
樹脂組成物の製造方法
【課題】 石膏ボード廃材を粉砕して得られる廃石膏粉末を熱可塑性樹脂に対して大量に配合して、例えばベント式スクリュー押出機を用い、140℃以上で溶融混練するに際し、廃石膏粉末の使用を可能とし、且つ、安定的に樹脂組成物を製造する方法を提供することにある。
【解決手段】 廃石膏を加熱処理し、二水石膏の割合が40質量%以下の割合となるように調整された廃石膏粉末として、前記熱可塑性樹脂との溶融混練を行い、樹脂組成物を得る。
【解決手段】 廃石膏を加熱処理し、二水石膏の割合が40質量%以下の割合となるように調整された廃石膏粉末として、前記熱可塑性樹脂との溶融混練を行い、樹脂組成物を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、石膏ボード廃材より得られる廃石膏粉末を含有する樹脂組成物の新規な製造方法に関する。詳しくは、上記廃石膏粉末を高い配合量で熱可塑性樹脂に配合する場合に、安定して配合操作を行うことができ、該廃石膏粉末を含有する高品質の樹脂組成物を得ることを可能とした、樹脂組成物の製造方法を提供するものである。
【背景技術】
【0002】
石膏ボードは、石膏芯材の両面を紙で張り合わせた複合材料であり、現在、年間約400万トン生産されている。それに対して、石膏ボード廃材は、年間約150万トン排出され、その排出量はさらに増加することが予想されている。該石膏ボード廃材の一部は、石膏ボードの再生原料や固化剤等にリサイクルされているものの、そのリサイクル率は低く、大半は埋立て処分されており、今後の石膏ボード廃材排出量の増加、国内の最終処分場の逼迫、環境負荷の点から、新たな石膏ボード廃材のリサイクル用途およびリサイクル方法が求められている。
【0003】
従来、二水石膏である廃石膏粉末の熱可塑性樹脂への配合を提案した例としては、廃石膏粉末、低密度ポリエチレン、木粉、熱可塑性エラストマーを押出機に投入して、150℃以下で混練して、ペレットを製造後、該ペレットと、熱可塑性樹脂と、発泡剤とをさらに押出機に投入して、150〜190℃の範囲で押し出して、押出発泡成形体を製造する方法が開示されている(特許文献1)。
【0004】
しかしながら、特許文献1の方法において、熱可塑性樹脂への廃石膏粉末の配合割合が、5〜20質量%と低いため、廃石膏粉末のリサイクル率が低いという問題を有する。
【0005】
そこで、上記廃石膏粉末の配合量を増加することが考えられるが、かかる配合量を増加した場合、押出機内で廃石膏粉末の脱水による水蒸気が発生するという現象が起こることが判明した。特に、該廃石膏粉末との溶融混練に、140℃を超える温度が必要な熱可塑性樹脂を使用する場合、廃石膏粉末の脱水による水蒸気が大量に発生し、該水蒸気は、押出機の原料投入口まで逆流し、廃石膏粉末に付着して、廃石膏粉末は塊状物となり、原料投入口付近に付着するため、配合どおりの原料供給が困難となるという問題が生じる。さらに、該塊状物が落下して押出機内に混入し、押出機先端のメッシュを詰まらせ、成形体が得られない問題も発生する。たとえ、樹脂に配合することができたとしても、水蒸気により部分発泡した、外観性や、強度に劣る成形体しか得ることができないという問題を有する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4173172号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、石膏ボード廃材を粉砕して得られる廃石膏粉末を熱可塑性樹脂に対して大量に配合し、140℃以上の高温で溶融混練して樹脂組成物を製造するに際し、前記メッシュの詰まりや配合どおりの原料供給が困難という問題を起こすことなく、安定して樹脂組成物を製造する方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者は、上記目的を達成すべく鋭意研究を重ねた。その結果、上記条件下における廃石膏粉末の使用に際し、予め、該廃石膏粉末中の二水石膏の割合が、特定の値以下となるように、半水石膏及び/又は無水石膏に変換せしめておくことにより、溶融混練時に発生する水蒸気の影響を低減し、安定的に樹脂組成物を製造し得ることを見出し、本発明を完成するに至った。
【0009】
即ち、本発明は、石膏ボード廃材を粉砕して得られる廃石膏粉末を熱可塑性樹脂100質量部に対して、40質量部以上を配合し、140℃以上で溶融混練して樹脂組成物を製造するに際し、該廃石膏粉末として、二水石膏の割合が40質量%以下の割合となるように調整された廃石膏粉末を使用することを特徴とする樹脂組成物の製造方法である。
【0010】
また、上記廃石膏粉末は、石膏ボード廃材から得る際、ボード原紙の除去及び粉砕を乾式で行うことが、上記含水率を有する石膏とする加熱処理を効率よく行うために好ましい。即ち、本発明においては、石膏ボード廃材を乾式破砕によりボード原紙を分離して得られた破砕廃石膏を乾式粉砕して廃石膏粉末を得る方法が推奨される。
【発明の効果】
【0011】
本発明によれば、溶融混練の温度が比較的高い汎用の熱可塑性樹脂に対しても、廃石膏粉末を高充填しても、安定して樹脂組成物を得ることができる。そのため、廃石膏粉末のリサイクル率を飛躍的に増大することが可能であり、石膏ボード廃材の処理量の増加に大きく貢献することができる。
【0012】
特に、前記高温下での熱可塑性樹脂への溶融混練を、ベント式スクリュー押出機の如き押出機を用いて行う場合、押出機内での廃石膏粉末の脱水による水蒸気の発生量が抑制されるため、通常の脱気操作により、溶融混練を安定して実施することができ、上記押出機先端のメッシュの詰まり防止や、配合どおりの原料供給が可能となるなど、そのメリットは計り知れないものである。
【0013】
さらに、廃石膏粉末には石膏ボード製造時に添加される界面活性剤等の添加剤が含まれており、該添加剤が熱可塑性樹脂との親和性を向上させ、特に、該添加剤が分解し得ない温度未満で、前記熱可塑性樹脂と溶融混練して、該廃石膏粉末を高充填する場合、市販されている試薬級の二水石膏を熱処理して二水石膏の割合を低減せしめた場合と比べ、得られる樹脂組成物の物性を向上させることができるという効果をも有する。
【0014】
従って、本発明の樹脂組成物の製造方法によれば、リサイクルが困難な石膏ボード廃材を熱可塑性樹脂の充填剤として大量にリサイクルすることができ、その経済的効果、環境面における効果も極めて高い。
【図面の簡単な説明】
【0015】
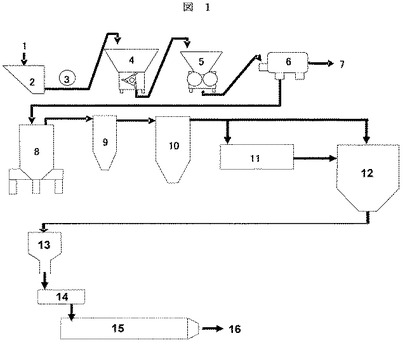
【図1】本発明を実施するための工程の一態様を示す概略図
【発明を実施するための形態】
【0016】
本発明において、処理の対象となる石膏ボード廃材は、石膏芯材の表面にボード原紙が付着したものであれば、特に制限されないが、厚みが9.5mm以上のものが一般的であり、かかる厚み以上の石膏ボード廃材に対して有効である。かかる石膏ボード廃材は、具体的には、石膏ボードの生産工程および建築現場で発生する端材、残材からなる石膏ボード廃材、リフォーム・解体工事で発生する石膏ボード廃材から得られるものが挙げられる。
【0017】
尚、リフォーム・解体工事で発生する石膏ボード廃材には、ビス等の金属片が付着している。かかる金属片は、石膏ボード廃材の破砕時における破砕機の故障を招く恐れがあるため、破砕前に金属異物を磁選機により除去することが好ましい。
【0018】
本発明において、石膏ボード廃材を破砕して廃石膏粉末を得る方法は、特に制限されるものではないが、石膏ボード廃材よりボード原紙を除去された状態で廃石膏粉末を得る方法が好ましい。特に、石膏ボード廃材を乾式破砕してボード原紙を分離し、得られた破砕廃石膏を乾式粉砕して廃石膏粉末を得る方法が推奨される。即ち、湿式で処理した場合、廃石膏粉末を再度乾燥させる必要があり、処理が煩雑となる。また、廃石膏粉末は粒径が小さいため、廃石膏粉末を含んだ溶液をろ過したろ過物は、ダイラタンシー現象を示し、該ろ過物を乾燥させるためには、多大なエネルギーを必要とする。
【0019】
上記廃石膏粉末を得るための工程を更に詳細に説明すれば、先ず、石膏ボード廃材は、様々な大きさで回収された後、処理設備に搬入されるため、これを取り扱い易い適当な大きさに予備破砕することが好ましい。かかる予備破砕は、石膏の硬化体(芯材)は勿論、ボード原紙をも適当な大きさに破砕する破砕装置が好適に使用される。勿論、上記予備破砕も乾式で行うことが望ましい。具体的には、高速回転式衝撃破砕機、スクリューせん断式破砕機等が使用される。上記予備破砕後の破砕片の大きさは特に限定されないが、その後の破砕処理に投入する際の容易さを考慮して、廃石膏は粒径15〜100mm程度に、ボード原紙は5×10−4〜0.05m2程度に破砕することが好ましい。
【0020】
本発明において、前記予備破砕処理により適当な大きさとされた石膏ボード廃材は、乾式破砕によりボード原紙を分離することが好ましい。上記乾式破砕は、芯材の石膏硬化体は破砕するが、ボード原紙を破砕し難い破砕装置を使用することが、ボード原紙を容易に除去するために好ましい。また、上記破砕処理は、芯材の石膏硬化体がボード原紙から脱離可能な大きさまで破砕することが好ましく、一般には、粗粉状、例えば、平均粒径5〜30mm程度、好ましくは、10〜20mm程度の大きさとなるまで、破砕することが好ましい。
【0021】
それ故、上記破砕処理は、圧縮式の破砕装置を使用することが好ましい。かかる破砕を行うための破砕装置は、工業的に入手可能なものを特に制限無く使用することができる。具体的には、ハンマーミル、ロールミル等が使用可能である。そして、かかる破砕装置で処理すれば、ボード原紙の大きさは殆ど変化することなく、ボード原紙より石膏を脱離させることができる。
【0022】
そして、かかる破砕廃石膏は、公知の分離手段により、ボード原紙と容易に分離することが可能である。かかる分離手段としては、例えば、振動式、回転式の篩が挙げられる。かかる篩い目の大きさは、破砕廃石膏が通過でき、ボード原紙が通過し得ない大きさを選択すればよい。
【0023】
本発明において、前記方法によって分離された破砕廃石膏を粉砕して廃石膏粉末を得る手段は特に制限されないが、一般には、高速回転衝撃粉砕機やジェットミルが使用される。かかる粉砕により得られる廃石膏粉末の粒径は、D50:1〜10μm、D90:5〜20μmであることが、熱可塑性樹脂に配合するために好適である。
【0024】
本発明において、前記廃石膏粉末は、後で詳述する熱可塑性樹脂と溶融混練するに際し、二水石膏の割合が40質量%以下の割合となるように調整されることが必要である。換言すれば、後述する方法により処理して含水率を低減させて、二水石膏の絶対量を少なくし、廃石膏粉末の60質量%を超える割合の石膏を、半水石膏及び/又は無水石膏とすることが必要である。即ち、熱可塑性樹脂と溶融混練される廃石膏粉末において、二水石膏の割合が、40質量%を超える場合、熱可塑性樹脂に高充填し、140℃以上の高温下で溶融混練を行う際の結晶水の脱離速度が早く、また、その量も多いことから、押出機のベントからの抜き出し量の限界を超え、上記押出機先端のメッシュの詰まりが起こったり、高い水蒸気圧により配合どおりの原料供給が困難となったりするという問題が発生する。本発明において好ましい二水石膏の割合は、特に、10質量%以下が好ましい。
【0025】
上記廃石膏粉末において、二水石膏以外の石膏は、半水石膏及び/又は無水石膏であればよいが、本発明の目的を達成するためには、半水石膏の状態であれば十分であり、半水石膏が90質量%以上存在することが特に好ましい。即ち、全ての結晶水を除いて無水石膏とするには、多大のエネルギーコストがかかり、工業的実施において不利となる。従って、廃石膏粉末における二水石膏以外の石膏は、半水石膏が一部又は全部を占めるように、廃石膏粉末の含水率の下限を決定することが好ましい。従って、廃石膏粉末の含水率は、0.5質量%以上、好ましくは、7質量%以上となるように調整することが好ましい。
【0026】
本発明において、二水石膏の割合が40質量%以下となるように調整された廃石膏粉末を得る方法は、少なくとも半水石膏となる温度、即ち、125℃以上、好ましくは、130〜500℃、更に好ましくは、135〜250℃で廃石膏を加熱処理する方法が好適に採用される。また、加熱処理時間は、上記温度において、二水石膏が目的とする割合となるように適宜決定される。
【0027】
尚、廃石膏粉末中の二水石膏の割合を調整するための加熱処理は、廃石膏の全てに対して実施する方法が一般的であるが、廃石膏の一部を加熱処理し、これを残部の未処理の廃石膏と混合することにより、得られる廃石膏粉末中の二水石膏の割合を前記範囲に調整してもよい。
【0028】
また、本発明において、上記廃石膏の加熱処理を行う時期は特に制限されず、石膏ボード廃材の状態で行なってもよいし、ボード原紙を除去後の破砕廃石膏の状態で行なってもよいし、更に、廃石膏粉末の状態で行なってもよい。しかし、加熱効率や均一な処理を行うことを考慮した場合、廃石膏粉末の状態で行うことが最も好ましい。
【0029】
また、前記加熱処理の装置は、処理される廃石膏の大きさや形状等に合わせて適宜選択すればよい。例えば、廃石膏が塊状、粒状又は粉状である場合、ロータリードライヤーが、また、粒状又は粉状である場合、流動床等を使用して行うことが好ましい。
【0030】
また、上記廃石膏の加熱処理においては、廃石膏を単独で加熱することが一般的であるが、熱可塑性樹脂の融点が、前記加熱処理の温度より高い場合は、該熱可塑性樹脂ペレットと混合して加熱を行うことも可能である。かかる態様において、廃石膏は、廃石膏粉末と同じ粒径の粉状とした状態で加熱処理することが好ましい。
【0031】
上記熱可塑性樹脂ペレットと廃石膏との混合は、工業的に入手可能なものを特に制限無く使用することができる。具体的には、ヘンシェルミキサーやブレンダー等の混合機が好適である。
【0032】
本発明において、廃石膏粉末と溶融混練する熱可塑性樹脂は、ポリオレフィン樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリアミド樹脂、フッ素樹脂、塩化ビニル樹脂等、溶融混練温度が140℃以上である、公知の熱可塑性樹脂が使用される。
【0033】
本発明の方法は、廃石膏粉末を熱可塑性樹脂100質量部に対して、40〜100質量部の範囲で配合し、140℃以上で溶融混練して樹脂組成物を製造する場合に有効である。即ち、従来、石膏ボード廃材を利用した樹脂組成物は、回収された廃石膏粉末をそのままの状態で樹脂に配合することが行なわれるため、使用する廃石膏粉末の量は少なく、また、溶融混練する樹脂の融点も比較的低いものが使用されていた。
【0034】
それ故、石膏ボード廃材由来の廃石膏粉末を使用し、熱可塑性樹脂100質量部に対して、40質量部以上という高い配合量で該廃石膏粉末を配合し、溶融混練温度が140℃以上という高い温度範囲を採用して樹脂組成物を製造する際に生じる前記問題は、従来技術から全く予測できなかった。
【0035】
これに対して、本発明は、二水石膏の存在割合を前記特定量以下に調整した廃石膏粉末を使用することによって、廃石膏粉末を高充填し、高温度で熱可塑性樹脂と溶融混練する際のかかる問題を解消し、安定して溶融混練を行って生産性良く樹脂組成物を得ることができる。また、前記廃石膏粉末を得るための熱処理の温度を300℃未満の低い温度で行なった場合には、予め廃石膏に含有される界面活性剤等の添加剤を残存させることができ、該廃石膏粉末と熱可塑性樹脂との親和性、延いては得られる樹脂組成物の物性の向上をもたらすことができる。
【0036】
本発明において、廃石膏粉末と熱可塑性樹脂との溶融混練において使用される装置としては、一軸押出機、二軸押出機、3本以上のスクリューを備えたスクリュー押出機が好適に使用できるが、成形時に、押出機内で廃石膏粉末の脱水により発生する水蒸気を除去するため、脱気機能を備えたベント式のスクリュー押出機の使用が好適である。
【0037】
また、廃石膏粉末と熱可塑性樹脂との混合物の押出機への供給は、ホッパーから押出機へ供給するか、供給に適した公知の供給装置を使用する方法が特に制限無く採用され、例えばスクリュー式フィーダー等を使用して供給することが好ましい。
【0038】
本発明において、得られる樹脂組成物は、熱可塑性樹脂100質量部に対して、40質量部以上の廃石膏粉末を含むため、リサイクルが困難な石膏ボード廃材を熱可塑性樹脂の充填剤として大量にリサイクルでき、上記石膏ボード廃材の問題解決に寄与できる。
【0039】
上記廃石膏粉末の配合量の上限は、樹脂組成物の物性等の制限により、150質量部以下とすることが好ましく、より好ましくは100質量部以下とすることが好ましい。
【0040】
図1は、本発明の樹脂組成物の製造方法の一態様を示す概略図である。図1に示すように、石膏ボード廃材1をホッパー2に投入し、必要に応じて、磁選機3により、金属片の異物を除去した後、一軸衝撃破砕機4で、例えば、0.01m2程度の大きさに石膏ボード廃材を予備粉砕される。得られた破砕片をロールミル5に投入し、例えば廃石膏を粒径10mm以下に破砕する。次いで、篩い目15mmのトロンメル6に投入して、破砕廃石膏とボード原紙7とに分離する。
【0041】
破砕廃石膏はジェットミル8に投入し、例えばD50:1〜10μm、D90:5〜20μmに粉砕し、得られる廃石膏粉末を集塵機9で捕集した後、貯蔵サイロ10に送る。
【0042】
次いで、上記廃石膏粉末をロータリードライヤー11に投入し、該廃石膏粉末の60質量%を超える割合の石膏を、半水石膏及び/又は無水石膏とした後、該廃石膏粉末を熱可塑性樹脂とヘンシェルミキサー12で混合する。なお、熱可塑性樹脂の融点が140℃以上の場合は、廃石膏粉末と該熱可塑性樹脂を一緒にヘンシェルミキサー12に投入し、加熱しながら混合して、該廃石膏粉末の60質量%を超える割合の石膏を、半水石膏及び/又は無水石膏としてもよい。前記加熱・混合処理された廃石膏粉末と熱可塑性樹脂の混合物をホッパー13に投入し、スクリュー式フィーダー14よりベント式スクリュー押出機15に供給して溶融混練した後、押出成形体を空冷もしくは水冷して樹脂組成物16を得る。
【実施例】
【0043】
以下、実施例によって本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0044】
尚、石膏の平均含水率は、熱重量分析装置により重量減少率を測定して求めた。
【0045】
実施例1
細田企画製プラスターボシリーズにて石膏ボード廃材の破砕、廃石膏粉末とボード原紙との分離を行った。次いで、廃石膏粉末をジェットミル(ホソカワミクロン製カウンタージェットミルAFG200)でさらに粉砕し、D50:3μm、D90:8μmの廃石膏粉末を得た。次いで、該廃石膏粉末43質量部とポリプロピレン(プライムポリマー製プライムポリプロJ715M)100質量部をヘンシェルミキサーに投入し、加熱温度を135℃に設定して、20分間混合した。
【0046】
上記加熱処理によって得られた廃石膏粉末について、二水石膏の割合は32質量%、半水石膏及び/又は無水石膏の割合は68質量%であり、その平均含水率は、11.2質量%であった。また、上記含水率測定時の重量減少率曲線より、石膏粉末中の半水石膏の割合は、68質量%であった。
【0047】
該混合物をホッパーに投入し、スクリュー式フィーダーを使用して、110mmΦベント式二軸押出機(池貝製GT110)に該混合物を投入し、180℃〜210℃の範囲で、脱気しながらストランド状に押し出した。次いで水槽でストランドを水冷した後、カットしてペレットを得た。
【0048】
その結果、廃石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的にストランドが得られた。得られたペレットは発泡せず、廃石膏粉末の分散も良好であった。
【0049】
JISK7121に従い、得られたペレットの結晶化温度を測定した。さらに、得られたペレットから試験片を作製し、曲げ試験を行った。曲げ試験は、JISK 7171に従い行った。その結果を表1に示す。
【0050】
実施例2
実施例1において、ポリプロピレン100質量部に対して、廃石膏粉末を100質量部使用した以外は、実施例1と同様の操作を行い、樹脂組成物を得た。
【0051】
その結果、廃石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的に樹脂組成物のストランドが得られた。また、得られたペレットは発泡せず、廃石膏粉末の分散も良好であった。得られた樹脂組成物の結晶化温度等の評価結果を表1に示す。
【0052】
実施例3
実施例2において、上記加熱処理条件を変えることにより、二水石膏の割合が8質量%、半水石膏及び/又は無水石膏の割合が92質量%であり、その平均含水率が、8.2質量%の廃石膏粉末を使用した以外は同様にして樹脂組成物を得た。
【0053】
また、上記含水率測定時の重量減少率曲線より、石膏粉末中の半水石膏の割合は、92質量%であった。
【0054】
その結果、廃石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的に樹脂組成物のストランドが得られた。また、得られたペレットは発泡せず、廃石膏粉末の分散も良好であった。得られた樹脂組成物の結晶化温度等の評価結果を表1に示す。
【0055】
実施例4
実施例2において、上記加熱処理条件を変えることにより、二水石膏の割合が0質量%、半水石膏及び/又は無水石膏の割合が100質量%であり、その平均含水率が、7.2質量%の廃石膏粉末を使用した以外は同様にして樹脂組成物を得た。
【0056】
また、上記含水率測定時の重量減少率曲線より、石膏粉末中の半水石膏の割合は、100質量%であった。
【0057】
その結果、廃石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的に樹脂組成物のストランドが得られた。また、得られたペレットは発泡せず、廃石膏粉末の分散も良好であった。得られた樹脂組成物の結晶化温度等の評価結果を表1に示す。
【0058】
【表1】

【0059】
参考例
実施例1において、廃石膏粉末を配合しない状態のポリプロピレンの結晶化温度の測定、曲げ試験を行った。結果を表2に示す。
【0060】
比較例1
実施例1において、加熱処理を行わなかった廃石膏粉末43質量部とポリプロピレン100質量部をヘンシェルミキサーに投入し、加熱せずに室温で20分間混合した。該混合物をベント式二軸押出機に投入したが、廃石膏粉末の脱水により、大量の水蒸気が押出機内で発生し、該水蒸気が原料投入口に逆流して、水分が付着した石膏が塊状となって原料投入口に付着し、押出機への配合どおりの原料供給が不可能であった。また、塊状の石膏が押出機内に混入し、押出機先端のメッシュを詰まらせ、ストランドが得られなかった。押出機のメッシュをはずして、再度押出成形を試みたが、ダイスの吐出口が詰まり、ストランドが安定的に得られなかった。
【0061】
比較例2
実施例1において、廃石膏粉末に代えて、市販の試薬二水石膏をジェットミルで粉砕して、D50:4μm、D90:8μmに調製し、ポリプロピレン100質量部に対して、43質量部使用した以外は、実施例1と同様の操作を行った。
【0062】
試薬二水石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的にストランドが得られた。得られたペレットは発泡せず、試薬二水石膏粉末の分散も良好であった。得られた樹脂組成物の結晶化温度等の評価結果を表2に示す。
【0063】
【表2】
【符号の説明】
【0064】
1:石膏ボード廃材
2:ホッパー
3:磁選機
4:一軸破砕機
5:ロールミル
6:トロンメル
7:ボード原紙
8:ジェットミル
9:集塵機
10:サイロ
11:ロータリードライヤー
12:ヘンシェルミキサー
13:ホッパー
14:スクリュー式フィーダー
15:ベント式スクリュー押出機
16:樹脂組成物
【技術分野】
【0001】
本発明は、石膏ボード廃材より得られる廃石膏粉末を含有する樹脂組成物の新規な製造方法に関する。詳しくは、上記廃石膏粉末を高い配合量で熱可塑性樹脂に配合する場合に、安定して配合操作を行うことができ、該廃石膏粉末を含有する高品質の樹脂組成物を得ることを可能とした、樹脂組成物の製造方法を提供するものである。
【背景技術】
【0002】
石膏ボードは、石膏芯材の両面を紙で張り合わせた複合材料であり、現在、年間約400万トン生産されている。それに対して、石膏ボード廃材は、年間約150万トン排出され、その排出量はさらに増加することが予想されている。該石膏ボード廃材の一部は、石膏ボードの再生原料や固化剤等にリサイクルされているものの、そのリサイクル率は低く、大半は埋立て処分されており、今後の石膏ボード廃材排出量の増加、国内の最終処分場の逼迫、環境負荷の点から、新たな石膏ボード廃材のリサイクル用途およびリサイクル方法が求められている。
【0003】
従来、二水石膏である廃石膏粉末の熱可塑性樹脂への配合を提案した例としては、廃石膏粉末、低密度ポリエチレン、木粉、熱可塑性エラストマーを押出機に投入して、150℃以下で混練して、ペレットを製造後、該ペレットと、熱可塑性樹脂と、発泡剤とをさらに押出機に投入して、150〜190℃の範囲で押し出して、押出発泡成形体を製造する方法が開示されている(特許文献1)。
【0004】
しかしながら、特許文献1の方法において、熱可塑性樹脂への廃石膏粉末の配合割合が、5〜20質量%と低いため、廃石膏粉末のリサイクル率が低いという問題を有する。
【0005】
そこで、上記廃石膏粉末の配合量を増加することが考えられるが、かかる配合量を増加した場合、押出機内で廃石膏粉末の脱水による水蒸気が発生するという現象が起こることが判明した。特に、該廃石膏粉末との溶融混練に、140℃を超える温度が必要な熱可塑性樹脂を使用する場合、廃石膏粉末の脱水による水蒸気が大量に発生し、該水蒸気は、押出機の原料投入口まで逆流し、廃石膏粉末に付着して、廃石膏粉末は塊状物となり、原料投入口付近に付着するため、配合どおりの原料供給が困難となるという問題が生じる。さらに、該塊状物が落下して押出機内に混入し、押出機先端のメッシュを詰まらせ、成形体が得られない問題も発生する。たとえ、樹脂に配合することができたとしても、水蒸気により部分発泡した、外観性や、強度に劣る成形体しか得ることができないという問題を有する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4173172号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、石膏ボード廃材を粉砕して得られる廃石膏粉末を熱可塑性樹脂に対して大量に配合し、140℃以上の高温で溶融混練して樹脂組成物を製造するに際し、前記メッシュの詰まりや配合どおりの原料供給が困難という問題を起こすことなく、安定して樹脂組成物を製造する方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者は、上記目的を達成すべく鋭意研究を重ねた。その結果、上記条件下における廃石膏粉末の使用に際し、予め、該廃石膏粉末中の二水石膏の割合が、特定の値以下となるように、半水石膏及び/又は無水石膏に変換せしめておくことにより、溶融混練時に発生する水蒸気の影響を低減し、安定的に樹脂組成物を製造し得ることを見出し、本発明を完成するに至った。
【0009】
即ち、本発明は、石膏ボード廃材を粉砕して得られる廃石膏粉末を熱可塑性樹脂100質量部に対して、40質量部以上を配合し、140℃以上で溶融混練して樹脂組成物を製造するに際し、該廃石膏粉末として、二水石膏の割合が40質量%以下の割合となるように調整された廃石膏粉末を使用することを特徴とする樹脂組成物の製造方法である。
【0010】
また、上記廃石膏粉末は、石膏ボード廃材から得る際、ボード原紙の除去及び粉砕を乾式で行うことが、上記含水率を有する石膏とする加熱処理を効率よく行うために好ましい。即ち、本発明においては、石膏ボード廃材を乾式破砕によりボード原紙を分離して得られた破砕廃石膏を乾式粉砕して廃石膏粉末を得る方法が推奨される。
【発明の効果】
【0011】
本発明によれば、溶融混練の温度が比較的高い汎用の熱可塑性樹脂に対しても、廃石膏粉末を高充填しても、安定して樹脂組成物を得ることができる。そのため、廃石膏粉末のリサイクル率を飛躍的に増大することが可能であり、石膏ボード廃材の処理量の増加に大きく貢献することができる。
【0012】
特に、前記高温下での熱可塑性樹脂への溶融混練を、ベント式スクリュー押出機の如き押出機を用いて行う場合、押出機内での廃石膏粉末の脱水による水蒸気の発生量が抑制されるため、通常の脱気操作により、溶融混練を安定して実施することができ、上記押出機先端のメッシュの詰まり防止や、配合どおりの原料供給が可能となるなど、そのメリットは計り知れないものである。
【0013】
さらに、廃石膏粉末には石膏ボード製造時に添加される界面活性剤等の添加剤が含まれており、該添加剤が熱可塑性樹脂との親和性を向上させ、特に、該添加剤が分解し得ない温度未満で、前記熱可塑性樹脂と溶融混練して、該廃石膏粉末を高充填する場合、市販されている試薬級の二水石膏を熱処理して二水石膏の割合を低減せしめた場合と比べ、得られる樹脂組成物の物性を向上させることができるという効果をも有する。
【0014】
従って、本発明の樹脂組成物の製造方法によれば、リサイクルが困難な石膏ボード廃材を熱可塑性樹脂の充填剤として大量にリサイクルすることができ、その経済的効果、環境面における効果も極めて高い。
【図面の簡単な説明】
【0015】
【図1】本発明を実施するための工程の一態様を示す概略図
【発明を実施するための形態】
【0016】
本発明において、処理の対象となる石膏ボード廃材は、石膏芯材の表面にボード原紙が付着したものであれば、特に制限されないが、厚みが9.5mm以上のものが一般的であり、かかる厚み以上の石膏ボード廃材に対して有効である。かかる石膏ボード廃材は、具体的には、石膏ボードの生産工程および建築現場で発生する端材、残材からなる石膏ボード廃材、リフォーム・解体工事で発生する石膏ボード廃材から得られるものが挙げられる。
【0017】
尚、リフォーム・解体工事で発生する石膏ボード廃材には、ビス等の金属片が付着している。かかる金属片は、石膏ボード廃材の破砕時における破砕機の故障を招く恐れがあるため、破砕前に金属異物を磁選機により除去することが好ましい。
【0018】
本発明において、石膏ボード廃材を破砕して廃石膏粉末を得る方法は、特に制限されるものではないが、石膏ボード廃材よりボード原紙を除去された状態で廃石膏粉末を得る方法が好ましい。特に、石膏ボード廃材を乾式破砕してボード原紙を分離し、得られた破砕廃石膏を乾式粉砕して廃石膏粉末を得る方法が推奨される。即ち、湿式で処理した場合、廃石膏粉末を再度乾燥させる必要があり、処理が煩雑となる。また、廃石膏粉末は粒径が小さいため、廃石膏粉末を含んだ溶液をろ過したろ過物は、ダイラタンシー現象を示し、該ろ過物を乾燥させるためには、多大なエネルギーを必要とする。
【0019】
上記廃石膏粉末を得るための工程を更に詳細に説明すれば、先ず、石膏ボード廃材は、様々な大きさで回収された後、処理設備に搬入されるため、これを取り扱い易い適当な大きさに予備破砕することが好ましい。かかる予備破砕は、石膏の硬化体(芯材)は勿論、ボード原紙をも適当な大きさに破砕する破砕装置が好適に使用される。勿論、上記予備破砕も乾式で行うことが望ましい。具体的には、高速回転式衝撃破砕機、スクリューせん断式破砕機等が使用される。上記予備破砕後の破砕片の大きさは特に限定されないが、その後の破砕処理に投入する際の容易さを考慮して、廃石膏は粒径15〜100mm程度に、ボード原紙は5×10−4〜0.05m2程度に破砕することが好ましい。
【0020】
本発明において、前記予備破砕処理により適当な大きさとされた石膏ボード廃材は、乾式破砕によりボード原紙を分離することが好ましい。上記乾式破砕は、芯材の石膏硬化体は破砕するが、ボード原紙を破砕し難い破砕装置を使用することが、ボード原紙を容易に除去するために好ましい。また、上記破砕処理は、芯材の石膏硬化体がボード原紙から脱離可能な大きさまで破砕することが好ましく、一般には、粗粉状、例えば、平均粒径5〜30mm程度、好ましくは、10〜20mm程度の大きさとなるまで、破砕することが好ましい。
【0021】
それ故、上記破砕処理は、圧縮式の破砕装置を使用することが好ましい。かかる破砕を行うための破砕装置は、工業的に入手可能なものを特に制限無く使用することができる。具体的には、ハンマーミル、ロールミル等が使用可能である。そして、かかる破砕装置で処理すれば、ボード原紙の大きさは殆ど変化することなく、ボード原紙より石膏を脱離させることができる。
【0022】
そして、かかる破砕廃石膏は、公知の分離手段により、ボード原紙と容易に分離することが可能である。かかる分離手段としては、例えば、振動式、回転式の篩が挙げられる。かかる篩い目の大きさは、破砕廃石膏が通過でき、ボード原紙が通過し得ない大きさを選択すればよい。
【0023】
本発明において、前記方法によって分離された破砕廃石膏を粉砕して廃石膏粉末を得る手段は特に制限されないが、一般には、高速回転衝撃粉砕機やジェットミルが使用される。かかる粉砕により得られる廃石膏粉末の粒径は、D50:1〜10μm、D90:5〜20μmであることが、熱可塑性樹脂に配合するために好適である。
【0024】
本発明において、前記廃石膏粉末は、後で詳述する熱可塑性樹脂と溶融混練するに際し、二水石膏の割合が40質量%以下の割合となるように調整されることが必要である。換言すれば、後述する方法により処理して含水率を低減させて、二水石膏の絶対量を少なくし、廃石膏粉末の60質量%を超える割合の石膏を、半水石膏及び/又は無水石膏とすることが必要である。即ち、熱可塑性樹脂と溶融混練される廃石膏粉末において、二水石膏の割合が、40質量%を超える場合、熱可塑性樹脂に高充填し、140℃以上の高温下で溶融混練を行う際の結晶水の脱離速度が早く、また、その量も多いことから、押出機のベントからの抜き出し量の限界を超え、上記押出機先端のメッシュの詰まりが起こったり、高い水蒸気圧により配合どおりの原料供給が困難となったりするという問題が発生する。本発明において好ましい二水石膏の割合は、特に、10質量%以下が好ましい。
【0025】
上記廃石膏粉末において、二水石膏以外の石膏は、半水石膏及び/又は無水石膏であればよいが、本発明の目的を達成するためには、半水石膏の状態であれば十分であり、半水石膏が90質量%以上存在することが特に好ましい。即ち、全ての結晶水を除いて無水石膏とするには、多大のエネルギーコストがかかり、工業的実施において不利となる。従って、廃石膏粉末における二水石膏以外の石膏は、半水石膏が一部又は全部を占めるように、廃石膏粉末の含水率の下限を決定することが好ましい。従って、廃石膏粉末の含水率は、0.5質量%以上、好ましくは、7質量%以上となるように調整することが好ましい。
【0026】
本発明において、二水石膏の割合が40質量%以下となるように調整された廃石膏粉末を得る方法は、少なくとも半水石膏となる温度、即ち、125℃以上、好ましくは、130〜500℃、更に好ましくは、135〜250℃で廃石膏を加熱処理する方法が好適に採用される。また、加熱処理時間は、上記温度において、二水石膏が目的とする割合となるように適宜決定される。
【0027】
尚、廃石膏粉末中の二水石膏の割合を調整するための加熱処理は、廃石膏の全てに対して実施する方法が一般的であるが、廃石膏の一部を加熱処理し、これを残部の未処理の廃石膏と混合することにより、得られる廃石膏粉末中の二水石膏の割合を前記範囲に調整してもよい。
【0028】
また、本発明において、上記廃石膏の加熱処理を行う時期は特に制限されず、石膏ボード廃材の状態で行なってもよいし、ボード原紙を除去後の破砕廃石膏の状態で行なってもよいし、更に、廃石膏粉末の状態で行なってもよい。しかし、加熱効率や均一な処理を行うことを考慮した場合、廃石膏粉末の状態で行うことが最も好ましい。
【0029】
また、前記加熱処理の装置は、処理される廃石膏の大きさや形状等に合わせて適宜選択すればよい。例えば、廃石膏が塊状、粒状又は粉状である場合、ロータリードライヤーが、また、粒状又は粉状である場合、流動床等を使用して行うことが好ましい。
【0030】
また、上記廃石膏の加熱処理においては、廃石膏を単独で加熱することが一般的であるが、熱可塑性樹脂の融点が、前記加熱処理の温度より高い場合は、該熱可塑性樹脂ペレットと混合して加熱を行うことも可能である。かかる態様において、廃石膏は、廃石膏粉末と同じ粒径の粉状とした状態で加熱処理することが好ましい。
【0031】
上記熱可塑性樹脂ペレットと廃石膏との混合は、工業的に入手可能なものを特に制限無く使用することができる。具体的には、ヘンシェルミキサーやブレンダー等の混合機が好適である。
【0032】
本発明において、廃石膏粉末と溶融混練する熱可塑性樹脂は、ポリオレフィン樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリアミド樹脂、フッ素樹脂、塩化ビニル樹脂等、溶融混練温度が140℃以上である、公知の熱可塑性樹脂が使用される。
【0033】
本発明の方法は、廃石膏粉末を熱可塑性樹脂100質量部に対して、40〜100質量部の範囲で配合し、140℃以上で溶融混練して樹脂組成物を製造する場合に有効である。即ち、従来、石膏ボード廃材を利用した樹脂組成物は、回収された廃石膏粉末をそのままの状態で樹脂に配合することが行なわれるため、使用する廃石膏粉末の量は少なく、また、溶融混練する樹脂の融点も比較的低いものが使用されていた。
【0034】
それ故、石膏ボード廃材由来の廃石膏粉末を使用し、熱可塑性樹脂100質量部に対して、40質量部以上という高い配合量で該廃石膏粉末を配合し、溶融混練温度が140℃以上という高い温度範囲を採用して樹脂組成物を製造する際に生じる前記問題は、従来技術から全く予測できなかった。
【0035】
これに対して、本発明は、二水石膏の存在割合を前記特定量以下に調整した廃石膏粉末を使用することによって、廃石膏粉末を高充填し、高温度で熱可塑性樹脂と溶融混練する際のかかる問題を解消し、安定して溶融混練を行って生産性良く樹脂組成物を得ることができる。また、前記廃石膏粉末を得るための熱処理の温度を300℃未満の低い温度で行なった場合には、予め廃石膏に含有される界面活性剤等の添加剤を残存させることができ、該廃石膏粉末と熱可塑性樹脂との親和性、延いては得られる樹脂組成物の物性の向上をもたらすことができる。
【0036】
本発明において、廃石膏粉末と熱可塑性樹脂との溶融混練において使用される装置としては、一軸押出機、二軸押出機、3本以上のスクリューを備えたスクリュー押出機が好適に使用できるが、成形時に、押出機内で廃石膏粉末の脱水により発生する水蒸気を除去するため、脱気機能を備えたベント式のスクリュー押出機の使用が好適である。
【0037】
また、廃石膏粉末と熱可塑性樹脂との混合物の押出機への供給は、ホッパーから押出機へ供給するか、供給に適した公知の供給装置を使用する方法が特に制限無く採用され、例えばスクリュー式フィーダー等を使用して供給することが好ましい。
【0038】
本発明において、得られる樹脂組成物は、熱可塑性樹脂100質量部に対して、40質量部以上の廃石膏粉末を含むため、リサイクルが困難な石膏ボード廃材を熱可塑性樹脂の充填剤として大量にリサイクルでき、上記石膏ボード廃材の問題解決に寄与できる。
【0039】
上記廃石膏粉末の配合量の上限は、樹脂組成物の物性等の制限により、150質量部以下とすることが好ましく、より好ましくは100質量部以下とすることが好ましい。
【0040】
図1は、本発明の樹脂組成物の製造方法の一態様を示す概略図である。図1に示すように、石膏ボード廃材1をホッパー2に投入し、必要に応じて、磁選機3により、金属片の異物を除去した後、一軸衝撃破砕機4で、例えば、0.01m2程度の大きさに石膏ボード廃材を予備粉砕される。得られた破砕片をロールミル5に投入し、例えば廃石膏を粒径10mm以下に破砕する。次いで、篩い目15mmのトロンメル6に投入して、破砕廃石膏とボード原紙7とに分離する。
【0041】
破砕廃石膏はジェットミル8に投入し、例えばD50:1〜10μm、D90:5〜20μmに粉砕し、得られる廃石膏粉末を集塵機9で捕集した後、貯蔵サイロ10に送る。
【0042】
次いで、上記廃石膏粉末をロータリードライヤー11に投入し、該廃石膏粉末の60質量%を超える割合の石膏を、半水石膏及び/又は無水石膏とした後、該廃石膏粉末を熱可塑性樹脂とヘンシェルミキサー12で混合する。なお、熱可塑性樹脂の融点が140℃以上の場合は、廃石膏粉末と該熱可塑性樹脂を一緒にヘンシェルミキサー12に投入し、加熱しながら混合して、該廃石膏粉末の60質量%を超える割合の石膏を、半水石膏及び/又は無水石膏としてもよい。前記加熱・混合処理された廃石膏粉末と熱可塑性樹脂の混合物をホッパー13に投入し、スクリュー式フィーダー14よりベント式スクリュー押出機15に供給して溶融混練した後、押出成形体を空冷もしくは水冷して樹脂組成物16を得る。
【実施例】
【0043】
以下、実施例によって本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0044】
尚、石膏の平均含水率は、熱重量分析装置により重量減少率を測定して求めた。
【0045】
実施例1
細田企画製プラスターボシリーズにて石膏ボード廃材の破砕、廃石膏粉末とボード原紙との分離を行った。次いで、廃石膏粉末をジェットミル(ホソカワミクロン製カウンタージェットミルAFG200)でさらに粉砕し、D50:3μm、D90:8μmの廃石膏粉末を得た。次いで、該廃石膏粉末43質量部とポリプロピレン(プライムポリマー製プライムポリプロJ715M)100質量部をヘンシェルミキサーに投入し、加熱温度を135℃に設定して、20分間混合した。
【0046】
上記加熱処理によって得られた廃石膏粉末について、二水石膏の割合は32質量%、半水石膏及び/又は無水石膏の割合は68質量%であり、その平均含水率は、11.2質量%であった。また、上記含水率測定時の重量減少率曲線より、石膏粉末中の半水石膏の割合は、68質量%であった。
【0047】
該混合物をホッパーに投入し、スクリュー式フィーダーを使用して、110mmΦベント式二軸押出機(池貝製GT110)に該混合物を投入し、180℃〜210℃の範囲で、脱気しながらストランド状に押し出した。次いで水槽でストランドを水冷した後、カットしてペレットを得た。
【0048】
その結果、廃石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的にストランドが得られた。得られたペレットは発泡せず、廃石膏粉末の分散も良好であった。
【0049】
JISK7121に従い、得られたペレットの結晶化温度を測定した。さらに、得られたペレットから試験片を作製し、曲げ試験を行った。曲げ試験は、JISK 7171に従い行った。その結果を表1に示す。
【0050】
実施例2
実施例1において、ポリプロピレン100質量部に対して、廃石膏粉末を100質量部使用した以外は、実施例1と同様の操作を行い、樹脂組成物を得た。
【0051】
その結果、廃石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的に樹脂組成物のストランドが得られた。また、得られたペレットは発泡せず、廃石膏粉末の分散も良好であった。得られた樹脂組成物の結晶化温度等の評価結果を表1に示す。
【0052】
実施例3
実施例2において、上記加熱処理条件を変えることにより、二水石膏の割合が8質量%、半水石膏及び/又は無水石膏の割合が92質量%であり、その平均含水率が、8.2質量%の廃石膏粉末を使用した以外は同様にして樹脂組成物を得た。
【0053】
また、上記含水率測定時の重量減少率曲線より、石膏粉末中の半水石膏の割合は、92質量%であった。
【0054】
その結果、廃石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的に樹脂組成物のストランドが得られた。また、得られたペレットは発泡せず、廃石膏粉末の分散も良好であった。得られた樹脂組成物の結晶化温度等の評価結果を表1に示す。
【0055】
実施例4
実施例2において、上記加熱処理条件を変えることにより、二水石膏の割合が0質量%、半水石膏及び/又は無水石膏の割合が100質量%であり、その平均含水率が、7.2質量%の廃石膏粉末を使用した以外は同様にして樹脂組成物を得た。
【0056】
また、上記含水率測定時の重量減少率曲線より、石膏粉末中の半水石膏の割合は、100質量%であった。
【0057】
その結果、廃石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的に樹脂組成物のストランドが得られた。また、得られたペレットは発泡せず、廃石膏粉末の分散も良好であった。得られた樹脂組成物の結晶化温度等の評価結果を表1に示す。
【0058】
【表1】
【0059】
参考例
実施例1において、廃石膏粉末を配合しない状態のポリプロピレンの結晶化温度の測定、曲げ試験を行った。結果を表2に示す。
【0060】
比較例1
実施例1において、加熱処理を行わなかった廃石膏粉末43質量部とポリプロピレン100質量部をヘンシェルミキサーに投入し、加熱せずに室温で20分間混合した。該混合物をベント式二軸押出機に投入したが、廃石膏粉末の脱水により、大量の水蒸気が押出機内で発生し、該水蒸気が原料投入口に逆流して、水分が付着した石膏が塊状となって原料投入口に付着し、押出機への配合どおりの原料供給が不可能であった。また、塊状の石膏が押出機内に混入し、押出機先端のメッシュを詰まらせ、ストランドが得られなかった。押出機のメッシュをはずして、再度押出成形を試みたが、ダイスの吐出口が詰まり、ストランドが安定的に得られなかった。
【0061】
比較例2
実施例1において、廃石膏粉末に代えて、市販の試薬二水石膏をジェットミルで粉砕して、D50:4μm、D90:8μmに調製し、ポリプロピレン100質量部に対して、43質量部使用した以外は、実施例1と同様の操作を行った。
【0062】
試薬二水石膏粉末の脱水により、押出機内で発生した水蒸気は脱気され、安定的にストランドが得られた。得られたペレットは発泡せず、試薬二水石膏粉末の分散も良好であった。得られた樹脂組成物の結晶化温度等の評価結果を表2に示す。
【0063】
【表2】
【符号の説明】
【0064】
1:石膏ボード廃材
2:ホッパー
3:磁選機
4:一軸破砕機
5:ロールミル
6:トロンメル
7:ボード原紙
8:ジェットミル
9:集塵機
10:サイロ
11:ロータリードライヤー
12:ヘンシェルミキサー
13:ホッパー
14:スクリュー式フィーダー
15:ベント式スクリュー押出機
16:樹脂組成物
【特許請求の範囲】
【請求項1】
石膏ボード廃材を粉砕して得られる廃石膏粉末を熱可塑性樹脂100質量部に対して、40質量部以上を配合し、140℃以上で溶融混練して樹脂組成物を製造するに際し、該廃石膏粉末として、二水石膏の割合が40質量%以下の割合となるように調整された廃石膏粉末を使用することを特徴とする樹脂組成物の製造方法。
【請求項2】
上記廃石膏粉末が、石膏ボード廃材を乾式破砕によりボード原紙を分離して得られた破砕廃石膏を乾式粉砕して得られたものである請求項1記載の樹脂組成物の製造方法。
【請求項1】
石膏ボード廃材を粉砕して得られる廃石膏粉末を熱可塑性樹脂100質量部に対して、40質量部以上を配合し、140℃以上で溶融混練して樹脂組成物を製造するに際し、該廃石膏粉末として、二水石膏の割合が40質量%以下の割合となるように調整された廃石膏粉末を使用することを特徴とする樹脂組成物の製造方法。
【請求項2】
上記廃石膏粉末が、石膏ボード廃材を乾式破砕によりボード原紙を分離して得られた破砕廃石膏を乾式粉砕して得られたものである請求項1記載の樹脂組成物の製造方法。
【図1】

【公開番号】特開2011−224504(P2011−224504A)
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願番号】特願2010−98673(P2010−98673)
【出願日】平成22年4月22日(2010.4.22)
【出願人】(000003182)株式会社トクヤマ (839)
【Fターム(参考)】
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願日】平成22年4月22日(2010.4.22)
【出願人】(000003182)株式会社トクヤマ (839)
【Fターム(参考)】
[ Back to top ]