
樹脂組成物及びその塗布方法
【課題】ドライフィルムを使用することなく従来用いられてきた塗布方法により凹部上にテンティングするように薄膜層を形成できる樹脂組成物及び当該樹脂組成物をテンティングするように塗布する方法を提供すること。
【解決手段】回転塗布により基材に形成されている凹部をテンティングする樹脂組成物であって、樹脂成分(a)と溶剤(b)とを含有し、200cp以上の粘度を有することを特徴とする樹脂組成物を用いて、凹部となるパターンが形成された基板上に、上述の樹脂組成物を滴下し、300〜4000rpmの回転速度で回転塗布することにより、テンティングすることができる。
【解決手段】回転塗布により基材に形成されている凹部をテンティングする樹脂組成物であって、樹脂成分(a)と溶剤(b)とを含有し、200cp以上の粘度を有することを特徴とする樹脂組成物を用いて、凹部となるパターンが形成された基板上に、上述の樹脂組成物を滴下し、300〜4000rpmの回転速度で回転塗布することにより、テンティングすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂組成物及びその塗布方法に関する。
【背景技術】
【0002】
半導体ウェーハやガラス基板の表面に感光性樹脂等の塗膜を形成するにあたり、回転式塗布方法、スクリーン印刷式塗布方法、浸漬式塗布方法、スプレー式塗布方法等が一般に用いられている。これらの方法では、いずれも半導体ウェーハやガラス基板の表面を液状の塗布液で覆うため、塗布する基板がホール(孔)、配線間のトレンチ等の凹部を有する場合には、凹部内に塗布液が入り込んでしまい、後工程において当該凹部内に入り込んだ塗布液を除去する必要があった。特に当該凹部がホールの場合には、ひとたび感光性樹脂がホールに入り込むと現像工程において現像液が入り込みにくくホール内に残渣が発生してしまうという問題があった。そして、このような残渣を除去するために現像時間を長くすると残渣は解消するが、形成した樹脂層全体の厚みが減少する、いわゆる「膜べり」が発生してしまうという問題があった。このような問題を解決するために、凹部、特にホール内に感光性樹脂組成物が入り込まないような感光性樹脂組成物の薄膜層を形成する試みがなされてきた。
【0003】
凹部を有する基板上に感光性樹脂組成物の薄膜層を形成する方法として、テンティング法と呼ばれる方法が用いられている。テンティング法は、ポリエステルフィルム等の離型フィルム上に感光性樹脂組成物等を塗布・乾燥させて形成した、いわゆるドライフィルムを熱圧着等により基板表面上に貼り合わせた後、上記離型フィルムを剥離するものである。これにより、凹部上に容易に感光性樹脂組成物の薄膜層を形成することができる(特許文献1)。
【特許文献1】特開平10−172431号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、ドライフィルムを用いる工程では、感光性樹脂組成物の塗布装置に加え熱圧着装置の導入が必要になり設備投資に資金が必要なこと、さらに、作業工程の複雑化に伴い製造コストが増大すること等の理由により、操作が容易で作業工程が簡便な感光性樹脂組成物の塗布方法を用いて、凹部をテンティングするように薄膜層を形成できる方法が要望された。
【0005】
かかる事情にかんがみ、本発明は、ドライフィルムによらず、塗布により凹部をテンティングするように薄膜層を形成できる樹脂組成物及び当該樹脂組成物をテンティングするように塗布する方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、塗布する樹脂組成物の粘度と回転塗布の際の速度を調節することにより、上記の課題を解決できることを見出し、本発明を完成するに至った。具体的には本発明は以下に記載のものを提供する。
【0007】
本発明の第一の態様は、回転塗布により基材に形成されている凹部をテンティングする樹脂組成物であって、樹脂成分(a)と溶剤(b)とを含有し、200cp以上の粘度を有することを特徴とする樹脂組成物である。
【0008】
本発明の第二の態様は、凹部となるパターンが形成された基板上に上記の樹脂組成物を滴下し、300〜4000rpmの回転速度で回転塗布しテンティングする工程を含む塗布方法である。
【発明の効果】
【0009】
本発明によれば、ドライフィルムを使用することなく、回転塗布により凹部をテンティングするように薄膜層を形成できる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施形態について説明するが、本発明は以下の実施形態になんら限定されるものではない。
【0011】
<<樹脂組成物>>
本発明は、第一の態様として、回転塗布により基材に形成されている凹部をテンティングする樹脂組成物であって、樹脂成分(a)と溶剤(b)とを含有し、200cp以上の粘度を有することを特徴とする樹脂組成物を提供するが、各成分については次のとおりである。
【0012】
<樹脂成分(a)>
樹脂成分(以下、「(a)成分」ともいう。)は、用途と目的に応じて選ぶことができ特に制限がないが、半導体等の製造等、広範な応用が可能な一般的な感光性樹脂組成物に含有される樹脂成分が好ましい。そこで、感光性樹脂組成物に含まれる樹脂成分について説明する。このような(a)成分として、例えば、半導体、液晶、カラーフィルター等に用いられてきたネガ型、ポジ型、化学増幅型、非化学増幅型のあらゆる感光性樹脂に含まれる樹脂成分が挙げられる。
具体的には、エチレン性不飽和二重結合を有する単量体(二量体、三量体、オリゴマー含む)、あるいは側鎖若しくは主鎖にエチレン性不飽和二重結合を有する重合体、例えばアクリル酸、メタクリル酸等の(メタ)アクリル酸系、アクリル酸メチル、メタクリル酸メチル等の(メタ)アクリル酸エステル系、m−メチルスチレン、p−メトキシスチレン等の芳香族ビニル系単量体及びこれらの重合体、
フェノールノボラック型エポキシアタリレート重合体、クレゾールノポラック型エポキシメタクリレート重合体等の芳香族ヒドロキシ化合物とアルデヒド類又はケトン類とを縮合反応させて得られるノボラック樹脂、ポリヒドロキシスチレン及びその誘導体(ヒドロキシスチレン系樹脂)等の樹脂が挙げられる。(a)成分は単独で用いても、2種類以上を混合して用いてもよい。
【0013】
<溶剤(b)>
溶剤(以下、「(b)成分」ともいう。)は、特に制限がないが、従来公知のものを使用することができる。例えば、シクロヘキサノン、プロピレングリコールモノメテルエーテルアセテート(PGMEA)、プロピレングリコールモノメチルエーテル(PM)、3−メトキシブチルアセテート、メトキシプロピルアセテート、3−エトキシプロピオン酸エチル、酢酸エチル、酢酸ブチル、酢酸プロピル、酢酸ペンチル、酢酸ヘキシル、酢酸ヘプチル、酢酸オクチル、乳酸エチル、乳酸ブチル、乳酸ペンチル、乳酸ヘキシル、乳酸ヘプチル、乳酸オクチル、アセトン、メチルイソブチルケトン(MIBK)、メチルエチルケトン(MEK)、γ−ブチロラクトン、2−ヘプタノン、メタノール、エタノール、プロパノール、ブタノール、ペンタノール、ヘキサノール、ヘプタノール、オクタノール、ヘキサン、ヘプタン、オクタン、ノナン、デカン、ジエチルエーテル、シクロヘキサン、シクロヘキサノール、ジオキサン、オキセタン、フェノール、クレゾール、キシレノールが挙げられる。(b)成分は単独で用いても、2種類以上を混合して用いてもよい。
【0014】
(b)成分は、常圧・20℃における表面張力が27〜45dyn/cm2であることが好ましい。(b)成分がこのような表面張力の値をとることにより、凹部となるパターンが形成された基板上に塗布した際の樹脂組成物の塗布性が向上し、テンティングし易くなるほか、形成した樹脂層の均一性が向上する。好ましい(b)成分の例として、シクロヘキサノン、プロピレングリコールモノメチルエーテル、γ−ブチロラクトン、乳酸エチル等が挙げられる。なお、溶剤の表面張力は滴下式表面張力計により測定することができる。
【0015】
<その他の成分>
本発明に係る樹脂組成物は、上記のほかに、一般的に用いられる界面活性剤、顔料等の周知慣用の成分を含むことができる。
【0016】
{界面活性剤}
界面活性剤としては、特に制限はないが、従来公知のものを使用することができる。例えば、アニオン系、カチオン系、ノニオン系の各種界面活性剤、両性界面活性剤、シリコーン系界面活性剤等が挙げられる。
【0017】
本発明に係る樹脂組成物中の界面活性剤の濃度は、5000質量ppm未満、特に250〜2000質量ppmが好ましい。上述の濃度で界面活性剤を含むことにより、本発明に係る樹脂組成物を回転塗布した際の塗布性及び樹脂組成物を塗布した際の均一性を向上することができる。
【0018】
(a)成分が感光性樹脂組成物に含まれる樹脂成分の場合には、感光剤、モノマー成分、酸成分、含窒素有機化合物等の周知慣用の成分を含むことができる。
{感光剤}
感光剤としては、特に制限はないが、従来公知のものを使用する感光性樹脂組成物に応じて適宜使用することができる。このような感光剤として、例えば1−ヒドロキシシクロヘキシルフェニルケトン等のラジカル重合開始剤、ナフトキノンジアジドのような感光性物質、オニウム塩系、オキシムスルホネート系、ジアゾメタン系、ニトロベンジルスルホネート系、イミノスルホネート系、ジスルホン系化合物等の酸発生剤が挙げられる。
【0019】
<樹脂組成物の調製方法>
本発明に係る樹脂組成物は、樹脂成分(a)と溶剤(b)とを混合し均一な溶液とすることで調製することができる。また、必要に応じて、界面活性剤、感光剤等を添加して混合することもできる。こうして調製した樹脂組成物の粘度は、200cp以上である必要があるが、200〜3000cpが好ましく、200〜2000cpがより好ましく、200〜1000cpがさらに好ましく、400〜800cpが特に好ましい。
【0020】
一般に、低粘度の樹脂組成物を塗布すると、当該樹脂組成物の凹部への落ち込みが発生し易いと考えられる。
【0021】
ところが、本発明者らが検討したところ、粘度が200cp以上であれば、凹部を有するパターンに対し良好にテンティングできることがわかった。特に、200〜1000cpといった比較的低粘度の樹脂組成物の方が、2000cp、3000cpといった比較的高粘度の樹脂組成物よりも、凹部をテンティングすることが容易であることがわかった。また、粘度を400〜600cpに調整した場合には、凹部への樹脂組成物の落ち込みが特に抑制され、形成した樹脂層の膜厚も均一になることがわかった。また、1000cpを超える粘度を有する樹脂組成物であっても、凹部の口径が60μm以下(好ましくは40μm以下)であれば、良好にテンティング可能なことがわかった。樹脂組成物の粘度は、回転塗布時の温度で上記の範囲にあればよく、溶剤(b)の含有量を適宜加減することにより調整される。
【0022】
また、本発明に係る樹脂組成物は、常圧・20℃において20〜50dyn/cm2の表面張力を有することが好ましい。樹脂組成物がこのような表面張力を有することにより、凹部となるパターンが形成された基板上の樹脂組成物の塗布性が向上し、テンティングし易くなるほか、形成した樹脂層の均一性が向上する。樹脂組成物の表面張力の値は、溶剤(b)の種類と配合量とを適宜調整することにより、調整することができる。なお、樹脂組成物の表面張力は滴下式表面張力計により測定することができる。
【0023】
<<塗布方法>>
本発明は、第二の態様として、凹部となるパターンが形成された基板上に上記の樹脂組成物を滴下し、300〜4000rpmの回転速度で回転塗布しテンティングする工程を含む塗布方法を提供するが、当該工程については次のとおりである。
【0024】
<基板について>
本発明に係る塗布方法において用いる基板は、回転塗布に適する形状のものであれば、従来公知のいかなる基板を用いてよい。このような基板として、例えば、電子部品用の基板や、これに所定の配線パターンが形成されたもの等が挙げられる。具体的には、例えば、シリコン、窒化シリコン、チタン、タンタル、パラジウム、チタンタングステン、銅、クロム、鉄、アルミニウム、金、ニッケル等の金属製の基板、ガラス基板、セラミック製の基板等が挙げられる。配線パターンの材料としては、例えば銅、ハンダ、クロム、アルミニウム、ニッケル、金等が用いられる。また、上記の基板の表面には凹部となるパターンが形成される。このようなパターンの例として、コンタクトホール等のホールパターン、アライメントパターン、配線間のトレンチパターン等が挙げられる。凹部となるパターンの形状は円形、楕円形、矩形、十字型等いかなる形状でもよいが、ホールパターンが好ましい。凹部となるパターンがホールパターンであると、樹脂組成物を回転塗布する際に均一な膜厚の樹脂層をテンティングすることができる。また、上記のホールパターンのホール径は100μm以下であることが好ましい。
【0025】
{回転速度について}
本発明に係る塗布方法においては、樹脂組成物の塗布手段として従来公知の回転式塗布装置(スピンコーター)が用いられる。回転塗布する際の回転速度は、300〜4000rpmである必要があり、好ましくは300〜3000rpm、より好ましくは300〜2000rpm、さらに好ましくは300〜1500rpm、特に好ましくは300〜1000rpmである。
【0026】
通常の厚膜レジストを塗布する場合は、500〜1500rpmの回転速度で回転塗布が行われる。一般に、回転速度が遅いほど(例えば500rpm以下)、滴下した樹脂組成物の凹部へ落ち込みが発生し易いと考えられる。また、速くし過ぎても(例えば1500rpm超)、回転中に飛散した樹脂組成物がコットンキャンディ状となって、ウェーハに舞い戻ったり、ウェーハ裏面に回り込んだりする問題が生じる。
【0027】
ところが、本発明者らが検討したところ、300〜4000rpmの回転速度に調整して樹脂組成物を回転塗布することにより、凹部への樹脂組成物の落ち込みを減少させることができるとわかった。ここで、特に、300〜1500rpmの回転速度の場合には、粘度200cp以上、2000cp未満の樹脂組成物を用いることが好ましい。これにより、回転塗布時の遠心力の影響を抑え、落ち込みを防ぐことができ、良好にテンティングできる。一方、1500rpm超、3000rpm以下の回転速度の場合には、2000〜3000cpの樹脂組成物を用いることが好ましい。高粘度の樹脂組成物の場合、固形分濃度が高いために、高速回転中に乾燥が進むため落ち込みを防ぎ、良好にテンティングできる。
【実施例】
【0028】
本発明について、以下の実施例により詳説する。しかしながら、この実施例は本発明について例示するものであり、本発明の範囲を限定するものではない。
【0029】
<<樹脂組成物の調製>>
<実施例1〜21、比較例1〜4>
表1,2に示す樹脂成分(a)、感光剤、及び界面活性剤を用い、溶剤(b)にて粘度を調整することにより樹脂組成物を得た。なお、表中、PMはプロピレングリコールモノメチルエーテルを、γ−BLnはγ−ブチロラクトンを、BAは酢酸ブチルを、PGMEAはプロピレングリコールメチルエーテルアセテートを、ELは乳酸エチルを、CHはシクロヘキサノンを、MIBKはメチルイソブチルケトンをそれぞれ示す。また、粘度は、E型粘度計を用いて測定した、25℃での測定値である。界面活性剤は樹脂成分及び感光剤の量に対しての割合である。また、表面張力は、常圧・20℃において滴下式表面張力計「TVT−2」(ラウダ社製)を用いて測定した。
【0030】
【表1】

【0031】
【表2】
注)1:m−クレゾールとp−クレゾールとの配合比が6:4、質量平均分子量20000のものを用いた、2:シリコーン系界面活性剤(クラリアント社製)、3:質量平均分子量3000、4:シリコーン系界面活性剤(ビックケミー社製)
5:感光剤の構造は以下のとおりである。
【0032】
【化1】
【0033】
<<膜厚均一性試験>>
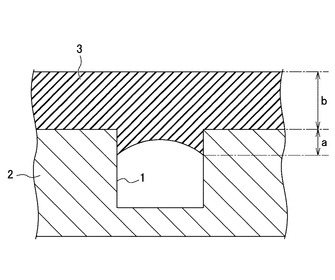
実施例1〜4の樹脂組成物を、図1に示すホール径60μm、深さ50μmのホールパターン1を有する8インチのCuスパッタ済みシリコン基板2上に滴下し、厚膜コーターCS−8(東京応化工業製)を用いて表2に記載の種々の回転速度で回転塗布し、20μmの膜厚の樹脂層3を形成した。この後100℃で5分間加熱し、当該基板上の外周付近を等間隔に4箇所及び中心の合計5箇所のホールパターンについて、ホール部の樹脂の落ち込み量a及びテンティングした樹脂層の膜厚bを測定し、平均値を求めた。結果を表3に示す。
【0034】
【表3】
【0035】
<評価>
表3より、樹脂組成物の粘度を200cp以上に調整すると、特には400〜600cpに調整すると、平均樹脂落ち込み量が抑制され、形成した樹脂層の膜厚も均一になることがわかる。
【0036】
<<界面活性剤及び樹脂成分の影響試験>>
実施例5〜11及び比較例1の樹脂組成物を、図2に示すホール径60μm、深さ50μmのホールパターン11を有するヘキサメチルジシラザン(HMDS)処理済みの8インチのシリコン基板12上に滴下し、厚膜コーターCS−8(東京応化工業製)を用いて500rpmの回転速度で回転塗布し、20μmの膜厚の樹脂層13を形成した。この後110℃で5分間加熱し、ホールパターン部分をテンティングした樹脂層の高さc及び横幅dを測定した。さらに、横幅dが125μm以下のものを○、125μmを超え130μm以下のものを△、130μmを超えるものを×として、各樹脂組成物を評価した。結果を表4に示す。
【0037】
【表4】
【0038】
<評価>
表4より、界面活性剤を5000質量ppmより多く添加すると形成される樹脂層の高さが高くなり、横幅も広くなることから、樹脂組成物の塗布後の均一性が悪化することがわかる(実施例5〜11及び比較例1)。したがって、界面活性剤の添加量は5000質量ppm以下が好ましいことがわかる。また、樹脂組成物の塗布性は、使用する樹脂成分によらないことがわかる(実施例9,11)。
【0039】
<<表面張力試験>>
上述した試験と同様に、実施例9,12〜15、及び比較例2,3の樹脂組成物を基板に回転塗布し、ホールパターン部分のテンティングした樹脂層の高さを測定した。さらに、高さが54μm以下のものを○、54μmを超えるものを×として、各樹脂組成物を評価した。結果を表5に示す。なお、表5では使用した溶剤の表面張力を併せて示す。表面張力は、常圧・20℃において滴下式表面張力計「TVT−2」(ラウダ社製)を用いて測定した。
【0040】
【表5】
【0041】
<評価>
表5より、27dyn/cm2よりも高い表面張力を有する溶剤を用いることにより樹脂組成物の塗布性が向上することがわかる。
【0042】
<<ホール径毎のテンティング試験>>
実施例7,16〜21、及び比較例4の樹脂組成物を、ホール径10〜100μm、深さ50μmのホールパターンを有するヘキサメチルジシラザン(HMDS)処理済みの8インチのシリコン基板上に滴下し、厚膜コーターCS−8(東京応化工業製)を用いて表6に記載の回転速度で回転塗布した。そして、測長SEM(日立製作所社製,製品名:S−9220)により、ホール全数のうち、樹脂組成物が埋め込まれずにテンティングすることができたホール数の割合が100%のものを○、50%以上70%未満のものを△、50%未満のものを×として判定した。さらに、ホール径100μmまで100%の割合でテンティングすることができたものをS、ホール径60μmまで100%の割合でテンティングすることができたものをA、ホール径40μmまで100%の割合でテンティングすることができたものをB、ホール径20μmでも100%の割合でテンティングすることができなかったものをDとして、各樹脂組成物を評価した。結果を表6に示す。
【0043】
【表6】
【0044】
<評価>
表6より、樹脂組成物の粘度を200cp以上に調整すると、ホールパターン上にテンティングすることができるとわかった。特に200〜600cpに調整すると、10〜100μmまで、幅広いホール径に対しテンティング可能となることがわかった。また、1000〜3000cpの粘度を有する樹脂組成物であっても、ホール系がより小さい場合には100%テンティングすることができるとわかった。一方、樹脂組成物の粘度が100cpの場合には、ホール径が10μmであってもホール内に樹脂組成物が埋め込まれてしまい、テンティングすることができないとわかった。
【図面の簡単な説明】
【0045】
【図1】ホールパターン上に形成した樹脂層の状態を示す断面図である。
【図2】ホールパターン上にテンティングした樹脂層の状態を示す断面図である。
【符号の説明】
【0046】
1 ホールパターン
2 基板
3 樹脂層
11 ホールパターン
12 基板
13 樹脂層
a 落ち込み量
b 膜厚
c 高さ
d 横幅
【技術分野】
【0001】
本発明は、樹脂組成物及びその塗布方法に関する。
【背景技術】
【0002】
半導体ウェーハやガラス基板の表面に感光性樹脂等の塗膜を形成するにあたり、回転式塗布方法、スクリーン印刷式塗布方法、浸漬式塗布方法、スプレー式塗布方法等が一般に用いられている。これらの方法では、いずれも半導体ウェーハやガラス基板の表面を液状の塗布液で覆うため、塗布する基板がホール(孔)、配線間のトレンチ等の凹部を有する場合には、凹部内に塗布液が入り込んでしまい、後工程において当該凹部内に入り込んだ塗布液を除去する必要があった。特に当該凹部がホールの場合には、ひとたび感光性樹脂がホールに入り込むと現像工程において現像液が入り込みにくくホール内に残渣が発生してしまうという問題があった。そして、このような残渣を除去するために現像時間を長くすると残渣は解消するが、形成した樹脂層全体の厚みが減少する、いわゆる「膜べり」が発生してしまうという問題があった。このような問題を解決するために、凹部、特にホール内に感光性樹脂組成物が入り込まないような感光性樹脂組成物の薄膜層を形成する試みがなされてきた。
【0003】
凹部を有する基板上に感光性樹脂組成物の薄膜層を形成する方法として、テンティング法と呼ばれる方法が用いられている。テンティング法は、ポリエステルフィルム等の離型フィルム上に感光性樹脂組成物等を塗布・乾燥させて形成した、いわゆるドライフィルムを熱圧着等により基板表面上に貼り合わせた後、上記離型フィルムを剥離するものである。これにより、凹部上に容易に感光性樹脂組成物の薄膜層を形成することができる(特許文献1)。
【特許文献1】特開平10−172431号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、ドライフィルムを用いる工程では、感光性樹脂組成物の塗布装置に加え熱圧着装置の導入が必要になり設備投資に資金が必要なこと、さらに、作業工程の複雑化に伴い製造コストが増大すること等の理由により、操作が容易で作業工程が簡便な感光性樹脂組成物の塗布方法を用いて、凹部をテンティングするように薄膜層を形成できる方法が要望された。
【0005】
かかる事情にかんがみ、本発明は、ドライフィルムによらず、塗布により凹部をテンティングするように薄膜層を形成できる樹脂組成物及び当該樹脂組成物をテンティングするように塗布する方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、塗布する樹脂組成物の粘度と回転塗布の際の速度を調節することにより、上記の課題を解決できることを見出し、本発明を完成するに至った。具体的には本発明は以下に記載のものを提供する。
【0007】
本発明の第一の態様は、回転塗布により基材に形成されている凹部をテンティングする樹脂組成物であって、樹脂成分(a)と溶剤(b)とを含有し、200cp以上の粘度を有することを特徴とする樹脂組成物である。
【0008】
本発明の第二の態様は、凹部となるパターンが形成された基板上に上記の樹脂組成物を滴下し、300〜4000rpmの回転速度で回転塗布しテンティングする工程を含む塗布方法である。
【発明の効果】
【0009】
本発明によれば、ドライフィルムを使用することなく、回転塗布により凹部をテンティングするように薄膜層を形成できる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施形態について説明するが、本発明は以下の実施形態になんら限定されるものではない。
【0011】
<<樹脂組成物>>
本発明は、第一の態様として、回転塗布により基材に形成されている凹部をテンティングする樹脂組成物であって、樹脂成分(a)と溶剤(b)とを含有し、200cp以上の粘度を有することを特徴とする樹脂組成物を提供するが、各成分については次のとおりである。
【0012】
<樹脂成分(a)>
樹脂成分(以下、「(a)成分」ともいう。)は、用途と目的に応じて選ぶことができ特に制限がないが、半導体等の製造等、広範な応用が可能な一般的な感光性樹脂組成物に含有される樹脂成分が好ましい。そこで、感光性樹脂組成物に含まれる樹脂成分について説明する。このような(a)成分として、例えば、半導体、液晶、カラーフィルター等に用いられてきたネガ型、ポジ型、化学増幅型、非化学増幅型のあらゆる感光性樹脂に含まれる樹脂成分が挙げられる。
具体的には、エチレン性不飽和二重結合を有する単量体(二量体、三量体、オリゴマー含む)、あるいは側鎖若しくは主鎖にエチレン性不飽和二重結合を有する重合体、例えばアクリル酸、メタクリル酸等の(メタ)アクリル酸系、アクリル酸メチル、メタクリル酸メチル等の(メタ)アクリル酸エステル系、m−メチルスチレン、p−メトキシスチレン等の芳香族ビニル系単量体及びこれらの重合体、
フェノールノボラック型エポキシアタリレート重合体、クレゾールノポラック型エポキシメタクリレート重合体等の芳香族ヒドロキシ化合物とアルデヒド類又はケトン類とを縮合反応させて得られるノボラック樹脂、ポリヒドロキシスチレン及びその誘導体(ヒドロキシスチレン系樹脂)等の樹脂が挙げられる。(a)成分は単独で用いても、2種類以上を混合して用いてもよい。
【0013】
<溶剤(b)>
溶剤(以下、「(b)成分」ともいう。)は、特に制限がないが、従来公知のものを使用することができる。例えば、シクロヘキサノン、プロピレングリコールモノメテルエーテルアセテート(PGMEA)、プロピレングリコールモノメチルエーテル(PM)、3−メトキシブチルアセテート、メトキシプロピルアセテート、3−エトキシプロピオン酸エチル、酢酸エチル、酢酸ブチル、酢酸プロピル、酢酸ペンチル、酢酸ヘキシル、酢酸ヘプチル、酢酸オクチル、乳酸エチル、乳酸ブチル、乳酸ペンチル、乳酸ヘキシル、乳酸ヘプチル、乳酸オクチル、アセトン、メチルイソブチルケトン(MIBK)、メチルエチルケトン(MEK)、γ−ブチロラクトン、2−ヘプタノン、メタノール、エタノール、プロパノール、ブタノール、ペンタノール、ヘキサノール、ヘプタノール、オクタノール、ヘキサン、ヘプタン、オクタン、ノナン、デカン、ジエチルエーテル、シクロヘキサン、シクロヘキサノール、ジオキサン、オキセタン、フェノール、クレゾール、キシレノールが挙げられる。(b)成分は単独で用いても、2種類以上を混合して用いてもよい。
【0014】
(b)成分は、常圧・20℃における表面張力が27〜45dyn/cm2であることが好ましい。(b)成分がこのような表面張力の値をとることにより、凹部となるパターンが形成された基板上に塗布した際の樹脂組成物の塗布性が向上し、テンティングし易くなるほか、形成した樹脂層の均一性が向上する。好ましい(b)成分の例として、シクロヘキサノン、プロピレングリコールモノメチルエーテル、γ−ブチロラクトン、乳酸エチル等が挙げられる。なお、溶剤の表面張力は滴下式表面張力計により測定することができる。
【0015】
<その他の成分>
本発明に係る樹脂組成物は、上記のほかに、一般的に用いられる界面活性剤、顔料等の周知慣用の成分を含むことができる。
【0016】
{界面活性剤}
界面活性剤としては、特に制限はないが、従来公知のものを使用することができる。例えば、アニオン系、カチオン系、ノニオン系の各種界面活性剤、両性界面活性剤、シリコーン系界面活性剤等が挙げられる。
【0017】
本発明に係る樹脂組成物中の界面活性剤の濃度は、5000質量ppm未満、特に250〜2000質量ppmが好ましい。上述の濃度で界面活性剤を含むことにより、本発明に係る樹脂組成物を回転塗布した際の塗布性及び樹脂組成物を塗布した際の均一性を向上することができる。
【0018】
(a)成分が感光性樹脂組成物に含まれる樹脂成分の場合には、感光剤、モノマー成分、酸成分、含窒素有機化合物等の周知慣用の成分を含むことができる。
{感光剤}
感光剤としては、特に制限はないが、従来公知のものを使用する感光性樹脂組成物に応じて適宜使用することができる。このような感光剤として、例えば1−ヒドロキシシクロヘキシルフェニルケトン等のラジカル重合開始剤、ナフトキノンジアジドのような感光性物質、オニウム塩系、オキシムスルホネート系、ジアゾメタン系、ニトロベンジルスルホネート系、イミノスルホネート系、ジスルホン系化合物等の酸発生剤が挙げられる。
【0019】
<樹脂組成物の調製方法>
本発明に係る樹脂組成物は、樹脂成分(a)と溶剤(b)とを混合し均一な溶液とすることで調製することができる。また、必要に応じて、界面活性剤、感光剤等を添加して混合することもできる。こうして調製した樹脂組成物の粘度は、200cp以上である必要があるが、200〜3000cpが好ましく、200〜2000cpがより好ましく、200〜1000cpがさらに好ましく、400〜800cpが特に好ましい。
【0020】
一般に、低粘度の樹脂組成物を塗布すると、当該樹脂組成物の凹部への落ち込みが発生し易いと考えられる。
【0021】
ところが、本発明者らが検討したところ、粘度が200cp以上であれば、凹部を有するパターンに対し良好にテンティングできることがわかった。特に、200〜1000cpといった比較的低粘度の樹脂組成物の方が、2000cp、3000cpといった比較的高粘度の樹脂組成物よりも、凹部をテンティングすることが容易であることがわかった。また、粘度を400〜600cpに調整した場合には、凹部への樹脂組成物の落ち込みが特に抑制され、形成した樹脂層の膜厚も均一になることがわかった。また、1000cpを超える粘度を有する樹脂組成物であっても、凹部の口径が60μm以下(好ましくは40μm以下)であれば、良好にテンティング可能なことがわかった。樹脂組成物の粘度は、回転塗布時の温度で上記の範囲にあればよく、溶剤(b)の含有量を適宜加減することにより調整される。
【0022】
また、本発明に係る樹脂組成物は、常圧・20℃において20〜50dyn/cm2の表面張力を有することが好ましい。樹脂組成物がこのような表面張力を有することにより、凹部となるパターンが形成された基板上の樹脂組成物の塗布性が向上し、テンティングし易くなるほか、形成した樹脂層の均一性が向上する。樹脂組成物の表面張力の値は、溶剤(b)の種類と配合量とを適宜調整することにより、調整することができる。なお、樹脂組成物の表面張力は滴下式表面張力計により測定することができる。
【0023】
<<塗布方法>>
本発明は、第二の態様として、凹部となるパターンが形成された基板上に上記の樹脂組成物を滴下し、300〜4000rpmの回転速度で回転塗布しテンティングする工程を含む塗布方法を提供するが、当該工程については次のとおりである。
【0024】
<基板について>
本発明に係る塗布方法において用いる基板は、回転塗布に適する形状のものであれば、従来公知のいかなる基板を用いてよい。このような基板として、例えば、電子部品用の基板や、これに所定の配線パターンが形成されたもの等が挙げられる。具体的には、例えば、シリコン、窒化シリコン、チタン、タンタル、パラジウム、チタンタングステン、銅、クロム、鉄、アルミニウム、金、ニッケル等の金属製の基板、ガラス基板、セラミック製の基板等が挙げられる。配線パターンの材料としては、例えば銅、ハンダ、クロム、アルミニウム、ニッケル、金等が用いられる。また、上記の基板の表面には凹部となるパターンが形成される。このようなパターンの例として、コンタクトホール等のホールパターン、アライメントパターン、配線間のトレンチパターン等が挙げられる。凹部となるパターンの形状は円形、楕円形、矩形、十字型等いかなる形状でもよいが、ホールパターンが好ましい。凹部となるパターンがホールパターンであると、樹脂組成物を回転塗布する際に均一な膜厚の樹脂層をテンティングすることができる。また、上記のホールパターンのホール径は100μm以下であることが好ましい。
【0025】
{回転速度について}
本発明に係る塗布方法においては、樹脂組成物の塗布手段として従来公知の回転式塗布装置(スピンコーター)が用いられる。回転塗布する際の回転速度は、300〜4000rpmである必要があり、好ましくは300〜3000rpm、より好ましくは300〜2000rpm、さらに好ましくは300〜1500rpm、特に好ましくは300〜1000rpmである。
【0026】
通常の厚膜レジストを塗布する場合は、500〜1500rpmの回転速度で回転塗布が行われる。一般に、回転速度が遅いほど(例えば500rpm以下)、滴下した樹脂組成物の凹部へ落ち込みが発生し易いと考えられる。また、速くし過ぎても(例えば1500rpm超)、回転中に飛散した樹脂組成物がコットンキャンディ状となって、ウェーハに舞い戻ったり、ウェーハ裏面に回り込んだりする問題が生じる。
【0027】
ところが、本発明者らが検討したところ、300〜4000rpmの回転速度に調整して樹脂組成物を回転塗布することにより、凹部への樹脂組成物の落ち込みを減少させることができるとわかった。ここで、特に、300〜1500rpmの回転速度の場合には、粘度200cp以上、2000cp未満の樹脂組成物を用いることが好ましい。これにより、回転塗布時の遠心力の影響を抑え、落ち込みを防ぐことができ、良好にテンティングできる。一方、1500rpm超、3000rpm以下の回転速度の場合には、2000〜3000cpの樹脂組成物を用いることが好ましい。高粘度の樹脂組成物の場合、固形分濃度が高いために、高速回転中に乾燥が進むため落ち込みを防ぎ、良好にテンティングできる。
【実施例】
【0028】
本発明について、以下の実施例により詳説する。しかしながら、この実施例は本発明について例示するものであり、本発明の範囲を限定するものではない。
【0029】
<<樹脂組成物の調製>>
<実施例1〜21、比較例1〜4>
表1,2に示す樹脂成分(a)、感光剤、及び界面活性剤を用い、溶剤(b)にて粘度を調整することにより樹脂組成物を得た。なお、表中、PMはプロピレングリコールモノメチルエーテルを、γ−BLnはγ−ブチロラクトンを、BAは酢酸ブチルを、PGMEAはプロピレングリコールメチルエーテルアセテートを、ELは乳酸エチルを、CHはシクロヘキサノンを、MIBKはメチルイソブチルケトンをそれぞれ示す。また、粘度は、E型粘度計を用いて測定した、25℃での測定値である。界面活性剤は樹脂成分及び感光剤の量に対しての割合である。また、表面張力は、常圧・20℃において滴下式表面張力計「TVT−2」(ラウダ社製)を用いて測定した。
【0030】
【表1】
【0031】
【表2】
注)1:m−クレゾールとp−クレゾールとの配合比が6:4、質量平均分子量20000のものを用いた、2:シリコーン系界面活性剤(クラリアント社製)、3:質量平均分子量3000、4:シリコーン系界面活性剤(ビックケミー社製)
5:感光剤の構造は以下のとおりである。
【0032】
【化1】
【0033】
<<膜厚均一性試験>>
実施例1〜4の樹脂組成物を、図1に示すホール径60μm、深さ50μmのホールパターン1を有する8インチのCuスパッタ済みシリコン基板2上に滴下し、厚膜コーターCS−8(東京応化工業製)を用いて表2に記載の種々の回転速度で回転塗布し、20μmの膜厚の樹脂層3を形成した。この後100℃で5分間加熱し、当該基板上の外周付近を等間隔に4箇所及び中心の合計5箇所のホールパターンについて、ホール部の樹脂の落ち込み量a及びテンティングした樹脂層の膜厚bを測定し、平均値を求めた。結果を表3に示す。
【0034】
【表3】
【0035】
<評価>
表3より、樹脂組成物の粘度を200cp以上に調整すると、特には400〜600cpに調整すると、平均樹脂落ち込み量が抑制され、形成した樹脂層の膜厚も均一になることがわかる。
【0036】
<<界面活性剤及び樹脂成分の影響試験>>
実施例5〜11及び比較例1の樹脂組成物を、図2に示すホール径60μm、深さ50μmのホールパターン11を有するヘキサメチルジシラザン(HMDS)処理済みの8インチのシリコン基板12上に滴下し、厚膜コーターCS−8(東京応化工業製)を用いて500rpmの回転速度で回転塗布し、20μmの膜厚の樹脂層13を形成した。この後110℃で5分間加熱し、ホールパターン部分をテンティングした樹脂層の高さc及び横幅dを測定した。さらに、横幅dが125μm以下のものを○、125μmを超え130μm以下のものを△、130μmを超えるものを×として、各樹脂組成物を評価した。結果を表4に示す。
【0037】
【表4】
【0038】
<評価>
表4より、界面活性剤を5000質量ppmより多く添加すると形成される樹脂層の高さが高くなり、横幅も広くなることから、樹脂組成物の塗布後の均一性が悪化することがわかる(実施例5〜11及び比較例1)。したがって、界面活性剤の添加量は5000質量ppm以下が好ましいことがわかる。また、樹脂組成物の塗布性は、使用する樹脂成分によらないことがわかる(実施例9,11)。
【0039】
<<表面張力試験>>
上述した試験と同様に、実施例9,12〜15、及び比較例2,3の樹脂組成物を基板に回転塗布し、ホールパターン部分のテンティングした樹脂層の高さを測定した。さらに、高さが54μm以下のものを○、54μmを超えるものを×として、各樹脂組成物を評価した。結果を表5に示す。なお、表5では使用した溶剤の表面張力を併せて示す。表面張力は、常圧・20℃において滴下式表面張力計「TVT−2」(ラウダ社製)を用いて測定した。
【0040】
【表5】
【0041】
<評価>
表5より、27dyn/cm2よりも高い表面張力を有する溶剤を用いることにより樹脂組成物の塗布性が向上することがわかる。
【0042】
<<ホール径毎のテンティング試験>>
実施例7,16〜21、及び比較例4の樹脂組成物を、ホール径10〜100μm、深さ50μmのホールパターンを有するヘキサメチルジシラザン(HMDS)処理済みの8インチのシリコン基板上に滴下し、厚膜コーターCS−8(東京応化工業製)を用いて表6に記載の回転速度で回転塗布した。そして、測長SEM(日立製作所社製,製品名:S−9220)により、ホール全数のうち、樹脂組成物が埋め込まれずにテンティングすることができたホール数の割合が100%のものを○、50%以上70%未満のものを△、50%未満のものを×として判定した。さらに、ホール径100μmまで100%の割合でテンティングすることができたものをS、ホール径60μmまで100%の割合でテンティングすることができたものをA、ホール径40μmまで100%の割合でテンティングすることができたものをB、ホール径20μmでも100%の割合でテンティングすることができなかったものをDとして、各樹脂組成物を評価した。結果を表6に示す。
【0043】
【表6】
【0044】
<評価>
表6より、樹脂組成物の粘度を200cp以上に調整すると、ホールパターン上にテンティングすることができるとわかった。特に200〜600cpに調整すると、10〜100μmまで、幅広いホール径に対しテンティング可能となることがわかった。また、1000〜3000cpの粘度を有する樹脂組成物であっても、ホール系がより小さい場合には100%テンティングすることができるとわかった。一方、樹脂組成物の粘度が100cpの場合には、ホール径が10μmであってもホール内に樹脂組成物が埋め込まれてしまい、テンティングすることができないとわかった。
【図面の簡単な説明】
【0045】
【図1】ホールパターン上に形成した樹脂層の状態を示す断面図である。
【図2】ホールパターン上にテンティングした樹脂層の状態を示す断面図である。
【符号の説明】
【0046】
1 ホールパターン
2 基板
3 樹脂層
11 ホールパターン
12 基板
13 樹脂層
a 落ち込み量
b 膜厚
c 高さ
d 横幅
【特許請求の範囲】
【請求項1】
回転塗布により基材に形成されている凹部をテンティングする樹脂組成物であって、
樹脂成分(a)と溶剤(b)とを含有し、200cp以上の粘度を有することを特徴とする樹脂組成物。
【請求項2】
20〜50dyn/cm2の表面張力を有する、請求項1に記載の樹脂組成物。
【請求項3】
前記溶剤(b)の表面張力が27〜45dyn/cm2である、請求項1又は2に記載の樹脂組成物。
【請求項4】
さらに界面活性剤を含有し、前記界面活性剤の濃度が5000質量ppm未満である、請求項1〜3のいずれか1項に記載の樹脂組成物。
【請求項5】
さらに感光剤を含む、請求項1〜4のいずれか1項に記載の樹脂組成物。
【請求項6】
凹部となるパターンが形成された基板上に、請求項1〜5のいずれか1項に記載の樹脂組成物を滴下し、300〜4000rpmの回転速度で回転塗布しテンティングする工程を含む塗布方法。
【請求項7】
前記凹部となるパターンがホールパターンである、請求項6に記載の塗布方法。
【請求項8】
前記ホールパターンのホール径が100μm以下である、請求項7に記載の塗布方法。
【請求項1】
回転塗布により基材に形成されている凹部をテンティングする樹脂組成物であって、
樹脂成分(a)と溶剤(b)とを含有し、200cp以上の粘度を有することを特徴とする樹脂組成物。
【請求項2】
20〜50dyn/cm2の表面張力を有する、請求項1に記載の樹脂組成物。
【請求項3】
前記溶剤(b)の表面張力が27〜45dyn/cm2である、請求項1又は2に記載の樹脂組成物。
【請求項4】
さらに界面活性剤を含有し、前記界面活性剤の濃度が5000質量ppm未満である、請求項1〜3のいずれか1項に記載の樹脂組成物。
【請求項5】
さらに感光剤を含む、請求項1〜4のいずれか1項に記載の樹脂組成物。
【請求項6】
凹部となるパターンが形成された基板上に、請求項1〜5のいずれか1項に記載の樹脂組成物を滴下し、300〜4000rpmの回転速度で回転塗布しテンティングする工程を含む塗布方法。
【請求項7】
前記凹部となるパターンがホールパターンである、請求項6に記載の塗布方法。
【請求項8】
前記ホールパターンのホール径が100μm以下である、請求項7に記載の塗布方法。
【図1】

【図2】

【図2】
【公開番号】特開2009−299006(P2009−299006A)
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願番号】特願2008−303084(P2008−303084)
【出願日】平成20年11月27日(2008.11.27)
【出願人】(000220239)東京応化工業株式会社 (1,407)
【Fターム(参考)】
【公開日】平成21年12月24日(2009.12.24)
【国際特許分類】
【出願日】平成20年11月27日(2008.11.27)
【出願人】(000220239)東京応化工業株式会社 (1,407)
【Fターム(参考)】
[ Back to top ]