
樹脂組成物及びその製造方法並びに成形体の製造方法

【課題】汎用性を維持しつつ簡便に衝撃強度を向上させることができる樹脂組成物及びその製造方法並びに成形体の製造方法を提供する。
【解決手段】脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有し、樹脂(A)と樹脂(B)との合計を100質量%とした場合に、樹脂(B)が5〜35質量%であり、樹脂(A)が連続相をなし、樹脂(B)が分散相をなし、連続相と分散相との相間に空隙を有する。連続相を構成する樹脂(A)と分散相を構成する樹脂(B)とを含む溶融混合樹脂を冷却する工程を備え、樹脂(A)の結晶化温度TA、樹脂(B)の結晶化温度TBにおいて、TB<TAであり、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却する工程と、TB未満の温度まで10℃/分以下の降温速度で冷却する工程と、を備える。
【解決手段】脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有し、樹脂(A)と樹脂(B)との合計を100質量%とした場合に、樹脂(B)が5〜35質量%であり、樹脂(A)が連続相をなし、樹脂(B)が分散相をなし、連続相と分散相との相間に空隙を有する。連続相を構成する樹脂(A)と分散相を構成する樹脂(B)とを含む溶融混合樹脂を冷却する工程を備え、樹脂(A)の結晶化温度TA、樹脂(B)の結晶化温度TBにおいて、TB<TAであり、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却する工程と、TB未満の温度まで10℃/分以下の降温速度で冷却する工程と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂組成物及びその製造方法並びに成形体の製造方法に関する。更に詳しくは、本発明は、脂肪族ポリアミド樹脂と脂肪族ポリエステル樹脂とを含む耐衝撃性に優れた樹脂組成物及びその製造方法並びに成形体の製造方法に関する。
【背景技術】
【0002】
従来より、異種の樹脂を混合して各々の樹脂が単独で発揮できる特性を超える混合樹脂を得ようとする工夫がなされている。なかでも、耐衝撃性を向上させる技術としては、ABS樹脂などのように、母相に対してゴムを微分散させる技術が知られている。ABSは汎用性が高く優れた樹脂であるが、植物原料を用いることが困難であり、生分解性を付与することも困難であることから、対環境性という観点においては不十分な側面がある。昨今の環境保全の見地から対環境性に優れた原料を利用しようとする社会的な要求に対応できる樹脂組成物が求められている。このような観点において、下記特許文献1〜2及び非特許文献1〜2が知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−203458号公報
【特許文献2】特開2006−143772号公報
【非特許文献】
【0004】
【非特許文献1】2007年自動車技術会 学術講演会前刷集No.121−07
【非特許文献2】プラスチックエージ 2007年4月号「異種高分子をナノ分散・混合する技術 −高せん断成形加工による非相溶性高分子ブレンドの高性能化−」
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1には、脂肪族ポリエステル樹脂と、脂肪族ポリアミド樹脂と、反応性基を有する有機化合物と、を含む樹脂組成物が開示されている。この組成物は対環境性に優れた原料選択をできる点において優れているものの、脂肪族ポリエステル樹脂と脂肪族ポリアミド樹脂とを反応性基を有する有機化合物という相溶化剤(特許文献1[0014]参照)を用いて混合するものであるうえに、耐衝撃性は脂肪族ポリアミド樹脂での耐衝撃性に対して低下する結果となっている。
一方、特許文献2には、膨潤性層状珪酸塩を含むポリアミド樹脂と、生分解性ポリエステル樹脂と、を含む樹脂組成物が開示されている。この組成物でも対環境性に優れた原料選択をできる点において優れているものの、膨潤性層状珪酸塩を含むポリアミド樹脂は、膨潤性層状珪酸塩とカプロラクタムとを混合分散させた原料を縮重合して得る必要があり、汎用のポリアミド樹脂を利用することができず、また、対環境性に優れたポリアミド樹脂を選択することもできないものとなっている。
【0006】
また、上記非特許文献1には、相溶化剤としてエチレン/アクリル酸/グリシジルメタクリレートコポリマーを同時に混入し、ポリアミド11を微分散させることでポリ乳酸の耐衝撃強度を向上させる技術が開示されている。この組成物は、上記特許文献1と同様に、対環境性に優れた原料選択をできる点において優れているものの、相溶化剤を用いて混合するものであり、環境性に優れた相溶化剤を選択できないという点において問題がある。
更に、上記非特許文献2には、特殊な高剪断成形加工機を用いて、ポリアミド11をポリフッ化ビニリデン中に微分散させることで、ポリフッ化ビニリデンの伸びを向上させる技術が開示されている。しかし、この技術では特殊な高剪断成形加工機を用いる必要あるという点において実際に利用する観点からは困難である。
【0007】
本発明は、上記実情に鑑みてなされたものであり、汎用性を維持しつつ簡便に衝撃強度を向上させることができる樹脂組成物及びその製造方法並びに成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記問題点を解決するために、請求項1に記載の樹脂組成物は、脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有するとともに、該脂肪族ポリアミド樹脂(A)と該脂肪族ポリエステル樹脂(B)との合計を100質量%とした場合に、該脂肪族ポリエステル樹脂(B)が5〜35質量%であり、
前記脂肪族ポリアミド樹脂(A)が連続相をなし、
前記脂肪族ポリエステル樹脂(B)が前記連続相に分散された分散相をなし、
前記連続相と前記分散相との相間に空隙を有することを要旨とする。
【0009】
請求項2に記載の樹脂組成物は、請求項1において、前記脂肪族ポリエステル樹脂(B)が、生分解性を有する生分解性脂肪族ポリエステル樹脂であることを要旨とする。
【0010】
請求項3に記載の樹脂組成物は、請求項1又は2において、前記脂肪族ポリエステル樹脂(B)が、ポリブチレンサクシネート系樹脂であることを要旨とする。
【0011】
請求項4に記載の樹脂組成物は、請求項1乃至3のうちのいずれかにおいて、前記脂肪族ポリアミド樹脂(A)は、炭素原子数が11であるアミド結合含有単位を主鎖に含む脂肪族ポリアミド樹脂であることを要旨とする。
【0012】
請求項5に記載の樹脂組成物は、請求項1乃至4のうちのいずれかにおいて、前記脂肪族ポリエステル樹脂(B)は、平均分散粒径が1μm以下であることを要旨とする。
【0013】
請求項6に記載の樹脂組成物の製造方法は、請求項1乃至5のうちのいずれかに記載の樹脂組成物の製造方法であって、前記連続相を構成する樹脂と、前記分散相を構成する樹脂と、を含む溶融混合樹脂を冷却する冷却工程を備え、
前記冷却工程は、前記脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、前記脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、前記TA以下且つ前記TBを超える温度まで40℃/分以上の降温速度で冷却する第1冷却工程と、
第1冷却工程に引き続いて、前記TB未満の温度まで10℃/分以下の降温速度で冷却する第2冷却工程と、を備えることを要旨とする。
【0014】
請求項7に記載の樹脂組成物の製造方法は、請求項6において、前記第1冷却工程は、温度TBよりも20℃以上高い温度で停止することを要旨とする。
【0015】
請求項8に記載の成形体の製造方法は、請求項1乃至5のうちのいずれかに記載の樹脂組成物を用いた成形体の製造方法であって、溶融状態の請求項1乃至5のうちのいずれかに記載の樹脂組成物を冷却する冷却工程を備え、
前記冷却工程は、前記脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、前記脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、前記TA以下且つ前記TBを超える温度まで40℃/分以上の降温速度で冷却する第1冷却工程と、
第1冷却工程に引き続いて、前記TB未満の温度まで10℃/分以下の降温速度で冷却する第2冷却工程と、を備えることを要旨とする。
【0016】
請求項9に記載の成形体の製造方法は、請求項8において、前記第1冷却工程は、温度TBよりも20℃以上高い温度で停止することを要旨とする。
【発明の効果】
【0017】
本発明の樹脂組成物によれば、衝撃強度が高い成形体を得ることができる。汎用性(特に、樹脂種の選択範囲及び製造方法等における汎用性)を維持しつつも、高い耐衝撃性を有するものとすることができる。
脂肪族ポリエステル樹脂(B)が、生分解性を有する生分解性脂肪族ポリエステル樹脂である場合は、環境負荷を抑制しつつ、衝撃強度が高い成形体を得ることができる。
脂肪族ポリエステル樹脂(B)が、ポリブチレンサクシネート系樹脂である場合は、環境負荷を抑制しつつ、衝撃強度が高い成形体を得ることができる。
脂肪族ポリアミド樹脂(A)が、炭素原子数が11であるアミド結合含有単位を主鎖に含む脂肪族ポリアミド樹脂である場合は、環境負荷を更に抑制しつつ、衝撃強度が高い成形体を得ることができる。
脂肪族ポリエステル樹脂(B)の平均分散粒径が1μm以下である場合は、特に高い衝撃強度を有する成形体を得ることができる。
本発明の樹脂組成物の製造方法によれば、汎用性(特に、樹脂種の選択範囲及び製造方法等における汎用性)を維持しつつ簡便に衝撃強度に優れた樹脂組成物を得ることができる。即ち、脂肪族ポリアミド樹脂(A)を連続相とし、脂肪族ポリエステル樹脂(B)を分散相とするとともに、これらの連続相と分散相との相間に空隙を有する樹脂組成物を得ることができる。
第1冷却工程が、脂肪族ポリエステル樹脂(B)の結晶化温度TBよりも20℃以上高い温度で停止する場合は、より優れた耐衝撃性を得ることができる。
本発明の成形体の製造方法によれば、汎用性(特に、樹脂種の選択範囲及び製造方法等における汎用性)を維持しつつ簡便に衝撃強度に優れた成形体を得ることができる。即ち、脂肪族ポリアミド樹脂(A)を連続相とし、脂肪族ポリエステル樹脂(B)を分散相とするとともに、これらの連続相と分散相との相間に空隙を有した樹脂組成物からなる成形体を得ることができる。
第1冷却工程が、脂肪族ポリエステル樹脂(B)の結晶化温度TBよりも20℃以上高い温度で停止する場合は、より優れた耐衝撃性を得ることができる。
【図面の簡単な説明】
【0018】
本発明について、本発明による典型的な実施形態の非限定的な例を挙げ、言及された複数の図面を参照しつつ以下の詳細な記述にて更に説明するが、同様の参照符号は図面のいくつかの図を通して同様の部位を示す。
【図1】PA11及びPBSの配合比とシャルピー衝撃強度との相関を示すグラフ
【図2】PLA及びPBSの配合比とシャルピー衝撃強度との相関を示すグラフ
【図3】冷却方法とシャルピー衝撃強度の相関を示すグラフ
【図4】各冷却方法における温度と時間(3000秒までの間)との相関を示すグラフ
【図5】各冷却方法における温度と時間(1300秒までの間)との相関を示すグラフ
【図6】各冷却方法における温度と時間(420秒までの間)との相関を示すグラフ
【図7】PA11とPBSとの結晶化温度を示すグラフ
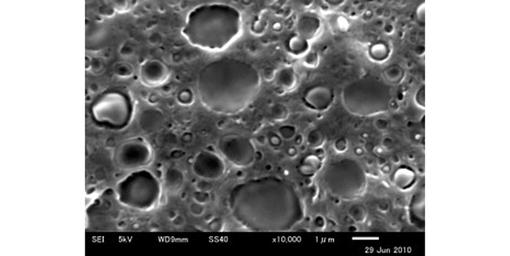
【図8】実験例3の樹脂組成物の断面を1万倍に拡大した画像
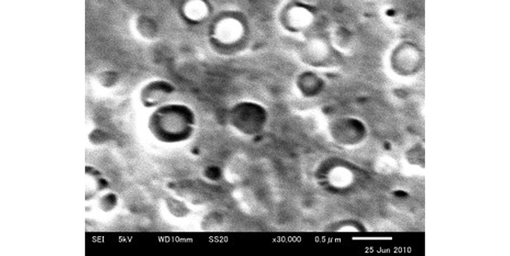
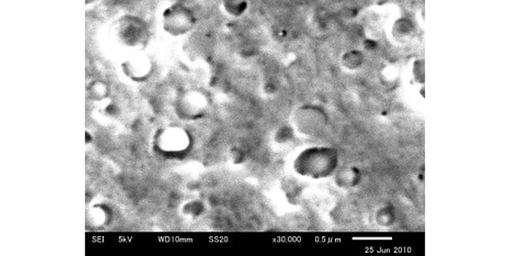
【図9】実験例3の樹脂組成物の断面を3万倍に拡大した画像
【図10】実験例3の樹脂組成物の異なる断面を3万倍に拡大した画像
【図11】実験例3の樹脂組成物の更に異なる断面を3万倍に拡大した画像
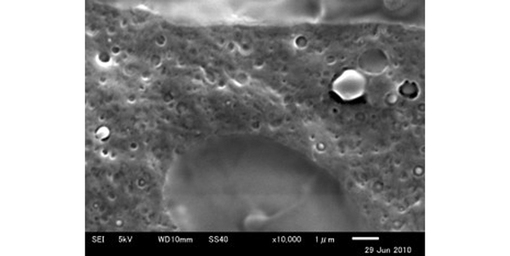
【図12】実験例2の樹脂組成物の断面を1万倍に拡大した画像
【図13】実験例2の樹脂組成物の断面を3万倍に拡大した画像
【図14】実験例2の樹脂組成物の異なる断面を3万倍に拡大した画像
【図15】実験例2の樹脂組成物の更に異なる断面を3万倍に拡大した画像
【図16】実験例4の樹脂組成物の断面を1万倍に拡大した画像
【図17】実験例5の樹脂組成物の断面を1万倍に拡大した画像
【図18】実験例6の樹脂組成物の断面を1万倍に拡大した画像
【図19】実験例7の樹脂組成物の断面を1万倍に拡大した画像
【発明を実施するための形態】
【0019】
ここで示される事項は例示的なものおよび本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0020】
〈1〉樹脂組成物
本発明の樹脂組成物は、脂肪族ポリアミド樹脂(A)と脂肪族ポリエステル樹脂(B)との合計を100質量%とした場合に、脂肪族ポリエステル樹脂(B)を5〜35質量%含有し、更に、脂肪族ポリアミド樹脂(A)が連続相をなし、脂肪族ポリエステル樹脂(B)が分散相をなし、これらの連続相と分散相との相間に空隙を有することを特徴とする。
【0021】
上記「脂肪族ポリアミド樹脂(A)」は、アミド結合(−NH−CO−)を介して複数の単量体が重合されてなる鎖状骨格を有する重合体である。また、本発明の樹脂組成物内において、後述する脂肪族ポリエステル樹脂(B)に対して連続相をなす樹脂である。
【0022】
脂肪族ポリアミド樹脂(A)を構成する単量体としては、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸などのアミノ酸、ε−カプロラクタム、ウンデカンラクタム、ω−ラウリルラクタムなどのラクタムなどが挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0023】
更に、脂肪族ポリアミド樹脂(A)は、ジアミンとジカルボン酸との共重合により得ることもできる。この場合、単量体としてのジアミンには、エチレンジアミン、1,3−ジアミノプロパン、1,4−ジアミノブタン、1,6−ジアミノヘキサン、1,7−ジアミノヘプタン、1,8−ジアミノオクタン、1,9−ジアミノノナン、1,10−ジアミノデカン、1,11−ジアミノウンデカン、1,12−ジアミノドデカン、1,13−ジアミノトリデカン、1,14−ジアミノテトラデカン、1,15−ジアミノペンタデカン、1,16−ジアミノヘキサデカン、1,17−ジアミノヘプタデカン、1,18−ジアミノオクタデカン、1,19−ジアミノノナデカン、1,20−ジアミノエイコサン、2−メチル−1,5−ジアミノペンタン、2−メチル−1,8−ジアミノオクタン等の脂肪族ジアミン、シクロヘキサンジアミン、ビス−(4−アミノシクロヘキシル)メタン等の脂環式ジアミン、キシリレンジアミン(p−フェニレンジアミン及びm−フェニレンジアミンなど)等の芳香族ジアミンなどが挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0024】
更に、単量体としてのジカルボン酸には、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸、ブラシリン酸、テトラデカン二酸、ペンタデカン二酸、オクタデカン二酸のような脂肪族ジカルボン酸、シクロヘキサンジカルボン酸のような脂環式ジカルボン酸、フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸のような芳香族ジカルボン酸などが挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0025】
本樹脂組成物では、脂肪族ポリアミド樹脂(A)は、炭素原子数が11であるアミド結合含有単位を主鎖に含む脂肪族ポリアミド樹脂であることが好ましい。即ち、炭素原子数が11である単量体に由来する構成単位を含む脂肪族ポリアミド樹脂であることが好ましく、特に11−アミノウンデカン酸又はウンデカンラクタムを単量体として用いた重合体(以下、この重合体を「PA11系樹脂」ともいう)であることが好ましい。とりわけ11−アミノウンデカン酸は、ヒマシ油から得られる単量体であるため、環境保護の観点(特にカーボンユートラルの観点)から望ましい。これらの炭素原子数が11である単量体に由来する構成単位は、PA11系樹脂内において全構成単位のうちの50%以上であることが好ましい。即ち、炭素原子数が11未満である単量体に由来する構成単位、及び/又は、炭素原子数が12以上である単量体に由来する構成単位、をPA11系樹脂内において全構成単位のうちの50%未満含むことができる。更に、このPA11系樹脂は、その全構成単位が、炭素原子数11である単量体に由来する構成単位であってもよい。即ち、脂肪族ポリアミド樹脂(A)は、ポリアミド11(PA11)であってもよい。
【0026】
また、脂肪族ポリアミド樹脂(A)は、ポリアミド11系樹脂のみからなってもよいが、その他のポリアミドを含んでもよい。その他のポリアミドとしては、前述の各種単量体を用いて得られるポリアミドのうち、炭素原子数が11である単量体に由来する構成単位が、全構成単位のうちの50%未満であるポリアミドである。
即ち、例えば、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド12、ポリアミド6T、ポリアミド6I、ポリアミド9T、ポリアミドM5T等が挙げられる。これらの他のポリアミドは1種のみを用いてもよく2種以上を併用してもよい。但し、他のポリアミドが含有される場合、脂肪族ポリアミド樹脂(A)全体100質量%に対して、他のポリアミドは40質量%未満である。
尚、上記脂肪族ポリアミド樹脂(A)は、主鎖を構成する炭素原子のうちの半数以上(50%以上)の炭素原子が鎖状骨格を構成する。即ち、脂肪族ポリアミド樹脂(A)は、芳香族骨格を含んでもよいが、芳香族骨格を構成する炭素原子は、主鎖を構成する炭素原子のうちの半数未満(50%未満)である。
【0027】
上記「脂肪族ポリエステル樹脂(B)」は、エステル結合(−CO−O−)を介して複数の単量体が重合されてなる鎖状骨格を有する重合体である。また、本発明の樹脂組成物内において、脂肪族ポリアミド樹脂(A)を連続相として、この樹脂内に分散されて存在する分散相をなす樹脂である。
【0028】
脂肪族ポリエステル樹脂(B)は、ジカルボン酸とジオールとの共重合により得ることもできる。この場合の単量体としてのジカルボン酸には、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸、ブラシリン酸、テトラデカン二酸、ペンタデカン二酸、オクタデカン二酸のような脂肪族ジカルボン酸、シクロヘキサンジカルボン酸のような脂環式ジカルボン酸、フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸のような芳香族ジカルボン酸などが挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
一方、単量体としてのジオールには、エチレングリコール、ジエチレングリコール、プロピレングリコール、ブタンジオール(1,4−ブタンジオール等)、ヘキサンジオール等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0029】
上記ジカルボン酸及びジオールに由来する構成単位は、脂肪族ポリエステル樹脂(B)内において全構成単位のうちの50%以上であることが好ましい。即ち、ジカルボン酸及びジオール以外の他の単量体に由来する構成単位を脂肪族ポリエステル樹脂(B)内において全構成単位のうちの50%未満含むことができる。
他の単量体としては、ヒドロキシ酸が挙げられる。単量体としての脂肪族ヒドロキシ酸には、グリコール酸、乳酸(L−、D−)、グリセリン酸、ヒドロキシ酪酸(2−、3−及びγ−)、リンゴ酸、酒石酸、クエン酸、ロイシン酸、リシノール酸等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0030】
更に、脂肪族ポリエステル樹脂(B)は、脂肪族ヒドロキシ酸(特に脂肪族ヒドロキシアルカン酸)の重合によって得ることができる。この場合の単量体としての脂肪族ヒドロキシ酸には、グリコール酸、乳酸(L−、D−)、グリセリン酸、ヒドロキシ酪酸(2−、3−及びγ−)、リンゴ酸、酒石酸、ヒドロキシ吉草酸、ヒドロキシヘキサン酸、クエン酸、ロイシン酸、リシノール酸等が挙げられる。
脂肪族ヒドロキシ酸に由来する構成単位は、脂肪族ポリエステル樹脂(B)内において全構成単位のうちの50%以上であることが好ましい。即ち、脂肪族ヒドロキシ酸以外の他の単量体に由来する構成単位を脂肪族ポリエステル樹脂(B)内において全構成単位のうちの50%未満含むことができる。
ここで他の単量体としては、前述のジカルボン酸及びジオール等が挙げられる。これらのジカルボン酸及びジオールは1種のみを用いてもよく2種以上を併用してもよい。
【0031】
これらの単量体を用いた脂肪族ポリエステル樹脂(B)としては、ポリブチレンサクシネート系樹脂、ポリエチレンサクシネート系樹脂、ポリ乳酸系樹脂等が挙げられる。これらのなかでも、ポリブチレンサクシネート系樹脂、ポリエチレンサクシネート系樹脂、ポリ乳酸系樹脂などの生分解性を有する生分解性脂肪族ポリエステル樹脂が環境保護の観点から好ましい。更には、コハク酸と1,4−ブタンジオールとを単量体として含むポリブチレンサクシネート系樹脂が好ましい。ポリブチレンサクシネート系樹脂を構成するコハク酸はグルコースの発酵により得られる単量体であるため、環境保護の観点(特にカーボンニュートラルの観点)から望ましい。加えて、ポリ乳酸系樹脂に比べて、ポリブチレンサクシネート系樹脂は衝撃強度により優れるとともに、脂肪族ポリアミド樹脂(A)とのアロイ化における相性がより良いという観点において望ましい。
【0032】
即ち、本発明の樹脂組成物では、脂肪族ポリアミド樹脂(A)はポリアミド11系樹脂が好ましく、且つ、脂肪族ポリエステル樹脂(B)はポリブチレンサクシネート系樹脂であることが好ましい。特にポリアミド11系樹脂は、全構成単位の50%以上(100%であってもよい)が11−アミノウンデカン酸を単量体として得られた重合体であることが好ましい。更に、ポリブチレンサクシネート系樹脂は、全構成単位の50%以上(100%であってもよい)がコハク酸及び1,4−ブタンジオールを単量体として得られた重合体であることが好ましい。
【0033】
上記脂肪族ポリアミド樹脂(A)と脂肪族ポリエステル樹脂(B)との合計を100質量%とした場合に、脂肪族ポリエステル樹脂(B)は5〜35質量%含有される。この範囲では、連続相をなす脂肪族ポリアミド(A)単独で得られるよりも高い衝撃強度を得ることができる。5質量%未満では、脂肪族ポリエステル樹脂(B)を配合することによる衝撃強度向上効果が十分に得られ難くなる傾向にある。また、35質量%を超えると連続相と分散相との相間に空隙が形成され難くなるとともに、衝撃強度向上効果が十分に得られ難くなる傾向にある。この脂肪族ポリエステル樹脂(B)の割合は、7〜30質量%が好ましく、12〜28質量%がより好ましく、15〜25質量%が特に好ましい。
【0034】
また、本発明の樹脂組成物は、脂肪族ポリアミド樹脂(A)を連続相(図9の符号11参照)とし、脂肪族ポリエステル樹脂(B)を分散相(図9の符号12参照)とし、これらの連続相と分散相との相間に空隙(図9の符号13参照)を有する。この空隙を有することで、脂肪族ポリアミド樹脂(A)単独での耐衝撃性、及び、脂肪族ポリエステル樹脂(B)単独での耐衝撃性、を超える高い耐衝撃性を得ることができると考えられる。
この分散相は、連続相内において略球状をなして分散されていることが好ましい。更に、この分散相の周囲を覆うように空隙が形成されることが好ましい。また、分散相は空隙によって連続相から完全に分離されて配置されてもよいが、分散相の一部が連続相と繋がって配置されていることが好ましく、特に柱状部(図9の符号14参照)によって連続相と分散相とが接続された形態であることが好ましい。即ち、脂肪族ポリアミド樹脂(A)が連続相(図9の符号11参照)をなし、脂肪族ポリエステル樹脂(B)が連続相に分散された分散相(図9の符号12参照)をなし、これらの連続相と分散相との相間に空隙(図9の符号13参照)を有するとともに、分散相と連続相とが柱状部(図9の符号14参照)によって接続された形態の樹脂組成物であることが好ましい。
【0035】
更に、上記空隙は、全ての個々の分散相の周囲に形成されている必要はないが、通常、分散相(個数換算)のうちの60%以上の分散相が空隙を伴っていることが好ましい(100%であってもよい)。この範囲では、特に優れた耐衝撃性向上の効果が得られる。また、この空隙を伴う分散相の割合は、70%以上であることがより好ましく、80%以上であることが特に好ましい。
【0036】
尚、空隙を伴った分散相の割合は、電子顕微鏡により1万倍に拡大した樹脂組成物の切断面において、無作為に抽出した3ヶ所の各12.78μm×8.66μmの範囲に含まれる分散相の個数FT1、FT2、及びFT3を数え、更に、同じ各12.78μm×8.66μmの範囲に含まれる空隙を伴った分散相の個数FE1、FE2、及びFE3を数え、これらの数値から、〔{(FE1/FT1)+(FE2/FT2)+(FE3/FT3)}/3〕×100(%)により算出される。但し、内部に分散相(図9の符号12参照)が認められない連続相(図9の符号11参照)の凹部(図9の符号15参照)は、空隙(図9の符号13参照)が存在したために切断時に分散相が脱落して形成された凹部と考えられ、切断前の状態においては、これらの凹部はいずれも、空隙を伴った分散相であったと考えられる。従って、連続相に形成された凹部の個数を分散相の個数として換算するとともに、これらの連続相に形成された凹部はいずれも空隙を有したものとして換算する。
【0037】
本発明の樹脂組成物は、上記空隙を効果的に得るために連続相を構成する脂肪族ポリアミド樹脂(A)と、分散相を構成する脂肪族ポリエステル樹脂(B)と、を相溶化させるための相溶化成分を含まない。これらの樹脂同士を相溶化させる相溶化成分が含有されると、上記空隙が形成され難くなり、耐衝撃性を向上させる効果が得られ難くなるためである。このような相溶化成分としては、各種相溶化剤、エポキシ化合物、イソシアネート化合物、無水マレイン酸誘導体等が挙げられる。
【0038】
また、分散相の粒径は特に限定されないが、その平均分散粒径が1μm以下であることが好ましい。この範囲では、特に優れた耐衝撃性向上の効果が得られる。また、この平均分散粒径は、0.15μm以上0.6μm以下であることがより好ましく、0.2μm以上0.4μm以下であることが特に好ましい。
尚、分散平均粒径は、電子顕微鏡により1万倍に拡大した樹脂組成物の切断面において、無作為に抽出した3ヶ所の各12.78μm×8.66μmの範囲に含まれる全分散相の粒径(最大長)を実測し、これらの3ヶ所における各々平均値D1、D2及びD3を得た後、更に、これらD1〜D3の平均した値を平均分散粒径とする。
【0039】
更に、上記空隙がより形成され易いという観点から、脂肪族ポリアミド樹脂(A)の結晶化温度は、脂肪族ポリエステル樹脂(B)の結晶化温度に比べて高温であることが好ましい。これらの結晶化温度の温度差は特に限定されないものの、30℃以上の差異を有することが好ましい。即ち、脂肪族ポリアミド樹脂(A)の結晶化温度TAは、脂肪族ポリエステル樹脂(B)の結晶化温度TBに比べて30℃以上高いことが好ましい。これらの温度が30℃以上の差異を有することで上記空隙はより形成し易くなるものと考えられるからである。この温度は、40℃以上200℃以下であることがより好ましく、60℃以上150℃以下であることが特に好ましく、とりわけ65℃以上100℃以下であることが好ましい。
【0040】
更に、脂肪族ポリアミド樹脂(A)の結晶化温度TAは特に限定されないが、140℃以上であることが好ましく、150℃以上250℃以下であることが好ましく、155℃以上200℃以下であることがより好ましい。一方、脂肪族ポリエステル樹脂(B)の結晶化温度TBも特に限定されないが、上記脂肪族ポリアミド樹脂(A)の結晶化温度TAとの上記差異を有したうえで、70℃以上110℃以下であることが好ましく、75℃以上100℃以下であることが好ましく、80℃以上95℃以下であることがより好ましい。
尚、ここでいう結晶化温度は、JIS K7121(プラスチックの転移温度測定方法)に定められた結晶化ピーク温度(Tpc)を意味する。
【0041】
また、脂肪族ポリアミド樹脂(A)の成形収縮率SA及び脂肪族ポリエステル樹脂(B)の成形収縮率SBは、各々限定されないが、SB>SAであることが好ましい。特に成形収縮率の比SA/SBは0.02≦SA/SB≦0.90であることがより好ましく、0.05≦SA/SB≦0.75であることが更に好ましく、0.08≦SA/SB≦0.55であることが特に好ましい。より具体的には、上記SA/SBの範囲においてSAは0.1%≦SA≦1.3%が好ましく、0.2%≦SA≦1.2%がより好ましく、0.3%≦SA≦1.0%が特に好ましい。一方、上記SA/SBの範囲においてSBは1.5%≦SB≦5.0%が好ましく、1.6%≦SB≦4.0%がより好ましく、1.8%≦SB≦3.5%が特に好ましい。
尚、ここでいう成形収縮率は、JIS K7152−4(プラスチック−熱可塑性プラスチック材料の射出成形試験片−第4部:成形収縮率の求め方)に規定された成形収縮率のうち、流動方向に平行な成形収縮率(Smp)を意味する。
【0042】
本発明の樹脂組成物は、本発明の目的を阻害しない範囲で、脂肪族ポリアミド樹脂(A)及び脂肪族ポリエステル樹脂(B)以外の他の成分を含有できる。他の成分としては、他の熱可塑性樹脂、難燃剤、難燃助剤、充填剤、着色剤、抗菌剤、帯電防止剤等を配合できる。これらは1種のみを用いてもよく2種以上を併用してもよい。
上記他の熱可塑性樹脂としては、例えば、ポリオレフィン系樹脂(ポリプロピレン、ポリエチレンなど)、芳香族ポリエステル系樹脂(ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリカーボネートなど)等が挙げられる。
【0043】
上記難燃剤としては、ハロゲン系難燃剤(ハロゲン化芳香族化合物)、リン系難燃剤(窒素含有リン酸塩化合物、リン酸エステル等)、窒素系難燃剤(グアニジン、トリアジン、メラミン、及びこれらの誘導体等)、無機系難燃剤(金属水酸化物等)、ホウ素系難燃剤、シリコーン系難燃剤、硫黄系難燃剤、赤リン系難燃剤などが挙げられる。
上記難燃助剤としては、各種アンチモン化合物、亜鉛を含む金属化合物、ビスマスを含む金属化合物、水酸化マグネシウム、粘土質珪酸塩等が挙げられる。
上記充填剤としては、ガラス成分(ガラス繊維、ガラスビーズ、ガラスフレーク等)、シリカ、無機繊維(ガラス繊維、アルミナ繊維、カーボン繊維)、黒鉛、珪酸化合物(珪酸カルシウム、珪酸アルミニウム、カオリン、タルク、クレー等)、金属酸化物(酸化鉄、酸化チタン、酸化亜鉛、酸化アンチモン、アルミナ等)、カルシウム、マグネシウム、亜鉛等の金属の炭酸塩及び硫酸塩、有機繊維(芳香族ポリエステル繊維、芳香族ポリアミド繊維、フッ素樹脂繊維、ポリイミド繊維、植物性繊維等)
上記着色剤としては、顔料及び染料等が挙げられる。
【0044】
〈2〉樹脂組成物の製造方法
上記樹脂組成物はどのようにして製造してもよく、その方法は特に限定されない。即ち、混練後の樹脂組成物の冷却方法に関係無く、優れた耐衝撃性を有する樹脂組成物を得ることができる。しかし、後述する製造方法を用いることで、この耐衝撃を向上させることができる。
即ち、本発明の樹脂組成物の製造方法は、連続相を構成する樹脂と、分散相を構成する樹脂と、を含む溶融混合樹脂を冷却する冷却工程を備えるとともに、下記第1冷却工程及び下記第2冷却工程を備えることを特徴とするものである。より具体的には、脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、上記冷却工程において、先ず第1冷却工程において、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却した後、第2冷却工程において、TB未満の温度まで10℃/分以下の降温速度で冷却するものである。
【0045】
通常、脂肪族ポリアミド樹脂(A)及び脂肪族ポリエステル樹脂(B)を含む上記樹脂組成物は、まずこれらの樹脂を溶融混練して樹脂を混合した後、得られた溶融状態の樹脂組成物を冷却工程を経て冷却することで得る。この際に、上記のように第1冷却工程と第2冷却工程を与えることにより、このような工程を与えない樹脂組成物に対して、より高い耐衝撃性を付与することができる。
【0046】
この冷却方法により耐衝撃性が向上される理由は定かではないものの、連続相と分散相との相間に多く空隙が形成されることで耐衝撃性が向上される結果から、以下の如く考えることができる。即ち、脂肪族ポリアミド樹脂(A)は結晶化温度近傍で急速に冷却されることで結晶化され難いのに対して、脂肪族ポリエステル樹脂(B)は結晶化温度近傍で徐冷されることで結晶化され易い。このために、連続相は結晶化に伴う成形収縮が抑制され、分散相は結晶化に伴う成形収縮が促進され、結果として、連続相と分散相との相間において空隙がより形成され易くなるというものである。
【0047】
上記第1冷却工程における降温速度(冷却速度)は40℃/分以上であればよい。この降温速度未満であってもよいが、全冷却工程を通して徐冷する場合に比べて十分に耐衝撃性を向上させる効果を得難い。この降温速度は、50℃/分以上800℃/分以下が好ましく、50℃/分以上700℃/分以下がより好ましく、60℃/分以上600℃/分以下が特に好ましい。
一方、第2冷却工程における降温速度(冷却速度)は10℃/分以下であればよい。これを超える降温速度では十分に結晶化を促すことが困難であり、耐衝撃性を向上させる効果を得難い。この降温速度は、0.1℃/分以上9℃/分以下が好ましく、0.5℃/分以上9℃/分以下がより好ましく、1℃/分以上8℃/分以下が特に好ましい。
【0048】
また、第1冷却工程におけるTA以下且つTBを超える温度(以下、単に「温度T1」ともいう)は、TB<T1<TAである。このT1は具体的には限定されないものの、前述のごとく、例えば、TA≦140℃且つ70℃≦TB≦110℃の範囲であれば、110℃<T1<140℃でる。更に、T1はTBよりも20℃以上高い温度であることが好ましく、130℃≦T1<140℃が好ましく、135℃≦T1<140℃がより好ましい。
一方、第2冷却工程におけるTB未満の温度(以下、単に「温度T2」ともいう)は、T2<TBである。このT2は具体的には限定されないものの、前述のごとく、TBが70℃以上110℃以下の範囲では、例えば、10℃≦T2<70℃であり、20℃≦T2<70℃が好ましく、30℃≦T2<70℃がより好ましい。
【0049】
上記第1冷却工程における具体的な冷却方法は特に限定されず、40℃/分以上の降温速度を得ることができればよい。例えば、冷媒冷却(水冷等)、水冷プレスなどの方法が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
一方、上記第2冷却工程における具体的な冷却方法も特に限定されず、10℃/分以下の降温速度を得ることができればよい。例えば、放冷、風冷などの方法が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0050】
〈3〉成形体の製造方法
上記樹脂組成物はどのように成形してもよく、その方法は特に限定されない。即ち、金型等の内部で成形された樹脂組成物を冷却する方法に関係無く、優れた耐衝撃性を有する成形体を得ることができる。しかし、後述する成形体の製造方法を用いることで、この成形体の耐衝撃を向上させることができる。
即ち、本発明の成形体の製造方法は、連続相を構成する樹脂と、分散相を構成する樹脂と、を含む成形された溶融混合樹脂を冷却する冷却工程を備えるとともに、下記第1冷却工程及び下記第2冷却工程を備えることを特徴とするものである。より具体的には、脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、上記冷却工程において、先ず第1冷却工程において、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却した後、第2冷却工程において、TB未満の温度まで10℃/分以下の降温速度で冷却するものである。
【0051】
通常、脂肪族ポリアミド樹脂(A)及び脂肪族ポリエステル樹脂(B)を含む上記樹脂組成物は、まずこれらの樹脂を溶融混練して樹脂を混合した後、得られた溶融状態の樹脂組成物を成形した後、冷却工程を経て成形体として冷却することで得る。この際に、上記のように第1冷却工程と第2冷却工程を与えることにより、このような工程を与えずに得られる成形体に比して、より高い耐衝撃性を有する成形体とすることができる。尚、この冷却方法により耐衝撃性が向上される理由については、前述の通りである。
【0052】
上記第1冷却工程における降温速度(冷却速度)は、前述の通り、40℃/分以上であればよく、第2冷却工程における降温速度(冷却速度)は、前述の通り、10℃/分以下であればよい。更に、各々の好ましい範囲についても上記樹脂組成物の製造方法における記載がそのまま適用される。また、温度T1及び温度T2についても同様である。また、各工程における冷却方法についても同様である。
【0053】
本発明の成形体の形状、大きさ及び厚さ等は特に限定されない。また、その用途も特に限定されない。この成形体としては、例えば、自動車、鉄道車両、船舶及び飛行機等の外装材、内装材及び構造材等として用いられる。このうち自動車用品としては、自動車用外装材、自動車用内装材等が挙げられる。具体的には、バンパー、スポイラー、カウリング、フロントグリル、ガーニッシュ、ボンネット、トランクリッド、フェンダーパネル、ドアパネル、ルーフパネル等の外装材、インストルメントパネル、ドアトリム、クオータートリム、ルーフライニング、ピラーガーニッシュ、デッキトリム、トノボード、パッケージトレイ、ダッシュボード、コンソールボックス、キッキングプレート、スイッチベース、シートバックボード、シートフレーム、アームレスト、サンバイザ等の内装材が挙げられる。更に、例えば、建築物及び家具等の内装材、外装材及び構造材が挙げられる。即ち、ドア表装材、ドア構造材、各種家具(机、椅子、棚、箪笥など)の表装材、構造材等が挙げられる。その他、包装体、収容体(トレイ等)、保護用部材及びパーティション部材等が挙げられる。
【実施例】
【0054】
以下、実施例により本発明を更に具体的に説明する。
〈1〉樹脂組成物の製造(PA11−PBS)
連続相を形成するための脂肪族ポリアミド樹脂(A)としてPA11(ナイロン11樹脂、アルケマ株式会社製、品名「RilsanB」、融点186℃、結晶化開始温度170℃、結晶化温度168℃)を用いた。
分散相を形成するための脂肪族ポリエステル樹脂(B)としてPBS(ポリブチレンサクシネート系樹脂、三菱化学株式会社製、品名「GS Pla」、融点110℃、結晶化開始温度95℃、結晶化温度90.5℃)を用いた。
【0055】
これらの各樹脂をラボプラストミル(株式会社東洋精機製作所、型式「4C150」)を用い、相溶化剤を配合することなく、混練温度を210℃(PA11及びPBSの温度が190℃以上)に設定し、スクリュー回転数を75回転/分として、4分間混練を行い、混合比の異なる6種類の樹脂組成物を得た。混合比の異なる6種類の樹脂組成物は、PA11:PBSの質量割合(PA11+PBSの合計100質量部)において、実験例2(90:10)、実験例3(80:20)、実験例4(70:30)、実験例5(60:40)、実験例6(50:50)、実験例7(25:75)、である。
【0056】
〈2〉樹脂組成物の製造(PLA−PBS)
上記〈1〉のPA11−PBSの樹脂組成物に対して、比較例となるように、脂肪族ポリエステル樹脂PLAと脂肪族ポリエステル樹脂PBSとを混合した樹脂を同様に製造した。
連続相を構成する脂肪族ポリエステル樹脂としてPLA(ポリ乳酸、ユニチカ株式会社製、品名「テラマック」、融点167.5℃、結晶化開始温度126℃、結晶化温度111℃)を用いた。
分散相を構成する脂肪族ポリエステル樹脂(B)としてPBS(ポリブチレンサクシネート系樹脂、三菱化学株式会社製、品名「GS Pla」、融点110℃、結晶化開始温度95℃、結晶化温度90.5℃)を用いた。
【0057】
これらの各樹脂を上記〈1〉におけると同様に、ラボプラストミルを用い、相溶化剤を配合することなく、混練温度を210℃(PA11及びPBSの温度が190℃以上)に設定し、スクリュー回転数を75回転/分として、4分間混練を行い、混合比の異なる6種類の樹脂組成物を得た。混合比の異なる6種類の樹脂組成物は、PLA:PBSの質量割合(PLA+PBSの合計100質量部)において、実験例12(90:10)、実験例13(80:20)、実験例14(70:30)、実験例15(60:40)、実験例16(50:50)、である。
【0058】
〈3〉シャルピー衝撃試験用の試験片の製造
(1)実験例1の試験片
脂肪族ポリアミド樹脂(A)であるPA11(ナイロン11樹脂、アルケマ株式会社製、品名「RilsanB」、融点186℃、結晶化開始温度170℃、結晶化温度168℃)を、金型を用いてJIS K7111−1に準拠したシャルピー衝撃試験用試験片に成形した。この成形に際しては、溶融プレスした後(水冷プレス前のPA11の温度は約200℃)、水冷プレスにて、200℃から125℃の間におけるPA11の降温速度が375℃/分であり、125℃から60℃の間におけるPA11の降温速度が約175℃/分となるように急冷した(以下、この冷却方法を「冷却1(急冷)」ともいう)。尚、上記降温速度の測定は熱電対(データロガー)により直接溶融状態の樹脂を測定することで行った(以下同様)。
【0059】
(2)実験例2〜7の試験片
上記〈1〉で得られた6種類の樹脂組成物(PA11−PBS混合樹脂)の各々を、上記〈3〉(1)と同様に成形した後、冷却1(急冷)の方法により冷却した。
【0060】
(3)実験例8の試験片
脂肪族ポリエステル樹脂(B)であるPBS(ポリブチレンサクシネート系樹脂、三菱化学株式会社製、品名「GS Pla」、融点110℃、結晶化開始温度95℃、結晶化温度90.5℃)を、上記〈3〉(1)と同様に成形した後、冷却1(急冷)の方法により冷却した。
【0061】
(4)実験例9の試験片
上記〈1〉で得られた樹脂組成物(PA11−PBS混合樹脂)のうち、PA11:PBS=80:20である樹脂組成物を、金型を用いてJIS K7111−1に準拠したシャルピー衝撃試験用試験片に成形した。この成形に際しては、溶融プレスした後(水冷プレス前のPA11の温度は約200℃)、水冷プレスと放冷とを組み合わせて、200℃から125℃の間における樹脂組成物の降温速度が560℃/分となるように急冷した後、更に、100℃から60℃の間における樹脂組成物の降温速度が約3.0℃/分となるように徐冷した。この冷却方法は表1において「冷却2(急冷→徐冷)」と標記した。
【0062】
(5)実験例10の試験片
上記〈1〉で得られた樹脂組成物(PA11−PBS混合樹脂)のうち、PA11:PBS=80:20である樹脂組成物を、金型を用いてJIS K7111−1に準拠したシャルピー衝撃試験用試験片に成形した。この成形に際しては、溶融プレスした後(水冷プレス前のPA11の温度は約200℃)、水冷プレスと放冷とを組み合わせて、200℃から140℃の間における樹脂組成物の降温速度が4.2℃/分となるように徐冷した後、更に、140℃から60℃の間における樹脂組成物の降温速度が約68℃/分となるように急冷した。
【0063】
(6)実験例11の試験片
PLA(ポリ乳酸、ユニチカ株式会社製、品名「テラマック」、融点167.5℃、結晶化開始温度126℃、結晶化温度111℃)を、上記〈3〉(1)と同様に成形した後、冷却1(急冷)の方法により冷却した。
【0064】
(7)実験例12−16の試験片
上記〈2〉で得られた5種類の樹脂組成物(PLA−PBS混合樹脂)の各々を、上記〈3〉(1)と同様に成形した後、冷却1(急冷)の方法により冷却した。
【0065】
〈4〉シャルピー衝撃試験
上記〈3〉で得られた実験例1〜16の各試験片を用いて、JIS K7111−1に準拠してシャルピー衝撃試験を行った。その結果を表1に併記した。
【0066】
【表1】

尚、表1中において、実験例2〜4及び実験例9〜10は発明品であり、実験例1、5〜8、実験例11〜16は比較品である。
【0067】
〈5〉電子顕微鏡による空隙の観察
上記〈3〉で得られた実験例2〜7及び実験例9及び10の各試験片の断面を電子顕微鏡により1万倍に拡大し、無作為に選択した1ヶ所の12.78μm×8.66μmの範囲に含まれる空隙を伴った分散相の有無を観察し、空隙を伴った分散相が1つでも認められた実験例に「○」を、全く認められない実験例に「×」を、各々表1の「空隙の有無」の欄に記載した。
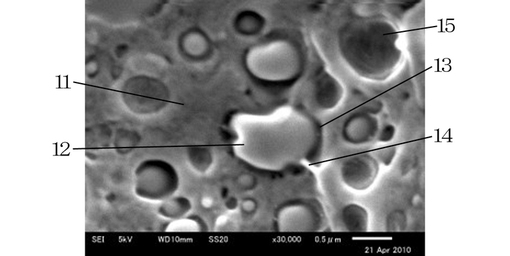
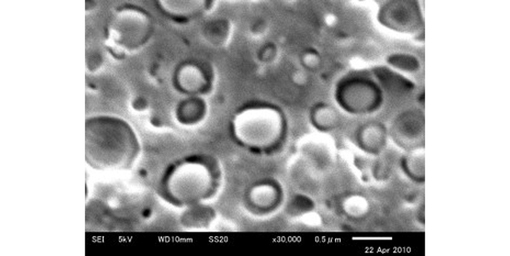
更に、1万倍(図8、図12、図16〜19)、及び、3万倍(図9〜11、図13〜15)に拡大した各々のデジタル画像を取得し、図として示した。
【0068】
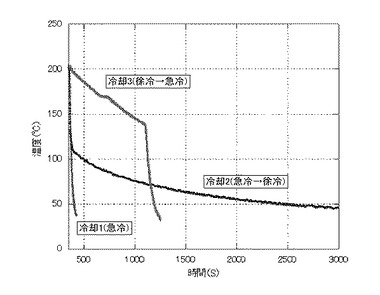
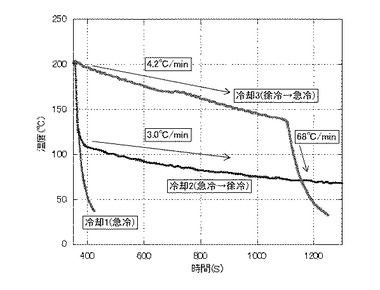
また、図4〜6は、上記実験例において用いた冷却1〜3の各冷却方法における温度と時間との相関を、データロガー(株式会社製キーエンス製、型式「NR600」)を用いて多重記録したグラフである。このうち、図4には冷却開始から3000秒までの間が記録され、図5には冷却開始から1300秒までの間が記録され、図6には冷却開始から420秒までの間が記録されている。
更に、図7は、示差走査熱量計(ブルカー・エイエックスエス株式会社製、型式「DSC404F3」)を用い、JIS K7121(プラスチックの転移温度測定方法)に従って、測定したPA11とPBSとの結晶化ピーク温度(Tpc)を示すグラフである。
【0069】
〈6〉実施例の効果
表1のシャルピー衝撃強度の結果のうち、実験例1〜8を用いて、PA11とPBSとの配合比と、シャルピー衝撃強度と、の相関をグラフに表して図1に示した。
また、表1のシャルピー衝撃強度の結果のうち、実験例11〜16及び実験例8を用いて、PLAとPBSとの配合比と、シャルピー衝撃強度と、の相関をグラフに表して図2に示した。尚、図2には図1の相関を併記している。
【0070】
図8〜19より、脂肪族ポリアミド樹脂(A)に対して、脂肪族ポリエステル樹脂(B)の配合割合が35質量%以下である、実験例3(図8〜11)、実験例2(図12〜15)、実験例4(図16)では、連続相11と分散相12との相間に特有の空隙13が認められる。更に、各空隙13では、連続相11と分散相12とが柱状部14により接続されていることが見てとれる。
尚、内部に分散相12が認められない連続相11の凹部15は、空隙13が存在したために切断時に分散相12が脱落して形成された凹部15と考えられ、切断前の状態においては、これらの凹部15はいずれも、空隙13を伴った分散相12であったと考えられる。
【0071】
一方、実験例5(図17)は、脂肪族ポリアミド樹脂(A)に対して、脂肪族ポリエステル樹脂(B)の配合割合が40質量%含有されるため(35質量%を超えているため)に、分散相自体が図8、図12及び図16に比べて顕著に少ない。更に、そのうち空隙を伴った分散相は極僅かであり、図17内に僅かに8ヶ所しか認められない。
また、実験例6(図18)及び実験例7(図19)では、空隙を伴った分散相が全く認められない。
【0072】
更に、図1の結果から、脂肪族ポリアミド樹脂(A)を連続相とし、この脂肪族ポリアミド樹脂(A)内に脂肪族ポリエステル樹脂(B)を分散相として混合した樹脂組成物では、実験例2〜4の特定の範囲でのみ、実験例1(12.91KJ/m2)を超えるシャルピー衝撃強度(17.05〜32.83KJ/m2)が得られた。更に、その衝撃強度は、実験例1(PA11単独)が12.91KJ/m2であるのに対して、実験例3(PA11:PBS=80:20)では32.83KJ/m2にも達しており、実験例1の値の2.5倍と極めて顕著な耐衝撃性の向上が認められた。
【0073】
これに対して、実験例10(冷却3によって空隙が形成されていない)では、配合割合は実験例3(32.83KJ/m2))と同じであるにも関わらず、シャルピー衝撃強度は14.19KJ/m2と小さく、実験例1(PA11単独)の12.91KJ/m2と1.1倍であり、ほとんど耐衝撃性の向上が認められなかった。
更に、図2に示すように、脂肪族ポリエステル樹脂PLAに対して、脂肪族ポリエステル樹脂PBSを分散させた場合には、耐衝撃性に関する変化はほとんど認められないことが分かる。
【0074】
これらの結果から、本樹脂組成物では、脂肪族ポリアミド樹脂(A)に対して、脂肪族ポリエステル樹脂(B)を所定の割合で配合して、分散相を形成するとともに、連続相と分散相と相間に空隙を形成された場合には飛躍的に耐衝撃性が向上されることが分かる。
【0075】
また、図3から、冷却方法の操作により、更に、耐衝撃性を向上させられることが分かる。即ち、実験例3(冷却1)のシャルピー衝撃強度が32.83KJ/m2であるのに対して、実験例9(冷却2)では40.33KJ/m2にまで向上されており、実験例3に対して実験例9は1.2倍になっている。
この冷却方法による差異は、実験例3では急冷したのに対して、実験例9では、脂肪族ポリアミド樹脂(A)の結晶化温度TAと、脂肪族ポリエステル樹脂(B)の結晶化温度TBと、間の温度120℃までは急冷して、脂肪族ポリアミド樹脂(A)の結晶化を抑制したうえで、温度TB未満の温度40℃まで徐冷して、脂肪族ポリエステル樹脂(B)の結晶化を促し、結晶化に伴う収縮を促進している。このため、実験例3よりも実験例9で空隙量が増えたものと考えられる。
【0076】
前述の例は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施形態の例を挙げて説明したが、本発明の記述および図示において使用された文言は、限定的な文言ではなく説明的および例示的なものであると理解される。ここで詳述したように、その形態において本発明の範囲または精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料および実施例を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、むしろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
【符号の説明】
【0077】
11;連続相、12;分散相、13;空隙、14;柱状部、15;凹部(分散相を伴わない連続相の凹部)。
【技術分野】
【0001】
本発明は、樹脂組成物及びその製造方法並びに成形体の製造方法に関する。更に詳しくは、本発明は、脂肪族ポリアミド樹脂と脂肪族ポリエステル樹脂とを含む耐衝撃性に優れた樹脂組成物及びその製造方法並びに成形体の製造方法に関する。
【背景技術】
【0002】
従来より、異種の樹脂を混合して各々の樹脂が単独で発揮できる特性を超える混合樹脂を得ようとする工夫がなされている。なかでも、耐衝撃性を向上させる技術としては、ABS樹脂などのように、母相に対してゴムを微分散させる技術が知られている。ABSは汎用性が高く優れた樹脂であるが、植物原料を用いることが困難であり、生分解性を付与することも困難であることから、対環境性という観点においては不十分な側面がある。昨今の環境保全の見地から対環境性に優れた原料を利用しようとする社会的な要求に対応できる樹脂組成物が求められている。このような観点において、下記特許文献1〜2及び非特許文献1〜2が知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−203458号公報
【特許文献2】特開2006−143772号公報
【非特許文献】
【0004】
【非特許文献1】2007年自動車技術会 学術講演会前刷集No.121−07
【非特許文献2】プラスチックエージ 2007年4月号「異種高分子をナノ分散・混合する技術 −高せん断成形加工による非相溶性高分子ブレンドの高性能化−」
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1には、脂肪族ポリエステル樹脂と、脂肪族ポリアミド樹脂と、反応性基を有する有機化合物と、を含む樹脂組成物が開示されている。この組成物は対環境性に優れた原料選択をできる点において優れているものの、脂肪族ポリエステル樹脂と脂肪族ポリアミド樹脂とを反応性基を有する有機化合物という相溶化剤(特許文献1[0014]参照)を用いて混合するものであるうえに、耐衝撃性は脂肪族ポリアミド樹脂での耐衝撃性に対して低下する結果となっている。
一方、特許文献2には、膨潤性層状珪酸塩を含むポリアミド樹脂と、生分解性ポリエステル樹脂と、を含む樹脂組成物が開示されている。この組成物でも対環境性に優れた原料選択をできる点において優れているものの、膨潤性層状珪酸塩を含むポリアミド樹脂は、膨潤性層状珪酸塩とカプロラクタムとを混合分散させた原料を縮重合して得る必要があり、汎用のポリアミド樹脂を利用することができず、また、対環境性に優れたポリアミド樹脂を選択することもできないものとなっている。
【0006】
また、上記非特許文献1には、相溶化剤としてエチレン/アクリル酸/グリシジルメタクリレートコポリマーを同時に混入し、ポリアミド11を微分散させることでポリ乳酸の耐衝撃強度を向上させる技術が開示されている。この組成物は、上記特許文献1と同様に、対環境性に優れた原料選択をできる点において優れているものの、相溶化剤を用いて混合するものであり、環境性に優れた相溶化剤を選択できないという点において問題がある。
更に、上記非特許文献2には、特殊な高剪断成形加工機を用いて、ポリアミド11をポリフッ化ビニリデン中に微分散させることで、ポリフッ化ビニリデンの伸びを向上させる技術が開示されている。しかし、この技術では特殊な高剪断成形加工機を用いる必要あるという点において実際に利用する観点からは困難である。
【0007】
本発明は、上記実情に鑑みてなされたものであり、汎用性を維持しつつ簡便に衝撃強度を向上させることができる樹脂組成物及びその製造方法並びに成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記問題点を解決するために、請求項1に記載の樹脂組成物は、脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有するとともに、該脂肪族ポリアミド樹脂(A)と該脂肪族ポリエステル樹脂(B)との合計を100質量%とした場合に、該脂肪族ポリエステル樹脂(B)が5〜35質量%であり、
前記脂肪族ポリアミド樹脂(A)が連続相をなし、
前記脂肪族ポリエステル樹脂(B)が前記連続相に分散された分散相をなし、
前記連続相と前記分散相との相間に空隙を有することを要旨とする。
【0009】
請求項2に記載の樹脂組成物は、請求項1において、前記脂肪族ポリエステル樹脂(B)が、生分解性を有する生分解性脂肪族ポリエステル樹脂であることを要旨とする。
【0010】
請求項3に記載の樹脂組成物は、請求項1又は2において、前記脂肪族ポリエステル樹脂(B)が、ポリブチレンサクシネート系樹脂であることを要旨とする。
【0011】
請求項4に記載の樹脂組成物は、請求項1乃至3のうちのいずれかにおいて、前記脂肪族ポリアミド樹脂(A)は、炭素原子数が11であるアミド結合含有単位を主鎖に含む脂肪族ポリアミド樹脂であることを要旨とする。
【0012】
請求項5に記載の樹脂組成物は、請求項1乃至4のうちのいずれかにおいて、前記脂肪族ポリエステル樹脂(B)は、平均分散粒径が1μm以下であることを要旨とする。
【0013】
請求項6に記載の樹脂組成物の製造方法は、請求項1乃至5のうちのいずれかに記載の樹脂組成物の製造方法であって、前記連続相を構成する樹脂と、前記分散相を構成する樹脂と、を含む溶融混合樹脂を冷却する冷却工程を備え、
前記冷却工程は、前記脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、前記脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、前記TA以下且つ前記TBを超える温度まで40℃/分以上の降温速度で冷却する第1冷却工程と、
第1冷却工程に引き続いて、前記TB未満の温度まで10℃/分以下の降温速度で冷却する第2冷却工程と、を備えることを要旨とする。
【0014】
請求項7に記載の樹脂組成物の製造方法は、請求項6において、前記第1冷却工程は、温度TBよりも20℃以上高い温度で停止することを要旨とする。
【0015】
請求項8に記載の成形体の製造方法は、請求項1乃至5のうちのいずれかに記載の樹脂組成物を用いた成形体の製造方法であって、溶融状態の請求項1乃至5のうちのいずれかに記載の樹脂組成物を冷却する冷却工程を備え、
前記冷却工程は、前記脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、前記脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、前記TA以下且つ前記TBを超える温度まで40℃/分以上の降温速度で冷却する第1冷却工程と、
第1冷却工程に引き続いて、前記TB未満の温度まで10℃/分以下の降温速度で冷却する第2冷却工程と、を備えることを要旨とする。
【0016】
請求項9に記載の成形体の製造方法は、請求項8において、前記第1冷却工程は、温度TBよりも20℃以上高い温度で停止することを要旨とする。
【発明の効果】
【0017】
本発明の樹脂組成物によれば、衝撃強度が高い成形体を得ることができる。汎用性(特に、樹脂種の選択範囲及び製造方法等における汎用性)を維持しつつも、高い耐衝撃性を有するものとすることができる。
脂肪族ポリエステル樹脂(B)が、生分解性を有する生分解性脂肪族ポリエステル樹脂である場合は、環境負荷を抑制しつつ、衝撃強度が高い成形体を得ることができる。
脂肪族ポリエステル樹脂(B)が、ポリブチレンサクシネート系樹脂である場合は、環境負荷を抑制しつつ、衝撃強度が高い成形体を得ることができる。
脂肪族ポリアミド樹脂(A)が、炭素原子数が11であるアミド結合含有単位を主鎖に含む脂肪族ポリアミド樹脂である場合は、環境負荷を更に抑制しつつ、衝撃強度が高い成形体を得ることができる。
脂肪族ポリエステル樹脂(B)の平均分散粒径が1μm以下である場合は、特に高い衝撃強度を有する成形体を得ることができる。
本発明の樹脂組成物の製造方法によれば、汎用性(特に、樹脂種の選択範囲及び製造方法等における汎用性)を維持しつつ簡便に衝撃強度に優れた樹脂組成物を得ることができる。即ち、脂肪族ポリアミド樹脂(A)を連続相とし、脂肪族ポリエステル樹脂(B)を分散相とするとともに、これらの連続相と分散相との相間に空隙を有する樹脂組成物を得ることができる。
第1冷却工程が、脂肪族ポリエステル樹脂(B)の結晶化温度TBよりも20℃以上高い温度で停止する場合は、より優れた耐衝撃性を得ることができる。
本発明の成形体の製造方法によれば、汎用性(特に、樹脂種の選択範囲及び製造方法等における汎用性)を維持しつつ簡便に衝撃強度に優れた成形体を得ることができる。即ち、脂肪族ポリアミド樹脂(A)を連続相とし、脂肪族ポリエステル樹脂(B)を分散相とするとともに、これらの連続相と分散相との相間に空隙を有した樹脂組成物からなる成形体を得ることができる。
第1冷却工程が、脂肪族ポリエステル樹脂(B)の結晶化温度TBよりも20℃以上高い温度で停止する場合は、より優れた耐衝撃性を得ることができる。
【図面の簡単な説明】
【0018】
本発明について、本発明による典型的な実施形態の非限定的な例を挙げ、言及された複数の図面を参照しつつ以下の詳細な記述にて更に説明するが、同様の参照符号は図面のいくつかの図を通して同様の部位を示す。
【図1】PA11及びPBSの配合比とシャルピー衝撃強度との相関を示すグラフ
【図2】PLA及びPBSの配合比とシャルピー衝撃強度との相関を示すグラフ
【図3】冷却方法とシャルピー衝撃強度の相関を示すグラフ
【図4】各冷却方法における温度と時間(3000秒までの間)との相関を示すグラフ
【図5】各冷却方法における温度と時間(1300秒までの間)との相関を示すグラフ
【図6】各冷却方法における温度と時間(420秒までの間)との相関を示すグラフ
【図7】PA11とPBSとの結晶化温度を示すグラフ
【図8】実験例3の樹脂組成物の断面を1万倍に拡大した画像
【図9】実験例3の樹脂組成物の断面を3万倍に拡大した画像
【図10】実験例3の樹脂組成物の異なる断面を3万倍に拡大した画像
【図11】実験例3の樹脂組成物の更に異なる断面を3万倍に拡大した画像
【図12】実験例2の樹脂組成物の断面を1万倍に拡大した画像
【図13】実験例2の樹脂組成物の断面を3万倍に拡大した画像
【図14】実験例2の樹脂組成物の異なる断面を3万倍に拡大した画像
【図15】実験例2の樹脂組成物の更に異なる断面を3万倍に拡大した画像
【図16】実験例4の樹脂組成物の断面を1万倍に拡大した画像
【図17】実験例5の樹脂組成物の断面を1万倍に拡大した画像
【図18】実験例6の樹脂組成物の断面を1万倍に拡大した画像
【図19】実験例7の樹脂組成物の断面を1万倍に拡大した画像
【発明を実施するための形態】
【0019】
ここで示される事項は例示的なものおよび本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0020】
〈1〉樹脂組成物
本発明の樹脂組成物は、脂肪族ポリアミド樹脂(A)と脂肪族ポリエステル樹脂(B)との合計を100質量%とした場合に、脂肪族ポリエステル樹脂(B)を5〜35質量%含有し、更に、脂肪族ポリアミド樹脂(A)が連続相をなし、脂肪族ポリエステル樹脂(B)が分散相をなし、これらの連続相と分散相との相間に空隙を有することを特徴とする。
【0021】
上記「脂肪族ポリアミド樹脂(A)」は、アミド結合(−NH−CO−)を介して複数の単量体が重合されてなる鎖状骨格を有する重合体である。また、本発明の樹脂組成物内において、後述する脂肪族ポリエステル樹脂(B)に対して連続相をなす樹脂である。
【0022】
脂肪族ポリアミド樹脂(A)を構成する単量体としては、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸などのアミノ酸、ε−カプロラクタム、ウンデカンラクタム、ω−ラウリルラクタムなどのラクタムなどが挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0023】
更に、脂肪族ポリアミド樹脂(A)は、ジアミンとジカルボン酸との共重合により得ることもできる。この場合、単量体としてのジアミンには、エチレンジアミン、1,3−ジアミノプロパン、1,4−ジアミノブタン、1,6−ジアミノヘキサン、1,7−ジアミノヘプタン、1,8−ジアミノオクタン、1,9−ジアミノノナン、1,10−ジアミノデカン、1,11−ジアミノウンデカン、1,12−ジアミノドデカン、1,13−ジアミノトリデカン、1,14−ジアミノテトラデカン、1,15−ジアミノペンタデカン、1,16−ジアミノヘキサデカン、1,17−ジアミノヘプタデカン、1,18−ジアミノオクタデカン、1,19−ジアミノノナデカン、1,20−ジアミノエイコサン、2−メチル−1,5−ジアミノペンタン、2−メチル−1,8−ジアミノオクタン等の脂肪族ジアミン、シクロヘキサンジアミン、ビス−(4−アミノシクロヘキシル)メタン等の脂環式ジアミン、キシリレンジアミン(p−フェニレンジアミン及びm−フェニレンジアミンなど)等の芳香族ジアミンなどが挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0024】
更に、単量体としてのジカルボン酸には、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸、ブラシリン酸、テトラデカン二酸、ペンタデカン二酸、オクタデカン二酸のような脂肪族ジカルボン酸、シクロヘキサンジカルボン酸のような脂環式ジカルボン酸、フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸のような芳香族ジカルボン酸などが挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0025】
本樹脂組成物では、脂肪族ポリアミド樹脂(A)は、炭素原子数が11であるアミド結合含有単位を主鎖に含む脂肪族ポリアミド樹脂であることが好ましい。即ち、炭素原子数が11である単量体に由来する構成単位を含む脂肪族ポリアミド樹脂であることが好ましく、特に11−アミノウンデカン酸又はウンデカンラクタムを単量体として用いた重合体(以下、この重合体を「PA11系樹脂」ともいう)であることが好ましい。とりわけ11−アミノウンデカン酸は、ヒマシ油から得られる単量体であるため、環境保護の観点(特にカーボンユートラルの観点)から望ましい。これらの炭素原子数が11である単量体に由来する構成単位は、PA11系樹脂内において全構成単位のうちの50%以上であることが好ましい。即ち、炭素原子数が11未満である単量体に由来する構成単位、及び/又は、炭素原子数が12以上である単量体に由来する構成単位、をPA11系樹脂内において全構成単位のうちの50%未満含むことができる。更に、このPA11系樹脂は、その全構成単位が、炭素原子数11である単量体に由来する構成単位であってもよい。即ち、脂肪族ポリアミド樹脂(A)は、ポリアミド11(PA11)であってもよい。
【0026】
また、脂肪族ポリアミド樹脂(A)は、ポリアミド11系樹脂のみからなってもよいが、その他のポリアミドを含んでもよい。その他のポリアミドとしては、前述の各種単量体を用いて得られるポリアミドのうち、炭素原子数が11である単量体に由来する構成単位が、全構成単位のうちの50%未満であるポリアミドである。
即ち、例えば、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド12、ポリアミド6T、ポリアミド6I、ポリアミド9T、ポリアミドM5T等が挙げられる。これらの他のポリアミドは1種のみを用いてもよく2種以上を併用してもよい。但し、他のポリアミドが含有される場合、脂肪族ポリアミド樹脂(A)全体100質量%に対して、他のポリアミドは40質量%未満である。
尚、上記脂肪族ポリアミド樹脂(A)は、主鎖を構成する炭素原子のうちの半数以上(50%以上)の炭素原子が鎖状骨格を構成する。即ち、脂肪族ポリアミド樹脂(A)は、芳香族骨格を含んでもよいが、芳香族骨格を構成する炭素原子は、主鎖を構成する炭素原子のうちの半数未満(50%未満)である。
【0027】
上記「脂肪族ポリエステル樹脂(B)」は、エステル結合(−CO−O−)を介して複数の単量体が重合されてなる鎖状骨格を有する重合体である。また、本発明の樹脂組成物内において、脂肪族ポリアミド樹脂(A)を連続相として、この樹脂内に分散されて存在する分散相をなす樹脂である。
【0028】
脂肪族ポリエステル樹脂(B)は、ジカルボン酸とジオールとの共重合により得ることもできる。この場合の単量体としてのジカルボン酸には、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸、ブラシリン酸、テトラデカン二酸、ペンタデカン二酸、オクタデカン二酸のような脂肪族ジカルボン酸、シクロヘキサンジカルボン酸のような脂環式ジカルボン酸、フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸のような芳香族ジカルボン酸などが挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
一方、単量体としてのジオールには、エチレングリコール、ジエチレングリコール、プロピレングリコール、ブタンジオール(1,4−ブタンジオール等)、ヘキサンジオール等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0029】
上記ジカルボン酸及びジオールに由来する構成単位は、脂肪族ポリエステル樹脂(B)内において全構成単位のうちの50%以上であることが好ましい。即ち、ジカルボン酸及びジオール以外の他の単量体に由来する構成単位を脂肪族ポリエステル樹脂(B)内において全構成単位のうちの50%未満含むことができる。
他の単量体としては、ヒドロキシ酸が挙げられる。単量体としての脂肪族ヒドロキシ酸には、グリコール酸、乳酸(L−、D−)、グリセリン酸、ヒドロキシ酪酸(2−、3−及びγ−)、リンゴ酸、酒石酸、クエン酸、ロイシン酸、リシノール酸等が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0030】
更に、脂肪族ポリエステル樹脂(B)は、脂肪族ヒドロキシ酸(特に脂肪族ヒドロキシアルカン酸)の重合によって得ることができる。この場合の単量体としての脂肪族ヒドロキシ酸には、グリコール酸、乳酸(L−、D−)、グリセリン酸、ヒドロキシ酪酸(2−、3−及びγ−)、リンゴ酸、酒石酸、ヒドロキシ吉草酸、ヒドロキシヘキサン酸、クエン酸、ロイシン酸、リシノール酸等が挙げられる。
脂肪族ヒドロキシ酸に由来する構成単位は、脂肪族ポリエステル樹脂(B)内において全構成単位のうちの50%以上であることが好ましい。即ち、脂肪族ヒドロキシ酸以外の他の単量体に由来する構成単位を脂肪族ポリエステル樹脂(B)内において全構成単位のうちの50%未満含むことができる。
ここで他の単量体としては、前述のジカルボン酸及びジオール等が挙げられる。これらのジカルボン酸及びジオールは1種のみを用いてもよく2種以上を併用してもよい。
【0031】
これらの単量体を用いた脂肪族ポリエステル樹脂(B)としては、ポリブチレンサクシネート系樹脂、ポリエチレンサクシネート系樹脂、ポリ乳酸系樹脂等が挙げられる。これらのなかでも、ポリブチレンサクシネート系樹脂、ポリエチレンサクシネート系樹脂、ポリ乳酸系樹脂などの生分解性を有する生分解性脂肪族ポリエステル樹脂が環境保護の観点から好ましい。更には、コハク酸と1,4−ブタンジオールとを単量体として含むポリブチレンサクシネート系樹脂が好ましい。ポリブチレンサクシネート系樹脂を構成するコハク酸はグルコースの発酵により得られる単量体であるため、環境保護の観点(特にカーボンニュートラルの観点)から望ましい。加えて、ポリ乳酸系樹脂に比べて、ポリブチレンサクシネート系樹脂は衝撃強度により優れるとともに、脂肪族ポリアミド樹脂(A)とのアロイ化における相性がより良いという観点において望ましい。
【0032】
即ち、本発明の樹脂組成物では、脂肪族ポリアミド樹脂(A)はポリアミド11系樹脂が好ましく、且つ、脂肪族ポリエステル樹脂(B)はポリブチレンサクシネート系樹脂であることが好ましい。特にポリアミド11系樹脂は、全構成単位の50%以上(100%であってもよい)が11−アミノウンデカン酸を単量体として得られた重合体であることが好ましい。更に、ポリブチレンサクシネート系樹脂は、全構成単位の50%以上(100%であってもよい)がコハク酸及び1,4−ブタンジオールを単量体として得られた重合体であることが好ましい。
【0033】
上記脂肪族ポリアミド樹脂(A)と脂肪族ポリエステル樹脂(B)との合計を100質量%とした場合に、脂肪族ポリエステル樹脂(B)は5〜35質量%含有される。この範囲では、連続相をなす脂肪族ポリアミド(A)単独で得られるよりも高い衝撃強度を得ることができる。5質量%未満では、脂肪族ポリエステル樹脂(B)を配合することによる衝撃強度向上効果が十分に得られ難くなる傾向にある。また、35質量%を超えると連続相と分散相との相間に空隙が形成され難くなるとともに、衝撃強度向上効果が十分に得られ難くなる傾向にある。この脂肪族ポリエステル樹脂(B)の割合は、7〜30質量%が好ましく、12〜28質量%がより好ましく、15〜25質量%が特に好ましい。
【0034】
また、本発明の樹脂組成物は、脂肪族ポリアミド樹脂(A)を連続相(図9の符号11参照)とし、脂肪族ポリエステル樹脂(B)を分散相(図9の符号12参照)とし、これらの連続相と分散相との相間に空隙(図9の符号13参照)を有する。この空隙を有することで、脂肪族ポリアミド樹脂(A)単独での耐衝撃性、及び、脂肪族ポリエステル樹脂(B)単独での耐衝撃性、を超える高い耐衝撃性を得ることができると考えられる。
この分散相は、連続相内において略球状をなして分散されていることが好ましい。更に、この分散相の周囲を覆うように空隙が形成されることが好ましい。また、分散相は空隙によって連続相から完全に分離されて配置されてもよいが、分散相の一部が連続相と繋がって配置されていることが好ましく、特に柱状部(図9の符号14参照)によって連続相と分散相とが接続された形態であることが好ましい。即ち、脂肪族ポリアミド樹脂(A)が連続相(図9の符号11参照)をなし、脂肪族ポリエステル樹脂(B)が連続相に分散された分散相(図9の符号12参照)をなし、これらの連続相と分散相との相間に空隙(図9の符号13参照)を有するとともに、分散相と連続相とが柱状部(図9の符号14参照)によって接続された形態の樹脂組成物であることが好ましい。
【0035】
更に、上記空隙は、全ての個々の分散相の周囲に形成されている必要はないが、通常、分散相(個数換算)のうちの60%以上の分散相が空隙を伴っていることが好ましい(100%であってもよい)。この範囲では、特に優れた耐衝撃性向上の効果が得られる。また、この空隙を伴う分散相の割合は、70%以上であることがより好ましく、80%以上であることが特に好ましい。
【0036】
尚、空隙を伴った分散相の割合は、電子顕微鏡により1万倍に拡大した樹脂組成物の切断面において、無作為に抽出した3ヶ所の各12.78μm×8.66μmの範囲に含まれる分散相の個数FT1、FT2、及びFT3を数え、更に、同じ各12.78μm×8.66μmの範囲に含まれる空隙を伴った分散相の個数FE1、FE2、及びFE3を数え、これらの数値から、〔{(FE1/FT1)+(FE2/FT2)+(FE3/FT3)}/3〕×100(%)により算出される。但し、内部に分散相(図9の符号12参照)が認められない連続相(図9の符号11参照)の凹部(図9の符号15参照)は、空隙(図9の符号13参照)が存在したために切断時に分散相が脱落して形成された凹部と考えられ、切断前の状態においては、これらの凹部はいずれも、空隙を伴った分散相であったと考えられる。従って、連続相に形成された凹部の個数を分散相の個数として換算するとともに、これらの連続相に形成された凹部はいずれも空隙を有したものとして換算する。
【0037】
本発明の樹脂組成物は、上記空隙を効果的に得るために連続相を構成する脂肪族ポリアミド樹脂(A)と、分散相を構成する脂肪族ポリエステル樹脂(B)と、を相溶化させるための相溶化成分を含まない。これらの樹脂同士を相溶化させる相溶化成分が含有されると、上記空隙が形成され難くなり、耐衝撃性を向上させる効果が得られ難くなるためである。このような相溶化成分としては、各種相溶化剤、エポキシ化合物、イソシアネート化合物、無水マレイン酸誘導体等が挙げられる。
【0038】
また、分散相の粒径は特に限定されないが、その平均分散粒径が1μm以下であることが好ましい。この範囲では、特に優れた耐衝撃性向上の効果が得られる。また、この平均分散粒径は、0.15μm以上0.6μm以下であることがより好ましく、0.2μm以上0.4μm以下であることが特に好ましい。
尚、分散平均粒径は、電子顕微鏡により1万倍に拡大した樹脂組成物の切断面において、無作為に抽出した3ヶ所の各12.78μm×8.66μmの範囲に含まれる全分散相の粒径(最大長)を実測し、これらの3ヶ所における各々平均値D1、D2及びD3を得た後、更に、これらD1〜D3の平均した値を平均分散粒径とする。
【0039】
更に、上記空隙がより形成され易いという観点から、脂肪族ポリアミド樹脂(A)の結晶化温度は、脂肪族ポリエステル樹脂(B)の結晶化温度に比べて高温であることが好ましい。これらの結晶化温度の温度差は特に限定されないものの、30℃以上の差異を有することが好ましい。即ち、脂肪族ポリアミド樹脂(A)の結晶化温度TAは、脂肪族ポリエステル樹脂(B)の結晶化温度TBに比べて30℃以上高いことが好ましい。これらの温度が30℃以上の差異を有することで上記空隙はより形成し易くなるものと考えられるからである。この温度は、40℃以上200℃以下であることがより好ましく、60℃以上150℃以下であることが特に好ましく、とりわけ65℃以上100℃以下であることが好ましい。
【0040】
更に、脂肪族ポリアミド樹脂(A)の結晶化温度TAは特に限定されないが、140℃以上であることが好ましく、150℃以上250℃以下であることが好ましく、155℃以上200℃以下であることがより好ましい。一方、脂肪族ポリエステル樹脂(B)の結晶化温度TBも特に限定されないが、上記脂肪族ポリアミド樹脂(A)の結晶化温度TAとの上記差異を有したうえで、70℃以上110℃以下であることが好ましく、75℃以上100℃以下であることが好ましく、80℃以上95℃以下であることがより好ましい。
尚、ここでいう結晶化温度は、JIS K7121(プラスチックの転移温度測定方法)に定められた結晶化ピーク温度(Tpc)を意味する。
【0041】
また、脂肪族ポリアミド樹脂(A)の成形収縮率SA及び脂肪族ポリエステル樹脂(B)の成形収縮率SBは、各々限定されないが、SB>SAであることが好ましい。特に成形収縮率の比SA/SBは0.02≦SA/SB≦0.90であることがより好ましく、0.05≦SA/SB≦0.75であることが更に好ましく、0.08≦SA/SB≦0.55であることが特に好ましい。より具体的には、上記SA/SBの範囲においてSAは0.1%≦SA≦1.3%が好ましく、0.2%≦SA≦1.2%がより好ましく、0.3%≦SA≦1.0%が特に好ましい。一方、上記SA/SBの範囲においてSBは1.5%≦SB≦5.0%が好ましく、1.6%≦SB≦4.0%がより好ましく、1.8%≦SB≦3.5%が特に好ましい。
尚、ここでいう成形収縮率は、JIS K7152−4(プラスチック−熱可塑性プラスチック材料の射出成形試験片−第4部:成形収縮率の求め方)に規定された成形収縮率のうち、流動方向に平行な成形収縮率(Smp)を意味する。
【0042】
本発明の樹脂組成物は、本発明の目的を阻害しない範囲で、脂肪族ポリアミド樹脂(A)及び脂肪族ポリエステル樹脂(B)以外の他の成分を含有できる。他の成分としては、他の熱可塑性樹脂、難燃剤、難燃助剤、充填剤、着色剤、抗菌剤、帯電防止剤等を配合できる。これらは1種のみを用いてもよく2種以上を併用してもよい。
上記他の熱可塑性樹脂としては、例えば、ポリオレフィン系樹脂(ポリプロピレン、ポリエチレンなど)、芳香族ポリエステル系樹脂(ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリカーボネートなど)等が挙げられる。
【0043】
上記難燃剤としては、ハロゲン系難燃剤(ハロゲン化芳香族化合物)、リン系難燃剤(窒素含有リン酸塩化合物、リン酸エステル等)、窒素系難燃剤(グアニジン、トリアジン、メラミン、及びこれらの誘導体等)、無機系難燃剤(金属水酸化物等)、ホウ素系難燃剤、シリコーン系難燃剤、硫黄系難燃剤、赤リン系難燃剤などが挙げられる。
上記難燃助剤としては、各種アンチモン化合物、亜鉛を含む金属化合物、ビスマスを含む金属化合物、水酸化マグネシウム、粘土質珪酸塩等が挙げられる。
上記充填剤としては、ガラス成分(ガラス繊維、ガラスビーズ、ガラスフレーク等)、シリカ、無機繊維(ガラス繊維、アルミナ繊維、カーボン繊維)、黒鉛、珪酸化合物(珪酸カルシウム、珪酸アルミニウム、カオリン、タルク、クレー等)、金属酸化物(酸化鉄、酸化チタン、酸化亜鉛、酸化アンチモン、アルミナ等)、カルシウム、マグネシウム、亜鉛等の金属の炭酸塩及び硫酸塩、有機繊維(芳香族ポリエステル繊維、芳香族ポリアミド繊維、フッ素樹脂繊維、ポリイミド繊維、植物性繊維等)
上記着色剤としては、顔料及び染料等が挙げられる。
【0044】
〈2〉樹脂組成物の製造方法
上記樹脂組成物はどのようにして製造してもよく、その方法は特に限定されない。即ち、混練後の樹脂組成物の冷却方法に関係無く、優れた耐衝撃性を有する樹脂組成物を得ることができる。しかし、後述する製造方法を用いることで、この耐衝撃を向上させることができる。
即ち、本発明の樹脂組成物の製造方法は、連続相を構成する樹脂と、分散相を構成する樹脂と、を含む溶融混合樹脂を冷却する冷却工程を備えるとともに、下記第1冷却工程及び下記第2冷却工程を備えることを特徴とするものである。より具体的には、脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、上記冷却工程において、先ず第1冷却工程において、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却した後、第2冷却工程において、TB未満の温度まで10℃/分以下の降温速度で冷却するものである。
【0045】
通常、脂肪族ポリアミド樹脂(A)及び脂肪族ポリエステル樹脂(B)を含む上記樹脂組成物は、まずこれらの樹脂を溶融混練して樹脂を混合した後、得られた溶融状態の樹脂組成物を冷却工程を経て冷却することで得る。この際に、上記のように第1冷却工程と第2冷却工程を与えることにより、このような工程を与えない樹脂組成物に対して、より高い耐衝撃性を付与することができる。
【0046】
この冷却方法により耐衝撃性が向上される理由は定かではないものの、連続相と分散相との相間に多く空隙が形成されることで耐衝撃性が向上される結果から、以下の如く考えることができる。即ち、脂肪族ポリアミド樹脂(A)は結晶化温度近傍で急速に冷却されることで結晶化され難いのに対して、脂肪族ポリエステル樹脂(B)は結晶化温度近傍で徐冷されることで結晶化され易い。このために、連続相は結晶化に伴う成形収縮が抑制され、分散相は結晶化に伴う成形収縮が促進され、結果として、連続相と分散相との相間において空隙がより形成され易くなるというものである。
【0047】
上記第1冷却工程における降温速度(冷却速度)は40℃/分以上であればよい。この降温速度未満であってもよいが、全冷却工程を通して徐冷する場合に比べて十分に耐衝撃性を向上させる効果を得難い。この降温速度は、50℃/分以上800℃/分以下が好ましく、50℃/分以上700℃/分以下がより好ましく、60℃/分以上600℃/分以下が特に好ましい。
一方、第2冷却工程における降温速度(冷却速度)は10℃/分以下であればよい。これを超える降温速度では十分に結晶化を促すことが困難であり、耐衝撃性を向上させる効果を得難い。この降温速度は、0.1℃/分以上9℃/分以下が好ましく、0.5℃/分以上9℃/分以下がより好ましく、1℃/分以上8℃/分以下が特に好ましい。
【0048】
また、第1冷却工程におけるTA以下且つTBを超える温度(以下、単に「温度T1」ともいう)は、TB<T1<TAである。このT1は具体的には限定されないものの、前述のごとく、例えば、TA≦140℃且つ70℃≦TB≦110℃の範囲であれば、110℃<T1<140℃でる。更に、T1はTBよりも20℃以上高い温度であることが好ましく、130℃≦T1<140℃が好ましく、135℃≦T1<140℃がより好ましい。
一方、第2冷却工程におけるTB未満の温度(以下、単に「温度T2」ともいう)は、T2<TBである。このT2は具体的には限定されないものの、前述のごとく、TBが70℃以上110℃以下の範囲では、例えば、10℃≦T2<70℃であり、20℃≦T2<70℃が好ましく、30℃≦T2<70℃がより好ましい。
【0049】
上記第1冷却工程における具体的な冷却方法は特に限定されず、40℃/分以上の降温速度を得ることができればよい。例えば、冷媒冷却(水冷等)、水冷プレスなどの方法が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
一方、上記第2冷却工程における具体的な冷却方法も特に限定されず、10℃/分以下の降温速度を得ることができればよい。例えば、放冷、風冷などの方法が挙げられる。これらは1種のみを用いてもよく2種以上を併用してもよい。
【0050】
〈3〉成形体の製造方法
上記樹脂組成物はどのように成形してもよく、その方法は特に限定されない。即ち、金型等の内部で成形された樹脂組成物を冷却する方法に関係無く、優れた耐衝撃性を有する成形体を得ることができる。しかし、後述する成形体の製造方法を用いることで、この成形体の耐衝撃を向上させることができる。
即ち、本発明の成形体の製造方法は、連続相を構成する樹脂と、分散相を構成する樹脂と、を含む成形された溶融混合樹脂を冷却する冷却工程を備えるとともに、下記第1冷却工程及び下記第2冷却工程を備えることを特徴とするものである。より具体的には、脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、上記冷却工程において、先ず第1冷却工程において、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却した後、第2冷却工程において、TB未満の温度まで10℃/分以下の降温速度で冷却するものである。
【0051】
通常、脂肪族ポリアミド樹脂(A)及び脂肪族ポリエステル樹脂(B)を含む上記樹脂組成物は、まずこれらの樹脂を溶融混練して樹脂を混合した後、得られた溶融状態の樹脂組成物を成形した後、冷却工程を経て成形体として冷却することで得る。この際に、上記のように第1冷却工程と第2冷却工程を与えることにより、このような工程を与えずに得られる成形体に比して、より高い耐衝撃性を有する成形体とすることができる。尚、この冷却方法により耐衝撃性が向上される理由については、前述の通りである。
【0052】
上記第1冷却工程における降温速度(冷却速度)は、前述の通り、40℃/分以上であればよく、第2冷却工程における降温速度(冷却速度)は、前述の通り、10℃/分以下であればよい。更に、各々の好ましい範囲についても上記樹脂組成物の製造方法における記載がそのまま適用される。また、温度T1及び温度T2についても同様である。また、各工程における冷却方法についても同様である。
【0053】
本発明の成形体の形状、大きさ及び厚さ等は特に限定されない。また、その用途も特に限定されない。この成形体としては、例えば、自動車、鉄道車両、船舶及び飛行機等の外装材、内装材及び構造材等として用いられる。このうち自動車用品としては、自動車用外装材、自動車用内装材等が挙げられる。具体的には、バンパー、スポイラー、カウリング、フロントグリル、ガーニッシュ、ボンネット、トランクリッド、フェンダーパネル、ドアパネル、ルーフパネル等の外装材、インストルメントパネル、ドアトリム、クオータートリム、ルーフライニング、ピラーガーニッシュ、デッキトリム、トノボード、パッケージトレイ、ダッシュボード、コンソールボックス、キッキングプレート、スイッチベース、シートバックボード、シートフレーム、アームレスト、サンバイザ等の内装材が挙げられる。更に、例えば、建築物及び家具等の内装材、外装材及び構造材が挙げられる。即ち、ドア表装材、ドア構造材、各種家具(机、椅子、棚、箪笥など)の表装材、構造材等が挙げられる。その他、包装体、収容体(トレイ等)、保護用部材及びパーティション部材等が挙げられる。
【実施例】
【0054】
以下、実施例により本発明を更に具体的に説明する。
〈1〉樹脂組成物の製造(PA11−PBS)
連続相を形成するための脂肪族ポリアミド樹脂(A)としてPA11(ナイロン11樹脂、アルケマ株式会社製、品名「RilsanB」、融点186℃、結晶化開始温度170℃、結晶化温度168℃)を用いた。
分散相を形成するための脂肪族ポリエステル樹脂(B)としてPBS(ポリブチレンサクシネート系樹脂、三菱化学株式会社製、品名「GS Pla」、融点110℃、結晶化開始温度95℃、結晶化温度90.5℃)を用いた。
【0055】
これらの各樹脂をラボプラストミル(株式会社東洋精機製作所、型式「4C150」)を用い、相溶化剤を配合することなく、混練温度を210℃(PA11及びPBSの温度が190℃以上)に設定し、スクリュー回転数を75回転/分として、4分間混練を行い、混合比の異なる6種類の樹脂組成物を得た。混合比の異なる6種類の樹脂組成物は、PA11:PBSの質量割合(PA11+PBSの合計100質量部)において、実験例2(90:10)、実験例3(80:20)、実験例4(70:30)、実験例5(60:40)、実験例6(50:50)、実験例7(25:75)、である。
【0056】
〈2〉樹脂組成物の製造(PLA−PBS)
上記〈1〉のPA11−PBSの樹脂組成物に対して、比較例となるように、脂肪族ポリエステル樹脂PLAと脂肪族ポリエステル樹脂PBSとを混合した樹脂を同様に製造した。
連続相を構成する脂肪族ポリエステル樹脂としてPLA(ポリ乳酸、ユニチカ株式会社製、品名「テラマック」、融点167.5℃、結晶化開始温度126℃、結晶化温度111℃)を用いた。
分散相を構成する脂肪族ポリエステル樹脂(B)としてPBS(ポリブチレンサクシネート系樹脂、三菱化学株式会社製、品名「GS Pla」、融点110℃、結晶化開始温度95℃、結晶化温度90.5℃)を用いた。
【0057】
これらの各樹脂を上記〈1〉におけると同様に、ラボプラストミルを用い、相溶化剤を配合することなく、混練温度を210℃(PA11及びPBSの温度が190℃以上)に設定し、スクリュー回転数を75回転/分として、4分間混練を行い、混合比の異なる6種類の樹脂組成物を得た。混合比の異なる6種類の樹脂組成物は、PLA:PBSの質量割合(PLA+PBSの合計100質量部)において、実験例12(90:10)、実験例13(80:20)、実験例14(70:30)、実験例15(60:40)、実験例16(50:50)、である。
【0058】
〈3〉シャルピー衝撃試験用の試験片の製造
(1)実験例1の試験片
脂肪族ポリアミド樹脂(A)であるPA11(ナイロン11樹脂、アルケマ株式会社製、品名「RilsanB」、融点186℃、結晶化開始温度170℃、結晶化温度168℃)を、金型を用いてJIS K7111−1に準拠したシャルピー衝撃試験用試験片に成形した。この成形に際しては、溶融プレスした後(水冷プレス前のPA11の温度は約200℃)、水冷プレスにて、200℃から125℃の間におけるPA11の降温速度が375℃/分であり、125℃から60℃の間におけるPA11の降温速度が約175℃/分となるように急冷した(以下、この冷却方法を「冷却1(急冷)」ともいう)。尚、上記降温速度の測定は熱電対(データロガー)により直接溶融状態の樹脂を測定することで行った(以下同様)。
【0059】
(2)実験例2〜7の試験片
上記〈1〉で得られた6種類の樹脂組成物(PA11−PBS混合樹脂)の各々を、上記〈3〉(1)と同様に成形した後、冷却1(急冷)の方法により冷却した。
【0060】
(3)実験例8の試験片
脂肪族ポリエステル樹脂(B)であるPBS(ポリブチレンサクシネート系樹脂、三菱化学株式会社製、品名「GS Pla」、融点110℃、結晶化開始温度95℃、結晶化温度90.5℃)を、上記〈3〉(1)と同様に成形した後、冷却1(急冷)の方法により冷却した。
【0061】
(4)実験例9の試験片
上記〈1〉で得られた樹脂組成物(PA11−PBS混合樹脂)のうち、PA11:PBS=80:20である樹脂組成物を、金型を用いてJIS K7111−1に準拠したシャルピー衝撃試験用試験片に成形した。この成形に際しては、溶融プレスした後(水冷プレス前のPA11の温度は約200℃)、水冷プレスと放冷とを組み合わせて、200℃から125℃の間における樹脂組成物の降温速度が560℃/分となるように急冷した後、更に、100℃から60℃の間における樹脂組成物の降温速度が約3.0℃/分となるように徐冷した。この冷却方法は表1において「冷却2(急冷→徐冷)」と標記した。
【0062】
(5)実験例10の試験片
上記〈1〉で得られた樹脂組成物(PA11−PBS混合樹脂)のうち、PA11:PBS=80:20である樹脂組成物を、金型を用いてJIS K7111−1に準拠したシャルピー衝撃試験用試験片に成形した。この成形に際しては、溶融プレスした後(水冷プレス前のPA11の温度は約200℃)、水冷プレスと放冷とを組み合わせて、200℃から140℃の間における樹脂組成物の降温速度が4.2℃/分となるように徐冷した後、更に、140℃から60℃の間における樹脂組成物の降温速度が約68℃/分となるように急冷した。
【0063】
(6)実験例11の試験片
PLA(ポリ乳酸、ユニチカ株式会社製、品名「テラマック」、融点167.5℃、結晶化開始温度126℃、結晶化温度111℃)を、上記〈3〉(1)と同様に成形した後、冷却1(急冷)の方法により冷却した。
【0064】
(7)実験例12−16の試験片
上記〈2〉で得られた5種類の樹脂組成物(PLA−PBS混合樹脂)の各々を、上記〈3〉(1)と同様に成形した後、冷却1(急冷)の方法により冷却した。
【0065】
〈4〉シャルピー衝撃試験
上記〈3〉で得られた実験例1〜16の各試験片を用いて、JIS K7111−1に準拠してシャルピー衝撃試験を行った。その結果を表1に併記した。
【0066】
【表1】
尚、表1中において、実験例2〜4及び実験例9〜10は発明品であり、実験例1、5〜8、実験例11〜16は比較品である。
【0067】
〈5〉電子顕微鏡による空隙の観察
上記〈3〉で得られた実験例2〜7及び実験例9及び10の各試験片の断面を電子顕微鏡により1万倍に拡大し、無作為に選択した1ヶ所の12.78μm×8.66μmの範囲に含まれる空隙を伴った分散相の有無を観察し、空隙を伴った分散相が1つでも認められた実験例に「○」を、全く認められない実験例に「×」を、各々表1の「空隙の有無」の欄に記載した。
更に、1万倍(図8、図12、図16〜19)、及び、3万倍(図9〜11、図13〜15)に拡大した各々のデジタル画像を取得し、図として示した。
【0068】
また、図4〜6は、上記実験例において用いた冷却1〜3の各冷却方法における温度と時間との相関を、データロガー(株式会社製キーエンス製、型式「NR600」)を用いて多重記録したグラフである。このうち、図4には冷却開始から3000秒までの間が記録され、図5には冷却開始から1300秒までの間が記録され、図6には冷却開始から420秒までの間が記録されている。
更に、図7は、示差走査熱量計(ブルカー・エイエックスエス株式会社製、型式「DSC404F3」)を用い、JIS K7121(プラスチックの転移温度測定方法)に従って、測定したPA11とPBSとの結晶化ピーク温度(Tpc)を示すグラフである。
【0069】
〈6〉実施例の効果
表1のシャルピー衝撃強度の結果のうち、実験例1〜8を用いて、PA11とPBSとの配合比と、シャルピー衝撃強度と、の相関をグラフに表して図1に示した。
また、表1のシャルピー衝撃強度の結果のうち、実験例11〜16及び実験例8を用いて、PLAとPBSとの配合比と、シャルピー衝撃強度と、の相関をグラフに表して図2に示した。尚、図2には図1の相関を併記している。
【0070】
図8〜19より、脂肪族ポリアミド樹脂(A)に対して、脂肪族ポリエステル樹脂(B)の配合割合が35質量%以下である、実験例3(図8〜11)、実験例2(図12〜15)、実験例4(図16)では、連続相11と分散相12との相間に特有の空隙13が認められる。更に、各空隙13では、連続相11と分散相12とが柱状部14により接続されていることが見てとれる。
尚、内部に分散相12が認められない連続相11の凹部15は、空隙13が存在したために切断時に分散相12が脱落して形成された凹部15と考えられ、切断前の状態においては、これらの凹部15はいずれも、空隙13を伴った分散相12であったと考えられる。
【0071】
一方、実験例5(図17)は、脂肪族ポリアミド樹脂(A)に対して、脂肪族ポリエステル樹脂(B)の配合割合が40質量%含有されるため(35質量%を超えているため)に、分散相自体が図8、図12及び図16に比べて顕著に少ない。更に、そのうち空隙を伴った分散相は極僅かであり、図17内に僅かに8ヶ所しか認められない。
また、実験例6(図18)及び実験例7(図19)では、空隙を伴った分散相が全く認められない。
【0072】
更に、図1の結果から、脂肪族ポリアミド樹脂(A)を連続相とし、この脂肪族ポリアミド樹脂(A)内に脂肪族ポリエステル樹脂(B)を分散相として混合した樹脂組成物では、実験例2〜4の特定の範囲でのみ、実験例1(12.91KJ/m2)を超えるシャルピー衝撃強度(17.05〜32.83KJ/m2)が得られた。更に、その衝撃強度は、実験例1(PA11単独)が12.91KJ/m2であるのに対して、実験例3(PA11:PBS=80:20)では32.83KJ/m2にも達しており、実験例1の値の2.5倍と極めて顕著な耐衝撃性の向上が認められた。
【0073】
これに対して、実験例10(冷却3によって空隙が形成されていない)では、配合割合は実験例3(32.83KJ/m2))と同じであるにも関わらず、シャルピー衝撃強度は14.19KJ/m2と小さく、実験例1(PA11単独)の12.91KJ/m2と1.1倍であり、ほとんど耐衝撃性の向上が認められなかった。
更に、図2に示すように、脂肪族ポリエステル樹脂PLAに対して、脂肪族ポリエステル樹脂PBSを分散させた場合には、耐衝撃性に関する変化はほとんど認められないことが分かる。
【0074】
これらの結果から、本樹脂組成物では、脂肪族ポリアミド樹脂(A)に対して、脂肪族ポリエステル樹脂(B)を所定の割合で配合して、分散相を形成するとともに、連続相と分散相と相間に空隙を形成された場合には飛躍的に耐衝撃性が向上されることが分かる。
【0075】
また、図3から、冷却方法の操作により、更に、耐衝撃性を向上させられることが分かる。即ち、実験例3(冷却1)のシャルピー衝撃強度が32.83KJ/m2であるのに対して、実験例9(冷却2)では40.33KJ/m2にまで向上されており、実験例3に対して実験例9は1.2倍になっている。
この冷却方法による差異は、実験例3では急冷したのに対して、実験例9では、脂肪族ポリアミド樹脂(A)の結晶化温度TAと、脂肪族ポリエステル樹脂(B)の結晶化温度TBと、間の温度120℃までは急冷して、脂肪族ポリアミド樹脂(A)の結晶化を抑制したうえで、温度TB未満の温度40℃まで徐冷して、脂肪族ポリエステル樹脂(B)の結晶化を促し、結晶化に伴う収縮を促進している。このため、実験例3よりも実験例9で空隙量が増えたものと考えられる。
【0076】
前述の例は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施形態の例を挙げて説明したが、本発明の記述および図示において使用された文言は、限定的な文言ではなく説明的および例示的なものであると理解される。ここで詳述したように、その形態において本発明の範囲または精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料および実施例を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、むしろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
【符号の説明】
【0077】
11;連続相、12;分散相、13;空隙、14;柱状部、15;凹部(分散相を伴わない連続相の凹部)。
【特許請求の範囲】
【請求項1】
脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有するとともに、該脂肪族ポリアミド樹脂(A)と該脂肪族ポリエステル樹脂(B)との合計を100質量%とした場合に、該脂肪族ポリエステル樹脂(B)が5〜35質量%であり、
前記脂肪族ポリアミド樹脂(A)が連続相をなし、
前記脂肪族ポリエステル樹脂(B)が前記連続相に分散された分散相をなし、
前記連続相と前記分散相との相間に空隙を有することを特徴とする樹脂組成物。
【請求項2】
前記脂肪族ポリエステル樹脂(B)が、生分解性を有する生分解性脂肪族ポリエステル樹脂である請求項1に記載の樹脂組成物。
【請求項3】
前記脂肪族ポリエステル樹脂(B)が、ポリブチレンサクシネート系樹脂である請求項1又は2に記載の樹脂組成物。
【請求項4】
前記脂肪族ポリアミド樹脂(A)は、炭素原子数が11であるアミド結合含有単位を主鎖に含む脂肪族ポリアミド樹脂である請求項1乃至3のうちのいずれかに記載の樹脂組成物。
【請求項5】
前記脂肪族ポリエステル樹脂(B)は、平均分散粒径が1μm以下である請求項1乃至4のうちのいずれかに記載の樹脂組成物。
【請求項6】
請求項1乃至5のうちのいずれかに記載の樹脂組成物の製造方法であって、前記連続相を構成する樹脂と、前記分散相を構成する樹脂と、を含む溶融混合樹脂を冷却する冷却工程を備え、
前記冷却工程は、前記脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、前記脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、前記TA以下且つ前記TBを超える温度まで40℃/分以上の降温速度で冷却する第1冷却工程と、
第1冷却工程に引き続いて、前記TB未満の温度まで10℃/分以下の降温速度で冷却する第2冷却工程と、を備えることを特徴とする樹脂組成物の製造方法。
【請求項7】
前記第1冷却工程は、温度TBよりも20℃以上高い温度で停止する請求項6に記載の樹脂組成物の製造方法。
【請求項8】
請求項1乃至5のうちのいずれかに記載の樹脂組成物を用いた成形体の製造方法であって、溶融状態の請求項1乃至5のうちのいずれかに記載の樹脂組成物を冷却する冷却工程を備え、
前記冷却工程は、前記脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、前記脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、前記TA以下且つ前記TBを超える温度まで40℃/分以上の降温速度で冷却する第1冷却工程と、
第1冷却工程に引き続いて、前記TB未満の温度まで10℃/分以下の降温速度で冷却する第2冷却工程と、を備えることを特徴とする成形体の製造方法。
【請求項9】
前記第1冷却工程は、温度TBよりも20℃以上高い温度で停止する請求項8に記載の成形体の製造方法。
【請求項1】
脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有するとともに、該脂肪族ポリアミド樹脂(A)と該脂肪族ポリエステル樹脂(B)との合計を100質量%とした場合に、該脂肪族ポリエステル樹脂(B)が5〜35質量%であり、
前記脂肪族ポリアミド樹脂(A)が連続相をなし、
前記脂肪族ポリエステル樹脂(B)が前記連続相に分散された分散相をなし、
前記連続相と前記分散相との相間に空隙を有することを特徴とする樹脂組成物。
【請求項2】
前記脂肪族ポリエステル樹脂(B)が、生分解性を有する生分解性脂肪族ポリエステル樹脂である請求項1に記載の樹脂組成物。
【請求項3】
前記脂肪族ポリエステル樹脂(B)が、ポリブチレンサクシネート系樹脂である請求項1又は2に記載の樹脂組成物。
【請求項4】
前記脂肪族ポリアミド樹脂(A)は、炭素原子数が11であるアミド結合含有単位を主鎖に含む脂肪族ポリアミド樹脂である請求項1乃至3のうちのいずれかに記載の樹脂組成物。
【請求項5】
前記脂肪族ポリエステル樹脂(B)は、平均分散粒径が1μm以下である請求項1乃至4のうちのいずれかに記載の樹脂組成物。
【請求項6】
請求項1乃至5のうちのいずれかに記載の樹脂組成物の製造方法であって、前記連続相を構成する樹脂と、前記分散相を構成する樹脂と、を含む溶融混合樹脂を冷却する冷却工程を備え、
前記冷却工程は、前記脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、前記脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、前記TA以下且つ前記TBを超える温度まで40℃/分以上の降温速度で冷却する第1冷却工程と、
第1冷却工程に引き続いて、前記TB未満の温度まで10℃/分以下の降温速度で冷却する第2冷却工程と、を備えることを特徴とする樹脂組成物の製造方法。
【請求項7】
前記第1冷却工程は、温度TBよりも20℃以上高い温度で停止する請求項6に記載の樹脂組成物の製造方法。
【請求項8】
請求項1乃至5のうちのいずれかに記載の樹脂組成物を用いた成形体の製造方法であって、溶融状態の請求項1乃至5のうちのいずれかに記載の樹脂組成物を冷却する冷却工程を備え、
前記冷却工程は、前記脂肪族ポリアミド樹脂(A)の結晶化温度をTAとし、前記脂肪族ポリエステル樹脂(B)の結晶化温度をTBとした場合に、TB<TAであり、前記TA以下且つ前記TBを超える温度まで40℃/分以上の降温速度で冷却する第1冷却工程と、
第1冷却工程に引き続いて、前記TB未満の温度まで10℃/分以下の降温速度で冷却する第2冷却工程と、を備えることを特徴とする成形体の製造方法。
【請求項9】
前記第1冷却工程は、温度TBよりも20℃以上高い温度で停止する請求項8に記載の成形体の製造方法。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】

【図7】

【図8】

【図9】
【図10】
【図11】

【図12】

【図13】
【図14】

【図15】
【図16】
【図17】
【図18】

【図19】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2012−188469(P2012−188469A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−50736(P2011−50736)
【出願日】平成23年3月8日(2011.3.8)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月8日(2011.3.8)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]