理されたPETフィルムを支持体とし、その離型処理面上に厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂層が形成された樹脂シートを形成した。
【0206】
上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが209μmであるBステージ状態の樹脂シートを得た。
【0207】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥離し、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)をそれぞれ重ねた後、プレス処理を行った(プレス処理条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。さらにボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物15を得た。
【0208】
<実施例16>
(樹脂シート積層体硬化物の作製)
実施例13において、樹脂層形成用塗工液として実施例15で作製した樹脂層形成用塗工液を用いたこと以外は実施例13と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物16をそれぞれ得た。
【0209】
<実施例17>
(樹脂シート積層体硬化物の作製)
実施例14において、樹脂層形成用塗工液として実施例15で作製した樹脂層形成用塗工液を用いたこと以外は実施例14と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び片面に銅箔,片面にアルミ箔が設けられたCステージ状態の樹脂シート積層体硬化物17をそれぞれ得た。
【0210】
<実施例18>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比1:1)25.24部と、窒化ホウ素(HP−40)55.81部(AA−04に対する体積基準混合比8.0)と、シランカップリング剤(PAM)0.08部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液6.41部(固形分50%)と、CHN 32.4部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてPNAP4.34部とBIS−A/Dを4.34部、TPP0.10部とをさらに加えて混合した後、20〜40時間ボールミル粉砕を行って、樹脂組成物として樹脂層形成用塗工液を得た。なお、樹脂組成物の全固形体積中におけるフィラー含有率は76体積%であった。
【0211】
得られた樹脂層形成用塗工液を、コンマコータを用いて、片面が離型処理されたPETフィルムを支持体とし、その離型処理面上に厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂層が形成された樹脂シートを形成した。
【0212】
上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが206μmであるBステージ状態の樹脂シートを得た。
【0213】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥離し、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)をそれぞれ重ねた後、プレス処理を行った(プレス処理条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。さらにボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物18を得た。
【0214】
<実施例19>
(樹脂シート積層体硬化物の作製)
実施例13において、樹脂層形成用塗工液として実施例18で作製した樹脂層形成用塗工液を用いたこと以外は実施例13と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物19をそれぞれ得た。
【0215】
<実施例20>
(樹脂シート積層体硬化物の作製)
実施例14において、樹脂層形成用塗工液として実施例18で作製した樹脂層形成用塗工液を用いたこと以外は実施例14と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び片面に銅箔,片面にアルミ箔が設けられたCステージ状態の樹脂シート積層体硬化物20をそれぞれ得た。
【0216】
<比較例1>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−18:AA−3:AA−04;体積基準混合比 6.6:2.4:1)83.29部と、シランカップリング剤(PAM;KBM−573)0.13部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液11.96部(固形分50%)と、MEK44.77部と、CHN9.29部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてMOPOC19.39部と、TPP0.20部とをさらに加えて混合した後、20〜40時間ボールミル粉砕を行って、樹脂組成物として熱伝導層形成用塗工液を得た。
【0217】
得られた熱伝導層形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いてPETフィルムの離型面上に厚さが約150μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで15分乾燥し、PETフィルム上に樹脂層を形成してAステージ状態の樹脂シート(Aステージシート)を得た。上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。ラミネータを用いて、温度130℃、圧力1MPa、真空度≦1kPa、時間15秒間の条件で貼り合わせた後、PETフィルムを剥がして、平均厚さが198μmであるBステージ状態の樹脂シート(Bステージシート)を得た。
【0218】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥がし、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。その後ボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物C1を得た。
【0219】
<比較例2>
実施例1において、MOPOCの代わりにBis−A/Dを11.09部、CRN4の代わりにPNを7.83部用いたこと以外は比較例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物C2をそれぞれ得た。
【0220】
<比較例3>
実施例1において、MOPOCの代わりにBis−A/Dを10.54部、CRN4の代わりにCPNを8.37部用いたこと以外は比較例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物C3をそれぞれ得た。
【0221】
<比較例4>
実施例1において、MOPOCの代わりにBis−A/Dを13.68部、CRN4の代わりにCPNを5.23部用いたこと以外は比較例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物C4をそれぞれ得た。
【0222】
<評価>
上記で得られたAステージ状態の樹脂シート、Bステージ状態の樹脂シート及びCステージ状態の樹脂シート積層体硬化物について、以下の評価を行った。評価結果を表2〜表5に示す。なお、表2〜表5の樹脂組成物における数値の単位は質量部であり、「−」は未配合であることを示す。
【0223】
(GPC測定)
上記合成例で得られたCRNをテトラヒドロフラン(液体クロマトグラフ用)に溶解し、PTFE製フィルタ(クラボウ社製、HPLC前処理用、クロマトディスク、型番:13N、孔径:0.45μm)を通して不溶分を除去した。GPC(ポンプ:L6200 Pump(株式会社日立製作所製)、検出器:示差屈折率検出器L3300 RI Monitor(株式会社日立製作所製)、カラム:TSKgel−G5000HXLとTSKgel−G2000HXL(計2本)(共に東ソー株式会社製)を直列接続、カラム温度:30℃、溶離液:テトラヒドロフラン、流速:1.0ml/分、標準物質:ポリスチレン)を用い、分子量測定で数平均分子量を測定した。併せてCRNに含まれるモノマーの含有比率を測定した。
【0224】
(NMR測定)
上記、合成例で得られたCRNを重ジメチルスルホキシド(DMSO−d6)に溶解した。プロトン核磁気共鳴法(1H−NMR)(BRUKER社製AV−300(300MHz)を用いて、1H−NMRスペクトルを測定した。化学シフトの基準は、内部基準物質であるテトラメチルシランを0ppmとした。
【0225】
(樹脂シート硬化物の熱伝導性)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅箔をエッチング除去した。更にアルミニウム箔を有するサンプルについては塩酸溶液を用いてアルミニウム箔をエッチング除去した。以上により、樹脂シート硬化物を得た。これを10mm角に切断し、グラファイトスプレーにより黒化処理し、熱拡散率をNETZSCH社製Nanoflash LFA447型を用いて測定した。
測定条件としては、測定温度は25±1℃、測定電圧270V、Amplitude5000、パルス幅0.06msである。
上記で測定された熱拡散率と、アルキメデス法で測定した密度、DSC(示差熱量計)により測定した比熱の積から熱伝導率を算出した。
【0226】
(Bステージシートの絶縁耐圧)
Bステージシートを20mmΦのアルミ電極と50mm角のアルミ板で挟み込み、交流下での絶縁耐圧をヤマヨ試験機製YST−243−100RHOを用いて測定した。測定条件としては、昇圧速度1kV/秒であり、測定温度23℃±2℃、大気中にて測定を行った。
【0227】
(樹脂シート硬化物の絶縁耐圧)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅箔をエッチング除去した。更に、アルミニウム箔を有するサンプルについては塩酸溶液を用いてアルミニウム箔をエッチング除去した。以上により、樹脂シート硬化物を得た。得られた樹脂シート硬化物の交流下での絶縁耐圧を、上記と同様にヤマヨ試験機製YST−243−100RHOを用いて測定した。測定条件としては、測定温度23℃±2℃、昇圧速度1kV/秒であり、測定温度23℃±2℃、大気中にて測定を行った。
【0228】
(支持体が両面PETフィルムのBステージ樹脂シートのせん断接着強度)
Bステージシートの両面からPETフィルムを剥がし、両面に金属板を貼り合わせ、JIS K6850に準拠して、Bステージシートの引っ張りせん断接着強度の測定を行った。具体的には100mm×25mm×3mm幅の銅板2枚を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着した。これを試験速度1mm/分、測定温度23℃にて、株式会社島津製作所AGC−100型で引っ張ることで測定を行った。なお、接着は真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を用いて行った。
【0229】
(支持体が両面PETフィルムの樹脂シート硬化物のせん断接着強度)
Bステージシートの両面からPETフィルムを剥がし、両面に金属板を貼り合わせ、JIS K6850に準拠して、Cステージシートの引っ張りせん断接着強度の測定を行った。具体的には100mm×25mm×3mm幅の銅板2枚を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着、硬化処理した。これを試験速度1mm/分、測定温度は23℃にて、株式会社島津製作所AGC−100型で引っ張ることで測定を行った。
なお、接着、硬化処理は以下のようにして行った。真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を行って銅板を接着した後、ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間のステップキュアにより硬化処理を行った。
【0230】
(支持体が片面アルミニウム箔又は銅箔、片面PETフィルムのBステージシートのせん断接着強度)
Bステージシートの片面からPETフィルムを剥がし、金属板を貼り付けた。アルミニウム箔又は銅箔側は、エポキシ樹脂接着剤を用いて同様な金属板と接合し、JIS K6850に準拠して、Bステージシートの引っ張りせん断接着強度の測定を行った。具体的には100mm×25mm×3mm幅の銅板1枚とアルミニウム箔又は銅箔を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着した。これを試験速度1mm/分,測定温度23℃にて、株式会社島津製作所AGC−100型で引っ張ることで測定を行った。なお、銅板のPETフィルムを剥がした面への接着は真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を用いて行った。またアルミニウム箔の銅板への接着はエポキシ樹脂接着剤(ハンツマン・アドバンスト・マテリアル社製、スタンダード)を用いて50℃にて加熱しながら行った。
【0231】
(支持体が片面アルミニウム箔又は銅箔、片面PETフィルムの樹脂シート硬化物のせん断接着強度)
Bステージシートの片面からPETフィルムを剥がし、金属板を貼り付けた。アルミニウム箔側には、エポキシ樹脂接着剤を用いて同様な金属板と接合し、JIS K6850に準拠して、Cステージシートの引っ張りせん断接着強度の測定を行った。具体的には100mm×25mm×3mm幅の銅板1枚とアルミニウム箔を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着した。これを試験速度1mm/分、測定温度23℃にて、(株)島津製作所AGC−100型で引っ張ることで測定を行った。尚、銅板のPETフィルムを剥がした面への接着・硬化は真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を用いて接着を行った後、ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間のステップキュアにより硬化処理を行った。またアルミニウム箔又は銅箔の銅板への接着は、硬化処理後にエポキシ樹脂接着剤(ハンツマン・アドバンスト・マテリアル社製、スタンダード)を用いて50℃にて加熱しながら行った。
【0232】
(Bステージシートの表面の算術平均粗さの測定)
Bステージシートのシート表面粗さは、小坂研究所製表面粗さ測定機を用いて、測定条件1mm/sにて行った。表面粗さとしては、算術平均粗さを用いて評価した。
【0233】
(樹脂シート硬化物の表面の算術平均粗さの測定)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅箔をエッチング除去した。更に、アルミニウム箔を有するサンプルについては塩酸溶液を用いてアルミニウム箔をエッチング除去した。以上により、シート単体の樹脂シート硬化物を得た。樹脂シート硬化物(Cステージシート)のシート表面粗さは、小坂研究所製表面粗さ測定機を用いて、測定条件は1mm/sにて行った。表面粗さとしては、Bステージシートの評価時と同様に算術平均粗さを用いて評価した。
【0234】
(Aステージシートの平均厚さ)
Aステージシートの平均厚さを以下のようにして測定した。各実施例において作製した2枚のAステージシートのそれぞれについて、Aステージシートを支持体がついたまま100mm角に切り出し、ミツトヨ製マイクロメータ IP65にて9点の厚さについて測定した。支持体であるPETフィルム及びアルミ箔の厚さは変わらないとして差し引いて、樹脂層の厚さをそれぞれ求め、その算術平均値を樹脂シートのそれぞれの平均厚さとした。なお、2枚のAステージシートの一方をa面側樹脂シート、他方をb面側樹脂シートとした。
【0235】
(Bステージシートの平均厚さ)
Bステージシートのシート厚さを以下のようにして測定した。Bステージシートを支持体がついたまま100mm角に切り出し、ミツトヨ製マイクロメータ IP65にて9点の厚さを測定した。支持体であるPETフィルム及びアルミ箔の厚さは変わらないとして差し引いて、樹脂層の厚さをそれぞれ求め、その算術平均値をBステージシートのそれぞれの平均厚さとした。
【0236】
(樹脂シート硬化物の平均厚さ)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅箔をエッチング除去した。更に、アルミニウム箔を有するサンプルについては塩酸溶液を用いてアルミニウム箔をエッチング除去した。以上により、樹脂シート硬化物を得た。樹脂シート硬化物を100mm角に切り出し、これをミツトヨ製マイクロメータ IP65にて、9点厚さを測定し、その算術平均値を樹脂シート硬化物の平均厚さとした。
【0237】
(耐湿絶縁性の評価)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、片面の銅箔をそのまま残し、反対面の銅箔に20Φの円形パターンを20mmずつ離して4個形成して、評価用基板を作製した。1つの実施例又は比較例につき、評価用基板を2枚用いて計8つ円形パターンについて、以下のようにして耐湿絶縁性を評価した。
円形パターンのそれぞれに750Vの直流電圧を、85℃85%の環境下にて1000時間印加して絶縁破壊の有無を判定した。評価結果を、試験に供した円形パターンの総数(8)に対する絶縁破壊が発生しなかった円形パターン数の比の形式として表2〜表5に示した。
【0238】
【表2】
【0239】
【表3】
【0240】
【表4】
【0241】
【表5】
【0242】
表2〜表5から、特定の構成を有するフィラーと、一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂とを含んだBステージ状態の樹脂シート、及びその硬化物であるCステージ状態の樹脂シート硬化物は、それぞれ優れた熱伝導性を示すことが分かる。また接着強度及び絶縁破壊電圧に優れていることがわかる。
以上から、本発明の樹脂組成物を用いて形成された樹脂シート硬化物は、熱処理熱伝導性、接着強度及び絶縁性のすべてに優れることが分かる。
【0243】
日本国特許出願2011−071251号の開示はその全体が参照により本明細書に取り込まれる。本明細書に記載された全ての文献、特許出願、及び技術規格は、個々の文献、特許出願、及び技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書に参照により取り込まれる。
【技術分野】
【0001】
本発明は、樹脂組成物、樹脂シート、樹脂シート硬化物、樹脂シート積層体、樹脂シート積層体硬化物及びその製造方法、半導体装置、並びにLED装置に関する。
【背景技術】
【0002】
半導体を用いた電子機器の小型化、大容量化、高性能化等の進行に伴い、高密度に実装された半導体からの発熱量は益々大きくなっている。例えば、パソコンの中央演算装置や電気自動車のモーターの制御に用いられる半導体装置の安定動作には、放熱のためにヒートシンクや放熱フィンが不可欠になっており、半導体装置とヒートシンク等を結合する部材として絶縁性と熱伝導性と両立可能な素材が求められている。
【0003】
また一般に、半導体装置等が実装されるプリント基板等の絶縁材料には有機材料が広く用いられている。これらの有機材料は、絶縁性は高いものの熱伝導性が低く、半導体装置等の放熱への寄与は大きくなかった。一方、半導体装置等の放熱のために、無機セラミックス等の無機材料が用いられる場合がある。これらの無機材料は、熱伝導性は高いもののその絶縁性は有機材料と比較して十分とは言い難く、高い絶縁性と熱伝導性とを両立可能な材料が求められている。
【0004】
上記に関連して、樹脂にフィラーと呼ばれる熱伝導性の高い無機充填剤を複合した材料が種々検討されている。例えば、溶融粘度が低く高フィラー充填が可能であるエポキシ樹脂組成物が知られている(例えば、特開2001−055425号公報参照)。また、一般的なビスフェノールA型エポキシ樹脂とアルミナフィラーとの複合系からなる硬化物が知られており、キセノンフラッシュ法では3.8W/mK、温度波熱分析法では4.5W/mKの熱伝導率が達成可能とされている(例えば、特開2008−13759号公報参照)。同様に、特殊なエポキシ樹脂とアミン系の硬化剤とアルミナフィラーとの複合系からなる硬化物が知られており、キセノンフラッシュ法では9.4W/mK、温度波熱分析法では10.4W/mKの熱伝導率が達成可能とされている(例えば、特開2008−13759号公報参照)。
【0005】
さらに熱伝導性に優れた熱硬化性樹脂硬化物として、窒化ホウ素と、エポキシ樹脂、アミン系硬化剤、及び硬化触媒等のポリマー成分とが含有されている熱伝導性樹脂組成物において、温度波熱分析法で熱伝導率6W/mK〜11W/mKを達成可能とされている(例えば、特開2008−189818号公報参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−055425号公報
【特許文献2】特開2008−13759号公報
【特許文献3】特開2008−189818号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特開2001−055425号公報、特開2008−13759号公報及び特開2008−189818号公報に記載の熱伝導性樹脂硬化物では、熱伝導性、接着強度及び絶縁性のすべてを高いレベルで満足することが困難である場合があった。特に数十μmの樹脂厚さで絶縁性を確保しなければならない樹脂シートであると、樹脂の厚さ方向にかかる電界強度が高くなるため、チップ近くで高温に曝されることや外部環境の温度変化,湿度などを考慮すると、絶縁に関する長期信頼性の確保が非常に難しい。本発明は、熱伝導性、接着強度及び絶縁性のすべてに優れる樹脂シート硬化物、並びに、該樹脂シート硬化物を形成しうる樹脂シート及び樹脂組成物を提供することを課題とする。また本発明は、前記樹脂シートを用いて構成される樹脂シート積層体、樹脂シート積層体硬化物、半導体装置、並びにLED装置を提供することを課題とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための具体的手段は以下の通りである。
<1> エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、フィラーとを含み、前記フィラーが、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含有する樹脂組成物である。
【化1】
【0009】
一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の数を、nは1〜7の数を表す。
【0010】
<2> エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、体積平均粒子径が0.01μm以上1μm未満である第一のフィラー、体積平均粒子径が1μm以上10μm未満である第二のフィラー、及び体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーと、を含む樹脂組成物である。
【0011】
【化2】
【0012】
一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の実数を、nは1〜7の実数を表す。
【0013】
<3> 前記第一のフィラーが酸化アルミニウム粒子を含有する、前記<2>に記載の樹脂組成物である。
【0014】
<4> 前記第一のフィラー、第二のフィラー及び第三のフィラーの総体積中における前記第一のフィラーの含有率が1体積%〜15体積%であり、前記第二のフィラーの含有率が10体積%〜40体積%であり、前記第三のフィラーの含有率が45体積%〜80体積%である、前記<2>、又は<3>に記載の樹脂組成物である。
【0015】
<5> 前記ノボラック樹脂は、ノボラック樹脂を構成するフェノール化合物を更に含み、該フェノール化合物の含有比率が5質量%以上50質量%以下である前記<1>〜<4>のいずれか1つに記載の樹脂組成物である。
【0016】
<6> 前記<1>〜<5>のいずれか1つに記載の樹脂組成物を平均厚さが80μm以上250μm以下のシート状に成型してなる樹脂シートである。
【0017】
<7> 表面の算術平均粗さが1.0μm以上2.5μm以下である前記<6>に記載の樹脂シートである。
【0018】
<8> 前記<1>〜<5>のいずれか1項に記載の樹脂組成物から形成される第一の樹脂層及び第二の樹脂層の積層体である前記<6>又は<7>に記載の樹脂シートである。
【0019】
<9> 前記積層体の一方の面上に金属箔を更に有し、他方の面上にポリエチレンテレフタレートフィルムを更に有する前記<8>に記載の樹脂シートである。
【0020】
<10> 前記<6>〜<8>のいずれか1つに記載の樹脂シートの熱処理物である樹脂シート硬化物である。
【0021】
<11> 前記<6>〜<8>のいずれか1つに記載の樹脂シートと、前記樹脂シートの少なくとも一方の面上に配置された金属板又は放熱板と、を有する樹脂シート積層体である。
【0022】
<12> 前記<11>に記載の樹脂シート積層体の熱処理物である樹脂シート積層体硬化物である。
【0023】
<13> 前記<6>〜<8>のいずれか1つに記載の樹脂シートの少なくとも一方の面上に、金属板又は放熱板を配置する工程と、前記樹脂シートに熱を与えて前記樹脂シートを硬化させる工程と、を有する樹脂シート積層体硬化物の製造方法である。
【0024】
<14> 半導体素子と、前記半導体素子上に配置された前記<10>に記載の樹脂シート硬化物と、を備える半導体装置である。
【0025】
<15> LED素子と、前記<10>に記載の樹脂シート硬化物と、基板とがこの順に積層されたLED装置である。
【発明の効果】
【0026】
本発明によれば、熱伝導性、接着強度及び絶縁性のすべてに優れる樹脂シート硬化物、並びに、該樹脂シート硬化物を形成しうる樹脂シート及び樹脂組成物を提供することができる。特に、高温高湿下での絶縁性に優れた樹脂シートを提供することができる。また本発明によれば、前記樹脂シートを用いて構成される樹脂シート積層体、樹脂シート積層体硬化物、半導体装置、並びにLED装置を提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図2】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図3】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図4】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図5】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図6】本発明にかかる樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す概略断面図である。
【図7】本発明にかかる樹脂シートを用いて構成されたLEDライトバーの構成の一例を示す概略断面図である。
【図8】本発明にかかる樹脂シートを用いて構成されたLED電球の構成の一例を示す概略断面図である。
【図9】本発明にかかる樹脂シートを用いて構成されたLED電球の構成の一例を示す概略断面図である。
【図10】本発明にかかる樹脂シートを用いて構成されたLED基板の構成の一例を示す概略断面図である。
【図11】本発明にかかる樹脂シートに含有されるフィラーの粒子径分布の一例を示す図である。
【図12】本発明にかかる樹脂シートに含有されるフィラーの粒子径分布の一例を示す図である。
【発明を実施するための形態】
【0028】
本明細書において「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の目的が達成されれば、本用語に含まれる。また「〜」を用いて示された数値範囲は、「〜」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。さらに組成物中の各成分は、組成物中に各成分に該当する物質が複数存在する場合、特に断らない限り、組成物中に存在する当該複数の物質の合計量を意味する。
【0029】
<樹脂組成物>
本発明の第一の態様である樹脂組成物は、エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、フィラーとを含み、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含有する。前記樹脂組成物は必要に応じてその他の成分を更に含んでいてもよい。
【0030】
また本発明の第二の態様である樹脂組成物は、エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、体積平均粒子径が0.01μm以上1μm未満である第一のフィラー、体積平均粒子径が1μm以上10μm未満である第二のフィラー、及び体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを含有する。前記樹脂組成物は必要に応じてその他の成分を更に含んでいてもよい。
【0031】
【化3】
【0032】
一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の数を、nは1〜7の数を表す。
【0033】
かかる構成の樹脂組成物を含む樹脂シートは、硬化前での絶縁性、金属板や放熱板に対する接着性に優れる。また、かかる樹脂シートを熱処理して熱硬化することで、熱伝導性、接着性及び絶縁性のすべてに優れる樹脂シート硬化物を構成することができる。特に、前記樹脂シートは高温高湿下での絶縁性に優れる。これは例えば以下のように考えることができる。
【0034】
すなわち、エポキシ樹脂モノマーと特定構造を有するノボラック樹脂とを含むことで、硬化前において高い接着性と絶縁性を発現すると考えることができる。またエポキシ樹脂モノマーと特定構造のノボラック樹脂との組み合わせで接着強度と絶縁性を維持しつつ、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含むことで、熱処理して硬化した後に、フィラーの熱伝導パス形成効果により特に優れた熱伝導性を発現すると考えることができる。
【0035】
またBステージ状態では、高極性の分子骨格を有するノボラック樹脂が金属板に対して良好な粘着性を発現していると考えられる。これはノボラック樹脂中に水酸基が多く、水素結合が生じて粘性が高いこと,金属板表面の金属酸化物との間に静電相互作用が生じやすいことが考えられる。また、ベンゼン環とベンゼン環の間に回転しやすいメチレン骨格を有するため、ベンゼン環骨格の向きを変え易い。そのため、金属板表面に官能基を向けることができ、濡れ性も良好であると考える。さらに、流動し過ぎない範囲のモノマー分率や分子量分布を有しているノボラック樹脂を用いることでより良好な樹脂の濡れ性と粘着性を発現することができる。また、接着界面の樹脂濡れ性が良いため、短期の絶縁破壊の原因となり易い接着界面ボイドが出来難く、絶縁破壊電圧を向上させることができると考えられる。
【0036】
さらにCステージ状態では、銅やアルミなどの金属板表面の金属原子に対して、水酸基が配位結合を形成することで良好な接着強度を発現できると考えられる。前記ノボラック樹脂は、水酸基当量が小さく、かつ、水酸基が隣り合っていないため立体障害も少なく架橋反応し易い構造であるという特徴を有する。そのため、Cステージ状態では高架橋密度を有するため、高弾性率、高熱伝導率、湿度が進入し難い硬化物を形成できると考えられる。更に、酸化アルミニウム表面は金属酸化物であるため塩基性を帯びており、ノボラック樹脂の水酸基と配位結合を形成し易く、樹脂とフィラー界面とが良好に接着できると考えられる。さらに熱伝導の媒体であるフォノンの散乱が置き難く熱抵抗が小さくなることや、湿度が進入し難いといった効果が考えられる。
【0037】
10μm以上100μm以下の体積平均粒子径を有するフィラーが窒化ホウ素粒子を含むことで、樹脂の高熱伝導の効果と合わせて熱伝導率を飛躍的に向上できる。窒化ホウ素のモース硬度は2であり、他のアルミナや窒化アルミ等の絶縁性セラミックス(例えば、硬度8)と比較して低くて柔らかく、変形し易いことが特徴である。樹脂の成形時に外力がかかる場合、樹脂シート中の比較的大きな粒子径を有する窒化ホウ素粒子が変形し、その変形の際にフィラー間に存在する樹脂を排除することで、フィラー同士が容易に接近することが出来る。このため、樹脂シート内部に窒化ホウ素粒子が連続した構造が形成し易くなり、熱伝導率が向上する。更に、比較的大きな粒子径を有する窒化ホウ素粒子の周囲をより小さい粒子径を有するフィラーが埋めることで、充填率を高めることが出来、熱伝導パスを太くできるため熱伝導性を高められる。
【0038】
前記第一の態様の樹脂組成物は、例えば、エポキシ樹脂モノマーと、上記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、体積平均粒子径が0.01μm以上1μm未満である第一のフィラー、体積平均粒子径が1μm以上10μm未満である第二のフィラー、及び体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを含有することで構成することができる。
【0039】
(フィラー)
前記樹脂組成物はフィラーを含む。前記フィラーは、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有する窒化ホウ素粒子を含む。かかる粒子径分布を有するフィラーは例えば粒子径分布において単一のピークを有する少なくとも3種のフィラーを組み合わせて構成することができる。具体的には例えば、体積平均粒子径が0.01μm以上1μm未満である第一のフィラーと、体積平均粒子径が1μm以上10μm未満である第二のフィラーと、体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを少なくとも含むことで構成することができる。また粒子径分布において2以上のピークを有する複数のフィラーを組み合わせて構成することもできる。フィラーの粒子径分布が前記構成を有することで、フィラーの充填率が向上し、熱伝導性がより効果的に向上する。
【0040】
前記フィラーは、少なくとも3種の体積平均粒子径が異なるフィラーを含むことが好ましい。すなわち前記フィラーは、体積平均粒子径が0.01μm以上1μm未満である第一のフィラーと、体積平均粒子径が1μm以上10μm未満である第二のフィラーと、体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを少なくとも含むことが好ましい。また、第一のフィラーは酸化アルミニウム粒子を含むことが好ましい。
【0041】
前記第一のフィラーは、体積平均粒子径が0.01μm以上1μm未満であるが、分散性の観点から、0.05μm以上0.8μm以下であることが好ましく、充填性の観点から、0.1μm以上0.6μm以下であることがより好ましい。
【0042】
また前記第二のフィラーは、体積平均粒子径が1μm以上10μm未満であるが、樹脂溶融粘度の観点から、2μm以上8μm以下であることが好ましく、充填性の観点から、2μm以上6μm以下であることがより好ましい。
【0043】
さらに前記第三のフィラーは、体積平均粒子径が10μm以上100μm以下であるが、フィラー充填性の観点から、10μm以上80μm以下であることが好ましく、接着性の観点から、10μm以上60μm以下であることがより好ましく、15μm以上55μm以下であることが更に好ましく、20μm以上50μm以下であることが特に好ましい。また前記第三のフィラーの体積平均粒子径は、絶縁性の観点からは15μ以上であることが好ましく、20μm以上であることがより好ましく、30μm以上であることが更に好ましい。
体積平均粒子径が異なる3種のフィラーを含むことで、フィラーの充填率が向上し、熱伝導性がより効果的に向上する。
【0044】
前記フィラーが上記のように体積平均粒子径が異なる3種のフィラーを含むことで、横軸に粒子径を縦軸に頻度をとって、樹脂組成物に含まれるフィラー全体の粒子径分布を測定すると、粒子径が0.01μm以上1μm未満の範囲、1μm以上10μm未満の範囲及び10μm以上100μm以下の範囲のそれぞれにピークを有する粒子径分布を示すことができる。
【0045】
尚、前記フィラーの粒子径分布は、レーザー回折法で測定することができる。レーザー回折法を用いる場合、まず樹脂組成物又は樹脂シート(硬化物を含む)からフィラーを抽出し、レーザー回折散乱粒度分布測定装置(例えば、ベックマン・コールター社製、LS230)を用いることで測定可能である。具体的には、有機溶剤等や硝酸、王水などを用いて、樹脂組成物又は樹脂シートからフィラー成分を抽出し、超音波分散機などで十分に分散する。この分散液の粒子径分布を測定することでフィラーの粒子径分布を測定することができる。またフィラーの粒子径分布における各ピークに属する粒子群の体積を算出することで、フィラーの総体積中における各ピークに属する粒子群の体積含有率を算出することができる。
【0046】
また樹脂シート又はその硬化物の断面を走査型電子顕微鏡にて観察することでフィラーの粒子径分布を測定することができる。具体的には、これらの樹脂シート又はその硬化物を透明なエポキシ樹脂に埋め込み、ポリッシャーやスラリー、イオンミリング、FIB(集束イオンビーム)などで研磨して、樹脂シート又はその硬化物の断面を露出させる。この断面を走査型電子顕微鏡にて直接観察することで、フィラーの粒子径分布を実測することが可能になる。またFIB装置(集束イオンビームSEM)などを用いて、研磨と二次元の断面観察を繰り返し行い、三次元構造解析を行なってフィラーの粒子径分布を測定することもできる。さらにフィラーの粒子径分布における各ピークに属する粒子群の体積を算出することで、フィラーの総体積中における各ピークに属する粒子群の体積含有率を算出することができる。
【0047】
図11及び図12に前記樹脂シートに含有されるフィラーの粒子径分布の一例を示す。図11及び図12に示すように、粒子径が0.01μm以上1μm未満の範囲、粒子径が1μm以上10μm未満の範囲、及び粒子径が10μm以上100μm以下の範囲のそれぞれの範囲に粒子径分布のピークが存在する。このような粒子径分布を持っているフィラーを含む樹脂組成物を用いて樹脂シートを構成することで、熱伝導性及び絶縁性等の機能を十分に発現することができる。
【0048】
前記第一のフィラー、第二のフィラー及び第三のフィラーは、熱伝導性及び絶縁性の観点から、前記第一のフィラーの体積平均粒子径に対する第二のフィラーの体積平均粒子径の比(第二のフィラーの体積平均粒子径/第一のフィラーの体積平均粒子径)が5〜50であることが好ましく、充填性と熱伝導性の観点から、6〜20であることがより好ましい。また熱伝導性及び絶縁性の観点から、前記第二のフィラーの体積平均粒子径に対する第三のフィラーの体積平均粒子径の比(第三のフィラーの体積平均粒子径/第二のフィラーの体積平均粒子径)が3〜40であることが好ましく、5〜30であることがより好ましい。
【0049】
前記第一のフィラー、第二のフィラー及び第三のフィラーは、それぞれ所定の体積平均粒子径を有するものであれば、その粒子径分布は特に制限されない。前記第一のフィラー、第二のフィラー及び第三のフィラーは、熱伝導性の観点から、広い粒子径分布を有することが好ましい。
【0050】
また前記フィラーが前記第一のフィラー、第二のフィラー及び第三のフィラーを含む場合、前記フィラーは全体として前記第一のフィラー、第二のフィラー及び第三のフィラーを含むものであればよい。すなわち、フィラー全体の粒子径分布を測定した場合に、体積平均粒子径が0.01μm以上1μm未満の第一のフィラーに対応するピークと、体積平均粒子径が1μm以上10μm未満の第二のフィラーに対応するピークと、体積平均粒子径が10μm以上100μm以下の第三のフィラーに対応するピークと、の少なくとも3つのピークが観測されればよい。
【0051】
かかる態様のフィラーは、例えば、粒子径分布において単一のピークを示す前記第一のフィラー、第二のフィラー及び第三のフィラーをそれぞれ混合して構成してもよく、また、粒子径分布において2以上のピークを有するフィラーを適宜組み合わせて構成してもよい。
【0052】
前記フィラーにおける前記第一のフィラー、第二のフィラー及び第三のフィラーの含有量は特に制限されない。各フィラーの含有量は、より効果的に熱伝導性を向上させる観点から、第三のフィラーの含有比率を極力高くし、次に第二のフィラーの含有比率を高くすることが好ましい。このように体積平均粒子径が異なる少なくとも3種のフィラーの含有比率(体積基準)を調整することで熱伝導性がより効果的に向上する。具体的には、第一のフィラー、第二のフィラー及び第三のフィラーの総体積中における体積基準の含有率は、第一のフィラーの含有率が1体積%〜15体積%であって、第二のフィラーの含有率が10体積%〜40体積%であって、第三のフィラーの含有率が45体積%〜80体積%であることが好ましい。熱伝導率の観点から、第一のフィラーの含有率が6体積%〜15体積%であって、第二のフィラーの含有率が18体積%〜35体積%であって、第三のフィラーの含有率が50体積%〜70体積%であることがより好ましい。さらにフィラ充填性の観点から、第一のフィラーの含有率が7体積%〜12体積%であって、第二のフィラーの含有率が20体積%〜30体積%であって、第三のフィラーの含有率が55体積%〜70体積%であることがさらに好ましい。
【0053】
また各フィラーの含有量は、充填性と熱伝導性の観点から、第一のフィラーの含有量に対する第二のフィラーの含有比が0.5〜40であり、第一のフィラーの含有量に対する第三のフィラーの含有比が3〜80であることが好ましく、第一のフィラーの含有量に対する第二のフィラーの含有比が1〜7であり、第一のフィラーの含有量に対する第三のフィラーの含有比が4〜15であることがより好ましく、第一のフィラーの含有量に対する第二のフィラーの含有比が1.5〜4.5であり、第一のフィラーの含有量に対する第三のフィラーの含有比が4.5〜10であることがさらに好ましい。
【0054】
前記フィラーは、充填性と熱伝導性の観点から、第一のフィラー、第二のフィラー及び第三のフィラーの体積平均粒子径がそれぞれ0.01μm以上1μm未満、1μm以上10μm未満及び10μm以上100μm以下であり、第一のフィラー、第二のフィラー及び第三のフィラーの含有率が体積基準でそれぞれ1%〜15%、10〜40及び45〜80%であることが好ましい。また第一のフィラー、第二のフィラー及び第三のフィラーの体積平均粒子径がそれぞれ0.05μm以上0.8μm未満、2μm以上8μm未満及び20μm以上80μm以下であり、第一のフィラー、第二のフィラー及び第三のフィラーの含有率が体積基準でそれぞれ5%〜13%、15%〜35%、及び50%〜73%であることがより好ましい。さらに第一のフィラー、第二のフィラー及び第三のフィラーの体積平均粒子径がそれぞれ0.1μm以上0.6μm未満、2μm以上6μm未満及び30μm以上60μm以下であり、第一のフィラー、第二のフィラー及び第三のフィラーの含有率が体積基準でそれぞれ7%〜13%、20%〜30%及び55%〜70%であることが更に好ましい。
【0055】
前記フィラーは粒子径が10μm以上100μm以下の窒化ホウ素粒子を含む。前記窒化ホウ素粒子は、前記第三のフィラーとしてフィラーに含まれることが好ましい。フィラーが、粒子径が10μm以上100μm以下の窒化ホウ素粒子を含むことで熱伝導性が飛躍的に向上する。前記窒化ホウ素粒子の粒子形状としては特に制限はなく、球形、丸み状、破砕状、りん片状等が挙げられる。また窒化ホウ素粒子は凝集粒子であることも好ましい。前記窒化ホウ素粒子の粒子形状は、充填性と熱伝導性の観点から、球形及び丸み状が好ましく、球形及び丸み状の凝集粒子であることがより好ましい。
【0056】
これは例えば、以下のように考えることができる。窒化ホウ素のモース硬度は2であり、他のアルミナや窒化アルミニウム等の絶縁性セラミックス(例えば、硬度8)と比較して低くて、柔らかい。さらに球形や丸み状といった粒子形状の窒化ホウ素は1次粒子が凝集した形になっており、粒子内部に空洞が存在し、溶融した樹脂よりは硬いながら、粒子自体も変形し易いものになっている。このため、外力により容易に変形することができ、後述する加熱加圧工程、ラミネート工程、及びプレス工程の際に変形が可能であり、この変形の際にフィラー間の樹脂を排除することができる。このため、フィラー同士が容易に接近することができ、樹脂シート及び樹脂シート硬化物の内部に窒化ホウ素粒子が連続して接触している構造が形成し易くなり、熱伝導性が飛躍的に向上すると考えることができる。なお、窒化ホウ素よりも熱伝導性が高いフィラーとして窒化アルミニウムが知られているが、粒子として硬くて変形し難いため、連続層が生じ難く、窒化ホウ素より熱伝導性の向上効果が小さいと考えられる。
【0057】
前記フィラーに含まれる窒化ホウ素粒子の含有率は特に制限されない。熱伝導性の観点から、フィラー総体積を100体積%とした場合、15体積%以上90体積%以下であることが好ましく、接着性の観点から30体積%以上85体積%以下であることがより好ましく、熱伝導性の観点から35体積%以上80体積%以下であることがさらに好ましい。
【0058】
前記フィラーが窒化ホウ素粒子を含んでいることは、樹脂組成物中又はシートの組織を顕微鏡にて直接観察する手法が有効である。例えば、樹脂シート又はその硬化物の断面をSEM(走査型電子顕微鏡)にて観察することで、樹脂組成物中のフィラーの結晶形を確認すること、更に、SEM−EDX(エネルギー分散型X線分光器)を用い、フィラーの元素を定性することで確認できる。
【0059】
前記第三のフィラーは、窒化ホウ素粒子に加えて、その他の絶縁性を有する無機化合物粒子をさらに含んでいてもよい。第三のフィラーが含みうる窒化ホウ素以外のその他の絶縁性を有する無機化合物としては、後述する第一のフィラー及び第二のフィラーと同様のものを挙げることができる。
【0060】
一方、第一のフィラー及び第二のフィラーとしては、絶縁性を有する無機化合物粒子であれば特に制限はない。前記無機化合物粒子は、高い熱伝導性を有するものであることが好ましい。第一のフィラー及び第二のフィラーの具体例としては、酸化アルミニウム、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化ケイ素、タルク、マイカ、水酸化アルミニウム、硫酸バリウム等の無機化合物粒子を挙げることができる。中でも、熱伝導性や絶縁性の観点から、酸化アルミニウム、窒化ホウ素、及び窒化アルミニウムからなる群より選ばれる少なくとも1種の無機化合物粒子であることが好ましい。これらのフィラーの材質としては、1種類単独であっても、2種類以上を併用してもよい。
【0061】
前記、第一のフィラーには、酸化アルミニウム粒子を含んでいることが好ましい。これにより耐湿絶縁性をより高めることが出来る。この理由について以下のように考える。金属銅と接している熱伝導性樹脂硬化物において、恒温恒湿下で発生するトリー状の銅マイグレーションは、誘電率の異なる樹脂とフィラーとの界面に沿って発生することが知られている。このため、フィラーの比表面積を大きくすること、フィラーと樹脂の界面の結合を強固にすること、樹脂の架橋密度を高くすること等を行うことにより、トリー状の銅マイグレーションの進行速度を低下させることができ、長期絶縁信頼性に優れる樹脂組成物とすることができると考えられる。ここで、粒子径が最も小さい第一のフィラーは質量当たりの表面積が最も大きくなるため、耐湿信頼性に影響することが考えられる。従って第一のフィラーが樹脂との結合性に優れる酸化アルミニウム粒子を含むことで、絶縁信頼性をより向上させることができると考えられる。また、前述のノボラック樹脂を用いた硬化物は高架橋密度を有するため、トリー状の銅マイグレーションの進展が、更にし難くなると考えられる。
【0062】
前記第一のフィラーが酸化アルミニウム粒子を含む場合、耐湿信頼性の観点から、前記酸化アルミニウム粒子は比表面積2m2/g以上であることが好ましい。また耐湿信頼性の観点から、前記酸化アルミニウムは純度99質量%以上の酸化アルミニウム粒子であることもまた好ましい。
【0063】
前記フィラーの粒子形状としては特に制限はなく、球形、丸み状、破砕状、りん片状、凝集粒子状等が挙げられる。前記第一のフィラー及び第二のフィラーは、充填性と熱伝導性の観点から、丸み状、球形又は凝集粒子状が好ましい。
【0064】
前記樹脂組成物中のフィラー含有量は特に制限されない。フィラー含有量は、熱伝導性と接着性の観点から、樹脂組成物の全固形分体積中50体積%〜90体積%であることが好ましく、熱伝導性の観点から、50体積%〜85体積%であることがより好ましい。なお、樹脂組成物の全固形分体積とは、樹脂組成物を構成する成分のうち非揮発性成分の総体積を意味する。
【0065】
(ノボラック樹脂)
前記樹脂組成物は、下記一般式(I)で表される構造単位を有する化合物の少なくとも1種を含むノボラック樹脂(以下、「特定ノボラック樹脂」ともいう)を含む。ノボラック樹脂は、例えば硬化剤として作用し、後述するエポキシ樹脂モノマーと反応して樹脂硬化物を形成し、絶縁性と接着性を発現する。特定構造を有する化合物を含むノボラック樹脂と、窒化ホウ素や酸化アルミニウムを含むフィラーとを含むことで、硬化前には絶縁性と接着性、硬化後に優れた熱伝導性、絶縁性と接着性を示すことができる。また前記特定ノボラック樹脂は、ノボラック樹脂を構成するフェノール化合物であるモノマーをさらに含むことが好ましい。
【0066】
【化4】
【0067】
上記一般式(I)においてR1は、アルキル基、アリール基、又はアラルキル基を表す。R1で表されるアルキル基、アリール基、及びアラルキル基は、可能であれば置換基をさらに有していてもよい。該置換基としては、アルキル基、アリール基、ハロゲン原子、及び水酸基等を挙げることができる。
【0068】
mは0〜2の数を表す。mが2の場合、2つのR1は同一であっても異なってもよい。mは、接着性と熱伝導性の観点から、0又は1であることが好ましく、0であることがより好ましい。nは1〜7の数であり、一般式(I)で表される構造単位の繰り返し数である。前記特定ノボラック樹脂が複数の一般式(I)で表される構造単位を有する化合物を含む場合、nは、接着性と熱伝導性の観点から、その平均値が1.7〜6.5であることが好ましく、2.4〜6.1であることがより好ましい。
【0069】
前記特定ノボラック樹脂は、上記一般式(I)で表される構造単位を有する化合物の少なくとも1種を含むものであればよく、上記一般式(I)で表される構造単位を有する化合物の2種以上を含むものであってもよい。
【0070】
特定ノボラック樹脂は、一般式(I)で表される構造単位を有する化合物を含むことから、フェノール化合物としてレゾルシノールに由来する部分構造を少なくとも含む。前記特定ノボラック樹脂は、レゾルシノール以外のフェノール化合物に由来する部分構造の少なくとも1種をさらに含んでいてもよい。レゾルシノール以外のフェノール化合物としては、フェノール、クレゾール、カテコール、ヒドロキノン、1,2,3−トリヒドロキシベンゼン、1,2,4−トリヒドロキシベンゼン、1,3,5−トリヒドロキシベンゼン等を挙げることができる。前記ノボラック樹脂は、これらに由来する部分構造を1種単独でも、2種以上組み合わせて含んでいてもよい。ここでフェノール化合物に由来する部分構造とは、フェノール化合物のベンゼン環部分から水素原子を1個又は2個取り除いて構成される1価又は2価の基を意味する。水素原子が取り除かれる位置は特に限定されない。
【0071】
前記特定ノボラック樹脂におけるレゾルシノール以外のフェノール化合物に由来する部分構造としては、熱伝導性、接着性、保存安定性の観点から、フェノール、クレゾール、カテコール、ヒドロキノン、1,2,3−トリヒドロキシベンゼン、1,2,4−トリヒドロキシベンゼン、及び1,3,5−トリヒドロキシベンゼンからなる群より選ばれる少なくとも1種に由来する部分構造であることが好ましい。
【0072】
特定ノボラック樹脂におけるレゾルシノールに由来する部分構造の含有率については特に制限はない。熱伝導性の観点から、特定ノボラック樹脂の全質量中において、レゾルシノールに由来する部分構造の含有率が55質量%以上であることが好ましく、更なる高い熱伝導性の観点から、80質量%以上であることがより好ましい。特定ノボラック樹脂の全質量中におけるレゾルシノールに由来する部分構造の含有率の上限値は特に制限されない。例えば98質量%以下であることが好ましい。
【0073】
一般式(I)においてR2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、フェニル基又はアラルキル基を表す。R2及びR3で表されるアルキル基、フェニル基、アリール基及びアラルキル基は、可能であれば置換基をさらに有していてもよい。該置換基としては、アルキル基、アリール基、ハロゲン原子、水酸基等を挙げることができる。
【0074】
本発明におけるR2及びR3としては、保存安定性と熱伝導性の観点から、水素原子、アルキル基、又はアリール基であることが好ましく、水素原子、炭素数1から4のアルキル基、又は炭素数6から10のアリール基であることがより好ましく、水素原子又はフェニル基であることがさらに好ましく、水素原子であることが特に好ましい。さらに耐熱性の観点からは、R2及びR3の少なくとも一方が炭素数6から10のアリール基(より好ましくは、フェニル基)であることもまた好ましい。
【0075】
前記特定ノボラック樹脂は具体的には、以下に示す一般式(Ia)〜一般式(If)のいずれかで表される構造単位を有する化合物を含むノボラック樹脂であることが好ましい。
【0076】
【化5】
【0077】
一般式(Ia)〜一般式(If)において、i、jはそれぞれのフェノール化合物に由来する構造単位の含有比率(質量%)を表す。iは2質量%〜30質量%、jは70質量%〜98質量%であり、iとjの合計は100質量%である。
【0078】
前記特定ノボラック樹脂は、熱伝導性の観点から、一般式(Ia)及び一般式(Ie)のいずれかで表される構造単位を含み、iが2質量%〜20質量%であって、jが80質量%〜98質量%であることが好ましく、弾性率と線膨張率の観点から、一般式(Ia)で表される構造単位を含み、iが5質量%〜10質量%であって、jが90質量%〜95質量%であることがより好ましい。
【0079】
特定ノボラック樹脂は上記一般式(I)で表される構造単位を有する化合物を含むものであるが、下記一般式(III)で表される化合物の少なくとも1種を含むものであることが好ましい
【0080】
【化6】
【0081】
一般式(III)中、R11は、水素原子又は下記一般式(IIIp)で表されるフェノール化合物に由来する1価の基を表し、R12はフェノール化合物に由来する1価の基を表す。また、R1、R2、R3、m及びnは、一般式(I)におけるR1、R2、R3、m及びnとそれぞれ同義である。R12で表されるフェノール化合物に由来する1価の基は、フェノール化合物のベンゼン環部分から水素原子を1個取り除いて構成される1価の基であり、水素原子が取り除かれる位置は特に限定されない。
【0082】
【化7】
【0083】
一般式(IIIp)中、pは1〜3の数を表す。また、R1、R2、R3、及びmは、一般式(I)におけるR1、R2、R3、及びmとそれぞれ同義である。
【0084】
R11及びR12におけるフェノール化合物は、フェノール性水酸基を有する化合物であれば特に限定されない。具体的には、フェノール、クレゾール、カテコール、レゾルシノール、ヒドロキノン等を挙げることができる。中でも熱伝導性と保存安定性の観点から、クレゾール、カテコール、及びレゾルシノールからなる群より選ばれる少なくとも1種であることが好ましい。
【0085】
前記特定ノボラック樹脂の数平均分子量としては熱伝導性や成形性の観点から、800以下であることが好ましい。また弾性率と線膨張率の観点から、300以上750以下であることがより好ましい。さらに成形性と接着強度の観点から、350以上550以下であることがより好ましい。
【0086】
前記樹脂組成物において、上記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂は、ノボラック樹脂を構成するフェノール化合物であるモノマーを含んでいてもよい。ノボラック樹脂を構成するフェノール化合物であるモノマーの含有比率(以下、「モノマー含有比率」ということがある)としては特に制限はない。成形性、熱伝導性、及びガラス転移温度の観点から、ノボラック樹脂中に5質量%〜50質量%であることが好ましく、高い熱伝導性やガラス転移温度の観点から、10質量%〜45質量%であることがより好ましく、更なる高い熱伝導性及びガラス転移温度の観点から、15質量%〜40質量%であることがさらに好ましい。
【0087】
モノマー含有比率が5質量%以上であると、ノボラック樹脂の粘度上昇を抑制し、高い接着強度や優れた熱伝導性の組成物が得られる。また50質量%以下であると、硬化の際における架橋反応により、より高密度な高次構造や三次元架橋構造が形成され、より優れた熱伝導性と耐熱性が達成できる。一方で、樹脂組成物中のモノマー含有比率が5質量%未満であると樹脂が高粘度になる傾向にあるため、成形性及び接着性が低下する場合があり、熱伝導性も低下する場合がある。モノマー含有比率が50質量%より大きくなると、組成物の揮発分含有量が大きくなり、ボイドが出易くなる傾向にある。つまり、モノマー含有比率が5質量%〜50質量%であることで、熱伝導性、接着性、及び絶縁性のすべてに優れることが可能になるため好ましい。
【0088】
また樹脂組成物中のノボラック樹脂のモノマー含有比率が5質量%以上であると、樹脂組成物を用いて構成した樹脂シートにおいて、そのシート表面の算術平均粗さが2.5μm以下になり易いことが見出された。一方、50質量%以下であると、シート表面の算術平均粗さが1.0μm以上になり易いことが見出された。これはモノマー量が樹脂シート成形時の流動性と相関している。この範囲にあると金属板などの接着時に界面ボイドが入らずに、接着が可能になると考えている。こうしたシートを用いると絶縁性や接着性、硬化時には熱伝導性がより良好な特性が得られる。以上のことから、樹脂組成物中のモノマー含有比率がシートの表面粗さと相関していると推察される。
【0089】
樹脂組成物中のモノマー含有比率を測定する方法としては例えば、樹脂組成物を溶解して有機成分を抽出し、得られた抽出物についてNMR(核磁気共鳴)やHPLC(高速液体クロマトグラフィ)を用いて定量する手法がある。具体的には、NMRスペクトルやHPLCのチャートにおいて、ノボラック樹脂に含有されるモノマーに対応するピーク、ノボラック樹脂に対応するピーク、エポキシ樹脂モノマーに対応するピーク等をそれぞれ同定した後に、ノボラック樹脂に含有されるモノマーの含有量と他成分の含有量を比較することで求められる。なお、フェノール化合物、エポキシ樹脂モノマーをはじめとする有機成分のスペクトルデータは公共研究機関にて公表されており、それらと比較することで同定、定量が可能になる。
【0090】
ノボラック樹脂を構成するフェノール化合物であるモノマーとしては、レゾルシノール、カテコール、及びヒドロキノンを好ましく挙げることができる。少なくともレゾルシノールをノボラック樹脂を構成するモノマーとして含むことが好ましい。
【0091】
前記樹脂組成物は、一般式(I)で表される化合物を含むノボラック樹脂(特定ノボラック樹脂)に加えて、その他の硬化剤の少なくとも1種を含んでいてもよい。その他の硬化剤としてはエポキシ樹脂モノマーと反応して樹脂硬化物を形成可能な化合物であれば特に制限はない。具体的には例えば、ノボラック樹脂(一般式(I)で表される化合物を含むものを除く)、芳香族アミン系硬化剤、脂肪族アミン系硬化剤、メルカプタン系硬化剤、酸無水物硬化剤などの重付加型硬化剤などを用いることができる。また、これらの硬化剤に加えてイミダゾール、トリフェニルホスフィン、及びこれらの化合物に側鎖を導入した誘導体等の硬化触媒などを用いることができる。
【0092】
その他の硬化剤は、絶縁性と耐熱性の観点から、一般式(I)で表される化合物を含まないその他のノボラック樹脂の少なくとも1種を更に含むことが好ましい。前記その他のノボラック樹脂としては、一般式(I)で表される化合物を含まないノボラック樹脂であれば特に制限はなく、エポキシ樹脂の硬化剤として通常用いられるノボラック樹脂から適宜選択することができる。
【0093】
樹脂組成物がその他の硬化剤を更に含む場合、その他の硬化剤の含有率は特に制限されない。熱伝導性の観点から、特定ノボラック樹脂に対して30質量%以下であることが好ましく、5質量%以下であることがより好ましい。
【0094】
また樹脂組成物中の特定ノボラック樹脂及び必要に応じて含まれるその他の硬化剤(以下、単に「硬化剤」と総称することがある)の総含有率としては特に制限されない。熱伝導性と接着性の観点から、樹脂組成物の全固形分中に1質量%〜10質量%であることが好ましく、1質量%〜8質量%であることがより好ましい。また樹脂組成物中の硬化剤の含有量は、後述するエポキシ樹脂モノマーに対して当量基準で、0.8〜1.2であることが好ましく、0.9〜1.1であることがより好ましい。
【0095】
(エポキシ樹脂モノマー)
本発明における樹脂組成物は、エポキシ樹脂モノマー(以下、単に「エポキシ樹脂」ということがある)の少なくとも1種を含む。前記エポキシ樹脂としては通常用いられる一般的なエポキシ樹脂を特に制限なく用いることができる。なかでも硬化前では低粘度であり、フィラー充填性や成形性に優れ、熱硬化後には高い耐熱性や接着性に加えて高い熱伝導性を有するものであることが好ましい。
【0096】
エポキシ樹脂モノマーが、特定構造を有するノボラック樹脂とともに樹脂硬化物を形成することで、樹脂硬化物中に共有結合や分子間力に由来する規則性の高い高次構造を形成することができる。このため、絶縁樹脂における熱伝導の媒体であるフォノンの散乱を抑制することができ、これにより高い熱伝導性を達成することができると考えられる。
【0097】
一般的なエポキシ樹脂の具体例としては、ビスフェノールA型、F型、S型、AD型等のグリシジルエーテル、水素添加したビスフェノールA型のグリシジルエーテル、フェノールノボラック型のグリシジルエーテル、クレゾールノボラック型のグリシジルエーテル、ビスフェノールA型のノボラック型のグリシジルエーテル、ナフタレン型のグリシジルエーテル、ビフェノール型のグリシジルエーテル、ジヒドロキシペンタジエン型のグリシジルエーテル、トリフェニルメタン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などが挙げられる。
【0098】
エポキシ樹脂モノマーとして、硬化前では低粘度であり、フィラー充填性や成形性に優れ、熱硬化後には高い耐熱性や接着性に加えて高い熱伝導性を有するものであることが好ましい。例えば、25℃で液状のエポキシ樹脂モノマーを用いることが好ましい。これにより、シート化時の柔軟性や積層時の流動性が発現し易くなる。このような25℃で液状のエポキシ樹脂モノマーとしては、例えば、ビスフェノールA型やAD型、これらの水素添加した樹脂やナフタレン型、反応性希釈剤とよばれる片末端がエポキシ基を有している樹脂などが上げられるが、硬化後の温度に対する弾性率変化や熱物性の観点から、ビスフェノールA型やAD型、ナフタレン型であることが好ましい。
また、上記の25℃で液状のエポキシ樹脂モノマーの分子量としては特には制限されないが、例えば、積層時の流動性の観点から100以上100000以下であることが好ましく、200以上50000以下であることがより好ましく、300以上10000以下であることが特に好ましい。
特に分子量が500以下のビスフェノールA型のグリシジルエーテル及びビスフェノールF型のグリシジルエーテルからなる群より選ばれる少なくとも1種の液状エポキシ樹脂を含むとシート化時の柔軟性や積層時の流動性をより向上することができる。
特に分子量が500以下のビスフェノールA型のグリシジルエーテル及びビスフェノールF型のグリシジルエーテルからなる群より選ばれる少なくとも1種の液状エポキシ樹脂を含むと積層時の流動性をより向上することができる。
【0099】
前記エポキシ樹脂モノマーは多官能エポキシ樹脂を含んでいてもよい。これにより高Tg(ガラス転移温度)化、高熱伝導化をより効果的に達成することができる。多官能エポキシ樹脂としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂等が好ましく例示される。
【0100】
また前記エポキシ樹脂モノマーは、熱伝導性の観点から、メソゲン基を有するエポキシ樹脂モノマーを含んでいてもよい。
【0101】
ここでいうメソゲン基とは、エポキシ樹脂モノマーが硬化剤とともに樹脂硬化物を形成した場合に、樹脂硬化物中にメソゲン基に由来する高次構造を形成することができるものであれば特に制限はされない。なお、ここでいう高次構造とは、樹脂組成物の硬化後に分子が配向配列している状態を意味し、例えば、樹脂硬化物中に結晶構造や液晶構造が存在することである。このような結晶構造や液晶構造は、例えば、直交ニコル下での偏光顕微鏡による観察やX線散乱スペクトルにより、その存在を直接確認することができる。また温度変化に対する貯蔵弾性率の変化が小さくなることでも、間接的に存在を確認できる。
【0102】
前記メソゲン基として具体的には、ビフェニル基、ターフェニル基、ターフェニル類縁体、アントラセン基、これらがアゾメチン基やエステル基等で連結された基などが挙げられる。
【0103】
本発明においては、エポキシ樹脂モノマーとしてメソゲン基を有するエポキシ樹脂モノマーを用い、硬化剤とともに樹脂硬化物を構成することで、さらに高い熱伝導性を達成することができる。これは例えば、以下のように考えることができる。すなわち、分子中にメソゲン基を有するエポキシ樹脂モノマーが、硬化剤(好ましくは、特定ノボラック樹脂)とともに樹脂硬化物を形成することで、樹脂硬化物中にメソゲン基に由来する規則性の高い高次構造を形成することができる。このため、絶縁樹脂における熱伝導の媒体であるフォノンの散乱を抑制することができ、これにより高い熱伝導性を達成することができると考えられる。
【0104】
前記メソゲン基を有するエポキシ樹脂モノマーとして、具体的には例えば、4,4’−ビフェノールグリシジルエーテル、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、4−(オキシラニルメトキシ)安息香酸−1,8−オクタンジイルビス(オキシ−1,4−フェニレン)エステル、2,6−ビス[4−[4−[2−(オキシラニルメトキシ)エトキシ]フェニル]フェノキシ]ピリジン等を挙げることができる。中でも、熱伝導性の向上の観点から、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンであることが特に好ましい。
【0105】
前記エポキシ樹脂は液状エポキシ樹脂を含んでいてもよい。これにより樹脂シートのAステージ状態やBステージ状態における樹脂軟化点を低下させることが可能となる。具体的には、シートの柔軟性を向上し取り扱い性を向上すること、接着時に溶融粘度を低下させることがある。しかし、液状エポキシ樹脂はTgや熱伝導性が低い場合があるので、液状エポキシ樹脂の含有量は樹脂硬化物の物性との兼ね合いで適宜選択できる。液状エポキシ樹脂の具体例については既述の通りである。
【0106】
前記樹脂組成物中におけるエポキシ樹脂モノマーの含有率としては特に制限はない。熱伝導性と接着性の観点から、樹脂組成物を構成する全固形分中、3質量%〜30質量%であることが好ましく、熱伝導性の観点から、5質量%〜25質量%であることがより好ましく、5質量%〜20質量%であることが更に好ましい。
【0107】
前記樹脂組成物は、熱伝導性と高弾性率の観点から、エポキシ樹脂モノマーとしてメソゲン基を有するエポキシ樹脂モノマーを、樹脂組成物の全固形分中に3質量%〜30質量%含むことが好ましく、4,4’−ビフェノールグリシジルエーテル、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、4−(オキシラニルメトキシ)安息香酸−1,8−オクタンジイルビス(オキシ−1,4−フェニレン)エステル、及び2,6−ビス[4−[4−[2−(オキシラニルメトキシ)エトキシ]フェニル]フェノキシ]ピリジンからなる群より選ばれる少なくとも1種のメソゲン基を有するエポキシ樹脂モノマーを、樹脂組成物の全固形分中に5質量%〜25質量%含むことがより好ましい。
【0108】
前記樹脂組成物は、熱伝導性と耐熱性の観点から、エポキシ樹脂モノマーとして、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、及びトリフェニルメタン型エポキシ樹脂からなる群より選ばれる少なくとも1種と、ビスフェノールA型のグリシジルエーテル及びビスフェノールAD型のグリシジルエーテルから選ばれる少なくとも1種とを、85:15〜85:15の質量比で、樹脂組成物の全固形分中に3質量%〜30質量%含むことが好ましく、トリフェニルメタン型エポキシ樹脂からなる群より選ばれる少なくとも1種と、ビスフェノールA型のグリシジルエーテル及びビスフェノールF型のグリシジルエーテルから選ばれる少なくとも1種とを、70:30〜30:70の質量比で、樹脂組成物の全固形分中に5質量%〜25質量%含むことがより好ましい。
【0109】
(シランカップリング剤)
前記樹脂組成物は、シランカップリング剤の少なくとも1種をさらに含有してもよい。シランカップリング剤を含むことで、エポキシ樹脂及びノボラック樹脂を含む樹脂成分とフィラーとの結合性がより向上し、より高い熱伝導性とより強い接着性を達成することができる。
【0110】
前記シランカップリング剤としては、樹脂成分と結合する官能基、及びフィラーと結合する官能基を有する化合物であれば特に制限はなく、通常用いられるシランカップリング剤から適宜選択して用いることができる。前記フィラーと結合する官能基としては、トリメトキシシリル基、トリエトキシシリル基等のトリアルコキシシリル基を挙げることができる。また前記樹脂成分と結合する官能基としては、エポキシ基、アミノ基、メルカプト基、ウレイド基、アミノフェニル基等を挙げることができる。
【0111】
シランカップリング剤として具体的には例えば、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−フェニルアミノプロピルトリメトキシシラン、3−メルカプトトリエトキシシラン、3−ウレイドプロピルトリエトキシシランなどを挙げることができる。またSC−6000KS2に代表されるシランカップリング剤オリゴマ(日立化成コーテットサンド社製)を使用することもできる。これらのシランカップリング剤は1種単独で用いても、又は2種類以上を併用することもできる。
【0112】
前記樹脂組成物におけるシランカップリング剤の含有率としては、特に制限はない。シランカップリング剤の含有率は、熱伝導性の観点から、樹脂組成物の全固形分質量中に、0.02質量%〜0.83質量%であることが好ましく、0.04質量%〜0.42質量%であることがより好ましい。
【0113】
また前記フィラーの含有量に対するシランカップリング剤の含有率は、熱伝導性、絶縁性、成形性の観点から、0.02質量%〜1質量%であることが好ましく、より高い熱伝導性の観点から0.05質量%〜0.5質量%であることがより好ましい。
【0114】
(その他の成分)
前記樹脂組成物は、上記必須成分に加えて必要に応じてその他の成分を含むことができる。その他の成分としては、有機溶剤、硬化促進剤、分散剤等を挙げることができる。
【0115】
(樹脂組成物の製造方法)
樹脂組成物の製造方法としては、通常行なわれる樹脂組成物の製造方法を特に制限なく用いることができる。例えば、エポキシ樹脂、ノボラック樹脂、及びフィラー等を混合する方法としては、通常の撹拌機、らいかい機、三本ロール、ボールミル等の分散機を適宜組み合わせて行うことができる。また、適当な有機溶剤を添加して、分散及び溶解を行うことができる。
【0116】
具体的には例えば、エポキシ樹脂、ノボラック樹脂、フィラー、及び必要に応じて添加されるシランカップリング剤を適当な有機溶剤に溶解及び分散したものに、必要に応じて硬化促進剤等のその他の成分を混合することで、樹脂組成物を得ることができる。
【0117】
前記有機溶剤は後述する樹脂シートの製造方法における乾燥工程にて、少なくともその一部が乾燥処理により除去されるものであることから、沸点や蒸気圧が低いものが望ましい。有機溶剤が、樹脂シート中に大量に残留していると熱伝導性や絶縁性能に影響を及ぼす場合がある。また完全に除去されるとシートが硬くなり接着性能が失われてしまう場合がある。したがって有機溶剤の選択は、乾燥方法、条件との適合が必要である。また有機溶剤は、用いる樹脂の種類やフィラーの種類、シート作製時の乾燥のし易さにより適宜選択することができる。有機溶剤としては、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2−プロパノール、シクロヘキサノール等のアルコール類やメチルエチルケトン、シクロヘキサノン、シクロペンタノン等のケトン系溶剤やジメチルホルムアミド、ジメチルアセトアミド等の窒素系溶剤を挙げることができる。また有機溶剤は1種単独でも2種以上を組み合わせて用いることができる。
【0118】
<樹脂シート>
本発明の樹脂シートは、前記樹脂組成物を平均厚さが80μm以上250μm以下のシート状に成形されてなる。樹脂シートが前記樹脂組成物から形成されることで、硬化前の保存安定性と硬化後の熱伝導性に優れる。前記樹脂組成物の詳細については既述の通りである。
【0119】
樹脂シートの平均厚さは80μm以上250μm以下であるが、熱伝導性と絶縁性両立の観点から、90μm以上250μm以下であることが好ましく、100μm以上250μm以下であることがより好ましく、110μm以上230μm以下であることがさらに好ましい。樹脂シートの平均厚さは、絶縁する電圧や電流値などの電気特性、発熱体とシート間の熱抵抗値との兼ね合いで適宜選択することができる。要求される熱抵抗値が満足可能であれば、絶縁性の観点からシート厚さは厚いほうが好ましい。なお、樹脂シートの平均厚さは、マイクロメータ(例えば、ミツトヨ製マイクロメータ IP65)を用いて、9点の厚さを測定し、その算術平均値として与えられる。
【0120】
樹脂シートの表面における算術平均粗さは、長期信頼性を含めた絶縁性の観点から、1.0μm以上2.5μm以下であることが好ましく、1.2μm以上2.3μm以下であることがより好ましい。樹脂シートの表面における算術平均粗さを前記範囲とする方法としては、ラミネート処理、プレス処理、金属ロール処理等を挙げることができる。また樹脂組成物の組成を適宜選択することで算術平均粗さを前記範囲とすることもできる。なお、樹脂シートの表面における算術平均粗さは、表面粗さ測定装置(例えば、小坂研究所製表面粗さ測定機)を用いて、測定条件:1mm/sで測定される。
【0121】
前記樹脂シートは、少なくとも一方の面上に支持体を更に有することが好ましく、両方の面上に支持体を有することがより好ましい。これにより外的環境からの樹脂シートの接着面への異物の付着や衝撃から樹脂組成物を保護することができる。また前記支持体は、使用時には適時剥離して用いることが好ましい。
【0122】
前記支持体としては、ポリテトラフルオロエチレンフィルム、ポリエチレンテレフタレートフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリメチルペンテンフィルム、ポリイミドフィルム等のプラスチックフィルムなどが挙げられる。これらのプラスチックフィルムに対しては、必要に応じてプライマー塗布、UV処理、コロナ放電処理、研磨処理、エッチング処理、離型処理等の表面処理を行ってもよい。また前記支持体として、銅箔、アルミニウム箔等の金属箔やアルミニウム板などの金属を用いることもできる。
【0123】
前記支持体がプラスチックフィルムである場合、その平均膜厚は特に制限されない。平均膜厚は、形成する樹脂シートの平均厚さや樹脂シートの用途に応じて、当業者の知識に基づいて適宜定められる。プラスチックフィルムの平均膜厚は、経済性がよく、取り扱い性がよい点で、10μm〜150μmであることが好ましく、25μm〜110μmであることがより好ましい。
【0124】
また前記支持体が金属箔である場合、その平均膜厚は特に制限されず、樹脂シートの用途等に応じて適宜選択することができる。例えば、10μm〜400μmとすることができ、ロール箔としての取り扱い性の観点から、好ましくは18μm〜300μmである。
【0125】
前記樹脂シートは、前記樹脂組成物から形成される第一の樹脂層及び前記樹脂組成物から形成される第二の樹脂層の積層体であることが好ましい。すなわち前記樹脂シートは、前記樹脂組成物から形成される第一の樹脂層上に、前記樹脂組成物から形成される第二の樹脂層が積層されてなることが好ましい。これにより絶縁耐圧をより向上させることができる。前記第一の樹脂層及び第二の樹脂層を形成する樹脂組成物は、同一の組成であっても互いに異なる組成を有していてもよい。前記第一の樹脂層及び第二の樹脂層を形成する樹脂組成物は、熱伝導性の観点から、同一の組成であることが好ましい。
【0126】
前記樹脂シートは、前記樹脂組成物から形成される第一の樹脂層及び前記樹脂組成物から形成される第二の樹脂層の積層体であり、前記積層体の一方の面上に金属箔を更に有し、他方の面上にポリエチレンテレフタレートフィルムを更に有することが好ましい。すなわち前記樹脂シートは更に金属箔及びポリエチレンテレフタレートフィルムを有し、前記金属箔、第一の樹脂層、第二の樹脂層及びポリエチレンテレフタレートフィルムの順に積層されてなることが好ましい。これによりボイドの穴埋め効果が得られ、絶縁耐圧がより向上する傾向がある。
【0127】
(樹脂シートの製造方法)
前記樹脂シートの製造方法は、前記樹脂組成物を用いて、平均厚さが80μm以上250μm以下のシート状の樹脂層を形成可能であれば特に制限されず、通常用いられるシート製造方法から適宜選択することができる。前記樹脂シートの製造方法として具体的には、有機溶剤を含む樹脂組成物を、支持体上に、所望の平均厚さとなるように塗布して塗布層を形成し、形成された塗布層を乾燥処理して有機溶剤の少なくとも一部を除去して樹脂層を形成する方法等を挙げることができる。
【0128】
樹脂組成物の塗布方法、乾燥方法については特に制限なく通常用いられる方法から適宜選択することができる。塗布方法としてはコンマコータ法、ダイコータ法、ディップ塗工法等が挙げられる。また乾燥方法としては、常圧下又は減圧下での加熱乾燥、自然乾燥や凍結乾燥等が挙げられる。
【0129】
塗布層の膜厚は、乾燥処理後の樹脂層が所望の平均厚さとなるように適宜選択することができる。乾燥後の樹脂層の平均厚さは80μm〜250μmであるが、90μm〜230μmとなるように塗布層の膜厚を調整することが好ましい。80μm以上であると塗布層内に空洞が形成されにくくなり、作製尤度が大きくなる傾向がある。また250μm以下であると樹脂ロールを形成する場合でも、樹脂の粉末が飛散することを抑制できる傾向がある。
【0130】
前記樹脂シートの製造方法は、前記樹脂組成物から形成される第一の樹脂層上に、前記樹脂組成物から形成される第二の樹脂層を積層して積層体を得る工程と、得られた積層体を加熱加圧処理する工程とを含むことが好ましくい。かかる製造方法であることにより、絶縁耐圧がより向上する。
【0131】
これは例えば以下のように考えることができる。すなわち、2つの樹脂層を積層することで、一方の樹脂層中に存在しうる膜厚の薄くなる箇所(ピンホール又はボイド)がもう一方の塗布層により補填されることになる。これにより、最小絶縁厚さを大きくすることができ、絶縁耐圧がより向上すると考えることができる。樹脂シートの製造方法におけるピンホール又はボイドの発生確率は高くはないが、2つの樹脂層を積層することで薄い部分の重なり合う確率はその2乗になり、確率的にほぼ0に近づくことになる。絶縁破壊は最も絶縁的に弱い箇所で起こることから、2つの樹脂層の積層により絶縁耐圧がより向上する効果が得られると考えることができる。更にフィラー同士の接触確率も向上し、熱伝導性の向上効果も生じると考えることができる。
【0132】
さらに前記積層体を得る工程は、金属箔上に設けられ、前記樹脂組成物から形成された第一の樹脂層と、ポリエチレンテレフタレートフィルム上に設けられ、前記樹脂組成物から形成された第二の樹脂層とを、第一の樹脂層の金属箔と接する面とは反対側の面と、第二の樹脂層のポリエチレンテレフタレートフィルムと接する面とは反対側の面とが互いに接するように積層する工程であることが好ましい。これにより穴埋め効果がより効果的に得られる。
【0133】
前記第一の樹脂層は例えば、金属箔上に、有機溶剤を含む樹脂組成物を塗布して塗布層を形成し、形成された塗布層を乾燥処理して有機溶剤の少なくとも一部を除去することで形成することができる。また前記第二の樹脂層は例えば、ポリエチレンテレフタレートフィルム上に、有機溶剤を含む樹脂組成物を塗布して塗布層を形成し、形成された塗布層を乾燥処理して有機溶剤の少なくとも一部を除去することで形成することができる。
【0134】
前記第一の樹脂層及び第二の樹脂層の平均厚さは、積層体を構成した場合に積層体の平均厚さが80μm以上250μm以下となるように適宜選択することができる。前記第一の樹脂層及び第二の樹脂層の平均厚さは、例えば、30μm〜250μmとすることができ、50μm〜200μmであることが好ましい。50μm以上であると塗布層内に空洞(ボイド)が形成されにくくなり、作製尤度が大きくなる傾向がある。200μm以下であるとシートに割れ目が入りにくい傾向がある。前記第一の樹脂層及び第二の樹脂層の平均厚さは、互いに同一であっても異なっていてもよい。
【0135】
さらに前記第一の樹脂層と第二の樹脂層とが積層された積層体は、加熱加圧処理されることが好ましい。これにより熱伝導性がより向上した樹脂シートを製造することができる。加熱加圧処理する方法としては、所定の圧力及び熱を加えることができる方法であれば特に制限されず、通常用いられる加熱加圧処理方法から適宜選択することができる。具体的には、ラミネート処理、プレス処理、金属ロール処理等が挙げられる。また加熱加圧処理には、常圧で処理を行う手法と、減圧下で処理を行う真空処理とがある。真空処理の方が好ましいが、その限りではない。
【0136】
前記樹脂組成物を用いて塗布により樹脂層を形成する場合、加熱加圧処理前の積層体の表面はフィラー等により凸凹が生じており、平滑ではない場合がある。このような積層体を加熱加圧処理して得られる樹脂シートの膜厚は、塗布して形成された樹脂層の厚さの和には一致せずに小さくなる場合がある。これは例えば、加熱加圧処理の前後で、フィラー充填性が変化すること、表面の凸と凹が重ね合わされること、シートの均一性が向上すること、ボイドが埋まることなどに拠るものと考えることができる。
【0137】
前記樹脂シートは、前記塗布層から有機溶剤の少なくとも一部を除去して得られる樹脂層からなることが好ましい。さらに有機溶剤の少なくとも一部が除去された樹脂層をさらに加熱加圧処理することによって、樹脂層を構成する樹脂組成物を半硬化状態(Bステージ)としたものであることがより好ましい。なお、本明細書においては、樹脂組成物から形成された塗布層を乾燥して得られる樹脂シートをAステージシート、Aステージシートを更に加熱加圧処理して得られる樹脂シートをBステージシートと称する場合がある。
【0138】
前記Bステージシートは樹脂組成物が半硬化した状態であることが好ましい。ここでBステージシートとは、樹脂シートの粘度が、常温(25度)においては104Pa・s〜107Pa・sであるのに対して、100℃で102Pa・s〜106Pa・sに粘度が0.01〜30%低下するものである。また、後述する硬化後の樹脂シート硬化物は加温によっても溶融することはない。尚、上記粘度は、動的粘弾性測定(周波数1ヘルツ、荷重40g、昇温速度3℃/分)によって測定されうる。
【0139】
前記樹脂シートがBステージシートであることで、取り扱い性が向上する。これはAステージシートと比較して硬化が進行していることで弾性率が上昇し、強度が向上しているためである。一方で、樹脂の硬化度を柔軟に取り扱いできる状態に抑える必要がある。また、Bステージシートは前記樹脂層を半硬化状態にする方法としては例えば、後述する加熱加圧処理する方法を挙げることができる。
【0140】
樹脂シートを加熱加圧処理する方法は、前記樹脂層を半硬化状態にできれば特に制限はない。例えば、熱プレスやラミネータを用いて加熱加圧処理することができる。また樹脂シートを構成する樹脂組成物を半硬化状態とする加熱加圧条件は、樹脂組成物の構成に応じて適宜選択できる。例えば、加熱温度80℃〜180℃、圧力0.1MPa〜100MPa、0.3分〜30分間の条件で加熱加圧処理することができる。
【0141】
<樹脂シート硬化物>
本発明の樹脂シート硬化物は、前記樹脂シートの熱処理物である。すなわち前記樹脂シート硬化物は、前記樹脂シートを熱処理することで樹脂シートを構成する樹脂組成物を硬化させて形成される。従って、樹脂シート硬化物は、エポキシ樹脂モノマー及び一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂に由来する樹脂硬化物と、粒子径が10μm以上100μm以下の窒化ホウ素粒子を含有し、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有するフィラーと、を含んでいる。
【0142】
また前記樹脂シート硬化物は、エポキシ樹脂モノマー及び一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂に由来する樹脂硬化物と、体積平均粒子径が0.01μm以上1μm未満である第一のフィラーと、体積平均粒子径が1μm以上10μm未満である第二のフィラーと、体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーとを含むことが好ましい。
【0143】
前記樹脂シート硬化物においては、第三のフィラーが互いに接触するため高い熱伝導性を発揮する。熱伝導性の大きく異なる樹脂とフィラーの混合物では、高熱伝導性であるフィラーとフィラーの距離をなるべく接近させることが好ましい。例えば、第三のフィラー同士、又は第一のフィラーと第二のフィラーと第三のフィラー同士が樹脂を間に介さず接触すると、熱伝導し易い経路を形成できるため、高熱伝導性になり易い。
【0144】
樹脂シート硬化物を製造する際の熱処理条件は、樹脂組成物の構成に応じて適宜選択することができる。例えば、120℃〜250℃、10分〜300分間加熱処理することができる。また熱伝導性の観点から、樹脂硬化物が高次構造や三次元架橋構造を形成し易い温度を含む加熱処理であることが好ましい。例えば100℃〜160℃と160℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがさらに好ましい。
【0145】
<樹脂シート積層体>
本発明の樹脂シート積層体は、前記樹脂シートと、前記樹脂シートの少なくとも一方の面上に配置された金属板又は放熱板とを有する。樹脂シート積層体を構成する樹脂シートの詳細については既述の通りである。また金属板又は放熱板としては、銅板、アルミ板、セラミック板などが挙げられる。なお、金属板又は放熱板の厚さは特に限定されない。また、金属板又は放熱板として、銅箔やアルミニウム箔などの金属箔を使用してもよい。
【0146】
前記樹脂シート積層体においては、前記樹脂シートの少なくとも一方の面上に金属板又は放熱板が配置されるが、両方の面上に配置されることが好ましい。また樹脂シート上に金属板又は放熱板を配置する方法としては、樹脂シートに含まれる熱硬化性樹脂による接着による方法であっても、樹脂シート表面に塗布したグリースの粘着による方法であってもよい。これらの方法は、必要な物性や、樹脂シート積層体を用いて構成される半導体装置の形態等に応じて適宜使い分けることができる。
【0147】
前記樹脂シート積層体は、前記樹脂シートの少なくとも一方の面上に、金属板又は放熱板を配置して積層体を得る工程を含む製造方法で製造することができる。
【0148】
樹脂シート上に、金属板又は放熱板を配置する方法としては、通常用いられる方法を特に制限なく用いることができる。例えば、樹脂シートの少なくとも一方の面上に、金属板又は放熱板を貼り合わせる方法を挙げることができる。貼り合わせる方法としては、プレス法、ラミネート法等が挙げられる。プレス法及びラミネート法の条件は樹脂シートの構成に応じて適宜選択することができる。
【0149】
また樹脂シート積層体は、前記樹脂シートの一方の面上に金属板又は放熱板を有し、他方の面上に被着体を有していてもよい。かかる樹脂シート積層体は、熱処理して樹脂シートを硬化することで、被着体と金属板又は放熱板との熱伝導性に優れた樹脂シート積層体硬化物を形成することができる。
【0150】
前記被着体としては特に制限されない。被着体の材質としては、例えば、金属、樹脂、セラミックス、それらの混合物である複合材料等を挙げることができる。
【0151】
<樹脂シート積層体硬化物の製造方法>
本発明の樹脂シート硬化物の製造方法は、前記樹脂シートの少なくとも一方の面上に金属板又は放熱板を配置して樹脂シート積層体を得る工程と、前記樹脂シートに熱を与えて前記樹脂シートを硬化させる工程とを有し、必要に応じてその他の工程を含んで構成される。
【0152】
樹脂シート上に、金属板又は放熱板を配置する方法としては、通常用いられる方法を特に制限なく用いることができる。例えば、樹脂シートの少なくとも一方の面上に、金属板又は放熱板を貼り合わせる方法等を挙げることができる。貼り合わせる方法としては、プレス法及びラミネート法等が挙げられる。プレス法及びラミネート法の条件は樹脂シートの構成に応じて適宜選択することができる。
【0153】
樹脂シート積層体硬化物の製造方法は、樹脂シート積層体を得る工程の後に、樹脂シート積層体を加熱加圧して、金属板又は放熱板に前記第三のフィラーを変形、追従させるプレス工程を含むこともまた好ましい。プレス工程は、前記第三のフィラーの少なくとも一部を前記接着材層界面に追従させることができれば、特に制限されない。例えば、プレス装置、ラミネート装置、金属ローラプレス装置、真空プレス装置等を用いて加熱加圧する方法を挙げることができる。
【0154】
加熱加圧する条件は、例えば、温度を80℃〜200℃とし、圧力を1MPa〜100MPaとして、0.1分間〜360分間とすることができ、温度を100℃〜190℃とし、圧力を2MPa〜80MPaとして、0.5分間〜240分間とすることが好ましい。また加熱加圧処理は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0155】
前記樹脂シート積層体硬化物の製造方法においては、樹脂シート積層体を得る工程後に加熱処理して、前記樹脂シートを硬化させる。加熱処理を行うことで熱伝導性がより向上する。加熱処理は、例えば、120℃〜250℃、10分〜300分間加熱処理することができる。また、熱伝導性の観点から、樹脂硬化物が高次構造を形成し易い温度を含む加熱処理であることが好ましい。例えば100℃〜160℃と160℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがより一層好ましい。
【0156】
<樹脂シート積層体>
本発明の樹脂シート積層体は、前期樹脂シートと樹脂シート硬化物の少なくとも一方の面上に配置された金属板又は放熱板とを有することを特徴とする。かかる構成であることで熱伝導性と絶縁性に優れ、さらに樹脂シート硬化物と、金属板又は放熱板との接着強度が良好で、さらに熱衝撃性にも優れる。また、樹脂シート表面にグリース,もしくは、熱伝導グリースを塗布し、これに金属箔や板などへの接続法でも良い。
【0157】
<半導体装置>
本発明の半導体装置は、半導体素子と、前記半導体素子上に配置された前記樹脂シート硬化物とを備える。前記半導体装置は必要に応じてその他の部材をさらに有していてもよい。前記半導体素子としては、通常用いられる半導体素子を特に制限なく用いることができる。半導体素子として具体的には、IGBT、サイリスタ等のパワー半導体素子、LED素子などを挙げることができる。以下、図面を参照しながら半導体装置の構成例について説明する。
【0158】
図1〜図6には、前記樹脂シート硬化物を用いて構成されるパワー半導体装置の構成例を示す。
図1は、パワー半導体素子110が、はんだ層112を介して配置された銅板104と、本発明の樹脂シート硬化物102と、グリース層108を介して水冷ジャケット120上に配置された放熱ベース106とが積層されて構成されたパワー半導体装置100の構成例を示す模式断面図である。パワー半導体素子110を含む発熱体が、前記樹脂シート硬化物102を介して放熱部材と接触していることで、効率よく放熱が行なわれる。尚、前記放熱ベース106は、熱伝導性を有する銅やアルミニウムを用いて構成することができる。またパワー半導体素子としては、IGBTやサイリスタ等を挙げることができる。
【0159】
図2は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置150の構成例を示す模式断面図である。パワー半導体装置150においては、パワー半導体素子110の上面に配置される冷却部材が、はんだ層112を介して積層された2層の銅板104を含んで構成されている。かかる構成であることにより、チップ割れやはんだ割れの発生を、より効果的に抑制することができる。図2では、半導体素子110から遠い側に配置された銅板104は、樹脂シート硬化物102及びグリース層108を介して水冷ジャケット120に接続している。一方、半導体素子110の下面に配置される冷却部材では、1層の銅板104が樹脂シート硬化物102及びグリース層108を介して水冷ジャケット120に接続している。図2では樹脂シート硬化物102と水冷ジャケット120とがグリース層108を介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0160】
図3は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置200の構成例を示す模式断面図である。パワー半導体装置200においては、パワー半導体素子110の両面に配置される冷却部材が、それぞれ1層の銅板104を含んで構成されている。図3では樹脂シート硬化物102と水冷ジャケット120とがグリース層108を介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0161】
図4は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置250の構成例を示す模式断面図である。パワー半導体装置250においては、パワー半導体素子110の上面に配置される冷却部材が、はんだ層112を介して積層された2層の銅板104を含んで構成されている。かかる構成であることにより、チップ割れやはんだ割れの発生を、より効果的に抑制することができる。また、モジュール内に樹脂シート硬化物102を含有することで、シート割れや外界の振動などによる影響を防ぐことができ、信頼性が高まる。図4では、半導体素子110から遠い側に配置された銅板104は、樹脂シート硬化物102、放熱ベース106及びグリース層108を介して水冷ジャケット120に接続している。一方、半導体素子110の下面に配置される冷却部材では、1層の銅板104が樹脂シート硬化物102、放熱ベース106及びグリース層108を介して水冷ジャケット120に接続している。また前記パワー半導体素子110は、配線部材114を介して外部端子116と接続されている。図4では樹脂シート硬化物102と水冷ジャケット120とが、樹脂シート硬化物102上に配置された放熱ベース106とグリース層108とを介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0162】
図5は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置300の構成例を示す模式断面図である。パワー半導体装置300においては、パワー半導体素子110の両面に配置される冷却部材が、それぞれ1層の銅板104を含んで構成されている。また、モジュール内に樹脂シート硬化物102を含有することで、シート割れや外界の振動などによる影響を防ぐことができ、信頼性が高まる。図5では、銅板104は、樹脂シート硬化物102、放熱ベース106及びグリース層108を介して水冷ジャケット120に接続している。また前記パワー半導体素子110は、配線部材114を介して外部端子116と接続されている。図5では樹脂シート硬化物102と水冷ジャケット120とが、樹脂シート硬化物102上に配置された放熱ベース106とグリース層108とを介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0163】
図6は、パワー半導体素子110が、はんだ層112を介して配置された銅板104と、樹脂シート硬化物102と、グリース層108を介して水冷ジャケット120上に配置された放熱ベース106とが積層されて構成されたパワー半導体装置350の構成例を示す模式断面図である。パワー半導体素子110を含む発熱体が樹脂シート硬化物102を介して放熱部材と接触していることで、効率よく放熱が行なわれる。尚、前記放熱ベース106は、熱伝導性を有する銅やアルミニウムを用いて構成することができる。
【0164】
<LED装置>
本発明のLED装置は、LED素子と、前記樹脂シート硬化物と、基板とがこの順に積層されて構成される。前記LED装置は、必要に応じてその他の部材をさらに有していてもよい。前記基板としては、アルミニウム基板を挙げることができる。
【0165】
図7〜図10には、本発明の樹脂シート硬化物を用いて構成されるLED装置の構成例を示す。
図7は、本発明の樹脂シート硬化物を用いて構成されるLEDライトバー300の構成の一例を示す模式断面図である。LEDライトバー300は、ハウジング138と、グリース層136と、アルミニウム基板134と、樹脂シート硬化物132と、LEDチップ130とがこの順に配置され、ビス140で固定されて構成される。発熱体であるLEDチップ130が樹脂シート硬化物132を介してアルミニウム基板134上に配置されることで、効率よく放熱することができる。
【0166】
図8は、LED電球の発光部350の構成例を示す模式断面図である。LED電球の発光部350は、ハウジング138と、グリース層136と、アルミニウム基板134と、樹脂シート硬化物132と、回路層142と、LEDチップ130とがこの順に配置され、ビス140で固定されて構成される。また図9は、LED電球450の全体の構成の一例を示す模式断面図である。LED電球の発ハウジング138は電源部材148を内包する封止樹脂146上に配置されている。
【0167】
図9は、LED基板400の構成の一例を示す模式断面図である。LED基板400は、アルミニウム基板134と、本発明の樹脂シート硬化物132と、回路層142と、LEDチップ130とがこの順に配置されて構成される。発熱体であるLEDチップ130が回路層142と樹脂シート硬化物132とを介してアルミニウム基板134上に配置されることで、効率よく放熱することができる。
【実施例】
【0168】
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例に限定されるものではない。尚、特に断りのない限り、「部」及び「%」は質量基準である。
【0169】
以下に樹脂シートの作製に用いた材料とその略号を示す。
(フィラー)
・AA−18:酸化アルミニウム、製品名:AA−18、住友化学株式会社製、体積平均粒子径18μm
・AA−3:酸化アルミニウム、製品名:AA−3、住友化学株式会社製、体積平均粒子径3μm
・AA−04:酸化アルミニウム、製品名:AA−04、住友化学株式会社製、体積平均粒子径0.4μm
・FS−3:窒化ホウ素、製品名:FS−3、水島合金鉄株式会社製、体積平均粒子径76μm
・HP−40:窒化ホウ素、製品名:HP40MF100、水島合金鉄株式会社製、体積平均粒子径45μm
【0170】
(ノボラック樹脂)
・CRN:カテコールレゾルシノールノボラック樹脂(シクロヘキサノン(CHN)50%含有)、後述する合成品
・PN:フェノールノボラック樹脂、日立化成工業株式会社製、型番HP850N、数平均分子量630
・CPN:クレゾールノボラック樹脂、日本化薬株式会社製
・TPM:トリフェニルメタン型ノボラック樹脂、日本化薬株式会社製
【0171】
(エポキシ樹脂モノマー)
・PNAP:トリフェニルメタン型エポキシ樹脂、製品名:EPPN−502H、日本化薬株式会社製
・MOPOC:1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、合成品
なお、MOPOCは、特開2005−206814号公報、特開2005−29778号公報等を参考にして調製した。
・ Bis-A/D:ビスフェノールAD混合物、型番ZX−1059、新日鐵化学株式会社製
【0172】
(添加剤)
・TPP:トリフェニルホスフィン(硬化触媒、和光純薬株式会社製)
・PAM:3−フェニルアミノプロピルトリメトキシシラン(シランカップリング剤、製品名:KBM−573、信越化学工業株式会社製)
【0173】
(溶剤)
・MEK:メチルエチルケトン(和光純薬株式会社製、1級)
・CHN:シクロヘキサノン(和光純薬株式会社製、1級)
【0174】
(支持体)
・PETフィルム:製品名75E−0010CTR−4、藤森工業株式会社製
・銅箔:製品名GTS 080、古河電工株式会社製、厚さ80μm
・アルミニウム箔:住友軽金属工業株式会社製 厚さ20μm
【0175】
(ノボラック樹脂の合成)
<合成例1>
窒素雰囲気下でセパラブルフラスコに、フェノール化合物のモノマーとしてレゾルシノール105g及びカテコールを5g、触媒としてシュウ酸 0.11g(対モノマー比 0.1%)、溶剤としてメタノール 15gをそれぞれ量り取った後、内容物を攪拌し、40℃以下になるように油浴で冷却しながらホルマリン30gを加えた。2時間攪拌した後、油浴の温度を100℃にして、加温しながら水及びメタノールを減圧留去した。水及びメタノールが留出しなくなったことを確認した後、CHNをノボラック樹脂の含有率が50%となるように加えて、カテコールレゾルシノールノボラック樹脂溶液(CRN1)を得た。更にレゾルシノールとカテコールの添加量は変えずに、ホルマリンの添加量を変えることで、モノマー含有比率や数平均分子量が異なるCRNとしてCRN2〜CRN5の5種類作製した。
【0176】
得られた生成物のGPCによる分子量測定で数平均分子量、モノマー含有比率を定量した。また得られた生成物のNMRスペクトルを測定し、一般式(I)で表される構造単位が含まれていることを確認した。なお、GPC測定及びNMR測定の条件については、後述する。
【0177】
【表1】
【0178】
<実施例1>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.04部(AA−04に対する体積基準混合比6.6)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液7.23部(固形分50%)と、CHN 46.02部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてMOPOC11.73部と、TPP0.13部とをさらに加えて混合した後、20時間〜40時間ボールミル粉砕を行って、樹脂組成物として樹脂層形成用塗工液を得た。なお、樹脂組成物の全固形体積中におけるフィラー含有率は60体積%であった。
【0179】
得られた樹脂層形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いて、片面が離型処理されたPET(ポリエチレンテレフタレート)フィルム(厚さ50μm、帝人デュポンフィルム製A31;以下、「PETフィルム」ともいう)を支持体とし、その離型処理面上に厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂層が形成された樹脂シート(以下、「Aステージシート」ともいう)を形成した。
【0180】
上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが198μmであるBステージ状態の樹脂シート(以下、「Bステージシート」ともいう)を得た。
【0181】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥離し、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)をそれぞれ重ねた後、プレス処理を行った(プレス処理条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。さらにボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物1を得た。
【0182】
<実施例2>
実施例1において、HP−40の代わりにFS−3とHP−40の(1:3、体積基準)混合物を用いたこと以外は実施例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物2をそれぞれ得た。
【0183】
<実施例3>
実施例1において、HP−40の代わりにFS−3とHP−40の(1:1、体積基準)混合物を用いたこと以外は実施例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物3をそれぞれ得た。
【0184】
<実施例4>
実施例1において、MOPOCの代わりにBis−A/Dを11.15部、CRN4を8.38部、用いたこと以外は実施例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物4をそれぞれ得た。
【0185】
<実施例5>
実施例1において、MOPOCの代わりにBis−A/Dを5.6部とPNAPを5.6部の混合物を用い、CRN4 8.27部を用いたこと以外は実施例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられCステージ状態の樹脂シート積層体硬化物5をそれぞれ得た。
【0186】
<実施例6>
実施例5において得られた樹脂層形成用塗工液を、コンマコータを用いて厚さ20μmのアルミニウム箔上に、厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、厚さ20μmのアルミニウム箔上にAステージ状態の樹脂層が形成された樹脂シート(Aステージシート)を形成した。また、PETフィルム上の離型面上に厚さが約140μmとなるように塗布し、100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂シートを形成した。
【0187】
上記で得られたアルミニウム箔上に樹脂層が形成されたAステージシート1枚と、実施例1で得られたPETフィルム上に樹脂層が形成されたAステージシート1枚とを用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが192μmであるBステージ状態の樹脂層シート(Bステージシート)を得た。
【0188】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの片面からPETフィルムを剥離し、剥離面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。ボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、片面に銅箔、片面にアルミニウム箔が設けられたCステージ状態の樹脂シート積層体硬化物6を得た。
【0189】
<実施例7>
実施例5において得られた樹脂層形成用塗工液を、コンマコータを用いて厚さ20μmのアルミニウム箔上に厚さが110μmになるように塗布したこと、PETフィルム上に厚さが170μmになるように塗布したこと以外は実施例6と同様にして、片面に銅箔、片面にアルミニウム箔が設けられたCステージ状態の樹脂シート積層体硬化物7を得た。
【0190】
<実施例8>
実施例5において、CRN4の代わりにCRN1を用いたこと以外は実施例5と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物8をそれぞれ得た。
【0191】
<実施例9>
実施例5において、CRN4の代わりにCRN2を用いたこと以外は実施例5と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物9をそれぞれ得た。
【0192】
<実施例10>
実施例5において、CRN4の代わりにCRN3を用いたこと以外は実施例5と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物10をそれぞれ得た。
【0193】
<実施例11>
実施例5において、CRN4の代わりにCRN5を用いたこと以外は実施例5と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物11をそれぞれ得た。
【0194】
<実施例12>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比1:1)25.24部と、窒化ホウ素(HP−40)55.81部(AA−04に対する体積基準混合比8.0)と、シランカップリング剤(PAM)0.08部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液13.5部(固形分50%)と、CHN 38.8部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてPNAP9.17部とBIS−A/Dを9.17部、TPP0.20部とをさらに加えて混合した後、20〜40時間ボールミル粉砕を行って、樹脂組成物として樹脂層形成用塗工液を得た。なお、樹脂組成物の全固形体積中におけるフィラー含有率は60体積%であった。
【0195】
得られた樹脂層形成用塗工液を、コンマコータを用いて、片面が離型処理されたPETフィルムを支持体とし、その離型処理面上に厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂層が形成された樹脂シートを形成した。
【0196】
上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが209μmであるBステージ状態の樹脂シートを得た。
【0197】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥離し、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)をそれぞれ重ねた後、プレス処理を行った(プレス処理条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。さらにボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物12を得た。
【0198】
<実施例13>
実施例12において得られた樹脂層形成用塗工液を、コンマコータを用いて厚さ80μmの銅箔上に、厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、銅箔上にAステージ状態の樹脂層が形成された樹脂シート(Aステージシート)を形成した。また、PETフィルム上の離型面上に厚さが約140μmとなるように塗布し、100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂シートを形成した。
【0199】
上記で得られた銅箔上に樹脂層が形成されたAステージシート1枚と、PETフィルム上に樹脂層が形成されたAステージシート1枚とを用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが211μmであるBステージ状態の樹脂層シート(Bステージシート)を得た。
【0200】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの片面からPETフィルムを剥離し、剥離面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。ボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、片面に銅箔、片面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物13を得た。
【0201】
<実施例14>
実施例12において得られた樹脂層形成用塗工液を、コンマコータを用いて厚さ80μmのアルミ箔上に、厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、アルミ箔上にAステージ状態の樹脂層が形成された樹脂シート(Aステージシート)を形成した。また、PETフィルム上の離型面上に厚さが約140μmとなるように塗布し、100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂シートを形成した。
【0202】
上記で得られたアルミ箔上に樹脂層が形成されたAステージシート1枚と、PETフィルム上に樹脂層が形成されたAステージシート1枚とを用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが211μmであるBステージ状態の樹脂層シート(Bステージシート)を得た。
【0203】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの片面からPETフィルムを剥離し、剥離面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。ボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、片面に銅箔、片面にアルミニウム箔が設けられたCステージ状態の樹脂シート積層体硬化物14を得た。
【0204】
<実施例15>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比1:1)25.24部と、窒化ホウ素(HP−40)55.81部(AA−04に対する体積基準混合比8.0)と、シランカップリング剤(PAM)0.08部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液9.78部(固形分50%)と、CHN 34.8部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてPNAP6.62部とBIS−A/Dを6.62部、TPP0.15部とをさらに加えて混合した後、20時間〜40時間ボールミル粉砕を行って、樹脂組成物として樹脂層形成用塗工液を得た。なお、樹脂組成物の全固形体積中におけるフィラー含有率は68体積%であった。
【0205】
得られた樹脂層形成用塗工液を、コンマコータを用いて、片面が離型処理されたPETフィルムを支持体とし、その離型処理面上に厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂層が形成された樹脂シートを形成した。
【0206】
上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが209μmであるBステージ状態の樹脂シートを得た。
【0207】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥離し、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)をそれぞれ重ねた後、プレス処理を行った(プレス処理条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。さらにボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物15を得た。
【0208】
<実施例16>
(樹脂シート積層体硬化物の作製)
実施例13において、樹脂層形成用塗工液として実施例15で作製した樹脂層形成用塗工液を用いたこと以外は実施例13と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物16をそれぞれ得た。
【0209】
<実施例17>
(樹脂シート積層体硬化物の作製)
実施例14において、樹脂層形成用塗工液として実施例15で作製した樹脂層形成用塗工液を用いたこと以外は実施例14と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び片面に銅箔,片面にアルミ箔が設けられたCステージ状態の樹脂シート積層体硬化物17をそれぞれ得た。
【0210】
<実施例18>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比1:1)25.24部と、窒化ホウ素(HP−40)55.81部(AA−04に対する体積基準混合比8.0)と、シランカップリング剤(PAM)0.08部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液6.41部(固形分50%)と、CHN 32.4部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてPNAP4.34部とBIS−A/Dを4.34部、TPP0.10部とをさらに加えて混合した後、20〜40時間ボールミル粉砕を行って、樹脂組成物として樹脂層形成用塗工液を得た。なお、樹脂組成物の全固形体積中におけるフィラー含有率は76体積%であった。
【0211】
得られた樹脂層形成用塗工液を、コンマコータを用いて、片面が離型処理されたPETフィルムを支持体とし、その離型処理面上に厚さが約140μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージ状態の樹脂層が形成された樹脂シートを形成した。
【0212】
上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせ、平均厚さが206μmであるBステージ状態の樹脂シートを得た。
【0213】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥離し、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)をそれぞれ重ねた後、プレス処理を行った(プレス処理条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。さらにボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物18を得た。
【0214】
<実施例19>
(樹脂シート積層体硬化物の作製)
実施例13において、樹脂層形成用塗工液として実施例18で作製した樹脂層形成用塗工液を用いたこと以外は実施例13と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物19をそれぞれ得た。
【0215】
<実施例20>
(樹脂シート積層体硬化物の作製)
実施例14において、樹脂層形成用塗工液として実施例18で作製した樹脂層形成用塗工液を用いたこと以外は実施例14と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び片面に銅箔,片面にアルミ箔が設けられたCステージ状態の樹脂シート積層体硬化物20をそれぞれ得た。
【0216】
<比較例1>
(樹脂シートの調製)
酸化アルミニウム混合物(AA−18:AA−3:AA−04;体積基準混合比 6.6:2.4:1)83.29部と、シランカップリング剤(PAM;KBM−573)0.13部と、エポキシ樹脂の硬化剤としてCRN4のCHN溶液11.96部(固形分50%)と、MEK44.77部と、CHN9.29部とを混合した。均一になったことを確認した後に、エポキシ樹脂モノマーとしてMOPOC19.39部と、TPP0.20部とをさらに加えて混合した後、20〜40時間ボールミル粉砕を行って、樹脂組成物として熱伝導層形成用塗工液を得た。
【0217】
得られた熱伝導層形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いてPETフィルムの離型面上に厚さが約150μmになるように塗布して塗布層を形成した。100℃のボックス型オーブンで15分乾燥し、PETフィルム上に樹脂層を形成してAステージ状態の樹脂シート(Aステージシート)を得た。上記で得られたAステージシートを2枚用い、樹脂層同士が対向するように重ねた。ラミネータを用いて、温度130℃、圧力1MPa、真空度≦1kPa、時間15秒間の条件で貼り合わせた後、PETフィルムを剥がして、平均厚さが198μmであるBステージ状態の樹脂シート(Bステージシート)を得た。
【0218】
(樹脂シート積層体硬化物の作製)
上記で得られたBステージシートの両面からPETフィルムを剥がし、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。その後ボックス型オーブン中、140℃で2時間、165℃で2時間、190℃で2時間、順次加熱処理することにより、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物C1を得た。
【0219】
<比較例2>
実施例1において、MOPOCの代わりにBis−A/Dを11.09部、CRN4の代わりにPNを7.83部用いたこと以外は比較例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物C2をそれぞれ得た。
【0220】
<比較例3>
実施例1において、MOPOCの代わりにBis−A/Dを10.54部、CRN4の代わりにCPNを8.37部用いたこと以外は比較例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物C3をそれぞれ得た。
【0221】
<比較例4>
実施例1において、MOPOCの代わりにBis−A/Dを13.68部、CRN4の代わりにCPNを5.23部用いたこと以外は比較例1と同様にして、Aステージ状態の樹脂シート、Bステージ状態の樹脂シート及び両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物C4をそれぞれ得た。
【0222】
<評価>
上記で得られたAステージ状態の樹脂シート、Bステージ状態の樹脂シート及びCステージ状態の樹脂シート積層体硬化物について、以下の評価を行った。評価結果を表2〜表5に示す。なお、表2〜表5の樹脂組成物における数値の単位は質量部であり、「−」は未配合であることを示す。
【0223】
(GPC測定)
上記合成例で得られたCRNをテトラヒドロフラン(液体クロマトグラフ用)に溶解し、PTFE製フィルタ(クラボウ社製、HPLC前処理用、クロマトディスク、型番:13N、孔径:0.45μm)を通して不溶分を除去した。GPC(ポンプ:L6200 Pump(株式会社日立製作所製)、検出器:示差屈折率検出器L3300 RI Monitor(株式会社日立製作所製)、カラム:TSKgel−G5000HXLとTSKgel−G2000HXL(計2本)(共に東ソー株式会社製)を直列接続、カラム温度:30℃、溶離液:テトラヒドロフラン、流速:1.0ml/分、標準物質:ポリスチレン)を用い、分子量測定で数平均分子量を測定した。併せてCRNに含まれるモノマーの含有比率を測定した。
【0224】
(NMR測定)
上記、合成例で得られたCRNを重ジメチルスルホキシド(DMSO−d6)に溶解した。プロトン核磁気共鳴法(1H−NMR)(BRUKER社製AV−300(300MHz)を用いて、1H−NMRスペクトルを測定した。化学シフトの基準は、内部基準物質であるテトラメチルシランを0ppmとした。
【0225】
(樹脂シート硬化物の熱伝導性)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅箔をエッチング除去した。更にアルミニウム箔を有するサンプルについては塩酸溶液を用いてアルミニウム箔をエッチング除去した。以上により、樹脂シート硬化物を得た。これを10mm角に切断し、グラファイトスプレーにより黒化処理し、熱拡散率をNETZSCH社製Nanoflash LFA447型を用いて測定した。
測定条件としては、測定温度は25±1℃、測定電圧270V、Amplitude5000、パルス幅0.06msである。
上記で測定された熱拡散率と、アルキメデス法で測定した密度、DSC(示差熱量計)により測定した比熱の積から熱伝導率を算出した。
【0226】
(Bステージシートの絶縁耐圧)
Bステージシートを20mmΦのアルミ電極と50mm角のアルミ板で挟み込み、交流下での絶縁耐圧をヤマヨ試験機製YST−243−100RHOを用いて測定した。測定条件としては、昇圧速度1kV/秒であり、測定温度23℃±2℃、大気中にて測定を行った。
【0227】
(樹脂シート硬化物の絶縁耐圧)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅箔をエッチング除去した。更に、アルミニウム箔を有するサンプルについては塩酸溶液を用いてアルミニウム箔をエッチング除去した。以上により、樹脂シート硬化物を得た。得られた樹脂シート硬化物の交流下での絶縁耐圧を、上記と同様にヤマヨ試験機製YST−243−100RHOを用いて測定した。測定条件としては、測定温度23℃±2℃、昇圧速度1kV/秒であり、測定温度23℃±2℃、大気中にて測定を行った。
【0228】
(支持体が両面PETフィルムのBステージ樹脂シートのせん断接着強度)
Bステージシートの両面からPETフィルムを剥がし、両面に金属板を貼り合わせ、JIS K6850に準拠して、Bステージシートの引っ張りせん断接着強度の測定を行った。具体的には100mm×25mm×3mm幅の銅板2枚を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着した。これを試験速度1mm/分、測定温度23℃にて、株式会社島津製作所AGC−100型で引っ張ることで測定を行った。なお、接着は真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を用いて行った。
【0229】
(支持体が両面PETフィルムの樹脂シート硬化物のせん断接着強度)
Bステージシートの両面からPETフィルムを剥がし、両面に金属板を貼り合わせ、JIS K6850に準拠して、Cステージシートの引っ張りせん断接着強度の測定を行った。具体的には100mm×25mm×3mm幅の銅板2枚を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着、硬化処理した。これを試験速度1mm/分、測定温度は23℃にて、株式会社島津製作所AGC−100型で引っ張ることで測定を行った。
なお、接着、硬化処理は以下のようにして行った。真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を行って銅板を接着した後、ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間のステップキュアにより硬化処理を行った。
【0230】
(支持体が片面アルミニウム箔又は銅箔、片面PETフィルムのBステージシートのせん断接着強度)
Bステージシートの片面からPETフィルムを剥がし、金属板を貼り付けた。アルミニウム箔又は銅箔側は、エポキシ樹脂接着剤を用いて同様な金属板と接合し、JIS K6850に準拠して、Bステージシートの引っ張りせん断接着強度の測定を行った。具体的には100mm×25mm×3mm幅の銅板1枚とアルミニウム箔又は銅箔を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着した。これを試験速度1mm/分,測定温度23℃にて、株式会社島津製作所AGC−100型で引っ張ることで測定を行った。なお、銅板のPETフィルムを剥がした面への接着は真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を用いて行った。またアルミニウム箔の銅板への接着はエポキシ樹脂接着剤(ハンツマン・アドバンスト・マテリアル社製、スタンダード)を用いて50℃にて加熱しながら行った。
【0231】
(支持体が片面アルミニウム箔又は銅箔、片面PETフィルムの樹脂シート硬化物のせん断接着強度)
Bステージシートの片面からPETフィルムを剥がし、金属板を貼り付けた。アルミニウム箔側には、エポキシ樹脂接着剤を用いて同様な金属板と接合し、JIS K6850に準拠して、Cステージシートの引っ張りせん断接着強度の測定を行った。具体的には100mm×25mm×3mm幅の銅板1枚とアルミニウム箔を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着した。これを試験速度1mm/分、測定温度23℃にて、(株)島津製作所AGC−100型で引っ張ることで測定を行った。尚、銅板のPETフィルムを剥がした面への接着・硬化は真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を用いて接着を行った後、ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間のステップキュアにより硬化処理を行った。またアルミニウム箔又は銅箔の銅板への接着は、硬化処理後にエポキシ樹脂接着剤(ハンツマン・アドバンスト・マテリアル社製、スタンダード)を用いて50℃にて加熱しながら行った。
【0232】
(Bステージシートの表面の算術平均粗さの測定)
Bステージシートのシート表面粗さは、小坂研究所製表面粗さ測定機を用いて、測定条件1mm/sにて行った。表面粗さとしては、算術平均粗さを用いて評価した。
【0233】
(樹脂シート硬化物の表面の算術平均粗さの測定)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅箔をエッチング除去した。更に、アルミニウム箔を有するサンプルについては塩酸溶液を用いてアルミニウム箔をエッチング除去した。以上により、シート単体の樹脂シート硬化物を得た。樹脂シート硬化物(Cステージシート)のシート表面粗さは、小坂研究所製表面粗さ測定機を用いて、測定条件は1mm/sにて行った。表面粗さとしては、Bステージシートの評価時と同様に算術平均粗さを用いて評価した。
【0234】
(Aステージシートの平均厚さ)
Aステージシートの平均厚さを以下のようにして測定した。各実施例において作製した2枚のAステージシートのそれぞれについて、Aステージシートを支持体がついたまま100mm角に切り出し、ミツトヨ製マイクロメータ IP65にて9点の厚さについて測定した。支持体であるPETフィルム及びアルミ箔の厚さは変わらないとして差し引いて、樹脂層の厚さをそれぞれ求め、その算術平均値を樹脂シートのそれぞれの平均厚さとした。なお、2枚のAステージシートの一方をa面側樹脂シート、他方をb面側樹脂シートとした。
【0235】
(Bステージシートの平均厚さ)
Bステージシートのシート厚さを以下のようにして測定した。Bステージシートを支持体がついたまま100mm角に切り出し、ミツトヨ製マイクロメータ IP65にて9点の厚さを測定した。支持体であるPETフィルム及びアルミ箔の厚さは変わらないとして差し引いて、樹脂層の厚さをそれぞれ求め、その算術平均値をBステージシートのそれぞれの平均厚さとした。
【0236】
(樹脂シート硬化物の平均厚さ)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅箔をエッチング除去した。更に、アルミニウム箔を有するサンプルについては塩酸溶液を用いてアルミニウム箔をエッチング除去した。以上により、樹脂シート硬化物を得た。樹脂シート硬化物を100mm角に切り出し、これをミツトヨ製マイクロメータ IP65にて、9点厚さを測定し、その算術平均値を樹脂シート硬化物の平均厚さとした。
【0237】
(耐湿絶縁性の評価)
上記で得られたCステージ状態の樹脂シート積層体硬化物から、片面の銅箔をそのまま残し、反対面の銅箔に20Φの円形パターンを20mmずつ離して4個形成して、評価用基板を作製した。1つの実施例又は比較例につき、評価用基板を2枚用いて計8つ円形パターンについて、以下のようにして耐湿絶縁性を評価した。
円形パターンのそれぞれに750Vの直流電圧を、85℃85%の環境下にて1000時間印加して絶縁破壊の有無を判定した。評価結果を、試験に供した円形パターンの総数(8)に対する絶縁破壊が発生しなかった円形パターン数の比の形式として表2〜表5に示した。
【0238】
【表2】
【0239】
【表3】
【0240】
【表4】
【0241】
【表5】
【0242】
表2〜表5から、特定の構成を有するフィラーと、一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂とを含んだBステージ状態の樹脂シート、及びその硬化物であるCステージ状態の樹脂シート硬化物は、それぞれ優れた熱伝導性を示すことが分かる。また接着強度及び絶縁破壊電圧に優れていることがわかる。
以上から、本発明の樹脂組成物を用いて形成された樹脂シート硬化物は、熱処理熱伝導性、接着強度及び絶縁性のすべてに優れることが分かる。
【0243】
日本国特許出願2011−071251号の開示はその全体が参照により本明細書に取り込まれる。本明細書に記載された全ての文献、特許出願、及び技術規格は、個々の文献、特許出願、及び技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書に参照により取り込まれる。
【特許請求の範囲】
【請求項1】
エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、フィラーとを含み、前記フィラーが、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含有する樹脂組成物。
【化1】
(一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の数を、nは1〜7の数を表す)
【請求項2】
エポキシ樹脂モノマーと、
下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、
体積平均粒子径が0.01μm以上1μm未満である第一のフィラー、
体積平均粒子径が1μm以上10μm未満である第二のフィラー、及び、
体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーと、
を含む樹脂組成物。
【化2】
(一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の実数を、nは1〜7の実数を表す)
【請求項3】
前記第一のフィラーが酸化アルミニウム粒子を含有する、請求項2に記載の樹脂組成物。
【請求項4】
前記第一のフィラー、第二のフィラー及び第三のフィラーの総体積中における前記第一のフィラーの含有率が1体積%〜15体積%であり、前記第二のフィラーの含有率が10体積%〜40体積%であり、前記第三のフィラーの含有率が45体積%〜80体積%である、請求項2又は請求項3に記載の樹脂組成物。
【請求項5】
前記ノボラック樹脂は、ノボラック樹脂を構成するフェノール化合物を更に含み、該フェノール化合物の含有比率が5質量%以上50質量%以下である請求項1〜請求項4のいずれか1項に記載の樹脂組成物。
【請求項6】
請求項1〜請求項5のいずれか1項に記載の樹脂組成物を平均厚さが80μm以上250μm以下のシート状に成型してなる樹脂シート。
【請求項7】
表面の算術平均粗さが1.0μm以上2.5μm以下である請求項6に記載の樹脂シート。
【請求項8】
請求項1〜請求項5のいずれか1項に記載の樹脂組成物から形成される第一の樹脂層及び第二の樹脂層の積層体である請求項6又は請求項7に記載の樹脂シート。
【請求項9】
前記積層体の一方の面上に金属箔を更に有し、他方の面上にポリエチレンテレフタレートフィルムを更に有する請求項8に記載の樹脂シート。
【請求項10】
請求項6〜請求項8のいずれか1項に記載の樹脂シートの熱処理物である樹脂シート硬化物。
【請求項11】
請求項6〜請求項8のいずれか1項に記載の樹脂シートと、前記樹脂シートの少なくとも一方の面上に配置された金属板又は放熱板と、を有する樹脂シート積層体。
【請求項12】
請求項11に記載の樹脂シート積層体の熱処理物である樹脂シート積層体硬化物。
【請求項13】
請求項6〜請求項8のいずれか1項に記載の樹脂シートの少なくとも一方の面上に、金属板又は放熱板を配置する工程と、前記樹脂シートに熱を与えて前記樹脂シートを硬化させる工程と、を有する樹脂シート積層体硬化物の製造方法。
【請求項14】
半導体素子と、
前記半導体素子上に配置された請求項10に記載の樹脂シート硬化物と、
を備える半導体装置。
【請求項15】
LED素子と、請求項10に記載の樹脂シート硬化物と、基板とがこの順に積層されたLED装置。
【請求項1】
エポキシ樹脂モノマーと、下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、フィラーとを含み、前記フィラーが、レーザー回折法を用いて測定される粒子径分布において、0.01μm以上1μm未満、1μm以上10μm未満、及び10μm以上100μm以下のそれぞれの範囲にピークを有し、10μm以上100μm以下の粒子径を有するフィラーが窒化ホウ素粒子を含有する樹脂組成物。
【化1】
(一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の数を、nは1〜7の数を表す)
【請求項2】
エポキシ樹脂モノマーと、
下記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂と、
体積平均粒子径が0.01μm以上1μm未満である第一のフィラー、
体積平均粒子径が1μm以上10μm未満である第二のフィラー、及び、
体積平均粒子径が10μm以上100μm以下であり、窒化ホウ素粒子を含む第三のフィラーと、
を含む樹脂組成物。
【化2】
(一般式(I)中、R1は水素原子、アルキル基、アリール基、又はアラルキル基を表す。R2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、又はアラルキル基を表す。mは0〜2の実数を、nは1〜7の実数を表す)
【請求項3】
前記第一のフィラーが酸化アルミニウム粒子を含有する、請求項2に記載の樹脂組成物。
【請求項4】
前記第一のフィラー、第二のフィラー及び第三のフィラーの総体積中における前記第一のフィラーの含有率が1体積%〜15体積%であり、前記第二のフィラーの含有率が10体積%〜40体積%であり、前記第三のフィラーの含有率が45体積%〜80体積%である、請求項2又は請求項3に記載の樹脂組成物。
【請求項5】
前記ノボラック樹脂は、ノボラック樹脂を構成するフェノール化合物を更に含み、該フェノール化合物の含有比率が5質量%以上50質量%以下である請求項1〜請求項4のいずれか1項に記載の樹脂組成物。
【請求項6】
請求項1〜請求項5のいずれか1項に記載の樹脂組成物を平均厚さが80μm以上250μm以下のシート状に成型してなる樹脂シート。
【請求項7】
表面の算術平均粗さが1.0μm以上2.5μm以下である請求項6に記載の樹脂シート。
【請求項8】
請求項1〜請求項5のいずれか1項に記載の樹脂組成物から形成される第一の樹脂層及び第二の樹脂層の積層体である請求項6又は請求項7に記載の樹脂シート。
【請求項9】
前記積層体の一方の面上に金属箔を更に有し、他方の面上にポリエチレンテレフタレートフィルムを更に有する請求項8に記載の樹脂シート。
【請求項10】
請求項6〜請求項8のいずれか1項に記載の樹脂シートの熱処理物である樹脂シート硬化物。
【請求項11】
請求項6〜請求項8のいずれか1項に記載の樹脂シートと、前記樹脂シートの少なくとも一方の面上に配置された金属板又は放熱板と、を有する樹脂シート積層体。
【請求項12】
請求項11に記載の樹脂シート積層体の熱処理物である樹脂シート積層体硬化物。
【請求項13】
請求項6〜請求項8のいずれか1項に記載の樹脂シートの少なくとも一方の面上に、金属板又は放熱板を配置する工程と、前記樹脂シートに熱を与えて前記樹脂シートを硬化させる工程と、を有する樹脂シート積層体硬化物の製造方法。
【請求項14】
半導体素子と、
前記半導体素子上に配置された請求項10に記載の樹脂シート硬化物と、
を備える半導体装置。
【請求項15】
LED素子と、請求項10に記載の樹脂シート硬化物と、基板とがこの順に積層されたLED装置。
【図1】

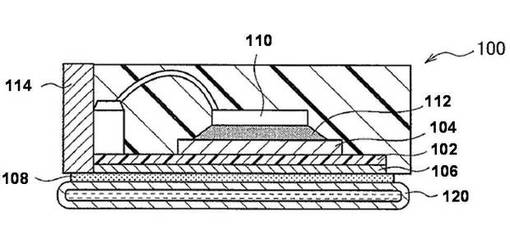
【図2】
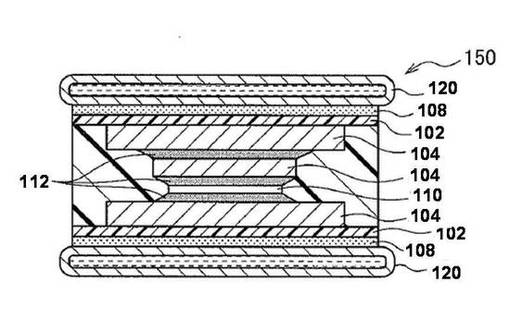
【図3】
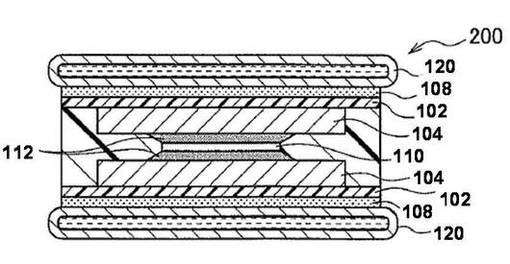
【図4】
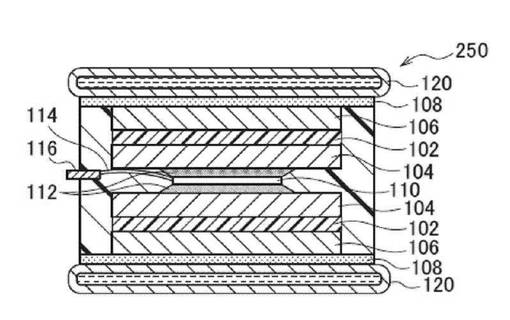
【図5】
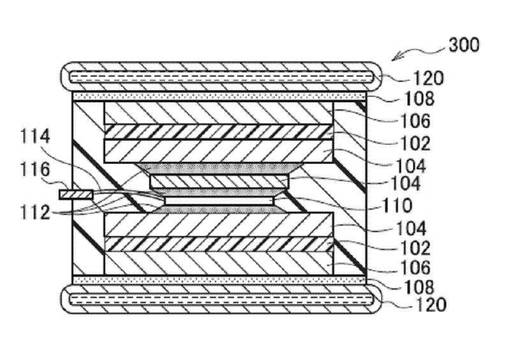
【図6】
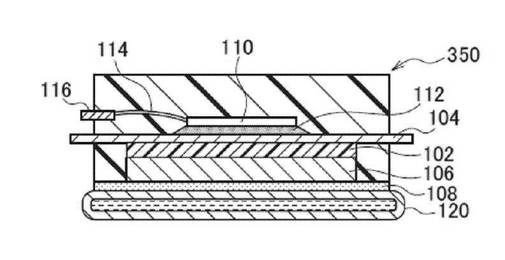
【図7】
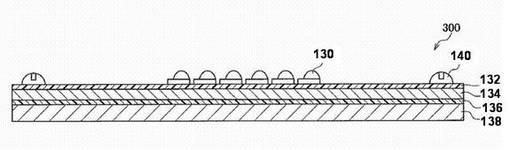
【図8】
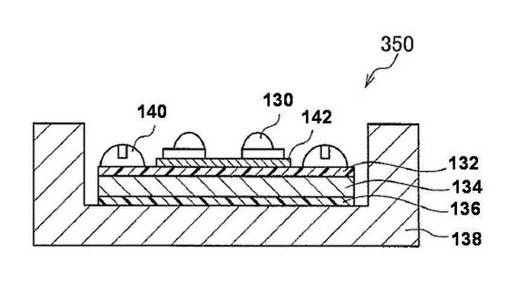
【図9】
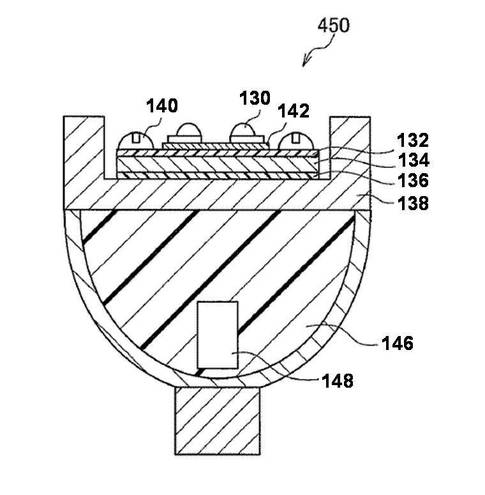
【図10】
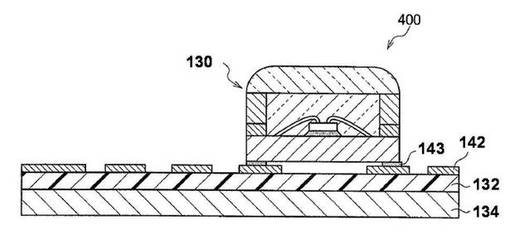
【図11】
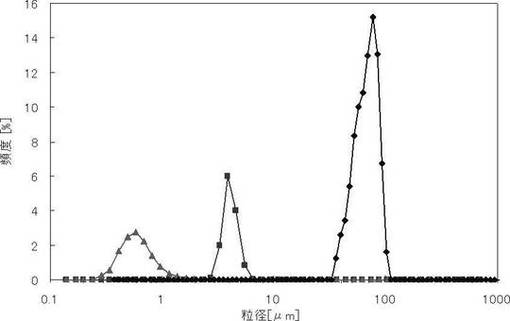
【図12】
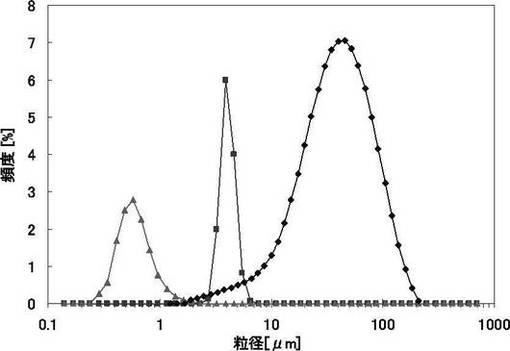
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−18991(P2013−18991A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2012−214393(P2012−214393)
【出願日】平成24年9月27日(2012.9.27)
【分割の表示】特願2012−541276(P2012−541276)の分割
【原出願日】平成24年3月28日(2012.3.28)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成24年9月27日(2012.9.27)
【分割の表示】特願2012−541276(P2012−541276)の分割
【原出願日】平成24年3月28日(2012.3.28)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
[ Back to top ]