
樹脂組成物の製造方法
【課題】脂肪族ポリエステル系樹脂と澱粉と可塑剤とを簡易且つ適切に混合することができるとともに、フィルムとした場合における機械的物性に優れる樹脂組成物を製造可能な、樹脂組成物の製造方法を提供する。
【解決手段】
下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有する樹脂組成物の製造方法とする。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(II):工程(I)で得られた澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【解決手段】
下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有する樹脂組成物の製造方法とする。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(II):工程(I)で得られた澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有し、例えばフィルムとした場合に良好な機械的物性を示す、樹脂組成物の製造方法に関する。
【背景技術】
【0002】
従来、各種食品、薬品、雑貨用等の液状物や粉粒物、固形物の包装用資材、農業用資材、建築資材等、幅広い用途において、紙、プラスチック、金属箔等が用いられている。特にプラスチックは強度、耐水性、成形性、透明性、コスト等において優れており、フィルム、袋、或いは容器等の多くの用途で使用されている。代表的なプラスチックとしては、例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリ塩化ビニル等が挙げられる。しかしながら、これら樹脂は、自然環境化において分解し難く、また、焼却処理を行う場合に有害なガスを発生したり、焼却炉を傷めたりする等の問題がある。
【0003】
上記問題を解決すべく、様々な樹脂が研究されている。例えば、自然環境化において分解し易い脂肪族ポリエステル系樹脂が注目されている。当該脂肪族ポリエステル系樹脂を成形してなるフィルムは、例えば、使用後、土中に埋設することで分解されるため、温暖化防止、土壌及び大気の汚染防止を図ることができる。しかしながら、脂肪族ポリエステル系樹脂を成形してなるフィルムは、一般的に機械的物性に劣るものが多い。そこで、脂肪族ポリエステル系樹脂を成形してなるフィルムにおいて、機械的物性を改善するための研究が数多くなされている。
【0004】
例えば、特許文献1には、澱粉と、脂肪族ポリエステルと、脂肪族芳香族ポリエステルとを特定の割合で混合した樹脂組成物が開示されている。また、特許文献2には、澱粉を含有する分散相と、熱可塑性ポリマーにより構成される連続層とを有する樹脂組成物が開示されている。さらに、特許文献3には、澱粉と脂肪族ポリエステルと多価アルコールとを特定の割合で混合した樹脂組成物が開示されている。
【0005】
特許文献1〜3に開示された樹脂組成物のように、脂肪族ポリエステル系樹脂とともに澱粉を含ませることにより、フィルムとした場合の機械的物性を向上させることが可能と考えられる。特に、樹脂組成物において、澱粉を可塑化して分散させることにより、澱粉を澱粉顆粒の大きさよりも細かく均一に分散させることができ、フィルムとした場合の機械的物性が一層向上する。すなわち、樹脂組成物においては、脂肪族ポリエステル及び澱粉とともに、可塑剤を含ませることが好ましい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−13602号公報
【特許文献2】特表2000−509427号公報
【特許文献3】特開2003−55470号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、脂肪族ポリエステル系樹脂と澱粉と可塑剤とを単純に混合するのみでは、可塑剤が澱粉と均一に混ざり難いため、樹脂組成物において可塑化されなかった澱粉或いは可塑剤の量が少なく部分的にのみ可塑化した澱粉がブツ状の凝集物として多数存在するようになり、成形加工上の問題が生じ、外観等の品質上のトラブルの原因にもなる。例えば、樹脂と澱粉と可塑剤とを加熱下で長時間混合することで、澱粉由来のブツ状の凝集物を解消することが可能となるが、この場合は樹脂・澱粉の劣化およびそれに起因する着色が発生し、樹脂組成物の品質を劣化させることになる。すなわち、澱粉が細かく均一に分散された澱粉由来の凝集物のない樹脂組成物を簡易に得ることが可能な製造方法が求められていた。
【0008】
本発明は、脂肪族ポリエステル系樹脂と澱粉と可塑剤とを簡易且つ適切に混合することができるとともに、フィルムとした場合において澱粉由来の凝集物が極めて少なく、機械的物性及び外観に優れる、樹脂組成物の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記の課題を解決すべく鋭意研究を行った結果、脂肪族ポリエステル系樹脂と澱粉と可塑剤とを含む樹脂組成物を製造する場合、脂肪族ポリエステル系樹脂と澱粉とを混合する前において、澱粉が可塑化されずに固体状を維持するとともに、澱粉顆粒の表面近傍に可塑剤を存在させることによって、その後、脂肪族ポリエステル系樹脂と澱粉とを、澱粉を可塑化させながら適切に混合することができ、混合機の負荷を低減させつつ簡易な手法で、脂肪族ポリエステル系樹脂に澱粉が澱粉の顆粒の大きさよりも細かく均一に分散し、澱粉由来の凝集物の極めて少ない樹脂組成物を製造することができることを知見した。
【0010】
すなわち、本発明の第1の態様は、下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有する樹脂組成物の製造方法である。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(II):工程(I)で得られた澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【0011】
本発明の第2の態様は、下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)を含有する樹脂組成物の製造方法である。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(I’):工程(I)で得られた澱粉混合物と熱可塑性樹脂(D)とを、該澱粉混合物が可塑化する条件下で混合し、中間組成物とする工程
工程(II’):工程(I’)で得られた中間組成物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【0012】
本発明に係る工程(I)においては、混合温度や、混合の際に付与するせん断力を調整することにより、「澱粉(B)が可塑化しない条件」とすることができる。具体的には、混合時の温度が0℃以上80℃以下を維持する条件で澱粉(B)と可塑剤(C)とを混合する形態を例示できる。
【0013】
例えば、ニーディングディスクを用いて工程(I)を行う場合、ニーディングディスクの形状がいわゆる逆送りの形状(流れ方向に対して逆向きの力を混合物に与える形状)であると、混合物の滞留時間が長くなって長時間せん断力が付与されることとなる結果、混合物の温度は上昇する。また、ニーディングディスクのL/D値が大きいと、やはり、長時間せん断力が付与されることとなる結果、混合物の温度は上昇する。この観点から、ニーディングディスクの形状をいわゆる順送りの形状とする、或いは、ニーディングディスクのL/D値を小さくすると、「澱粉(B)が可塑化しない条件」で澱粉(B)と可塑剤(C)とを混合することができる。特に、ニーディングディスクのL/D値を2.0以下とすることが好ましい。
【0014】
尚、工程(I)により得られた澱粉混合物において、澱粉が可塑化しているか否かは、光学顕微鏡等を用いて澱粉混合物を観察することによって容易に確認可能である。すなわち、澱粉が可塑化していない場合は、澱粉は混合前の構造(例えば、顆粒構造)を維持している。一方、澱粉が可塑化している場合は、混合前の構造が崩れて糊化した状態となっている。本発明の樹脂組成物の製造方法においては、可塑化しない条件下で澱粉(B)と可塑剤(C)とを混合するが、混合後の組成物を光学顕微鏡で観察した際に、澱粉の顆粒構造が観察されるものは、可塑化しない条件下で澱粉(B)と可塑剤(C)とを混合したものであるとする。
【0015】
本発明において、工程(I)で得られた澱粉混合物は、JIS Z 8801−1(2006年)で規定される公称目開き500μmの篩(以下、「公称目開き500μmの篩」と略記することがある。)を、その90重量%以上が通過するものであるとよい。本発明では、澱粉が可塑化しない条件下で澱粉(B)と可塑剤(C)とを混合しているため、得られる澱粉混合物も、篩を容易に通過するような所定の構造を維持することとなる。
【0016】
本発明において、可塑剤(C)が、25℃において液体であることが好ましい。このような可塑剤であれば、工程(I’)や工程(II)において、澱粉を容易に可塑化することができ、得られる樹脂組成物において、澱粉が一層均一に分散した状態となる。
【0017】
本発明において、すべての工程を、同一の2軸押出機内にて行うとよい。すなわち、2軸押出機の入側から、まず、澱粉(B)と可塑剤(C)とを投入して混合し、2軸押出機の途中から脂肪族ポリエステル系樹脂(A)や熱可塑性樹脂(D)をサイドフィードすることによって、同一の2軸押出機内で、上記工程(I)〜工程(II)或いは工程(I)〜工程(II’)を実施することができる。
【発明の効果】
【0018】
本発明によれば、脂肪族ポリエステル系樹脂と澱粉と可塑剤とを簡易且つ適切に混合することができるとともに、フィルムとした場合において澱粉由来の凝集物が極めて少なく、機械的物性及び外観に優れる、樹脂組成物の製造方法を提供することができる。
【図面の簡単な説明】
【0019】
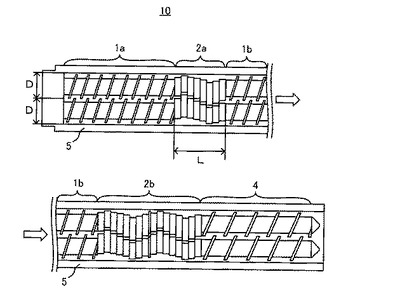
【図1】樹脂組成物の製造方法の一例を説明するための図であり、2軸押出機10の内部を概略的に示す図である。
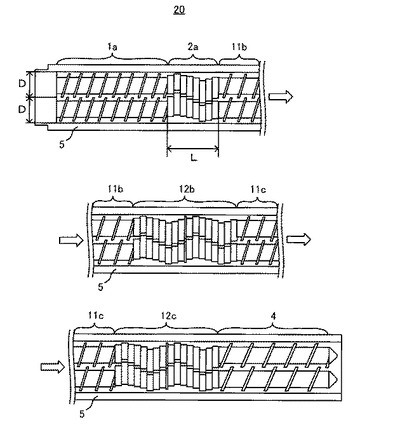
【図2】樹脂組成物の製造方法の一例を説明するための図であり、2軸押出機20の内部を概略的に示す図である。
【図3】「ニーディングディスクの径D」を説明するための概略図である。
【発明を実施するための形態】
【0020】
以下に本発明の実施形態を詳細に説明する。
【0021】
1.第1実施形態
第1実施形態に係る本発明の樹脂組成物の製造方法は、下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有する樹脂組成物の製造方法である。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(II):工程(I)で得られた澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【0022】
ここで、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)としては、それぞれ下記のようなものを用いることができる。尚、本明細書では「重合体」という語を、単一種の繰り返し構造単位から構成される重合体(所謂「単独重合体」)と、複数種の繰り返し構造単位から構成される重合体(所謂「共重合体」)とを包含する概念として使用する。また、以下の記載では、ある単量体に由来する重合体の部分構造単位を、その単量体の名称に「単位」という言葉を付して表わす。例えば、ジカルボン酸に由来する部分構造単位は、「ジカルボン酸単位」という名称で表わされる。さらに、同一の部分構造単位を与える単量体を、その部分構造単位の名称の「単位」を「成分」に換えた名称で総称する。例えば、芳香族ジカルボン酸や芳香族ジカルボン酸ジエステル等の単量体は、重合体を形成する過程の反応は異なったとしても、いずれも芳香族ジカルボン酸単位を形成する。よって、これらの芳香族ジカルボン酸及び芳香族ジカルボン酸ジエステル等を、「芳香族ジカルボン酸成分」という名で総称する。
【0023】
<脂肪族ポリエステル系樹脂(A)>
本発明に係る製造方法により製造される樹脂組成物には、脂肪族ポリエステル系樹脂(A)が含まれている。尚、本発明において、「系樹脂」とは当該樹脂を主成分とするものであって、主成分とは当該成分が最も多いことを意味し、主成分以外の構成成分を含んでいても構わない。脂肪族ポリエステル系樹脂とは、脂肪族ポリエステルを主成分とするものである。具体的には、脂肪族ポリエステルを50重量%以上、好ましくは60重量%以上、より好ましくは70重量%以上含むものが挙げられる。本発明の脂肪族ポリエステル系樹脂では、脂肪族ポリエステル以外の構成成分を含んでいても構わず、例えば脂肪族ポリエステル構造以外に芳香族ポリエステル構造部分を共重合成分として有していても構わないし、脂肪族ポリエステル樹脂と、芳香族ポリエステル樹脂や芳香族/脂肪族ポリエステル樹脂との混合物であっても構わない。具体的には、脂肪族ポリエステル系樹脂は、コハク酸(脂肪族ジカルボン酸)と1,4-ブタンジオール(脂肪族ジオール)からなる脂肪族ポリエステルのみならず、アジピン酸や1,4−シクロヘキサンジメタノール(環状ジオール)等からなる環状構造を備えた脂肪族ポリエステルであってもよく、また、共重合成分として当該環状構造を備えた脂肪族ポリエステル成分が含まれていてもよく、さらには、当該環状構造を備えた脂肪族ポリエステルと環状構造を備えない脂肪族ポリエステル樹脂とのポリマーアロイであってもよい。或いは、共重合成分としてテレフタル酸(芳香族ジカルボン酸)を含むような芳香族/脂肪族ポリエステルであってもよく、また、脂肪族ポリエステルと芳香族ポリエステル及び/又は芳香族/脂肪族ポリエステルとのポリマーアロイであってもよい。
【0024】
(脂肪族ポリエステル樹脂)
脂肪族ポリエステル系樹脂(A)は、ジオール単位及びジカルボン酸単位を含むものが好ましく、更に好ましくは、例えば、下記式(1)で表される鎖状脂肪族及び/又は脂環式ジオール単位、並びに、下記式(2)で表される鎖状脂肪族及び/又は脂環式ジカルボン酸単位からなる脂肪族ポリエステル樹脂を主成分とするものである。
【0025】
−O−R1−O− (1)
[式(1)中、R1は2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基を示す。共重合されている場合には、樹脂中に2種以上のR1が含まれていてもよい。]
【0026】
−OC−R2−CO− (2)
[式(2)中、R2は2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基を示す。共重合されている場合には、樹脂中に2種以上のR2が含まれていてもよい。]
【0027】
なお、式(1)、式(2)において、「2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基」の「及び」とは、構成成分の1分子中に2価の鎖状脂肪族炭化水素基と2価の脂環式炭化水素基との両方を含んでいてもよいという意味である。また、以下、「鎖状脂肪族及び/又は脂環式」を、単に「脂肪族」と略記する場合がある。
【0028】
式(1)のジオール単位を与える脂肪族ジオール成分は特に限定はないが、炭素数2〜10個の脂肪族ジオール成分が好ましく、炭素数4〜6個の脂肪族ジオール成分が特に好ましい。具体的には、例えば、1,3−プロパンジオール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール等が挙げられ、中でも1,4−ブタンジオールが特に好ましい。脂肪族ジオール成分は2種類以上を用いることもできる。
【0029】
式(2)のジカルボン酸単位を与える脂肪族ジカルボン酸成分は特に限定はないが、炭素数2〜10個の脂肪族ジカルボン酸成分が好ましく、炭素数4〜8個の脂肪族ジカルボン酸成分が特に好ましい。脂肪族ジカルボン酸成分の具体例としては、例えば、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等が挙げられ、中でもコハク酸又はアジピン酸が特に好ましい。脂肪族ジカルボン酸成分は2種類以上を用いることもできる。
【0030】
さらに、本発明における脂肪族ポリエステル樹脂には、脂肪族オキシカルボン酸単位が含有されていてもよい。脂肪族オキシカルボン酸単位を与える脂肪族オキシカルボン酸成分の具体例としては、例えば、乳酸、グリコール酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシカプロン酸、6−ヒドロキシカプロン酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−3−メチル酪酸、2−ヒドロキシイソカプロン酸等、又はこれらの低級アルキルエステル若しくは分子内エステルが挙げられる。これらに光学異性体が存在する場合には、D体、L体又はラセミ体のいずれでもよく、形態としては固体、液体又は水溶液であってもよい。これらの中で特に好ましいものは、乳酸又はグリコール酸である。これら脂肪族オキシカルボン酸は単独でも、2種以上の混合物としても使用することもできる。
【0031】
上記脂肪族オキシカルボン酸成分の量は、脂肪族ポリエステル樹脂を構成する全構成成分中、下限が通常0モル%以上、好ましくは、0.01モル%以上であり、上限が通常30モル%以下、好ましくは20モル%以下である。
【0032】
また、本発明における脂肪族ポリエステル樹脂は、「3官能以上の脂肪族多価アルコール」、「3官能以上の脂肪族多価カルボン酸又はその酸無水物」又は「3官能以上の脂肪族多価オキシカルボン酸」を共重合すると、得られる脂肪族ポリエステル樹脂の溶融粘度を高めることができるため好ましい。
【0033】
3官能の脂肪族多価アルコール成分の具体例としては、トリメチロールプロパン、グリセリン等が挙げられ、4官能の脂肪族多価アルコール成分の具体例としては、ペンタエリスリトール等が挙げられる。これらは単独でも2種以上混合して使用することもできる。
【0034】
3官能の脂肪族多価カルボン酸成分又はその酸無水物の具体例としては、プロパントリカルボン酸又はその酸無水物が挙げられ、4官能の多価カルボン酸成分又はその酸無水物の具体例としては、シクロペンタンテトラカルボン酸又はその酸無水物等が挙げられる。これらは単独でも2種以上混合して使用することもできる。
【0035】
また、3官能の脂肪族オキシカルボン酸成分は、(i)カルボキシル基が2個とヒドロキシル基が1個を同一分子中に有するタイプと、(ii)カルボキシル基が1個とヒドロキシル基が2個のタイプとに分かれ、いずれのタイプも使用可能である。具体的には、リンゴ酸等が好ましく用いられる。また、4官能の脂肪族オキシカルボン酸成分は、(i)3個のカルボキシル基と1個のヒドロキシル基とを同一分子中に共有するタイプ、(ii)2個のカルボキシル基と2個のヒドロキシル基とを同一分子中に共有するタイプ、(iii)3個のヒドロキシル基と1個のカルボキシル基とを同一分子中に共有するタイプに分かれ、いずれのタイプも使用可能である。具体的には、クエン酸、酒石酸等が挙げられる。これらは単独でも2種以上混合して使用することもできる。
【0036】
このような3官能以上の化合物の量は、脂肪族ポリエステル樹脂を構成する全構成成分中、下限は、通常0モル%以上、好ましくは0.01モル%以上であり、上限は、通常5モル%以下、好ましくは2.5モル%以下である。
【0037】
好ましい脂肪族ポリエステル系樹脂(A)は、ポリブチレンサクシネート系樹脂、ポリブチレンサクシネートアジペート系樹脂、又はそれらの混合物である。すなわち、主成分である上記脂肪族ポリエステル樹脂として、特に好ましくは、ポリブチレンサクシネート、ポリブチレンサクシネートアジペート、又はそれらの混合物を用いる。
【0038】
本発明で使用する脂肪族ポリエステル樹脂は、公知の方法で製造することができる。例えば、上記の脂肪族ジカルボン酸成分と脂肪族ジオール成分とのエステル化反応及び/又はエステル交換反応を行った後、減圧下での重縮合反応を行うといった溶融重合の一般的な方法や、有機溶媒を用いた公知の溶液加熱脱水縮合方法によっても製造することができるが、経済性や製造工程の簡略性の観点から、無溶媒下で行う溶融重合で製造する方法が好ましい。
【0039】
本発明に用いられる脂肪族ポリエステル樹脂のメルトフローレート(MFR)は、190℃、2.16kgで測定した場合、下限が通常0.1g/10分以上であり、上限が、通常100g/10分以下、好ましくは50g/10分以下、特に好ましくは30g/10分以下である。
【0040】
(芳香族/脂肪族ポリエステル樹脂)
脂肪族ポリエステル系樹脂(A)は、上記脂肪族ポリエステル樹脂に替えて、或いは、上記脂肪族ポリエステル樹脂に加えて、芳香族/脂肪族ポリエステル樹脂を含んでいてもよい。芳香族/脂肪族ポリエステル樹脂とは、芳香族ジカルボン酸及び脂肪族ジカルボン酸、並びに、脂肪族ジオールを主成分とするものである。この場合の芳香族ジカルボン酸単位の含量は、脂肪族ジカルボン酸単位と芳香族ジカルボン酸単位の全量を基準(100モル%)として、5モル%以上60モル%以下であることが好ましい。具体的には、例えば、下記式(3)で表される脂肪族ジオ−ル単位、下記式(4)で表される脂肪族ジカルボン酸単位、及び、下記式(5)で表される芳香族ジカルボン酸単位を必須成分とするものである。ただし、オキシカルボン酸単位を有していてもよい。以下、芳香族/脂肪族ポリエステル樹脂について説明する。
【0041】
−O−R3−O− (3)
[式(3)中、R3は2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基を示し、共重合されている場合には1種に限定されない。]
【0042】
−OC−R4−CO− (4)
[式(4)中、R4は直接結合を示すか、2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基を示し、共重合されている場合には1種に限定されない。]
【0043】
−OC−R5−CO− (5)
[式(5)中、R5は2価の芳香族炭化水素基を示し、共重合されている場合には1種に限定されない。]
【0044】
式(3)のジオール単位を与えるジオール成分は、炭素数が通常2以上10以下のものであり、例えば、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール等が挙げられる。中でも、炭素数2以上4以下のジオールが好ましく、エチレングリコール、1,4−ブタンジオールがより好ましく、1,4−ブタンジオールが特に好ましい。
【0045】
式(4)のジカルボン酸単位を与えるジカルボン酸成分は、炭素数が通常2以上10以下のものであり、例えば、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等が挙げられる。中でも、コハク酸又はアジピン酸が好ましい。
【0046】
式(5)の芳香族ジカルボン酸単位を与える芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸等が挙げられ、中でも、テレフタル酸、イソフタル酸が好ましく、テレフタル酸が特に好ましい。また、芳香環の一部がスルホン酸塩で置換されている芳香族ジカルボン酸が挙げられる。なお、脂肪族ジカルボン酸成分、脂肪族ジオール成分及び芳香族ジカルボン酸成分は、それぞれ2種類以上を用いることもできる。
【0047】
本発明における芳香族/脂肪族ポリエステル樹脂には、脂肪族オキシカルボン酸単位が含有されていてもよい。脂肪族オキシカルボン酸単位を与える脂肪族オキシカルボン酸成分の具体例としては、乳酸、グリコール酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシカプロン酸、6−ヒドロキシカプロン酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−3−メチル酪酸、2−ヒドロキシイソカプロン酸、又はこれらの混合物等が挙げられる。さらに、これらの低級アルキルエステル又は分子内エステルであってもよい。これらに光学異性体が存在する場合には、D体、L体又はラセミ体のいずれでもよく、形態としては固体、液体又は水溶液のいずれであってもよい。これらの中で好ましいものは、乳酸又はグリコール酸である。これら脂肪族オキシカルボン酸は単独でも、2種以上の混合物としても使用することもできる。
【0048】
この脂肪族オキシカルボン酸成分の量は、芳香族/脂肪族ポリエステル樹脂を構成する全構成成分中、下限が通常0モル%以上、好ましくは0.01モル%以上であり、上限が通常30モル%以下、好ましくは20モル%以下である。
【0049】
芳香族/脂肪族ポリエステル樹脂は、前記脂肪族ポリエステル樹脂と同様の製法により製造することができる。
【0050】
本発明に用いられる芳香族/脂肪族ポリエステル樹脂のメルトフローレート(MFR)は、190℃、2.16kgで測定した場合、下限が通常0.1g/10分以上であり、上限が通常100g/10分以下、好ましくは50g/10分以下、特に好ましくは30g/10分以下である。
【0051】
上記した芳香族/脂肪族ポリエステル樹脂の含有量は、脂肪族ポリエステル樹脂100重量部に対して、好ましくは1重量部以上100重量部以下である。含有量の下限は、より好ましくは5重量部以上、特に好ましくは10重量部以上、最も好ましくは20重量部以上である。含有量の上限は、より好ましくは70重量部以下、特に好ましくは60重量部以下である。芳香族/脂肪族ポリエステル樹脂の含有量が多すぎると、フィルムのコシが不足し、各種包装材料として使用するためにはフィルムの厚さを厚くする必要がある場合がある。一方、芳香族/脂肪族ポリエステル樹脂の含有量が少なすぎると、引張り伸び率、引裂き強度等が不足する場合がある。
【0052】
本発明に用いられる脂肪族ポリエステル系樹脂(A)の一例は、上記したような脂肪族ポリエステル樹脂を主成分とし、さらに芳香族/脂肪族ポリエステル樹脂を含み得るものである。本発明における樹脂組成物において、脂肪族ポリエステル系樹脂(A)の含有量は、当該脂肪族ポリエステル系樹脂(A)と、後述する澱粉(B)及び可塑剤(C)との合計量を基準(100重量部)として、20重量部以上90重量部以下であり、下限が好ましくは30重量部以上、より好ましくは35重量部以上、上限が好ましくは80重量部以下、より好ましくは70重量部以下である。ここで、20重量部より少ない場合は、フィルム成形或いは射出成形が困難となる場合があり、また90重量部を越えると、フィルム引裂強度が不足する場合がある。
【0053】
<澱粉(B)>
本発明に係る製造方法により得られる樹脂組成物には澱粉(B)が含まれている。本発明における澱粉(B)とは、分子式(C6H10O5)nの炭水化物(多糖類)で、具体的には、例えば、コーンスターチ、ワキシーコーンスターチ、ハイアミロースコーンスターチ、小麦澱粉、米澱粉、馬鈴薯澱粉、甘藷澱粉、タピオカ澱粉、エンドウ澱粉、α澱粉等が挙げられ、コーンスターチ又は馬鈴薯澱粉が好ましく、特に好ましくはコーンスターチである。本発明においては、これら澱粉の一部或いは全部をエステル化、エーテル化、酸化、還元、カップリング、脱水、加水分解、脱水素、ハロゲン化等の化学的処理、或いは脂肪酸誘導体、動物油、植物油等の油脂による混合・加熱処理等の物理的処理等を施した変性澱粉、或いは加工澱粉であってもよい。
【0054】
澱粉(B)の配合量は、上述した脂肪族ポリエステル系樹脂(A)と、当該澱粉(B)と、後述する可塑剤(C)との合計量を基準(100重量部)として、9重量部以上70重量部以下であり、下限が好ましくは15重量部以上、より好ましくは25重量部以上、上限が好ましくは60重量部以下、より好ましくは50重量部以下である。ここで、9重量部より少ないとフィルムの引裂強度などの物性改良効果が不十分となる場合があり、70重量部を超えると耐水性、耐加水分解性、柔軟性などが損なわれる可能性がある。
【0055】
<可塑剤(C)>
本発明に係る製造方法により得られる樹脂組成物には可塑剤(C)が含まれている。本発明における可塑剤(C)は、澱粉(B)に対して親和性があるもので、水酸基を有していれば特に限定はないが、具体的には、例えば、水や、1価アルコール、多価アルコール、多価アルコールの部分エステル若しくは部分エーテル等の水酸基を含有する有機化合物が挙げられる。これらの中で好ましくは、ソルビトール、ペンタエリストール、トリメチロールプロパン、トリメチロールエタン、エチレングリコール、プロピレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ヘプタンジオール、1,6−へキサンジオール、1,8−オクタンジオール、1,9−ナノンジオール、1,10−デカンジオール、1,12−ドデカンジオール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ジプロピレングリコール、トリプロピレングリコール、ポリプロピレングリコール、グリセリン、グリセリンモノアルキルエステル、グリセリンジアルキルエステル、グリセリンモノアルキルエーテル、グリセリンジアルキルエーテル、ジグリセリン、ジグリセリンアルキルエステル等であり、より好ましくはエチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、グリセリン、グリセリンモノエステル、ソルビトール又はペンタエリスリトールであり、特に好ましくはグリセリン、ソルビトール、ペンタエリスリトール、プロピレングリコール又はエチレングリコールである。水及び水酸基を含有する有機化合物は、1種又は2種類以上が用いられる。
水酸基を含有する有機化合物の分子量は、好ましくは3000以下、より好ましくは2500以下、特に好ましくは2000以下であることが望ましい。
【0056】
可塑剤(C)の配合量は、上述した脂肪族ポリエステル系樹脂(A)及び澱粉(B)と、当該可塑剤(C)との合計量を基準(100重量部)として、1重量部以上20重量部以下であり、下限が好ましくは3重量部以上、より好ましくは5重量部以上、上限が好ましくは15重量部以下、より好ましくは10重量部以下である。可塑剤(C)の含有量が20重量部を超えると、可塑剤(C)がフィルム表面からブリードアウトしたり、得られるフィルムの弾性率が低下したりする虞がある。一方、可塑剤(C)の含有量が1重量部より少ないと、澱粉(B)が十分に可塑化できず、澱粉(B)の分散粒子径が粗くなったり、熱可塑化されなかった乃至は熱可塑化が不十分である澱粉が目視で確認することのできる凝集物として発生するなどの虞がある。
【0057】
第1実施形態に係る本発明の製造方法においては、工程(I)、工程(II)において、上記したような脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)が用いられる。以下、工程(I)、工程(II)について説明する。
【0058】
1.1.工程(I)
工程(I)は、澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程である。澱粉混合物における澱粉(B)と可塑剤(C)との配合比は、製造後の樹脂組成物において、上記したような配合比となるように、適宜調整すればよい。
【0059】
ここで、工程(I)における混合温度や、混合の際に付与するせん断力を調整することにより、「澱粉(B)が可塑化しない条件」とすることができる。具体的には、混合時の温度が0℃以上80℃以下を維持する条件で澱粉(B)と可塑剤(C)とを混合するとよい。
【0060】
図1に示すように、筐体5内に、スクリュー押出部1a、1bとニーディングディスク部2a、2bとを備える2軸押出機10を用いて、澱粉(B)と可塑剤(C)とを混合する場合について説明する。2軸押出機10においては、筐体5のスクリュー押出部1aの根元部分(図1の紙面左側部分)に、澱粉(B)と可塑剤(C)とを供給するための供給口(不図示)が設けられており、ここから押出機の内部へと澱粉(B)と可塑剤(C)が供給され、ニーディングディスク部2aへと押し出される。そしてニーディングディスク部2aで所定のせん断力が加えられることによって、澱粉(B)と可塑剤(C)とが混合され、澱粉混合物となる。尚、図1では、同一の2軸押出機10内で、引き続き工程(II)を行うため、澱粉混合物をスクリュー押出部1bへと押し出す形態としている。
【0061】
ここで、ニーディングディスクの形状がいわゆる逆送りの形状(流れ方向に対して逆向きの力を混合物に与える形状)であると、ニーディング部2aにおける混合物の滞留時間が長くなって長時間せん断力が付与されることとなる結果、混合物の温度は上昇する。また、ニーディングディスクのL/D値(ニーディングディスク部の流れ方向の合計長さLを、ニーディングディスクの径Dで除した値)が大きいと、やはり、ニーディングディスク部2aにおいて長時間せん断力が付与されることとなる結果、混合物の温度は上昇する。この観点から、ニーディングディスクの形状をいわゆる順送りの形状とする、或いは、ニーディングディスクのL/D値を小さくすると、「澱粉(B)が可塑化しない条件」で澱粉(B)と可塑剤(C)とを混合することができる。特に、ニーディングディスクのL/D値を2.0以下とすることが好ましい。尚、ニーディングディスク部は複数のブロックから構成されていてもよく(すなわち、複数のニーディングディスク部の間にいわゆる送り部が設けられていてもよい)、この場合における「ニーディングディスク部の流れ方向の合計長さL」とは、各ブロックの流れ方向の長さを合計した長さを意味する。また、「ニーディングディスクの径D」とは、ニーディングディスクの直径を意味する。2軸押出機の場合、図3に示すように、流れ方向とは直交する方向の断面において、1軸に設けられたニーディングディスクの直径がニーディングディスクの径Dとなる。
【0062】
尚、本発明の製造方法に係る工程(I)は、押出機以外の混合手段、例えば、スーパーミキサーやヘンシェルミキサー、ホバートミキサー等の公知の混合機を用いても行うことができる。この場合であっても、混合時の混合物温度が0℃以上80℃以下となるように、回転数等を調整することにより、澱粉(B)が可塑化しない条件下で、澱粉(B)と可塑剤(C)とを混合し、澱粉混合物を得ることができる。
【0063】
工程(I)で得られた澱粉混合物は、公称目開き500μmの篩を、その90質量%以上が通過するものとすることが可能である。すなわち、工程(I)では、澱粉(B)が可塑化しない条件下で澱粉混合物を得ており、澱粉混合物において澱粉(B)は混合前の形状(例えば、顆粒状)を維持しつつ、その表面近傍に可塑剤(C)が存在するような形態となっている。そのため、公称目開き500μmの篩を用いて篩った場合、そのほとんどがメッシュに張り付くことなく通過可能である。
【0064】
1.2.工程(II)
工程(II)は、工程(I)で得られた澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程である。澱粉混合物と、脂肪族ポリエステル系樹脂(A)との配合比は、製造後の樹脂組成物において、上記したような配合比となるように、適宜調整すればよい。
【0065】
例えば、図1で示されるような2軸押出機10においては、筐体5のスクリュー押出部1bの根元部分(図1の紙面左側部分)に、脂肪族ポリエステル系樹脂(A)を供給するための供給口(不図示)が設けられており、ここから押出機の内部へと脂肪族ポリエステル系樹脂(A)が供給され、澱粉混合物とともにニーディングディスク部2bへと押し出される。そしてニーディングディスク部2bで所定のせん断力が加えられることによって、澱粉混合物と脂肪族ポリエステル系樹脂(A)とが混合され、樹脂組成物となる。ここで、例えば、ニーディングディスク部2bを脂肪族ポリエステル系樹脂(A)の融点よりも高温となるように加熱しておくことで、澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合することができる。工程(II)においては、混合温度が、脂肪族ポリエステル系樹脂(A)の融点よりも高温となればよく、また、ニーディングディスクの形状やニーディングディスクのL/D値についても特に限定はない。例えば、温度を70℃以上180℃以下、ニーディングディスクのL/D値を3〜15程度とすればよい。
【0066】
尚、本発明の製造方法に係る工程(II)は、押出機以外の上記混合手段を用いても行うことができる。この場合であっても、澱粉混合物と脂肪族ポリエステル系樹脂(A)とが、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合されるように、混合機内を加熱する等しておけばよい。
【0067】
以上のようにして、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含む樹脂組成物を得ることができる。本発明に係る製造方法によれば、脂肪族ポリエステル系樹脂(A)と澱粉(B)とを混合する前に、工程(I)において、澱粉(B)と可塑剤(C)とをまず混合して澱粉混合物とし、澱粉(B)が可塑化されずに顆粒形状を維持するとともに、澱粉(B)の表面近傍に可塑剤(C)を存在させた状態としている。このようにすることで、その後、工程(II)において、脂肪族ポリエステル系樹脂(A)と澱粉混合物とを、澱粉(B)を可塑化させながら適切に混合することができ、脂肪族ポリエステル系樹脂(A)に澱粉(B)が可塑化された状態で澱粉の顆粒サイズよりも細かく均一に分散し、かつ澱粉由来の凝集物の極めて少ない品質の優れた樹脂組成物を製造することができる。また、樹脂組成物とする原料すべてを一度に混合するのではなく、所定の順番で段階的に混合することで、混合機の負荷を小さくすることができ、且つ、簡易な工程で樹脂組成物を得ることができる。特に、図1に示すように、同一の押出機10内で、工程(I)及び工程(II)を行うことで、効率的に樹脂組成物を製造することができる。一般に2軸押出機にて澱粉の可塑化を行う場合、可塑剤(C)の配合量が少ないと、可塑化した澱粉の溶融粘度は非常に大きくなるため、押出機へと負荷がかかりやすい傾向にあるが、工程(II)において脂肪族ポリエステル系樹脂を溶融状態で存在させることにより、特に押出機の負荷を低減することができる。本発明に係る製造方法により得られた樹脂組成物は、フィルムとした場合における機械的物性に優れたものである。
【0068】
尚、図1に示すように、ニーディングディスク部2bで得られた樹脂組成物をそのままさらにスクリュー押出し部4へと押し出し、当該スクリュー押出し部4の排出口(図1紙面右側)からTダイやIダイ、或いは、丸ダイ等へと押し出すことで、2軸押出機10の出側において、樹脂組成物をフィルム等の所定形状に連続的に押出成形可能な形態としてもよい。
【0069】
2.第2実施形態
第2実施形態に係る本発明の樹脂組成物の製造方法は、下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)を含有する樹脂組成物の製造方法である。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(I’):工程(I)で得られた澱粉混合物と熱可塑性樹脂(D)とを、該澱粉混合物が可塑化する条件下で混合し、中間組成物とする工程
工程(II’):工程(I’)で得られた中間組成物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【0070】
脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)については、第1実施形態に係る本発明のものと同様とすればよい。
【0071】
<脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)>
脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)とは、工程(II’)で用いる脂肪族ポリエステル系樹脂(A)とは異なる熱可塑性樹脂を意味する。すなわち、工程(I’)で用いる熱可塑性樹脂(D)と工程(II’)で用いる脂肪族ポリエステル系樹脂(A)とが異なる種類であればよく、熱可塑性樹脂(D)として脂肪族ポリエステル系樹脂(A)とは異なる脂肪族ポリエステル系樹脂を用いることもできる。具体的には、工程(II’)において脂肪族ポリエステル系樹脂(A)として脂肪族ポリエステル(例えば、ポリブチレンサクシネートアジペート)を用いる場合、工程(I’)で用いる熱可塑性樹脂(D)として芳香族脂肪族ポリエステル(例えば、ポリブチレンアジペートテレフタレート)を用いることができる。
【0072】
熱可塑性樹脂(D)としては、上述した脂肪族ポリエステル系樹脂、芳香族脂肪族系樹脂が好ましいが、このほかに、本発明の効果を損なわない範囲において、例えばポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−α−オレフィン共重合体などのポリオレフィン系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、塩素化ポリオレフィン、ポリフッ化ビニリデン等の含ハロゲン系樹脂、ポリスチレン、アクリロニトリル−ブタジエン−スチレン共重合体などのスチレン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ポリイソプレン、ポリブタジエン、アクリロニトリル−ブタジエン共重合ゴム、スチレン−ブタジエン共重合ゴム、スチレン−イソプレン共重合ゴム等のエラストマー、ナイロン6,6、ナイロン6等のポリアミド系樹脂の他、ポリ酢酸ビニル、メタクリレート系樹脂、ポリカーボネート系樹脂、ポリアセタール、ポリフェニレンオキサイド、ポリウレタン等が挙げられる。とりわけ、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリ酢酸ビニルなどが好適に用いられる。
【0073】
熱可塑性樹脂(D)として、工程(II’)で用いる脂肪族ポリエステル系樹脂(A)とは異なる脂肪族ポリエステル系樹脂を用いる場合は、熱可塑性樹脂(D)と脂肪族ポリエステル系樹脂(A)との合計の脂肪族ポリエステル系樹脂の量が、上記した樹脂組成物における脂肪族ポリエステル系樹脂の量と一致するように適宜調整すればよい。一方、熱可塑性樹脂(D)として、その他樹脂を用いる場合は、その配合量は、上述した脂肪族ポリエステル系樹脂(A)と、当該澱粉(B)と、可塑剤(C)、熱可塑性樹脂(D)との合計量100重量部に対して、1重量部以上40重量部以下であり、下限が好ましくは3重量部以上、より好ましくは5重量部以上、上限が好ましくは30重量部以下、より好ましくは25重量部以下である。ここで1重量部より少ないとフィルムの引裂強度などの物性改良効果が不十分となる場合があり、40重量部を超えると樹脂組成物の成形加工性、機械物性などが損なわれる可能性がある。
【0074】
第2実施形態に係る本発明の製造方法においては、工程(I)、工程(I’)、工程(II’)において、上記したような脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び熱可塑性樹脂(D)が用いられる。
【0075】
2.1.工程(I)
工程(I)は、澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程である。尚、工程(I)においては、澱粉(B)が可塑化しない条件を満たす限りにおいて、上述の熱可塑性樹脂(D)を含む形で実施してもよい。この場合、公称目開き500μmの篩で篩い分けを実施する際には、熱可塑性樹脂(D)は除外して篩の通過率を計算するものとする。その他の条件等については、第1実施形態と同様であるので説明を省略する。
【0076】
2.2.工程(I’)
工程(I’)は、工程(I)で得られた澱粉混合物と熱可塑性樹脂(D)とを、該澱粉混合物が可塑化する条件下で混合し、中間組成物とする工程である。澱粉混合物と熱可塑性樹脂(D)との配合比は、製造後の樹脂組成物において、上記したような配合比となるように、適宜調整すればよい。
【0077】
工程(I’)における混合温度や、混合の際に付与するせん断力を調整することにより、「澱粉混合物が可塑化する条件」とすることができる。具体的には、混合時の温度が80℃を超えるような温度を維持する条件で澱粉混合物と熱可塑性樹脂(D)とを混合するとよい。
【0078】
例えば、図2で示されるような2軸押出機20においては、筐体5のスクリュー押出部11bの根元部分(図2の紙面左側部分)に、熱可塑性樹脂(D)を供給するための供給口(不図示)が設けられており、ここから押出機の内部へと熱可塑性樹脂(D)が供給され、澱粉混合物とともにニーディングディスク部12bへと押し出される。そしてニーディングディスク部12bで所定のせん断力が加えられることによって、澱粉混合物と熱可塑性樹脂(D)とが混合され、中間組成物となる。ここで、ニーディングディスク部12bを、80℃よりも高温となるように加熱しておく、ニーディングディスクの形状をいわゆる逆送りの形状とする、或いは、ニーディングディスク部12bのL/D値が大きくなるようにニーディングディスク部12bの流れ方向長さを大きくする、等によって、澱粉混合物を可塑化させつつ熱可塑性樹脂(D)とともに混合することができる。L/D値を大きくする場合は、押出機の負荷等を考慮して、例えば1以上15以下とすればよい。
【0079】
尚、本発明の製造方法に係る工程(I’)は、押出機以外の上記混合手段を用いても行うことができる。この場合であっても、澱粉混合物が可塑化する条件下で混合されるように、混合機内を加熱する等しておけばよい。
【0080】
2.3.工程(II’)
工程(II’)は、工程(I’)で得られた中間組成物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程である。中間組成物と、脂肪族ポリエステル系樹脂(A)との配合比は、製造後の樹脂組成物において、上記したような配合比となるように、適宜調整すればよい。
【0081】
例えば、図2で示されるような2軸押出機20においては、筐体5のスクリュー押出部11cの根元部分(図2の紙面左側部分)に、脂肪族ポリエステル系樹脂(A)を供給するための供給口(不図示)が設けられており、ここから押出機の内部へと脂肪族ポリエステル系樹脂(A)が供給され、中間混合物とともにニーディングディスク部12cへと押し出される。そしてニーディングディスク部12cで所定のせん断力が加えられることによって、中間組成物と脂肪族ポリエステル系樹脂(A)とが混合され、樹脂組成物となる。ここで、ニーディングディスク部12cを脂肪族ポリエステル系樹脂(A)の融点よりも高温となるように加熱しておくことで、澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合することができる。工程(II’)においては、混合温度が、脂肪族ポリエステル系樹脂(A)の融点よりも高温となればよく、また、ニーディングディスクの形状やニーディングディスクのL/D値についても特に限定はない。例えば、温度を70℃以上180℃以下、ニーディングディスクのL/D値を1〜15程度とすればよい。
【0082】
尚、本発明の製造方法に係る工程(II’)は、押出機以外の上記混合手段を用いても行うことができる。この場合であっても、中間組成物と脂肪族ポリエステル系樹脂(A)とが、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合されるように、混合機内を加熱する等しておけばよい。
【0083】
以上のようにして、脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び熱可塑性樹脂(D)を含む樹脂組成物を得ることができる。本発明に係る製造方法によれば、脂肪族ポリエステル系樹脂(A)と澱粉(B)とを混合する前に、工程(I)において、澱粉(B)と可塑剤(C)とをまず混合し、澱粉(B)が可塑化されずに顆粒形状を維持するとともに、澱粉(B)の表面近傍に可塑剤(C)を存在させた状態とし、その後、工程(I’)において、澱粉混合物と熱可塑性樹脂(D)とを、澱粉(B)を可塑化させながら適切に混合することができ、さらに、工程(II’)において、適切に混合された中間組成物と脂肪族ポリエステル系樹脂(A)とを混合することで、脂肪族ポリエステル(A)に澱粉が細かくかつ均一に分散し、かつ、澱粉由来の凝集物の極めて少ない品質の優れた樹脂組成物を製造することができる。また、樹脂組成物とする原料すべてを一度に混合するのではなく、所定の順番で段階的に混合することで、混合機の負荷を小さくすることができ、且つ、簡易な工程で樹脂組成物を得ることができる。特に、図2に示すように、同一の押出機20内で、工程(I)、工程(I’)及び工程(II’)を行うことで、効率的に樹脂組成物を製造することができる。本発明に係る製造方法により得られた樹脂組成物は、フィルムとした場合における機械的物性に優れたものである。
【0084】
尚、図2に示すように、ニーディングディスク部12cで得られた樹脂組成物をそのままさらにスクリュー押出し部4へと押し出し、当該スクリュー押出し部4の排出口(図2紙面右側)からTダイや丸ダイ等へと押し出すことで、2軸押出機20の出側において、樹脂組成物をフィルム等の所定形状に連続的に押出成形可能な形態としてもよい。
【0085】
(その他の成分)
本発明に係る製造方法において、樹脂組成物には、上記脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)や熱可塑性樹脂(D)以外に、その他の成分を含ませてもよい。例えば、相溶化剤、無機充填剤、有機充填剤、結晶核剤、酸化防止剤、アンチブロッキング剤、紫外線吸収剤、耐光剤、酸化防止剤、熱安定剤、着色剤、難燃剤、離型剤、帯電防止剤、防曇剤、表面ぬれ改善剤、焼却補助剤、顔料、滑剤、分散助剤、界面活性剤、スリップ剤、加水分解防止剤、末端封止剤等が挙げられる。これらは、本発明の効果を損なわない範囲で任意に使用できる。
【0086】
相溶化剤とは、非相溶性の異種樹脂、或いは澱粉と樹脂を混合する際に、相溶性を改良する添加剤である。溶化剤を添加することにより、相溶性を向上させることができる。
【0087】
相溶化剤は、上述した脂肪族ポリエステル系樹脂(A)、澱粉(B)、及び可塑剤(C)の合計量100重量部に対して、0.01重量部以上10重量部以下添加するのが好ましい。
【0088】
相溶化剤の例としては、高分子型相溶化剤、低分子の有機化合物、無機化合物、有機無機複合体等が挙げられるが、高分子型相溶化剤、低分子の有機化合物が成形品の物性の点で好ましく、成形プロセスの観点から、高分子型相溶化剤がより好ましい。また、相溶化剤としては、酸無水物基、グリシジル基、エーテル基のいずれかの構造を有するものであることが好ましく、これらいずれかの構造を有する高分子型相溶化剤がより好ましい。これらの構造を有する相溶化剤を用いることにより、上記相溶性を向上させる効果が大きくなる。
【0089】
高分子型相溶化剤としては、ポリエステル系、ポリオレフィン系、ポリアミド系、ポリエーテル系、ポリカーボネート系、アクリル系、スチレン系、ウレタン系、ポリアセタール系、オレフィン系エラストマー、不飽和脂肪族系エラストマー、水添不飽和脂肪族系エラストマー等の樹脂及びこれらの2種類以上のブロック、グラフト又は、ランダム共重合体が挙げられる。これらの共重合体にさらに不飽和脂肪酸無水物を付加させる等して極性基を分子中に導入してもよい。付加させる不飽和脂肪酸無水物として無水マレイン酸が好ましく用いられる。
【0090】
この中でも、ポリエステル系、ポリオレフィン系、ポリアミド系、ポリエーテル系、アクリル系、スチレン系、オレフィン系エラストマー、不飽和脂肪族系エラストマー、水添不飽和脂肪族系エラストマー及びこれらの2種以上の共重合体等がより好ましく、ポリオレフィン系、ポリアミド系、ポリエーテル系、アクリル系、スチレン系、水添不飽和脂肪族系エラストマー及びこれらの2種以上の共重合体が更に好ましい。
【0091】
無機充填剤としては、シリカ、雲母、タルク、酸化チタン、炭酸カルシウム、ケイ藻土、アロフェン、ベントナイト、チタン酸カリウム、ゼオライト、セピオライト、スメクタイト、カオリン、カオリナイト、ガラス、石灰石、カーボン、ワラステナイト、焼成パーライト、「珪酸カルシウム、珪酸ナトリウム等の珪酸塩」、酸化アルミニウム、炭酸マグネシウム、水酸化カルシウム等の水酸化物、炭酸第二鉄、酸化亜鉛、酸化鉄、リン酸アルミニウム、硫酸バリウム等が挙げられる。これらは1種を単独で用いてもよく、2種以上を混合して使用してもよい。
【0092】
樹脂組成物に含有される無機充填剤の量は特に限定はないが、上述した脂肪族ポリエステル系樹脂(A)、澱粉(B)、及び可塑剤(C)の合計量100重量部に対して、無機充填剤が、1重量部以上30重量部以下が好ましい。無機充填剤が少なすぎる場合は、機械物性改良効果が少なくなる場合があり、一方、多すぎる場合は、成形性及び耐衝撃性が悪化する場合がある。
【0093】
有機充填剤としては、酢酸セルロース、キトサン、セルロース、クロマンインデン、ロジン、リグニン、カゼイン等が列挙できる。
【0094】
樹脂組成物に含有される有機充填剤の量は特に限定はないが、上述した脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び熱可塑性樹脂(D)の合計量100重量部に対して、有機充填剤が0.1重量部から30重量部以下が好ましい。有機充填剤の量が少なすぎる場合には、樹脂組成物の機械物性改良効果が少なくなる場合がある。多すぎる場合には、成形性及び機械強度が悪化する場合がある。
【0095】
樹脂組成物には、さらに、従来公知の各種添加剤を配合することができる。添加剤としては、例えば、結晶核剤、酸化防止剤、アンチブロッキング剤、紫外線吸収剤、耐光剤、可塑剤、熱安定剤、着色剤、難燃剤、離型剤、帯電防止剤、防曇剤、表面ぬれ改善剤、焼却補助剤、顔料、滑剤、分散助剤や各種界面活性剤、スリップ剤、加水分解防止剤等が挙げられる。これらは1種を単独で用いてもよく、2種以上を混合して使用してもよい。
【0096】
防曇剤はあらかじめ樹脂に防曇剤を練りこんでもよいし、成形後、成形品表面に塗布してもよい。使用する防曇剤は具体的には、炭素数4以上20以下の飽和又は不飽和脂肪族カルボン酸と多価アルコールのエステル系界面活性剤が好ましく用いられる。スリップ剤としては、炭素数6〜30の不飽和脂肪酸からなる不飽和脂肪酸アマイド、不飽和脂肪酸ビスアマイドが挙げられるが、最も好ましくはエルカ酸アマイドが挙げられる。
【0097】
アンチブロッキング剤としては、炭素数6〜30の飽和脂肪酸アマイド、飽和脂肪酸ビスアマイド、メチロールアマイド、エタノールアマイド、天然シリカ、合成シリカ、合成ゼライト、タルク等が挙げられる。
【0098】
耐光剤としてはビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、2−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−2−n−ブチル−ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)マロネートが好ましい。
【0099】
紫外線吸収剤としては、ベンゾトリアゾール系紫外線吸収剤が好ましく、2−[2−ヒドロキシ−3,5−ビス(α、α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾール、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシ−フェノールが特に好ましい。
【0100】
酸化防止剤としては、ヒンダードフェノール系酸化防止剤が好適に用いられ、イルガノックス3790(1,3,5−トリス[(4−tert−ブチル−3−ヒドロキシ−2,6−キシリル)メチル]−1,3,5−トリアジン−2,4,6(1H、3H,5H)−トリオン)、イルガノックス1330(3,3’,3”,5,5’,5”−ヘキサ−tert−ブチル−α,α’,α”−(メシチレン−2,4,6−トリイル)トリ−p−クレゾール)が特に好ましい。
【0101】
主に大気中の水分等による加水分解を抑制する目的で用いられる末端封止剤として、カルボジイミド化合物、エポキシ化合物、オキサゾリン化合物等が挙げられるが、その中でも分子中に1個以上のカルボジイミド基を有する化合物(ポリカルボジイミド化合物を含む)が好ましい。
【0102】
具体的には、モノカルボジイミド化合物として、ジシクロヘキシルカルボジイミド、ジイソプロピルカルボジイミド、ジメチルカルボジイミド、ジイソブチルカルボジイミド、ジオクチルカルボジイミド、t−ブチルイソプロピルカルボジイミド、ジフェニルカルボジイミド、ジ−t−ブチルカルボジイミド、ジ−β−ナフチルカルボジイミド、N,N’−ジ−2,6−ジイソプロピルフェニルカルボジイミドなどが例示される。ポリカルボジイミド化合物としては、その重合度が、下限が通常2以上、好ましくは4以上であり、上限が通常40以下、好ましくは30以下であるものが使用され、米国特許第2941956号明細書、特公昭47−33279号公報、J.Org.Chem.28巻、p2069−2075(1963)、及びChemical Review 1981、81巻、第4号、p.619−621等に記載された方法により製造されたものが挙げられる。
【0103】
ポリカルボジイミド化合物の製造原料である有機ジイソシアネートとしては、例えば、芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環族ジイソシアネートやこれらの混合物を挙げることができ、具体的には、1,5−ナフタレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、4,4’−ジフェニルジメチルメタンジイソシアネート、1,3−フェニレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、2,4−トリレンジイソシアネートと2,6−トリレンジイソシアネートの混合物、ヘキサメチレンジイソシアネート、シクロヘキサン−1,4−ジイソシアネート、キシリレンジイソシアネート、イソホロンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、メチルシクロヘキサンジイソシアネート、テトラメチルキシリレンジイソシアネート、2,6−ジイソプロピルフェニルイソシアネート、1,3,5−トリイソプロピルベンゼン−2,4−ジイソシアネートなどが例示される。
【0104】
工業的に入手可能な具体的なポリカルボジイミドとしては、カルボジライトHMV−8CA(日清紡製)、カルボジライト LA−1(日清紡製)、スタバクゾールP(ラインケミー社製)、スタバクゾールP100(ラインケミー社製)などが例示される。
【0105】
カルボジイミド化合物は単独で使用することもできるが、複数の化合物を混合して使用することもできる。
【0106】
カルボジイミド化合物を用いてポリエステルの末端カルボキシル基を封止することにより、ポリエステルの耐加水分解性を高めることができる。カルボジイミド化合物の使用量は、本発明の樹脂組成物に含まれる脂肪族ポリエステル系樹脂(脂肪族芳香族ポリエステル系樹脂を含む)100重量部に対して0.01〜10重量部、好ましくは0.05〜5重量部、更に好ましくは0.1〜3重量部とすることが好ましく、カルボジイミド化合物の使用量が多過ぎると組成物中におけるカルボジイミド化合物の分散性が不十分となり、例えばインフレフィルムにおいて外観不良の原因になる場合がある。また、少な過ぎるとカルボジイミド化合物を用いたことによる十分な耐加水分解性の向上効果が得られない。
【0107】
上記したその他の成分は、本発明に係る製造方法によって溶融した樹脂組成物を得た後で添加してもよく、或いは、マスターバッチ等を調製して、本発明に係る製造方法の途中で必須成分とともに添加してもよい。
【0108】
3.フィルム
本発明に係る製造方法により得られた樹脂組成物は、汎用プラスチックに適用される各種成形法によりフィルム状に成形することができる。成形法に関しては、特に、押し出し成形やインフレーション成形によって成形すると、本発明の効果が顕著に現れる。より具体的には、例えば、Tダイ、Iダイ又は丸ダイ等から所定の厚みに押し出したフィルム状、シート状物又は円筒状物を、冷却ロールや水、圧空等により冷却、固化させる方法等が挙げられる。この際、数種の組成物を積層させた積層フィルムとすることも可能である。
【0109】
このようにして得られたフィルム状成形体は、その後、ロール法、テンター法、チューブラー法等によって一軸又は二軸延伸を施してもよい。延伸する場合は、延伸温度は通常30℃〜110℃の範囲で、延伸倍率は縦、横方向、それぞれ0.6〜10倍の範囲で行われる。また、延伸後、熱風を吹き付ける方法、赤外線を照射する方法、マイクロ波を照射する方法、ヒートロール上に接触させる方法等によって熱処理を施してもよい。
【0110】
4.袋
上記のようにして得られるフィルムを成形して袋としてもよい。袋の成形については、公知の方法を適用することができる。例えば、インフレーション成形して得られた原反の一端をヒートシールした後にカッターなどにより切断することによって成形可能である。ここで、上述したように、袋を構成するフィルムはMD方向の引き裂き強度が向上されるとともに優れた衝撃強度を有している。フィルムのMD方向の引き裂き強度に優れると、袋の縦裂けを防止することが可能となる。また、衝撃強度に優れることで、袋を開ける際や袋に物を詰める際、袋の破れを防止することが可能となる。
【実施例】
【0111】
以下、実施例及び比較例を挙げて本発明をさらに詳細に説明する。なお、以下の実施例は本発明を詳細に説明するために示すものであり、本発明はその趣旨に反しない限り以下の実施例に限定されるものではない。
【0112】
1.物性評価
[フィルム成形性の評価]
インフレーション成形を実施した際の成形のしやすさを、以下の判断基準に従って評価した。
○:良好。所定温度(150℃)において、所定厚み(20μm)に成形することが可能であり、穴あきなどによる成形トラブルがまったくない。
△:やや問題あり。所定温度(150℃)において、所定厚み(20μm)に成形することが可能であるが、穴あきなどによる成形トラブルが時折発生する。
×:不良。穴あきなどによる成形トラブルが多発し、所定温度(150℃)において、所定厚み(20μm)に成形することが不可能である。
【0113】
[フィルムの外観評価]
インフレーション成形を実施したフィルムから、30cm×30cmの大きさでサンプルを切り出し、そのサンプルに含まれる異物(凝集物)の個数を目視で数えることで外観評価を実施した。評価は以下の判断基準に従って実施した。
○:良好。サンプルに含まれる異物(凝集物)の個数が10個未満である。
△:やや問題あり。サンプルに含まれる異物(凝集物)の個数が10個以上30個未満である。
×:不良。サンプルに含まれる異物(凝集物)の個数が30個以上である
【0114】
[フィルムの機械強度]
<引裂き強度の測定方法>
JIS K7128に準拠してエルメンドルフ引裂き強度を測定した。
<引張試験>
JIS Z1702に準拠して、株式会社島津製作所製精密万能試験機オートグラフAG−2000にて、フィルムの引張試験を実施した。
【0115】
2.樹脂組成物の製造
[2.1.脂肪族ポリエステル樹脂(A)]
脂肪族ポリエステル樹脂として、三菱化学株式会社製 GS Pla(AD92WN;ポリブチレンサクシネートアジペート)を使用した。
【0116】
[2−2.澱粉(B)]
澱粉として、なんら化学的な変性を施していないコーンスターチ(日本コーンスターチ社製 Y−3P;含水率12%)を使用した。
【0117】
[2−3.可塑剤(C)]
可塑剤として、グリセリン(新日本理化株式会社製 濃グリセリンS)を使用した。
【0118】
[2−4.熱可塑性樹脂(D)]
熱可塑性樹脂として、BASF社製 Ecoflex(ポリブチレンアジペートテレフタレート)を使用した。
【0119】
<予備実験1>
澱粉100重量部に対して、グリセリン20重量部をスーパーミキサー(株式会社カワタ SMG−75)に投入し、3000rpm、3分間の条件でブレンドした。ブレンド時の混合物の温度は42℃であった。ブレンド後の混合物を公称目開き500μmの篩に通したところ、篩に供給した混合物の量に対する篩を通過した混合物の割合が98重量%であった。
【0120】
<予備実験2>
2軸押出機のスクリューにおいて、以下のニーディングディスクを有するほかは、すべて順送りのスクリューセグメントを有するスクリューを用意した。
ニーディングディスクの構成
形状 :順送り
L/D :1.0
ねじれ角 :45°
【0121】
この押出機に、澱粉100重量部、グリセリン20重量部をホッパーに投入し、全シリンダー温度30℃、回転速度300rpmで混合物を押出機のヘッドが開放の状態で押し出した。ニーディングディスクでの混合物の温度を計測したところ、54℃であった。
得られた混合物を公称目開き500μmの篩に通したところ、篩に供給した混合物の量に対する篩を通過した混合物の割合が97重量%であった。
【0122】
<予備実験3>
予備実験2においてニーディングディスク部の構成を変更したほかは、予備実験3と同様に混合を実施した。ニーディングディスク部での混合物の温度を計測したところ、59℃であった。
ニーディングディスク部の構成
形状:逆送り
L/D:1.0
ねじれ角:45°
【0123】
得られた混合物を公称目開き500μmの篩に通したところ、篩に供給した混合物の量に対する篩を通過した混合物の割合が100重量%であった。
【0124】
<予備実験4>
予備実験3においてニーディングディスクの構成を変更したほかは、予備実験3と同様に混合を実施した。ニーディングディスクでの混合物の温度を計測したところ、88℃であった。
ニーディングディスクの構成
形状:逆送り
L/D:3.0
ねじれ角:45°
【0125】
得られた混合物は、一部可塑化しており、一部凝集した状態で押し出された。得られた混合物を公称目開き500μmの篩に通したところ、篩に供給した混合物の量に対する篩を通過した混合物の割合が54重量%であった。
【0126】
<実施例1>
予備実験1で得られた澱粉−グリセリン混合物42.9重量部、熱可塑性樹脂(D)17.7重量部を、スクリュー式2軸押出機(日本製鋼所社製TEX30;22シリンダー、L/D=77)のホッパーに供給して最高温度が170℃以下になるように混合する工程を経た後、ベント部にて水蒸気を除去し、それに引き続き、サイドフィーダーから脂肪族ポリエステル樹脂(A)39.4重量部を供給して、澱粉、可塑剤、熱可塑性樹脂、及び脂肪族ポリエステル樹脂を樹脂温度が170℃以下になるように混合する工程を同一押出機内にて逐次的に行い、真空ベントによる吸引を行い、樹脂組成物をダイスからストランド状に押し出し、水槽にて冷却後カッティングし、白色の澱粉含有樹脂組成物(X−1)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0127】
得られた樹脂組成物を用いて、インフレーション成形機(エンプラ産業株式会社;E30SP)でインフレーション成形を実施し、厚み20μmのフィルムを得た。成形条件は、ブローアップ比2.5、成形温度150℃であった。フィルムの外観は、ブツ状の凝集物もなく、良好であった。得られたフィルムの機械物性などを表1に示す。
【0128】
<実施例2>
澱粉(B)35.5重量部を、スクリュー式2軸押出機(日本製鋼所社製TEX30;22シリンダー、L/D=77)のホッパーに供給し、可塑剤(C)7.4重量部を押出機シリンダー上部から圧入し、予備実験2と同様のスクリューのニーディングディスク部(形状:順送り、L/D:1.0、ねじれ角:45°)でブレンドしたのち(ニーディングディスク部に対応するシリンダー温度は30℃に設定)、熱可塑性樹脂(D)17.7重量部をサイドフィーダーから供給し、樹脂温度が170℃以下になるように混合する工程を経た後、ベント部にて水蒸気を除去し、それに引き続き、サイドフィーダーから脂肪族ポリエステル樹脂(A)39.4重量部を供給して、澱粉、可塑剤、熱可塑性樹脂、及び脂肪族ポリエステル樹脂を最高温度が170℃以下になるように混合する工程を同一押出機内にて逐次的に行い、真空ベントによる吸引を行い、樹脂組成物をダイスからストランド状に押し出し、水槽にて冷却後カッティングし、白色の澱粉含有樹脂組成物(X−2)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0129】
得られた樹脂組成物を用いて、実施例1と同様の条件でインフレーション成形を実施した。フィルムの外観は、ブツ状の凝集物もなく、良好であった。得られたフィルムの機械物性などを表1に示す。
【0130】
<実施例3>
実施例2において、ニーディングディスク部の構成を予備実験3と同様のニーディングディスク部に変更したほかは(形状:逆送り、L/D:1.0、ねじれ角:45°)同様に押し出しを実施し、白色の澱粉含有樹脂組成物(X−3)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0131】
得られた樹脂組成物を用いて、実施例1と同様の条件でインフレーション成形を実施した。フィルムの外観は、ブツ状の凝集物もなく、良好であった。得られたフィルムの機械物性などを表1に示す。
【0132】
<比較例1>
実施例2において、ニーディングディスク部の構成を予備実験4と同様のニーディングディスク部に変更したほかは(形状:逆送り、L/D:3.0、ねじれ角:45°)同様に押し出しを実施し、やや茶色の澱粉含有樹脂組成物(X−4)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0133】
得られた樹脂組成物を用いて、実施例1と同様の条件でインフレーション成形を実施したが、澱粉が焦げたことにより発生したと思われる黒色のブツ状の凝集物が発生し、成形加工時に穴あきトラブルが時折発生した。得られたフィルムの機械物性などを表1に示す。
【0134】
<比較例2>
澱粉(B)35.5重量部、熱可塑性樹脂(D)17.7重量部を、スクリュー式2軸押出機(日本製鋼所社製TEX30;22シリンダー、L/D=77)のホッパーに供給し、可塑剤(C)7.4重量部を押出機シリンダー上部から圧入し、事前に澱粉とグリセリンが混合される工程を経ることなく、最高温度が170℃以下になるように混合する工程を経た後、ベント部にて水蒸気を除去し、それに引き続き、サイドフィーダーから脂肪族ポリエステル樹脂(A)39.4重量部を供給して、澱粉、可塑剤、熱可塑性樹脂、及び脂肪族ポリエステル樹脂を最高温度が170℃以下になるように混合する工程を同一押出機内にて逐次的に行い、真空ベントによる吸引を行い、樹脂組成物をダイスからストランド状に押し出し、水槽にて冷却後カッティングし、白色の澱粉含有樹脂組成物(X−5)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0135】
得られた樹脂組成物を用いて、実施例1と同様の条件でインフレーション成形を実施した。フィルムの外観は、ときおり透明なブツ状の凝集物が認められたが、成形加工上の問題とはならなかった。得られたフィルムの機械物性などを表1に示す。
【0136】
【表1】

【0137】
表1に示された結果から明らかなように、本発明に係る製造方法によれば、澱粉が均一に分散し、かつ澱粉由来の凝集物の極めて少ない品質の優れた樹脂組成物を得ることができるため、得られた樹脂組成物を用いてフィルムを成形した場合、成形加工性に優れるとともにフィルムの外観に優れ、さらには、フィルムの機械的物性にも優れることが分かる。
【0138】
以上、現時点において、最も実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲及び明細書全体から読み取れる発明の要旨あるいは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う樹脂組成物の製造方法もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【符号の説明】
【0139】
1a、1b、11b、11c スクリュー押出部
2a、2b、12b、12c ニーディングディスク部
4 スクリュー押出し部
5 筐体
10、20 2軸押出機
【技術分野】
【0001】
本発明は、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有し、例えばフィルムとした場合に良好な機械的物性を示す、樹脂組成物の製造方法に関する。
【背景技術】
【0002】
従来、各種食品、薬品、雑貨用等の液状物や粉粒物、固形物の包装用資材、農業用資材、建築資材等、幅広い用途において、紙、プラスチック、金属箔等が用いられている。特にプラスチックは強度、耐水性、成形性、透明性、コスト等において優れており、フィルム、袋、或いは容器等の多くの用途で使用されている。代表的なプラスチックとしては、例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリ塩化ビニル等が挙げられる。しかしながら、これら樹脂は、自然環境化において分解し難く、また、焼却処理を行う場合に有害なガスを発生したり、焼却炉を傷めたりする等の問題がある。
【0003】
上記問題を解決すべく、様々な樹脂が研究されている。例えば、自然環境化において分解し易い脂肪族ポリエステル系樹脂が注目されている。当該脂肪族ポリエステル系樹脂を成形してなるフィルムは、例えば、使用後、土中に埋設することで分解されるため、温暖化防止、土壌及び大気の汚染防止を図ることができる。しかしながら、脂肪族ポリエステル系樹脂を成形してなるフィルムは、一般的に機械的物性に劣るものが多い。そこで、脂肪族ポリエステル系樹脂を成形してなるフィルムにおいて、機械的物性を改善するための研究が数多くなされている。
【0004】
例えば、特許文献1には、澱粉と、脂肪族ポリエステルと、脂肪族芳香族ポリエステルとを特定の割合で混合した樹脂組成物が開示されている。また、特許文献2には、澱粉を含有する分散相と、熱可塑性ポリマーにより構成される連続層とを有する樹脂組成物が開示されている。さらに、特許文献3には、澱粉と脂肪族ポリエステルと多価アルコールとを特定の割合で混合した樹脂組成物が開示されている。
【0005】
特許文献1〜3に開示された樹脂組成物のように、脂肪族ポリエステル系樹脂とともに澱粉を含ませることにより、フィルムとした場合の機械的物性を向上させることが可能と考えられる。特に、樹脂組成物において、澱粉を可塑化して分散させることにより、澱粉を澱粉顆粒の大きさよりも細かく均一に分散させることができ、フィルムとした場合の機械的物性が一層向上する。すなわち、樹脂組成物においては、脂肪族ポリエステル及び澱粉とともに、可塑剤を含ませることが好ましい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−13602号公報
【特許文献2】特表2000−509427号公報
【特許文献3】特開2003−55470号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、脂肪族ポリエステル系樹脂と澱粉と可塑剤とを単純に混合するのみでは、可塑剤が澱粉と均一に混ざり難いため、樹脂組成物において可塑化されなかった澱粉或いは可塑剤の量が少なく部分的にのみ可塑化した澱粉がブツ状の凝集物として多数存在するようになり、成形加工上の問題が生じ、外観等の品質上のトラブルの原因にもなる。例えば、樹脂と澱粉と可塑剤とを加熱下で長時間混合することで、澱粉由来のブツ状の凝集物を解消することが可能となるが、この場合は樹脂・澱粉の劣化およびそれに起因する着色が発生し、樹脂組成物の品質を劣化させることになる。すなわち、澱粉が細かく均一に分散された澱粉由来の凝集物のない樹脂組成物を簡易に得ることが可能な製造方法が求められていた。
【0008】
本発明は、脂肪族ポリエステル系樹脂と澱粉と可塑剤とを簡易且つ適切に混合することができるとともに、フィルムとした場合において澱粉由来の凝集物が極めて少なく、機械的物性及び外観に優れる、樹脂組成物の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記の課題を解決すべく鋭意研究を行った結果、脂肪族ポリエステル系樹脂と澱粉と可塑剤とを含む樹脂組成物を製造する場合、脂肪族ポリエステル系樹脂と澱粉とを混合する前において、澱粉が可塑化されずに固体状を維持するとともに、澱粉顆粒の表面近傍に可塑剤を存在させることによって、その後、脂肪族ポリエステル系樹脂と澱粉とを、澱粉を可塑化させながら適切に混合することができ、混合機の負荷を低減させつつ簡易な手法で、脂肪族ポリエステル系樹脂に澱粉が澱粉の顆粒の大きさよりも細かく均一に分散し、澱粉由来の凝集物の極めて少ない樹脂組成物を製造することができることを知見した。
【0010】
すなわち、本発明の第1の態様は、下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有する樹脂組成物の製造方法である。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(II):工程(I)で得られた澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【0011】
本発明の第2の態様は、下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)を含有する樹脂組成物の製造方法である。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(I’):工程(I)で得られた澱粉混合物と熱可塑性樹脂(D)とを、該澱粉混合物が可塑化する条件下で混合し、中間組成物とする工程
工程(II’):工程(I’)で得られた中間組成物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【0012】
本発明に係る工程(I)においては、混合温度や、混合の際に付与するせん断力を調整することにより、「澱粉(B)が可塑化しない条件」とすることができる。具体的には、混合時の温度が0℃以上80℃以下を維持する条件で澱粉(B)と可塑剤(C)とを混合する形態を例示できる。
【0013】
例えば、ニーディングディスクを用いて工程(I)を行う場合、ニーディングディスクの形状がいわゆる逆送りの形状(流れ方向に対して逆向きの力を混合物に与える形状)であると、混合物の滞留時間が長くなって長時間せん断力が付与されることとなる結果、混合物の温度は上昇する。また、ニーディングディスクのL/D値が大きいと、やはり、長時間せん断力が付与されることとなる結果、混合物の温度は上昇する。この観点から、ニーディングディスクの形状をいわゆる順送りの形状とする、或いは、ニーディングディスクのL/D値を小さくすると、「澱粉(B)が可塑化しない条件」で澱粉(B)と可塑剤(C)とを混合することができる。特に、ニーディングディスクのL/D値を2.0以下とすることが好ましい。
【0014】
尚、工程(I)により得られた澱粉混合物において、澱粉が可塑化しているか否かは、光学顕微鏡等を用いて澱粉混合物を観察することによって容易に確認可能である。すなわち、澱粉が可塑化していない場合は、澱粉は混合前の構造(例えば、顆粒構造)を維持している。一方、澱粉が可塑化している場合は、混合前の構造が崩れて糊化した状態となっている。本発明の樹脂組成物の製造方法においては、可塑化しない条件下で澱粉(B)と可塑剤(C)とを混合するが、混合後の組成物を光学顕微鏡で観察した際に、澱粉の顆粒構造が観察されるものは、可塑化しない条件下で澱粉(B)と可塑剤(C)とを混合したものであるとする。
【0015】
本発明において、工程(I)で得られた澱粉混合物は、JIS Z 8801−1(2006年)で規定される公称目開き500μmの篩(以下、「公称目開き500μmの篩」と略記することがある。)を、その90重量%以上が通過するものであるとよい。本発明では、澱粉が可塑化しない条件下で澱粉(B)と可塑剤(C)とを混合しているため、得られる澱粉混合物も、篩を容易に通過するような所定の構造を維持することとなる。
【0016】
本発明において、可塑剤(C)が、25℃において液体であることが好ましい。このような可塑剤であれば、工程(I’)や工程(II)において、澱粉を容易に可塑化することができ、得られる樹脂組成物において、澱粉が一層均一に分散した状態となる。
【0017】
本発明において、すべての工程を、同一の2軸押出機内にて行うとよい。すなわち、2軸押出機の入側から、まず、澱粉(B)と可塑剤(C)とを投入して混合し、2軸押出機の途中から脂肪族ポリエステル系樹脂(A)や熱可塑性樹脂(D)をサイドフィードすることによって、同一の2軸押出機内で、上記工程(I)〜工程(II)或いは工程(I)〜工程(II’)を実施することができる。
【発明の効果】
【0018】
本発明によれば、脂肪族ポリエステル系樹脂と澱粉と可塑剤とを簡易且つ適切に混合することができるとともに、フィルムとした場合において澱粉由来の凝集物が極めて少なく、機械的物性及び外観に優れる、樹脂組成物の製造方法を提供することができる。
【図面の簡単な説明】
【0019】
【図1】樹脂組成物の製造方法の一例を説明するための図であり、2軸押出機10の内部を概略的に示す図である。
【図2】樹脂組成物の製造方法の一例を説明するための図であり、2軸押出機20の内部を概略的に示す図である。
【図3】「ニーディングディスクの径D」を説明するための概略図である。
【発明を実施するための形態】
【0020】
以下に本発明の実施形態を詳細に説明する。
【0021】
1.第1実施形態
第1実施形態に係る本発明の樹脂組成物の製造方法は、下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有する樹脂組成物の製造方法である。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(II):工程(I)で得られた澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【0022】
ここで、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)としては、それぞれ下記のようなものを用いることができる。尚、本明細書では「重合体」という語を、単一種の繰り返し構造単位から構成される重合体(所謂「単独重合体」)と、複数種の繰り返し構造単位から構成される重合体(所謂「共重合体」)とを包含する概念として使用する。また、以下の記載では、ある単量体に由来する重合体の部分構造単位を、その単量体の名称に「単位」という言葉を付して表わす。例えば、ジカルボン酸に由来する部分構造単位は、「ジカルボン酸単位」という名称で表わされる。さらに、同一の部分構造単位を与える単量体を、その部分構造単位の名称の「単位」を「成分」に換えた名称で総称する。例えば、芳香族ジカルボン酸や芳香族ジカルボン酸ジエステル等の単量体は、重合体を形成する過程の反応は異なったとしても、いずれも芳香族ジカルボン酸単位を形成する。よって、これらの芳香族ジカルボン酸及び芳香族ジカルボン酸ジエステル等を、「芳香族ジカルボン酸成分」という名で総称する。
【0023】
<脂肪族ポリエステル系樹脂(A)>
本発明に係る製造方法により製造される樹脂組成物には、脂肪族ポリエステル系樹脂(A)が含まれている。尚、本発明において、「系樹脂」とは当該樹脂を主成分とするものであって、主成分とは当該成分が最も多いことを意味し、主成分以外の構成成分を含んでいても構わない。脂肪族ポリエステル系樹脂とは、脂肪族ポリエステルを主成分とするものである。具体的には、脂肪族ポリエステルを50重量%以上、好ましくは60重量%以上、より好ましくは70重量%以上含むものが挙げられる。本発明の脂肪族ポリエステル系樹脂では、脂肪族ポリエステル以外の構成成分を含んでいても構わず、例えば脂肪族ポリエステル構造以外に芳香族ポリエステル構造部分を共重合成分として有していても構わないし、脂肪族ポリエステル樹脂と、芳香族ポリエステル樹脂や芳香族/脂肪族ポリエステル樹脂との混合物であっても構わない。具体的には、脂肪族ポリエステル系樹脂は、コハク酸(脂肪族ジカルボン酸)と1,4-ブタンジオール(脂肪族ジオール)からなる脂肪族ポリエステルのみならず、アジピン酸や1,4−シクロヘキサンジメタノール(環状ジオール)等からなる環状構造を備えた脂肪族ポリエステルであってもよく、また、共重合成分として当該環状構造を備えた脂肪族ポリエステル成分が含まれていてもよく、さらには、当該環状構造を備えた脂肪族ポリエステルと環状構造を備えない脂肪族ポリエステル樹脂とのポリマーアロイであってもよい。或いは、共重合成分としてテレフタル酸(芳香族ジカルボン酸)を含むような芳香族/脂肪族ポリエステルであってもよく、また、脂肪族ポリエステルと芳香族ポリエステル及び/又は芳香族/脂肪族ポリエステルとのポリマーアロイであってもよい。
【0024】
(脂肪族ポリエステル樹脂)
脂肪族ポリエステル系樹脂(A)は、ジオール単位及びジカルボン酸単位を含むものが好ましく、更に好ましくは、例えば、下記式(1)で表される鎖状脂肪族及び/又は脂環式ジオール単位、並びに、下記式(2)で表される鎖状脂肪族及び/又は脂環式ジカルボン酸単位からなる脂肪族ポリエステル樹脂を主成分とするものである。
【0025】
−O−R1−O− (1)
[式(1)中、R1は2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基を示す。共重合されている場合には、樹脂中に2種以上のR1が含まれていてもよい。]
【0026】
−OC−R2−CO− (2)
[式(2)中、R2は2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基を示す。共重合されている場合には、樹脂中に2種以上のR2が含まれていてもよい。]
【0027】
なお、式(1)、式(2)において、「2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基」の「及び」とは、構成成分の1分子中に2価の鎖状脂肪族炭化水素基と2価の脂環式炭化水素基との両方を含んでいてもよいという意味である。また、以下、「鎖状脂肪族及び/又は脂環式」を、単に「脂肪族」と略記する場合がある。
【0028】
式(1)のジオール単位を与える脂肪族ジオール成分は特に限定はないが、炭素数2〜10個の脂肪族ジオール成分が好ましく、炭素数4〜6個の脂肪族ジオール成分が特に好ましい。具体的には、例えば、1,3−プロパンジオール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール等が挙げられ、中でも1,4−ブタンジオールが特に好ましい。脂肪族ジオール成分は2種類以上を用いることもできる。
【0029】
式(2)のジカルボン酸単位を与える脂肪族ジカルボン酸成分は特に限定はないが、炭素数2〜10個の脂肪族ジカルボン酸成分が好ましく、炭素数4〜8個の脂肪族ジカルボン酸成分が特に好ましい。脂肪族ジカルボン酸成分の具体例としては、例えば、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等が挙げられ、中でもコハク酸又はアジピン酸が特に好ましい。脂肪族ジカルボン酸成分は2種類以上を用いることもできる。
【0030】
さらに、本発明における脂肪族ポリエステル樹脂には、脂肪族オキシカルボン酸単位が含有されていてもよい。脂肪族オキシカルボン酸単位を与える脂肪族オキシカルボン酸成分の具体例としては、例えば、乳酸、グリコール酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシカプロン酸、6−ヒドロキシカプロン酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−3−メチル酪酸、2−ヒドロキシイソカプロン酸等、又はこれらの低級アルキルエステル若しくは分子内エステルが挙げられる。これらに光学異性体が存在する場合には、D体、L体又はラセミ体のいずれでもよく、形態としては固体、液体又は水溶液であってもよい。これらの中で特に好ましいものは、乳酸又はグリコール酸である。これら脂肪族オキシカルボン酸は単独でも、2種以上の混合物としても使用することもできる。
【0031】
上記脂肪族オキシカルボン酸成分の量は、脂肪族ポリエステル樹脂を構成する全構成成分中、下限が通常0モル%以上、好ましくは、0.01モル%以上であり、上限が通常30モル%以下、好ましくは20モル%以下である。
【0032】
また、本発明における脂肪族ポリエステル樹脂は、「3官能以上の脂肪族多価アルコール」、「3官能以上の脂肪族多価カルボン酸又はその酸無水物」又は「3官能以上の脂肪族多価オキシカルボン酸」を共重合すると、得られる脂肪族ポリエステル樹脂の溶融粘度を高めることができるため好ましい。
【0033】
3官能の脂肪族多価アルコール成分の具体例としては、トリメチロールプロパン、グリセリン等が挙げられ、4官能の脂肪族多価アルコール成分の具体例としては、ペンタエリスリトール等が挙げられる。これらは単独でも2種以上混合して使用することもできる。
【0034】
3官能の脂肪族多価カルボン酸成分又はその酸無水物の具体例としては、プロパントリカルボン酸又はその酸無水物が挙げられ、4官能の多価カルボン酸成分又はその酸無水物の具体例としては、シクロペンタンテトラカルボン酸又はその酸無水物等が挙げられる。これらは単独でも2種以上混合して使用することもできる。
【0035】
また、3官能の脂肪族オキシカルボン酸成分は、(i)カルボキシル基が2個とヒドロキシル基が1個を同一分子中に有するタイプと、(ii)カルボキシル基が1個とヒドロキシル基が2個のタイプとに分かれ、いずれのタイプも使用可能である。具体的には、リンゴ酸等が好ましく用いられる。また、4官能の脂肪族オキシカルボン酸成分は、(i)3個のカルボキシル基と1個のヒドロキシル基とを同一分子中に共有するタイプ、(ii)2個のカルボキシル基と2個のヒドロキシル基とを同一分子中に共有するタイプ、(iii)3個のヒドロキシル基と1個のカルボキシル基とを同一分子中に共有するタイプに分かれ、いずれのタイプも使用可能である。具体的には、クエン酸、酒石酸等が挙げられる。これらは単独でも2種以上混合して使用することもできる。
【0036】
このような3官能以上の化合物の量は、脂肪族ポリエステル樹脂を構成する全構成成分中、下限は、通常0モル%以上、好ましくは0.01モル%以上であり、上限は、通常5モル%以下、好ましくは2.5モル%以下である。
【0037】
好ましい脂肪族ポリエステル系樹脂(A)は、ポリブチレンサクシネート系樹脂、ポリブチレンサクシネートアジペート系樹脂、又はそれらの混合物である。すなわち、主成分である上記脂肪族ポリエステル樹脂として、特に好ましくは、ポリブチレンサクシネート、ポリブチレンサクシネートアジペート、又はそれらの混合物を用いる。
【0038】
本発明で使用する脂肪族ポリエステル樹脂は、公知の方法で製造することができる。例えば、上記の脂肪族ジカルボン酸成分と脂肪族ジオール成分とのエステル化反応及び/又はエステル交換反応を行った後、減圧下での重縮合反応を行うといった溶融重合の一般的な方法や、有機溶媒を用いた公知の溶液加熱脱水縮合方法によっても製造することができるが、経済性や製造工程の簡略性の観点から、無溶媒下で行う溶融重合で製造する方法が好ましい。
【0039】
本発明に用いられる脂肪族ポリエステル樹脂のメルトフローレート(MFR)は、190℃、2.16kgで測定した場合、下限が通常0.1g/10分以上であり、上限が、通常100g/10分以下、好ましくは50g/10分以下、特に好ましくは30g/10分以下である。
【0040】
(芳香族/脂肪族ポリエステル樹脂)
脂肪族ポリエステル系樹脂(A)は、上記脂肪族ポリエステル樹脂に替えて、或いは、上記脂肪族ポリエステル樹脂に加えて、芳香族/脂肪族ポリエステル樹脂を含んでいてもよい。芳香族/脂肪族ポリエステル樹脂とは、芳香族ジカルボン酸及び脂肪族ジカルボン酸、並びに、脂肪族ジオールを主成分とするものである。この場合の芳香族ジカルボン酸単位の含量は、脂肪族ジカルボン酸単位と芳香族ジカルボン酸単位の全量を基準(100モル%)として、5モル%以上60モル%以下であることが好ましい。具体的には、例えば、下記式(3)で表される脂肪族ジオ−ル単位、下記式(4)で表される脂肪族ジカルボン酸単位、及び、下記式(5)で表される芳香族ジカルボン酸単位を必須成分とするものである。ただし、オキシカルボン酸単位を有していてもよい。以下、芳香族/脂肪族ポリエステル樹脂について説明する。
【0041】
−O−R3−O− (3)
[式(3)中、R3は2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基を示し、共重合されている場合には1種に限定されない。]
【0042】
−OC−R4−CO− (4)
[式(4)中、R4は直接結合を示すか、2価の鎖状脂肪族炭化水素基及び/又は2価の脂環式炭化水素基を示し、共重合されている場合には1種に限定されない。]
【0043】
−OC−R5−CO− (5)
[式(5)中、R5は2価の芳香族炭化水素基を示し、共重合されている場合には1種に限定されない。]
【0044】
式(3)のジオール単位を与えるジオール成分は、炭素数が通常2以上10以下のものであり、例えば、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール等が挙げられる。中でも、炭素数2以上4以下のジオールが好ましく、エチレングリコール、1,4−ブタンジオールがより好ましく、1,4−ブタンジオールが特に好ましい。
【0045】
式(4)のジカルボン酸単位を与えるジカルボン酸成分は、炭素数が通常2以上10以下のものであり、例えば、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等が挙げられる。中でも、コハク酸又はアジピン酸が好ましい。
【0046】
式(5)の芳香族ジカルボン酸単位を与える芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸等が挙げられ、中でも、テレフタル酸、イソフタル酸が好ましく、テレフタル酸が特に好ましい。また、芳香環の一部がスルホン酸塩で置換されている芳香族ジカルボン酸が挙げられる。なお、脂肪族ジカルボン酸成分、脂肪族ジオール成分及び芳香族ジカルボン酸成分は、それぞれ2種類以上を用いることもできる。
【0047】
本発明における芳香族/脂肪族ポリエステル樹脂には、脂肪族オキシカルボン酸単位が含有されていてもよい。脂肪族オキシカルボン酸単位を与える脂肪族オキシカルボン酸成分の具体例としては、乳酸、グリコール酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシカプロン酸、6−ヒドロキシカプロン酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−3−メチル酪酸、2−ヒドロキシイソカプロン酸、又はこれらの混合物等が挙げられる。さらに、これらの低級アルキルエステル又は分子内エステルであってもよい。これらに光学異性体が存在する場合には、D体、L体又はラセミ体のいずれでもよく、形態としては固体、液体又は水溶液のいずれであってもよい。これらの中で好ましいものは、乳酸又はグリコール酸である。これら脂肪族オキシカルボン酸は単独でも、2種以上の混合物としても使用することもできる。
【0048】
この脂肪族オキシカルボン酸成分の量は、芳香族/脂肪族ポリエステル樹脂を構成する全構成成分中、下限が通常0モル%以上、好ましくは0.01モル%以上であり、上限が通常30モル%以下、好ましくは20モル%以下である。
【0049】
芳香族/脂肪族ポリエステル樹脂は、前記脂肪族ポリエステル樹脂と同様の製法により製造することができる。
【0050】
本発明に用いられる芳香族/脂肪族ポリエステル樹脂のメルトフローレート(MFR)は、190℃、2.16kgで測定した場合、下限が通常0.1g/10分以上であり、上限が通常100g/10分以下、好ましくは50g/10分以下、特に好ましくは30g/10分以下である。
【0051】
上記した芳香族/脂肪族ポリエステル樹脂の含有量は、脂肪族ポリエステル樹脂100重量部に対して、好ましくは1重量部以上100重量部以下である。含有量の下限は、より好ましくは5重量部以上、特に好ましくは10重量部以上、最も好ましくは20重量部以上である。含有量の上限は、より好ましくは70重量部以下、特に好ましくは60重量部以下である。芳香族/脂肪族ポリエステル樹脂の含有量が多すぎると、フィルムのコシが不足し、各種包装材料として使用するためにはフィルムの厚さを厚くする必要がある場合がある。一方、芳香族/脂肪族ポリエステル樹脂の含有量が少なすぎると、引張り伸び率、引裂き強度等が不足する場合がある。
【0052】
本発明に用いられる脂肪族ポリエステル系樹脂(A)の一例は、上記したような脂肪族ポリエステル樹脂を主成分とし、さらに芳香族/脂肪族ポリエステル樹脂を含み得るものである。本発明における樹脂組成物において、脂肪族ポリエステル系樹脂(A)の含有量は、当該脂肪族ポリエステル系樹脂(A)と、後述する澱粉(B)及び可塑剤(C)との合計量を基準(100重量部)として、20重量部以上90重量部以下であり、下限が好ましくは30重量部以上、より好ましくは35重量部以上、上限が好ましくは80重量部以下、より好ましくは70重量部以下である。ここで、20重量部より少ない場合は、フィルム成形或いは射出成形が困難となる場合があり、また90重量部を越えると、フィルム引裂強度が不足する場合がある。
【0053】
<澱粉(B)>
本発明に係る製造方法により得られる樹脂組成物には澱粉(B)が含まれている。本発明における澱粉(B)とは、分子式(C6H10O5)nの炭水化物(多糖類)で、具体的には、例えば、コーンスターチ、ワキシーコーンスターチ、ハイアミロースコーンスターチ、小麦澱粉、米澱粉、馬鈴薯澱粉、甘藷澱粉、タピオカ澱粉、エンドウ澱粉、α澱粉等が挙げられ、コーンスターチ又は馬鈴薯澱粉が好ましく、特に好ましくはコーンスターチである。本発明においては、これら澱粉の一部或いは全部をエステル化、エーテル化、酸化、還元、カップリング、脱水、加水分解、脱水素、ハロゲン化等の化学的処理、或いは脂肪酸誘導体、動物油、植物油等の油脂による混合・加熱処理等の物理的処理等を施した変性澱粉、或いは加工澱粉であってもよい。
【0054】
澱粉(B)の配合量は、上述した脂肪族ポリエステル系樹脂(A)と、当該澱粉(B)と、後述する可塑剤(C)との合計量を基準(100重量部)として、9重量部以上70重量部以下であり、下限が好ましくは15重量部以上、より好ましくは25重量部以上、上限が好ましくは60重量部以下、より好ましくは50重量部以下である。ここで、9重量部より少ないとフィルムの引裂強度などの物性改良効果が不十分となる場合があり、70重量部を超えると耐水性、耐加水分解性、柔軟性などが損なわれる可能性がある。
【0055】
<可塑剤(C)>
本発明に係る製造方法により得られる樹脂組成物には可塑剤(C)が含まれている。本発明における可塑剤(C)は、澱粉(B)に対して親和性があるもので、水酸基を有していれば特に限定はないが、具体的には、例えば、水や、1価アルコール、多価アルコール、多価アルコールの部分エステル若しくは部分エーテル等の水酸基を含有する有機化合物が挙げられる。これらの中で好ましくは、ソルビトール、ペンタエリストール、トリメチロールプロパン、トリメチロールエタン、エチレングリコール、プロピレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ヘプタンジオール、1,6−へキサンジオール、1,8−オクタンジオール、1,9−ナノンジオール、1,10−デカンジオール、1,12−ドデカンジオール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ジプロピレングリコール、トリプロピレングリコール、ポリプロピレングリコール、グリセリン、グリセリンモノアルキルエステル、グリセリンジアルキルエステル、グリセリンモノアルキルエーテル、グリセリンジアルキルエーテル、ジグリセリン、ジグリセリンアルキルエステル等であり、より好ましくはエチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、グリセリン、グリセリンモノエステル、ソルビトール又はペンタエリスリトールであり、特に好ましくはグリセリン、ソルビトール、ペンタエリスリトール、プロピレングリコール又はエチレングリコールである。水及び水酸基を含有する有機化合物は、1種又は2種類以上が用いられる。
水酸基を含有する有機化合物の分子量は、好ましくは3000以下、より好ましくは2500以下、特に好ましくは2000以下であることが望ましい。
【0056】
可塑剤(C)の配合量は、上述した脂肪族ポリエステル系樹脂(A)及び澱粉(B)と、当該可塑剤(C)との合計量を基準(100重量部)として、1重量部以上20重量部以下であり、下限が好ましくは3重量部以上、より好ましくは5重量部以上、上限が好ましくは15重量部以下、より好ましくは10重量部以下である。可塑剤(C)の含有量が20重量部を超えると、可塑剤(C)がフィルム表面からブリードアウトしたり、得られるフィルムの弾性率が低下したりする虞がある。一方、可塑剤(C)の含有量が1重量部より少ないと、澱粉(B)が十分に可塑化できず、澱粉(B)の分散粒子径が粗くなったり、熱可塑化されなかった乃至は熱可塑化が不十分である澱粉が目視で確認することのできる凝集物として発生するなどの虞がある。
【0057】
第1実施形態に係る本発明の製造方法においては、工程(I)、工程(II)において、上記したような脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)が用いられる。以下、工程(I)、工程(II)について説明する。
【0058】
1.1.工程(I)
工程(I)は、澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程である。澱粉混合物における澱粉(B)と可塑剤(C)との配合比は、製造後の樹脂組成物において、上記したような配合比となるように、適宜調整すればよい。
【0059】
ここで、工程(I)における混合温度や、混合の際に付与するせん断力を調整することにより、「澱粉(B)が可塑化しない条件」とすることができる。具体的には、混合時の温度が0℃以上80℃以下を維持する条件で澱粉(B)と可塑剤(C)とを混合するとよい。
【0060】
図1に示すように、筐体5内に、スクリュー押出部1a、1bとニーディングディスク部2a、2bとを備える2軸押出機10を用いて、澱粉(B)と可塑剤(C)とを混合する場合について説明する。2軸押出機10においては、筐体5のスクリュー押出部1aの根元部分(図1の紙面左側部分)に、澱粉(B)と可塑剤(C)とを供給するための供給口(不図示)が設けられており、ここから押出機の内部へと澱粉(B)と可塑剤(C)が供給され、ニーディングディスク部2aへと押し出される。そしてニーディングディスク部2aで所定のせん断力が加えられることによって、澱粉(B)と可塑剤(C)とが混合され、澱粉混合物となる。尚、図1では、同一の2軸押出機10内で、引き続き工程(II)を行うため、澱粉混合物をスクリュー押出部1bへと押し出す形態としている。
【0061】
ここで、ニーディングディスクの形状がいわゆる逆送りの形状(流れ方向に対して逆向きの力を混合物に与える形状)であると、ニーディング部2aにおける混合物の滞留時間が長くなって長時間せん断力が付与されることとなる結果、混合物の温度は上昇する。また、ニーディングディスクのL/D値(ニーディングディスク部の流れ方向の合計長さLを、ニーディングディスクの径Dで除した値)が大きいと、やはり、ニーディングディスク部2aにおいて長時間せん断力が付与されることとなる結果、混合物の温度は上昇する。この観点から、ニーディングディスクの形状をいわゆる順送りの形状とする、或いは、ニーディングディスクのL/D値を小さくすると、「澱粉(B)が可塑化しない条件」で澱粉(B)と可塑剤(C)とを混合することができる。特に、ニーディングディスクのL/D値を2.0以下とすることが好ましい。尚、ニーディングディスク部は複数のブロックから構成されていてもよく(すなわち、複数のニーディングディスク部の間にいわゆる送り部が設けられていてもよい)、この場合における「ニーディングディスク部の流れ方向の合計長さL」とは、各ブロックの流れ方向の長さを合計した長さを意味する。また、「ニーディングディスクの径D」とは、ニーディングディスクの直径を意味する。2軸押出機の場合、図3に示すように、流れ方向とは直交する方向の断面において、1軸に設けられたニーディングディスクの直径がニーディングディスクの径Dとなる。
【0062】
尚、本発明の製造方法に係る工程(I)は、押出機以外の混合手段、例えば、スーパーミキサーやヘンシェルミキサー、ホバートミキサー等の公知の混合機を用いても行うことができる。この場合であっても、混合時の混合物温度が0℃以上80℃以下となるように、回転数等を調整することにより、澱粉(B)が可塑化しない条件下で、澱粉(B)と可塑剤(C)とを混合し、澱粉混合物を得ることができる。
【0063】
工程(I)で得られた澱粉混合物は、公称目開き500μmの篩を、その90質量%以上が通過するものとすることが可能である。すなわち、工程(I)では、澱粉(B)が可塑化しない条件下で澱粉混合物を得ており、澱粉混合物において澱粉(B)は混合前の形状(例えば、顆粒状)を維持しつつ、その表面近傍に可塑剤(C)が存在するような形態となっている。そのため、公称目開き500μmの篩を用いて篩った場合、そのほとんどがメッシュに張り付くことなく通過可能である。
【0064】
1.2.工程(II)
工程(II)は、工程(I)で得られた澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程である。澱粉混合物と、脂肪族ポリエステル系樹脂(A)との配合比は、製造後の樹脂組成物において、上記したような配合比となるように、適宜調整すればよい。
【0065】
例えば、図1で示されるような2軸押出機10においては、筐体5のスクリュー押出部1bの根元部分(図1の紙面左側部分)に、脂肪族ポリエステル系樹脂(A)を供給するための供給口(不図示)が設けられており、ここから押出機の内部へと脂肪族ポリエステル系樹脂(A)が供給され、澱粉混合物とともにニーディングディスク部2bへと押し出される。そしてニーディングディスク部2bで所定のせん断力が加えられることによって、澱粉混合物と脂肪族ポリエステル系樹脂(A)とが混合され、樹脂組成物となる。ここで、例えば、ニーディングディスク部2bを脂肪族ポリエステル系樹脂(A)の融点よりも高温となるように加熱しておくことで、澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合することができる。工程(II)においては、混合温度が、脂肪族ポリエステル系樹脂(A)の融点よりも高温となればよく、また、ニーディングディスクの形状やニーディングディスクのL/D値についても特に限定はない。例えば、温度を70℃以上180℃以下、ニーディングディスクのL/D値を3〜15程度とすればよい。
【0066】
尚、本発明の製造方法に係る工程(II)は、押出機以外の上記混合手段を用いても行うことができる。この場合であっても、澱粉混合物と脂肪族ポリエステル系樹脂(A)とが、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合されるように、混合機内を加熱する等しておけばよい。
【0067】
以上のようにして、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含む樹脂組成物を得ることができる。本発明に係る製造方法によれば、脂肪族ポリエステル系樹脂(A)と澱粉(B)とを混合する前に、工程(I)において、澱粉(B)と可塑剤(C)とをまず混合して澱粉混合物とし、澱粉(B)が可塑化されずに顆粒形状を維持するとともに、澱粉(B)の表面近傍に可塑剤(C)を存在させた状態としている。このようにすることで、その後、工程(II)において、脂肪族ポリエステル系樹脂(A)と澱粉混合物とを、澱粉(B)を可塑化させながら適切に混合することができ、脂肪族ポリエステル系樹脂(A)に澱粉(B)が可塑化された状態で澱粉の顆粒サイズよりも細かく均一に分散し、かつ澱粉由来の凝集物の極めて少ない品質の優れた樹脂組成物を製造することができる。また、樹脂組成物とする原料すべてを一度に混合するのではなく、所定の順番で段階的に混合することで、混合機の負荷を小さくすることができ、且つ、簡易な工程で樹脂組成物を得ることができる。特に、図1に示すように、同一の押出機10内で、工程(I)及び工程(II)を行うことで、効率的に樹脂組成物を製造することができる。一般に2軸押出機にて澱粉の可塑化を行う場合、可塑剤(C)の配合量が少ないと、可塑化した澱粉の溶融粘度は非常に大きくなるため、押出機へと負荷がかかりやすい傾向にあるが、工程(II)において脂肪族ポリエステル系樹脂を溶融状態で存在させることにより、特に押出機の負荷を低減することができる。本発明に係る製造方法により得られた樹脂組成物は、フィルムとした場合における機械的物性に優れたものである。
【0068】
尚、図1に示すように、ニーディングディスク部2bで得られた樹脂組成物をそのままさらにスクリュー押出し部4へと押し出し、当該スクリュー押出し部4の排出口(図1紙面右側)からTダイやIダイ、或いは、丸ダイ等へと押し出すことで、2軸押出機10の出側において、樹脂組成物をフィルム等の所定形状に連続的に押出成形可能な形態としてもよい。
【0069】
2.第2実施形態
第2実施形態に係る本発明の樹脂組成物の製造方法は、下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)を含有する樹脂組成物の製造方法である。
工程(I):澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(I’):工程(I)で得られた澱粉混合物と熱可塑性樹脂(D)とを、該澱粉混合物が可塑化する条件下で混合し、中間組成物とする工程
工程(II’):工程(I’)で得られた中間組成物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【0070】
脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)については、第1実施形態に係る本発明のものと同様とすればよい。
【0071】
<脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)>
脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)とは、工程(II’)で用いる脂肪族ポリエステル系樹脂(A)とは異なる熱可塑性樹脂を意味する。すなわち、工程(I’)で用いる熱可塑性樹脂(D)と工程(II’)で用いる脂肪族ポリエステル系樹脂(A)とが異なる種類であればよく、熱可塑性樹脂(D)として脂肪族ポリエステル系樹脂(A)とは異なる脂肪族ポリエステル系樹脂を用いることもできる。具体的には、工程(II’)において脂肪族ポリエステル系樹脂(A)として脂肪族ポリエステル(例えば、ポリブチレンサクシネートアジペート)を用いる場合、工程(I’)で用いる熱可塑性樹脂(D)として芳香族脂肪族ポリエステル(例えば、ポリブチレンアジペートテレフタレート)を用いることができる。
【0072】
熱可塑性樹脂(D)としては、上述した脂肪族ポリエステル系樹脂、芳香族脂肪族系樹脂が好ましいが、このほかに、本発明の効果を損なわない範囲において、例えばポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、エチレン−α−オレフィン共重合体などのポリオレフィン系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、塩素化ポリオレフィン、ポリフッ化ビニリデン等の含ハロゲン系樹脂、ポリスチレン、アクリロニトリル−ブタジエン−スチレン共重合体などのスチレン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ポリイソプレン、ポリブタジエン、アクリロニトリル−ブタジエン共重合ゴム、スチレン−ブタジエン共重合ゴム、スチレン−イソプレン共重合ゴム等のエラストマー、ナイロン6,6、ナイロン6等のポリアミド系樹脂の他、ポリ酢酸ビニル、メタクリレート系樹脂、ポリカーボネート系樹脂、ポリアセタール、ポリフェニレンオキサイド、ポリウレタン等が挙げられる。とりわけ、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリ酢酸ビニルなどが好適に用いられる。
【0073】
熱可塑性樹脂(D)として、工程(II’)で用いる脂肪族ポリエステル系樹脂(A)とは異なる脂肪族ポリエステル系樹脂を用いる場合は、熱可塑性樹脂(D)と脂肪族ポリエステル系樹脂(A)との合計の脂肪族ポリエステル系樹脂の量が、上記した樹脂組成物における脂肪族ポリエステル系樹脂の量と一致するように適宜調整すればよい。一方、熱可塑性樹脂(D)として、その他樹脂を用いる場合は、その配合量は、上述した脂肪族ポリエステル系樹脂(A)と、当該澱粉(B)と、可塑剤(C)、熱可塑性樹脂(D)との合計量100重量部に対して、1重量部以上40重量部以下であり、下限が好ましくは3重量部以上、より好ましくは5重量部以上、上限が好ましくは30重量部以下、より好ましくは25重量部以下である。ここで1重量部より少ないとフィルムの引裂強度などの物性改良効果が不十分となる場合があり、40重量部を超えると樹脂組成物の成形加工性、機械物性などが損なわれる可能性がある。
【0074】
第2実施形態に係る本発明の製造方法においては、工程(I)、工程(I’)、工程(II’)において、上記したような脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び熱可塑性樹脂(D)が用いられる。
【0075】
2.1.工程(I)
工程(I)は、澱粉(B)と可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程である。尚、工程(I)においては、澱粉(B)が可塑化しない条件を満たす限りにおいて、上述の熱可塑性樹脂(D)を含む形で実施してもよい。この場合、公称目開き500μmの篩で篩い分けを実施する際には、熱可塑性樹脂(D)は除外して篩の通過率を計算するものとする。その他の条件等については、第1実施形態と同様であるので説明を省略する。
【0076】
2.2.工程(I’)
工程(I’)は、工程(I)で得られた澱粉混合物と熱可塑性樹脂(D)とを、該澱粉混合物が可塑化する条件下で混合し、中間組成物とする工程である。澱粉混合物と熱可塑性樹脂(D)との配合比は、製造後の樹脂組成物において、上記したような配合比となるように、適宜調整すればよい。
【0077】
工程(I’)における混合温度や、混合の際に付与するせん断力を調整することにより、「澱粉混合物が可塑化する条件」とすることができる。具体的には、混合時の温度が80℃を超えるような温度を維持する条件で澱粉混合物と熱可塑性樹脂(D)とを混合するとよい。
【0078】
例えば、図2で示されるような2軸押出機20においては、筐体5のスクリュー押出部11bの根元部分(図2の紙面左側部分)に、熱可塑性樹脂(D)を供給するための供給口(不図示)が設けられており、ここから押出機の内部へと熱可塑性樹脂(D)が供給され、澱粉混合物とともにニーディングディスク部12bへと押し出される。そしてニーディングディスク部12bで所定のせん断力が加えられることによって、澱粉混合物と熱可塑性樹脂(D)とが混合され、中間組成物となる。ここで、ニーディングディスク部12bを、80℃よりも高温となるように加熱しておく、ニーディングディスクの形状をいわゆる逆送りの形状とする、或いは、ニーディングディスク部12bのL/D値が大きくなるようにニーディングディスク部12bの流れ方向長さを大きくする、等によって、澱粉混合物を可塑化させつつ熱可塑性樹脂(D)とともに混合することができる。L/D値を大きくする場合は、押出機の負荷等を考慮して、例えば1以上15以下とすればよい。
【0079】
尚、本発明の製造方法に係る工程(I’)は、押出機以外の上記混合手段を用いても行うことができる。この場合であっても、澱粉混合物が可塑化する条件下で混合されるように、混合機内を加熱する等しておけばよい。
【0080】
2.3.工程(II’)
工程(II’)は、工程(I’)で得られた中間組成物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程である。中間組成物と、脂肪族ポリエステル系樹脂(A)との配合比は、製造後の樹脂組成物において、上記したような配合比となるように、適宜調整すればよい。
【0081】
例えば、図2で示されるような2軸押出機20においては、筐体5のスクリュー押出部11cの根元部分(図2の紙面左側部分)に、脂肪族ポリエステル系樹脂(A)を供給するための供給口(不図示)が設けられており、ここから押出機の内部へと脂肪族ポリエステル系樹脂(A)が供給され、中間混合物とともにニーディングディスク部12cへと押し出される。そしてニーディングディスク部12cで所定のせん断力が加えられることによって、中間組成物と脂肪族ポリエステル系樹脂(A)とが混合され、樹脂組成物となる。ここで、ニーディングディスク部12cを脂肪族ポリエステル系樹脂(A)の融点よりも高温となるように加熱しておくことで、澱粉混合物と脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合することができる。工程(II’)においては、混合温度が、脂肪族ポリエステル系樹脂(A)の融点よりも高温となればよく、また、ニーディングディスクの形状やニーディングディスクのL/D値についても特に限定はない。例えば、温度を70℃以上180℃以下、ニーディングディスクのL/D値を1〜15程度とすればよい。
【0082】
尚、本発明の製造方法に係る工程(II’)は、押出機以外の上記混合手段を用いても行うことができる。この場合であっても、中間組成物と脂肪族ポリエステル系樹脂(A)とが、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合されるように、混合機内を加熱する等しておけばよい。
【0083】
以上のようにして、脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び熱可塑性樹脂(D)を含む樹脂組成物を得ることができる。本発明に係る製造方法によれば、脂肪族ポリエステル系樹脂(A)と澱粉(B)とを混合する前に、工程(I)において、澱粉(B)と可塑剤(C)とをまず混合し、澱粉(B)が可塑化されずに顆粒形状を維持するとともに、澱粉(B)の表面近傍に可塑剤(C)を存在させた状態とし、その後、工程(I’)において、澱粉混合物と熱可塑性樹脂(D)とを、澱粉(B)を可塑化させながら適切に混合することができ、さらに、工程(II’)において、適切に混合された中間組成物と脂肪族ポリエステル系樹脂(A)とを混合することで、脂肪族ポリエステル(A)に澱粉が細かくかつ均一に分散し、かつ、澱粉由来の凝集物の極めて少ない品質の優れた樹脂組成物を製造することができる。また、樹脂組成物とする原料すべてを一度に混合するのではなく、所定の順番で段階的に混合することで、混合機の負荷を小さくすることができ、且つ、簡易な工程で樹脂組成物を得ることができる。特に、図2に示すように、同一の押出機20内で、工程(I)、工程(I’)及び工程(II’)を行うことで、効率的に樹脂組成物を製造することができる。本発明に係る製造方法により得られた樹脂組成物は、フィルムとした場合における機械的物性に優れたものである。
【0084】
尚、図2に示すように、ニーディングディスク部12cで得られた樹脂組成物をそのままさらにスクリュー押出し部4へと押し出し、当該スクリュー押出し部4の排出口(図2紙面右側)からTダイや丸ダイ等へと押し出すことで、2軸押出機20の出側において、樹脂組成物をフィルム等の所定形状に連続的に押出成形可能な形態としてもよい。
【0085】
(その他の成分)
本発明に係る製造方法において、樹脂組成物には、上記脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)や熱可塑性樹脂(D)以外に、その他の成分を含ませてもよい。例えば、相溶化剤、無機充填剤、有機充填剤、結晶核剤、酸化防止剤、アンチブロッキング剤、紫外線吸収剤、耐光剤、酸化防止剤、熱安定剤、着色剤、難燃剤、離型剤、帯電防止剤、防曇剤、表面ぬれ改善剤、焼却補助剤、顔料、滑剤、分散助剤、界面活性剤、スリップ剤、加水分解防止剤、末端封止剤等が挙げられる。これらは、本発明の効果を損なわない範囲で任意に使用できる。
【0086】
相溶化剤とは、非相溶性の異種樹脂、或いは澱粉と樹脂を混合する際に、相溶性を改良する添加剤である。溶化剤を添加することにより、相溶性を向上させることができる。
【0087】
相溶化剤は、上述した脂肪族ポリエステル系樹脂(A)、澱粉(B)、及び可塑剤(C)の合計量100重量部に対して、0.01重量部以上10重量部以下添加するのが好ましい。
【0088】
相溶化剤の例としては、高分子型相溶化剤、低分子の有機化合物、無機化合物、有機無機複合体等が挙げられるが、高分子型相溶化剤、低分子の有機化合物が成形品の物性の点で好ましく、成形プロセスの観点から、高分子型相溶化剤がより好ましい。また、相溶化剤としては、酸無水物基、グリシジル基、エーテル基のいずれかの構造を有するものであることが好ましく、これらいずれかの構造を有する高分子型相溶化剤がより好ましい。これらの構造を有する相溶化剤を用いることにより、上記相溶性を向上させる効果が大きくなる。
【0089】
高分子型相溶化剤としては、ポリエステル系、ポリオレフィン系、ポリアミド系、ポリエーテル系、ポリカーボネート系、アクリル系、スチレン系、ウレタン系、ポリアセタール系、オレフィン系エラストマー、不飽和脂肪族系エラストマー、水添不飽和脂肪族系エラストマー等の樹脂及びこれらの2種類以上のブロック、グラフト又は、ランダム共重合体が挙げられる。これらの共重合体にさらに不飽和脂肪酸無水物を付加させる等して極性基を分子中に導入してもよい。付加させる不飽和脂肪酸無水物として無水マレイン酸が好ましく用いられる。
【0090】
この中でも、ポリエステル系、ポリオレフィン系、ポリアミド系、ポリエーテル系、アクリル系、スチレン系、オレフィン系エラストマー、不飽和脂肪族系エラストマー、水添不飽和脂肪族系エラストマー及びこれらの2種以上の共重合体等がより好ましく、ポリオレフィン系、ポリアミド系、ポリエーテル系、アクリル系、スチレン系、水添不飽和脂肪族系エラストマー及びこれらの2種以上の共重合体が更に好ましい。
【0091】
無機充填剤としては、シリカ、雲母、タルク、酸化チタン、炭酸カルシウム、ケイ藻土、アロフェン、ベントナイト、チタン酸カリウム、ゼオライト、セピオライト、スメクタイト、カオリン、カオリナイト、ガラス、石灰石、カーボン、ワラステナイト、焼成パーライト、「珪酸カルシウム、珪酸ナトリウム等の珪酸塩」、酸化アルミニウム、炭酸マグネシウム、水酸化カルシウム等の水酸化物、炭酸第二鉄、酸化亜鉛、酸化鉄、リン酸アルミニウム、硫酸バリウム等が挙げられる。これらは1種を単独で用いてもよく、2種以上を混合して使用してもよい。
【0092】
樹脂組成物に含有される無機充填剤の量は特に限定はないが、上述した脂肪族ポリエステル系樹脂(A)、澱粉(B)、及び可塑剤(C)の合計量100重量部に対して、無機充填剤が、1重量部以上30重量部以下が好ましい。無機充填剤が少なすぎる場合は、機械物性改良効果が少なくなる場合があり、一方、多すぎる場合は、成形性及び耐衝撃性が悪化する場合がある。
【0093】
有機充填剤としては、酢酸セルロース、キトサン、セルロース、クロマンインデン、ロジン、リグニン、カゼイン等が列挙できる。
【0094】
樹脂組成物に含有される有機充填剤の量は特に限定はないが、上述した脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び熱可塑性樹脂(D)の合計量100重量部に対して、有機充填剤が0.1重量部から30重量部以下が好ましい。有機充填剤の量が少なすぎる場合には、樹脂組成物の機械物性改良効果が少なくなる場合がある。多すぎる場合には、成形性及び機械強度が悪化する場合がある。
【0095】
樹脂組成物には、さらに、従来公知の各種添加剤を配合することができる。添加剤としては、例えば、結晶核剤、酸化防止剤、アンチブロッキング剤、紫外線吸収剤、耐光剤、可塑剤、熱安定剤、着色剤、難燃剤、離型剤、帯電防止剤、防曇剤、表面ぬれ改善剤、焼却補助剤、顔料、滑剤、分散助剤や各種界面活性剤、スリップ剤、加水分解防止剤等が挙げられる。これらは1種を単独で用いてもよく、2種以上を混合して使用してもよい。
【0096】
防曇剤はあらかじめ樹脂に防曇剤を練りこんでもよいし、成形後、成形品表面に塗布してもよい。使用する防曇剤は具体的には、炭素数4以上20以下の飽和又は不飽和脂肪族カルボン酸と多価アルコールのエステル系界面活性剤が好ましく用いられる。スリップ剤としては、炭素数6〜30の不飽和脂肪酸からなる不飽和脂肪酸アマイド、不飽和脂肪酸ビスアマイドが挙げられるが、最も好ましくはエルカ酸アマイドが挙げられる。
【0097】
アンチブロッキング剤としては、炭素数6〜30の飽和脂肪酸アマイド、飽和脂肪酸ビスアマイド、メチロールアマイド、エタノールアマイド、天然シリカ、合成シリカ、合成ゼライト、タルク等が挙げられる。
【0098】
耐光剤としてはビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、2−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−2−n−ブチル−ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)マロネートが好ましい。
【0099】
紫外線吸収剤としては、ベンゾトリアゾール系紫外線吸収剤が好ましく、2−[2−ヒドロキシ−3,5−ビス(α、α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾール、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシ−フェノールが特に好ましい。
【0100】
酸化防止剤としては、ヒンダードフェノール系酸化防止剤が好適に用いられ、イルガノックス3790(1,3,5−トリス[(4−tert−ブチル−3−ヒドロキシ−2,6−キシリル)メチル]−1,3,5−トリアジン−2,4,6(1H、3H,5H)−トリオン)、イルガノックス1330(3,3’,3”,5,5’,5”−ヘキサ−tert−ブチル−α,α’,α”−(メシチレン−2,4,6−トリイル)トリ−p−クレゾール)が特に好ましい。
【0101】
主に大気中の水分等による加水分解を抑制する目的で用いられる末端封止剤として、カルボジイミド化合物、エポキシ化合物、オキサゾリン化合物等が挙げられるが、その中でも分子中に1個以上のカルボジイミド基を有する化合物(ポリカルボジイミド化合物を含む)が好ましい。
【0102】
具体的には、モノカルボジイミド化合物として、ジシクロヘキシルカルボジイミド、ジイソプロピルカルボジイミド、ジメチルカルボジイミド、ジイソブチルカルボジイミド、ジオクチルカルボジイミド、t−ブチルイソプロピルカルボジイミド、ジフェニルカルボジイミド、ジ−t−ブチルカルボジイミド、ジ−β−ナフチルカルボジイミド、N,N’−ジ−2,6−ジイソプロピルフェニルカルボジイミドなどが例示される。ポリカルボジイミド化合物としては、その重合度が、下限が通常2以上、好ましくは4以上であり、上限が通常40以下、好ましくは30以下であるものが使用され、米国特許第2941956号明細書、特公昭47−33279号公報、J.Org.Chem.28巻、p2069−2075(1963)、及びChemical Review 1981、81巻、第4号、p.619−621等に記載された方法により製造されたものが挙げられる。
【0103】
ポリカルボジイミド化合物の製造原料である有機ジイソシアネートとしては、例えば、芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環族ジイソシアネートやこれらの混合物を挙げることができ、具体的には、1,5−ナフタレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、4,4’−ジフェニルジメチルメタンジイソシアネート、1,3−フェニレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、2,4−トリレンジイソシアネートと2,6−トリレンジイソシアネートの混合物、ヘキサメチレンジイソシアネート、シクロヘキサン−1,4−ジイソシアネート、キシリレンジイソシアネート、イソホロンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、メチルシクロヘキサンジイソシアネート、テトラメチルキシリレンジイソシアネート、2,6−ジイソプロピルフェニルイソシアネート、1,3,5−トリイソプロピルベンゼン−2,4−ジイソシアネートなどが例示される。
【0104】
工業的に入手可能な具体的なポリカルボジイミドとしては、カルボジライトHMV−8CA(日清紡製)、カルボジライト LA−1(日清紡製)、スタバクゾールP(ラインケミー社製)、スタバクゾールP100(ラインケミー社製)などが例示される。
【0105】
カルボジイミド化合物は単独で使用することもできるが、複数の化合物を混合して使用することもできる。
【0106】
カルボジイミド化合物を用いてポリエステルの末端カルボキシル基を封止することにより、ポリエステルの耐加水分解性を高めることができる。カルボジイミド化合物の使用量は、本発明の樹脂組成物に含まれる脂肪族ポリエステル系樹脂(脂肪族芳香族ポリエステル系樹脂を含む)100重量部に対して0.01〜10重量部、好ましくは0.05〜5重量部、更に好ましくは0.1〜3重量部とすることが好ましく、カルボジイミド化合物の使用量が多過ぎると組成物中におけるカルボジイミド化合物の分散性が不十分となり、例えばインフレフィルムにおいて外観不良の原因になる場合がある。また、少な過ぎるとカルボジイミド化合物を用いたことによる十分な耐加水分解性の向上効果が得られない。
【0107】
上記したその他の成分は、本発明に係る製造方法によって溶融した樹脂組成物を得た後で添加してもよく、或いは、マスターバッチ等を調製して、本発明に係る製造方法の途中で必須成分とともに添加してもよい。
【0108】
3.フィルム
本発明に係る製造方法により得られた樹脂組成物は、汎用プラスチックに適用される各種成形法によりフィルム状に成形することができる。成形法に関しては、特に、押し出し成形やインフレーション成形によって成形すると、本発明の効果が顕著に現れる。より具体的には、例えば、Tダイ、Iダイ又は丸ダイ等から所定の厚みに押し出したフィルム状、シート状物又は円筒状物を、冷却ロールや水、圧空等により冷却、固化させる方法等が挙げられる。この際、数種の組成物を積層させた積層フィルムとすることも可能である。
【0109】
このようにして得られたフィルム状成形体は、その後、ロール法、テンター法、チューブラー法等によって一軸又は二軸延伸を施してもよい。延伸する場合は、延伸温度は通常30℃〜110℃の範囲で、延伸倍率は縦、横方向、それぞれ0.6〜10倍の範囲で行われる。また、延伸後、熱風を吹き付ける方法、赤外線を照射する方法、マイクロ波を照射する方法、ヒートロール上に接触させる方法等によって熱処理を施してもよい。
【0110】
4.袋
上記のようにして得られるフィルムを成形して袋としてもよい。袋の成形については、公知の方法を適用することができる。例えば、インフレーション成形して得られた原反の一端をヒートシールした後にカッターなどにより切断することによって成形可能である。ここで、上述したように、袋を構成するフィルムはMD方向の引き裂き強度が向上されるとともに優れた衝撃強度を有している。フィルムのMD方向の引き裂き強度に優れると、袋の縦裂けを防止することが可能となる。また、衝撃強度に優れることで、袋を開ける際や袋に物を詰める際、袋の破れを防止することが可能となる。
【実施例】
【0111】
以下、実施例及び比較例を挙げて本発明をさらに詳細に説明する。なお、以下の実施例は本発明を詳細に説明するために示すものであり、本発明はその趣旨に反しない限り以下の実施例に限定されるものではない。
【0112】
1.物性評価
[フィルム成形性の評価]
インフレーション成形を実施した際の成形のしやすさを、以下の判断基準に従って評価した。
○:良好。所定温度(150℃)において、所定厚み(20μm)に成形することが可能であり、穴あきなどによる成形トラブルがまったくない。
△:やや問題あり。所定温度(150℃)において、所定厚み(20μm)に成形することが可能であるが、穴あきなどによる成形トラブルが時折発生する。
×:不良。穴あきなどによる成形トラブルが多発し、所定温度(150℃)において、所定厚み(20μm)に成形することが不可能である。
【0113】
[フィルムの外観評価]
インフレーション成形を実施したフィルムから、30cm×30cmの大きさでサンプルを切り出し、そのサンプルに含まれる異物(凝集物)の個数を目視で数えることで外観評価を実施した。評価は以下の判断基準に従って実施した。
○:良好。サンプルに含まれる異物(凝集物)の個数が10個未満である。
△:やや問題あり。サンプルに含まれる異物(凝集物)の個数が10個以上30個未満である。
×:不良。サンプルに含まれる異物(凝集物)の個数が30個以上である
【0114】
[フィルムの機械強度]
<引裂き強度の測定方法>
JIS K7128に準拠してエルメンドルフ引裂き強度を測定した。
<引張試験>
JIS Z1702に準拠して、株式会社島津製作所製精密万能試験機オートグラフAG−2000にて、フィルムの引張試験を実施した。
【0115】
2.樹脂組成物の製造
[2.1.脂肪族ポリエステル樹脂(A)]
脂肪族ポリエステル樹脂として、三菱化学株式会社製 GS Pla(AD92WN;ポリブチレンサクシネートアジペート)を使用した。
【0116】
[2−2.澱粉(B)]
澱粉として、なんら化学的な変性を施していないコーンスターチ(日本コーンスターチ社製 Y−3P;含水率12%)を使用した。
【0117】
[2−3.可塑剤(C)]
可塑剤として、グリセリン(新日本理化株式会社製 濃グリセリンS)を使用した。
【0118】
[2−4.熱可塑性樹脂(D)]
熱可塑性樹脂として、BASF社製 Ecoflex(ポリブチレンアジペートテレフタレート)を使用した。
【0119】
<予備実験1>
澱粉100重量部に対して、グリセリン20重量部をスーパーミキサー(株式会社カワタ SMG−75)に投入し、3000rpm、3分間の条件でブレンドした。ブレンド時の混合物の温度は42℃であった。ブレンド後の混合物を公称目開き500μmの篩に通したところ、篩に供給した混合物の量に対する篩を通過した混合物の割合が98重量%であった。
【0120】
<予備実験2>
2軸押出機のスクリューにおいて、以下のニーディングディスクを有するほかは、すべて順送りのスクリューセグメントを有するスクリューを用意した。
ニーディングディスクの構成
形状 :順送り
L/D :1.0
ねじれ角 :45°
【0121】
この押出機に、澱粉100重量部、グリセリン20重量部をホッパーに投入し、全シリンダー温度30℃、回転速度300rpmで混合物を押出機のヘッドが開放の状態で押し出した。ニーディングディスクでの混合物の温度を計測したところ、54℃であった。
得られた混合物を公称目開き500μmの篩に通したところ、篩に供給した混合物の量に対する篩を通過した混合物の割合が97重量%であった。
【0122】
<予備実験3>
予備実験2においてニーディングディスク部の構成を変更したほかは、予備実験3と同様に混合を実施した。ニーディングディスク部での混合物の温度を計測したところ、59℃であった。
ニーディングディスク部の構成
形状:逆送り
L/D:1.0
ねじれ角:45°
【0123】
得られた混合物を公称目開き500μmの篩に通したところ、篩に供給した混合物の量に対する篩を通過した混合物の割合が100重量%であった。
【0124】
<予備実験4>
予備実験3においてニーディングディスクの構成を変更したほかは、予備実験3と同様に混合を実施した。ニーディングディスクでの混合物の温度を計測したところ、88℃であった。
ニーディングディスクの構成
形状:逆送り
L/D:3.0
ねじれ角:45°
【0125】
得られた混合物は、一部可塑化しており、一部凝集した状態で押し出された。得られた混合物を公称目開き500μmの篩に通したところ、篩に供給した混合物の量に対する篩を通過した混合物の割合が54重量%であった。
【0126】
<実施例1>
予備実験1で得られた澱粉−グリセリン混合物42.9重量部、熱可塑性樹脂(D)17.7重量部を、スクリュー式2軸押出機(日本製鋼所社製TEX30;22シリンダー、L/D=77)のホッパーに供給して最高温度が170℃以下になるように混合する工程を経た後、ベント部にて水蒸気を除去し、それに引き続き、サイドフィーダーから脂肪族ポリエステル樹脂(A)39.4重量部を供給して、澱粉、可塑剤、熱可塑性樹脂、及び脂肪族ポリエステル樹脂を樹脂温度が170℃以下になるように混合する工程を同一押出機内にて逐次的に行い、真空ベントによる吸引を行い、樹脂組成物をダイスからストランド状に押し出し、水槽にて冷却後カッティングし、白色の澱粉含有樹脂組成物(X−1)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0127】
得られた樹脂組成物を用いて、インフレーション成形機(エンプラ産業株式会社;E30SP)でインフレーション成形を実施し、厚み20μmのフィルムを得た。成形条件は、ブローアップ比2.5、成形温度150℃であった。フィルムの外観は、ブツ状の凝集物もなく、良好であった。得られたフィルムの機械物性などを表1に示す。
【0128】
<実施例2>
澱粉(B)35.5重量部を、スクリュー式2軸押出機(日本製鋼所社製TEX30;22シリンダー、L/D=77)のホッパーに供給し、可塑剤(C)7.4重量部を押出機シリンダー上部から圧入し、予備実験2と同様のスクリューのニーディングディスク部(形状:順送り、L/D:1.0、ねじれ角:45°)でブレンドしたのち(ニーディングディスク部に対応するシリンダー温度は30℃に設定)、熱可塑性樹脂(D)17.7重量部をサイドフィーダーから供給し、樹脂温度が170℃以下になるように混合する工程を経た後、ベント部にて水蒸気を除去し、それに引き続き、サイドフィーダーから脂肪族ポリエステル樹脂(A)39.4重量部を供給して、澱粉、可塑剤、熱可塑性樹脂、及び脂肪族ポリエステル樹脂を最高温度が170℃以下になるように混合する工程を同一押出機内にて逐次的に行い、真空ベントによる吸引を行い、樹脂組成物をダイスからストランド状に押し出し、水槽にて冷却後カッティングし、白色の澱粉含有樹脂組成物(X−2)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0129】
得られた樹脂組成物を用いて、実施例1と同様の条件でインフレーション成形を実施した。フィルムの外観は、ブツ状の凝集物もなく、良好であった。得られたフィルムの機械物性などを表1に示す。
【0130】
<実施例3>
実施例2において、ニーディングディスク部の構成を予備実験3と同様のニーディングディスク部に変更したほかは(形状:逆送り、L/D:1.0、ねじれ角:45°)同様に押し出しを実施し、白色の澱粉含有樹脂組成物(X−3)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0131】
得られた樹脂組成物を用いて、実施例1と同様の条件でインフレーション成形を実施した。フィルムの外観は、ブツ状の凝集物もなく、良好であった。得られたフィルムの機械物性などを表1に示す。
【0132】
<比較例1>
実施例2において、ニーディングディスク部の構成を予備実験4と同様のニーディングディスク部に変更したほかは(形状:逆送り、L/D:3.0、ねじれ角:45°)同様に押し出しを実施し、やや茶色の澱粉含有樹脂組成物(X−4)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0133】
得られた樹脂組成物を用いて、実施例1と同様の条件でインフレーション成形を実施したが、澱粉が焦げたことにより発生したと思われる黒色のブツ状の凝集物が発生し、成形加工時に穴あきトラブルが時折発生した。得られたフィルムの機械物性などを表1に示す。
【0134】
<比較例2>
澱粉(B)35.5重量部、熱可塑性樹脂(D)17.7重量部を、スクリュー式2軸押出機(日本製鋼所社製TEX30;22シリンダー、L/D=77)のホッパーに供給し、可塑剤(C)7.4重量部を押出機シリンダー上部から圧入し、事前に澱粉とグリセリンが混合される工程を経ることなく、最高温度が170℃以下になるように混合する工程を経た後、ベント部にて水蒸気を除去し、それに引き続き、サイドフィーダーから脂肪族ポリエステル樹脂(A)39.4重量部を供給して、澱粉、可塑剤、熱可塑性樹脂、及び脂肪族ポリエステル樹脂を最高温度が170℃以下になるように混合する工程を同一押出機内にて逐次的に行い、真空ベントによる吸引を行い、樹脂組成物をダイスからストランド状に押し出し、水槽にて冷却後カッティングし、白色の澱粉含有樹脂組成物(X−5)を得た。混練時の設定温度は30〜150℃、スクリュー回転数は150〜300rpmとした。その後、樹脂組成物のペレットを、60℃、窒素雰囲気下で8時間乾燥を行った。
【0135】
得られた樹脂組成物を用いて、実施例1と同様の条件でインフレーション成形を実施した。フィルムの外観は、ときおり透明なブツ状の凝集物が認められたが、成形加工上の問題とはならなかった。得られたフィルムの機械物性などを表1に示す。
【0136】
【表1】
【0137】
表1に示された結果から明らかなように、本発明に係る製造方法によれば、澱粉が均一に分散し、かつ澱粉由来の凝集物の極めて少ない品質の優れた樹脂組成物を得ることができるため、得られた樹脂組成物を用いてフィルムを成形した場合、成形加工性に優れるとともにフィルムの外観に優れ、さらには、フィルムの機械的物性にも優れることが分かる。
【0138】
以上、現時点において、最も実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲及び明細書全体から読み取れる発明の要旨あるいは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う樹脂組成物の製造方法もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【符号の説明】
【0139】
1a、1b、11b、11c スクリュー押出部
2a、2b、12b、12c ニーディングディスク部
4 スクリュー押出し部
5 筐体
10、20 2軸押出機
【特許請求の範囲】
【請求項1】
下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有する樹脂組成物の製造方法。
工程(I):前記澱粉(B)と前記可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(II):工程(I)で得られた前記澱粉混合物と前記脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【請求項2】
下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び前記脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)を含有する樹脂組成物の製造方法。
工程(I):前記澱粉(B)と前記可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(I’):前記工程(I)で得られた前記澱粉混合物と前記熱可塑性樹脂(D)とを、該澱粉混合物が可塑化する条件下で混合し、中間組成物とする工程
工程(II’):前記工程(I’)で得られた前記中間組成物と前記脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【請求項3】
前記工程(I)で得られた前記澱粉混合物は、その90重量%以上が500μm径の篩を通過するものである、請求項1又は2に記載の樹脂組成物の製造方法。
【請求項4】
前記可塑剤(C)が、25℃において液体である、請求項1〜3のいずれかに記載の樹脂組成物の製造方法。
【請求項5】
すべての工程を、同一の2軸押出機内にて行う、請求項1〜4のいずれかに記載の樹脂組成物の製造方法。
【請求項1】
下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)及び可塑剤(C)を含有する樹脂組成物の製造方法。
工程(I):前記澱粉(B)と前記可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(II):工程(I)で得られた前記澱粉混合物と前記脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【請求項2】
下記工程を有することを特徴とする、脂肪族ポリエステル系樹脂(A)、澱粉(B)、可塑剤(C)及び前記脂肪族ポリエステル系樹脂(A)以外の熱可塑性樹脂(D)を含有する樹脂組成物の製造方法。
工程(I):前記澱粉(B)と前記可塑剤(C)とを、該澱粉(B)が可塑化しない条件下で混合し、澱粉混合物とする工程
工程(I’):前記工程(I)で得られた前記澱粉混合物と前記熱可塑性樹脂(D)とを、該澱粉混合物が可塑化する条件下で混合し、中間組成物とする工程
工程(II’):前記工程(I’)で得られた前記中間組成物と前記脂肪族ポリエステル系樹脂(A)とを、該脂肪族ポリエステル系樹脂(A)の融点よりも高い温度条件下で混合する工程
【請求項3】
前記工程(I)で得られた前記澱粉混合物は、その90重量%以上が500μm径の篩を通過するものである、請求項1又は2に記載の樹脂組成物の製造方法。
【請求項4】
前記可塑剤(C)が、25℃において液体である、請求項1〜3のいずれかに記載の樹脂組成物の製造方法。
【請求項5】
すべての工程を、同一の2軸押出機内にて行う、請求項1〜4のいずれかに記載の樹脂組成物の製造方法。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2013−28701(P2013−28701A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−165202(P2011−165202)
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000005968)三菱化学株式会社 (4,356)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000005968)三菱化学株式会社 (4,356)
【Fターム(参考)】
[ Back to top ]